


Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing

Abstract
:1. Introduction
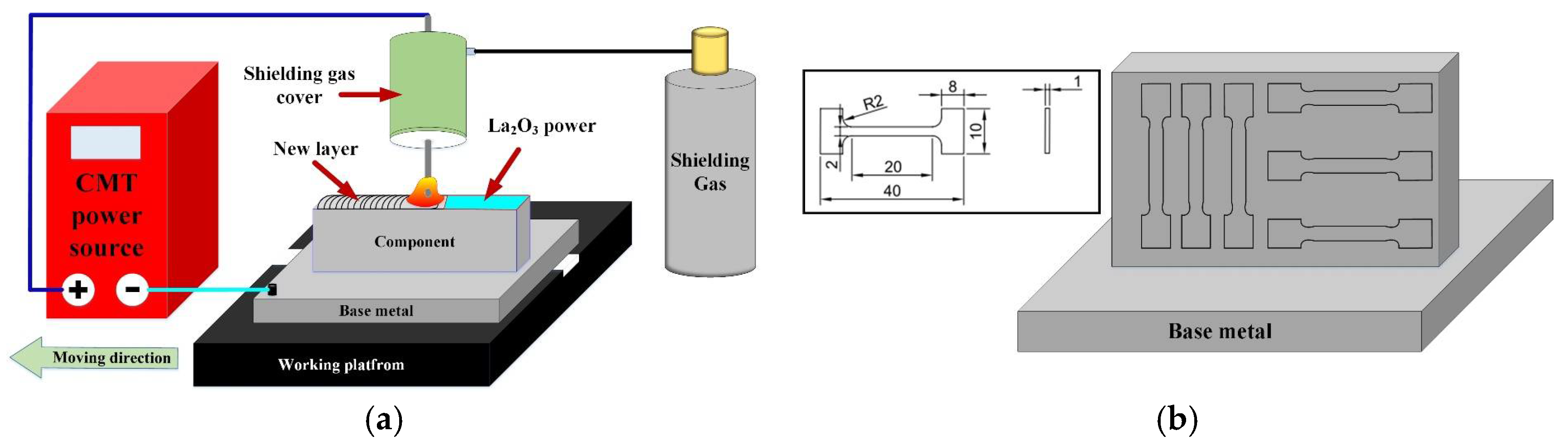
2. Materials and Methods
3. Results
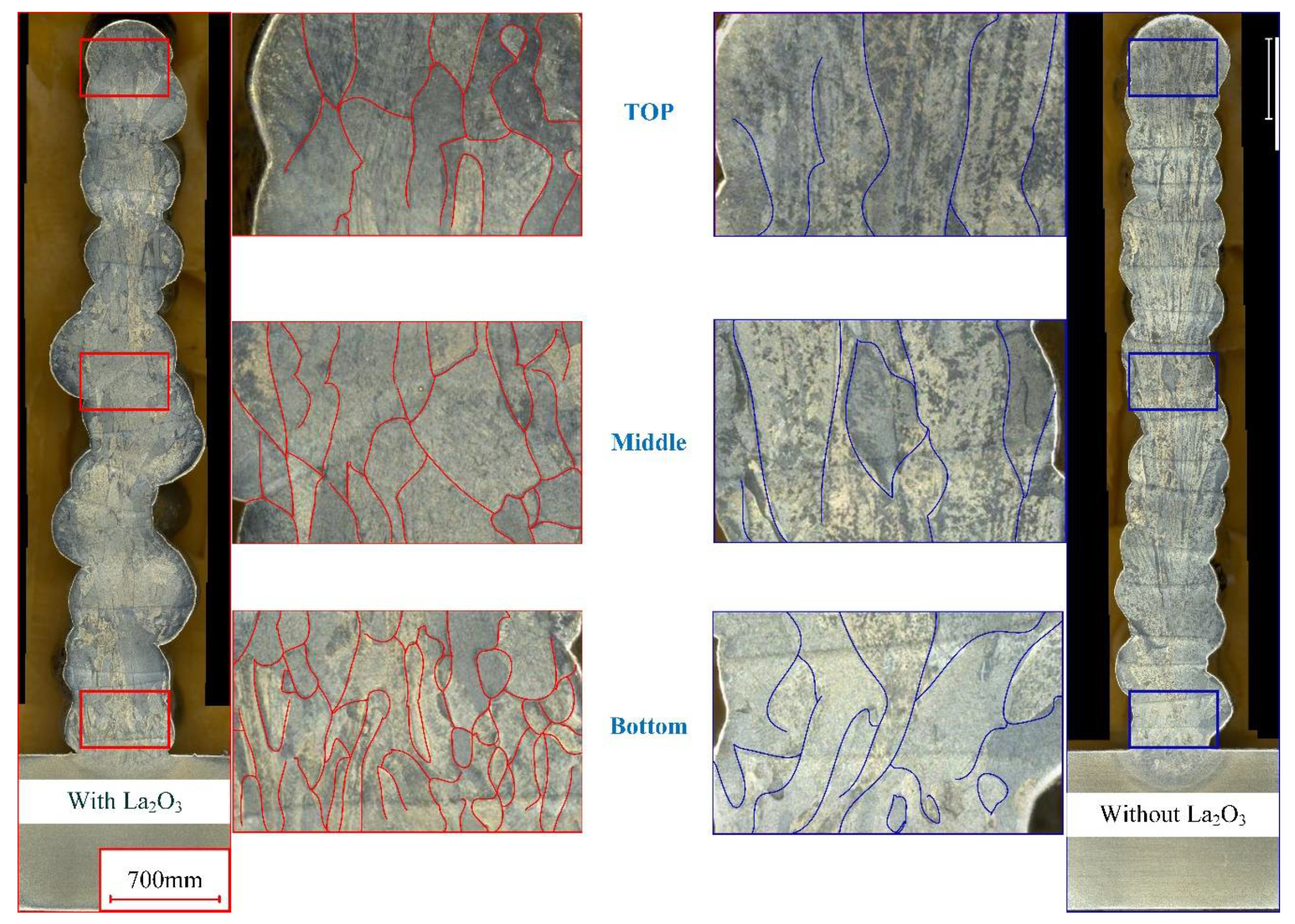
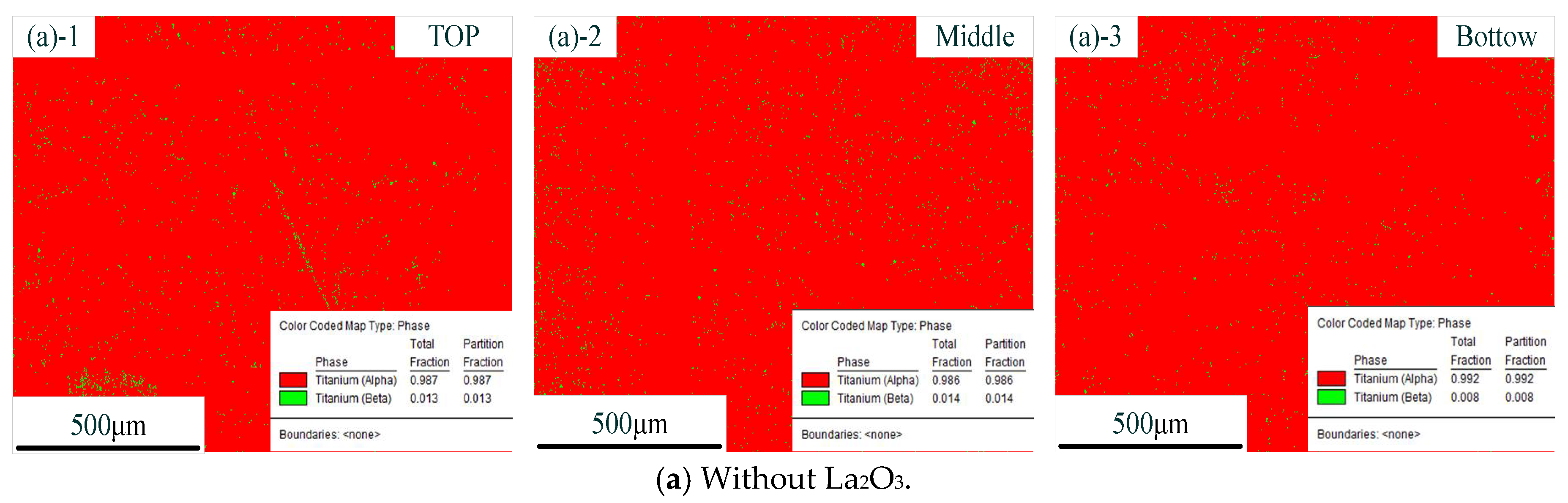
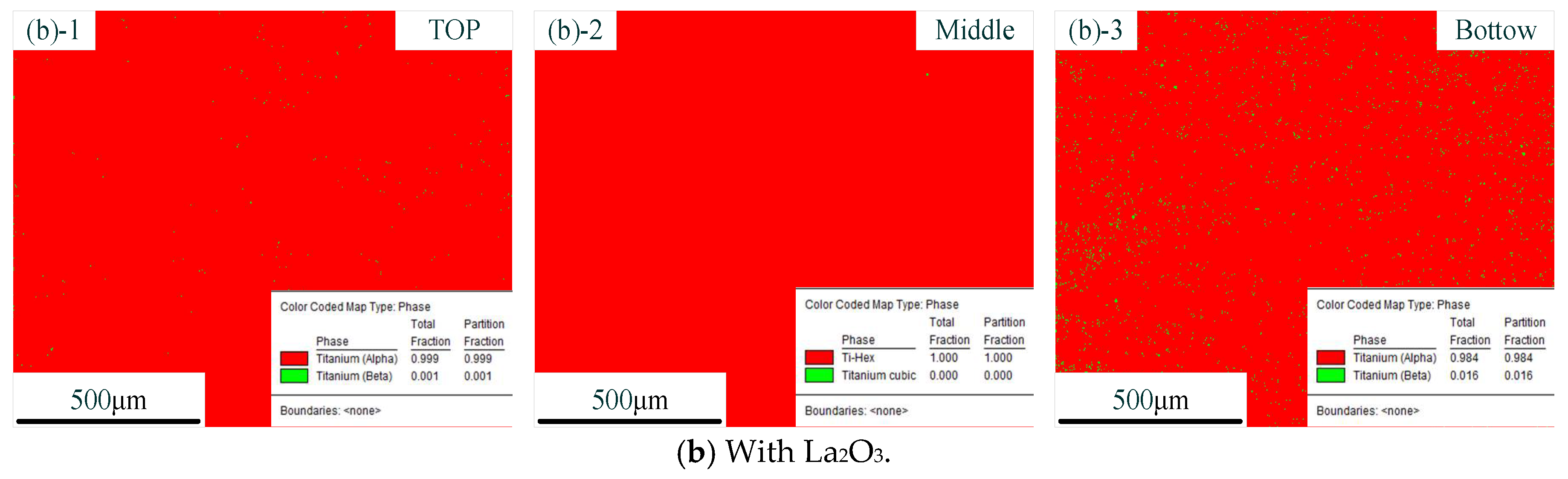
3.1. Effect of La2O3 on Macrostructure
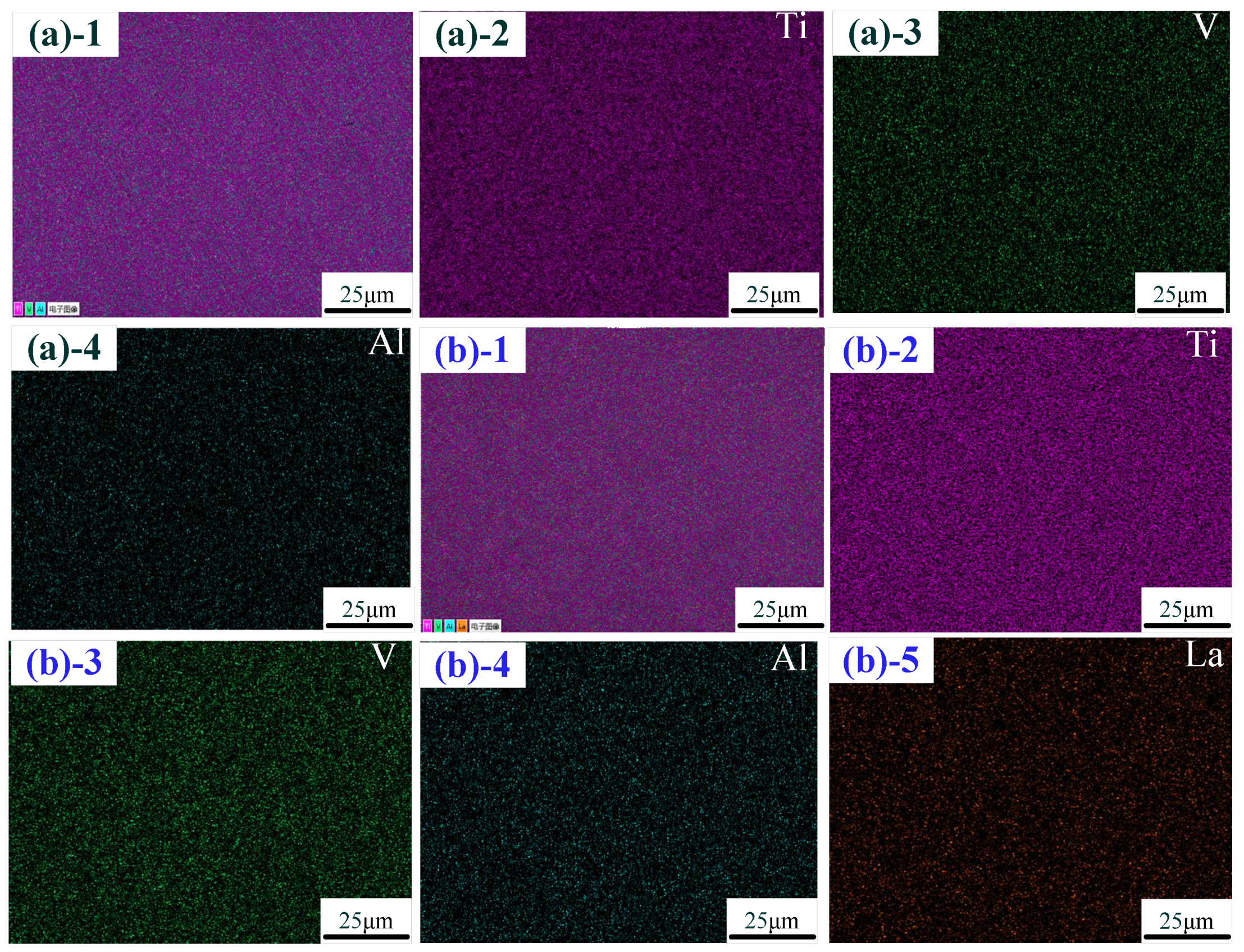
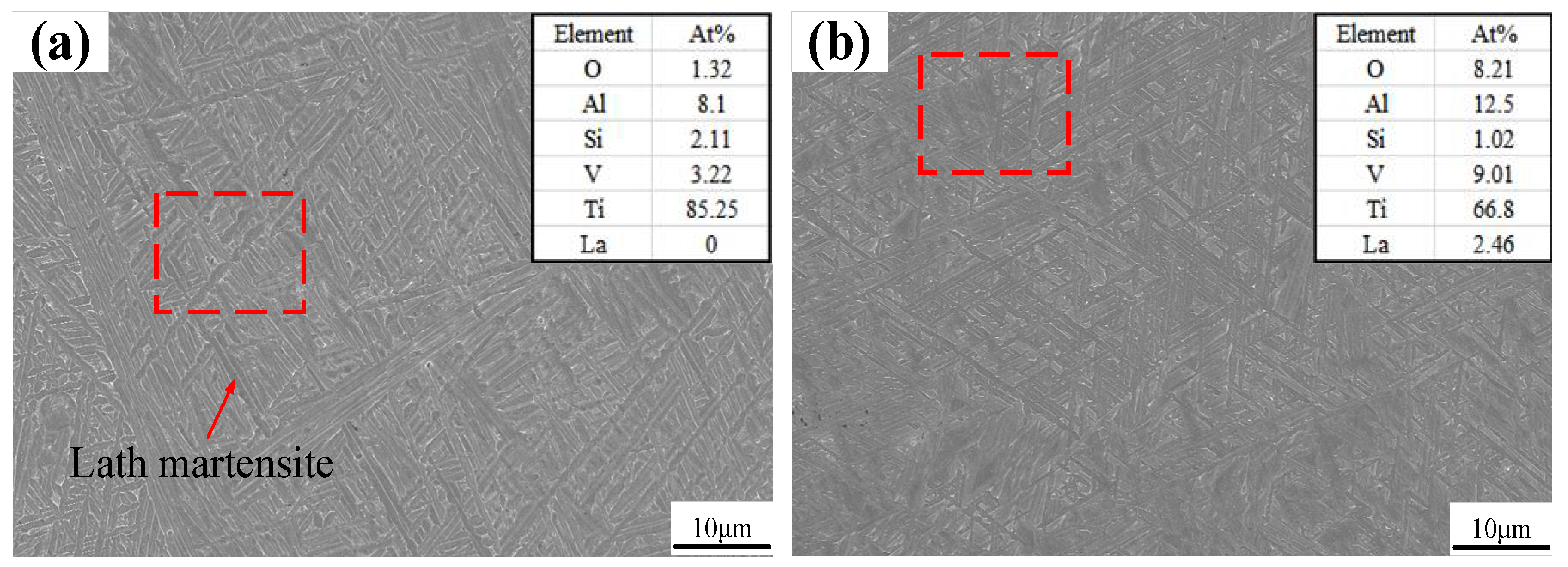
3.2. Effect of La2O3 on Microstructure
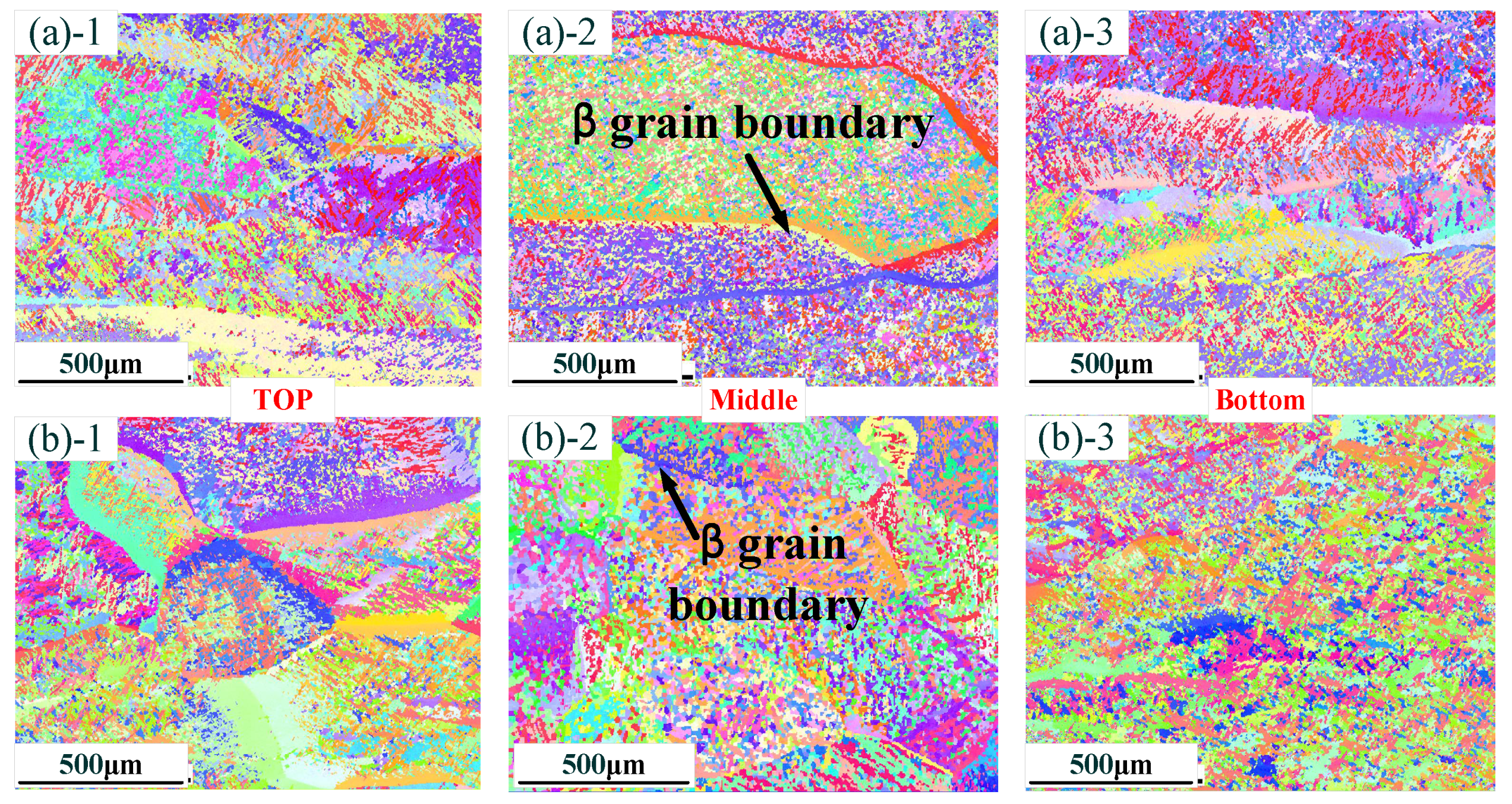
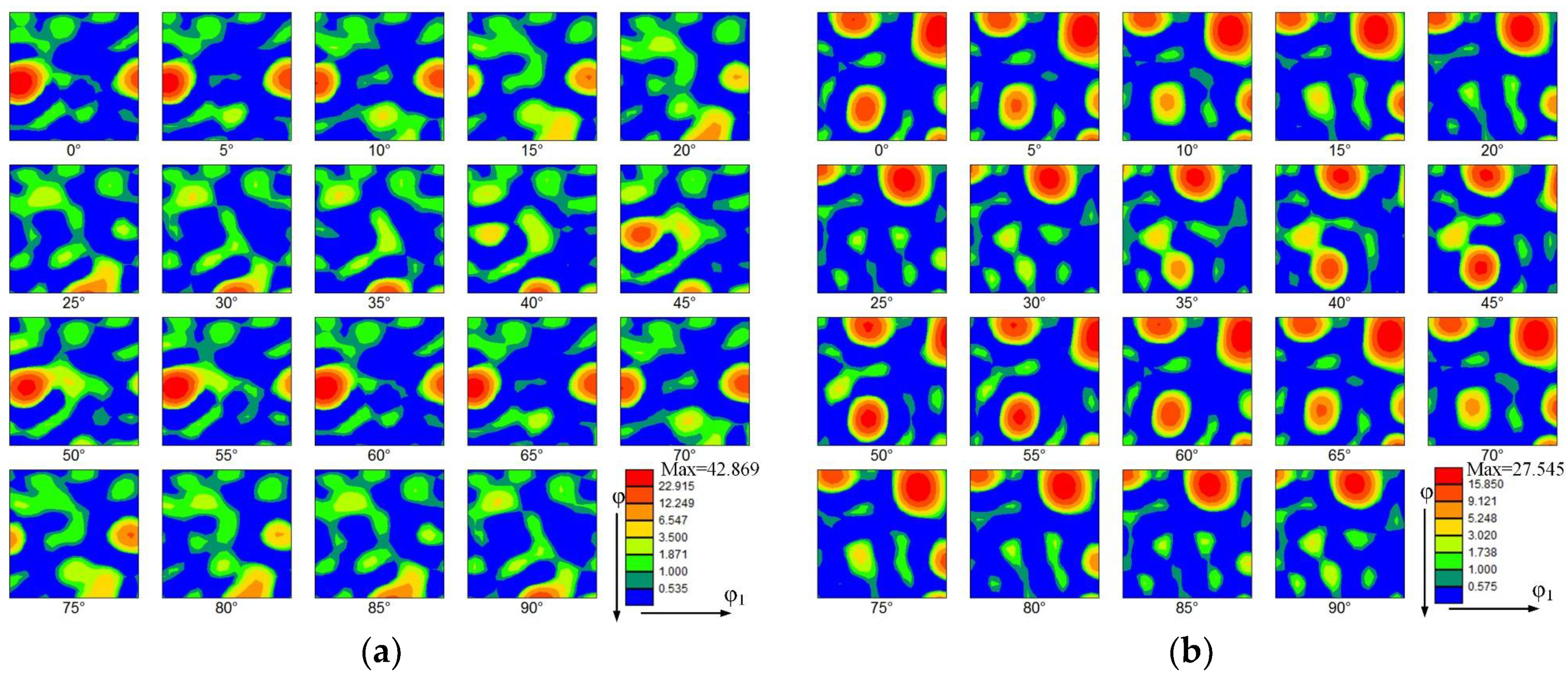
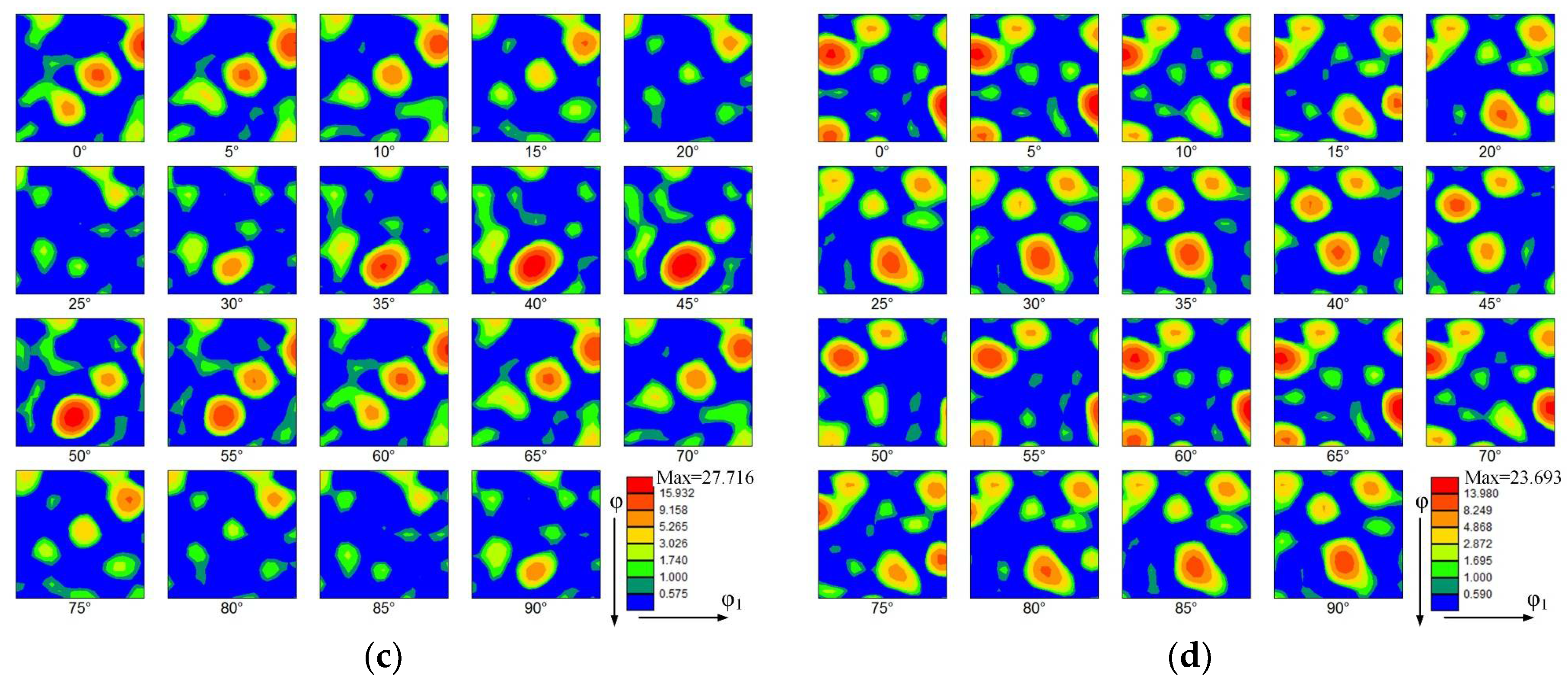
3.3. Effect of La2O3 on Grain Orientation
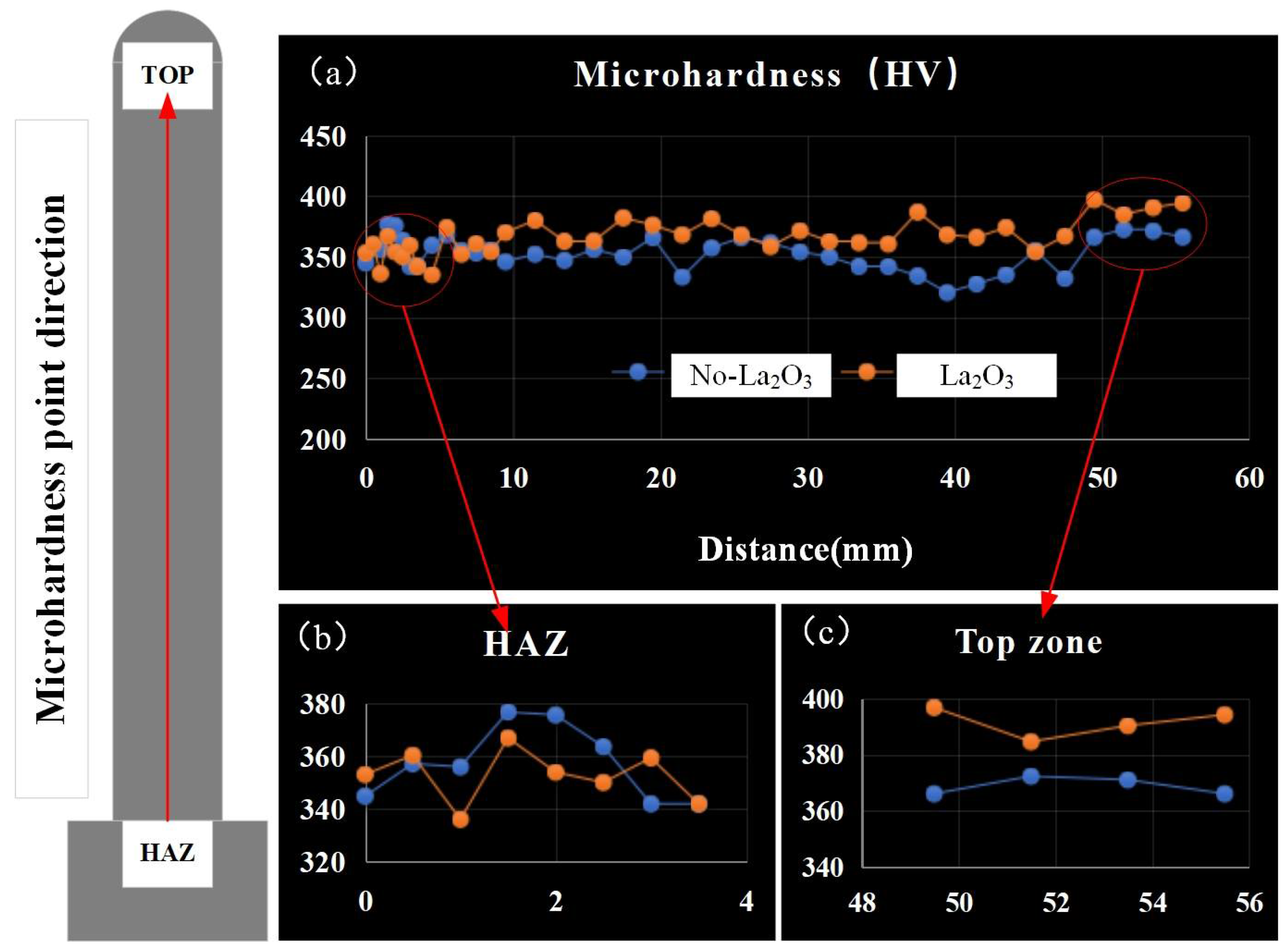
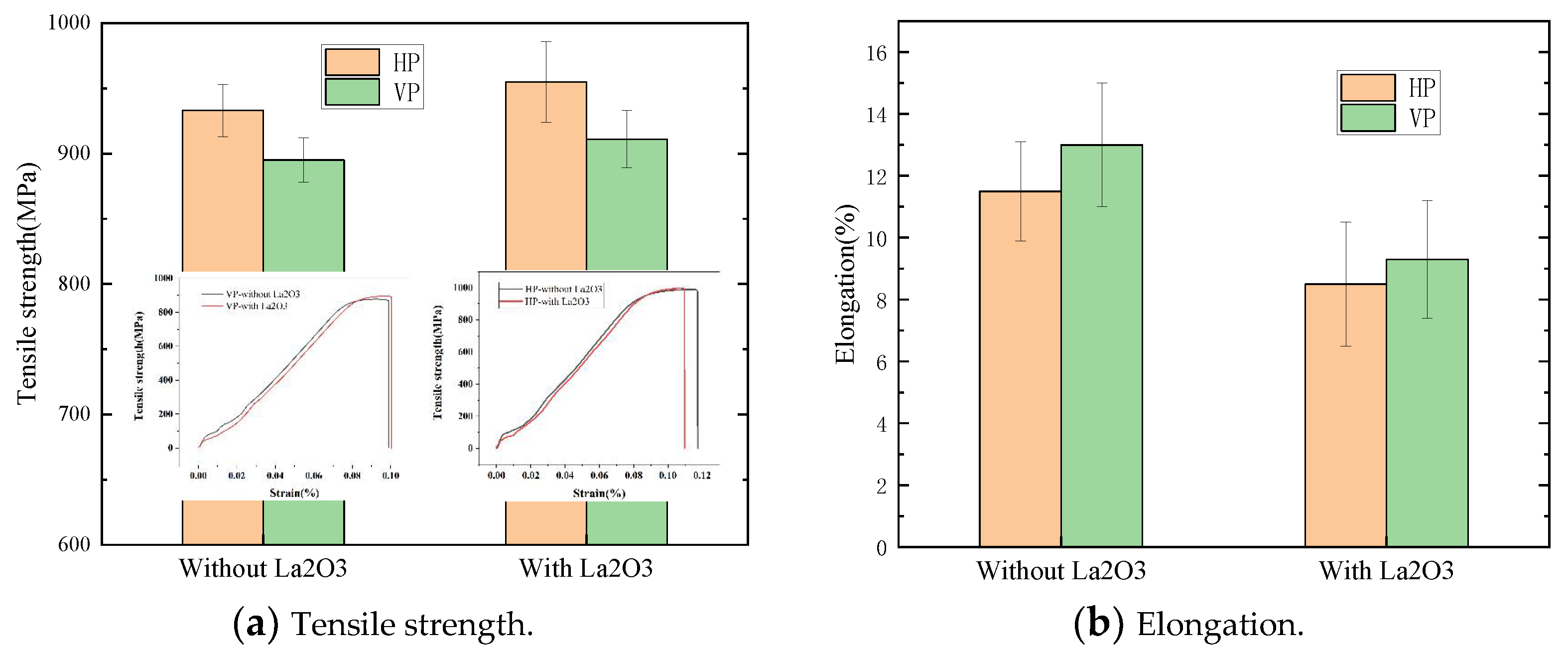
3.4. Effect of La2O3 on Properties
4. Discussions
5. Conclusions
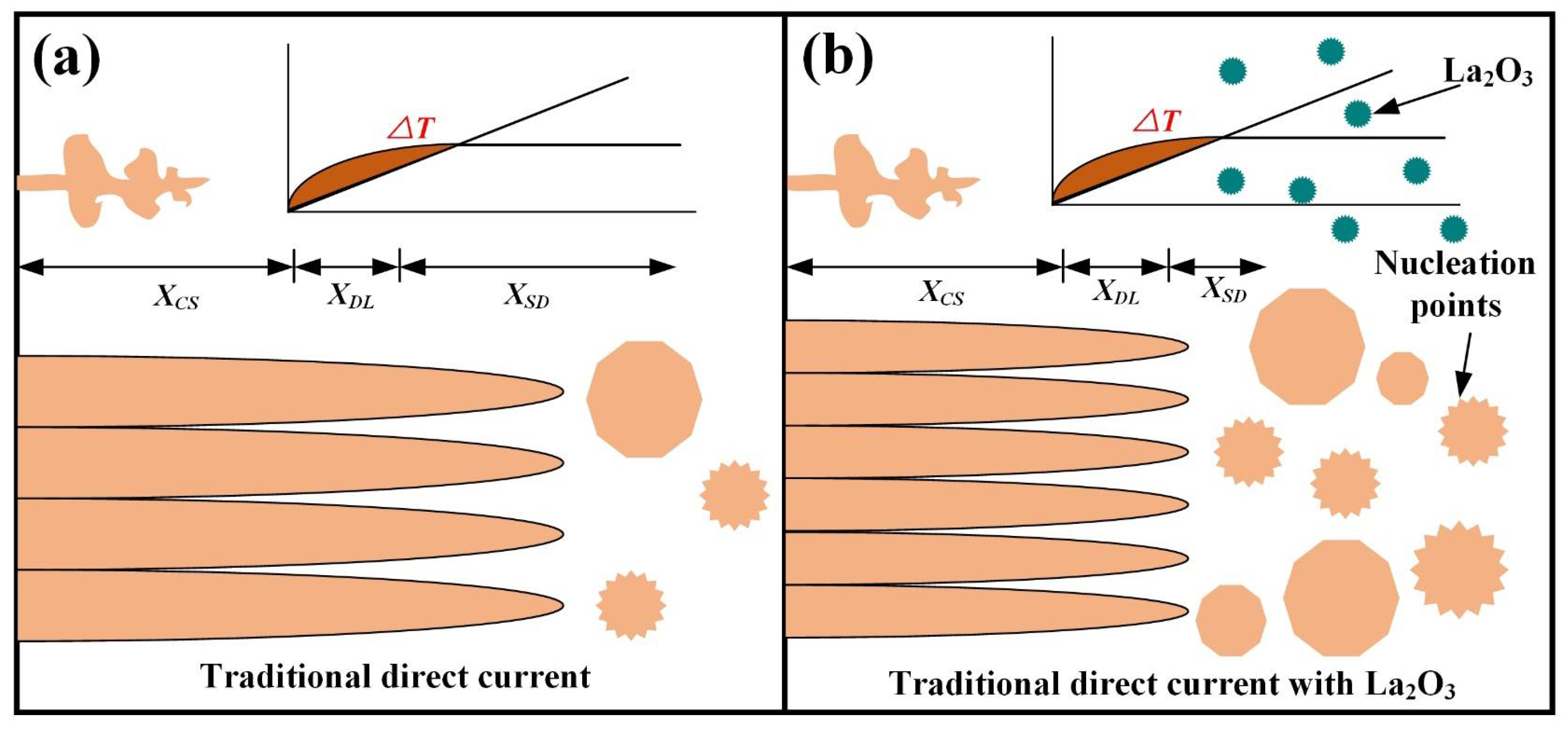
- (1)
- By adding La2O3, the maximum grain diameters of the thin-walled part in the difference zones were respectively reduced by around 17.5% (top zone), 11.6% (middle zone) and 38% (bottom zone) compared with those of the part without La2O3.
- (2)
- The texture intensity of the part obtained by adding La2O3 was reduced, especially the texture intensity in the top zone. Compared with not adding La2O3, the texture intensity of adding La2O3 in the top zone was reduced from 42.869 to 27.545.
- (3)
- The microhardness of the part obtained by adding La2O3 was increased by 20 HV compared with that of the normal process. The tensile properties of the part were also improved by adding La2O3.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, C.; Du, W.; Zhang, H.; Zhao, X. Improvement of microstructure and mechanical properties of stainless steel TIG based wire arc additive manufacturing by using AC/DC mix current waveform. J. Mater. Res. Technol. 2023, 23, 4355–4366. [Google Scholar] [CrossRef]
- Na, X.; Wenqing, L.; Liu, Z.; Muthuramalingam, T. Effect of scandium in Al–Sc and Al–Sc–Zr alloys under precipitation strengthening mechanism at 350 C aging. Met. Mater. Int. 2021, 27, 5145–5153. [Google Scholar] [CrossRef]
- Chen, C.; Sun, G.; Du, W.; Liu, J.; Zhang, H. Effect of equivalent heat input on WAAM Al-Si alloy. Int. J. Mech. Sci. 2023, 238, 107831. [Google Scholar] [CrossRef]
- Wu, W.; Xu, W.; Xue, J.; Yao, P. Effect of cooling and CMT mode process on additive manufacturing. Mater. Manuf. Process. 2021, 37, 1298–1309. [Google Scholar] [CrossRef]
- Posch, G.; Chladil, K.; Chladil, H. Material properties of CMT—Metal additive manufactured duplex stainless steel blade-like geometries. Weld. World 2017, 61, 873–882. [Google Scholar] [CrossRef]
- Rodriguez, N.; Vázquez, L.; Huarte, I.; Arruti, E.; Tabernero, I.; Alvarez, P. Wire and arc additive manufacturing: A comparison between CMT and TopTIG processes applied to stainless steel. Weld. World 2018, 62, 1083–1096. [Google Scholar] [CrossRef]
- Cong, B.; Ding, J.; Williams, S. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3%Cu alloy. Int. J. Adv. Manuf. Technol. 2014, 76, 1593–1606. [Google Scholar] [CrossRef]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Ma, P.; Zhai, Y. The effect of inter-layer cold working and post-deposition heat treatment on porosity in additively manufactured aluminum alloys. J. Mater. Process. Technol. 2016, 230, 26–34. [Google Scholar] [CrossRef]
- Chen, F.; Yang, Y.; Chen, C.; Wang, Q.; Xie, R. Effect of La2O3 particle size on the microstructure and properties of Al Si alloys deposited via wire arc additive manufacturing. J. Manuf. Process. 2021, 68, 523–533. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, C.; Fan, C.; Zhuo, Y.; Lin, S.; Chen, C. Grain refinement of additive manufactured Ti-6.5Al-3.5Mo-1.5Zr-0.3Si titanium alloy by the addition of La2O3. Mater. Lett. 2020, 275, 128170. [Google Scholar] [CrossRef]
- Zhuo, Y.; Yang, C.; Fan, C.; Lin, S.; Chen, Y.; Chen, C.; Cai, X. Grain refinement of wire arc additive manufactured titanium alloy by the combined method of boron addition and low frequency pulse arc. Mater. Sci. Eng. A 2021, 805, 140557. [Google Scholar] [CrossRef]
- Yang, Q.; Xia, C.; Deng, Y.; Li, X.; Wang, H. Microstructure and Mechanical Properties of AlSi7Mg0.6 Aluminum Alloy Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials 2019, 12, 2525. [Google Scholar] [CrossRef] [Green Version]
- Scotti, F.M.; Teixeira, F.R.; da Silva, L.J.; de Araújo, D.B.; Reis, R.P.; Scotti, A. Thermal management in WAAM through the CMT Advanced process and an active cooling technique. J. Manuf. Process. 2020, 57, 23–35. [Google Scholar] [CrossRef]
- Su, C.; Chen, X.; Gao, C.; Wang, Y. Effect of heat input on microstructure and mechanical properties of Al-Mg alloys fabricated by WAAM. Appl. Surf. Sci. 2019, 486, 431–440. [Google Scholar] [CrossRef]
- Chen, C.; Chen, F.; Yang, Y.; Zhang, H. Study on appearance and mechanical behavior of additively manufacturing of Ti–6Al–4V alloy by using cold metal transfer. CIRP J. Manuf. Sci. Technol. 2021, 35, 250–258. [Google Scholar] [CrossRef]
- Bermingham, M.; StJohn, D.; Krynen, J.; Tedman-Jones, S.; Dargusch, M. Promoting the columnar to equiaxed transition and grain refinement of titanium alloys during additive manufacturing. Acta Mater. 2019, 168, 261–274. [Google Scholar] [CrossRef]
- Zhuo, Y.; Yang, C.; Fan, C.; Lin, S.; Chen, C.; Cai, X. Microstructure and mechanical properties of wire arc additive repairing Ti–5Al–2Sn–2Zr–4Mo–4Cr titanium alloy. Mater. Sci. Technol. 2020, 36, 1712–1719. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The Interdependence Theory: The relationship between grain formation and nucleant selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]
- Tedman-Jones, S.N.; McDonald, S.D.; Bermingham, M.J.; StJohn, D.H.; Dargusch, M.S. Investigating the morphological effects of solute on the β-phase in as-cast titanium alloys. J. Alloys Compd. 2018, 778, 204–214. [Google Scholar] [CrossRef]
- Qiu, D.; Zhang, D.; Easton, M.A.; John, D.H.S.; Gibson, M.A. Refining As-cast β-Ti Grains Through ZrN Inoculation. Met. Mater. Trans. A 2018, 49, 1444–1449. [Google Scholar] [CrossRef]
- Yin, B.; Ma, H.; Wang, Y.; Zhao, H.; Jin, G.; Wang, J. Modeling and application of continuous growth restriction factor for elucidating development of as-welded grain size. J. Alloys Compd. 2018, 739, 901–908. [Google Scholar] [CrossRef]
- Tedman-Jones, S.N.; Bermingham, M.J.; McDonald, S.D.; St John, D.H.; Dargusch, M.S. Titanium sponge as a source of native nuclei in titanium alloys. J. Alloys Compd. 2019, 818, 153353. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | V | Al | O | N | Fe | C |
|---|---|---|---|---|---|---|
| Bal. | 3.5~4.5 | 5.5~6.8 | ≤0.20 | ≤0.05 | ≤0.30 | ≤0.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Wang, S.; Liang, J.; Hu, H.; Li, Q.; Chen, H. Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing. Crystals 2023, 13, 515. https://doi.org/10.3390/cryst13030515
Liu H, Wang S, Liang J, Hu H, Li Q, Chen H. Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing. Crystals. 2023; 13(3):515. https://doi.org/10.3390/cryst13030515
Chicago/Turabian StyleLiu, Huanyu, Shuang Wang, Jian Liang, Hong Hu, Qingtao Li, and Hongrui Chen. 2023. "Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing" Crystals 13, no. 3: 515. https://doi.org/10.3390/cryst13030515
APA StyleLiu, H., Wang, S., Liang, J., Hu, H., Li, Q., & Chen, H. (2023). Effect of Lanthanum Oxide on the Microstructure and Properties of Ti-6Al-4V Alloy during CMT-Additive Manufacturing. Crystals, 13(3), 515. https://doi.org/10.3390/cryst13030515