

Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings




Abstract
:1. Introduction
2. Experimental Procedure
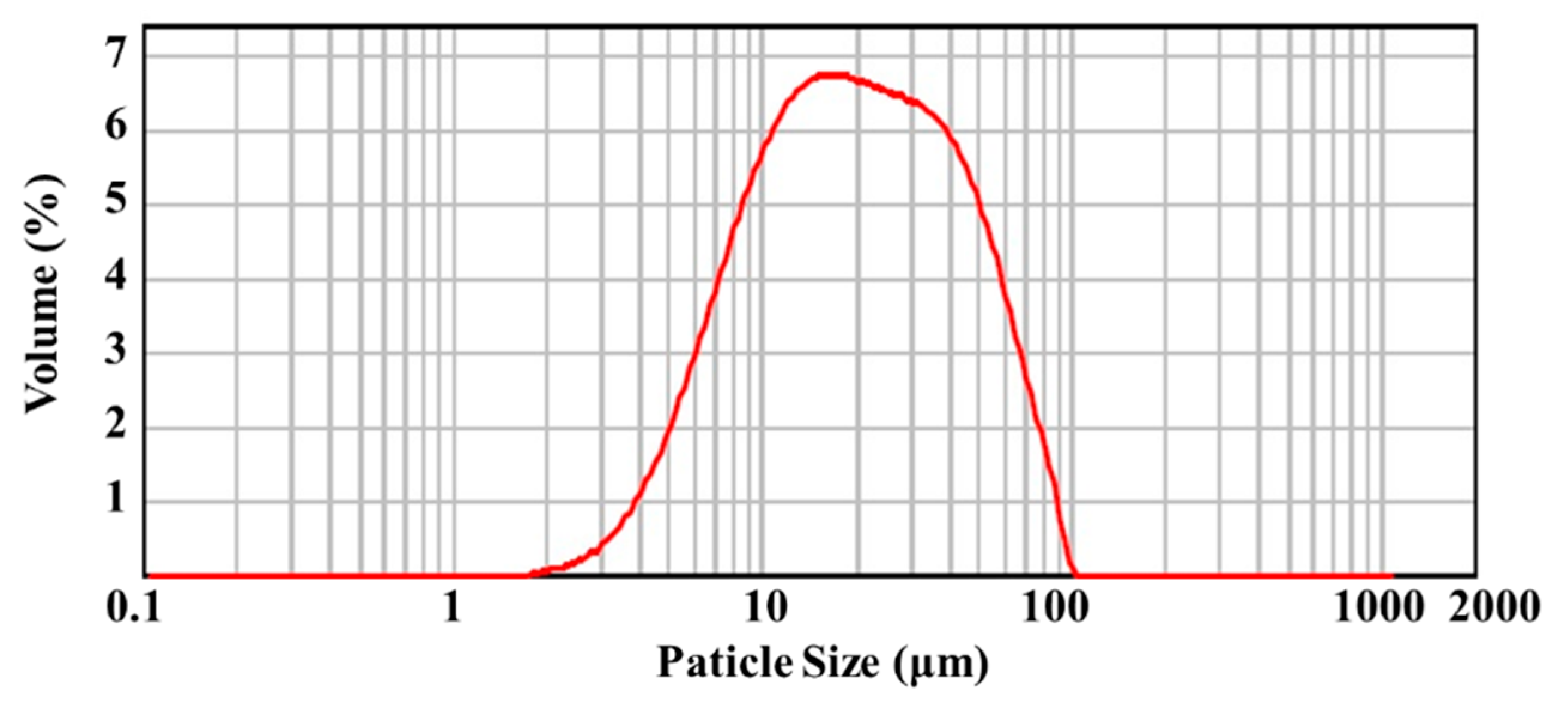
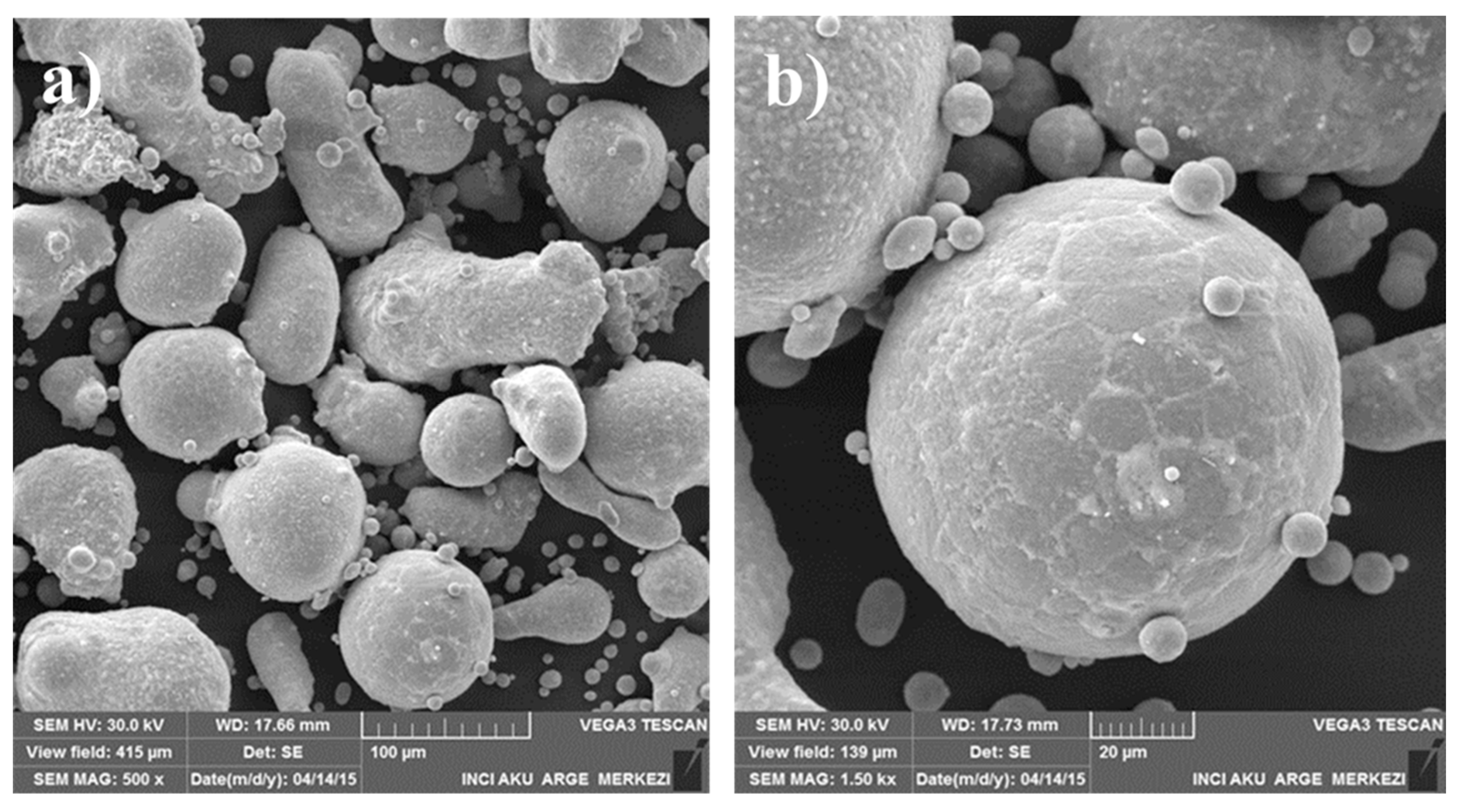
2.1. Powder Feedstock, Coating Deposition, and Characterization
2.2. Wear and Corrosion Tests
3. Results and Discussion
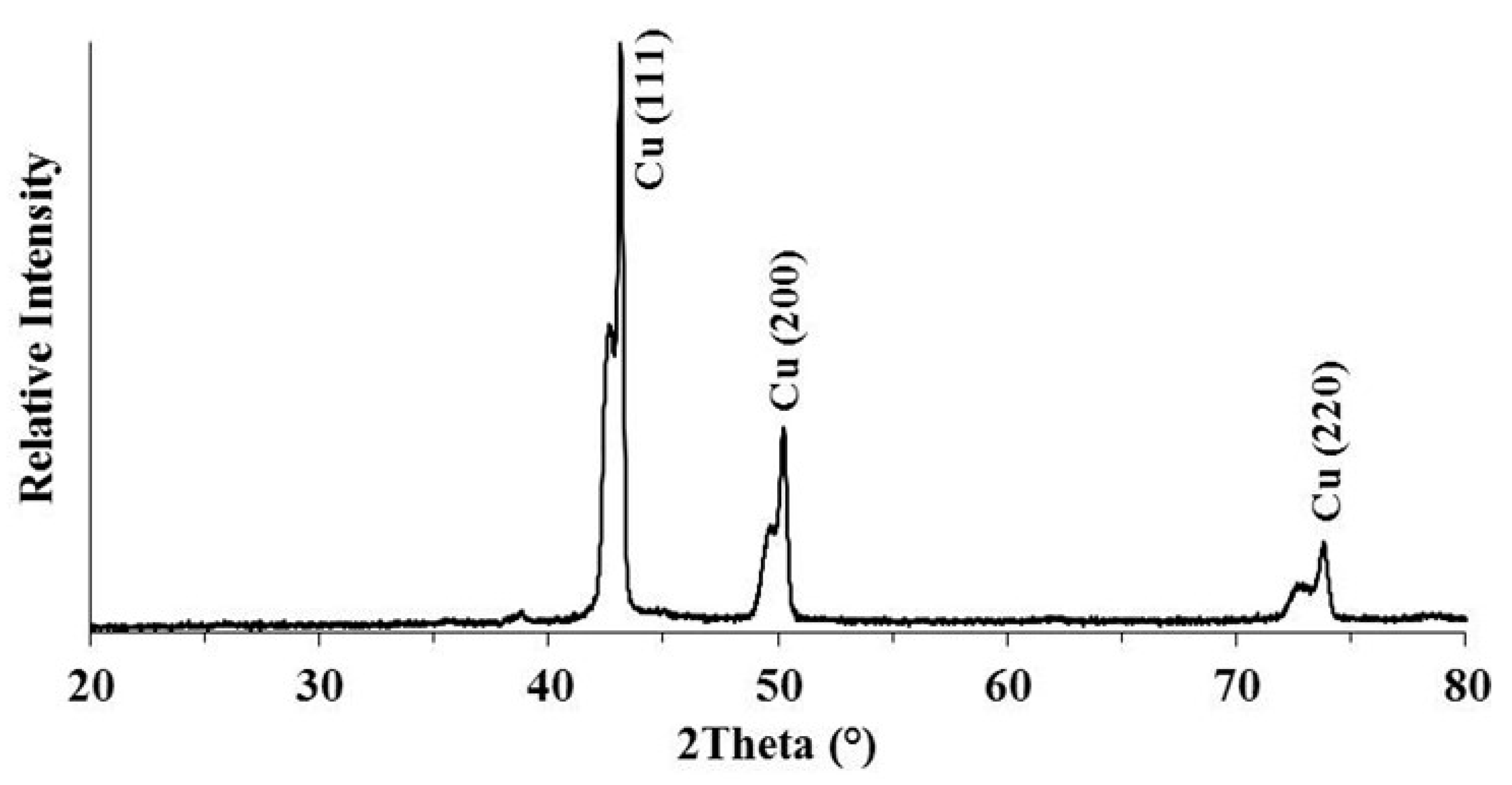
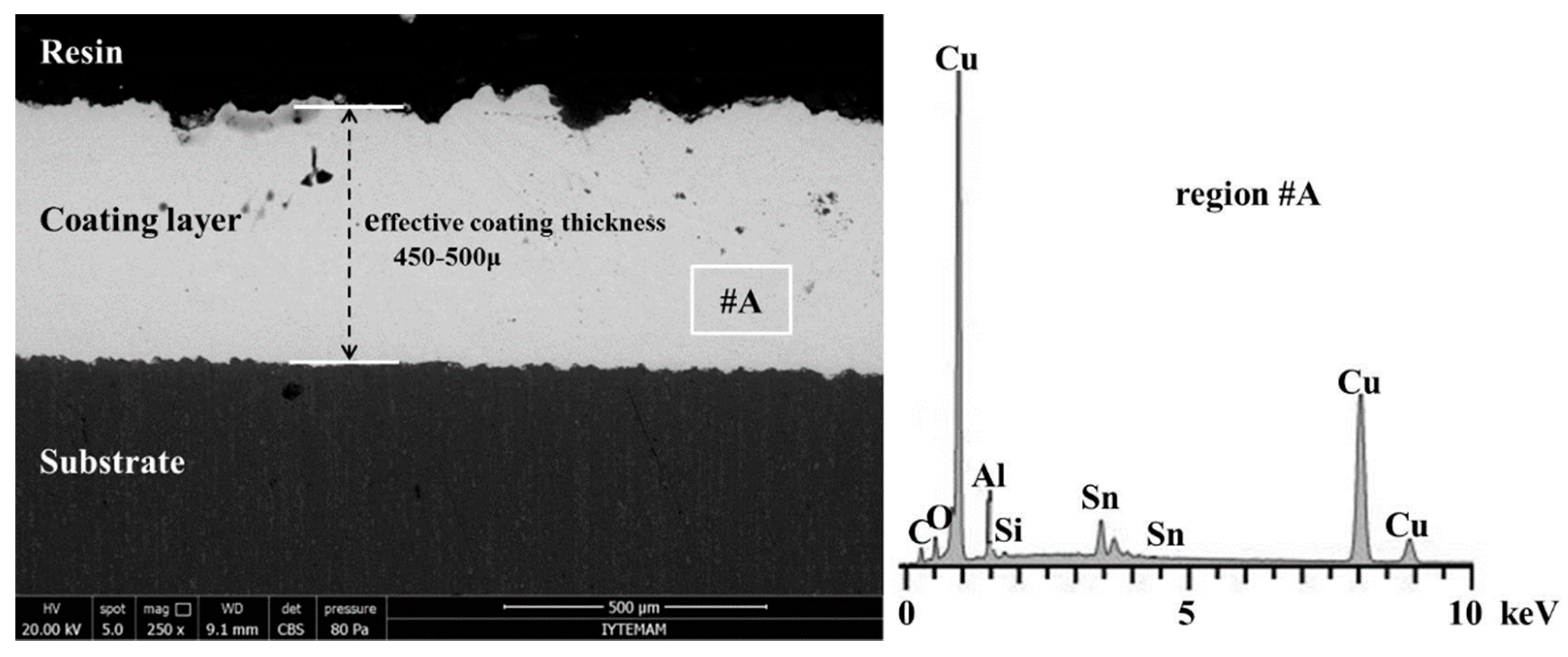
3.1. Microstructural Characterization
3.2. Wear and Corrosion Behavior
4. Conclusions
- 1.
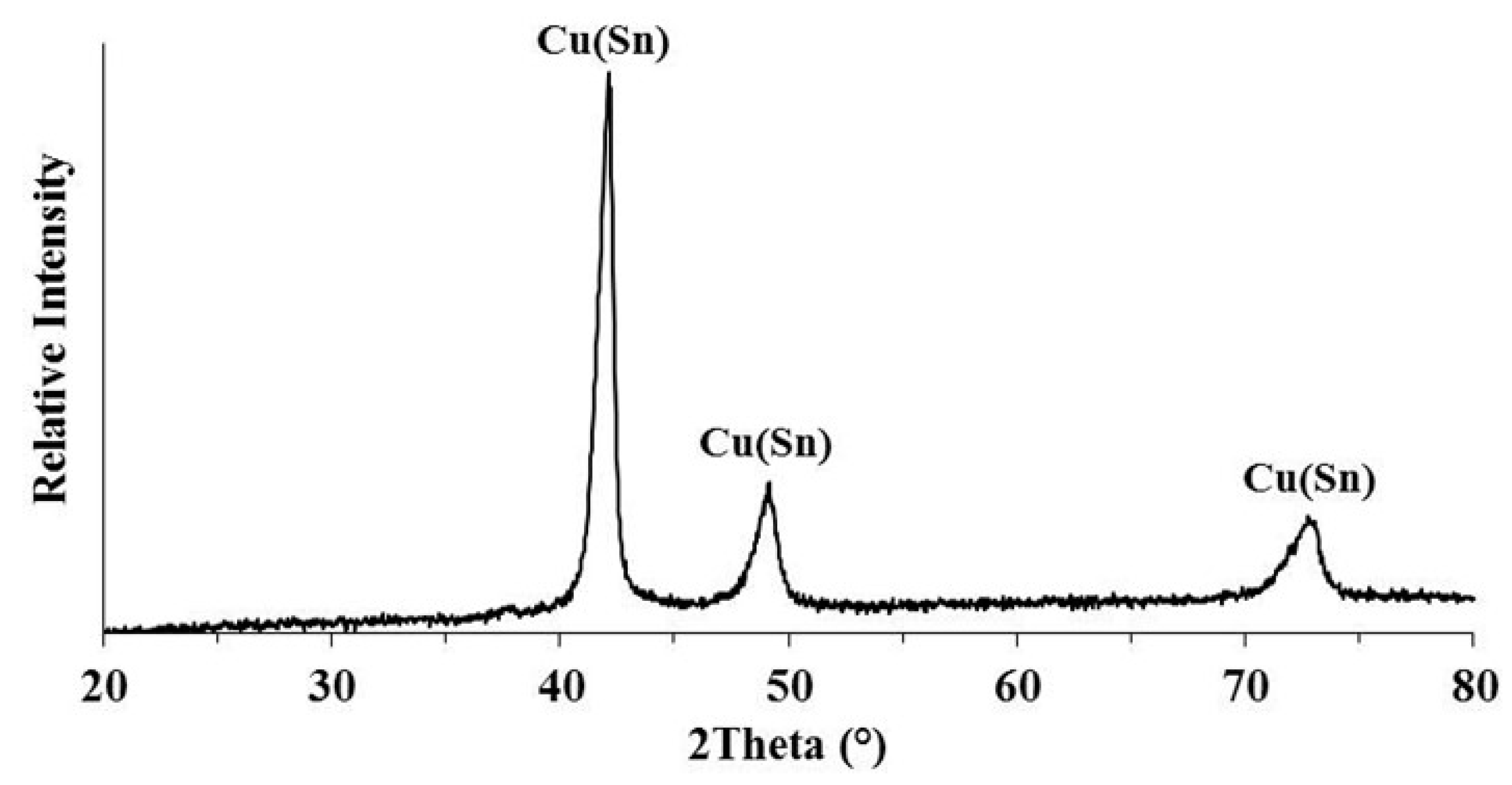
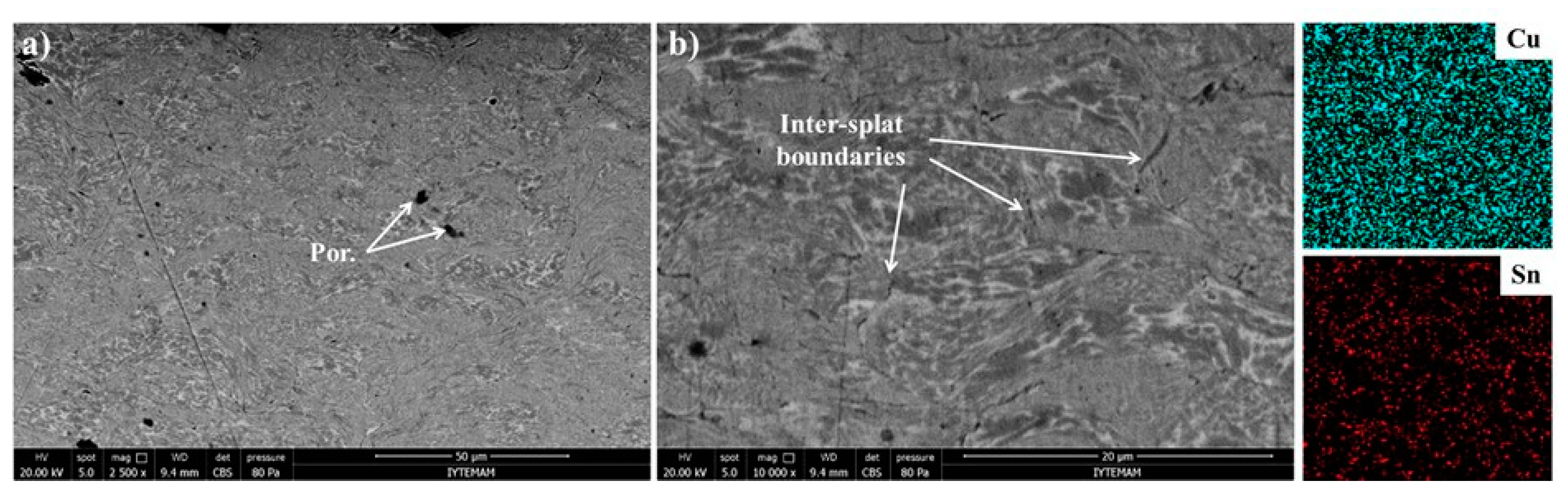
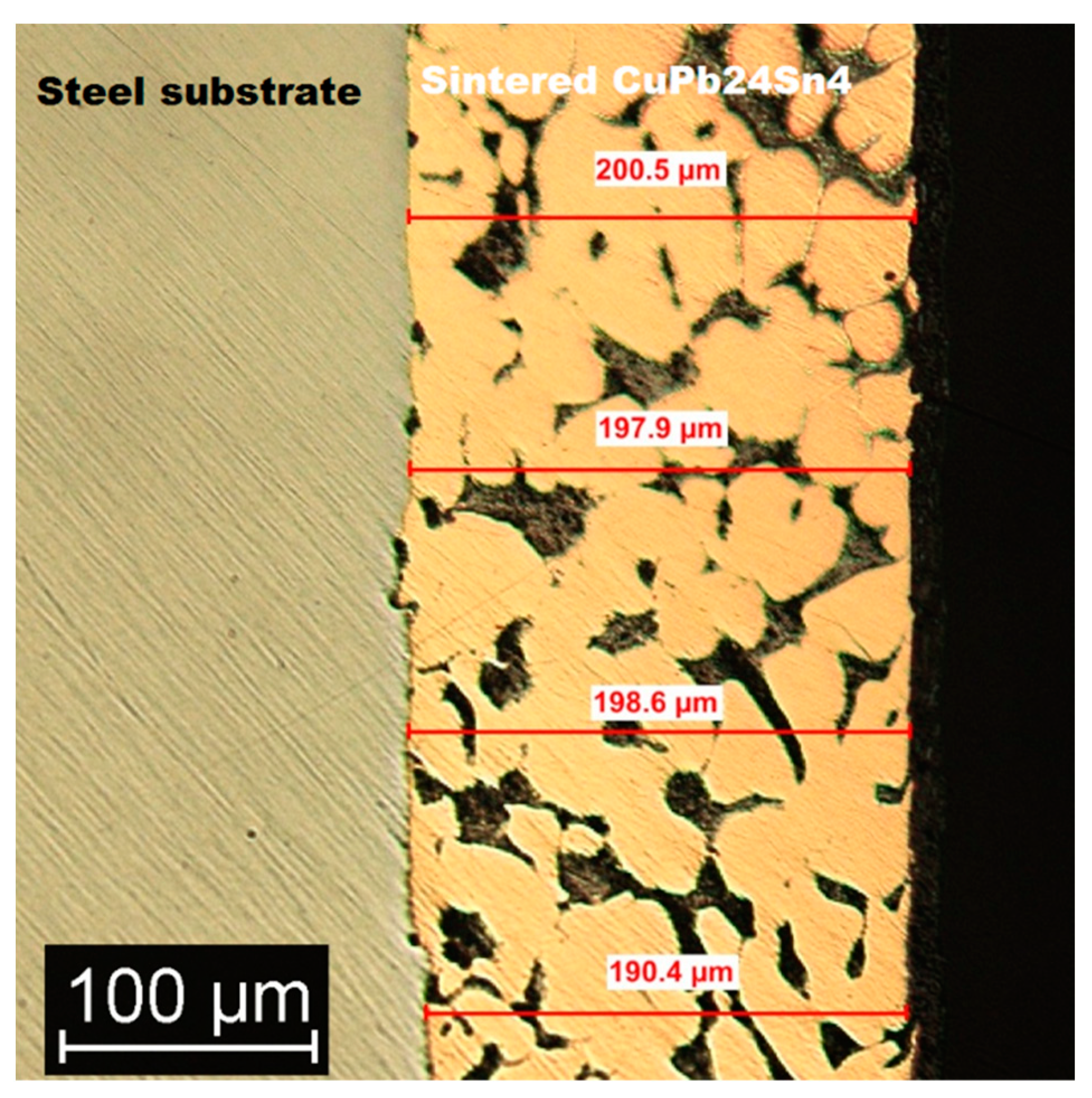
- Low-pressure cold-sprayed gas-atomized Cu-10Sn powders were effectively deposited onto the steel substrate with at least 450 µm effective thickness, displaying tiny-sized and well-distributed pores with a progressive modest increase through the top layer due to the hammering action of incoming particles during the cold spray deposition process. After deposition, the coating exhibited no detectable oxide and the creation of a new phase. Fine boring operations were carried out successfully to lower the thickness of the CS coating at each level, with good chip breaking to the surface roughness (Ra = 0.5 micron) and no observable surface cracking.
- 2.
- The hardness of the as-sprayed Cu-10Sn coatings (255 Hv0.3) was substantially higher than that of the conventional sintered Cu-10Sn bearing material (120 Hv0.3), which was directly related to the hammering action of the colliding particles with high kinetic energy.
- 3.
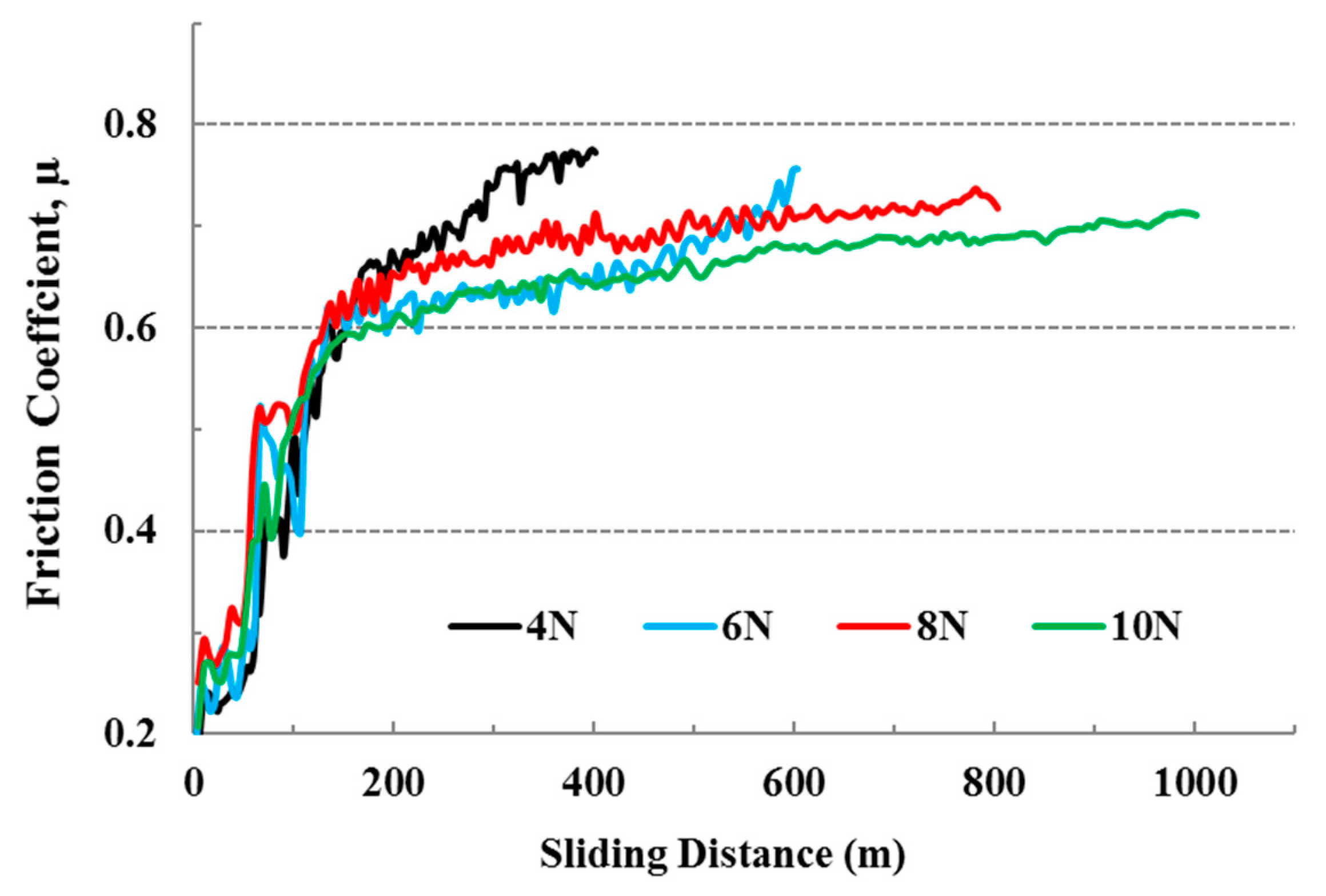
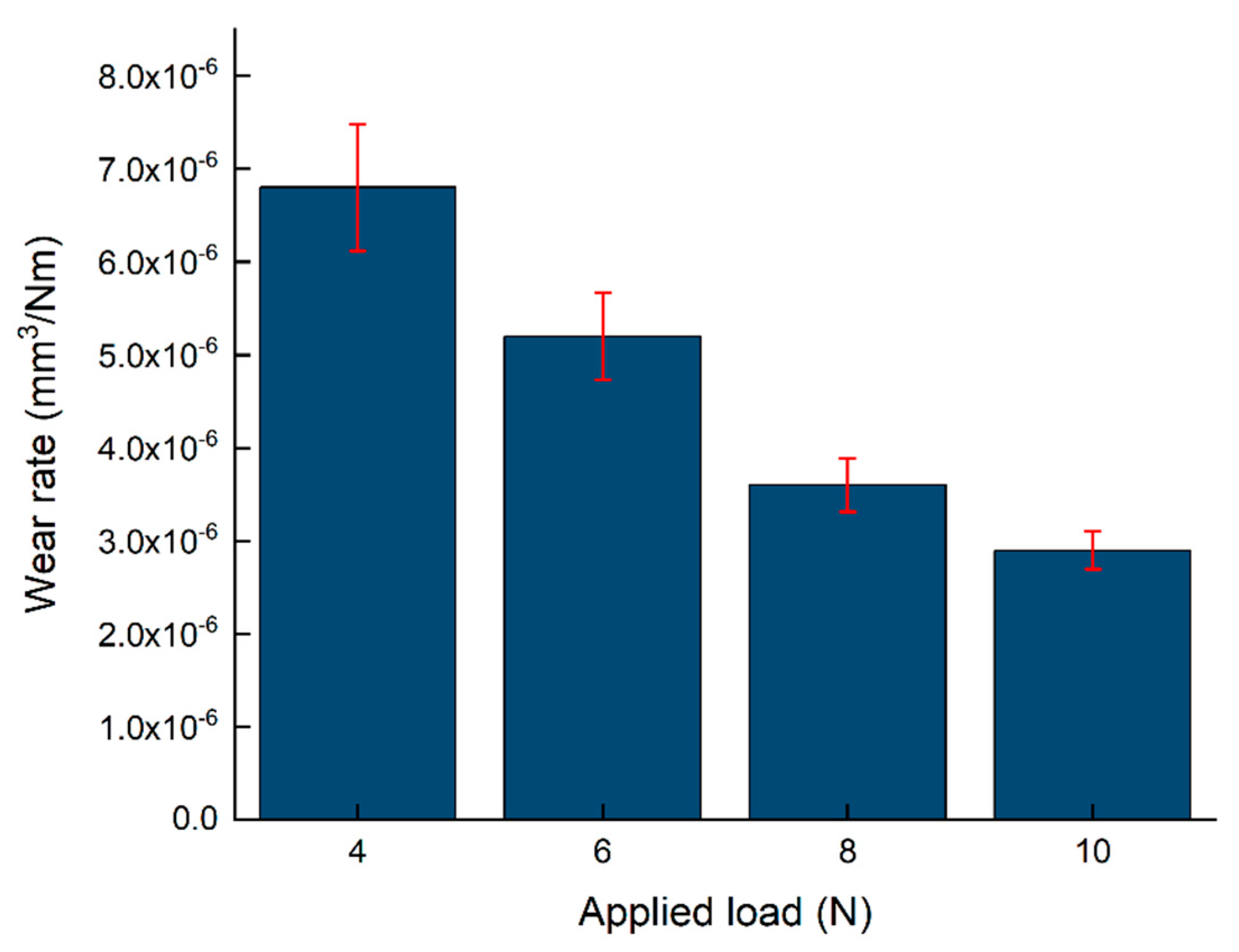
- A steady-state condition was reached for the coatings evaluated in the ball-on-disc dry sliding test with increasing load and sliding distance, resulting in a 0.71 friction coefficient under 10 N over a 1000 m sliding distance. As the applied load increased from 4 N to 10 N, the wear rates of the as-sprayed coatings decreased by a factor of three, which was attributed to Sn-rich ductile particles smeared on mating surfaces, leading to a significant drop in wear rate.
- 4.
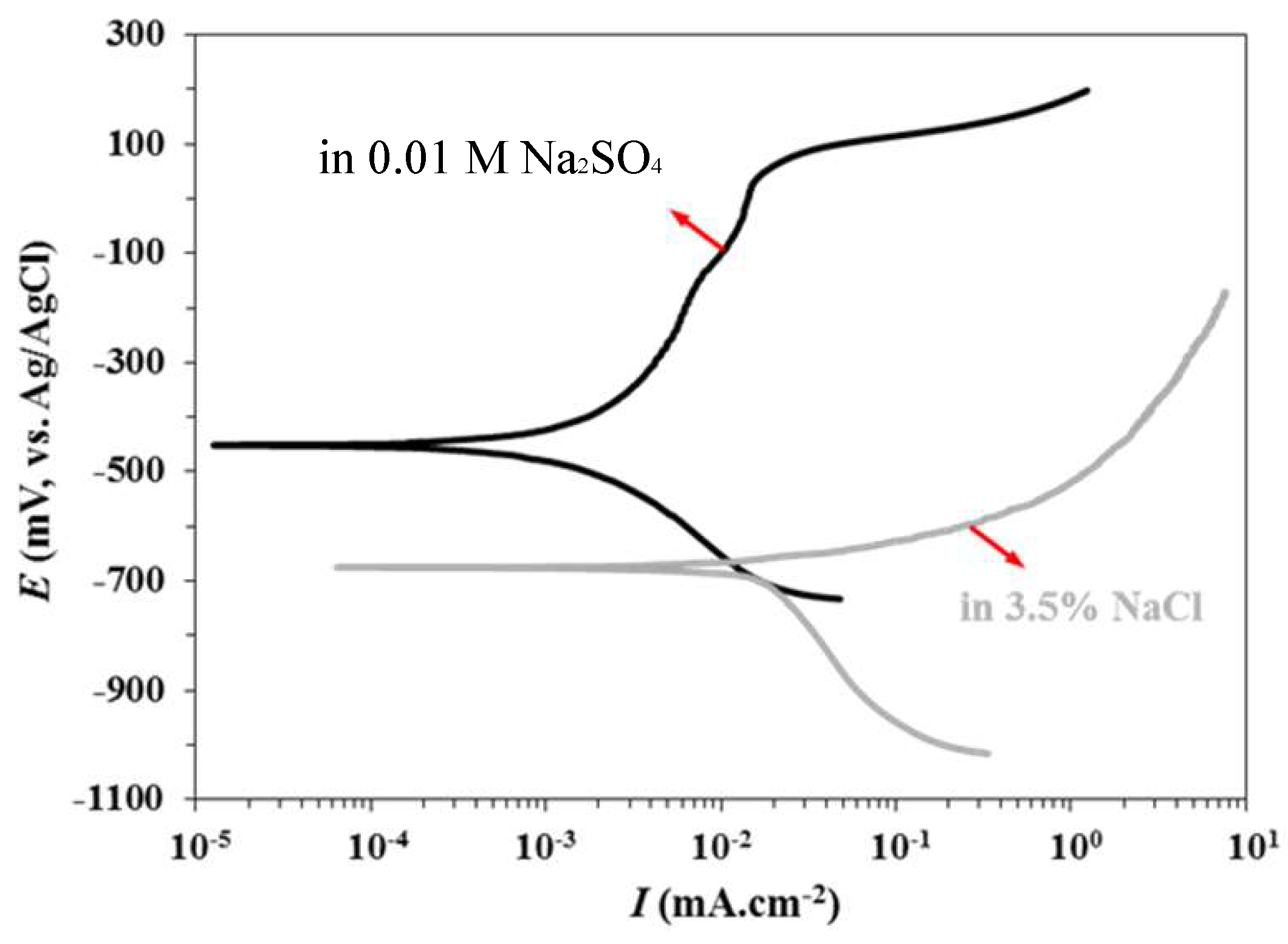
- The PDS findings revealed that the corrosion resistance of the Cu-10Sn coating layer was greater in an acidic environment than in an alkaline environment. In addition, due to the strong corrosion reaction in an alkaline solution, the coated layer showed no passivation or pitting onset.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grün, F.; Godor, I.; Gartner, W.; Eichlseder, W. Tribological performance of thin overlays for journal bearings. Tribol. Int. 2011, 44, 1271–1280. [Google Scholar] [CrossRef]
- Urreta, H.; Aguirre, G.; Kuzhir, P.; Lopez de Lacalle, L.N. Actively lubricated hybrid journal bearings based on magnetic fluids for high-precision spindles of machine tools. J. Intell. Mater. Syst. Struct. 2019, 30, 2257–2271. [Google Scholar] [CrossRef] [Green Version]
- Ünlü, B.S.; Atik, E. Evaluation of effect of alloy elements in copper-based CuSn10 and CuZn30. J. Alloy. Compd. 2010, 489, 262–268. [Google Scholar] [CrossRef]
- Gebretsadik, D.W.; Hardell, J.; Prakash, B. Tribological performance of tin-based overlay plated engine bearing materials. Tribol. Int. 2015, 92, 281–289. [Google Scholar] [CrossRef]
- Equey, S.; Houriet, A.; Mischler, S. Wear and frictional mechanisms of copper-based bearing alloys. Wear 2011, 273, 9–16. [Google Scholar] [CrossRef]
- Li, W.; Yu, B.; Lv, Y.; Shen, Y.; Huang, R.; Du, F. Wear Behavior of CuSn Coated Piston Ring Sliding against Nodular Cast Iron Cylinder Liner under Heavy-Duty Conditions. Metals 2019, 9, 139. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Cao, J. The tribological properties of bearing alloys under oil lubrication. J. Mech. Eng. Sci. 2020, 234, 2042–2052. [Google Scholar] [CrossRef]
- Santos, N.D.S.A.; Roso, V.R.; Faria, M.T.C. Review of engine journal bearing tribology in start-stop applications. Eng. Fail. Anal. 2020, 108, 104344. [Google Scholar] [CrossRef]
- Wang, H.; Li, P.; Guo, W.; Ma, G.; Wang, H. Copper-Based Composite Coatings by Solid-State Cold Spray Deposition: A Review. Coatings 2023, 13, 479. [Google Scholar] [CrossRef]
- Ashokkumar, M.; Thirumalaikumarasamy, D.; Sonar, T.; Deepak, S.; Vignesh, P.; Anbarasu, M. An overview of cold spray coating in additive manufacturing, component repairing and other engineering applications. J. Mech. Behav. Mater. 2022, 31, 514–534. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.; Kensy, M.D.; Abdulgader, M.; Paulus, M. Microstructural and Tribological Characteristics of Sn-Sb-Cu-Based Composite Coatings Deposited by Cold Spraying. J. Therm. Spray Tech. 2020, 29, 1027–1039. [Google Scholar] [CrossRef]
- Bobzin, K.; Wietheger, W.; Jacobs, G.; Bosse, D.; Schröder, T.; Rolink, A. Thermally sprayed coatings for highly stressed sliding bearings. Wear 2020, 458–459, 203415. [Google Scholar] [CrossRef]
- Cao, J.; Huang, H.; Li, S.; Wu, X.; Yin, Z.; Abbas, Z. Tribological and mechanical behaviors of engine bearing with CuSn10 layer and h-BN/ graphite coating prepared by spraying under different temperatures. Tribol. Int. 2020, 152, 106445. [Google Scholar] [CrossRef]
- Chen, H.; Liu, C.; Chu, X.; Zhang, T.; Zheng, J. Corrosion Behavior and Microstructure of Cu-Based Composite Coatings Deposited by Cold Spraying. Metals 2022, 12, 955. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, Y.; Wu, H.; Yang, S.; Jie, X. Structure and corrosion behavior of cold-sprayed Cu/Ni composite coating post-treated by ultrasonic shot peening. SN Appl. Sci. 2020, 2, 88. [Google Scholar] [CrossRef] [Green Version]
- Calli, C.; Tazegul, O.; Kayali, E.S. Wear and corrosion characteristics of copper-based composite coatings. Ind. Lubr. Tribol. 2017, 69, 300–305. [Google Scholar] [CrossRef]
- Cavaliere, P. (Ed.) Cold-Spray Coatings: Recent Trends and Future Perspectives, 1st ed.; Springer International Publishing: Cham, Switzerland, 2018. [Google Scholar]
- Li, C.J.; Wang, H.-T.; Zhang, Q.; Yang, G.-J.; Li, W.Y.; Liao, H.L. Influence of Spray Materials and Their Surface Oxidation on the Critical Velocity in Cold Spraying. J. Therm. Spray Tech. 2010, 19, 95–101. [Google Scholar] [CrossRef]
- Guo, X.Z.; Zhang, G.; Li, W.Y.; Dembinski, L.; Gao, Y.; Liao, H.; Coddet, C. Microstructure, microhardness and dry friction behavior of cold-sprayed tin bronze coatings. Appl. Surf. Sci. 2007, 254, 1482–1488. [Google Scholar] [CrossRef]
- Ebner, M.; Omasta, M.; Lohner, T.; Šperka, P.; Krupka, I.; Hartl, M.; Michaelis, K.; Höhn, B.R.; Stahl, K. Local Effects in EHL Contacts with Oil-Impregnated Sintered Materials. Lubricants 2019, 7, 1. [Google Scholar] [CrossRef] [Green Version]
- Galvele, J.R. Tafel’s law in pitting corrosion and crevice corrosion susceptibility. Corros. Sci. 2005, 47, 3053–3067. [Google Scholar] [CrossRef]
- Dikici, B.; Ozdemir, I. FeB and FeB/h-BN based anti-corrosive composite coatings for aluminium alloys. Anti-Corros. Methods Mater. 2012, 59, 246–254. [Google Scholar] [CrossRef]
- de Lacalle, L.L.; Gutiérrez, A.; Lamikiz, A.; Fernandes, M.H.; Sánchez, J.A. Turning of Thick Thermal Spray Coatings. J. Therm. Spray Tech. 2001, 10, 249–254. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Spray Parameters | Value |
|---|---|
| Gas pressure, bar | 8 |
| Gas temperature, °C | 400 |
| Powder feed rate, g∙min−1 | 105 |
| Spray distance, mm | 15 |
| Nozzle length, mm | 20 |
| Nozzle diameter, mm | 5 |
| Number of passes | 6 |
| Electrolyte | Eocp (mV) | Ecorr (mV) | Icorr (μA∙cm−2) | Epit (mV) |
|---|---|---|---|---|
| In 3.5% NaCl | −713 | −691 | 25.6 | - |
| In 0.01 M Na2SO4 | −432 | −450 | 3.7 | 43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ozdemir, I.; Bulbul, B.; Grund, T.; Lampke, T. Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings. Crystals 2023, 13, 523. https://doi.org/10.3390/cryst13030523
Ozdemir I, Bulbul B, Grund T, Lampke T. Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings. Crystals. 2023; 13(3):523. https://doi.org/10.3390/cryst13030523
Chicago/Turabian StyleOzdemir, Ismail, Bahattin Bulbul, Thomas Grund, and Thomas Lampke. 2023. "Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings" Crystals 13, no. 3: 523. https://doi.org/10.3390/cryst13030523
APA StyleOzdemir, I., Bulbul, B., Grund, T., & Lampke, T. (2023). Wear and Corrosion Behavior of Cold-Sprayed Cu-10Sn Coatings. Crystals, 13(3), 523. https://doi.org/10.3390/cryst13030523