
Thermoelectrical Properties of ITO/Pt, In2O3/Pt and ITO/In2O3 Thermocouples Prepared with Magnetron Sputtering



Abstract
:1. Introduction
2. Materials and Methods
3. Results
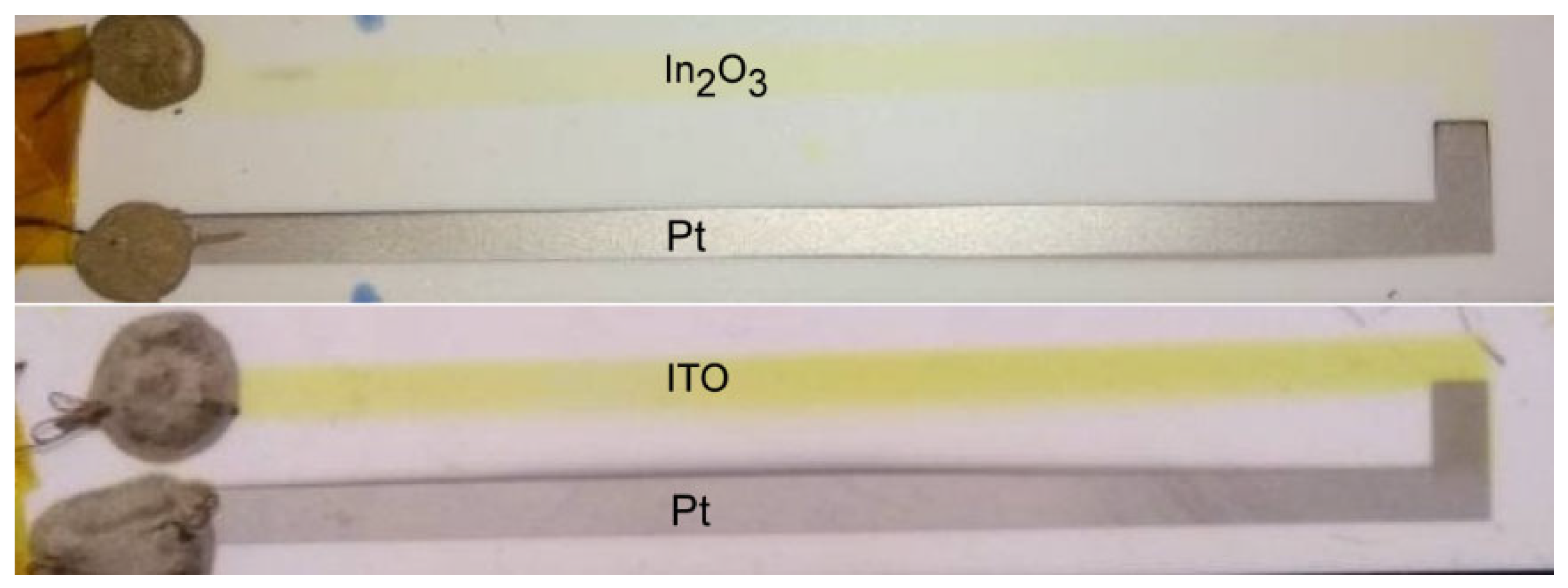
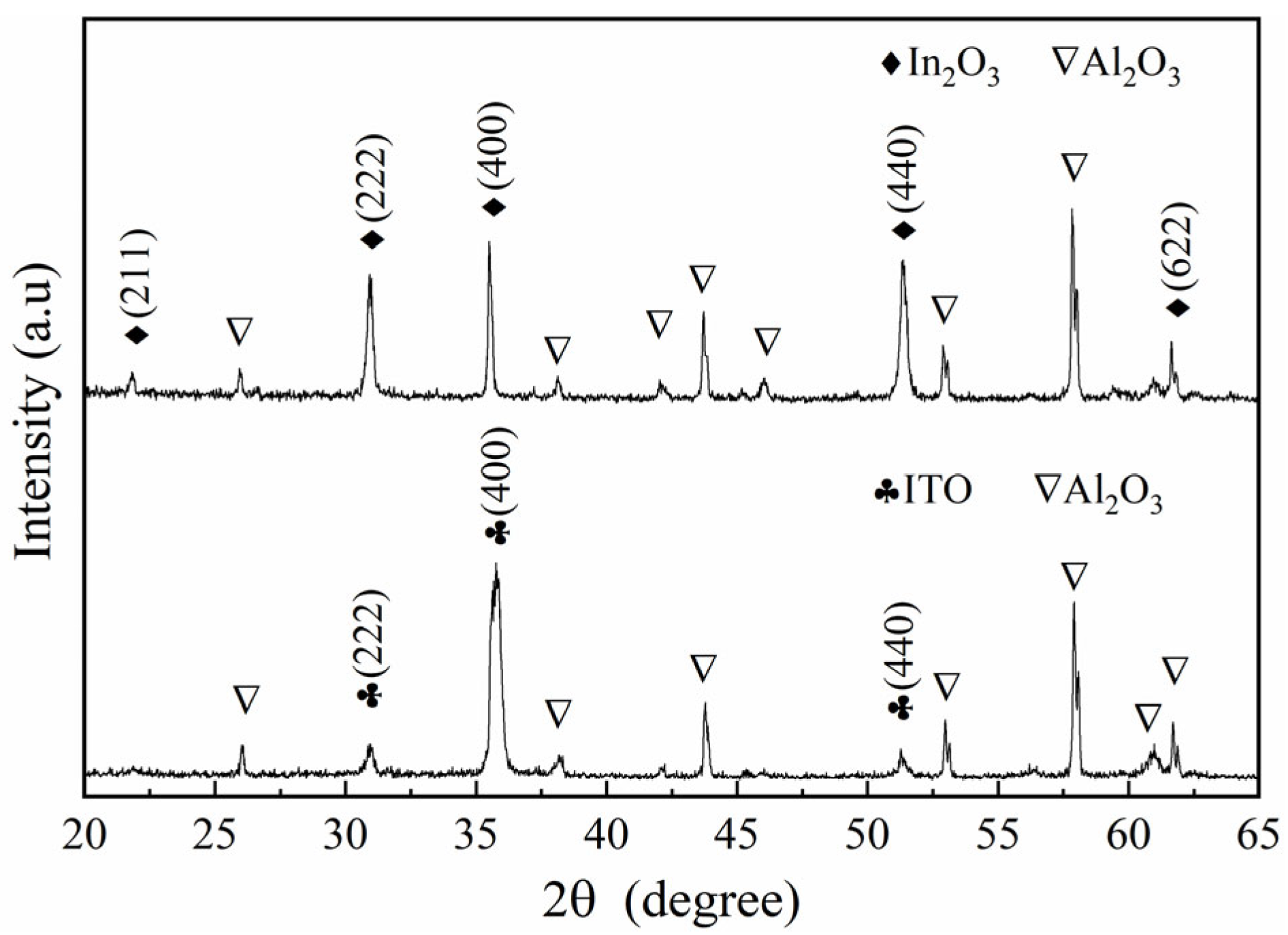
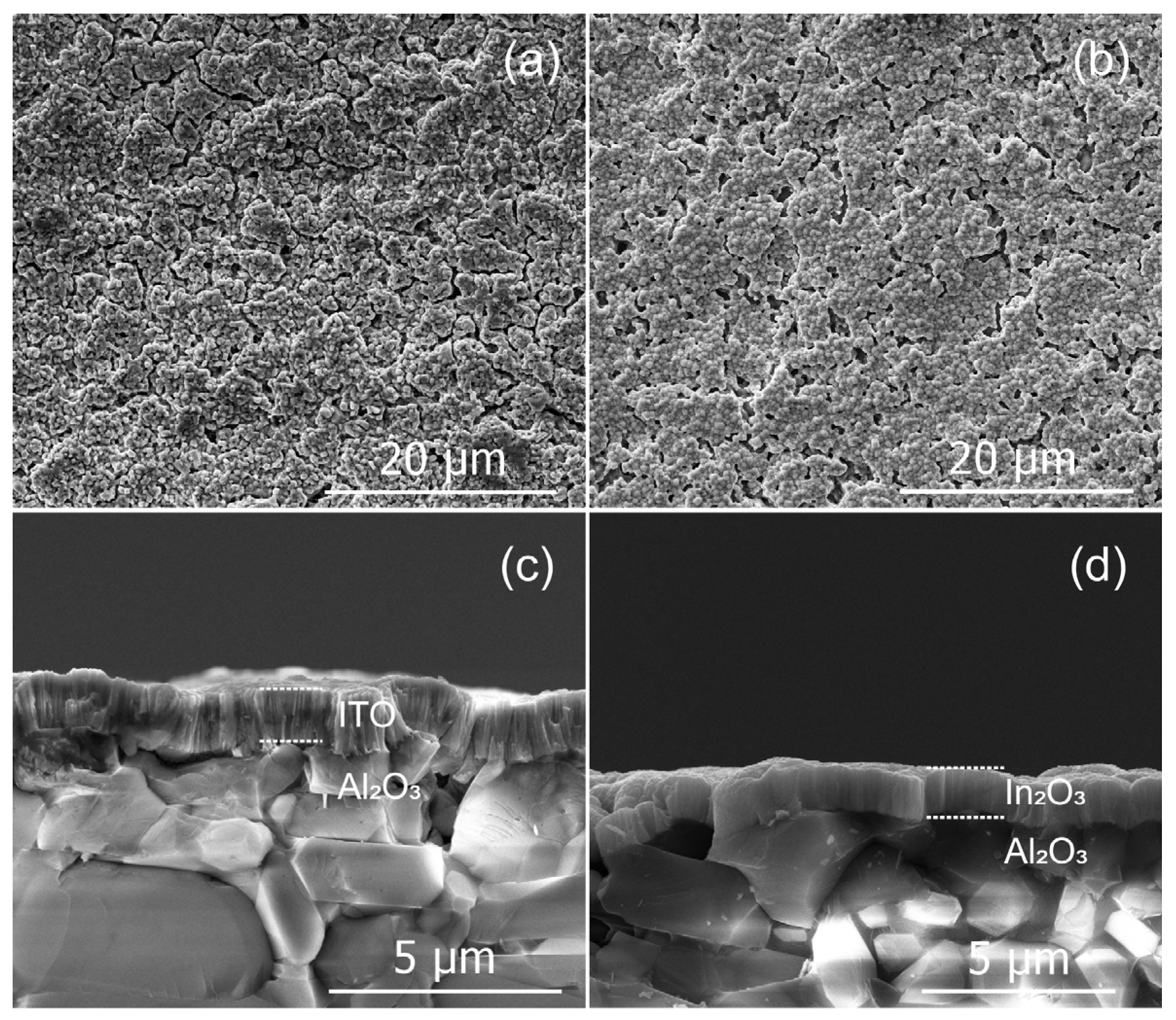
3.1. Microstructure of ITO and In2O3 Thin Films
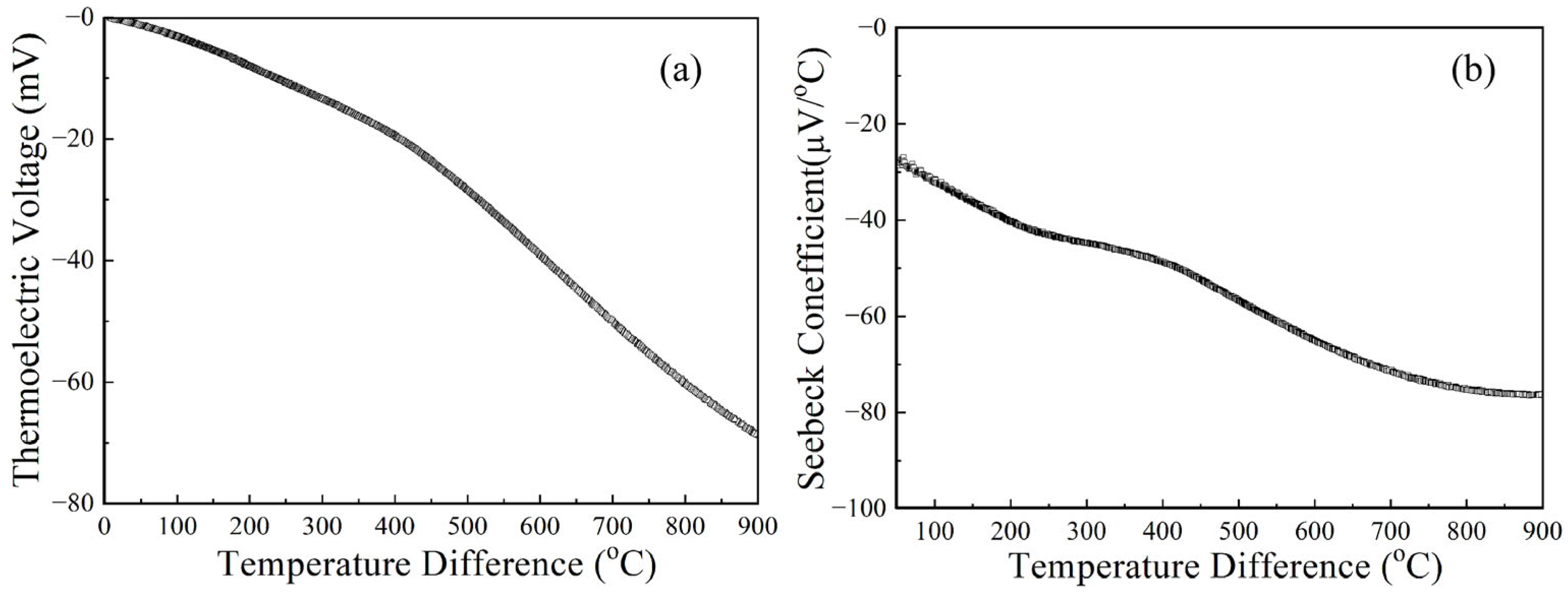
3.2. Thermoelectrical Properties of ITO/Pt and In2O3/Pt
3.3. Thermoelectrical Properties of ITO/In2O3
3.4. Effect of Annealing Atmosphere on Thermoelectric Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prashant, A.; Gary, G.W.; Rodrigo, L.A.; Glen, M.; Anthony, B.; Adam, S.; Khellil, S. Leidenfrost heat engine: Sustained rotation of levitating rotors on turbineinspired substrates. Appl. Energy 2019, 240, 399–408. [Google Scholar]
- Christopher, G.; Brooker, R.A.; Marcus, N.; Holger, M. An experimental simulation of volcanic ash deposition in gas turbines and implications for jet engine safety. Chem. Geol. 2017, 461, 160–170. [Google Scholar]
- Tian, B.; Yu, Q.; Zhang, Z.K. Effect of magnetron sputtering parameters on adhesion properties of tungsten-rhenium thin film thermocouples. Ceram. Int. 2018, 44, S15–S18. [Google Scholar] [CrossRef]
- Kenneth, G.K. Thin film transparent thermocouples. Sens. Actuators A 1992, 34, 95–99. [Google Scholar]
- Jih, F.L.; Herbert, A.W. Thin film thermocouples and strain-gauge technologiesfor engine applications. Sens. Actuators A 1998, 65, 187–193. [Google Scholar]
- Usamentiaga, R.; Garcia, D.F.; Molleda, J. Temperature measurement using the wedge method: Comparison and application to emissivity estimation and compensation. IEEE Trans. Instrum. Meas. 2011, 60, 1768–1778. [Google Scholar] [CrossRef]
- Sun, X.G.; Li, Y.H. Review of the development of temperature measurement technology with infrared thermal imager. Laser Infrared 2008, 38, 101–104. [Google Scholar]
- Volinsky, A.A.; Ginzbursky, L. Irradiated Cubic Single Crystal SiC as a High Temperature Sensor. Mat. Res. Soc. Symp. Proc. 2004, 792–798. [Google Scholar] [CrossRef] [Green Version]
- Bachuchin, I.V.; Zabusov, O.; Morozov, V.A. Temperature measurement with irradiated materials. At. Energy 2011, 110, 178–183. [Google Scholar] [CrossRef]
- Ruan, Y.F.; Wang, P.F.; Huang, L. High Temperature Sensor Based on Neutron-Irradiated 6H-SiC. Key Eng. Mater. 2011, 495, 335–338. [Google Scholar] [CrossRef]
- Tianshu, L.; Steffen, R. In-situ calibration for temperature-sensitive-paint heat-flux measurement on a finite base. Int. J. Heat. Mass. Transfer 2019, 140, 420–425. [Google Scholar]
- Cheung, W.S. The development of an optical fibre thermometer for gas turbine engines. Sens. Actuators 1989, 19, 105–117. [Google Scholar] [CrossRef]
- Zahra, G.T.; Chen, Y.J.; Liu, Y.Z. End-wall heat transfer of a rectangular bluff body at different heights: Temperature-sensitive paint measurement and computational fluid dynamics. Appl. Therm. Eng. 2017, 122, 697–705. [Google Scholar]
- Tsukamoto, T.; Wang, M.; Tanaka, S. IR sensor array using photo-patternable temperature sensitive paint for thermal imaging. J. Micromech. Microeng. 2015, 25, 104011. [Google Scholar] [CrossRef]
- Ian, M.T.; Otto, J.G. Thin film platinum-palladium thermocouples for gas turbine engine applications. Thin Solid. Films 2013, 539, 345–349. [Google Scholar]
- Kenneth, G.K. Sputtered high temperature thin film thermocouples. J. Vac. Sci. Technol. A 1993, 11, 1401–1405. [Google Scholar]
- Kenneth, G.K. Thin film thermocouples for internal combustion engines. J. Vac. Sci. Technol. A 1986, 4, 2618–2623. [Google Scholar]
- Raoufia, D.; Taherniya, A. The effect of substrate temperature on the microstructural, electrical and optical properties of Sn-doped indium oxide thin films. Eur. Phys. J. Appl. Phys. 2015, 70, 30302. [Google Scholar] [CrossRef]
- Chen, Y.Z.; Jiang, H.C.; Zhao, W.Y. Fabrication and calibration of Pt-10%Rh/Pt thin film thermocouples. Measurement 2014, 48, 248–251. [Google Scholar] [CrossRef]
- Michael, A.M.; James, S.W.; Sanjeev, C. A fast response thermocouple for internal combustion engine surface temperature measurements. Exp. Therm. Fluid Sci. 2010, 34, 183–189. [Google Scholar]
- Tian, B.; Zhang, Z.K.; Shi, P. Tungsten-rhenium thin film thermocouples for SiC-based ceramic matrix composites. Rev. Sci. Instrum. 2017, 88, 015007. [Google Scholar] [CrossRef] [PubMed]
- Anna, N.; James, B.; Jinichiro, N. Failure mechanisms in Pt-Rhx thermocouple sensors caused by gaseous phosphorous species. Corros. Sci. 2016, 103, 30–41. [Google Scholar]
- Kenneth, G.K.; Stephen, S. Thermal and sputtered aluminum oxide coatings for high temperature electrical insulation. J. Vac. Sci. Technol. A 1985, 3, 2582–2587. [Google Scholar]
- Forster, F.; Brack, S.; Poser, R.; Wolfersdorf, J.V.; Weigand, B. A novelsurface-integrated spray-on thermocouple for heat transfer measurements. Exp. Therm. Fluid. Sci. 2018, 93, 356–365. [Google Scholar] [CrossRef]
- Glass, D.E.; Capriotti, D.P.; Reimer, T. Testing of refractory composites for scramjet combusters. J. Propul. Power 2016, 32, 1550–1556. [Google Scholar] [CrossRef]
- Zhao, X.H.; Li, H.T.; Yang, K.; Jiang, S.W.; Jiang, H.C.; Zhang, W.L. Annealing effects in ITO based ceramic thin film thermocouples. J. Alloys Compd. 2017, 698, 147–151. [Google Scholar] [CrossRef]
- Zhang, Z.K.; Tian, B.; Li, L.; Lei, J.M.; Liu, Z.J.; Liu, J.J.; Cheng, G.; Zhao, N.; Fang, X.D.; Zhao, L.B. Thermoelectricity and antivibration properties of screen-printed nanodoped In1.35ZnO2.11/In2O3 thin film thermocouples on alumina substrates. Ceram. Int. 2022, 48, 25747–25755. [Google Scholar] [CrossRef]
- Chen, X.; Otto, J.G.; Matin, A. Thin film Thermocouples Based on the System In2O3–SnO2. J. Am. Ceram. Soc. 2011, 94, 854–860. [Google Scholar] [CrossRef]
- Ian, M.T.; Matin, A.; Otto, J.G. Metallic and Ceramic Thin Film Thermocouples for GasTurbine Engines. Sensors 2013, 13, 15324–15347. [Google Scholar]
- John, D.W.; Gustave, C.F.; Zhu, D.M. Ceramic thin flm thermocouples for SiC-based ceramic matrix composites. Thin Solid. Films 2012, 520, 5801–5806. [Google Scholar]
- Otto, J.G.; Matin, A.; Ian, M.T. Stability and Microstructure of Indium Tin Oxynitride Thin Films. J. Am. Ceram. Soc. 2012, 95, 705–710. [Google Scholar]
- Otto, J.G.; Eike, B.; Gustave, C.F. Preparation and characterization of ceramic thin film thermocouples. Thin Solid Films 2010, 518, 6093–6098. [Google Scholar]
- Gregory, O.J.; You, T.; Crisman, E.E. Effect of aluminum doping on the high-temperature stability and piezoresistive response of indium tin oxide strain sensors. Thin Solid Films 2005, 476, 344–351. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | A (mV/°C2) | B (mV/°C) | C (mV) | D | R2 | Seebeck Coefficient at 900 °C Difference (μV/°C) |
|---|---|---|---|---|---|---|
| ITO/Pt | 3.592 × 10−8 | −1.001 × 10−6 | −0.017 | 0 | 0.9995 | 76.1 |
| In2O3/Pt | −1.339 × 10−8 | −8.967 × 10−5 | −0.113 | 0 | 0.9998 | 203.9 |
| Type | A (mV/°C2) | B (mV/°C) | C (mV) | D | R2 | Seebeck Coefficient at 1200 °C Difference (μV/°C) |
|---|---|---|---|---|---|---|
| First | −1.609 × 10−8 | 6.249 × 10−5 | 0.084 | 0 | 0.9996 | 138.1 |
| Second | −2.064 × 10−8 | 7.959 × 10−5 | 0.067 | 0 | 0.9992 | 134.2 |
| Third | −4.824 × 10−8 | 1.384 × 10−5 | 0.034 | 0 | 0.9993 | 132.3 |
| Type | A (mV/°C2) | B (mV/°C) | C (mV) | D | R2 | Seebeck Coefficient at 1200 °C Difference (μV/°C) |
|---|---|---|---|---|---|---|
| Vacuum | −1.609 × 10−8 | 6.429 × 10−5 | 0.084 | 0 | 0.9999 | 138.2 |
| Air | −9.978 × 10−8 | 5.557 × 10−5 | 0.083 | 0 | 0.9999 | 135.5 |
| N2 | −1.109 × 10−8 | 6.542 × 10−5 | 0.039 | 0 | 0.9999 | 115.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Shi, P.; Ren, W.; Huang, R. Thermoelectrical Properties of ITO/Pt, In2O3/Pt and ITO/In2O3 Thermocouples Prepared with Magnetron Sputtering. Crystals 2023, 13, 533. https://doi.org/10.3390/cryst13030533
Liu Y, Shi P, Ren W, Huang R. Thermoelectrical Properties of ITO/Pt, In2O3/Pt and ITO/In2O3 Thermocouples Prepared with Magnetron Sputtering. Crystals. 2023; 13(3):533. https://doi.org/10.3390/cryst13030533
Chicago/Turabian StyleLiu, Yantao, Peng Shi, Wei Ren, and Rong Huang. 2023. "Thermoelectrical Properties of ITO/Pt, In2O3/Pt and ITO/In2O3 Thermocouples Prepared with Magnetron Sputtering" Crystals 13, no. 3: 533. https://doi.org/10.3390/cryst13030533
APA StyleLiu, Y., Shi, P., Ren, W., & Huang, R. (2023). Thermoelectrical Properties of ITO/Pt, In2O3/Pt and ITO/In2O3 Thermocouples Prepared with Magnetron Sputtering. Crystals, 13(3), 533. https://doi.org/10.3390/cryst13030533