

Local Microstructure and Texture Development during Friction Stir Spot of 5182 Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods

3. Results
3.1. Microstructure and Texture of BM
3.2. Microstructure and Texture Evolution after FSSW
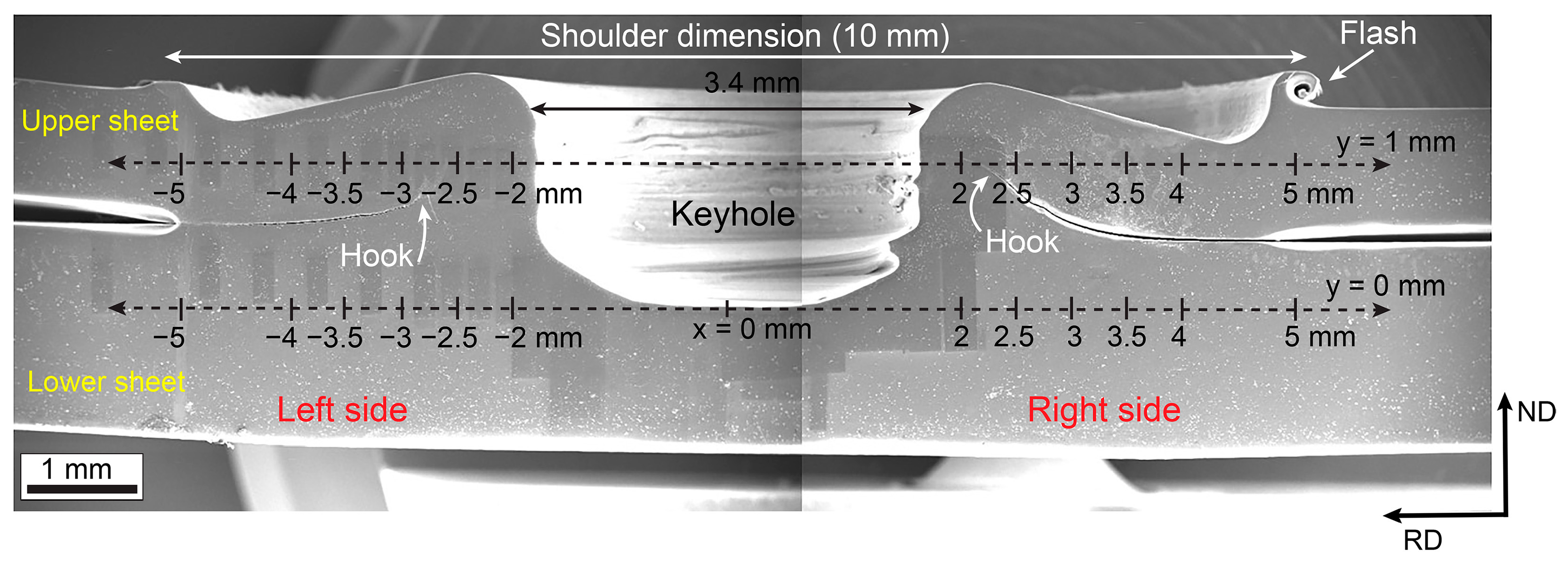
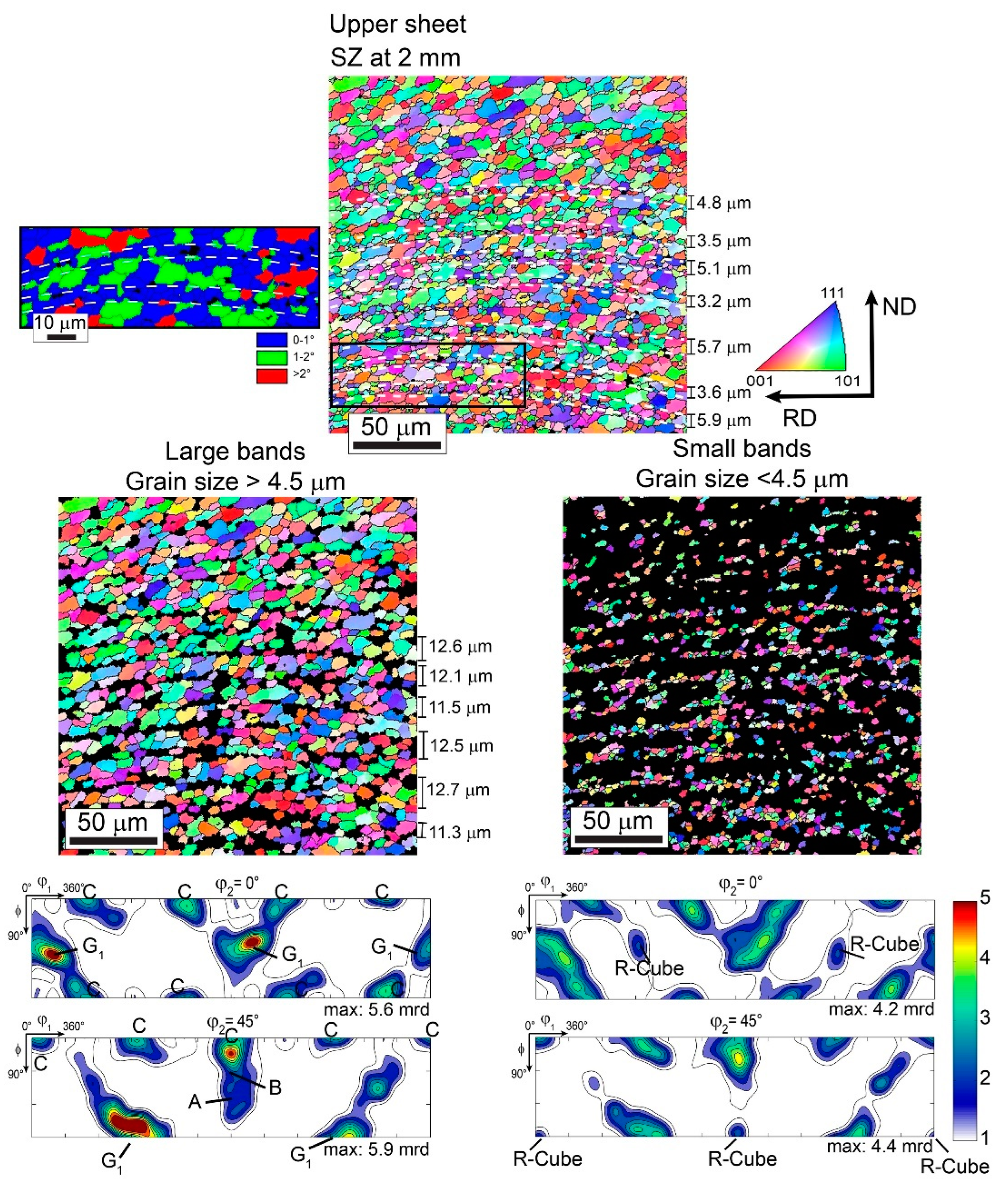
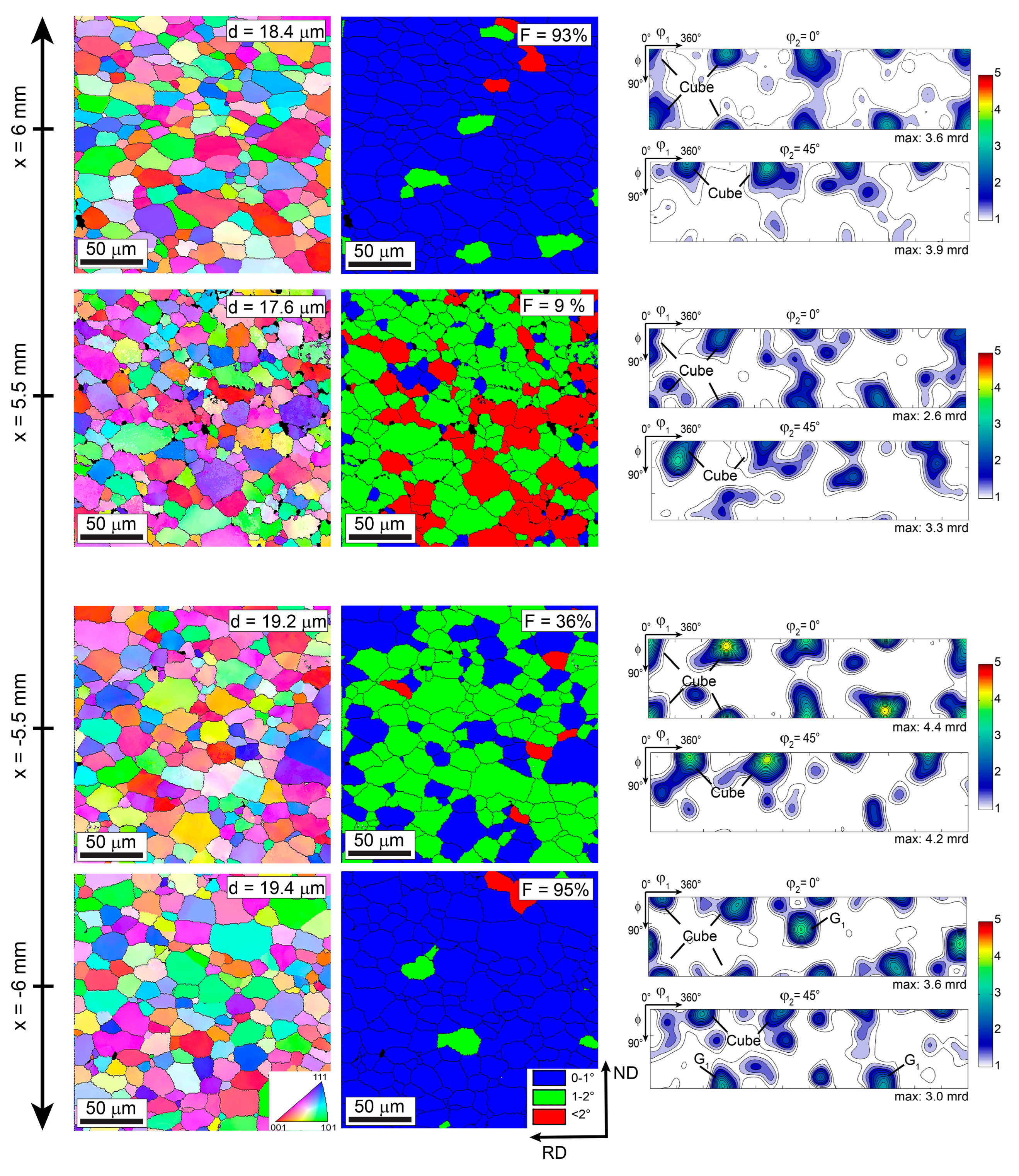
3.2.1. Microstructure Evolution after FSSW
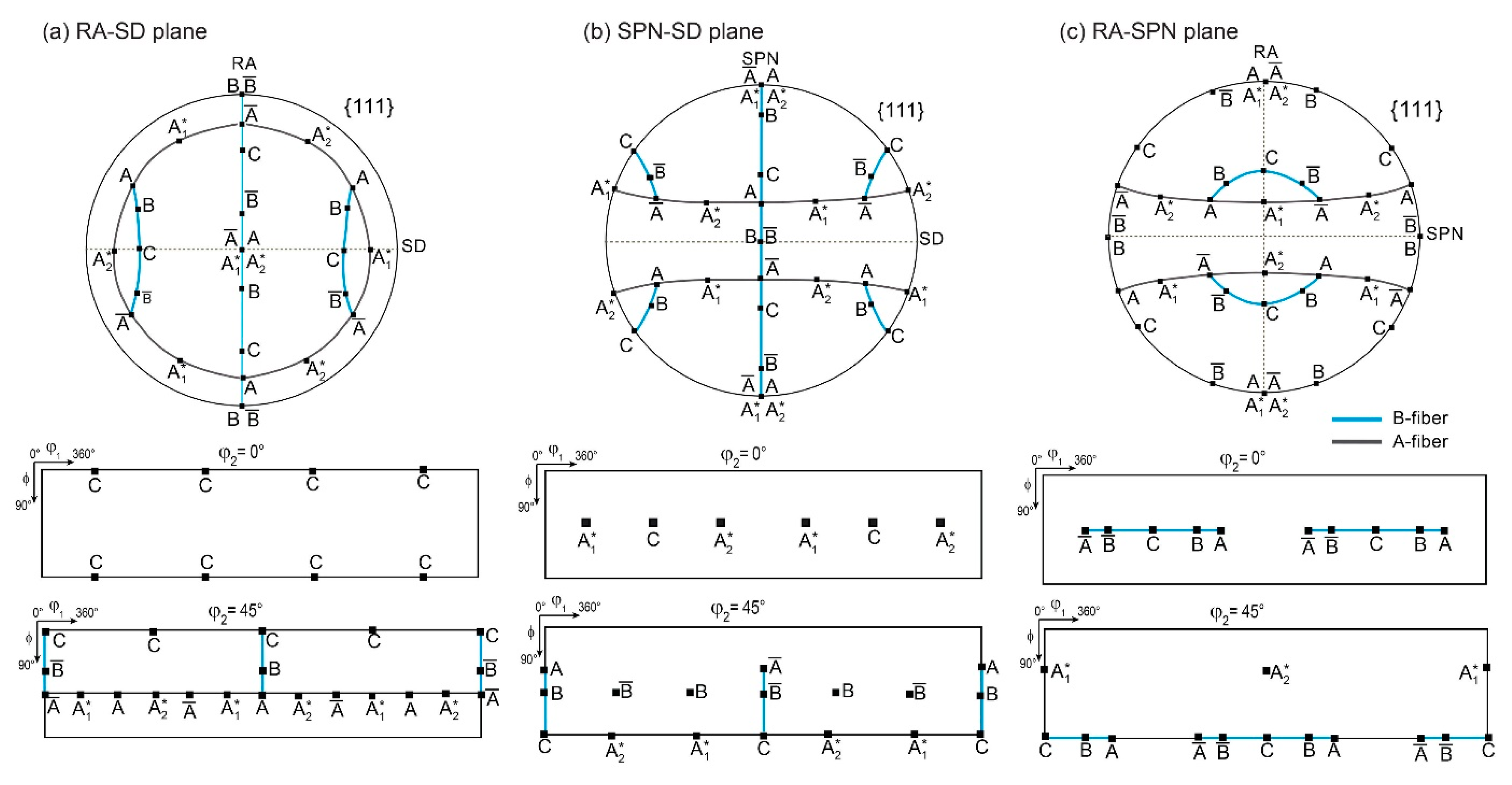
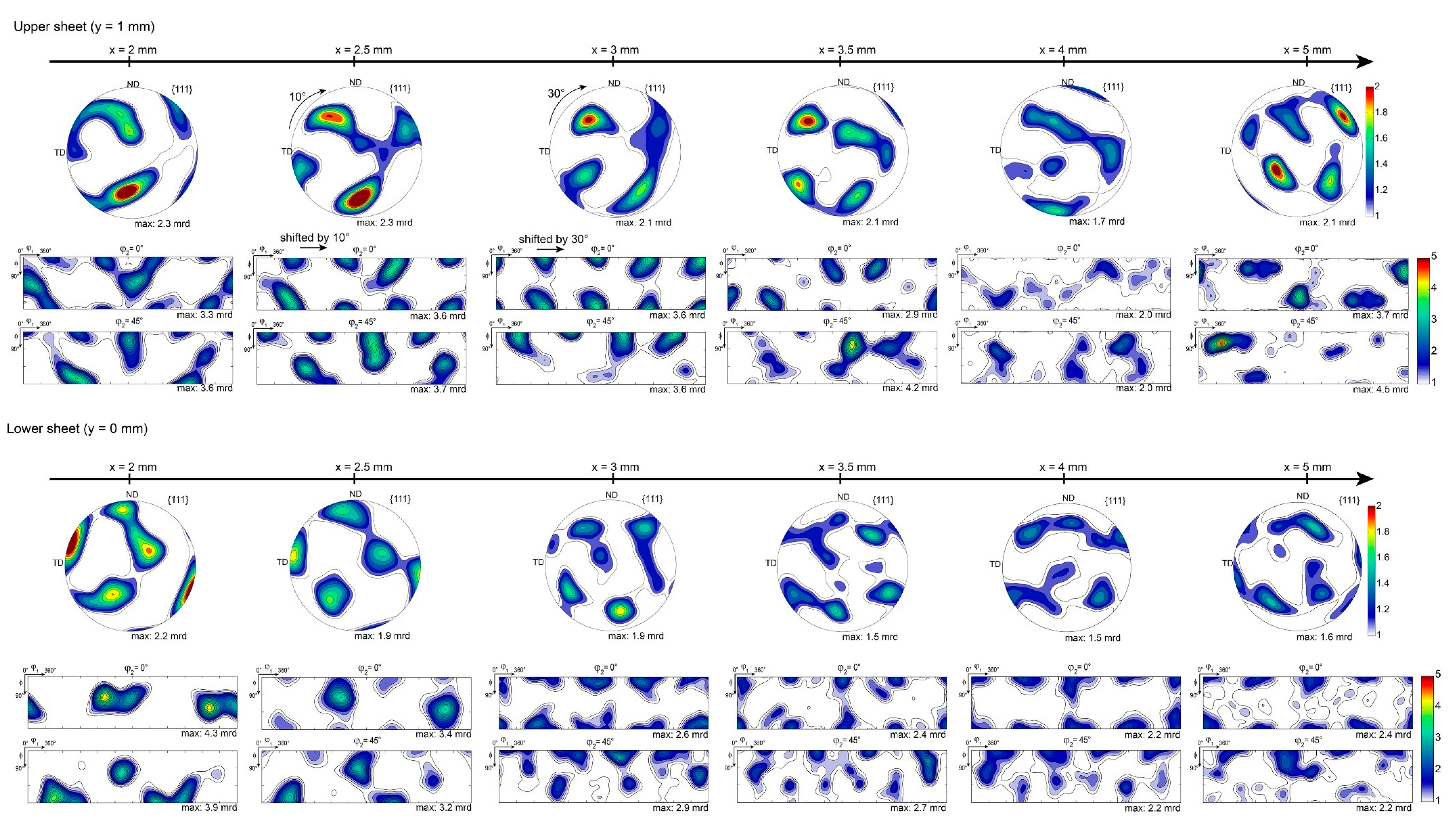
3.2.2. Texture Evolution after FSSW
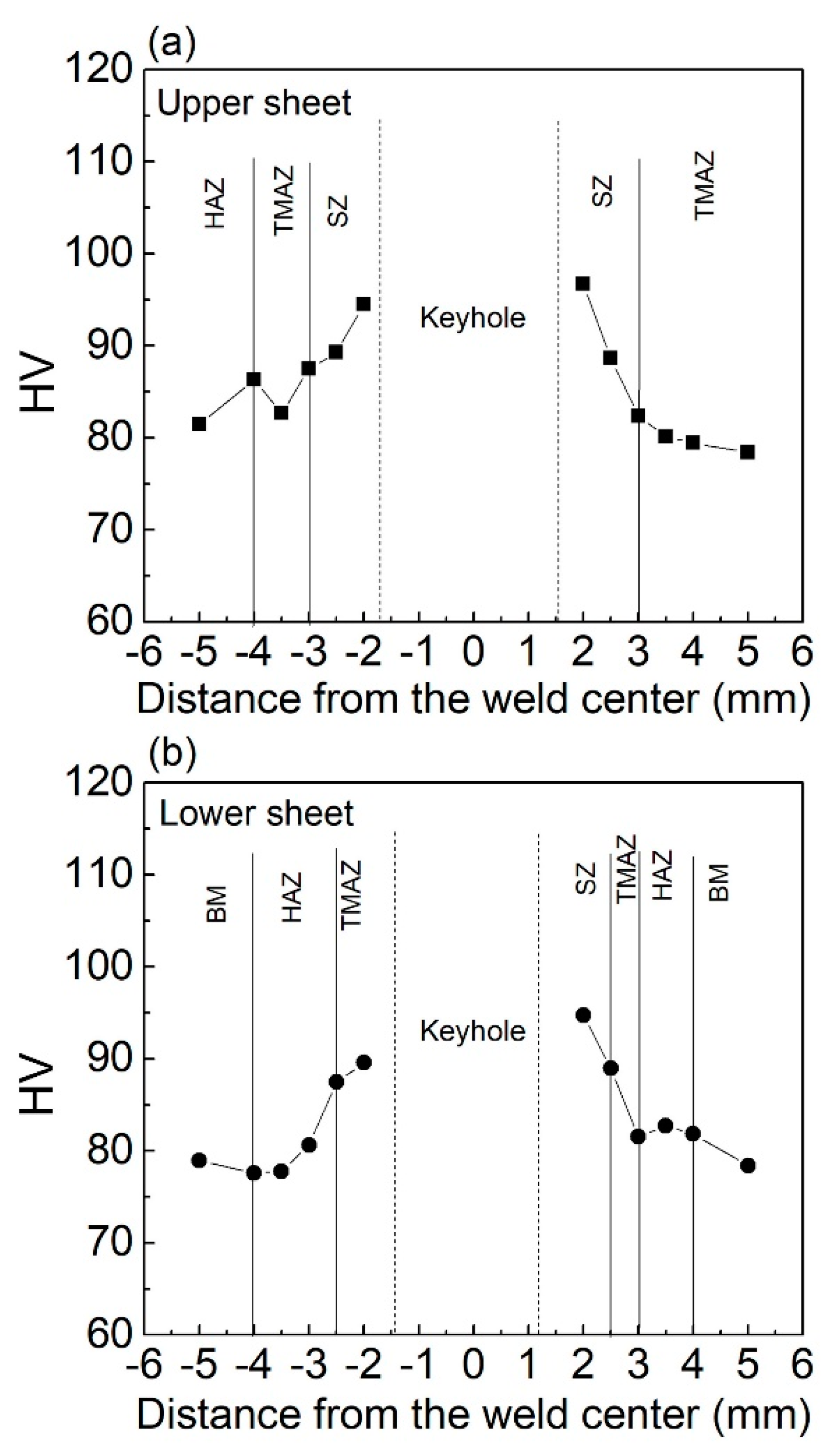
3.3. Microhardness Evolution
4. Discussion
4.1. Microstructure and Texture Evolution in Different Joint Zones
4.1.1. The SZ Region
4.1.2. The TMAZ Region
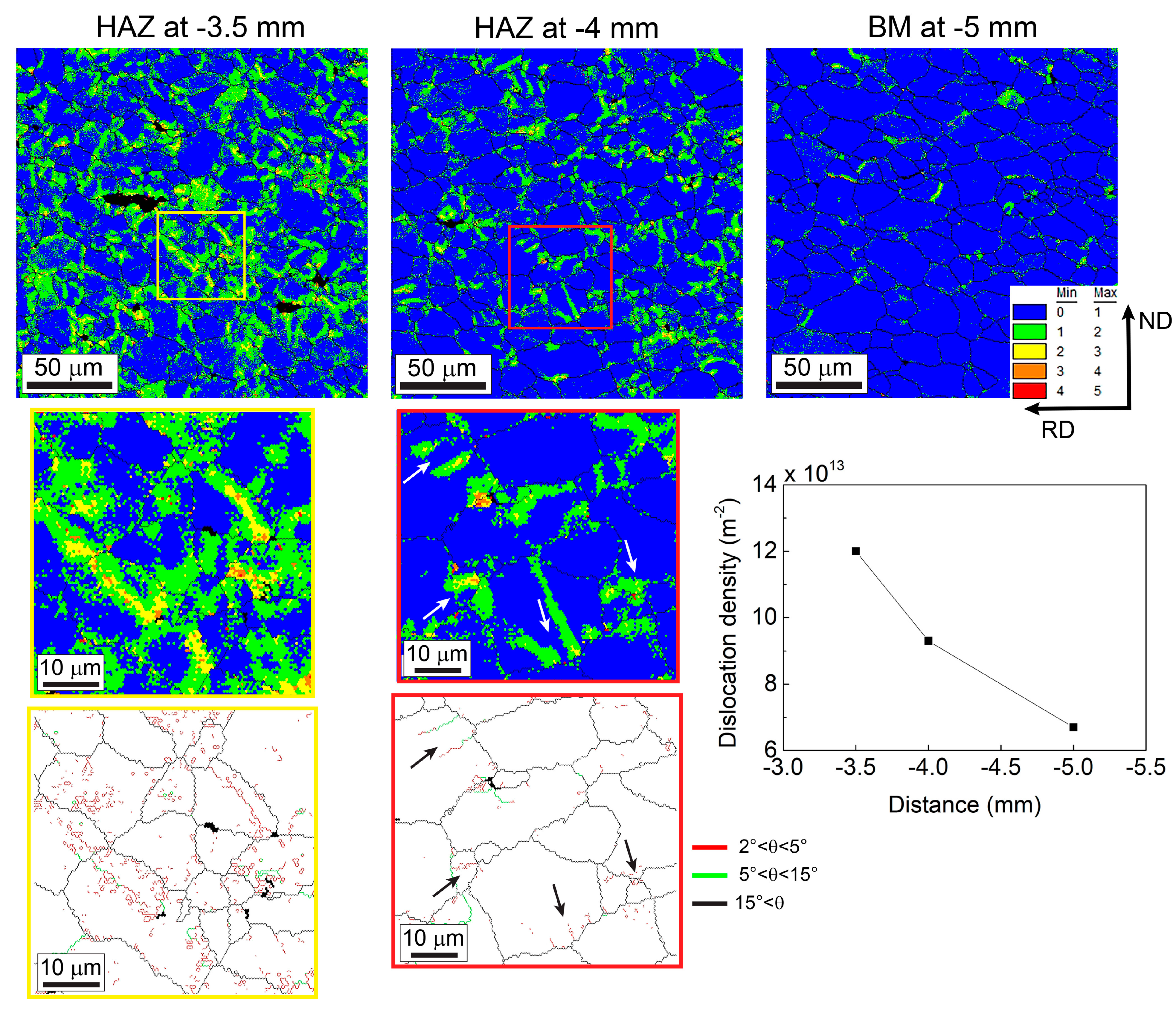
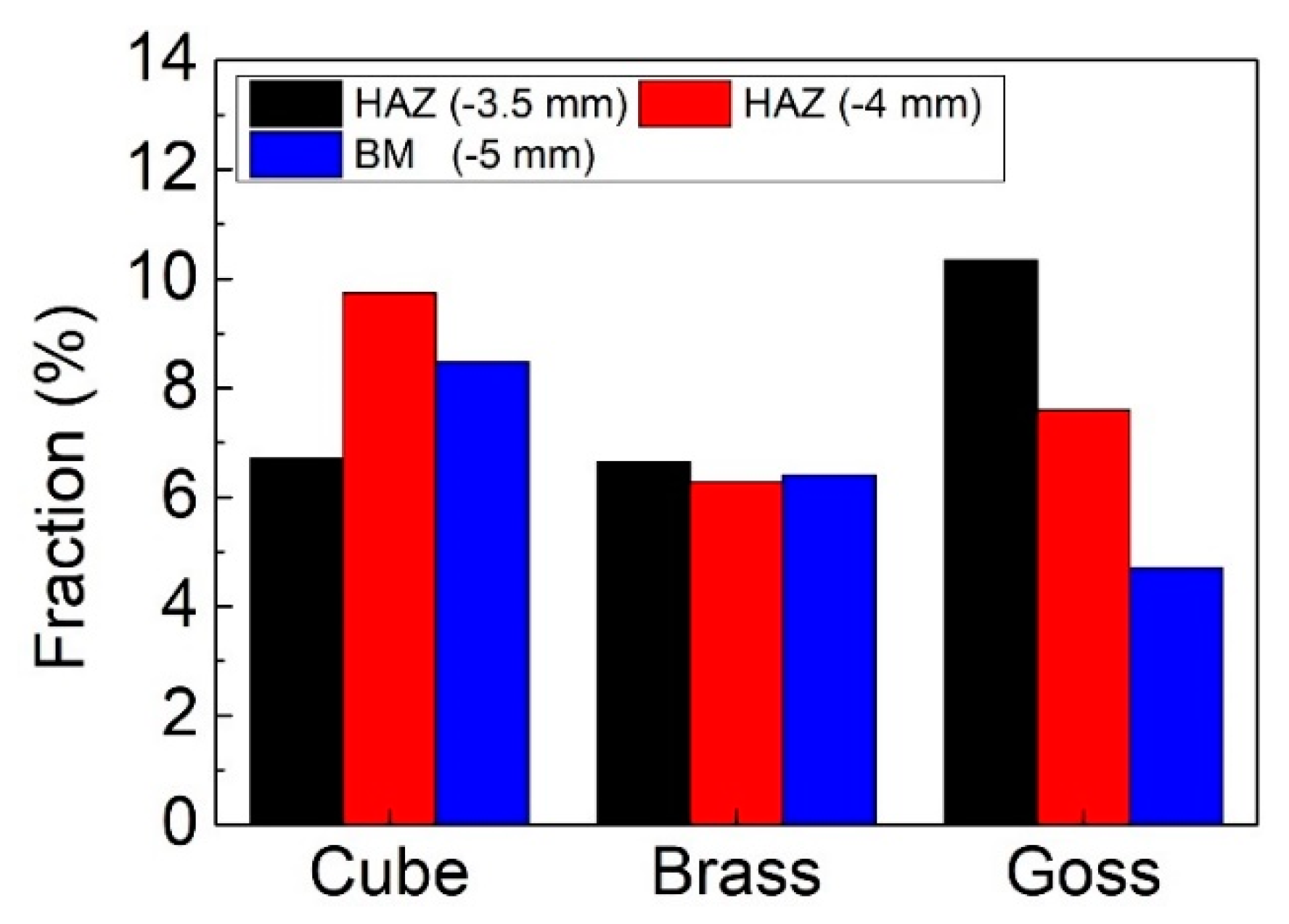
4.1.3. The HAZ Region
4.1.4. The BM Region
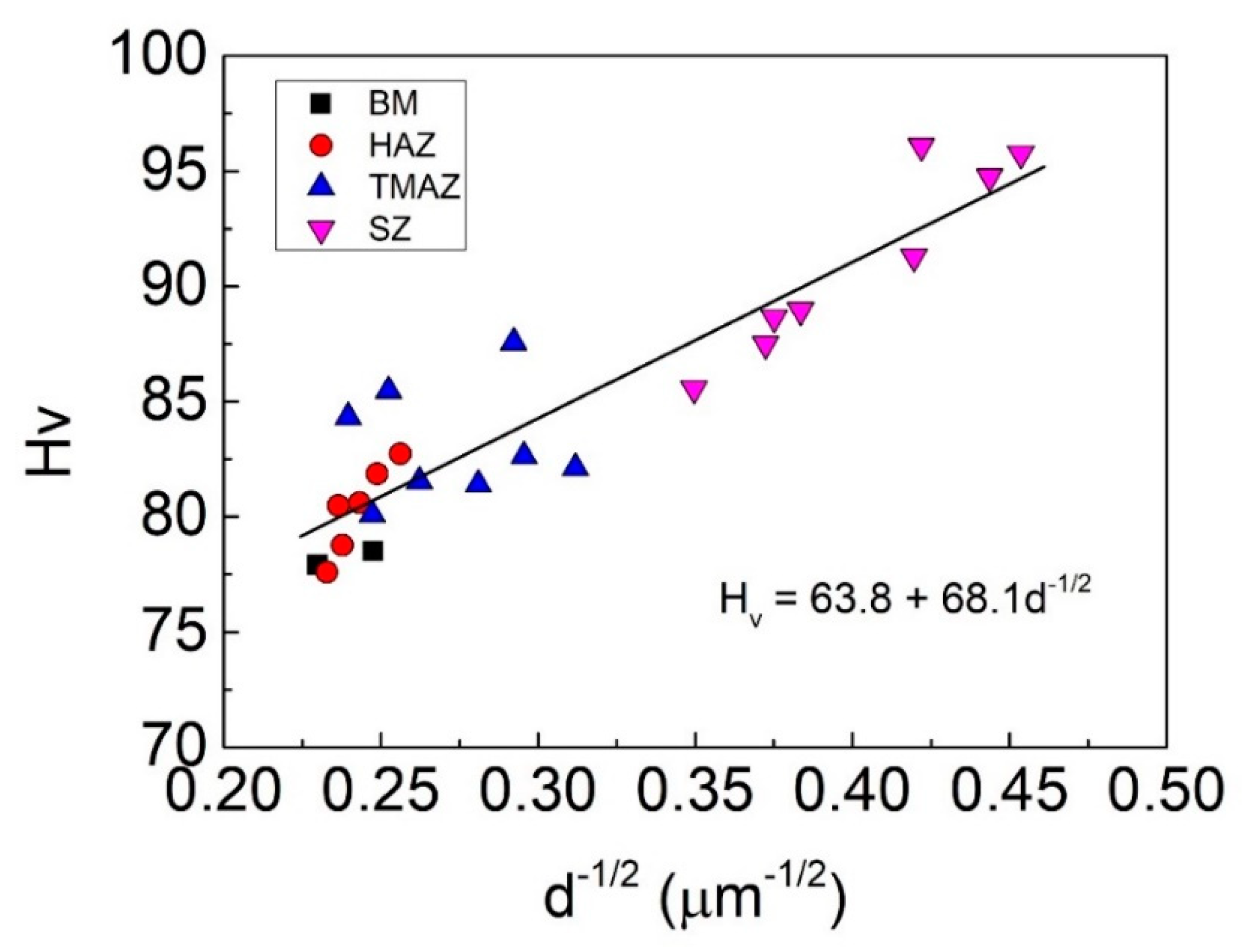
4.2. Relationship between Microstructure and Mechanical Properties of the Joint
5. Conclusions
- Local microstructure and texture were evidenced in the upper and lower sheets through the shoulder dimension (10 mm) during the FSSW of the AA 5182 alloy.
- The upper sheet was mainly composed of the SZ and TMAZ due to the high deformation induced simultaneously by the tool rotation (shear deformation) and the shoulder download force (compression deformation), while the lower sheet was formed of the SZ, TMAZ, HAZ and BM due to the limited effect of the shoulder on the lower sheet.
- The change of the joint weld indicated that the right side undergoes more deformation than the left side.
- The formation of texture gradients is observed through the distance from the keyhole center, from shear-type texture at the SZ to plane strain compression deformation type texture at the TMAZ and then recrystallization texture at the HAZ and BM.
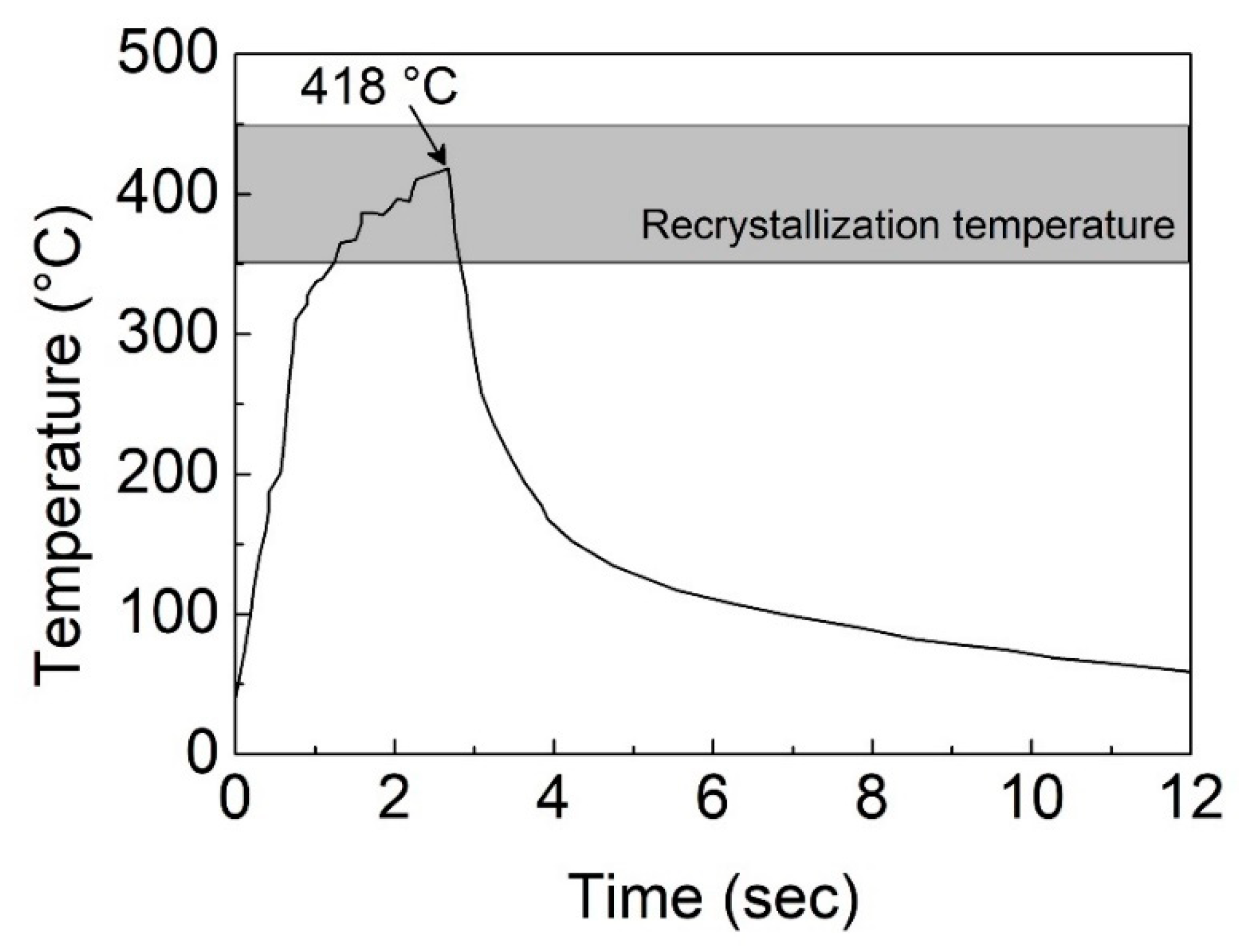
- The high temperature produced during FSSW seemed the origin of the development of recrystallization texture components such as Cube, Rotated-Cube, Goss and Rotated Goss in the SZ.
- Grain fragmentation and DDRX were evidenced in the TMAZ regions.
- The KAM approach demonstrated that the HAZ regions exhibit higher dislocation density than BM.
- The microhardness gradually decreases with increasing distance from the keyhole along the SZ, TMAZ and HAZ regions. However, the microhardness difference between the different zones is rather small, which may assure good deformation compatibility between the joint and the BM.
- The Hall–Petch constant was found valid through the weld zones with the fitting parameters Hv0 = 63.8 HV and kH = 68.1 HV µm1/2.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, W.; Xu, J. Advanced lightweight materials for Automobiles: A review. Mater. Des. 2022, 221, 110994. [Google Scholar] [CrossRef]
- Toros, S.; Ozturk, F.; Kacar, I. Review of warm forming of aluminum–magnesium alloys. J. Mater. Process. Technol. 2008, 207, 1–12. [Google Scholar] [CrossRef]
- Victor Christy, J.; Ismail Mourad, A.-H.; Sherif, M.M.; Shivamurthy, B. Review of recent trends in friction stir welding process of aluminum alloys and aluminum metal matrix composites. Trans. Nonferrous Met. Soc. China 2021, 31, 3281–3309. [Google Scholar] [CrossRef]
- Thomas, W.M.; Johnson, K.I.; Wiesner, C.S. Friction Stir Welding—Recent Developments in Tool and Process Technologies. Adv. Eng. Mater. 2003, 5, 485–490. [Google Scholar] [CrossRef]
- Besharati Givi, M.K.; Asadi, P. 1—General introduction. In Advances in Friction-Stir Welding and Processing; Givi, M.K.B., Asadi, P., Eds.; Woodhead Publishing: Sawston, UK, 2014; pp. 1–19. [Google Scholar]
- Haghshenas, M.; Gerlich, A.P. Joining of automotive sheet materials by friction-based welding methods: A review. Eng. Sci. Technol. Int. J. 2018, 21, 130–148. [Google Scholar] [CrossRef]
- El-Sayed, M.M.; Shash, A.Y.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and processing of metallic materials by using friction stir technique: A review. J. Adv. Join. Process. 2021, 3, 100059. [Google Scholar] [CrossRef]
- Prabhakar, D.A.P.; Shettigar, A.K.; Herbert, M.A.; Patel, G.C.M.; Pimenov, D.Y.; Giasin, K.; Prakash, C. A Comprehensive Review of Friction Stir Techniques in Structural Materials and Alloys: Challenges and Trends. J. Mater. Res. Technol. 2022, 20, 3025–3060. [Google Scholar] [CrossRef]
- Baudin, T.; Brisset, F.; Zavdoveev, A.; Azzeddine, H. Microstructure and texture characterization in friction stir lap welded TIMETAL 21S. Mater. Charact. 2022, 192, 112216. [Google Scholar] [CrossRef]
- Padhy, G.K.; Wu, C.S.; Gao, S. Friction stir based welding and processing technologies—Processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Liu, H.; Fujii, H. Microstructural and mechanical properties of a beta-type titanium alloy joint fabricated by friction stir welding. Mater. Sci. Eng. A 2018, 711, 140–148. [Google Scholar] [CrossRef]
- Kumar, K.; Kailas, S.V. The role of friction stir welding tool on material flow and weld formation. Mater. Sci. Eng. A 2008, 485, 367–374. [Google Scholar] [CrossRef] [Green Version]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Klosek, V.; Kerbiguet, J.G.; Criqui, B. Influence of FSSW parameters on fracture mechanisms of 5182 aluminium welds. J. Mater. Process. Technol. 2010, 210, 1429–1435. [Google Scholar] [CrossRef]
- Yang, Q.; Mironov, S.; Sato, Y.S.; Okamoto, K. Material flow during friction stir spot welding. Mater. Sci. Eng. A 2010, 527, 4389–4398. [Google Scholar] [CrossRef]
- Wang, D.A.; Lee, S.C. Microstructures and failure mechanisms of friction stir spot welds of aluminum 6061-T6 sheets. J. Mater. Process. Technol. 2007, 186, 291–297. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Rainforth, W.M.; Addison, A.; Martin, J.P.; Threadgill, P.L. Effect of Tool Geometry and Heat Input on the Hardness, Grain Structure, and Crystallographic Texture of Thick-Section Friction Stir-Welded Aluminium. Metall. Mater. Trans. A 2019, 50, 271–284. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Texture variations in an aluminum friction stir weld. Scr. Mater. 2007, 57, 1052–1055. [Google Scholar] [CrossRef]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Rainforth, W.M.; Threadgill, P.L. Through-thickness crystallographic texture of stationary shoulder friction stir welded aluminium. Scr. Mater. 2011, 64, 45–48. [Google Scholar] [CrossRef]
- Shen, J.; Lage, S.B.M.; Suhuddin, U.F.H.; Bolfarini, C.; dos Santos, J.F. Texture Development and Material Flow Behavior During Refill Friction Stir Spot Welding of AlMgSc. Metall. Mater. Trans. A 2018, 49, 241–254. [Google Scholar] [CrossRef]
- Liu, F.C.; Nelson, T.W. In-situ grain structure and texture evolution during friction stir welding of austenite stainless steel. Mater. Des. 2017, 115, 467–478. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.-c.; Zhen, Y.-q.; Sun, Y.-f.; Shen, Z.-k.; Chen, H.-y.; Guo, W.; Li, W.-y. Local inhomogeneity of mechanical properties in stir zone of friction stir welded AA1050 aluminum alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2369–2380. [Google Scholar] [CrossRef]
- Moradi, M.M.; Jamshidi Aval, H.; Jamaati, R.; Amirkhanlou, S.; Ji, S. Microstructure and texture evolution of friction stir welded dissimilar aluminum alloys: AA2024 and AA6061. J. Manuf. Process. 2018, 32, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Fujii, H.; Takada, Y.; Tsuji, N.; Nakata, K.; Nogi, K. Effect of initial grain size on the joint properties of friction stir welded aluminum. Mater. Sci. Eng. A 2009, 527, 317–321. [Google Scholar] [CrossRef]
- Xu, Y.; Ke, L.; Ouyang, S.; Mao, Y.; Niu, P. Precipitation behavior of intermetallic compounds and their effect on mechanical properties of thick plate friction stir welded Al/Mg joint. J. Manuf. Process. 2021, 64, 1059–1069. [Google Scholar] [CrossRef]
- Morozova, I.; Królicka, A.; Obrosov, A.; Yang, Y.; Doynov, N.; Weiß, S.; Michailov, V. Precipitation phenomena in impulse friction stir welded 2024 aluminium alloy. Mater. Sci. Eng. A 2022, 852, 143617. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H. Grain structure and texture evolution during friction stir welding of thin 6016 aluminum alloy sheets. Mater. Sci. Eng. A 2010, 527, 1962–1969. [Google Scholar] [CrossRef]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Criqui, B.; Kerbiguet, J.G. Intermetallic compounds in Al 6016/IF-steel friction stir spot welds. Mater. Sci. Eng. A 2010, 527, 4505–4509. [Google Scholar] [CrossRef]
- Etter, A.L.; Bozzi, S.; Baudin, T. Dynamic Recrystallization in Similar 5182 Al/Al and Dissimilar Al/Fe Friction Stir Spot Welds. Mater. Sci. Forum 2012, 715–716, 152–157. [Google Scholar] [CrossRef]
- Patterson, E.E.; Hovanski, Y.; Field, D.P. Microstructural Characterization of Friction Stir Welded Aluminum-Steel Joints. Metall. Mater. Trans. A 2016, 47, 2815–2829. [Google Scholar] [CrossRef]
- Imam, M.; Racherla, V.; Biswas, K.; Fujii, H.; Chintapenta, V.; Sun, Y.; Morisada, Y. Microstructure-property relation and evolution in friction stir welding of naturally aged 6063 aluminium alloy. Int. J. Adv. Manuf. Technol. 2017, 91, 1753–1769. [Google Scholar] [CrossRef]
- Basak, S.; Mondal, M.; Gao, K.; Hong, S.-T.; Anaman, S.Y.; Cho, H.-H. Friction stir butt-welding of roll cladded aluminum thin sheets: Effect of microstructural and texture changes on mechanical properties. Mater. Sci. Eng. A 2022, 832, 142490. [Google Scholar] [CrossRef]
- Zhou, C.; Yang, X.; Luan, G. Fatigue properties of friction stir welds in Al 5083 alloy. Scr. Mater. 2005, 53, 1187–1191. [Google Scholar] [CrossRef]
- Su, P.; Gerlich, A.; North, T.H.; Bendzsak, G.J. Material flow during friction stir spot welding. Sci. Technol. Weld. Join. 2006, 11, 61–71. [Google Scholar] [CrossRef]
- Hirata, T.; Oguri, T.; Hagino, H.; Tanaka, T.; Chung, S.W.; Takigawa, Y.; Higashi, K. Influence of friction stir welding parameters on grain size and formability in 5083 aluminum alloy. Mater. Sci. Eng. A 2007, 456, 344–349. [Google Scholar] [CrossRef]
- Bozzi, S.; Etter, A.L.; Baudin, T.; Robineau, A.; Goussain, J.C. Dynamic Recrystallization Mechanisms on Spot Welding of 6008 Aluminium Alloy to Steel by Friction Stir Welding. Mater. Sci. Forum 2007, 558–559, 477–483. [Google Scholar] [CrossRef]
- Bozzi, S. Optimisation du Procédé FSSW (Friction Stir Spot Welding) Pour des Assemblages Homogènes Al/Al et Hétérogènes Al/Acier. Ph.D. Thesis, Université Paris-Sud, Orsay, France, 2009. [Google Scholar]
- Zhang, Z.; Yang, X.; Zhang, J.; Zhou, G.; Xu, X.; Zou, B. Effect of welding parameters on microstructure and mechanical properties of friction stir spot welded 5052 aluminum alloy. Mater. Des. 2011, 32, 4461–4470. [Google Scholar] [CrossRef]
- Gratecap, F.; Girard, M.; Marya, S.; Racineux, G. Exploring material flow in friction stir welding: Tool eccentricity and formation of banded structures. Int. J. Mater. Form. 2012, 5, 99–107. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E.; Kaluc, E. Understanding the role of welding parameters and tool profile on the morphology and properties of expelled flash of spot welds. Mater. Des. 2016, 108, 518–528. [Google Scholar] [CrossRef]
- Li, Z.; Yue, Y.; Ji, S.; Peng, C.; Wang, L. Optimal design of thread geometry and its performance in friction stir spot welding. Mater. Des. 2016, 94, 368–376. [Google Scholar] [CrossRef]
- Chu, Q.; Hao, S.J.; Li, W.Y.; Yang, X.W.; Zou, Y.F.; Wu, D. Impact of shoulder morphology on macrostructural forming and the texture development during probeless friction stir spot welding. J. Mater. Res. Technol. 2021, 12, 2042–2054. [Google Scholar] [CrossRef]
- Tiwan; Ilman, M.N.; Kusmono; Sehono. Microstructure and mechanical performance of dissimilar friction stir spot welded AA2024-O/AA6061-T6 sheets: Effects tool rotation speed and pin geometry. Int. J. Lightweight Mater. Manuf. 2022, 6, 1–14. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Nemoto, M.; Valiev, R.Z.; Langdon, T.G. Factors influencing the flow and hardness of materials with ultrafine grain sizes. Philos. Mag. A 1998, 78, 203–216. [Google Scholar] [CrossRef]
- Armstrong, R.W. Engineering science aspects of the Hall–Petch relation. Acta Mech. 2014, 225, 1013–1028. [Google Scholar] [CrossRef]
- Mikami, Y.; Oda, K.; Kamaya, M.; Mochizuki, M. Effect of reference point selection on microscopic stress measurement using EBSD. Mater. Sci. Eng. A 2015, 647, 256–264. [Google Scholar] [CrossRef]
- Liu, H.; Ushioda, K.; Fujii, H. Elucidation of microstructural evolution of beta-type titanium alloy joint during friction stir welding using liquid CO2 cooling. Mater. Charact. 2018, 145, 490–500. [Google Scholar] [CrossRef]
- Cho, J.-H.; Rollett, A.D.; Oh, K.H. Determination of a mean orientation in electron backscatter diffraction measurements. Metall. Mater. Trans. A 2005, 36, 3427–3438. [Google Scholar] [CrossRef]
- Azzeddine, H.; Bourezg, Y.I.; Khereddine, A.Y.; Baudin, T.; Helbert, A.-L.; Brisset, F.; Kawasaki, M.; Bradai, D.; Langdon, T.G. An investigation of the stored energy and thermal stability in a Cu–Ni–Si alloy processed by high-pressure torsion. Philos. Mag. 2020, 100, 688–712. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture Analysis with MTEX—Free and Open Source Software Toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Azzeddine, H.; Bradai, D.; Baudin, T.; Langdon, T.G. Texture evolution in high-pressure torsion processing. Prog. Mater. Sci. 2022, 125, 100886. [Google Scholar] [CrossRef]
- Engler, O.; Hirsch, J. Texture control by thermomechanical processing of AA6xxx Al–Mg–Si sheet alloys for automotive applications—A review. Mater. Sci. Eng. A 2002, 336, 249–262. [Google Scholar] [CrossRef]
- Hamad, K.; Yang, H.W.; Ko, Y.G. Interpretation of annealing texture changes of severely deformed Al-Mg-Si alloy. J. Alloys Compd. 2016, 687, 300–305. [Google Scholar] [CrossRef]
- Zhang, K.; He, Q.; Rao, J.H.; Wang, Y.; Zhang, R.; Yuan, X.; Feng, W.; Huang, A. Correlation of textures and hemming performance of an AA6XXX aluminium alloy. J. Alloys Compd. 2021, 853, 157081. [Google Scholar] [CrossRef]
- Li, S.; Sun, F.; Li, H. Observation and modeling of the through-thickness texture gradient in commercial-purity aluminum sheets processed by accumulative roll-bonding. Acta Mater. 2010, 58, 1317–1331. [Google Scholar] [CrossRef]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding—Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Piccini, J.M.; Svoboda, H.G. Effect of pin length on Friction Stir Spot Welding (FSSW) of dissimilar Aluminum-steel joints. Procedia Mater. Sci. 2015, 9, 504–513. [Google Scholar] [CrossRef] [Green Version]
- Shekhawat, R.S.; Nadakuduru, V.N. Impact of post weld heat treatment on mechanical and microstructural properties of underwater friction stir spot welded 6061 aluminium alloy. Mater. Today: Proc. 2022, 56, 2647–2652. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Ahmed, E.; Reyad, H.A.; Touileb, K.; Albaijan, I. Friction Stir Spot Welding of Different Thickness Sheets of Aluminum Alloy AA6082-T6. Materials 2022, 15, 2971. [Google Scholar] [CrossRef] [PubMed]
- Akinlabi, E.T.; Ikumapayi, O.M.; Osinubi, A.S.; Madushele, N.; Abegunde, O.O.; Fatoba, S.O.; Akinlabi, S.A. Characterizations of AA5083-H116 produced by friction stir spot welding technique. Adv. Mater. Process. Technol. 2022, 8, 2299–2313. [Google Scholar] [CrossRef]
- Donatus, U.; Thompson, G.E.; Zhou, X.; Wang, J.; Beamish, K. Flow patterns in friction stir welds of AA5083 and AA6082 alloys. Mater. Des. 2015, 83, 203–213. [Google Scholar] [CrossRef]
- Tongne, A.; Jahazi, M.; Feulvarch, E.; Desrayaud, C. Banded structures in friction stir welded Al alloys. J. Mater. Process. Technol. 2015, 221, 269–278. [Google Scholar] [CrossRef]
- Chen, Z.W.; Cui, S. On the forming mechanism of banded structures in aluminium alloy friction stir welds. Scr. Mater. 2008, 58, 417–420. [Google Scholar] [CrossRef]
- Xu, S.; Deng, X. A study of texture patterns in friction stir welds. Acta Mater. 2008, 56, 1326–1341. [Google Scholar] [CrossRef]
- Yoon, T.-J.; Yun, J.-G.; Kang, C.-Y. Formation mechanism of typical onion ring structures and void defects in friction stir lap welded dissimilar aluminum alloys. Mater. Des. 2016, 90, 568–578. [Google Scholar] [CrossRef]
- Yashin, V.; Aryshenskii, E.; Hirsch, J.; Konovalov, S.; Latushkin, I. Study of recrystallization kinetics in AA5182 aluminium alloy after deformation of the as-cast structure. Mater. Res. Express 2019, 6, 066552. [Google Scholar] [CrossRef]
- Liu, W.C.; Zhai, T.; Morris, J.G. Comparison of recrystallization and recrystallization textures in cold-rolled DC and CC AA 5182 aluminum alloys. Mater. Sci. Eng. A 2003, 358, 84–93. [Google Scholar] [CrossRef]
- Zhang, J.X.; Ma, M.; Liu, W.C. Effect of initial grain size on the recrystallization and recrystallization texture of cold-rolled AA 5182 aluminum alloy. Mater. Sci. Eng. A 2017, 690, 233–243. [Google Scholar] [CrossRef]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Branger, V.; Mathon, M.H.; Baudin, T.; Penelle, R. “In-situ” neutron diffraction study of the cube crystallographic texture development in Fe53%-Ni alloy during recrystallization. Scr. Mater. 2000, 43, 325–330. [Google Scholar] [CrossRef]
- Etter, A.L.; Mathon, M.H.; Baudin, T.; Branger, V.; Penelle, R. Influence of the cold rolled reduction on the stored energy and the recrystallization texture in a Fe–53%Ni alloy. Scr. Mater. 2002, 46, 311–317. [Google Scholar] [CrossRef]
- Ateba Betanda, Y.; Helbert, A.-L.; Brisset, F.; Mathon, M.-H.; Waeckerlé, T.; Baudin, T. Measurement of stored energy in Fe–48%Ni alloys strongly cold-rolled using three approaches: Neutron diffraction, Dillamore and KAM approaches. Mater. Sci. Eng. A 2014, 614, 193–198. [Google Scholar] [CrossRef]
- Azzeddine, H.; Tirsatine, K.; Baudin, T.; Mathon, M.-H.; Helbert, A.-L.; Brisset, F.; Bradai, D. On the stored energy evolution after accumulative roll-bonding of invar alloy. Mater. Chem. Phys. 2017, 201, 408–415. [Google Scholar] [CrossRef]
- Kestens, L.A.I.; Pirgazi, H. Texture formation in metal alloys with cubic crystal structures. Mater. Sci. Technol. 2016, 32, 1303–1315. [Google Scholar] [CrossRef] [Green Version]
- Starink, M.J.; Cheng, X.; Yang, S. Hardening of pure metals by high-pressure torsion: A physically based model employing volume-averaged defect evolutions. Acta Mater. 2013, 61, 183–192. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Fe | Mn | Zn | Si | Cu | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 4.5 | 0.35 | 0.35 | 0.25 | 0.2 | 0.15 | 0.1 | 0.1 | balance |
| Notation | RA-SD Plane | SPN-SD Plane | RA-SPN Plane | |||
|---|---|---|---|---|---|---|
| Miller index {hkl}<uvw> | Euler angles (°) (φ1, Φ, φ2) | Miller index {hkl}<uvw> | Euler angles (°) (φ1, Φ, φ2) | Miller index {hkl}<uvw> | Euler angles (°) (φ1, Φ, φ2) | |
| A | 1}<110> | (60, 54.7, 45) | 0> | (0, 35.2, 45) | 2> | (54.7, 90, 45) |
| 0> | (120, 54.7, 45) | 1> | (50.7, 65.9, 63.4) | 1> | (35.26, 45, 90) | |
| }<112> | (90, 54.7, 45) | 1> | (35.26, 45, 90) | 01> | (129.23, 65.9, 26.5) | |
| 1> | (30, 54.7, 45) | 1> | (144.7, 45, 0) | 1> | (50.7, 65.9, 63.4) | |
| B | 2}<110> | (50.7, 65.9, 63.4) | 0> | (0, 54.7, 45) | 1> | (35.26, 90, 45) |
| 0> | (0, 35.26, 45) | 1> | (60, 54.7, 45) | 1> | (54.7, 45, 90) | |
| C | {001}<110> | (45, 0, 0) | 0> | (0, 90, 45) | 1> | (90, 45, 0) |
| Notation | RD-ND Plane | |
|---|---|---|
| Rolling component | Miller index {hkl}<uvw> * | Euler angles (°) (φ1, Φ, φ2) |
| Brass (Bs) | > | (90, 55, 45)/(270, 55, 45) |
| Copper (Co) | 1> | (30, 90, 45) |
| Goss 1 (G1) | {011}<100> | (0, 45, 0) |
| Goss 2 (G2) | {001}<110> | (45, 0, 0) |
| Cube (Cu) | > | (90, 0, 0) |
| SZ | TMAZ | HAZ | BM | |
|---|---|---|---|---|
| Upper sheet | ||||
| Left side | C, B, A, , Cu and G1 (at 2–3 mm) | Co and G1 (at 3.5–4 mm) | Cu and G1 (at 5 mm) | — |
| Right side | C, B, A and G1 (at 2–3 mm) | Cu, G1 and Bs (at 3.5–5 mm) | — | — |
| Lower sheet | ||||
| Left side | — | Cu, Co and G1 (at 2 mm) | Cu, G1 and Bs (at 2.5–4 mm) | Cu and Bs (at 5 mm) |
| Right side | A, B, and G1 (at 2–2.5 mm) | Cu and Bs (at 3 mm) | Cu, G1 and Bs (at 3.5–4 mm) | Cu (at 5 mm) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baudin, T.; Bozzi, S.; Brisset, F.; Azzeddine, H. Local Microstructure and Texture Development during Friction Stir Spot of 5182 Aluminum Alloy. Crystals 2023, 13, 540. https://doi.org/10.3390/cryst13030540
Baudin T, Bozzi S, Brisset F, Azzeddine H. Local Microstructure and Texture Development during Friction Stir Spot of 5182 Aluminum Alloy. Crystals. 2023; 13(3):540. https://doi.org/10.3390/cryst13030540
Chicago/Turabian StyleBaudin, Thierry, Sandrine Bozzi, François Brisset, and Hiba Azzeddine. 2023. "Local Microstructure and Texture Development during Friction Stir Spot of 5182 Aluminum Alloy" Crystals 13, no. 3: 540. https://doi.org/10.3390/cryst13030540
APA StyleBaudin, T., Bozzi, S., Brisset, F., & Azzeddine, H. (2023). Local Microstructure and Texture Development during Friction Stir Spot of 5182 Aluminum Alloy. Crystals, 13(3), 540. https://doi.org/10.3390/cryst13030540