





A Computationally Efficient Multiscale, Multi-Phase Modeling Approach Based on CPFEM to Assess the Effect of Second Phase Particles on Mechanical Properties


Abstract
:1. Introduction
2. Experimental Procedure
3. Crystal Plasticity Model
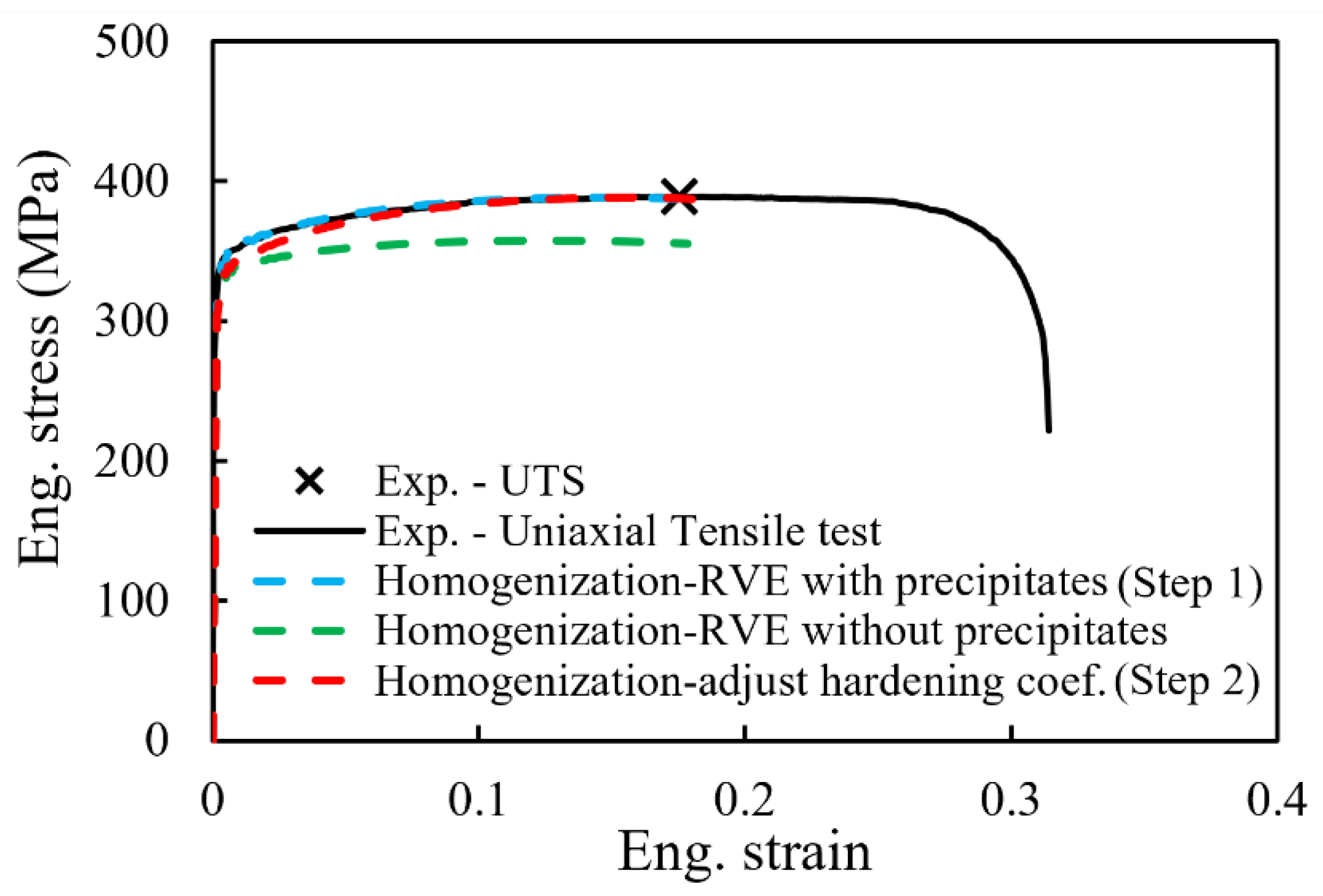
4. Calibration of Crystal Plasticity Model
4.1. Virtual Tensile Testing
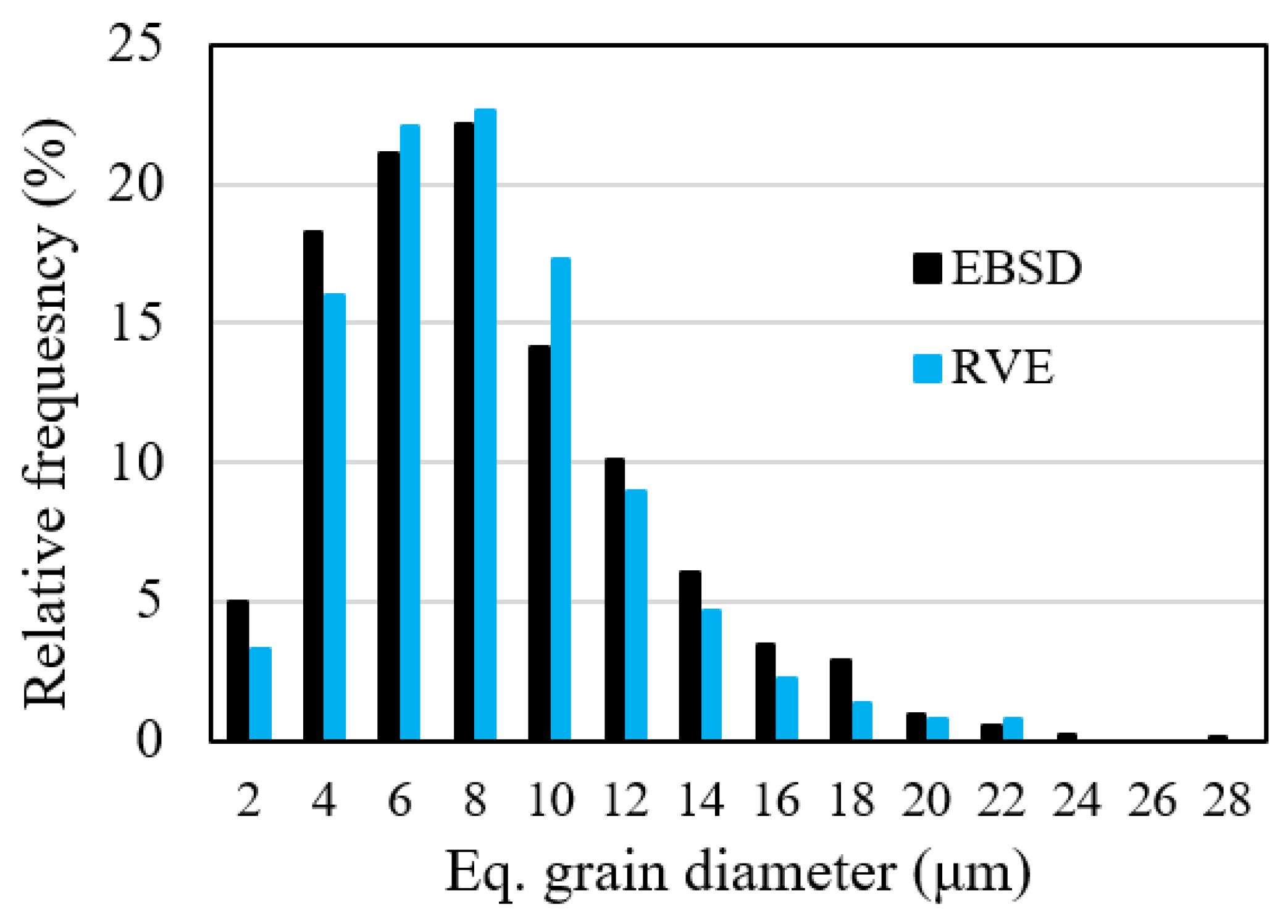
4.2. Microstructure-Based RVE Model
- Grain topology of the matrix phase,
- Orientation distribution of the matrix phase, for which the RVE should contain hundreds of grains to accurately represent the texture,
- Configuration of the second phase particle, for which the RVE’s resolution should be sufficiently fine to account for the small size precipitates.
4.3. Computationally Efficient Algorithm Based on Simplified RVE Model
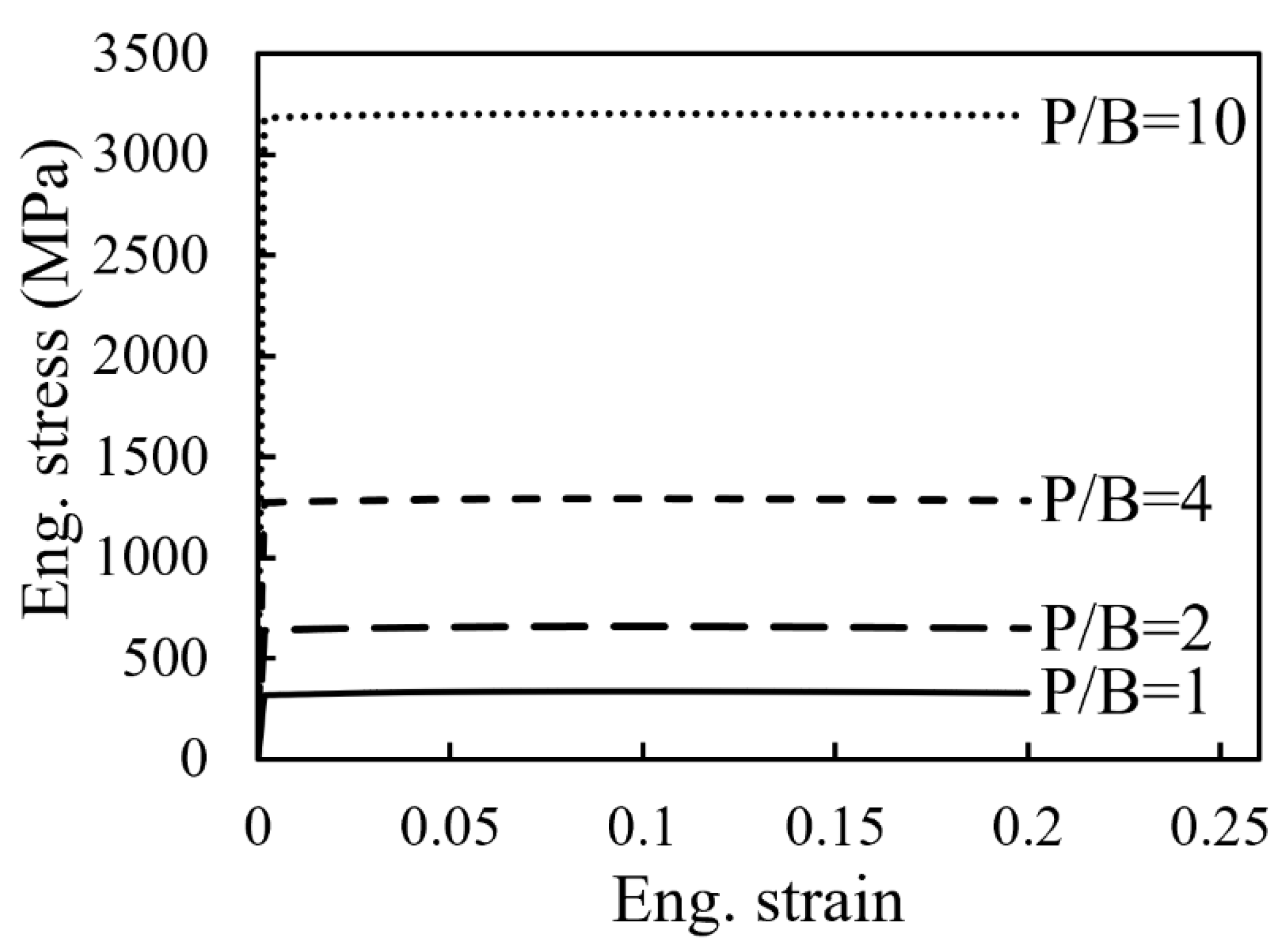
5. Sensitivity of the Macroscopic Mechanical Properties to the Precipitates
6. Conclusions
- By comparing the simulation results to corresponding experimental data, it was observed that the proposed multiscale modeling approach successfully accounted for the effect of second phase particles on the deformation behavior. In addition, through the proposed algorithm, the computational cost was reduced by more than 99% for an identical simulation, confirming the vastly improved efficiency of the model.
- It was observed that the topology as well as the mechanical properties of second phase precipitates may heavily affect the macroscopic mechanical properties. It was observed that the amount of precipitation strengthening is controlled by the intrinsic properties of the precipitates in deformable precipitates, while also controlled by topology, including size and volume fraction of precipitates in non-deformable precipitates. In addition, the increase in size and reduction in volume fraction of the precipitates leads to a reduction in the magnitude of precipitation strengthening in both deformable and non-deformable precipitates.
- It was found that the geometrical distribution of second phase particles throughout the microstructure might have limited impact on the macroscopic mechanical behavior of the material.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gladman, T. Precipitation Hardening in Metals. Mater. Sci. Technol. 1999, 15, 30–36. [Google Scholar] [CrossRef]
- Liu, W.H.; Zeng, W.; Liu, F.S.; Tang, B.; Liu, Q.J.; Wang, W.D. The mechanical and electronic properties of o-Fe2C, h-Fe3C, t-Fe5C2, m-Fe5C2 and h-Fe7C3 compounds: First-principles calculations. Phys. B Condens. Matter. 2021, 606, 412825. [Google Scholar] [CrossRef]
- Anjabin, N.; Taheri, A.K.; Kim, H.S. Crystal plasticity modeling of the effect of precipitate states on the work hardening and plastic anisotropy in an Al-Mg-Si alloy. Comput. Mater. Sci. 2014, 83, 78–85. [Google Scholar] [CrossRef]
- Keshavarz, S.; Ghosh, S. Hierarchical crystal plasticity FE model for nickel-based superalloys: Sub-grain microstructures to polycrystalline aggregates. Int. J. Solids Struct. 2015, 55, 17–31. [Google Scholar] [CrossRef]
- Ali, M.A.; López-Galilea, I.; Gao, S.; Ruttert, B.; Amin, W.; Shchyglo, O.; Hartmaier, A.; Theisen, W.; Steinbach, I. Effect of γ′ precipitate size on hardness and creep properties of Ni-base single crystal superalloys: Experiment and simulation. Materialia 2020, 12, 100692. [Google Scholar] [CrossRef]
- Ali, M.A.; Görler, J.V.; Steinbach, I. Role of coherency loss on rafting behavior of Ni-based superalloys. Comput. Mater. Sci. 2020, 171, 109279. [Google Scholar] [CrossRef]
- Caron, P.; Khan, T. Improvement of Creep strength in a nickel-base single-crystal superalloy by heat treatment. Mater. Sci. Eng. 1983, 61, 173–184. [Google Scholar] [CrossRef]
- Li, Y.L.; Kohar, C.P.; Mishra, R.K.; Inal, K. A new crystal plasticity constitutive model for simulating precipitation-hardenable aluminum alloys. Int. J. Plast. 2020, 132, 102759. [Google Scholar] [CrossRef]
- Sigli, C.; De Geuser, F.; Deschamps, A.; Lépinoux, J.; Perez, M. Recent advances in the metallurgy of aluminum alloys. Part II: Age hardening. Comptes Rendus Phys. 2018, 19, 688–709. [Google Scholar] [CrossRef]
- Tanaka, K.; Mori, T. The hardening of crystals by non-deforming particles and fibres. Acta Metall. 1970, 18, 931–941. Available online: https://www.sciencedirect.com/science/article/pii/0001616070900209 (accessed on 18 July 2023). [CrossRef]
- Barlat, F.; Liu, J.; Weiland, H. On precipitate-induced anisotropy modeling in binary Al-Cu alloys. Mater. Sci. Forum. 1996, 217–222, 635–640. [Google Scholar] [CrossRef]
- Han, C.S.; Wagoner, R.H.; Barlat, F. On precipitate induced hardening in crystal plasticity: Theory. Int. J. Plast. 2004, 20, 477–494. [Google Scholar] [CrossRef]
- Bonfoh, N.; Carmasol, A.; Lipinski, P. Modeling of intra-crystalline hardening of materials with particles. Int. J. Plast. 2003, 19, 1167–1193. [Google Scholar] [CrossRef]
- Wang, J.; Jiang, W. Numerical assessment on fatigue damage evolution of materials at crack tip of CT specimen based on CPFEM. Theor. Appl. Fract. Mech. 2020, 109, 102687. [Google Scholar] [CrossRef]
- Li, M.; Hu, L.; Huang, W.; Yang, X.; Guo, F. Effects of T1/T2 precipitates on deformation behavior and microstructure evolution of AA2099 Al–Li alloy: Experimental investigation and crystal plasticity finite element modeling. J. Mater. Res. Technol. 2022, 17, 342–352. [Google Scholar] [CrossRef]
- Standard, ASTM E8/E8M–09; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2009. [CrossRef]
- Asgharzadeh, A.; Tiji, S.A.N.; Esmaeilpour, R.; Park, T.; Pourboghrat, F. Determination of hardness-strength and -flow behavior relationships in bulged aluminum alloys and verification by FE analysis on Rockwell hardness test. Int. J. Adv. Manuf. Technol. 2020, 106, 315–331. [Google Scholar] [CrossRef]
- Tiji, S.A.N.; Park, T.; Asgharzadeh, A.; Kim, H.; Athale, M.; Kim, J.H.; Pourboghrat, F. Characterization of yield stress surface and strain-rate potential for tubular materials using multiaxial tube expansion test method. Int. J. Plast. 2020, 133, 102838. [Google Scholar] [CrossRef]
- Asgharzadeh, A.; Tiji, S.A.N.; Park, T.; Kim, J.H.; Pourboghrat, F. Cellular automata modeling of the kinetics of static recrystallization during the post-hydroforming annealing of steel tube. J. Mater. Sci. 2020, 55, 7938–7957. [Google Scholar] [CrossRef]
- Groeber, M.A.; Jackson, M.A. DREAM.3D: A Digital Representation Environment for the Analysis of Microstructure in 3D. Integr. Mater. Manuf. Innov. 2014, 3, 56–72. Available online: http://www.immijournal.com/content/3/1/5 (accessed on 18 July 2023). [CrossRef] [Green Version]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with MTEX-Free and open source software toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Asgharzadeh, A.; Tiji, S.A.N.; Park, T.; Pourboghrat, F. Prediction of softening kinetics and recrystallization texture in non-isothermally annealed bulged tubes using CPFEM and CA models. Mater. Sci. Eng. A 2022, 832, 142308. [Google Scholar] [CrossRef]
- Tiji, S.A.N.; Asgharzadeh, A.; Park, T.; Whalen, S.A.; Reza-E-Rabby, M.; Eller, M.; Pourboghrat, F. Microstructure and mechanical properties of the AA7075 tube fabricated using shear assisted processing and extrusion (ShAPE). Arch. Civ. Mech. Eng. 2021, 21, 1–10. [Google Scholar] [CrossRef]
- Zamiri, A.R.; Pourboghrat, F. A novel yield function for single crystals based on combined constraints optimization. Int. J. Plast. 2010, 26, 731–746. [Google Scholar] [CrossRef]
- Park, T.; Hector, L.G.; Hu, X.; Abu-Farha, F.; Fellinger, M.R.; Kim, H.; Esmaeilpour, R.; Pourboghrat, F. Crystal plasticity modeling of 3rd generation multi-phase AHSS with martensitic transformation. Int. J. Plast. 2019, 120, 1–46. [Google Scholar] [CrossRef]
- Kocks, U.F. Laws for Work-Hardening and Low-Temperature Creep. J. Eng. Mater. Technol. 1976, 98, 76–85. [Google Scholar] [CrossRef]
- Bergsmo, A.; Dunne, F.P.E. Competing mechanisms of particle fracture, decohesion and slip-driven fatigue crack nucleation in a PM nickel superalloy. Int. J. Fatigue 2020, 135, 105573. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, J.; Shen, F.; Zheng, J.; Li, T.; Han, W.; Münstermann, S.; Huang, S. Microstructure-property relationships in HPDC Aural-2 alloy: Experimental and CP modeling approaches. Mater. Sci. Eng. A 2022, 848, 143364. [Google Scholar] [CrossRef]
- Mapar, A.; Ghassemi-Armaki, H.; Pourboghrat, F.; Kumar, K.S. A differential-exponential hardening law for non-Schmid crystal plasticity finite element modeling of ferrite single crystals. Int. J. Plast. 2017, 91, 268–299. [Google Scholar] [CrossRef] [Green Version]
- Du, C.; Maresca, F.; Geers, M.G.D.; Hoefnagels, J.P.M. Ferrite slip system activation investigated by uniaxial micro-tensile tests and simulations. Acta Mater. 2018, 146, 314–327. [Google Scholar] [CrossRef]
- Smallman, R.E.; Bishop, R.J. Strengthening and toughening. Mod. Phys. Metall. Mater. Eng. 1999, 259–296. [Google Scholar] [CrossRef]
- Dobosz, R.; Lewandowska, M.; Kurzydlowski, K.J. FEM modelling of the combined effect of grain boundaries and second phase particles on the flow stress of nanocrystalline metals. Comput. Mater. Sci. 2012, 53, 286–293. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Type | BCC |
| 231 GPa | |
| 135 GPa | |
| 116 GPa | |
| μ | 69.3 GPa |
| b | 2.48 × 10−4 μm |
| Parameter | Value |
|---|---|
| 5 MPa | |
| 0.17 | |
| 0.1/μm2 | |
| 186 | |
| 0.009 μm |
| Parameter | Step 1 | Step 2 | Step 3 |
|---|---|---|---|
| 120 MPa | 120 MPa | 5 MPa | |
| 0 | 0 | 0.19 | |
| 0.1/μm2 | 0.1/μm2 | 0.1/μm2 | |
| 338 | 180 | 180 | |
| 0.005 μm | 0.009 μm | 0.009 μm |
| Compound | Crystal Structure | Elastic Modulus (GPa) | Poisson’s Ratio |
|---|---|---|---|
| Fe2C | Orthorhombic | 171.2 | 0.34 |
| Fe3C | Hexagonal | 327.58 | 0.334 |
| Fe5C2 | Triclinic | 193.51 | 0.351 |
| Fe5C2 | Monoclinic | 323.45 | 0.348 |
| Fe7C3 | Hexagonal | 227.44 | 0.336 |
| Case # | Eq. Diameter of Particles (µm) | Volume Fraction of Particles |
|---|---|---|
| Case 1 | N/A | 0 |
| Case 2 | 0.26 | 0.025 |
| Case 3 | 0.44 | 0.025 |
| Case 4 | 0.61 | 0.025 |
| Case 5 | 0.26 | 0.05 |
| Case 6 | 0.26 | 0.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asgharzadeh, A.; Park, T.; Nazari Tiji, S.; Pourboghrat, F. A Computationally Efficient Multiscale, Multi-Phase Modeling Approach Based on CPFEM to Assess the Effect of Second Phase Particles on Mechanical Properties. Crystals 2023, 13, 1199. https://doi.org/10.3390/cryst13081199
Asgharzadeh A, Park T, Nazari Tiji S, Pourboghrat F. A Computationally Efficient Multiscale, Multi-Phase Modeling Approach Based on CPFEM to Assess the Effect of Second Phase Particles on Mechanical Properties. Crystals. 2023; 13(8):1199. https://doi.org/10.3390/cryst13081199
Chicago/Turabian StyleAsgharzadeh, Amir, Taejoon Park, Sobhan Nazari Tiji, and Farhang Pourboghrat. 2023. "A Computationally Efficient Multiscale, Multi-Phase Modeling Approach Based on CPFEM to Assess the Effect of Second Phase Particles on Mechanical Properties" Crystals 13, no. 8: 1199. https://doi.org/10.3390/cryst13081199
APA StyleAsgharzadeh, A., Park, T., Nazari Tiji, S., & Pourboghrat, F. (2023). A Computationally Efficient Multiscale, Multi-Phase Modeling Approach Based on CPFEM to Assess the Effect of Second Phase Particles on Mechanical Properties. Crystals, 13(8), 1199. https://doi.org/10.3390/cryst13081199