
Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder


Abstract
:1. Introduction
2. Materials and Methods
3. Results
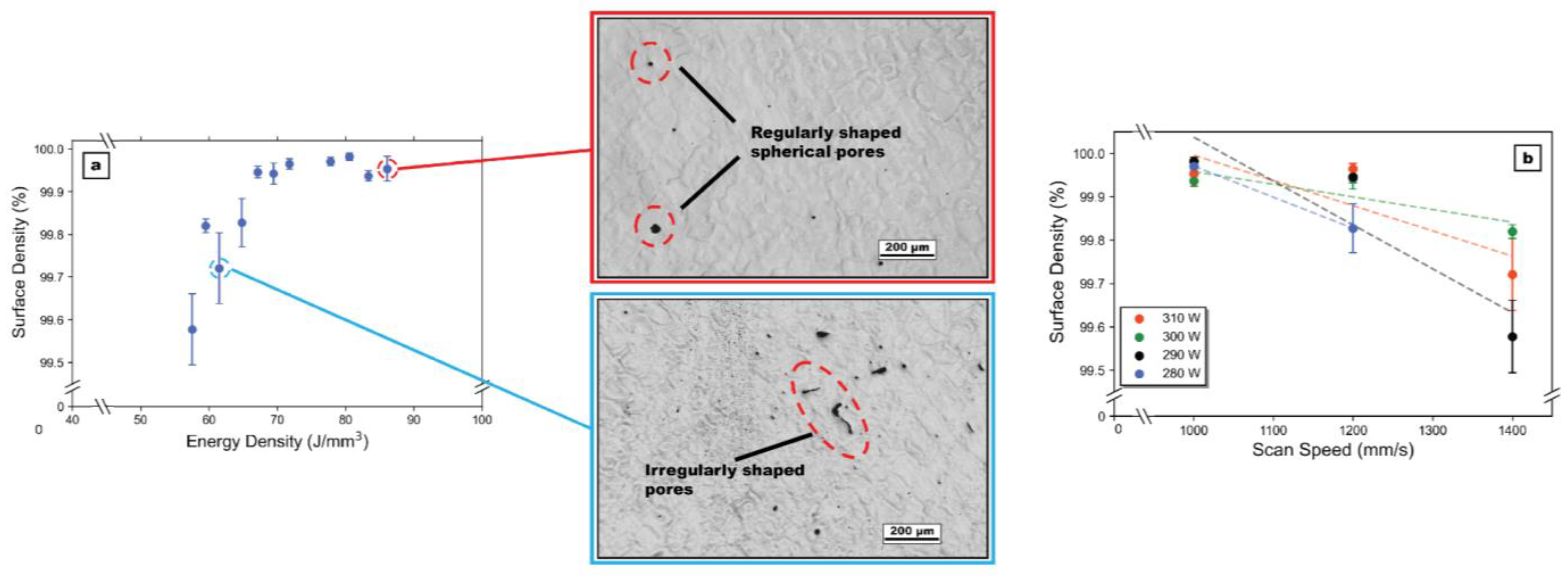
3.1. Optimal Processing Parameters
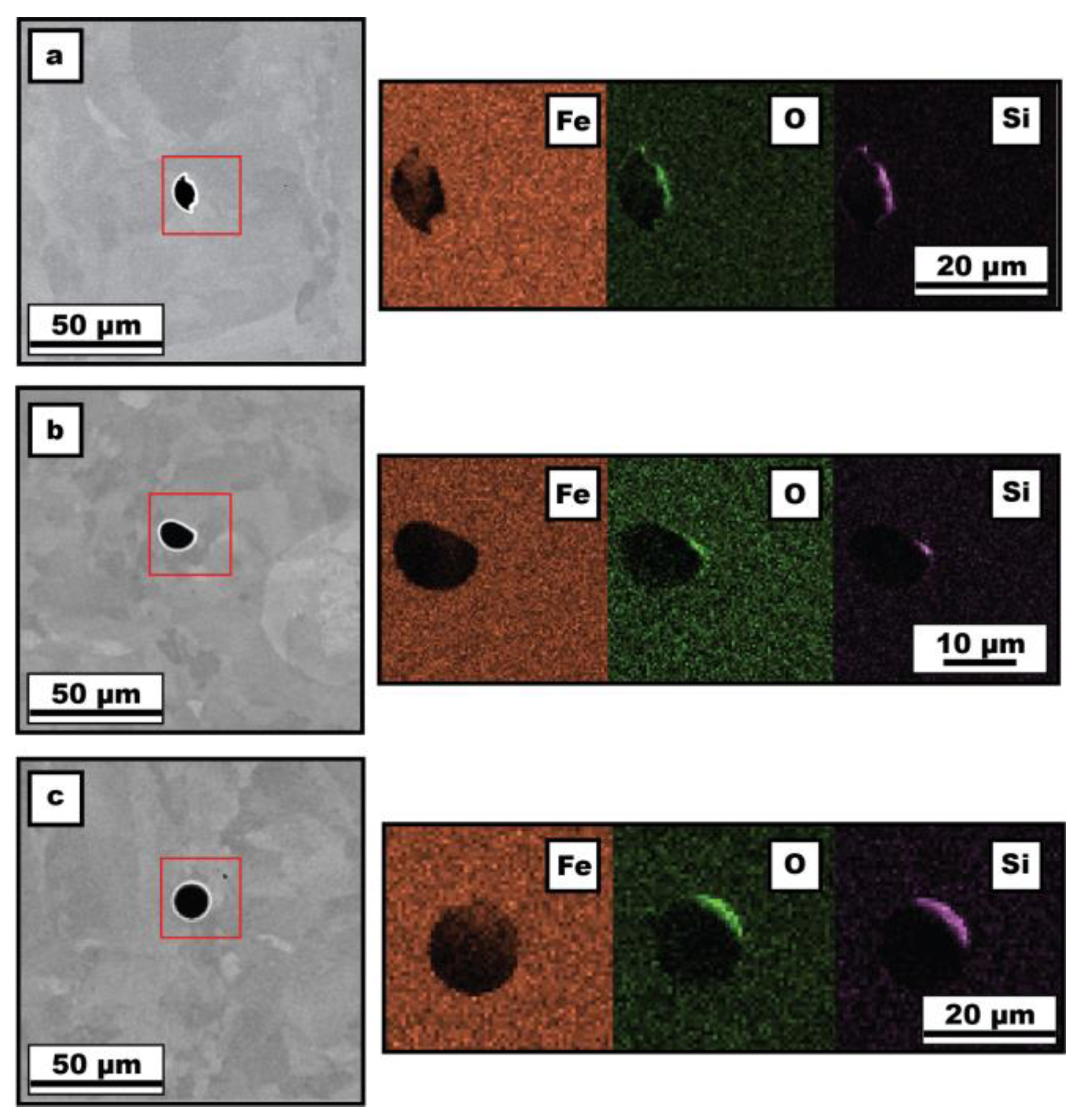
3.2. Microstructure Characterization
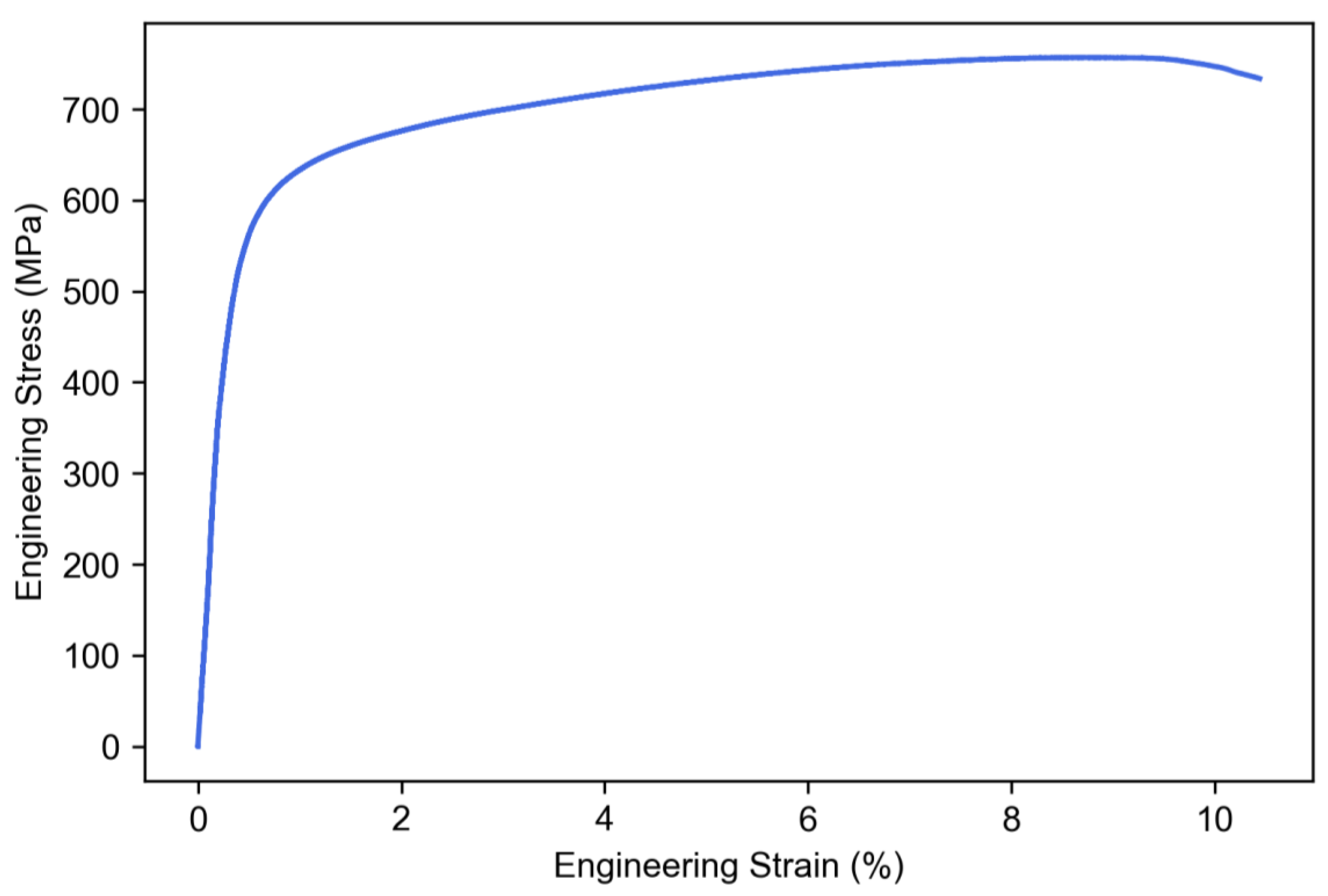
3.3. Tensile Behavior
4. Discussion
4.1. Optimal Processing Parameters
4.2. Microstructure Characterization
4.2.1. Grain Size and Morphology
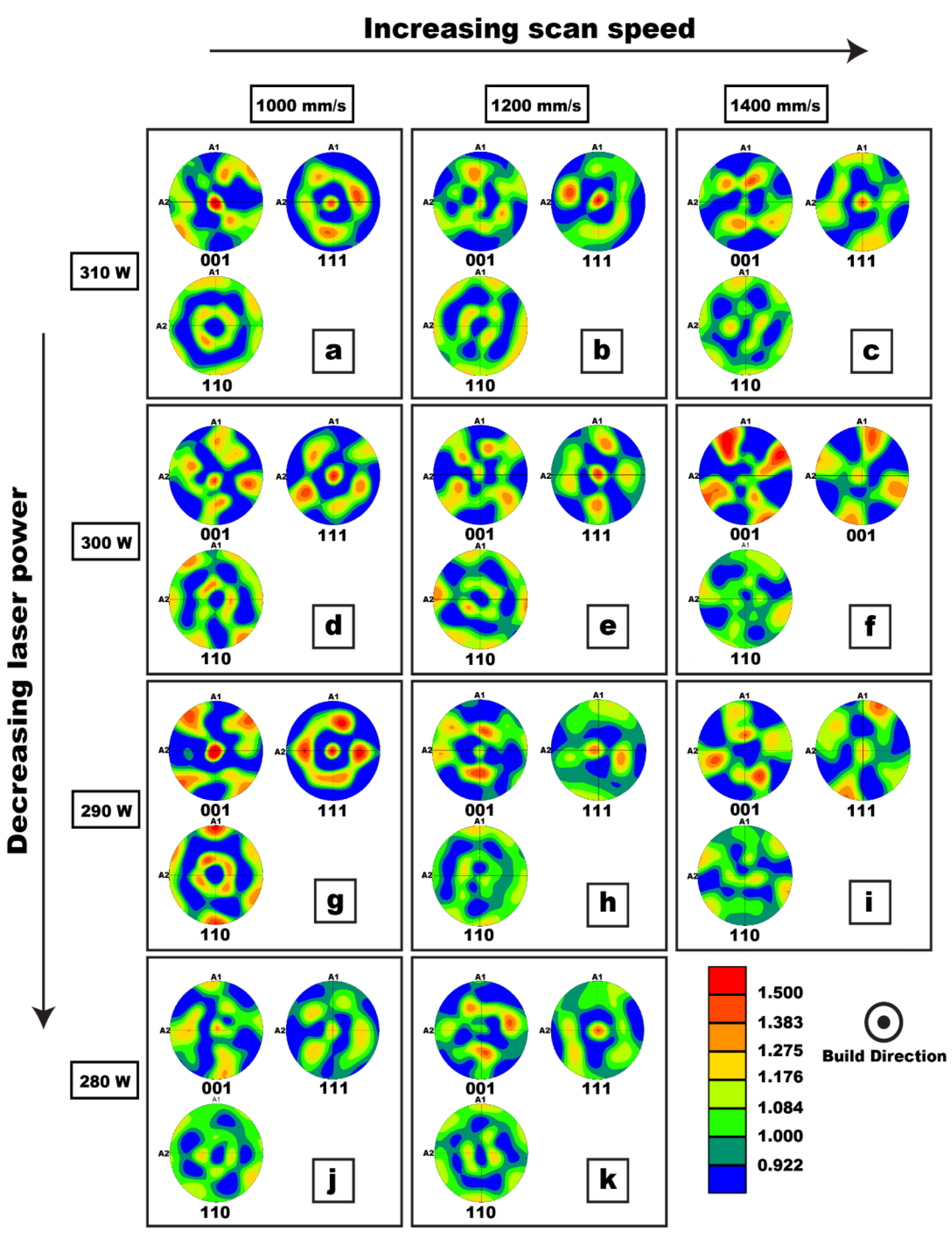
4.2.2. Texture Formation
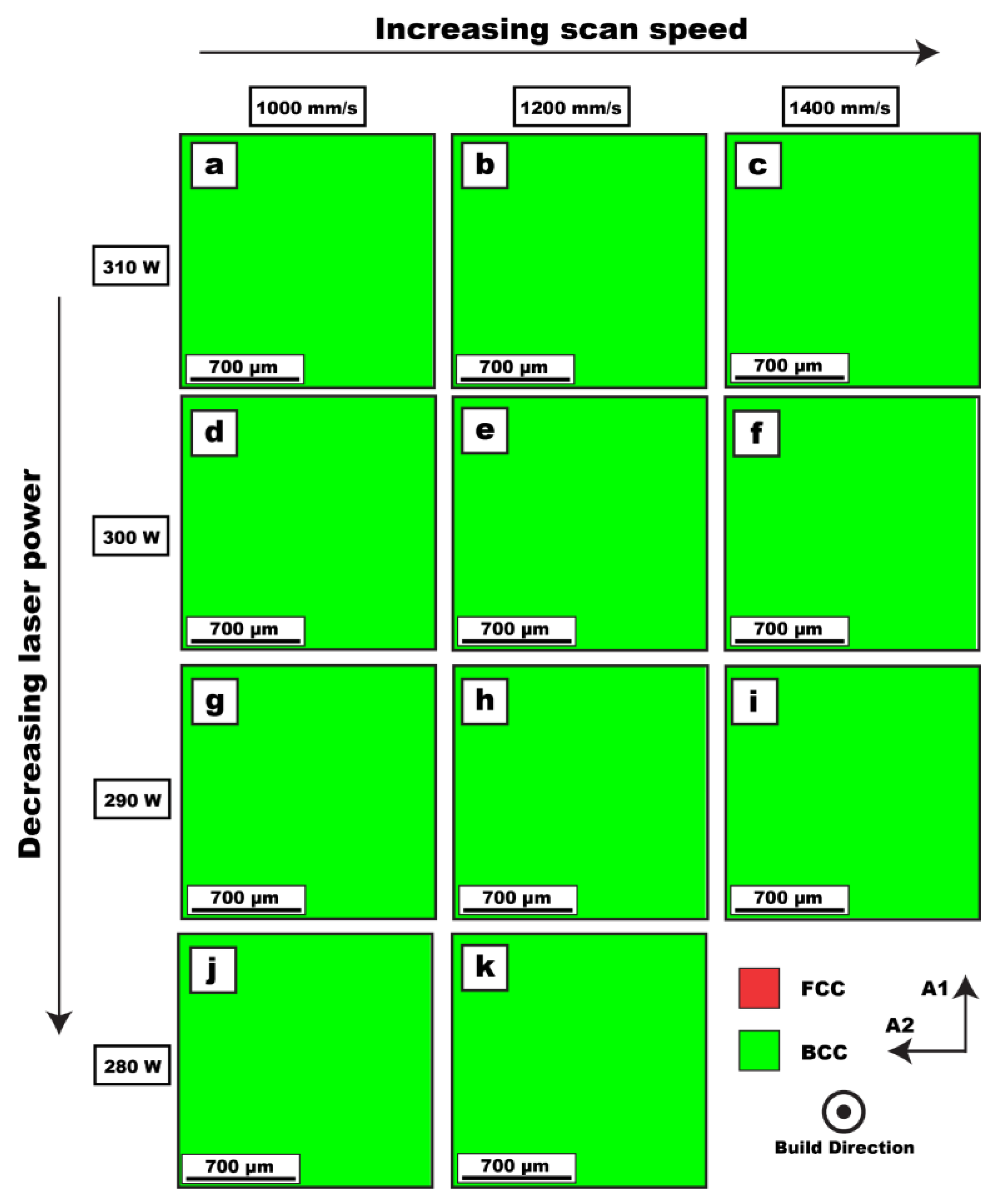
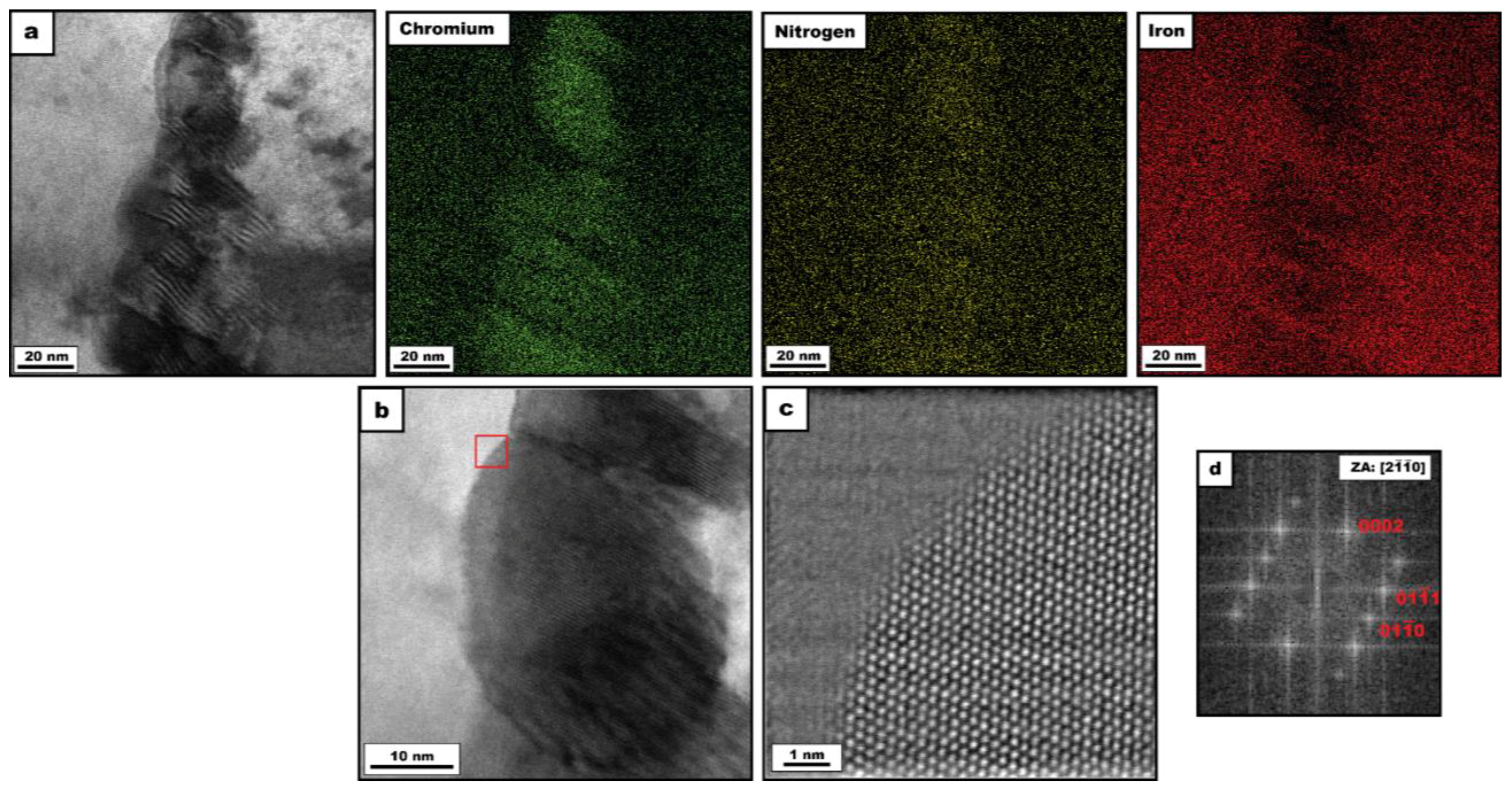
4.2.3. Phase Formation
4.3. Tensile Behavior
4.3.1. Conventional versus PBF-LB
4.3.2. Hall–Petch Analysis of PBF-LB-Made Samples

5. Conclusions
- 1.
- The simple energy density formula alone may not effectively capture the underlying processes that affect the porosity formation during the L-PBF process. Instead, it is better to use it in conjunction with the underlying processing parameters to attain a more accurate prediction of the build quality. Additionally, DSS displays similar trends to other metals in terms of how the energy density, scanning speed, and laser power affect the build quality, and the optimal processing conditions observed are shown.
- 2.
- Both the scan speed and laser power have a noticeable effect on the grain size, while only scan speed seems to strongly affect the texture. These can be important factors to consider when deciding on scan parameters, as they may affect the mechanical performance of the as-built samples.
- 3.
- The phase formation appears to be unaffected within this range of scan parameters; these parameters are unable to unlock the trapped austenite phase due to the high cooling rate of the L-PBF process.
- 4.
- Chromium nitride precipitates were observed in the microstructure exhibiting HCP and BCC crystal structures when formed at the grain boundaries and within ferrite grains, respectively.
- 5.
- The measured yield and ultimate tensile strengths can be explained using a combination of strengthening mechanisms: grain boundary strengthening (Hall–Petch), initial dislocation density, and fine-scale chromium nitride precipitates.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gunn, R.N. (Ed.) Duplex Stainless Steels: Microstructure, Properties and Applications; Abington Publishing: Cambridge, UK, 1997. [Google Scholar]
- Francis, R.; Byrne, G. Duplex Stainless Steels—Alloys for the 21st Century. Metals 2021, 11, 836. [Google Scholar] [CrossRef]
- Chail, G.; Kangas, P. Super and hyper duplex stainless steels: Structures, properties and applications. Procedia Struct. Integr. 2016, 2, 1755–1762. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, A.; Yin, B.; Wen, P. Additive manufacturing of duplex stainless steels—A critical review. J. Manuf. Process. 2022, 73, 496–517. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Fredriksson, G.; Svensson, K.; Yadroitsev, I.; Yadroitsava, I.; Thuvander, M.; Peng, R. Microstructure, Solidification Texture, and Thermal Stability of 316 L Stainless Steel Manufactured by Laser Powder Bed Fusion. Metals 2018, 8, 643. [Google Scholar] [CrossRef]
- Riemer, A.; Leuders, S.; Thöne, M.; Richard, H.A.; Tröster, T.; Niendorf, T. On the fatigue crack growth behavior in 316L stainless steel manufactured by selective laser melting. Eng. Fract. Mech. 2014, 120, 15–25. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.; Davies, C.H. The influence of processing parameters on aluminium alloy A357 manufactured by Selective Laser Melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Xue, Y.F.; Elbestawi, M.A.; Veldhuis, S.C. Effect of Selective Laser Melting Process Parameters on the Quality of Al Alloy Parts: Powder Characterization, Density, Surface Roughness, and Dimensional Accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V.; Polozov, I.; Borisov, E.; Masaylo, D.; Orlov, A. Microstructure and mechanical properties of additive manufactured copper alloy. Mater. Lett. 2016, 179, 38–41. [Google Scholar] [CrossRef]
- Jadhav, S.; Dadbakhsh, S.; Goossens, L.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Influence of selective laser melting process parameters on texture evolution in pure copper. J. Am. Acad. Dermatol. 2019, 270, 47–58. [Google Scholar] [CrossRef]
- Hengsbach, F.; Koppa, P.; Duschik, K.; Holzweissig, M.J.; Burns, M.; Nellesen, J.; Tillmann, W.; Tröster, T.; Hoyer, K.-P.; Schaper, M. Duplex stainless steel fabricated by selective laser melting—Microstructural and mechanical properties. Mater. Des. 2017, 133, 136–142. [Google Scholar] [CrossRef]
- Haghdadi, N.; Ledermueller, C.; Chen, H.; Chen, Z.; Liu, Q.; Li, X.; Rohrer, G.; Liao, X.; Ringer, S.; Primig, S. Evolution of microstructure and mechanical properties in 2205 duplex stainless steels during additive manufacturing and heat treatment. Mater. Sci. Eng. A 2022, 835, 142695. [Google Scholar] [CrossRef]
- Davidson, K.; Singamneni, S. Selective Laser Melting of Duplex Stainless Steel Powders: An Investigation. Mater. Manuf. Process. 2016, 31, 1543–1555. [Google Scholar] [CrossRef]
- Davidson, K.P.; Singamneni, S.B. Metallographic evaluation of duplex stainless steel powders processed by selective laser melting. Rapid Prototyp. J. 2017, 23, 1146–1163. [Google Scholar] [CrossRef]
- Nigon, G.N.; Isgor, O.B.; Pasebani, S. The effect of annealing on the selective laser melting of 2205 duplex stainless steel: Microstructure, grain orientation, and manufacturing challenges. Opt. Laser Technol. 2021, 134, 106643. [Google Scholar] [CrossRef]
- Mulhi, A.; Dehgahi, S.; Waghmare, P.; Qureshi, A.J. Process Parameter Optimization of 2507 Super Duplex Stainless Steel Additively Manufactured by the Laser Powder Bed Fusion Technique. Metals 2023, 13, 725. [Google Scholar] [CrossRef]
- Becker, L.; Boes, J.; Lentz, J.; Cui, C.; Steinbacher, M.; Li, Y.; Fechte-Heinen, R.; Theisen, W.; Weber, S. Influence of annealing time on the microstructure and properties of additively manufactured X2CrNiMoN25–7–4 duplex stainless steel: Experiment and simulation. Materialia 2023, 28, 101720. [Google Scholar] [CrossRef]
- Piras, M.; Hor, A.; Charkaluk, E. Control of the Microstructure and Mechanical Properties of a Super Duplex SAF 2507 Steel Produced by Additive Manufacturing. In Advances in Additive Manufacturing: Materials, Processes and Applications; Mabrouki, T., Sahlaoui, H., Sallem, H., Ghanem, F., Benyahya, N., Eds.; Lecture Notes in Mechanical Engineering; Springer Nature: Cham, Switzerland, 2024; pp. 1–9. [Google Scholar] [CrossRef]
- Gargalis, L.; Karavias, L.; Graff, J.S.; Diplas, S.; Koumoulos, E.P.; Karaxi, E.K. A Comparative Investigation of Duplex and Super Duplex Stainless Steels Processed through Laser Powder Bed Fusion. Metals 2023, 13, 1897. [Google Scholar] [CrossRef]
- Hones, P.; Martin, N.; Regula, M.; Vy, F.L. Structural and mechanical properties of chromium nitride, molybdenum nitride, and tungsten nitride thin films. J. Phys. D Appl. Phys. 2003, 36, 1023–1029. [Google Scholar] [CrossRef]
- Yang, X.; Li, Y.; Li, B. Formation mechanisms of lack of fusion and keyhole-induced pore defects in laser powder bed fusion process: A numerical study. Int. J. Therm. Sci. 2023, 188, 108221. [Google Scholar] [CrossRef]
- Darvish, K.; Chen, Z.; Pasang, T. Reducing lack of fusion during selective laser melting of CoCrMo alloy: Effect of laser power on geometrical features of tracks. Mater. Des. 2016, 112, 357–366. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Kasperovich, G.; Haubrich, J.; Gussone, J.; Requena, G. Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater. Des. 2016, 105, 160–170. [Google Scholar] [CrossRef]
- Gu, H.; Gong, H.; Pal, D.; Rafi, K.; Starr, T.; Stucker, B. Influences of Energy Density on Porosity and Microstructure of Selective Laser Melted 17- 4PH Stainless Steel. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; DebRoy, T. Evolution of solidification texture during additive manufacturing. Sci. Rep. 2015, 5, 16446. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; DuPont, J. Effects of melt-pool geometry on crystal growth and microstructure development in laser surface-melted superalloy single crystals: Mathematical modeling of single-crystal growth in a melt pool (part I). Acta Mater. 2004, 52, 4833–4847. [Google Scholar] [CrossRef]
- Liu, Z.; Qi, H. Effects of substrate crystallographic orientations on crystal growth and microstructure formation in laser powder deposition of nickel-based superalloy. Acta Mater. 2015, 87, 248–258. [Google Scholar] [CrossRef]
- Wen, S. Metallurgical Evaluation of Cast Duplex Stainless Steels and Their Weldments. Master’s Thesis, University of Tennessee, Knoxville, TX, USA, 2001. [Google Scholar]
- Bertoli, U.S.; MacDonald, B.E.; Schoenung, J.M. Stability of cellular microstructure in laser powder bed fusion of 316L stainless steel. Mater. Sci. Eng. A 2019, 739, 109–117. [Google Scholar] [CrossRef]
- Mullis, A.M.; Farrell, L.; Cochrane, R.F.; Adkins, N.J. Estimation of Cooling Rates During Close-Coupled Gas Atomization Using Secondary Dendrite Arm Spacing Measurement. Met. Mater. Trans. B 2013, 44, 992–999. [Google Scholar] [CrossRef]
- Takaki, S. Influence of Alloying Elements on the Hall-Petch Coefficient in Ferritic Steel. Mater. Sci. Forum 2012, 706–709, 181–185. [Google Scholar] [CrossRef]
- Funakawa, Y.; Ujiro, T. Tensile Properties of Chromium-bearing Extra Low Carbon Steel Sheets. ISIJ Int. 2010, 50, 1488–1495. [Google Scholar] [CrossRef]
- Argon, A.S.; Orowan, E. Physics of Strength and Plasticity; Lightning Source: Milton Keynes, UK, 2003. [Google Scholar]
- Rosenberg, J.M.; Piehler, H.R. Calculation of the taylor factor and lattice rotations for bcc metals deforming by pencil glide. Met. Trans. 1971, 2, 257–259. [Google Scholar] [CrossRef]
- Partington, J.R. Tables of Physical and Chemical Constants and Some Mathematical Functions. By Kaye, G.W.C. and Laby, T.H. J. Phys. Chem. 1936, 40, 938. [Google Scholar] [CrossRef]
- Kamikawa, N.; Sato, K.; Miyamoto, G.; Murayama, M.; Sekido, N.; Tsuzaki, K.; Furuhara, T. Stress–strain behavior of ferrite and bainite with nano-precipitation in low carbon steels. Acta Mater. 2015, 83, 383–396. [Google Scholar] [CrossRef]
- Bailey, J.E.; Hirsch, P.B. The dislocation distribution, flow stress, and stored energy in cold-worked polycrystalline silver. Philos. Mag. 1960, 5, 485–497. [Google Scholar] [CrossRef]
- Keh, A.S. Work hardening and deformation sub-structure in iron single crystals deformed in tension at 298 °K. Philos. Mag. 1965, 12, 9–30. [Google Scholar] [CrossRef]
- Hornbogen, E.; Starke, E. Overview no. 102 Theory assisted design of high strength low alloy aluminum. Acta Met. Mater. 1993, 41, 1–16. [Google Scholar] [CrossRef]
- Foreman, A.J.E.; Makin, M.J. Dislocation movement through random arrays of obstacles. Can. J. Phys. 1967, 45, 511–517. [Google Scholar] [CrossRef]
- Li, Q. Modeling the microstructure–mechanical property relationship for a 12Cr–2W–V–Mo–Ni power plant steel. Mater. Sci. Eng. A 2003, 361, 385–391. [Google Scholar] [CrossRef]
- Chen, M.; He, J.; Wang, M.; Li, J.; Xing, S.; Gui, K.; Wang, G.; Liu, Q. Effects of deep cold rolling on the evolution of microstructure, microtexture, and mechanical properties of 2507 duplex stainless steel. Mater. Sci. Eng. A 2022, 845, 143224. [Google Scholar] [CrossRef]
- Kunz, J.; Boontanom, A.; Herzog, S.; Suwanpinij, P.; Kaletsch, A.; Broeckmann, C. Influence of hot isostatic pressing post-treatment on the microstructure and mechanical behavior of standard and super duplex stainless steel produced by laser powder bed fusion. Mater. Sci. Eng. A 2020, 794, 139806. [Google Scholar] [CrossRef]
- Takeda, K.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of Interstitial Elements on Hall–Petch Coefficient of Ferritic Iron. ISIJ Int. 2008, 48, 1122–1125. [Google Scholar] [CrossRef]
- Wilson, D.V. Role of Grain Boundaries in the Discontinuous Yielding of Low-Carbon Steels. Met. Sci. J. 1967, 1, 40–47. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Levkulich, N.; Semiatin, S.; Gockel, J.; Middendorf, J.; DeWald, A.; Klingbeil, N. The effect of process parameters on residual stress evolution and distortion in the laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Shi, R.; Nie, Z.; Fan, Q.; Wang, F.; Zhou, Y.; Liu, X. Correlation between dislocation-density-based strain hardening and microstructural evolution in dual phase TC6 titanium alloy. Mater. Sci. Eng. A 2018, 715, 101–107. [Google Scholar] [CrossRef]
- Xiang, H.; Chen, G.; Zhao, W.; Wu, C. Densification Behavior and Build Quality of Duplex Stainless Steel Fabricated by Laser Powder Bed Fusion. Metals 2023, 13, 741. [Google Scholar] [CrossRef]
- Zhao, W.; Xiang, H.; Yu, R.; Mou, G. Effects of laser scanning speed on the microstructure and mechanical properties of 2205 duplex stainless steel fabricated by selective laser melting. J. Manuf. Process. 2023, 94, 1–9. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample # | Scan Speed | Laser Power |
|---|---|---|
| 1 | 1000 mm/s | 310 W |
| 2 | 1200 mm/s | 310 W |
| 3 | 1400 mm/s | 310 W |
| 4 | 1000 mm/s | 300 W |
| 5 | 1200 mm/s | 300 W |
| 6 | 1400 mm/s | 300 W |
| 7 | 1000 mm/s | 290 W |
| 8 | 1200 mm/s | 290 W |
| 9 | 1400 mm/s | 290 W |
| 10 | 1000 mm/s | 280 W |
| 11 | 1200 mm/s | 280 W |
| Sample # | Scan Speed | Laser Power | Estimated Cooling Rate |
|---|---|---|---|
| 1 | 1000 mm/s | 310 W | 2.05 × 106 K/s |
| 2 | 1200 mm/s | 310 W | 2.46 × 106 K/s |
| 3 | 1400 mm/s | 310 W | 2.88 × 106 K/s |
| 4 | 1000 mm/s | 300 W | 2.12 × 106 K/s |
| 5 | 1200 mm/s | 300 W | 2.54 × 106 K/s |
| 6 | 1400 mm/s | 300 W | 2.97 × 106 K/s |
| 7 | 1000 mm/s | 290 W | 2.19 × 106 K/s |
| 8 | 1200 mm/s | 290 W | 2.64 × 106 K/s |
| 9 | 1400 mm/s | 290 W | 3.08 × 106 K/s |
| 10 | 1000 mm/s | 280 W | 2.27 × 106 K/s |
| 11 | 1200 mm/s | 280 W | 2.73 × 106 K/s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tobah, M.; Andani, M.T.; Sahu, B.P.; Misra, A. Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder. Crystals 2024, 14, 81. https://doi.org/10.3390/cryst14010081
Tobah M, Andani MT, Sahu BP, Misra A. Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder. Crystals. 2024; 14(1):81. https://doi.org/10.3390/cryst14010081
Chicago/Turabian StyleTobah, Mustafa, Mohsen T. Andani, Bibhu P. Sahu, and Amit Misra. 2024. "Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder" Crystals 14, no. 1: 81. https://doi.org/10.3390/cryst14010081
APA StyleTobah, M., Andani, M. T., Sahu, B. P., & Misra, A. (2024). Microstructural and Hall–Petch Analysis of Additively Manufactured Ferritic Alloy Using 2507 Duplex Stainless Steel Powder. Crystals, 14(1), 81. https://doi.org/10.3390/cryst14010081