Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Conventional Preparation Processes
2.2.1. Cotton Scouring
2.2.2. Cotton Bleaching
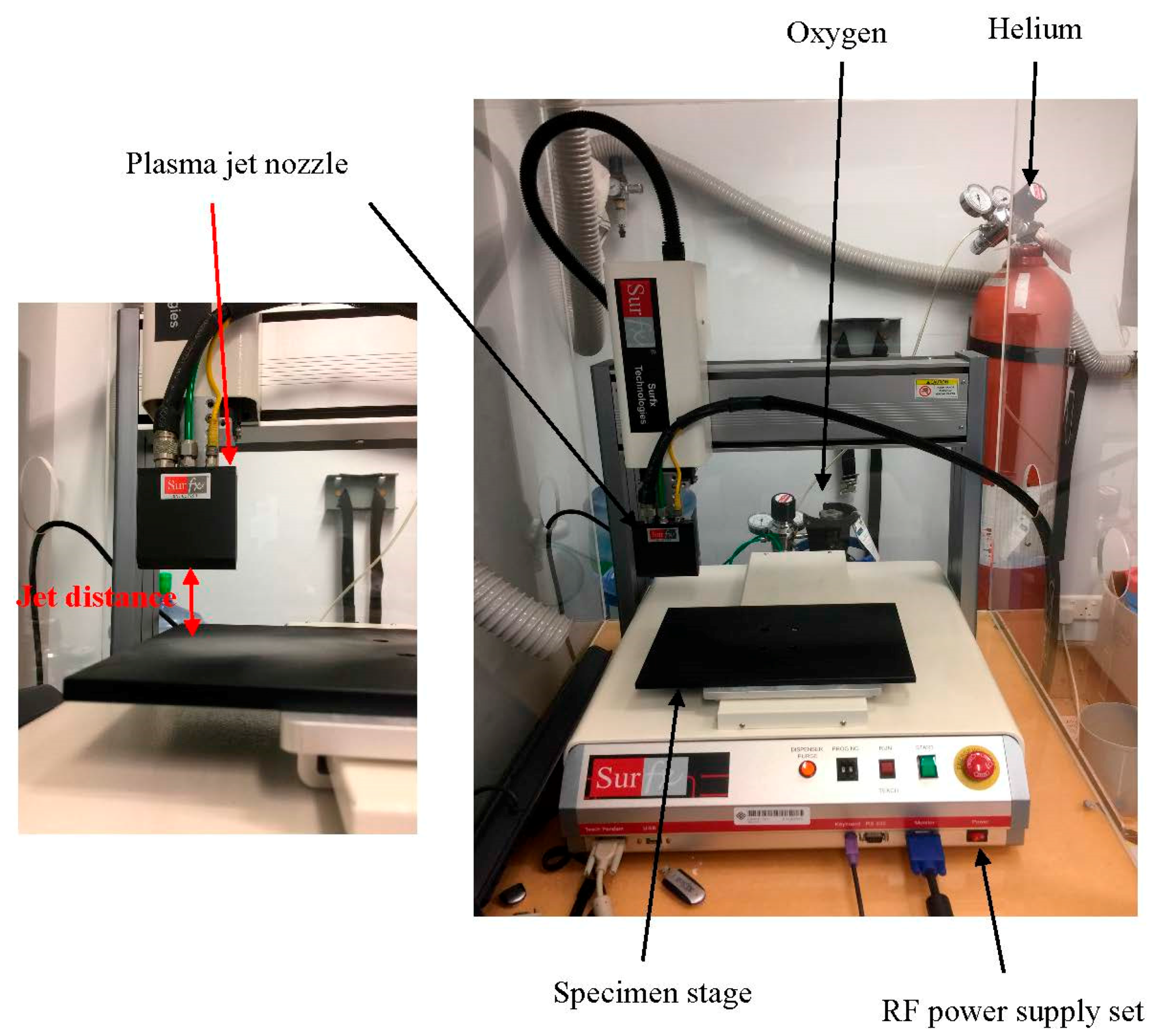
2.3. Atmospheric Pressure Plasma Treatment
2.4. Weight-Loss Measurement
2.5. Washing after Plasma Treatment
2.6. Scouring after Plasma Treatment
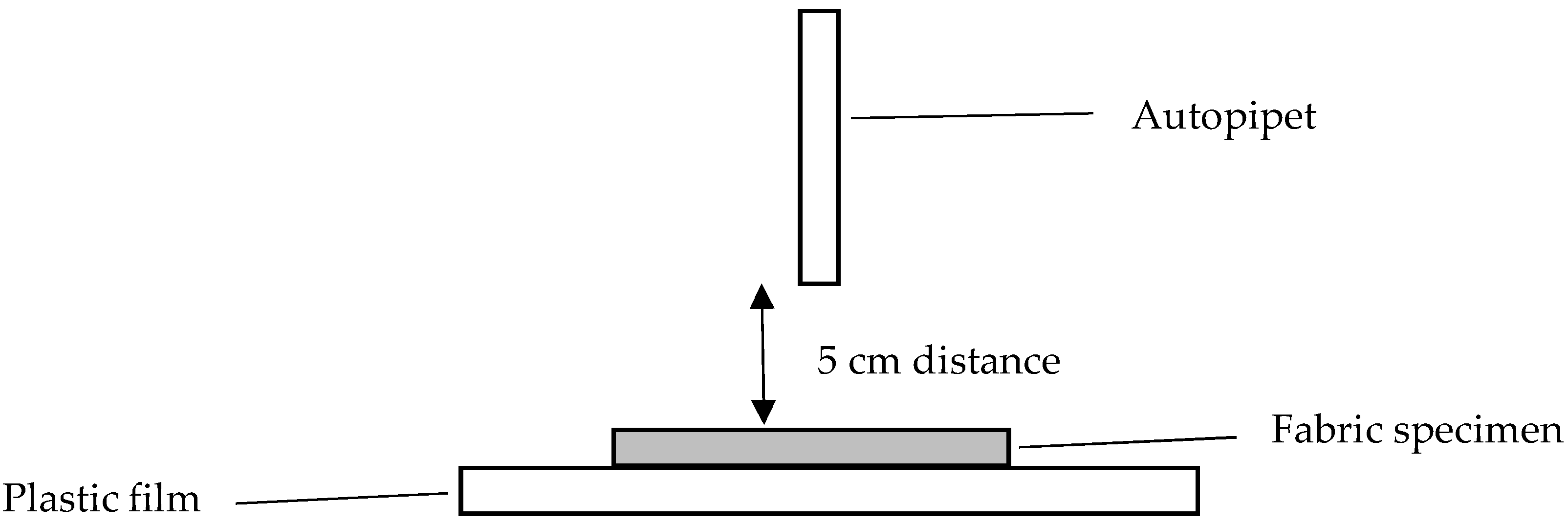
2.7. Wettability of Fabric (Drop Test (Modified AATCC 79-2014))
2.8. Yellowness
2.9. Scanning Electron Microscopy (SEM)
2.10. Fourier-Transform Infrared Spectroscopy-Attenuated Total Reflection (FTIR-ATR)
2.11. X-ray Photoelectron Spectrometer (XPS)
2.12. Data Treatment and Analysis
3. Results and Discussion
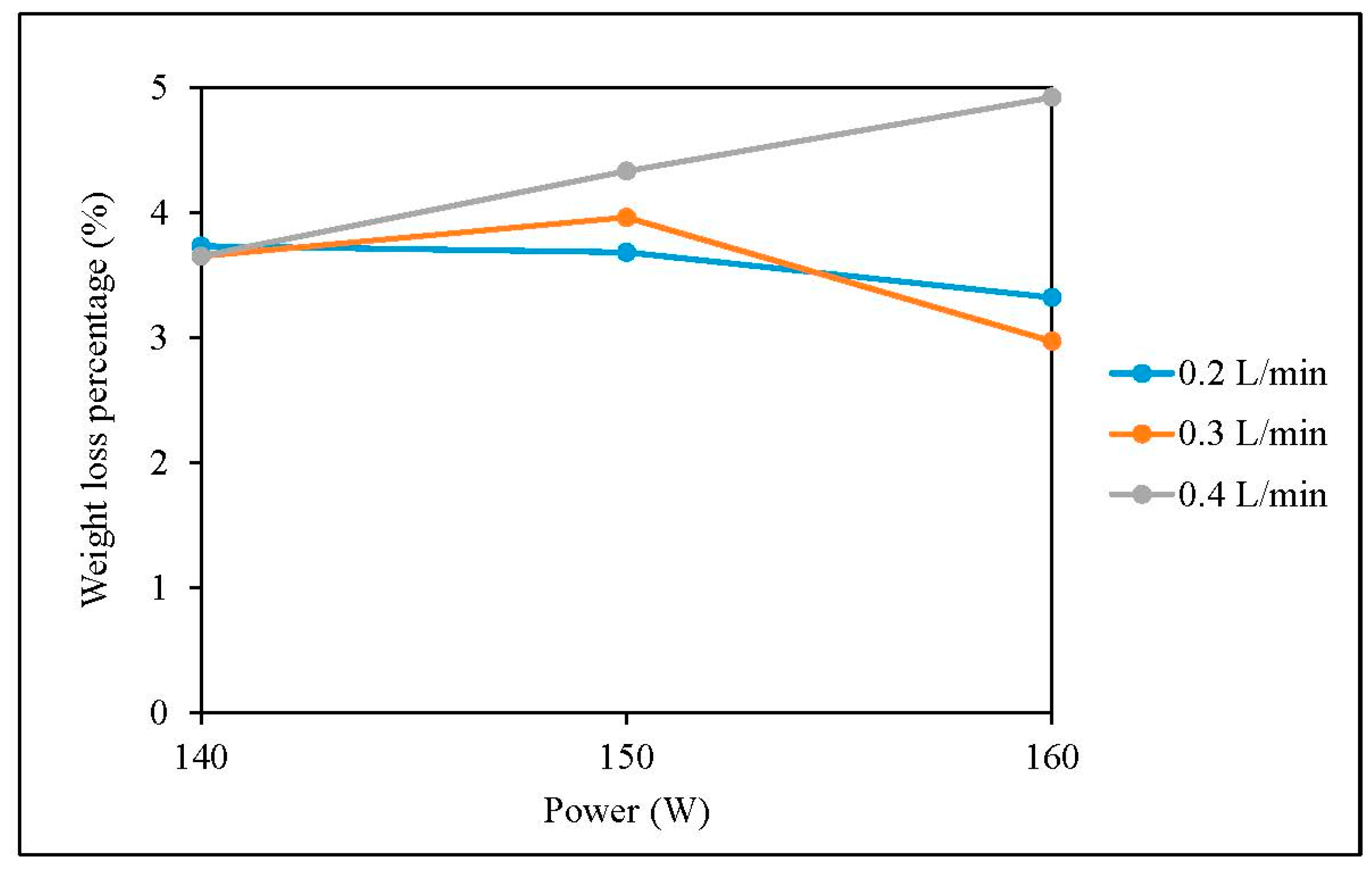
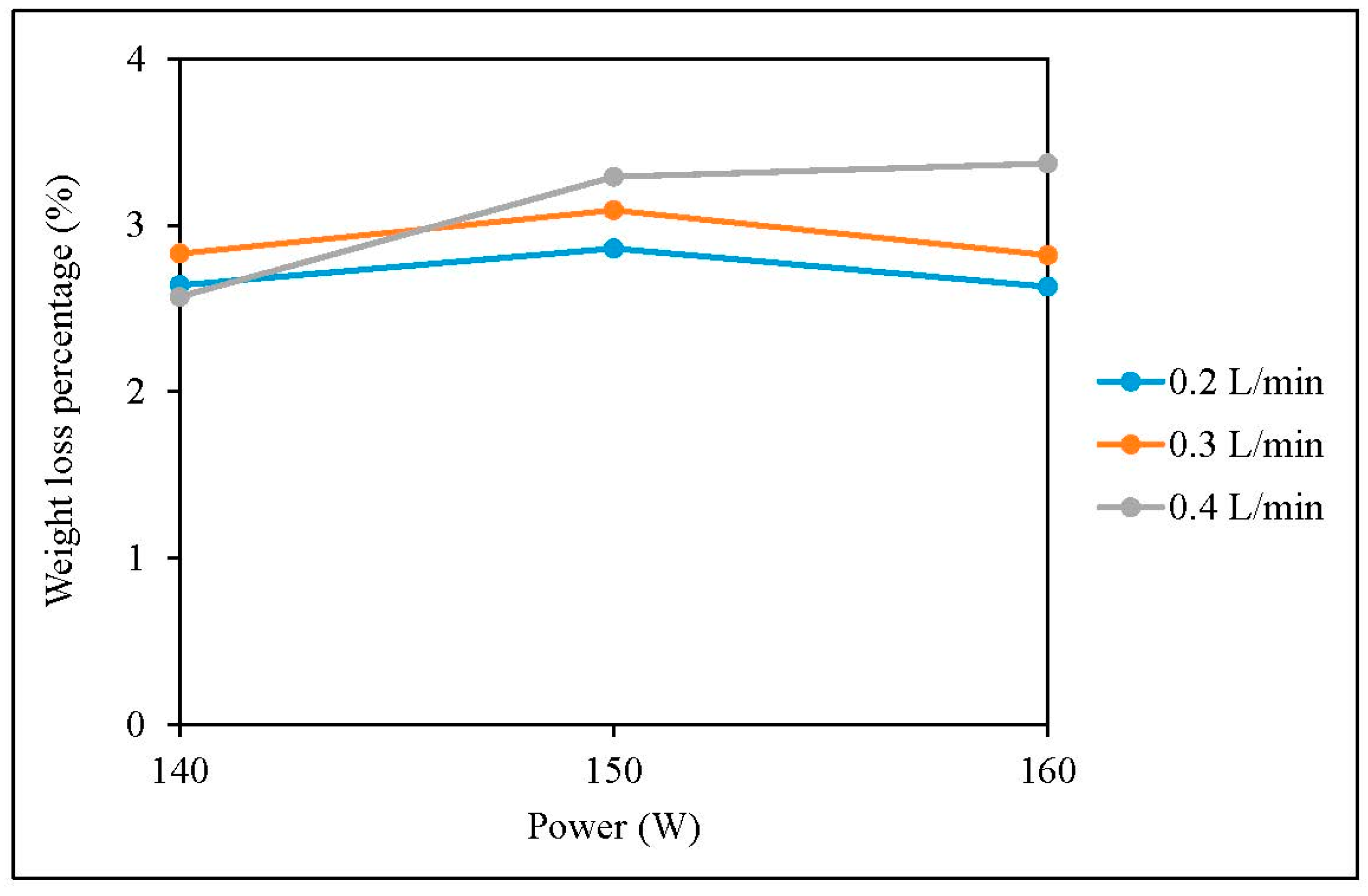
3.1. Weight-Loss Measurement
3.2. Washing after Plasma Treatment
3.3. Scouring after Plasma Treatment
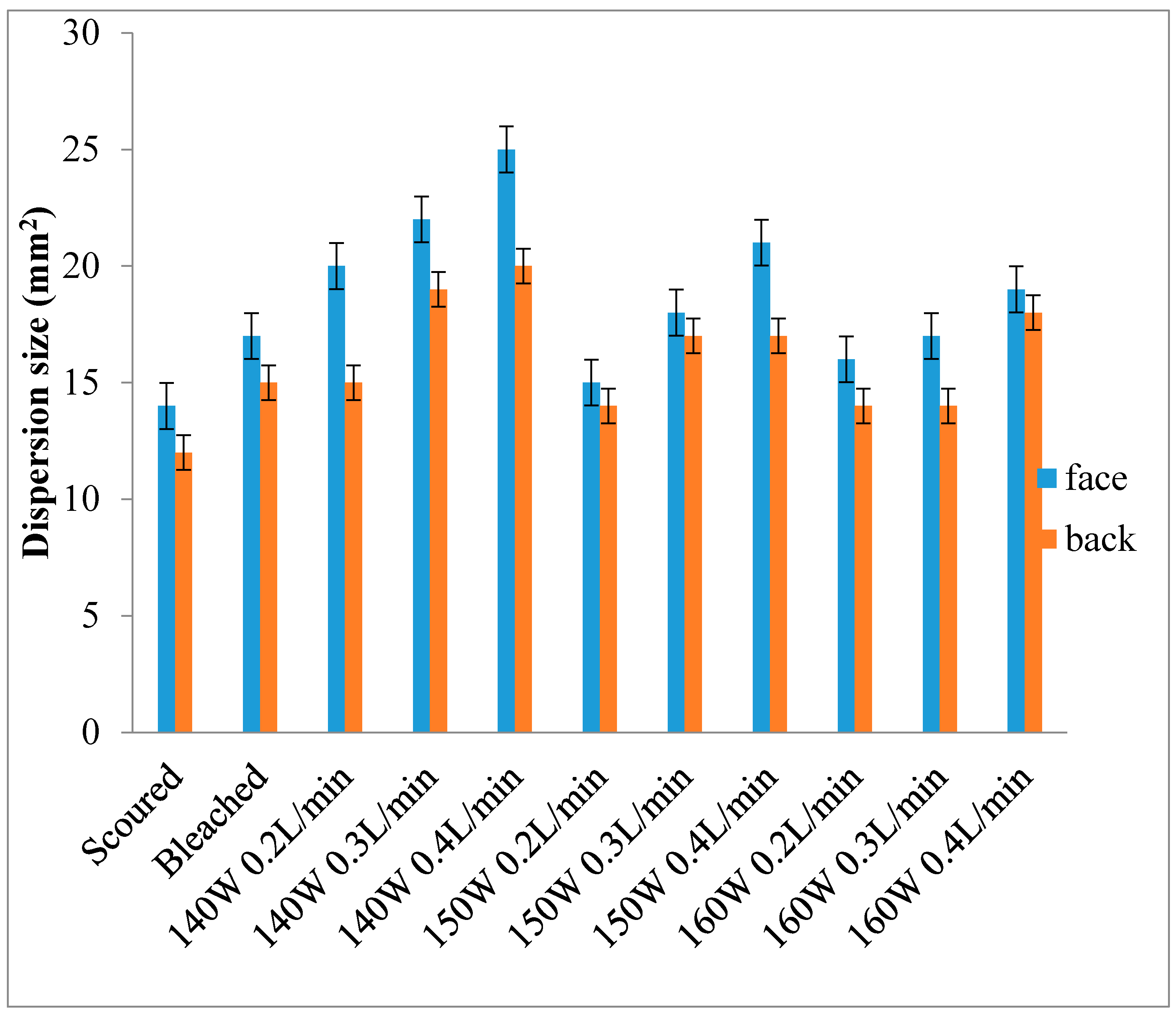
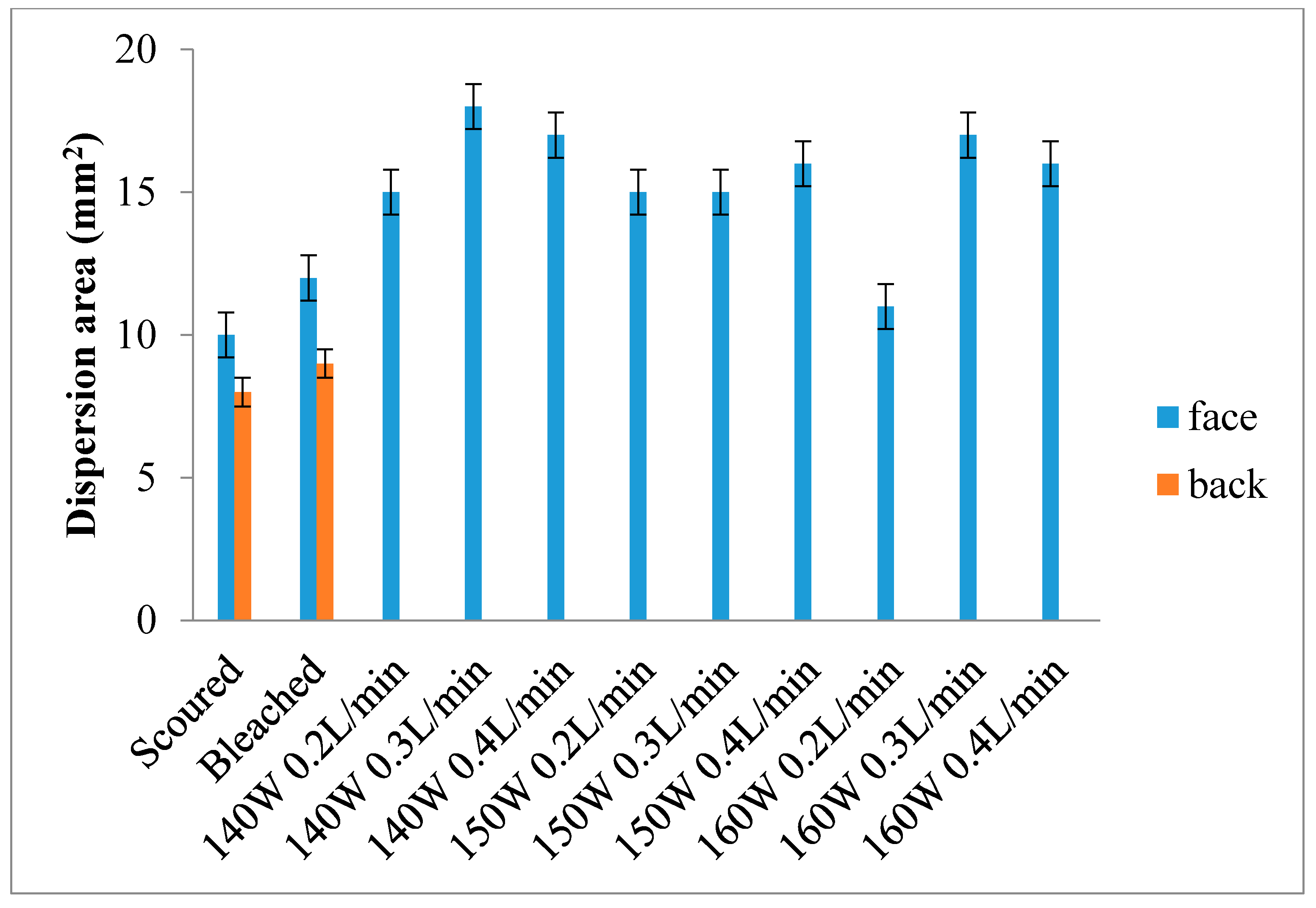
3.4. Wettability—Dispersion Size
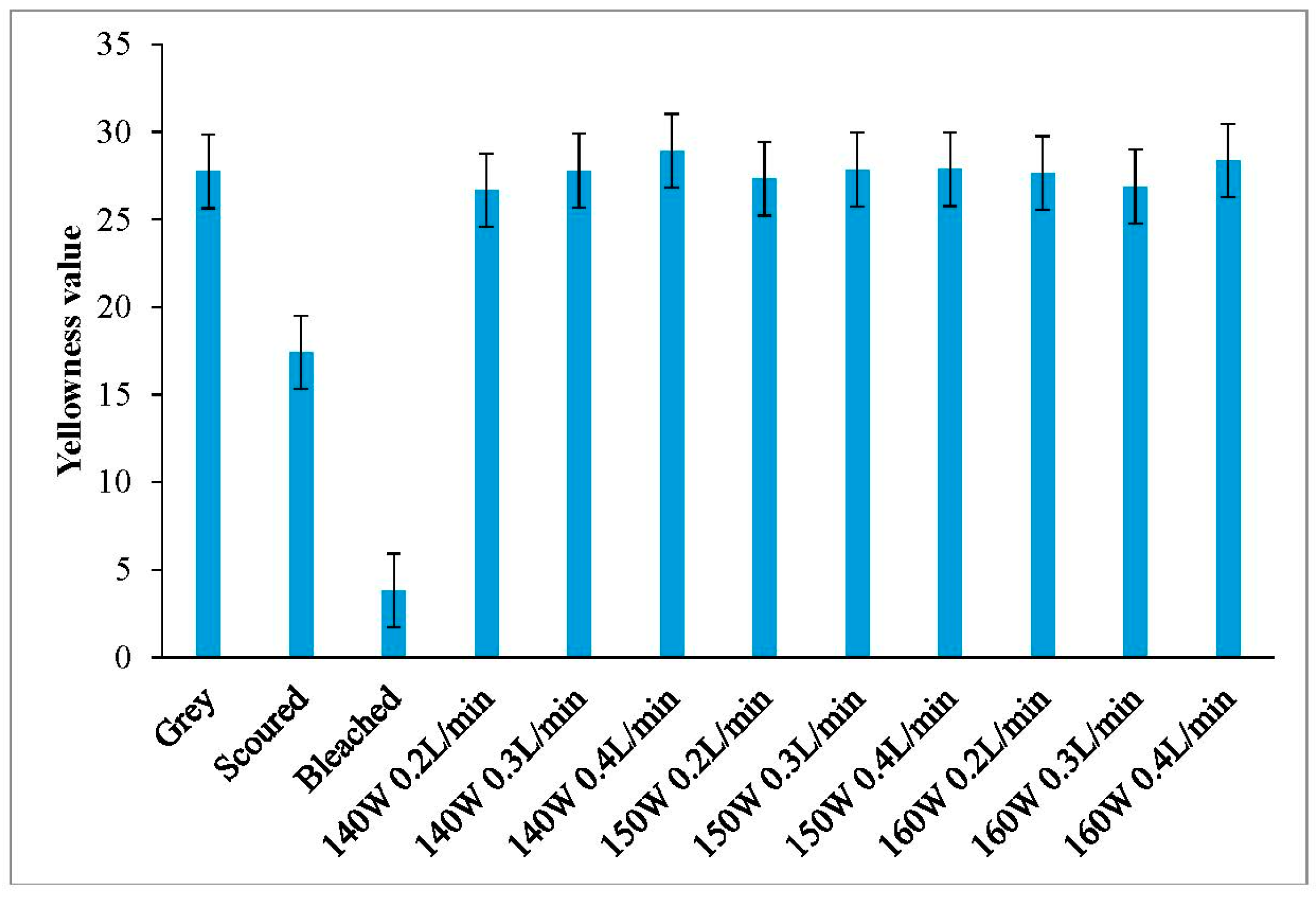
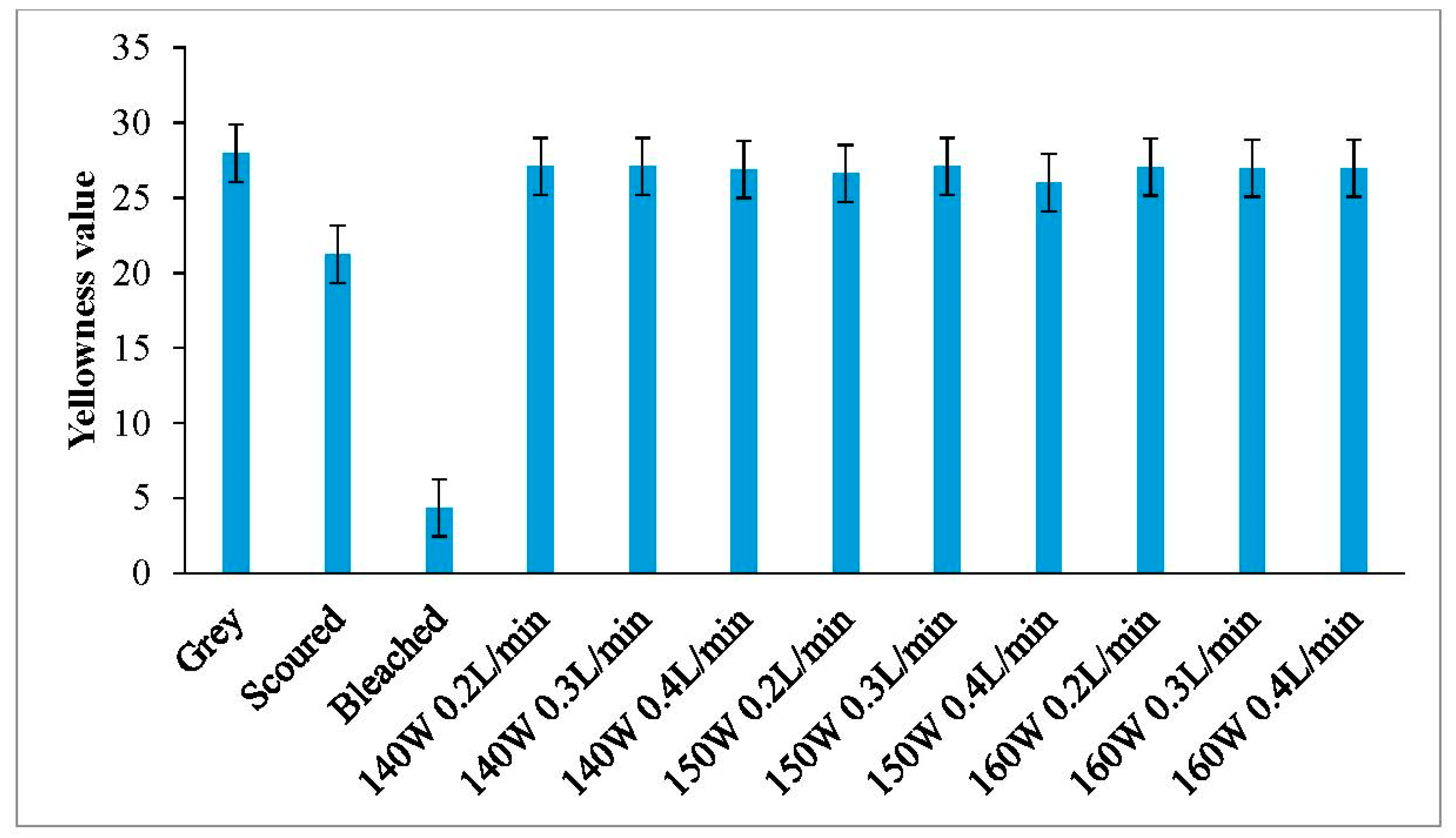
3.5. Yellowness
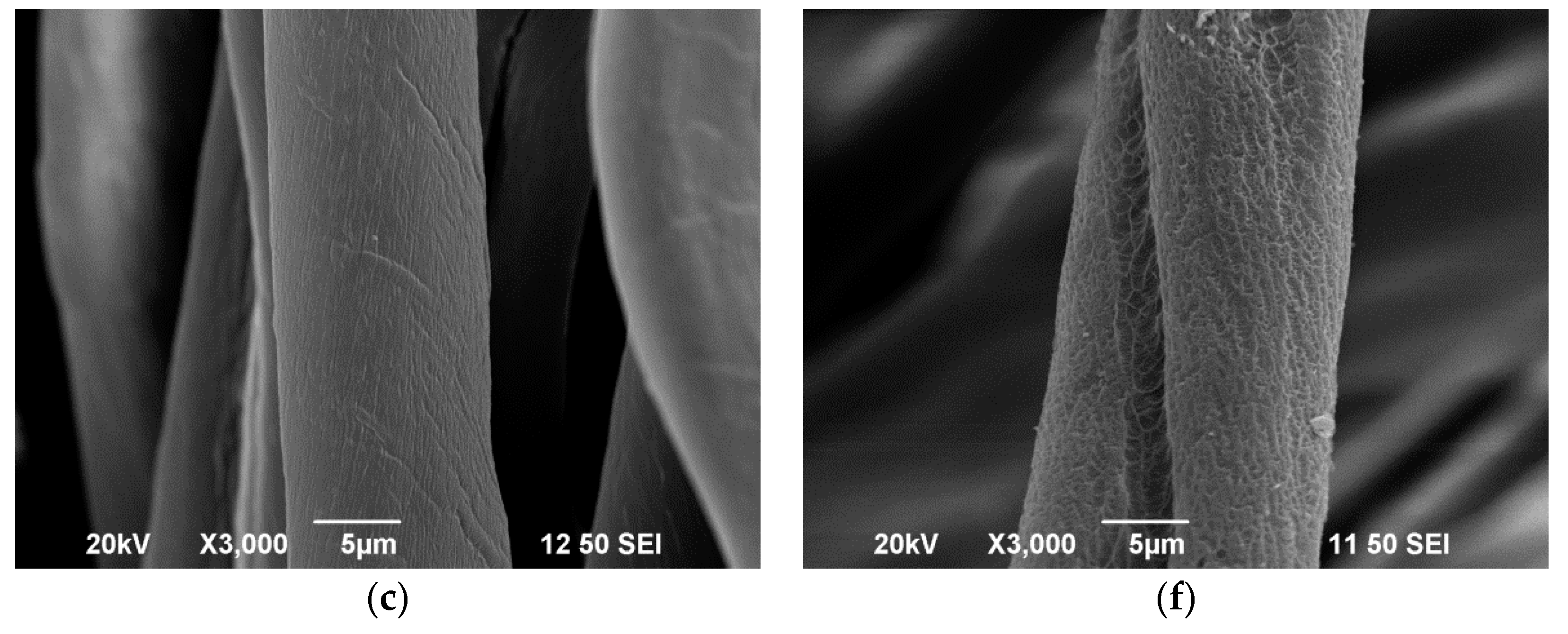
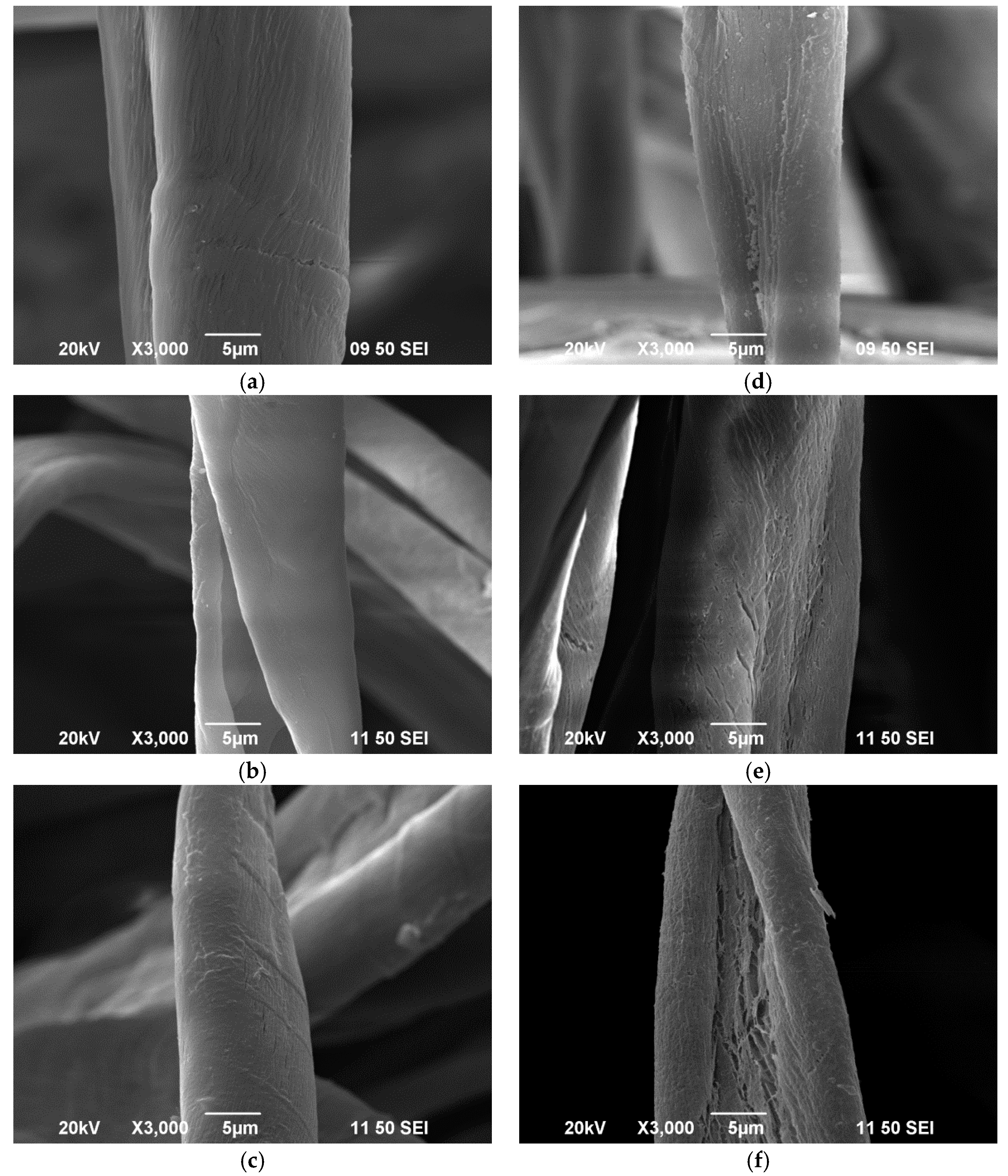
3.6. Surface Morphology
3.6.1. Effect of Conventional Treatment
3.6.2. Effect of Plasma Treatment
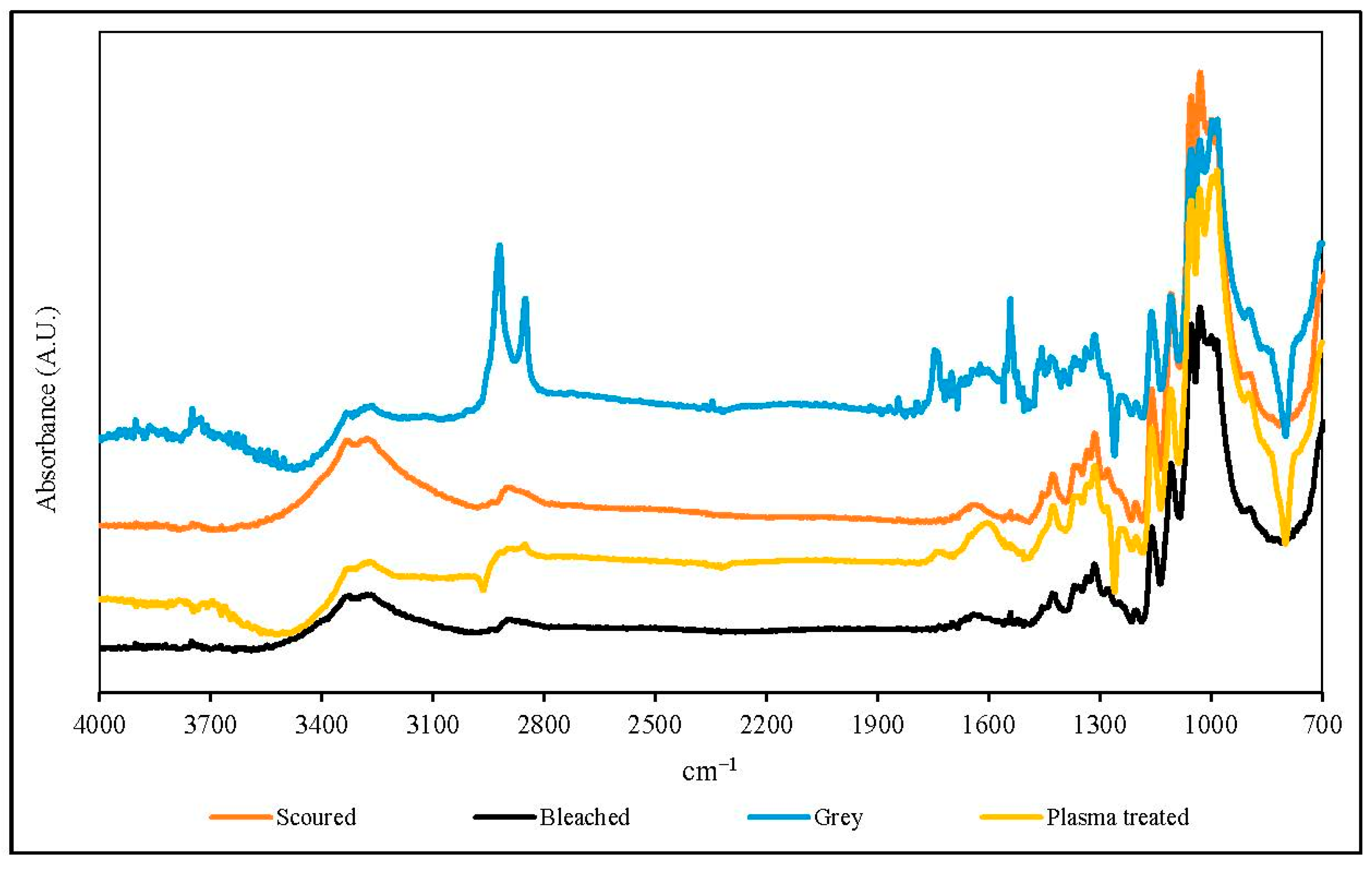
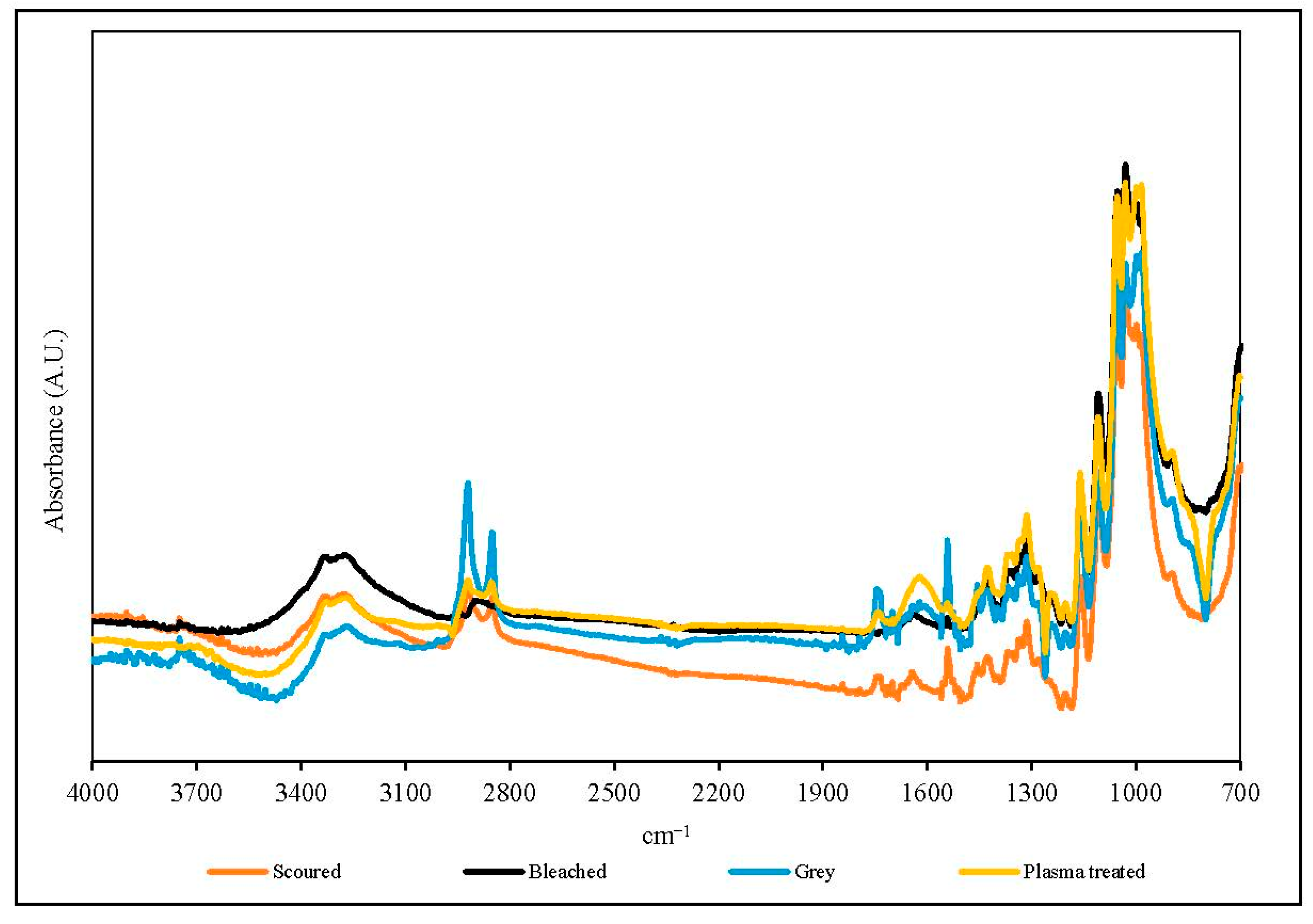
3.7. FTIR-ATR
3.8. XPS
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kalantzi, S.; Mamma, D.; Christakopoulos, P.; Kekos, D. Effect of pectate lyase bioscouring on physical, chemical and low-stress mechanical properties of cotton fabrics. Bioresour. Technol. 2008, 99, 8185–8192. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Xiang, Z.Q.; Bai, Y.L.; Long, J.J. A plasma aided process for grey cotton fabric pretreatment. J. Clean. Prod. 2013, 54, 323–331. [Google Scholar] [CrossRef]
- Traore, M.K.; Buschle-Diller, G. Environmentally friendly scouring processes. Text. Chem. Color. Am. Dyest. Report. 2000, 32, 40–43. [Google Scholar]
- Wang, C.; Qiu, Y. Two sided modification of wool fabrics by atmospheric pressure plasma jet: Influence of processing parameters on plasma penetration. Surf. Coat. Technol. 2007, 201, 6273–6277. [Google Scholar] [CrossRef]
- Tian, L.; Nie, H.; Chatterton, N.P.; Branford-White, C.J.; Qiu, Y.; Zhu, L. Helium/oxygen atmospheric pressure plasma jet treatment for hydrophilicity improvement of grey cotton knitted fabric. Appl. Surf. Sci. 2011, 257, 7113–7118. [Google Scholar] [CrossRef]
- Yuan, L.; Chen, C.; Shyu, S.; Lai, J. Plasma surface treatment on carbon fibers. Part 1: Morphology and surface analysis of plasma etched fibers. Compos. Sci. Technol. 1992, 45, 1–7. [Google Scholar] [CrossRef]
- Wakida, T.; Tokino, S.; Niu, S.; Kawamura, H.; Sato, Y.; Lee, M.; Uchiyama, H.; Inagaki, H. Surface characteristics of wool and poly (ethylene terephthalate) fabrics and film treated with low-temperature plasma under atmospheric pressure. Text. Res. J. 1993, 63, 433–438. [Google Scholar] [CrossRef]
- Malek, R.M.; Holme, I. The effect of plasma treatment on some properties of cotton. Iran. Polym. J. 2003, 12, 271–280. [Google Scholar]
- Rashidi, A.; Moussavipourgharbi, H.; Mirjalili, M.; Ghoranneviss, M. Effect of low-temperature plasma treatment on surface modification of cotton and polyester fabrics. Indian J. Fibre Text. Res. 2004, 29, 74–78. [Google Scholar]
- Tendero, C.; Tixier, C.; Tristant, P.; Desmaison, J.; Leprince, P. Atmospheric pressure plasmas: A review. Spectrochim. Acta B At. Spectrosc. 2006, 61, 2–30. [Google Scholar] [CrossRef]
- Karahan, H.; Özdoğan, E.; Demir, A.; Aydin, H.; Seventekin, N. Effects of atmospheric pressure plasma treatments on certain properties of cotton fabrics. Fibres Text. East. Eur. 2009, 17, 19–22. [Google Scholar]
- Inbakumar, S.; Morent, R.; de Geyter, N.; Desmet, T.; Anukaliani, A.; Dubruel, P.; Leys, C. Chemical and physical analysis of cotton fabrics plasma-treated with a low pressure DC glow discharge. Cellulose 2010, 17, 417–426. [Google Scholar] [CrossRef]
- Bhat, N.; Netravali, A.; Gore, A.; Sathianarayanan, M.; Arolkar, G.; Deshmukh, R. Surface modification of cotton fabrics using plasma technology. Text. Res. J. 2011, 81, 1014–1026. [Google Scholar] [CrossRef]
- Goto, T.; Wakita, T.; Nakanishi, T.; Ohta, Y. Application of low temperature plasma treatment to the scouring of gray cotton fabric. Sen I Gakkaishi 1992, 48, 133–137. (In Japanese) [Google Scholar] [CrossRef]
- Kan, C.W.; Kwong, C.H.; Ng, S.P. Atmospheric pressure plasma surface treatment of rayon flock synthetic leather with tetramethylsilane. Appl. Sci. 2016, 6, 59. [Google Scholar] [CrossRef]
- Cai, Z.; Qiu, Y. The mechanism of air/oxygen/helium atmospheric plasma action on PVA. J. Appl. Polym. Sci. 2006, 99, 2233–2237. [Google Scholar] [CrossRef]
- Peng, S.; Gao, Z.; Sun, J.; Yao, L.; Qiu, Y. Influence of argon/oxygen atmospheric dielectric barrier discharge treatment on desizing and scouring of poly (vinyl alcohol) on cotton fabrics. Appl. Surf. Sci. 2009, 255, 9458–9462. [Google Scholar] [CrossRef]
- Matthews, S.R.; McCord, M.G.; Bourham, M.A. Poly (vinyl alcohol) desizing mechanism via atmospheric pressure plasma exposure. Plasma Process. Polym. 2005, 2, 702–708. [Google Scholar] [CrossRef]
- Gao, Z.; Sun, J.; Peng, S.; Yao, L.; Qiu, Y. Surface modification of a polyamide 6 film by He/CF4 plasma using atmospheric pressure plasma jet. Appl. Surf. Sci. 2009, 256, 1496–1501. [Google Scholar] [CrossRef]
- Kan, C.W.; Lam, C.F.; Chan, C.K.; Ng, S.P. Using atmospheric pressure plasma treatment for treating grey cotton fabric. Carbohydr. Polym. 2014, 102, 167–173. [Google Scholar] [CrossRef] [PubMed]
- Kissa, E. Wetting and wicking. Text. Res. J. 1996, 66, 660–668. [Google Scholar] [CrossRef]
- American Association of Textile Chemists and Colorists. AATCC Test Method 79-2014: Absorbency of Textiles. In Technical Manual of the American Association of Textile Chemists and Colorists; AATCC: Research Triangle Park, NC, USA, 2017. [Google Scholar]
- Kan, C.W.; Lam, C.F. Using Atmospheric Pressure Plasma in the Preparation of 100% Grey Cotton Knitted Fabric. In Proceedings of the Fourteenth International Symposium on Sputtering and Plasma Processes (ISSP 2017), Kanazawa Institute of Technology, Kanazawa, Japan, 5–7 July 2017; pp. 347–350. [Google Scholar]
- Wardman, R.H.; Abdrabbo, A. Effect of plasma treatment on the spreading of micro drops through polylactic acid (PLA) and polyester (PET) fabrics. AUTEX Res. J. 2010, 10, 1–7. [Google Scholar]
- American Society for Testing and Materials. ASTM E313-15: Standard Practice for Calculating Yellowness and Whiteness Indices from Instrumentally Measured Color Coordinates. In ASTM Volume 06.01 Paint—Tests for Chemical, Physical, and Optical Properties; Appearance; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Kan, C.W.; Yuen, C.W.M.; Tsoi, W.Y. Using atmospheric pressure plasma for enhancing the deposition of printing paste on cotton fabric for digital ink-jet printing. Cellulose 2011, 18, 827–839. [Google Scholar] [CrossRef]
- Kan, C.W.; Yuen, C.W. Effect of atmospheric pressure plasma treatment on the desizing and subsequent colour fading process of cotton denim fabric. Color. Technol. 2012, 128, 356–363. [Google Scholar] [CrossRef]
- Samanta, K.K.; Jassal, M.; Agrawal, A.K. Improvement in water and oil absorbency of textile substrate by atmospheric pressure cold plasma treatment. Surf. Coat. Technol. 2009, 203, 1336–1342. [Google Scholar] [CrossRef]
- Chung, C.; Lee, M.; Choe, E.K. Characterization of cotton fabric scouring by FT-IR ATR spectroscopy. Carbohydr. Polym. 2004, 58, 417–420. [Google Scholar] [CrossRef]
- Morent, R.; de Geyter, N.; Verschuren, J.; de Clerck, K.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coat. Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric specification | Single jersey | Interlock |
|---|---|---|
| Weight (g/m2) | 255 | 385 |
| Yarn count (s) | 30 | 32 |
| Fabric thickness (mm) | 0.46 | 0.72 |
| Fabric density (wales per inch × courses per inch) | 48 × 31 | 42 × 35 |
| Plasma process parameters | Values | ||
|---|---|---|---|
| Flow rate of helium (liter per minute, L/min) | 30 | ||
| Flow rate of oxygen (liter per minute, L/min) | 0.2 | 0.3 | 0.4 |
| Treatment time (mm/s) | 1 | ||
| Output power (W) | 140 | 150 | 160 |
| Nozzle-to-substrate distance (mm) | 3 | ||
| Fabric type | Weight after plasma treatment (g) | Weight after cold washing (g) | Weight difference (g) | Weight loss percentage (%) |
|---|---|---|---|---|
| Single jersey | 5.72 | 5.58 | 0.14 | 2.45 |
| Interlock | 8.06 | 7.78 | 0.28 | 3.47 |
| Fabric type | Weight after plasma treatment (g) | Weight after hot washing (g) | Weight difference (g) | Weight loss percentage (%) |
|---|---|---|---|---|
| Single jersey | 5.78 | 5.60 | 0.18 | 3.11 |
| Interlock | 8.12 | 7.82 | 0.30 | 3.69 |
| Grey (g) | After plasma treatment (g) | Scouring duration (min) | Scouring temperature (°C) | Scoured (g) | Weight loss percentage (%) | WLC when compared with normal scouring (%) * |
|---|---|---|---|---|---|---|
| 6.06 | – | 60 | 100 | 5.56 | 8.25 | 0 |
| 5.92 | 5.66 | 60 | 100 | 5.44 | 8.11 | −0.14 |
| 5.84 | 5.60 | 45 | 100 | 5.40 | 7.53 | −0.72 |
| 5.96 | 5.70 | 45 | 80 | 5.54 | 7.05 | −1.20 |
| 5.96 | 5.72 | 45 | 65 | 5.58 | 6.38 | −1.87 |
| Grey (g) | After plasma treatment (g) | Scouring duration (min) | Scouring temperature (°C) | Scoured (g) | Weight loss percentage (%) | WLC when compared with normal scouring (%) * |
|---|---|---|---|---|---|---|
| 8.54 | – | 60 | 100 | 7.92 | 7.26 | 0 |
| 8.70 | 8.38 | 60 | 100 | 8.10 | 6.90 | −0.36 |
| 8.70 | 8.34 | 45 | 100 | 8.10 | 6.90 | −0.36 |
| 8.74 | 8.38 | 45 | 80 | 8.16 | 6.64 | −0.62 |
| 8.82 | 8.44 | 45 | 65 | 8.24 | 6.58 | −0.68 |
| Element concentration (%) | ||||
| Fabric sample | C1s | O1s | ||
| Single jersey | Interlock | Single jersey | Interlock | |
| Grey | 0.75 | 0.75 | 0.25 | 0.25 |
| Scoured | 0.47 | 0.49 | 0.53 | 0.51 |
| Bleached | 0.37 | 0.42 | 0.63 | 0.58 |
| Plasma | 0.71 | 0.59 | 0.29 | 0.41 |
| Atomic Ratio (O/C) | ||||
| Fabric sample | Single jersey | Interlock | ||
| Grey | 0.33 | 0.33 | ||
| Scoured | 1.13 | 1.04 | ||
| Bleached | 1.70 | 1.38 | ||
| Plasma | 0.41 | 0.69 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kan, C.-w.; Lam, C.-f. Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric. Polymers 2018, 10, 53. https://doi.org/10.3390/polym10010053
Kan C-w, Lam C-f. Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric. Polymers. 2018; 10(1):53. https://doi.org/10.3390/polym10010053
Chicago/Turabian StyleKan, Chi-wai, and Chui-fung Lam. 2018. "Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric" Polymers 10, no. 1: 53. https://doi.org/10.3390/polym10010053
APA StyleKan, C. -w., & Lam, C. -f. (2018). Atmospheric Pressure Plasma Treatment for Grey Cotton Knitted Fabric. Polymers, 10(1), 53. https://doi.org/10.3390/polym10010053