1. Introduction
Material modification is needed in order to obtain better material properties as required in the plastics industry. One of many ways of how to modify polymers is beta radiation crosslinking. In most cases, crosslinked polymers offer better mechanical and thermal properties. The beta radiation sources for the industrial crosslinking of polymers are electron beam accelerators, which allow one to obtain high-radiation doses in a short time [
1]. Ionizing radiation (electron beam radiation) can change the macroscopic properties and the molecular structure of polymeric materials. Thermoplastic materials demonstrate better resistance to temperature-induced deformation or flow, and do not melt after the creation of crosslinking bonds. After crosslinking, the impact resistance, chemical resistance, toughness, and thermal stability are all improved [
2]. This study focuses on the electron beam crosslinking of various types of polymers. Herein, the individual polymers are described, as are the studies already carried out on their crosslinking by electron beam radiation.
The first polymer used in our study is polyethylene. Polyethylenes are commodity polymers, which account for more than 70% of total plastics consumption, and are low-cost, easily processable, and available. Typical applications of these polymers include packaging, household items, net ropes, medical applications, fishing rods, water pipes, etc. There are many types of polyethylenes, including linear low-density polyethylene, low-density polyethylene, ethyl vinyl acetate copolymer, polyolefin elastomer, high-density polyethylene, and many others [
3]. After the addition of crosslinks in low-density polyethylene (LDPE), the material displays ductile plastic behavior below its melting range. After the melting of all crystallites, the behavior of LDPE becomes elastomeric. Crosslinked LDPEs (XLDPEs) have found to have a wide range of applications in the production field—Films, sheets, and foams [
4]. Nowadays, LDPE has, in most cases, been replaced by XLDPE. The heat deformation behavior of XLDPE is superior in comparison to LDPE. The crosslinking of LDPE can be initiated by using peroxide, introducing silane groups into polyethylene, or by radiation; e.g., electron beam or gamma ray radiation [
5].
High-density polyethylene (HDPE), was used as a second commodity polymer, it is a semi-crystalline thermoplastic material belonging to the polyolefin family. Mehrjerdi et al. [
6] studied HDPE, containing 2.5 wt % of carbon black (CB), and talc—Fully blended by the supplier. They realized that CB proved to be an effective additive for the improvement of thermal stability, while it had a poor influence on mechanical properties, especially on impact resistance. In the case of the influence of talc on material properties, the thermal diffusivity and conductivity, and the specific density and the toughness perpendicular to the direction of flow, were improved, while the specific heat capacity of the composites decreased [
6]. Another investigation concentrated on HDPE, which focused on critical considerations for the accelerated ageing of high-density polyethylene potable water materials; this was the first investigation to demonstrate water sorption and desorption by HDPE resin and HDPE potable water pipes. The scientists they determined the recommended water quality conditions for the accelerated ageing of polyethylene materials, which they then inserted into tables [
7].
The last polyolefinic polymer used in our investigation is polypropylene (PP), which ranks among the most consumed polymers globally, is a non-polar thermoplastic semi-crystalline polymer. It is a material that is non-hazardous and non-toxic, which is why it is widely used in the plastics industry. PP demonstrates good resistance to alkalis and acids, electrical insulation and processing, bending fatigue resistance, and its chemical stability is also great; unlike PPs, its mechanical properties are low; however, its mechanical properties can be improved by reinforcing with fillers [
8,
9]. Sombatsompop and Chaiwattanpipat [
10] investigated the difference between the injection molding of pure polypropylene and polypropylene with different contents of glass fibers. They found that the melt temperature is influenced by the presence of glass fibers due to shear heating between polymer-polymer and polymer-glass fibers during the melt flow. The increase in the melt temperature during the flow appears to be more significant with the reinforcement of glass fibers due to the shear heating in comparison with pure PP [
10]. Köpplmayr et al. [
11] dealt with the fiber orientation and length distribution and the rheological characterization of glass fiber-reinforced PP. They prepared three types of blends: compounds with 100% short fibers, 20% long, and 80% short fibers, and 70% long, and 30% short fibers, the wt % of glass fibers in all three compounds was 24 wt %. Their study´s results showed the different rheological behavior depended on fiber content and orientation as well as elongation and shear viscosities, etc. [
11].
As the fourth polymer for our study, we selected polybuthylene terephthalate (PBT), a semi-crystalline thermoplastic polymer that belongs to the polyester family, is characterized by its high rigidity, low tendency to creep, high strength, dimensional stability, good impact strength, very low thermal expansion coefficient, good wear and frictional resistance, good chemical resistance to acids, and very low moisture absorption, etc. PBT is mainly used in the automotive, consumer applications, electric, and textile industries and is very often modified with particulate fillers, like other polymers [
12,
13]. It was found that beta radiation crosslinking can significantly improve the mechanical properties, such as micro-hardness, indentation modulus, and indentation creep. The most important aspect is to choose the appropriate dose of beta radiation which, in the case of indentation modulus improvement, is 132 and 66 kGy in the case of micro-hardness improvement. This depends on which property is required, how to improve it, and for which applications [
13,
14].
Polyamides (PA) very often find their use in industrial practice. Two types of polyamides were used, namely, Nylon 6 (PA6) and polyamide 9T (PA9T). Nylon 6 is a semi-crystalline aliphatic polyamide, whose advantages are low friction coefficient, high fatigue strength, and high resistance to a wide range of chemicals, oils, and fuels. It is an important engineering polymer—Used in a widespread spectrum of applications—For example, the automotive, construction, transportation, and other industries, [
15]. The scientists Dadbin, Frounchi, and Goudarzi [
16] dealt with electron beam-crosslinked nylon 6, and changes in the absorbed dosage dependency on its properties. As a crosslinking agent, researchers used TAC (triallyl cyanurate) and, for crosslinking purposes, they used an electron accelerator with an energy level of 5 MeV, under irradiation doses from 40 to 150 kGy. These confirmed that various amounts of crosslinking agent had various influences on polymer properties. The higher the absorbed dose of beta radiation and the amount of TAC, the lower the water absorption of polyamide 6. Crystallinity, in a very similar way, decreased to 1.2% and 3% of TAC, in line with the increasing absorbed dose, in comparison with virgin nylon 6 without TAC. The melting temperature was the lowest at a dose of 80 kGy, amounting to 3% TAC, which can be positively used in working practice to lower cost production [
16]. In order to obtain even better mechanical properties, it is possible to reinforce a polyamide by using glass fiber. Glass fiber-reinforced polymer (GFRP) represents a conformable design solution due to its special production adaptability, structural efficiency, and high durability. Its usage is also advantageous due to increasingly low production and erection costs [
17]. Porubska et al. [
18] examined the effect of electron beam irradiation on the properties of virgin and glass fiber-reinforced polyamide 6. They determined that crosslinking is more beneficial for virgin polyamide because of the increase in tensile strength at break and Young’s modulus. Properties at yield were not influenced by crosslinking, thermal resistance was only marginally influenced by irradiation for both GFRD (a marginal decrease), and for virgin polyamide, a small increase. Their finding is that electron beam irradiation leads to more changes in the properties of virgin polyamide in comparison with GFRD [
18].
Polyamide 9T (PA9T) is a new, semi-aromatic, high-performance, engineering polyamide. This polymer has a long, flexible aliphatic linkage that consists of nine methylene groups in a sequence included in the main aromatic polymer chain. This polymer has a good balance of manufacturing cost and properties, and has good heat stability, low water absorption, considerable resistance to hot water, acid, alkali and organic solvents, and high heat moisture resistance. Due to these properties, PA9T is used in electrical, electronic, and automobile parts. Due to production factors, its fiber is also now used for the production of fishing nets and other industrial and textile materials [
19].
Generally speaking, various crosslinking methods are used—Chemical crosslinking, silane crosslinking, peroxide crosslinking UV crosslinking, and irradiation crosslinking—All of which cover crosslinking via accelerating electron beams or gamma rays. For the production of technical components/parts foils, cable electric insulation, pipes, and houses, etc., electron beam irradiation leading to polymer crosslinking has many advantages in comparison to other methods. First of all, the processing condition in the production of plastic parts (injection molding, extrusion etc.), is not influenced by crosslinking, since crosslinking itself is realized after processing. The crosslinking process is very rapid and can be realized in a simple way. Due to the possibility of changing the degree of crosslinking by means of the irradiation dose, it is also possible to modify/tailor polymers to customers’ needs. Electron beam crosslinking is considered to be the cleanest—And most environmentally-friendly—Crosslinking method since it does not involve other chemicals and uses only high energy electrons to perform. A possible disadvantage of irradiation crosslinking could be seen to lie in the need for significant investment and high requirements of operation safety zones.
Polymer behavior after irradiation depends on the polymer type. The effectiveness of irradiation depends on many factors that affect the structural changes of the irradiated polymers, and the resulting properties, both quantitatively and qualitatively. The main material and process factors—e.g., physical aspect (i.e.,
Tg, crystallinity), chemical structure, molecular weight and molecular weight distribution, polymer configuration, irradiation dose, irradiation source intensity, environmental parameters (e.g., air, nitrogen, vacuum), environmental temperature, as well as parameters, like the geometry of plastic products (thickness)—Can effectively be influenced by the addition of crosslinking agents: for example, TAC (triallyl cyanurate), TAIC (triallyl isocyanurate), and many others [
20].
Two main processes occurred during the polymer irradiation crosslinking and degradation. Mainly, the chemical structure of the polymer effects the proportion of crosslinking and degradation. It is possible to differentiate polymers into two groups. Polymers from the first group (polyethylene, polystyrene, etc.)—Predominantly crosslink, their macromolecular chains, connected in 3D structures with high molecular weight, became lower—And the molecular chains are scissioned by (polypropylene, polymethylmetacrylate etc.), [
21]. These problems were studied by Miller [
22], Maklis [
23], and Drobny [
24].
The thermoplastics that are used for the production of various types of products have very different properties. Standard polymers are easily obtainable with favorable price conditions are ranked among the main class. The use of standard polymers is limited, both by mechanical and thermal properties (
Figure 1). The group of standard polymers is the one worth the most consideration, and its share in the production of all polymers is as high as 90%.
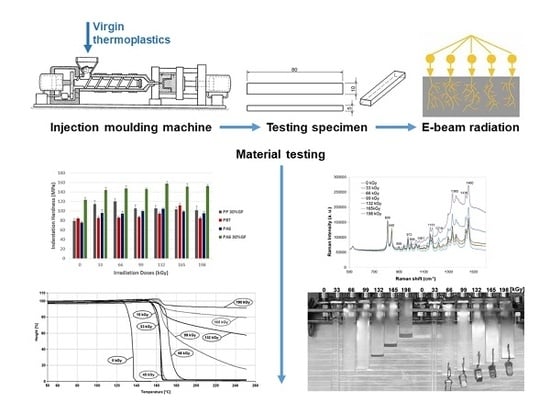
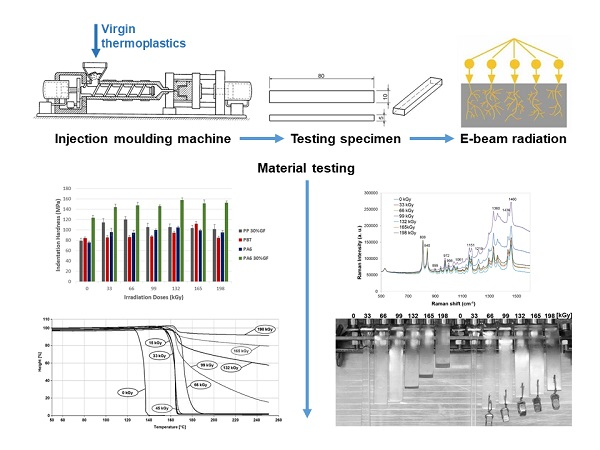
This study deals with the influence of electron beam radiation on selected types of thermoplastics selected across the whole spectra of polymers (i.e., commodity, technical, and high-performance polymers). The micro-mechanical and thermo-mechanical properties of the tested polymers were measured, and these demonstrated an increase in the described properties. These changes were confirmed by structural measurement (Raman, X-ray, gel content).
2. Materials and Methods
Crosslinked materials were chosen for the measurement of their micro-mechanical and thermo-mechanical properties for comparison purposes of various options. The test samples were made from this material, according to the standard ISO 527-2 1BA for the tensile test. The injection molding and radiation crosslinking processes were performed with a minimum time gap to avoid its influence on the measurement surroundings.
2.1. Material
The polymers tested were selected across the whole area of thermoplastics regarding commodity, technical, and high-performance polymers (
Table 1):
Commodity polymers—Low density polyethylene (LDPE), and high density polyethylene (HDPE), without a crosslinking agent.
Technical polymers—Polypropylene, with 30% glass fibers (PP 30% GF); polybuthylene terephthalate (PBT), polyamide 6 (PA6), polyamide 6 with 30% glass fiber content (PA6 30% GF). The material already contained the special crosslinking agent TAIC (triallyl isocyanurate, 6 vol %), which should enable the subsequent crosslinking by means of ionizing β radiation.
High-performance polymers—Polyamide 9T (PA9T). This material already contained the special crosslinking agent TAIC (triallyl isocyanurate, 6 vol %), which should enable subsequent crosslinking by ionizing β radiation.
2.2. Sample Preparation
The samples were made using injection molding technology on an Arburg Allrounder 470H injection molding machine (Loßburg, Germany). The normalized specimens, with dimensions of (80 × 10 × 4) mm, were used. The process parameters were set according to the manufacturer’s recommendations; see
Table 2.
2.3. Irradiation
The irradiation of the tested polymers was performed with the kind assistance of BGS Germany (Wiehl, Germany), in the BGS Wiehl plant, using accelerated electrons. A RHODOTRON E-beam accelerator (Tongeren, Belgium) with 10 MeV. Electron energy was used for this purpose. The irradiation process of the specimens was performed under general conditions (air atmosphere, ambient temperature of 23 °C) just as it is done in engineering practice. The range of the doses was determined on the basis of experience gained from industrial irradiation practice, in the range of 33 to 198 kGy. Each passage under the accelerator scanner is equal to 33 kGy. The required dose was determined according to accelerator parameters and its correctness was measured by a dosimeter. A nylon FWT 60-00 dosimeter (Goleta, CA, USA) was used to check the correct radiation dose, followed by analysis carried out on a Genesis 5, spectrophotometer (Madison, WI, USA), in line with the ASTM 51261 standard.
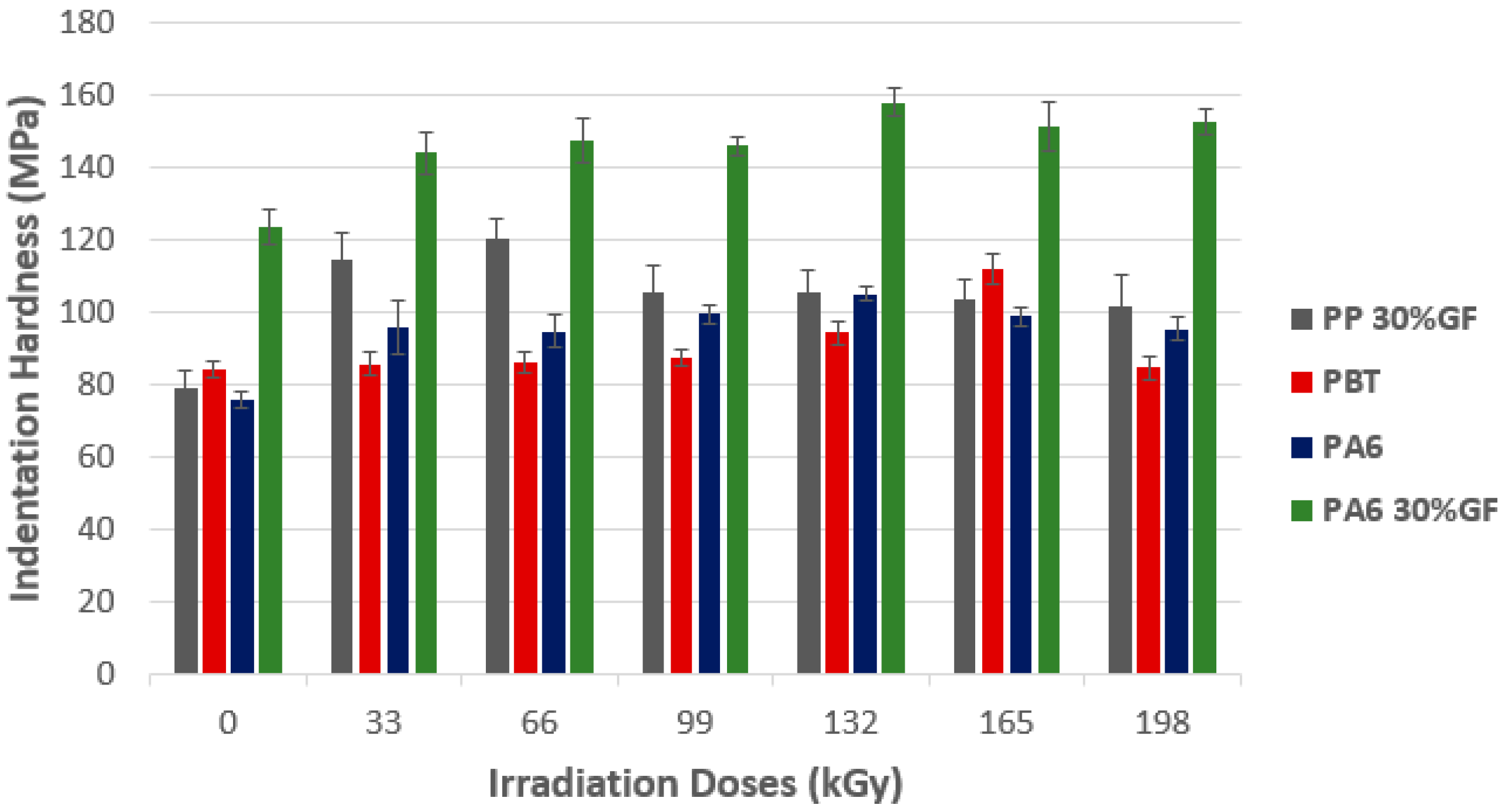
2.4. Micro-Indentation
Micro-indentation tests were performed using a micro-indentation tester (Micro Combi Tester) (
Figure 2), made by Anton Paar (Graz, Austria), according to the CSN EN ISO 14577 standard. The tip is made of diamond and its shape is that of a cube corner (Vickers, Anton Paar, Graz, Austria). In the present study, the maximum load used was 1 N, and the loading rate (and unloading rate) was 2 N/min. The holding time was 90 s. The measurement was carried out using the depth sensing indentation (DSI) method. This method enables one to measure the force acting on the indentor, as well as the displacement of the indentor´s tip.
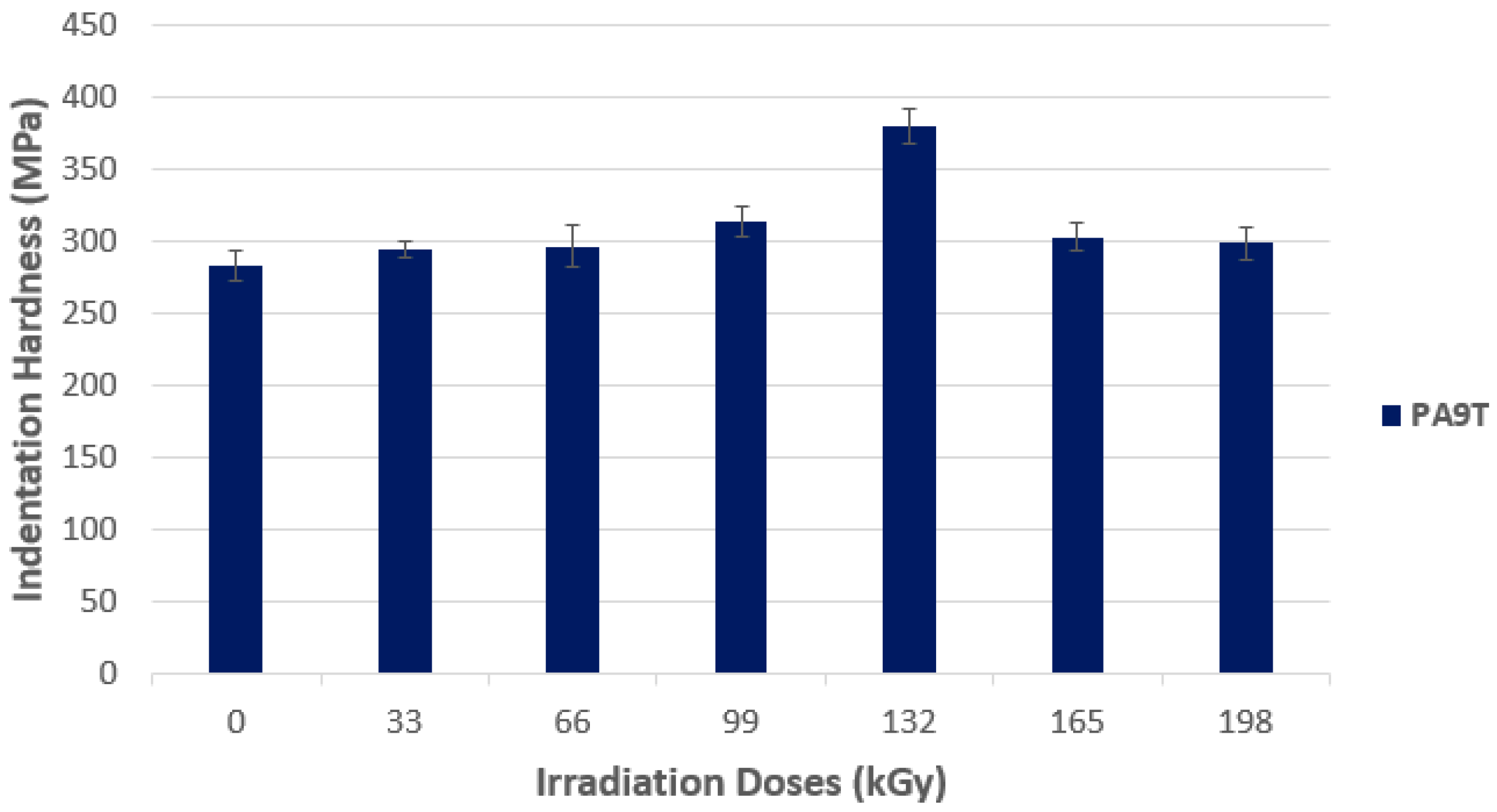
The indentation hardness (
HIT), was calculated as the maximum load (
Fmax), on the projected area of the hardness impression (
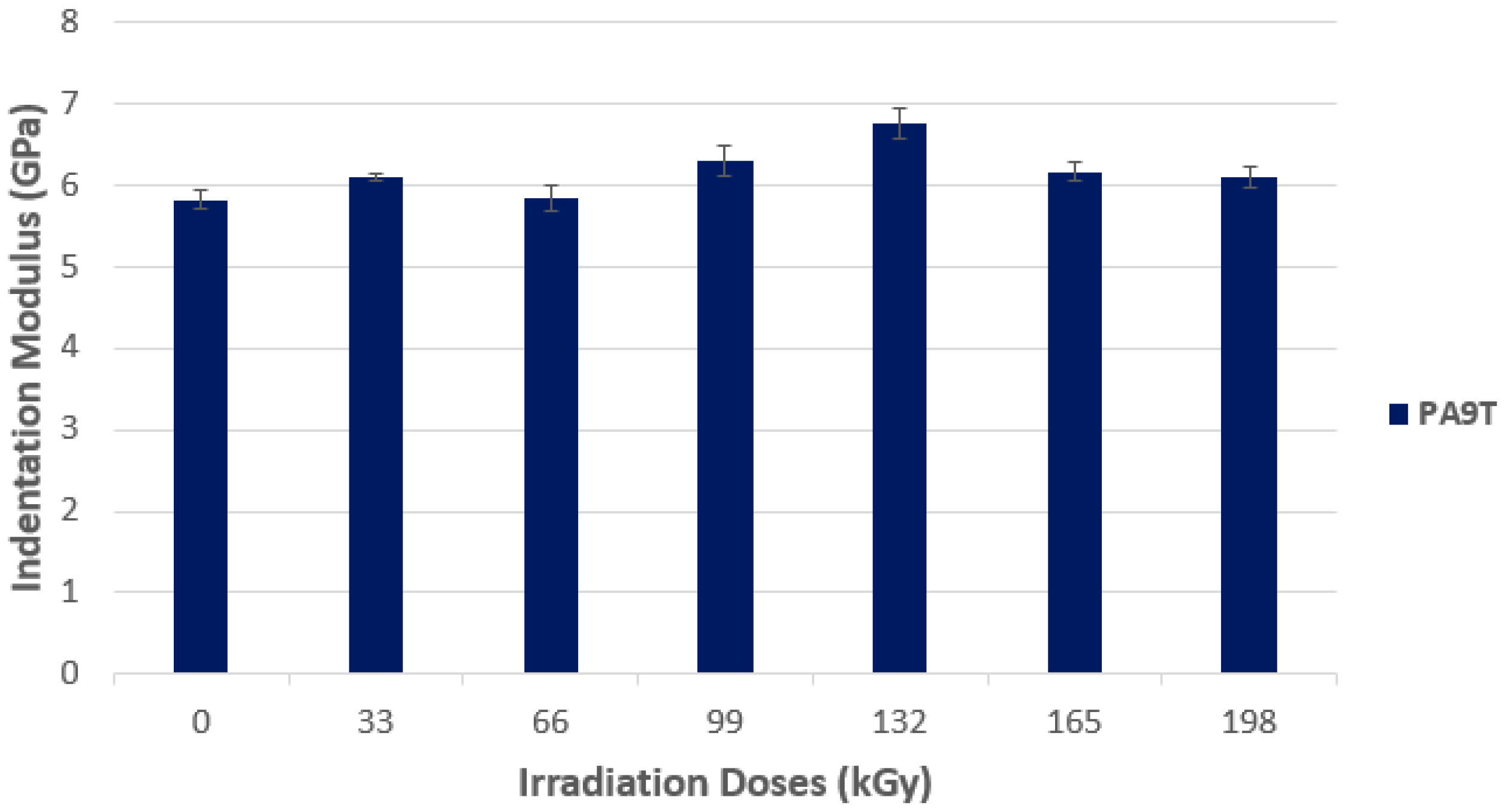
Ap); and the indentation modulus (
EIT), is calculated from the plane strain modulus (
E*), using an estimated sample Poisson’s ratio (
ν):
Measurements of all of the above-mentioned properties were performed 10 times in order to ensure statistical correctness.
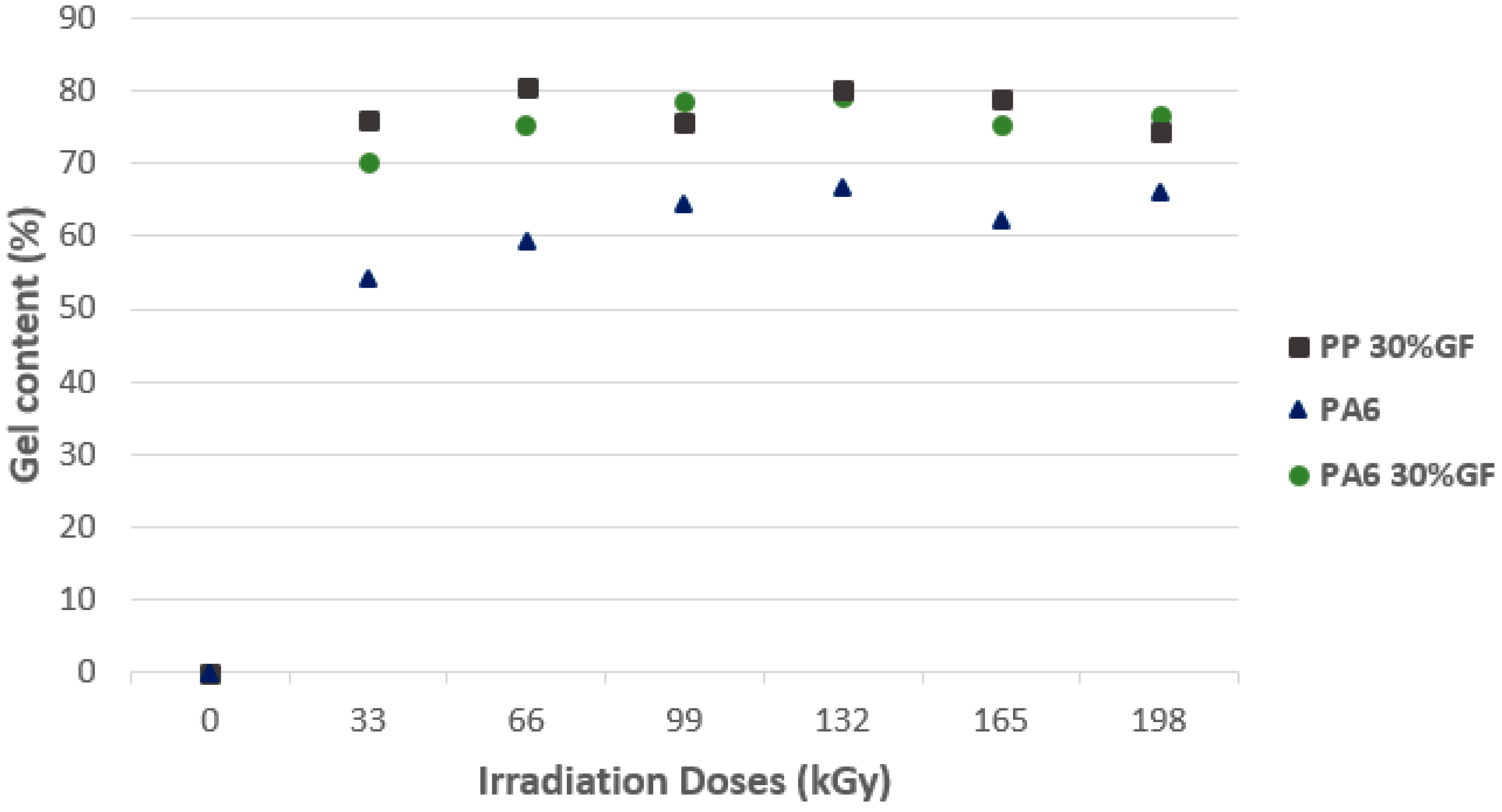
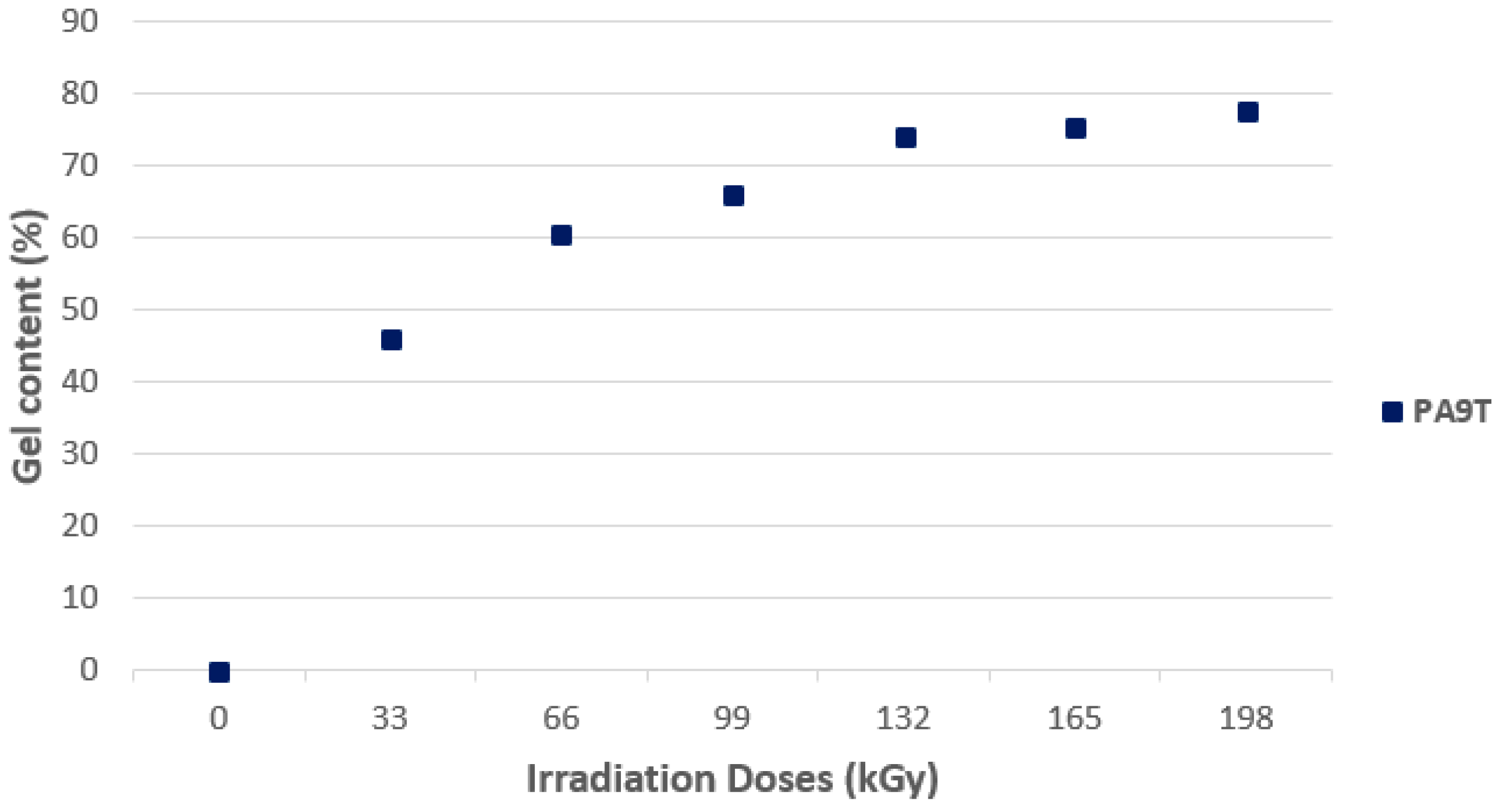
2.5. Gel Content
A gel test is condcuted to determine the content of non-filtered phase-gel of the given material according to the CSN EN 579 standard. The portion of 1 g (of material radiated by radiation doses), weighed with a precision of three decimal places, was mixed with 100–250 mL of solvent. Xylol was used for testing the polymers because it dissolves the amorphous part of polymers; the crosslinking part does not dissolve. The mixture was extracted for 6 h. Then, the solutes were separated by distillation. After removing the residual xylol, the crosslinked extract was rinsed in distilled water. The rinsed extract was then dried for 8 h, under vacuum, at 100 °C. The dried and cooled residue was re-weighed, with a precision of three decimal places, and compared to the original weight of the portion. The result, stated in percentage, shows the degree of crosslinking:
where
Gi is the degree of crosslinking of each specimen expressed in percentage,
m1 is the weight of the cage and lid in milligrams;
m2 is the total weight of the original specimen, cage, and lid in milligrams; and
m3 is the total of the weight of the residue of specimen, cage and lid in milligrams.
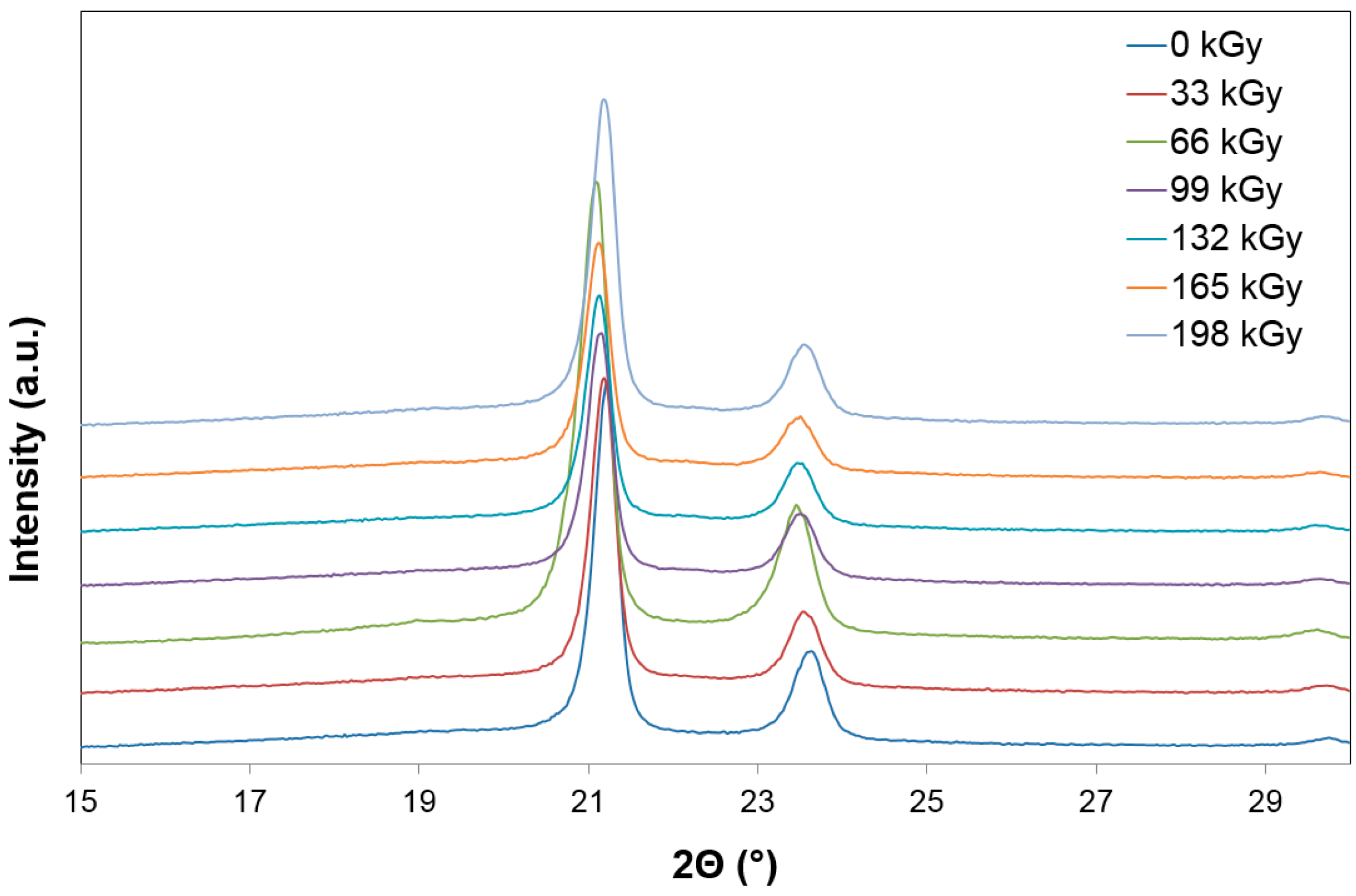
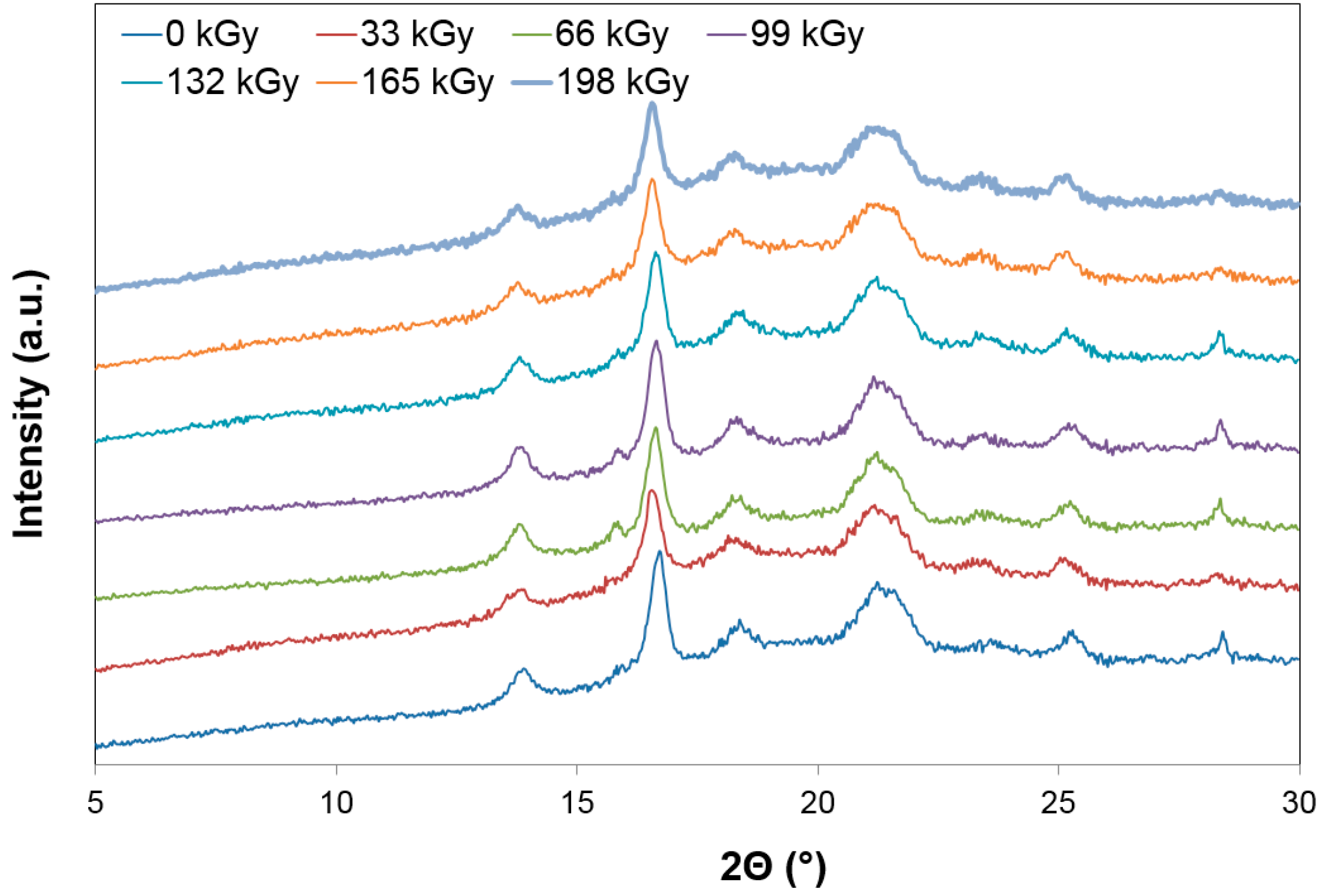
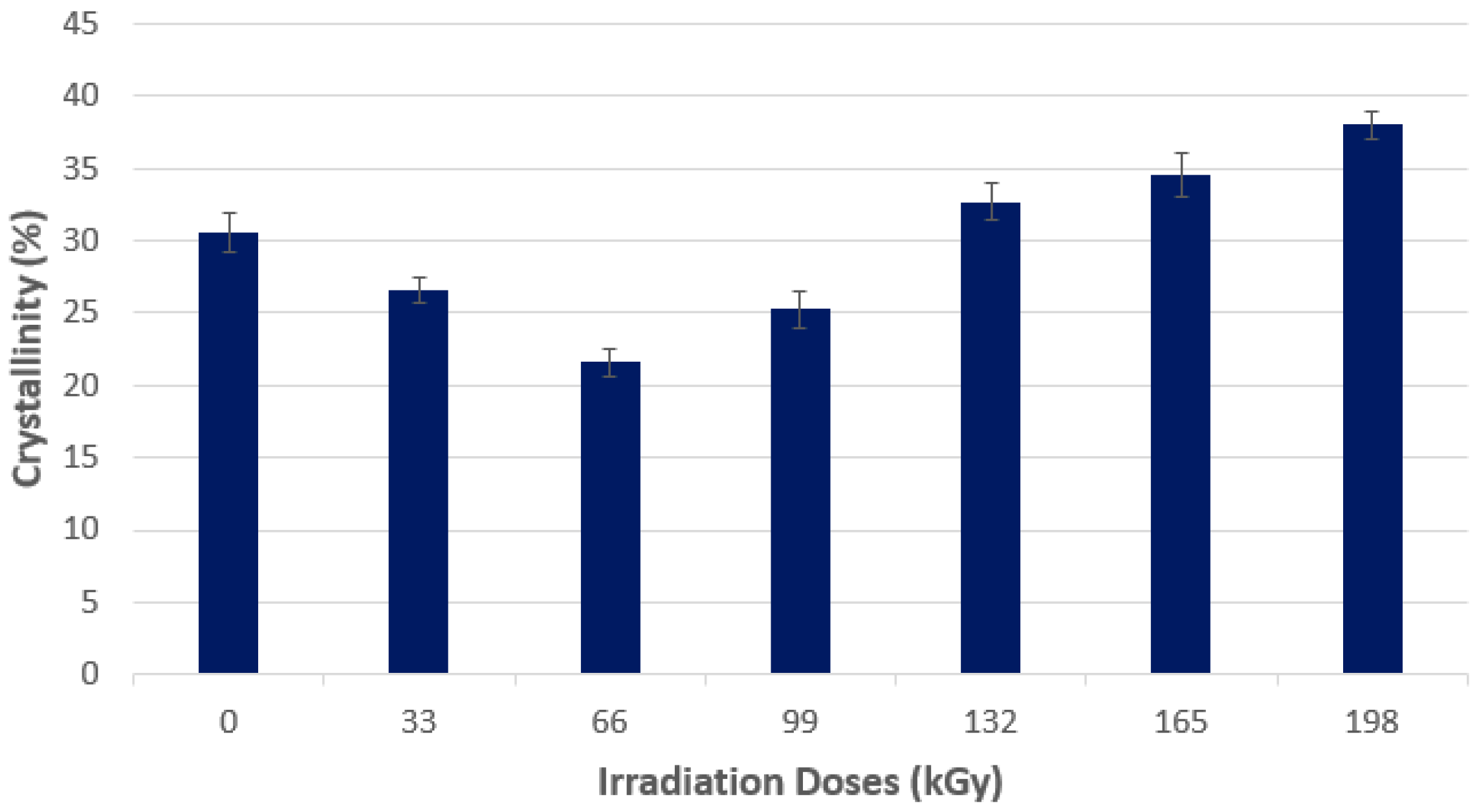
2.6. X-ray Diffraction
X-ray diffraction patterns were determined using a PAN Analytical X-pert Prof X-ray diffraction system (Panalytical, Almelo, The Netherlands). The CuKα radiation was Ni-filtered. The scans (4.5° 2 Θ/min), in the reflection mode were taken in the range of 5–30° 2 Θ.
Each crystalline peak and amorphous halo has an individual Gauss function. Finally, the crystallinity of the samples was calculated as the ratio between the sum of the crystalline peak areas and the area of the whole X-ray pattern.
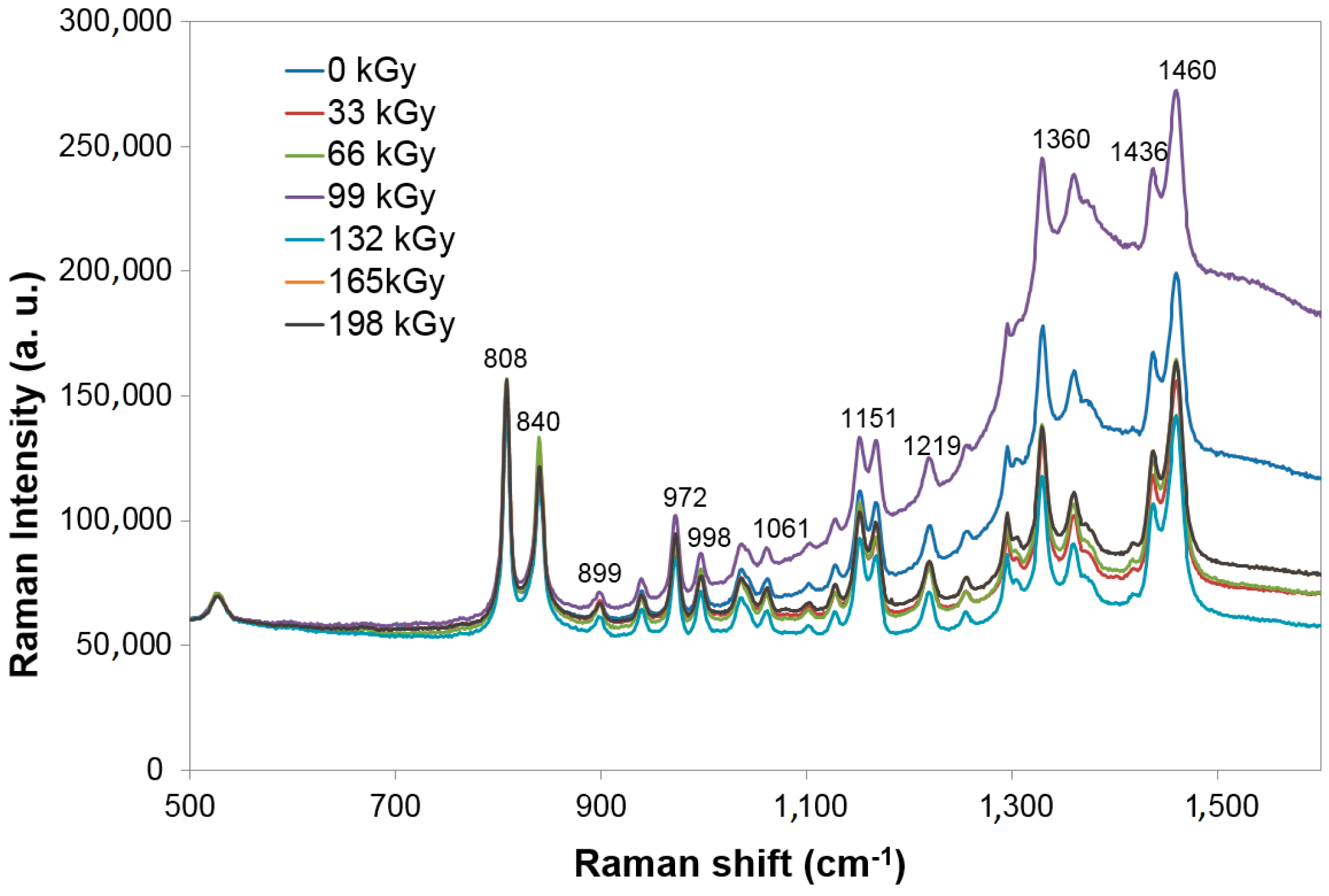
2.7. Raman Spectroscopy
Raman spectra were measured using an InVia Basis Raman microscope, made by the Renishaw Company, Gloucestershire, UK. This device is equipped with a Leica DM 2500 confocal microscope, Boston, MA, USA, with resolution up to 2 m. A laser with a wavelength of 514 nm and output power of 20 mW was chosen as the excitation source. The samples were measured at the power of 0.5 mW, the measured time was 10 s, and there were 5 accumulations of the spectrum. For micro-measurement purposes, a microscope lens with a magnification capacity of 50× was used. The measuring track was approximately 2 m. The samples were measured in the range of 500–1600 cm−1.
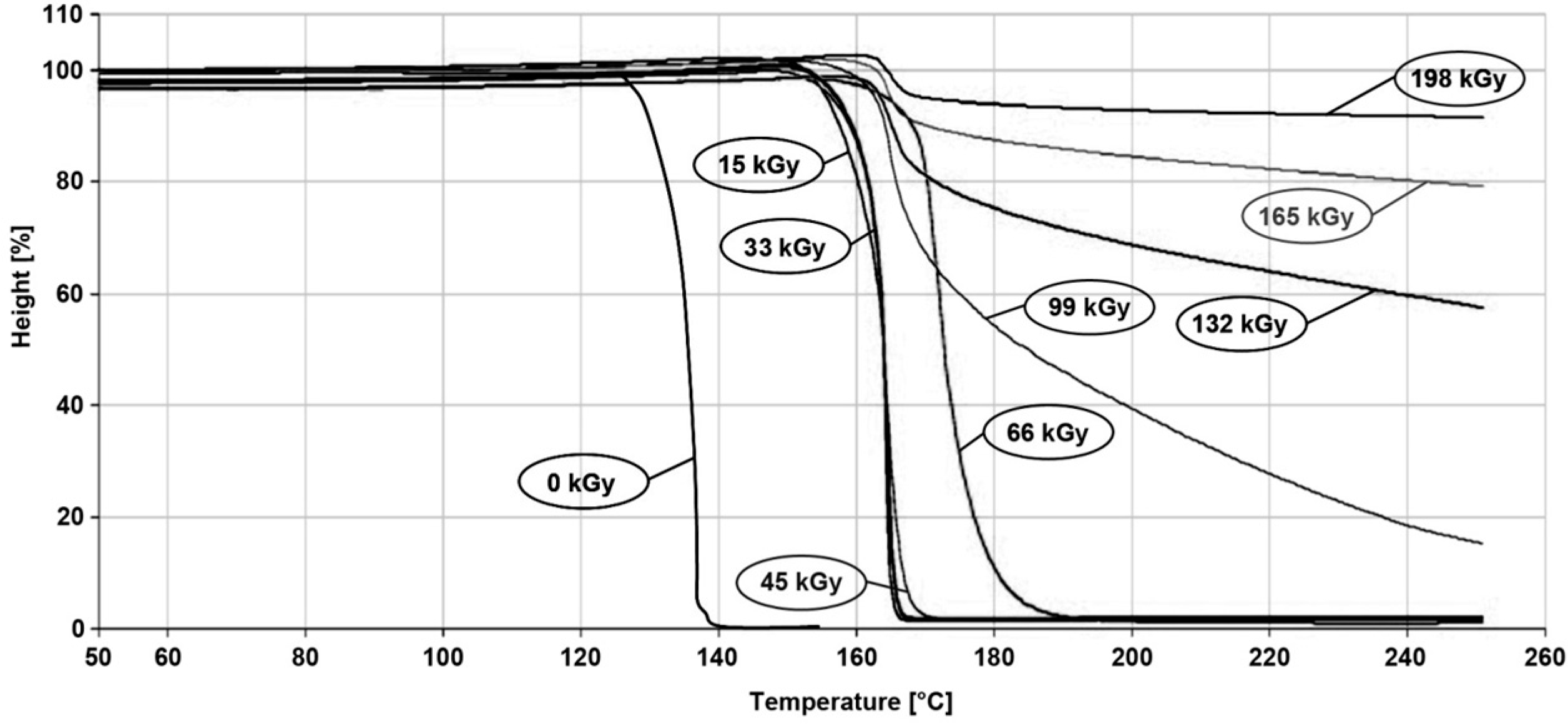
2.8. Thermo-Mechanical Analysis
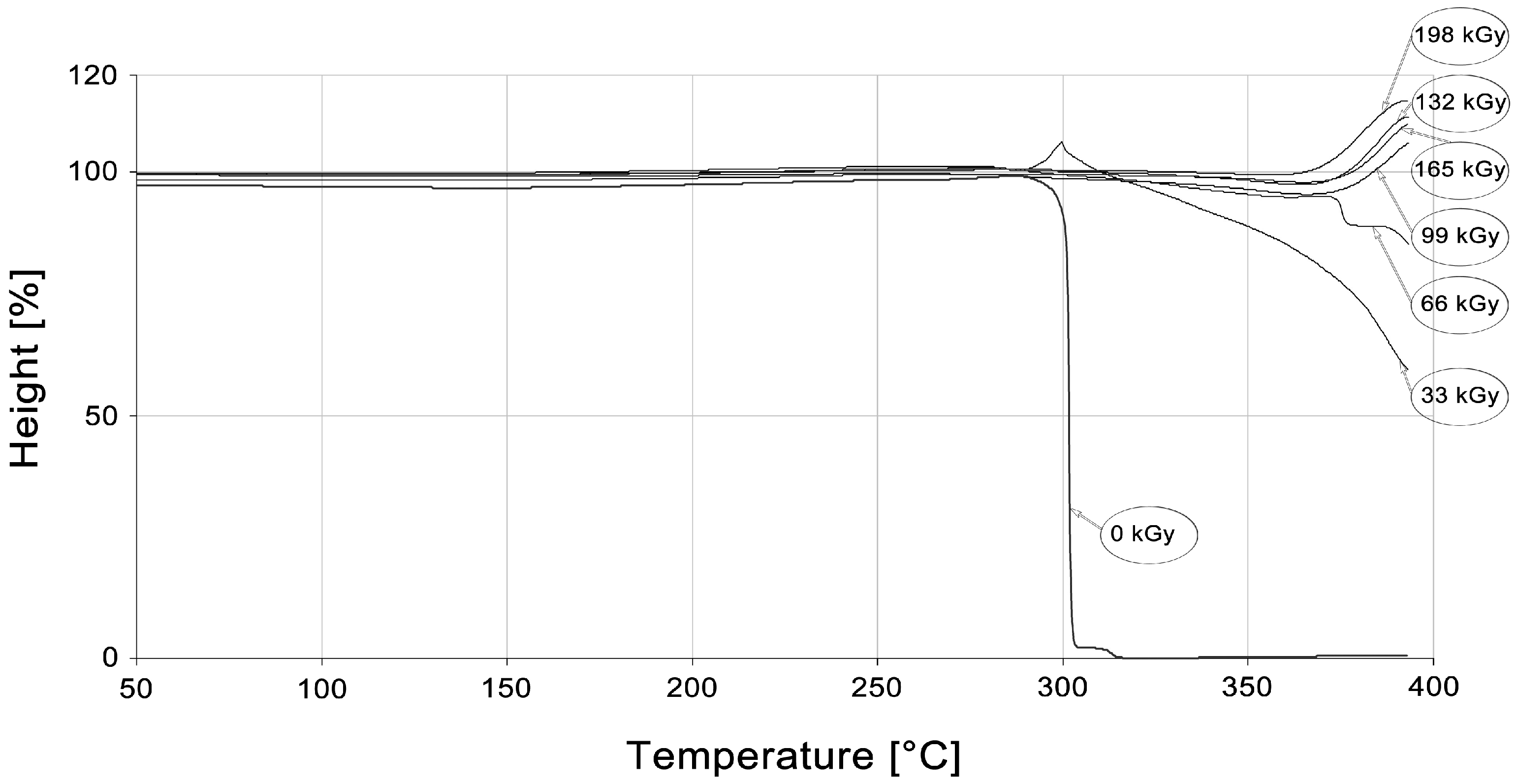
Temperature stability was assessed using a thermo-mechanical analysis in the penetration mode. The thermo-mechanical properties were measured using a Perkin-ElmerDMA 7e thermal analyzer, Waltham, MA, USA, which was used for the thermo-mechanical analysis, heated from 50 to 400 °C (depending on the material used), at 20 °C/min, and held for 1 min at 50 °C. This precise temperature resistance evaluation of the polymers (e.g., irradiated, crosslinked polymers) records the displacement of the probe with a loading of 160 mN, which penetrates into the heated material, in a set range of temperatures.
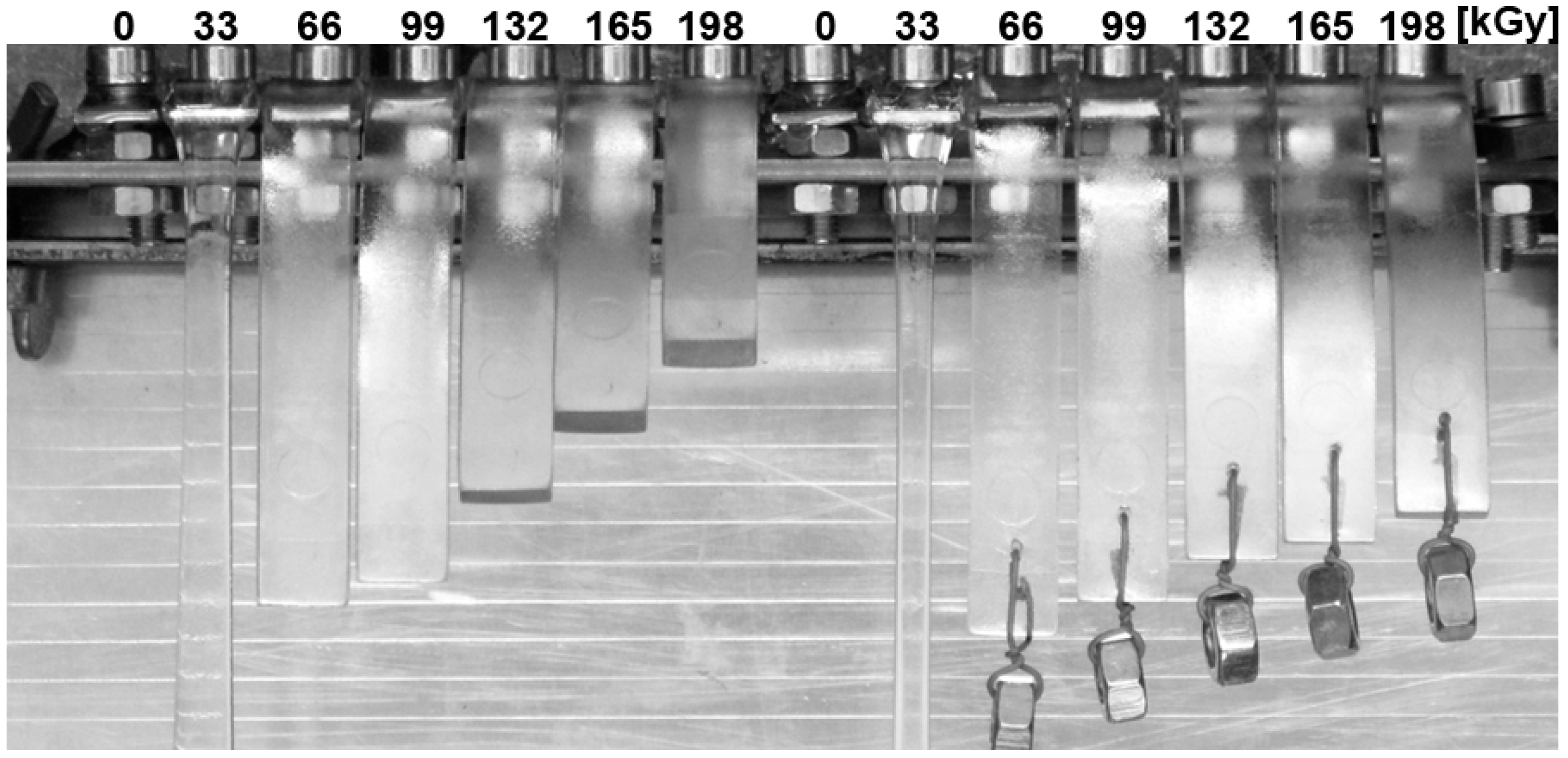
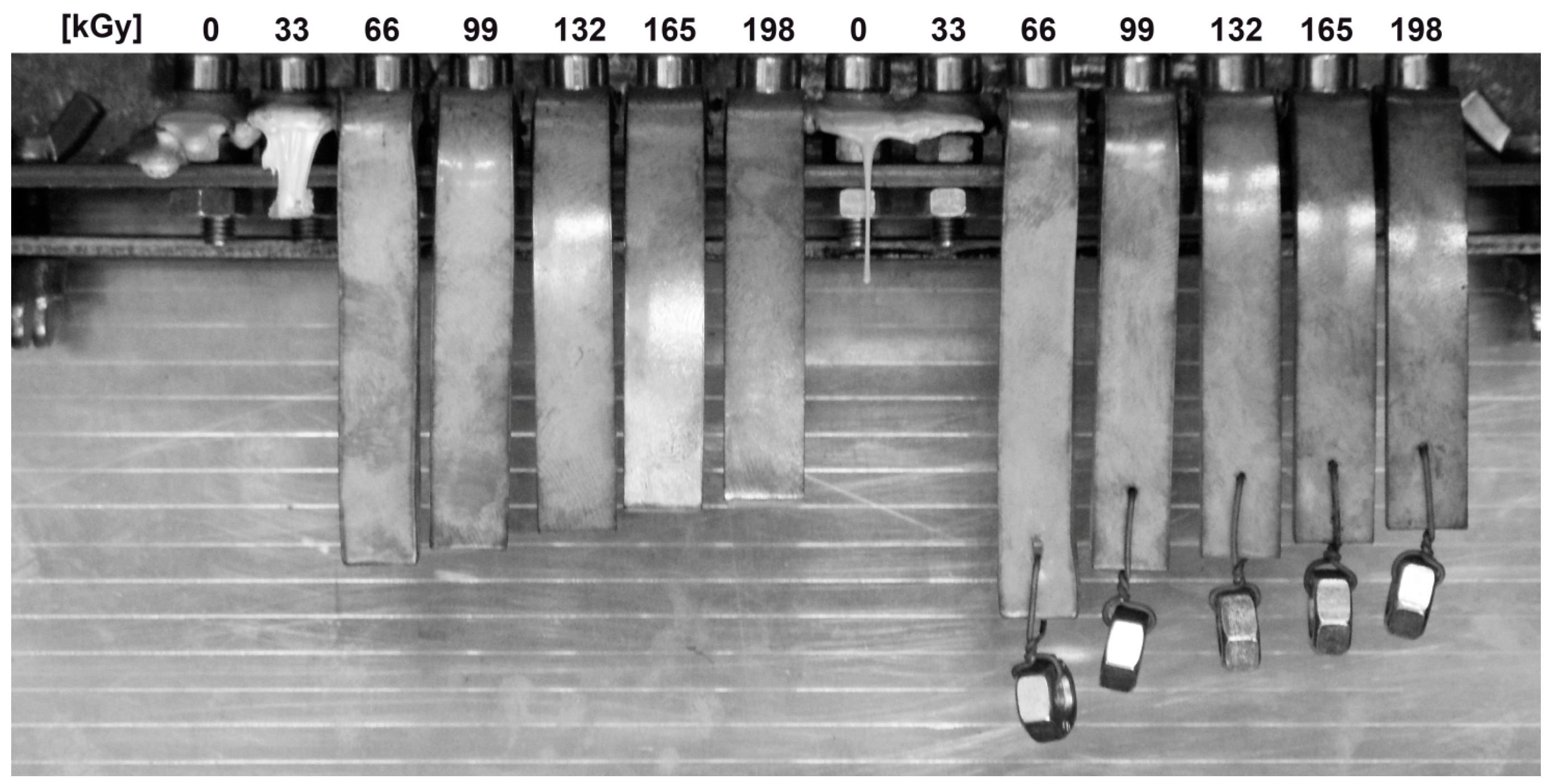
2.9. Visual Observation
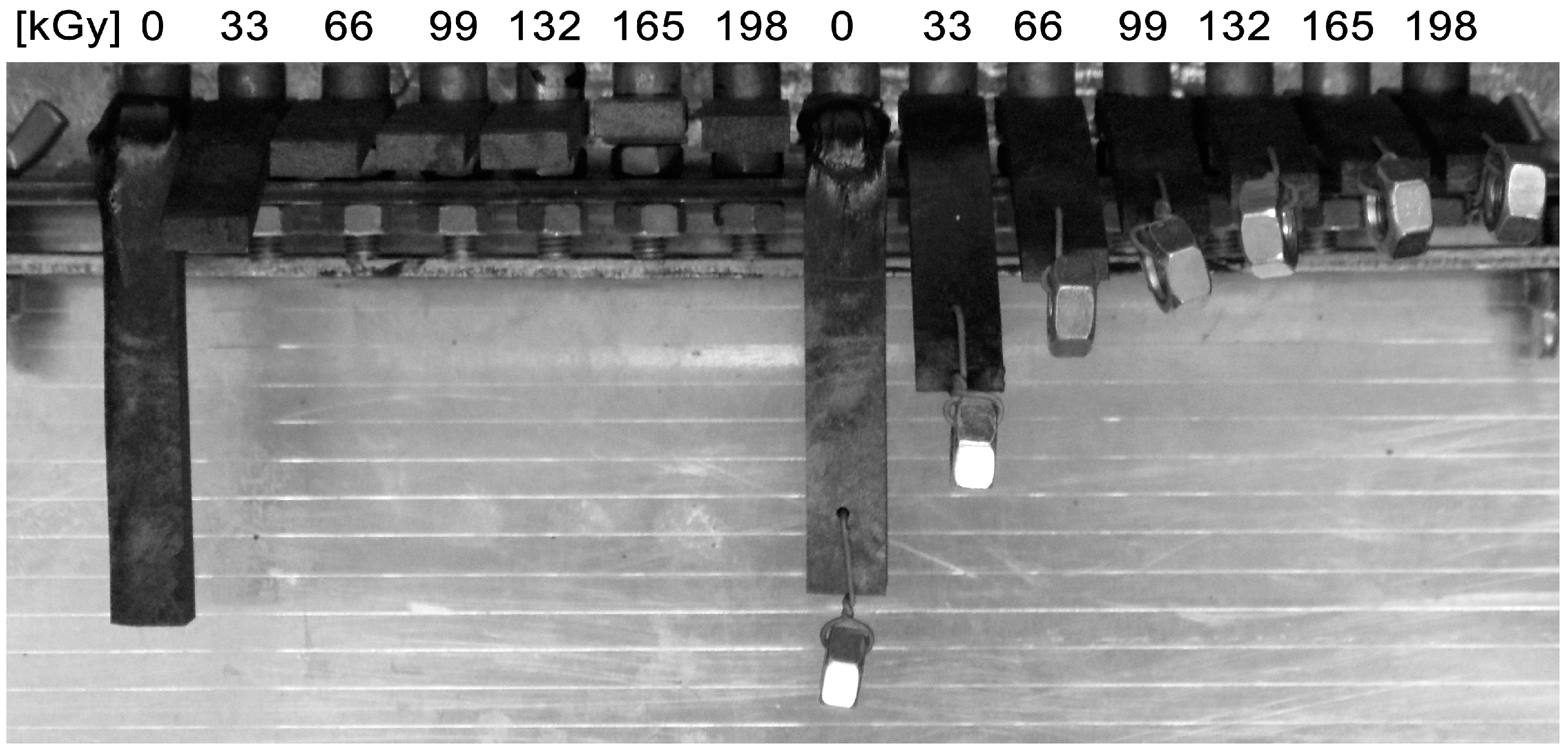
Visual observation was carried out in a temperature chamber at different temperatures for each material used, with a holding time of one hour on the temperature used and, after this time, photographs were taken. This technique is not as precise or as sensitive as a TMA but, from the macroscopic point of view, deformation under temperature influences is visible at first sight.
The test bodies were loaded in the horizontal position, with a bending moment from their own weight and the bending moment from the force acting on the body-end (1.5 N·mm).
4. Conclusions
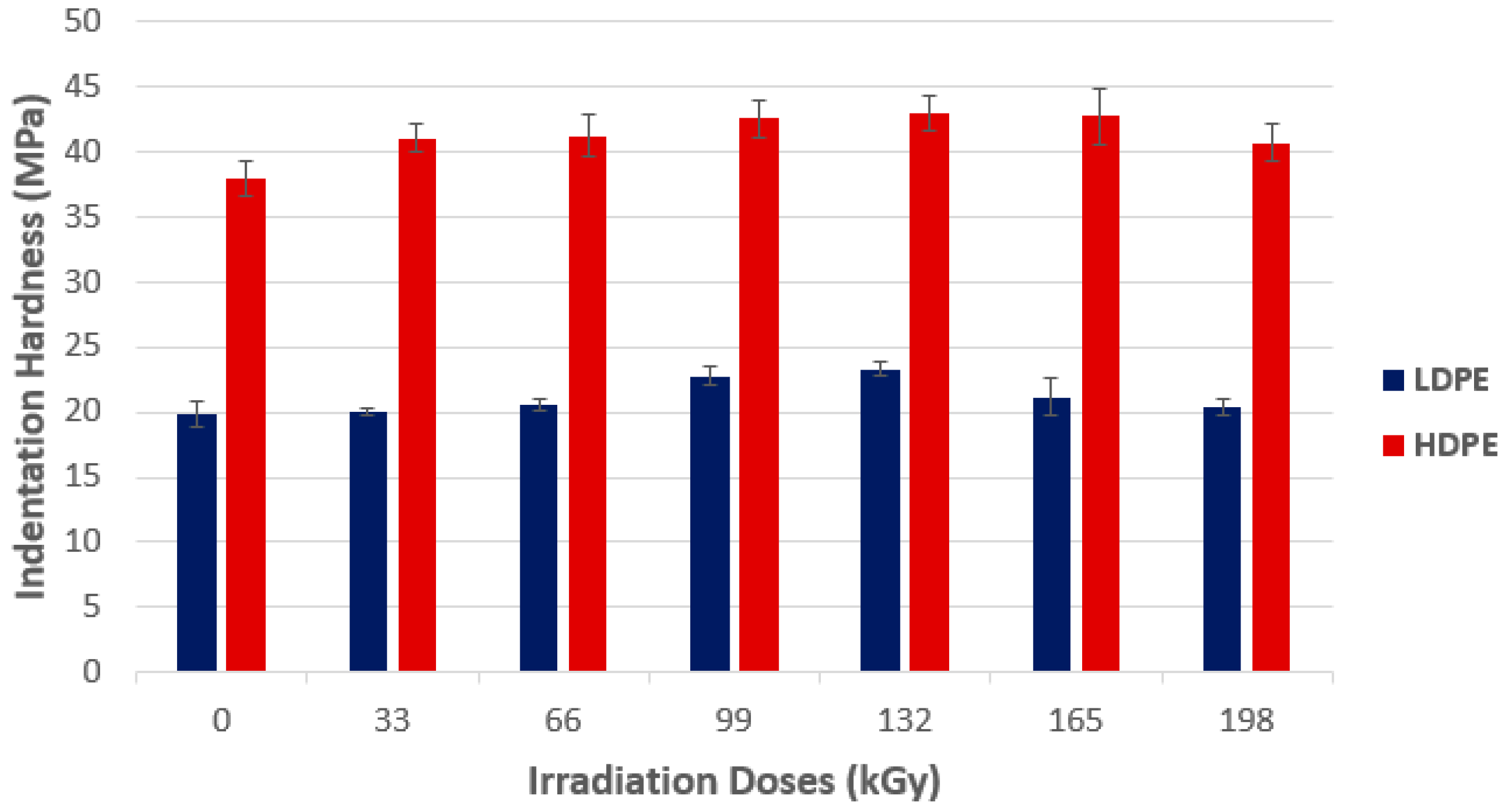
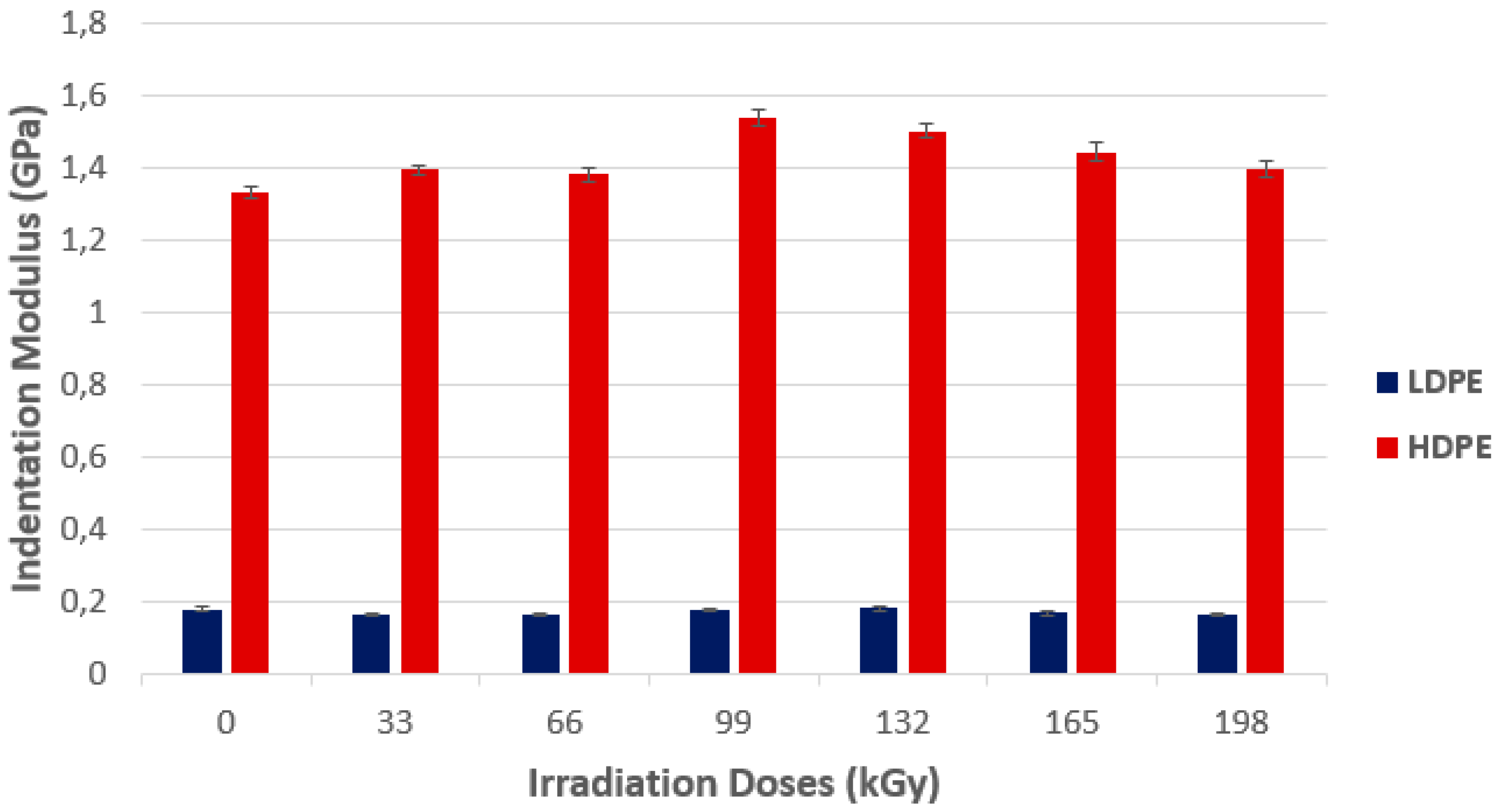
From the above results, it is evident that beta radiation crosslinking has an influence on the micro-mechanical and thermo-mechanical properties of selected types of polymers. The polymers were selected across the whole area of thermoplastics-covering commodity polymers (LDPE, HDPE), technical polymers (PP 30% GF, PBT, PA6, PA6 30% GF) and, also, high-performance polymers (PA9T). These polymers were modified using beta radiation of differing radiation doses (33, 66, 99, 132, 165, and 198 kGy).
The micro-mechanical properties (indentation hardness and indentation modulus), were measured using the DSI method for all of the polymers tested. LDPE and HDPE irradiated at the dose of 132 kGy (17% and 14%); polypropylene irradiated at the dose of 66 kGy (51%); PBT irradiated at the dose of 165 kGy (34%); and polyamides irradiated at the dose of 132 kGy (PA6, 38%; PA6, 30%; GF, 28%; and PA9T, 34%) reached the highest levels of changes of the tested properties in comparison with non-irradiated materials. Nevertheless, it is necessary to mention that it is always necessary to thoroughly consider the final radiation dose with respect to the efficiency of the irradiation process. In some cases, it is possible to also choose a lower radiation dose with comparable modification results being reached.
The thermo-mechanical analysis confirmed the influence of radiation doses on the structure of the polymers that were studied. The higher the dose of radiation, the higher the thermal resistance of the studied polymers above the values of melting temperatures of a basic polymer, which was compared with the knowledge gained from the literature. Polymers change their behavior from thermo-plastic to thermo-elastic after radiation crosslinking. From the measurements, it can be stated that the highest changes were achieved by all materials examined at higher doses of radiation.
The micro-mechanical properties and thermo-mechanical properties results were supported by the measurement of the structure, where gel test measurement, wide-angle X-ray diffraction, and Raman spectroscopy tests were performed.
It should also be noted that a higher dose of radiation intensity does not necessarily mean a higher improvement in the desired properties. For a particular application and material it is always necessary to look for a suitable radiation dose intensity.

 ,
, 
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}