A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene



Abstract
:1. Introduction
2. Morphological and Performance Characterization of Membranes
2.1. Morphological Characterization
2.2. Performance Characterization
3. PE Membranes
3.1. Properties of PE Membranes
3.2. TIPS
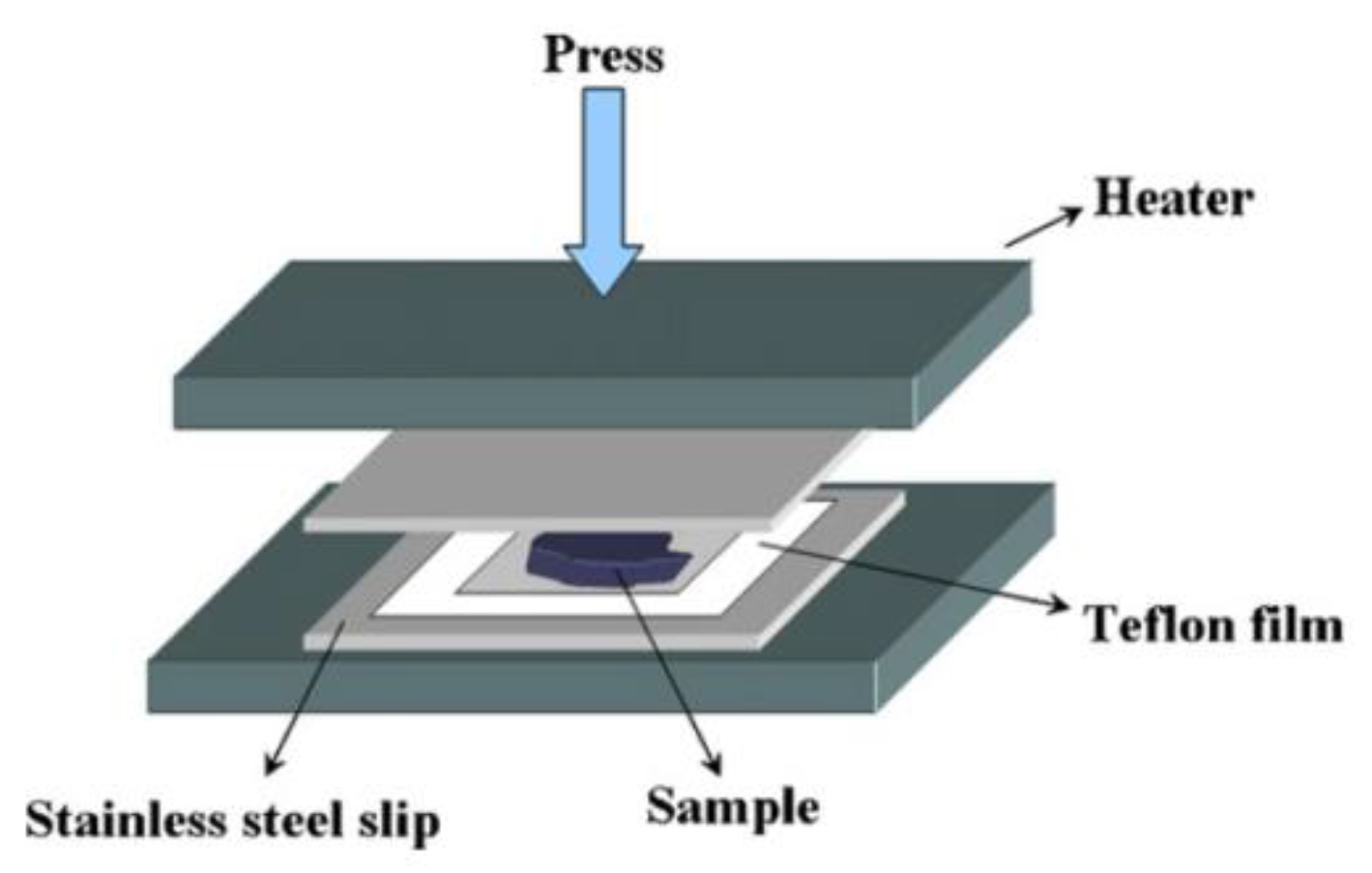
3.2.1. TIPS Processing
3.2.2. Effect of TIPS Conditions on the Membrane Morphology
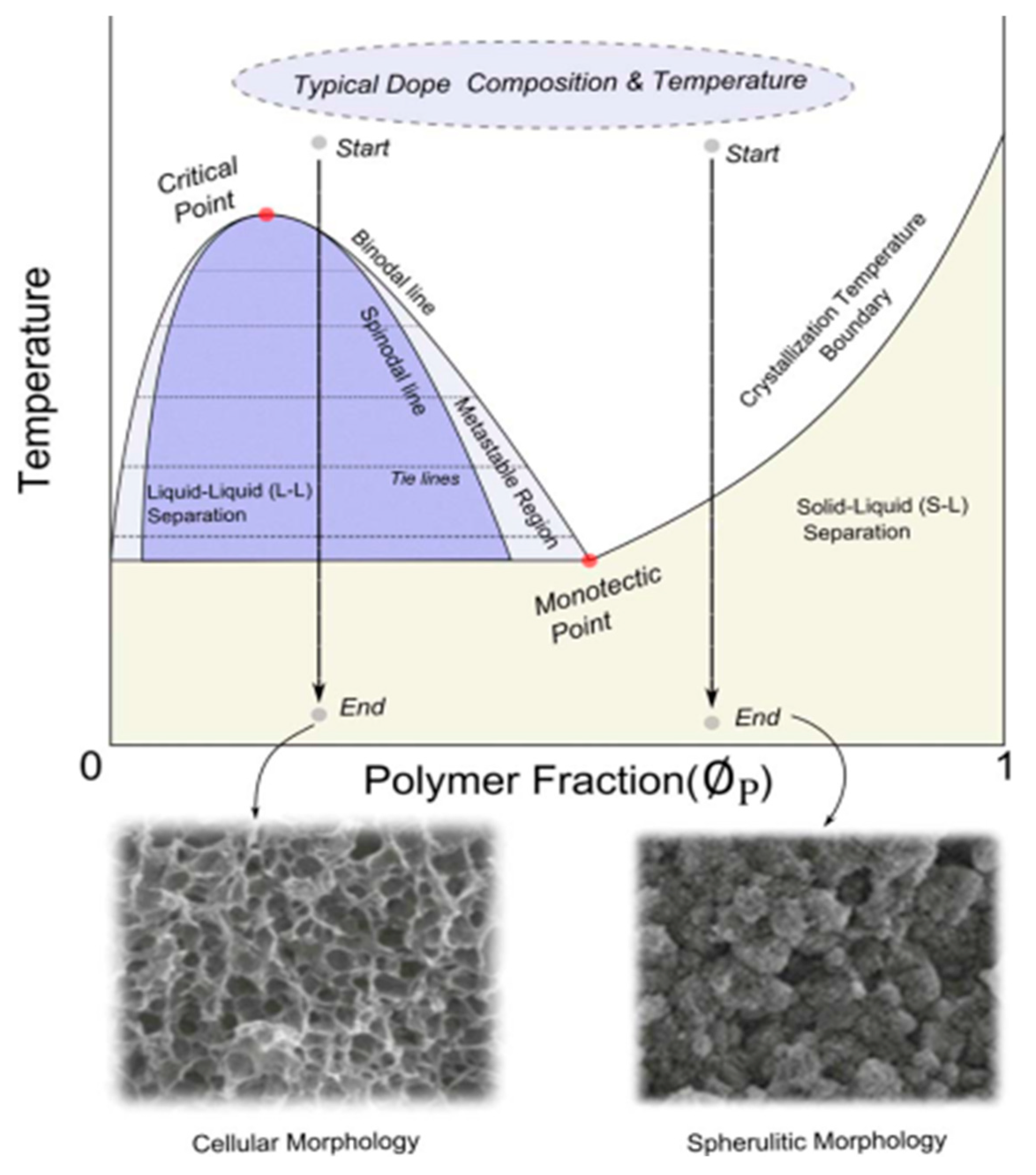
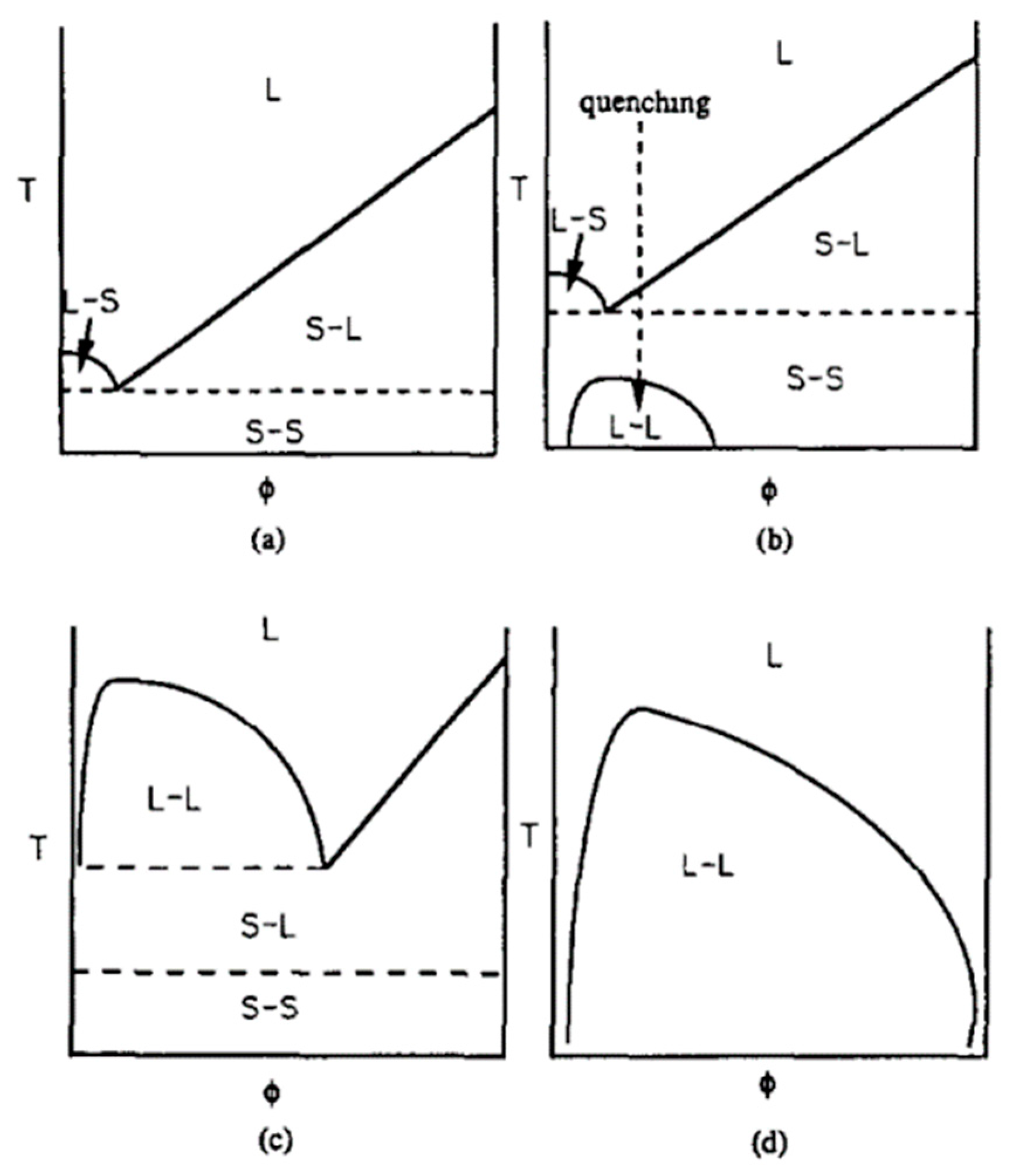
3.2.3. Effect of the Polymer–Diluent Thermodynamics on the Membrane Morphology
- by varying the diluent types,
- by varying the components molecular weights,
- by varying the polymer concentrations.
3.2.4. Effect of Phase Separation Kinetics on the Membrane Morphology
Solid–Liquid Phase Separation
Liquid–Liquid Phase Separation
- increasing with increasing volume fraction of the droplet phase,
- decreasing with increasing viscosity of the polymer-rich matrix phase,
- decreasing with decreasing the temperature difference between the phase separation temperature and the crystallization temperature,
- decreasing with increasing cooling rate.
3.2.5. Effect of Extractant Selection and Drying Conditions on the Membrane Morphology
3.3. MSCS
3.3.1. Effect of Temperature
3.3.2. Effect of the Stretching Ratio
3.3.3. Effect of the Stretching Rate
3.3.4. Effect of Cooling Ways
- increasing the annealing temperature within the peak melting temperature range,
- increasing the stretching ratio within a reasonable range,
- increasing the stretching rate below a critical value (membrane break-up),
- decreasing the cooling rate.
4. PDMS Membranes
4.1. Properties of PDMS Membranes
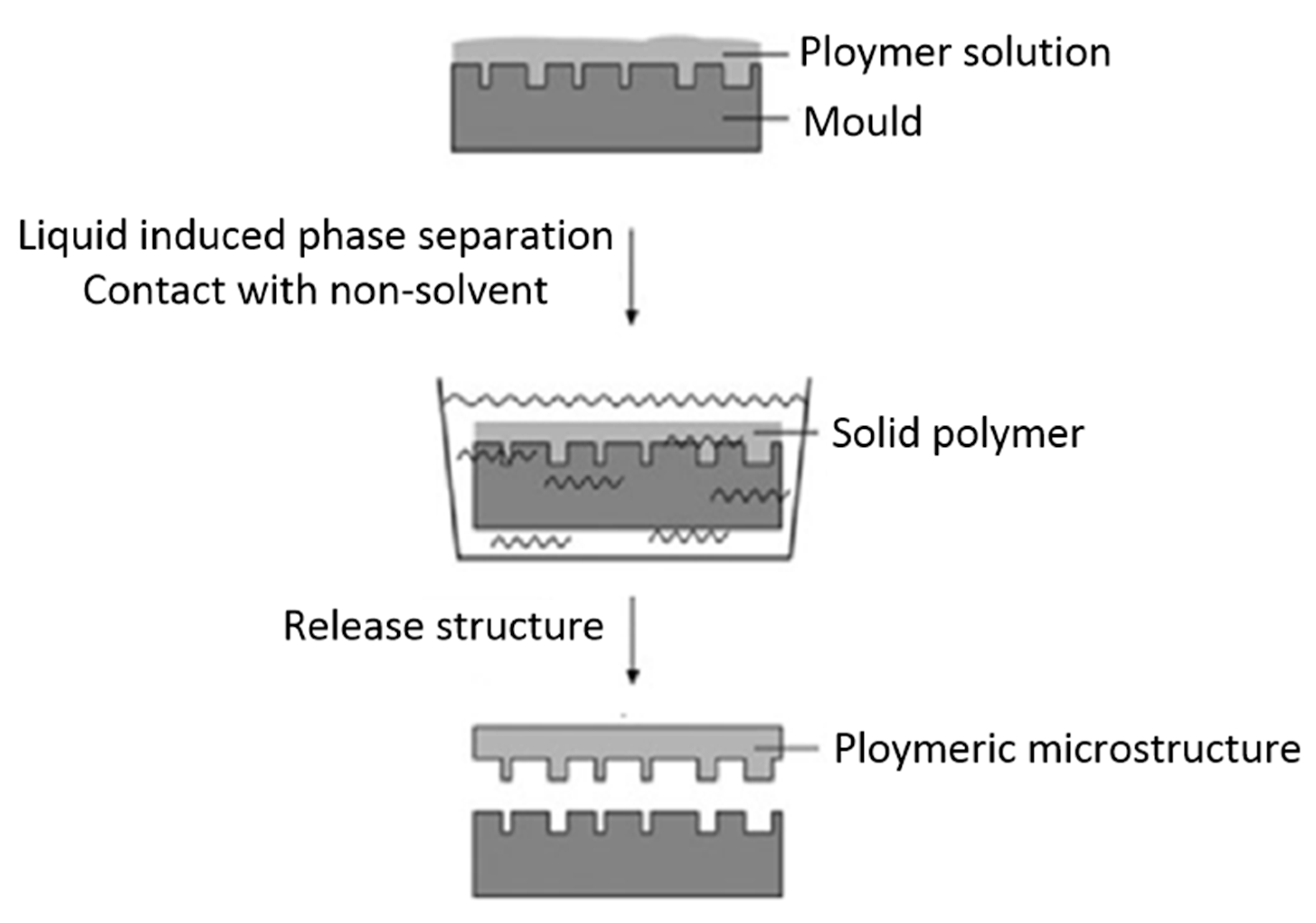
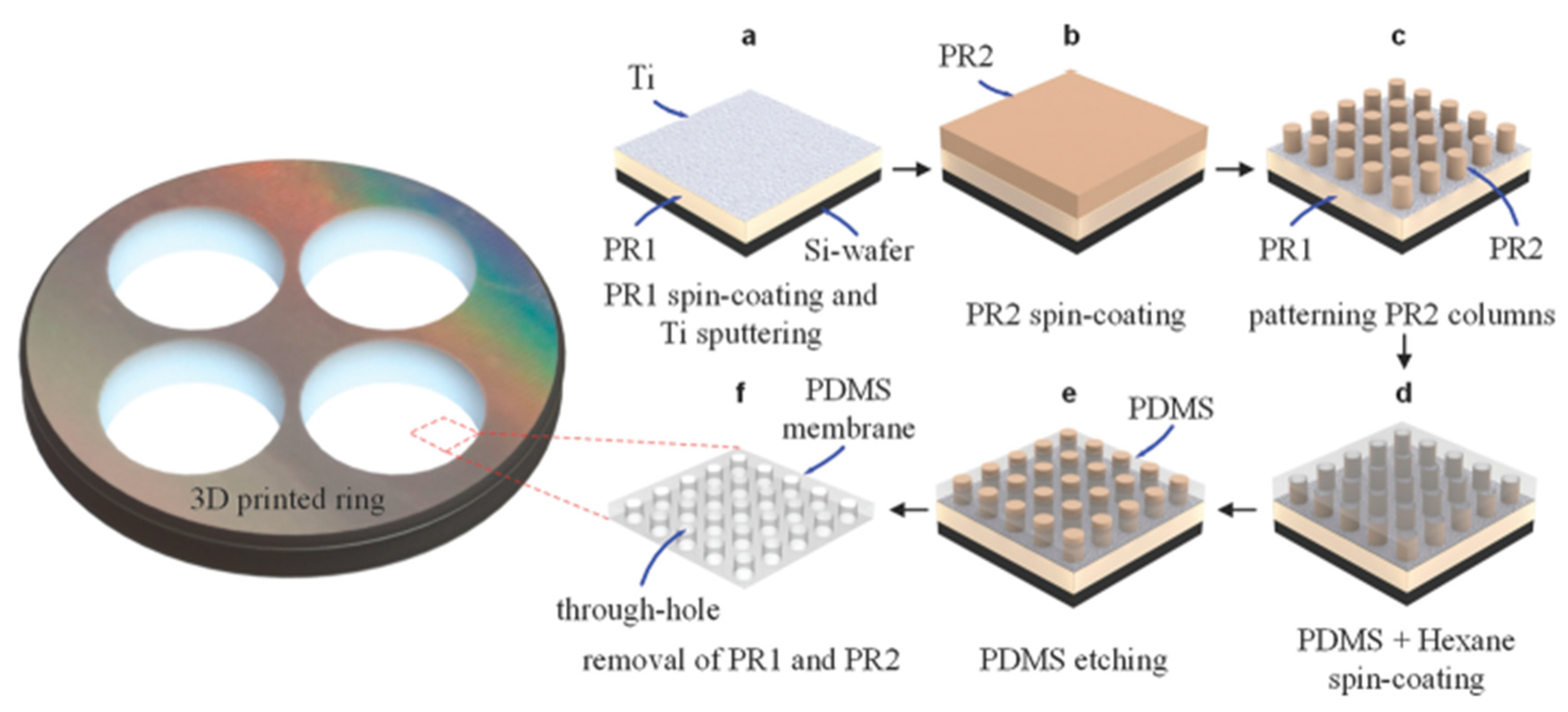
4.2. PSμM
4.2.1. PSµM Processing
- Firstly, fabrication of dedicated patterning systems occurs. In most case, an additional coating of anti-sticking layers on the molds prior to the injection of the pre-polymer is needed to release the nano-membrane from the mold.
- Subsequently, there is prepation of a PDMS solution with a specific composition, and then the solution is spin-coated over the fabricated molds.
- To open the through-holes, the cured PDMS membranes are further processed via etching or thermal compression.
- Finally, remove the photoresist posts to expose the through-holes.
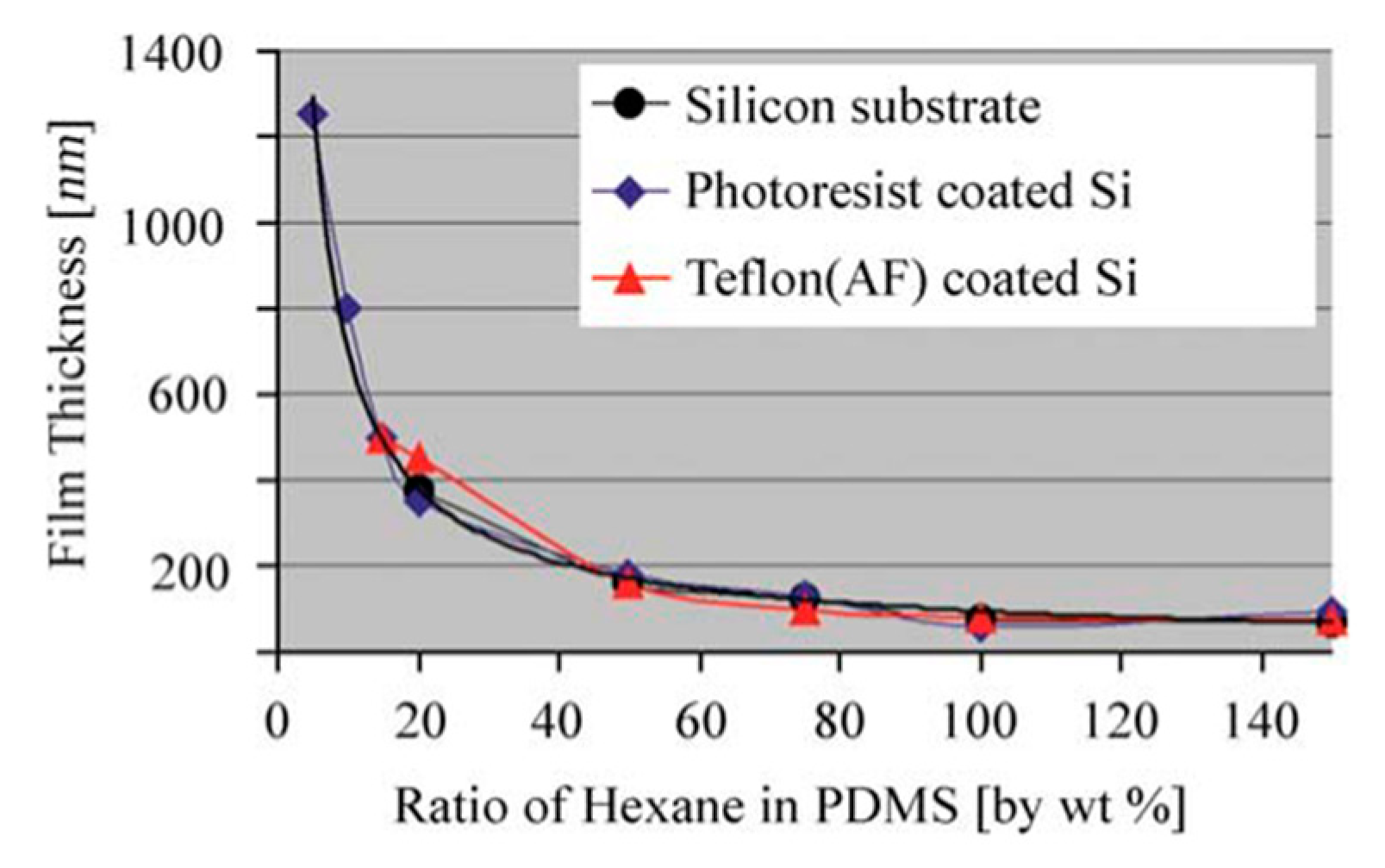
4.2.2. Effect of Processing Parameters on Membrane Morphology
Etching Time
Effect of the Power, Oxygen Partial Pressure, and Etching Time
Effect of Gas Stream Pressure
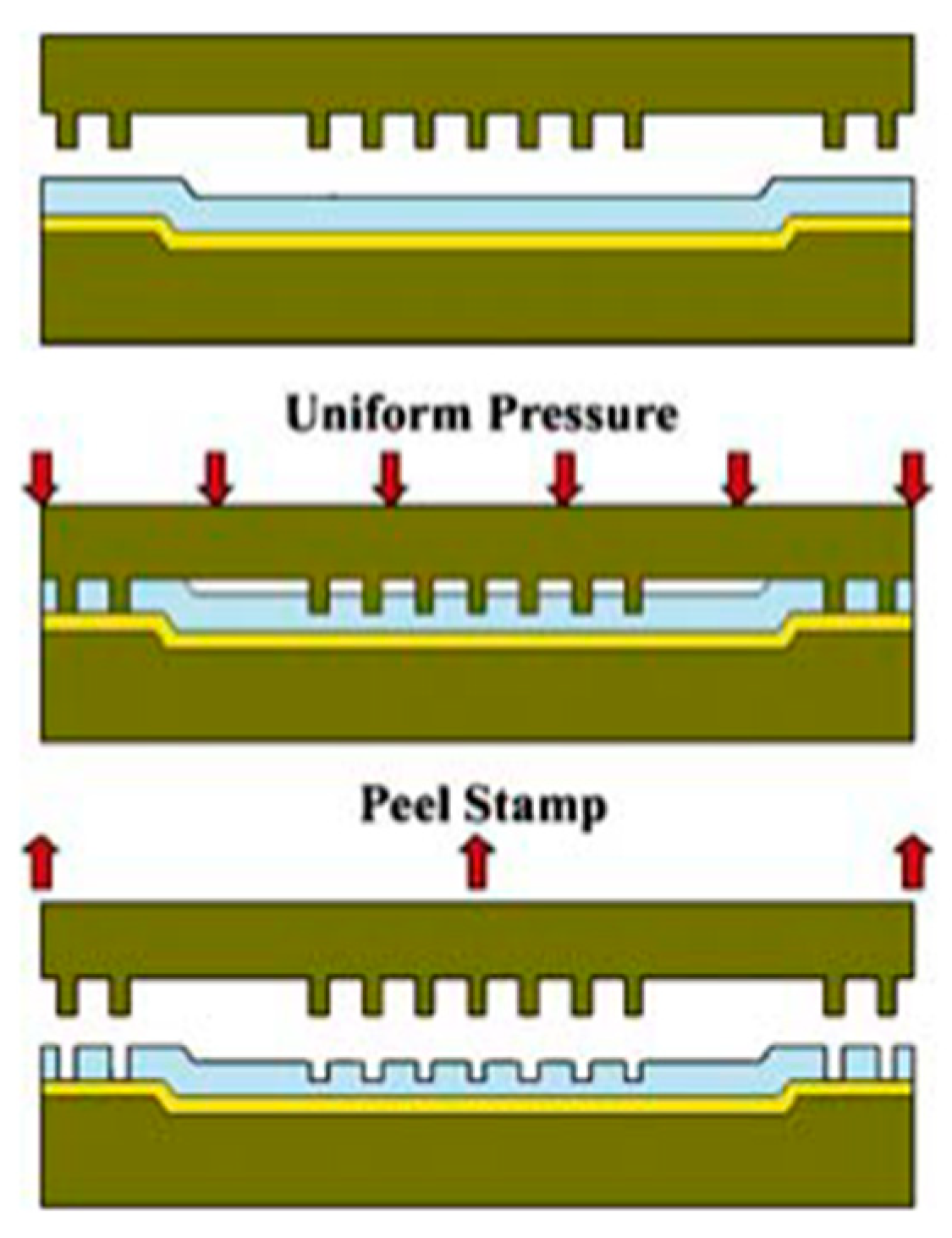
4.3. Imprinting/Soft Molding
4.4. Manual Punching
4.5. D Printing Technique
5. PP, PI, and PTFE Membranes
5.1. Properties and Applications of PP, PI, and PTFE
5.2. Preparation Methods
6. Conclusions and Recommendations
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| 3D | 3-dimensional |
| BR | birefringence |
| CST | continuous service temperature |
| DIDP | diisodecyl phthalate |
| DINCH | di-isononyl-cyclohexane-1,2-dicarb-oxylate |
| DLP | direct light processing |
| DOP | dioctyl phthalate |
| DPE | di-phenylether |
| EVA | ethylene vinyl acetate |
| HDPE | high density polyethylene |
| HMB | hexamethylbenzene |
| J | flux |
| LCST | lower critical solution temperature |
| LDPE | low density polyethylene |
| L–L | liquid–liquid separation |
| LLDPE | linear low density polyethylene |
| LP | liquid paraffin |
| MSCS | melt-spinning combined with cold-stretching |
| NIPS | non-solvent induced phase inversion |
| OPE | oxidized polyethylene |
| P | permeability |
| P’ | permeance |
| PDMS | polydimethylsiloxane |
| PE | polyethylene |
| PE-b-PEG | polyethylene-block-poly(ethylene glycol) |
| PI | polyimide |
| PP | polypropylene |
| PR | photoresist |
| PS | polystyrene |
| PSU | polysulfone |
| PSµM | phase separation micromolding |
| PTFE | polytetrafluoroethylene |
| PTMG | polytetramethyleneglycol |
| PVDF | poly (vinylidene fluoride) |
| R | true retention coefficient |
| RIE | reactive ion etching |
| Robs | observed retention coefficient |
| SBO | soybean oil |
| SEPS | polystyrene-block-poly(ethylene-ran-propylene)-block-polystyrene |
| S–L or L-S | solid–liquid separation |
| T1 | initial temperature |
| TCE | trichloroethylene |
| TEPTEH | triethylolpropanetris (2-ethylhexanoate) |
| TG | glass transition temperature |
| TIPS | thermally induced phase separation |
| Tm | melting temperature |
| TPMS | triply periodic minimal surfaces |
| UCST | upper critical solution temperature |
| UHMWPE | ultra-high molecular weight polyethylene |
| V1 | extrusion speed |
| V2 | take-up speed |
| VIPS | vapor-induced phase separation |
| α | selectivity factor |
| β | separation factor |
| χ | interaction parameter |
References
- Güell, C.; Ferrando, M.; López, F. Monitoring and Visualizing Membrane-Based Processes; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Kanellopoulos, N. Nanoporous Materials: Advanced Techniques for Characterization, Modeling, and Processing; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Abdelrasoul, A.; Doan, H.; Lohi, A.; Cheng, C.H. Morphology control of polysulfone membranes in filtration processes: A critical review. ChemBioEng Rev. 2015, 2, 22–43. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Kim, S.S.; Kinzer, K.E. Microporous membrane formation via thermally-induced phase separation. II. Liquid—Liquid phase separation. J. Membr. Sci. 1991, 64, 1–11. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Kinzer, K.E.; Tseng, H. Microporous membrane formation via thermally induced phase separation. I. Solid-liquid phase separation. J. Membr. Sci. 1990, 52, 239–261. [Google Scholar] [CrossRef]
- Matsuyama, H.; Okafuji, H.; Maki, T.; Teramoto, M.; Kubota, N. Preparation of polyethylene hollow fiber membrane via thermally induced phase separation. J. Membr. Sci. 2003, 223, 119–126. [Google Scholar] [CrossRef]
- Tobo-Niño, O.M.; García-Jiménez, C.D.; Muvdi-Nova, C.J. Flat sheet membrane elaboration by TIPS method using palm oil as solvent and its application in membrane distillation. Ingeniería y Competitividad 2017, 19, 81–90. [Google Scholar]
- Vadalia, H.C.; Lee, H.K.; Myerson, A.S.; Levon, K. Thermally induced phase separation in ternary crystallizable polymer solutions. J. Membr. Sci. 1994, 89, 37–50. [Google Scholar] [CrossRef]
- Zhang, C.; Bai, Y.; Sun, Y.; Gu, J.; Xu, Y. Preparation of hydrophilic HDPE porous membranes via thermally induced phase separation by blending of amphiphilic PE-b-PEG copolymer. J. Membr. Sci. 2010, 365, 216–224. [Google Scholar] [CrossRef]
- Tan, X.M.; Rodrigue, D. A Review on Porous Polymeric Membrane Preparation. Part I: Production Techniques with Polysulfone and Poly (Vinylidene Fluoride). Ploymers 2019, 11, 1160. [Google Scholar] [CrossRef]
- Dong, X.; Al-Jumaily, A.; Escobar, I. Investigation of the use of a bio-derived solvent for non-solvent-induced phase separation (NIPS) fabrication of polysulfone membranes. Membranes 2018, 8, 23. [Google Scholar] [CrossRef]
- Radovanovic, P.; Thiel, S.W.; Hwang, S.-T. Formation of asymmetric polysulfone membranes by immersion precipitation. Part I. Modelling mass transport during gelation. J. Membr. Sci. 1992, 65, 213–229. [Google Scholar] [CrossRef]
- Radovanovic, P.; Thiel, S.W.; Hwang, S.-T. Formation of asymmetric polysulfone membranes by immersion precipitation. Part II. The effects of casting solution and gelation bath compositions on membrane structure and skin formation. J. Membr. Sci. 1992, 65, 231–246. [Google Scholar] [CrossRef]
- Ren, J.; Zhou, J.; Deng, M. Morphology transition of asymmetric polyetherimide flat sheet membranes with different thickness by wet phase-inversion process. Sep. Purif. Technol. 2010, 74, 119–129. [Google Scholar] [CrossRef]
- Guillen, G.R.; Pan, Y.; Li, M.; Hoek, E.M.V. Preparation and Characterization of Membranes Formed by Nonsolvent Induced Phase Separation: A Review. Ind. Eng. Chem. Res. 2011, 50, 3798–3817. [Google Scholar] [CrossRef]
- Park, H.C.; Kim, Y.P.; Kim, H.Y.; Kang, Y.S. Membrane formation by water vapor induced phase inversion. J. Membr. Sci. 1999, 156, 169–178. [Google Scholar] [CrossRef]
- Su, Y.; Kuo, C.; Wang, D.; Lai, J.; Deratani, A.; Pochat, C.; Bouyer, D. Interplay of mass transfer, phase separation, and membrane morphology in vapor-induced phase separation. J. Membr. Sci. 2009, 338, 17–28. [Google Scholar] [CrossRef]
- Tsai, H.; Kuo, C.; Lin, J.; Wang, D.; Deratani, A.; Pochat-Bohatier, C.; Lee, K.; Lai, J. Morphology control of polysulfone hollow fiber membranes via water vapor induced phase separation. J. Membr. Sci. 2006, 278, 390–400. [Google Scholar] [CrossRef]
- Venault, A.; Chang, Y.; Wang, D.-M.; Bouyer, D. A review on polymeric membranes and hydrogels prepared by vapor-induced phase separation process. Polym. Rev. 2013, 53, 568–626. [Google Scholar] [CrossRef]
- Kim, J.-J.; Jang, T.-S.; Kwon, Y.-D.; Kim, U.Y.; Kim, S.S. Structural study of microporous polypropylene hollow fiber membranes made by the melt-spinning and cold-stretching method. J. Membr. Sci. 1994, 93, 209–215. [Google Scholar] [CrossRef]
- Luo, D.J.; Wei, F.J.; Shao, H.J.; Zhang, K.Z.; Cui, Z.Y.; Yu, J.; Qin, S.H. Effects of Cooling Ways on the Structure of Polypropylene Hollow Fiber Membranes Prepared by Stretching. Int. Polym. Process. 2019, 34, 172–181. [Google Scholar] [CrossRef]
- Xi, Z.Y.; Xu, Y.Y.; Zhu, L.P.; Du, C.H.; Zhu, B.K. Effect of stretching on structure and properties of polyethylene hollow fiber membranes made by melt-spinning and stretching process. Polym. Adv. Technol. 2008, 19, 1616–1622. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef]
- Huang, L.; Bui, N.N.; Manickam, S.S.; McCutcheon, J.R. Controlling Electrospun Nanofiber Morphology and Mechanical Properties Using Humidity. J. Polym. Sci. Part B-Polym. Phys. 2011, 49, 1734–1744. [Google Scholar] [CrossRef]
- Raghavan, P.; Lim, D.-H.; Ahn, J.-H.; Nah, C.; Sherrington, D.C.; Ryu, H.-S.; Ahn, H.-J. Electrospun polymer nanofibers: The booming cutting edge technology. React. Funct. Polym. 2012, 72, 915–930. [Google Scholar] [CrossRef] [Green Version]
- Yao, Y.; Zhu, P.; Ye, H.; Niu, A.; Gao, X.; Wu, D. Polysulfone nanofibers prepared by electrospinning and gas/jet-electrospinning. Front. Chem. China 2006, 1, 334–339. [Google Scholar] [CrossRef]
- Apel, P. Track etching technique in membrane technology. Radiat. Meas. 2001, 34, 559–566. [Google Scholar] [CrossRef]
- Daubresse, C.; Sergent-Engelen, T.; Ferain, E.; Schneider, Y.J.; Legras, R. Characterisation of energetic heavy ion track in PVDF: Production of PVDF track-etched membrane and application. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 1995, 105, 126–129. [Google Scholar] [CrossRef]
- Grasselli, M.; Betz, N. Making porous membranes by chemical etching of heavy-ion tracks in β-PVDF films. Nucl. Inst. Methods Phys. Res. B 2005, 236, 501–507. [Google Scholar] [CrossRef]
- Guo, J.; Berbano, S.S.; Guo, H.; Baker, A.L.; Lanagan, M.T.; Randall, C.A. Cold Sintering Process of Composites: Bridging the Processing Temperature Gap of Ceramic and Polymer Materials. Adv. Funct. Mater. 2016, 26, 7115–7121. [Google Scholar] [CrossRef]
- Jon-Paul, M.; Kang, X.; Floyd, R.; Dickey, E.; Guo, H.; Guo, J.; Baker, A.; Funihashi, S.; Randall, C. Cold sintering: Current status and prospects. J. Mater. Res. 2017, 32, 3205–3218. [Google Scholar] [CrossRef] [Green Version]
- Jo, B.H.; Van Lerberghe, L.M.; Motsegood, K.M.; Beebe, D.J. Three-dimensional micro-channel fabrication in polydimethylsiloxane (PDMS) elastomer. J. Microelectromech. Syst. 2000, 9, 76–81. [Google Scholar] [CrossRef]
- Luo, Y.; Zare, R.N. Perforated membrane method for fabricating three-dimensional polydimethylsiloxane microfluidic devices. Lab Chip 2008, 8, 1688–1694. [Google Scholar] [CrossRef]
- Tibbe, M.; Loessberg-Zahl, J.; Do Carmo, M.P.; Van Der Helm, M.; Bomer, J.; Van Den Berg, A.; Leferink, A.; Segerink, L.; Eijkel, J. Large-scale fabrication of free-standing and sub-μm PDMS through-hole membranes. Nanoscale 2018, 10, 7711–7718. [Google Scholar]
- Kim, Y.S.; Suh, K.Y.; Lee, H.H. Fabrication of three-dimensional microstructures by soft molding. Appl. Phys. Lett. 2001, 79, 2285–2287. [Google Scholar] [CrossRef] [Green Version]
- Thangawng, A.L.; Lee, J. Fabrication of a Micro/Nano Integrated Roughened Structure using Nanosphere Lithography (NSL). In Proceedings of the ASME 2004 International Mechanical Engineering Congress and Exposition, Anaheim, CA, USA, 13–19 November 2004; pp. 463–468. [Google Scholar]
- Heo, Y.S.; Cabrera, L.M.; Song, J.W.; Futai, N.; Tung, Y.-C.; Smith, G.D.; Takayama, S. Characterization and resolution of evaporation-mediated osmolality shifts that constrain microfluidic cell culture in poly(dimethylsiloxane) devices. Anal. Chem. 2007, 79, 1126. [Google Scholar] [CrossRef]
- Femmer, T.; Kuehne, A.J.C.; Torres-Rendon, J.; Walther, A.; Wessling, M. Print your membrane: Rapid prototyping of complex 3D-PDMS membranes via a sacrificial resist. J. Membr. Sci. 2015, 478, 12–18. [Google Scholar] [CrossRef]
- Femmer, T.; Kuehne, A.J.C.; Wessling, M. Print your own membrane: Direct rapid prototyping of polydimethylsiloxane. Lab Chip 2014, 14, 2610–2613. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Chakraborty, S.; Tow, E.W.; Plumlee, M.H.; Bellona, C.; Loutatidou, S.; Karimi, L.; Mikelonis, A.M.; Achilli, A.; Ghassemi, A. A review of polymeric membranes and processes for potable water reuse. Progress Polym. Sci. 2018, 81, 209–237. [Google Scholar] [CrossRef]
- Peter-Varbanets, M.; Zurbrügg, C.; Swartz, C.; Pronk, W. Decentralized systems for potable water and the potential of membrane technology. Water Res. 2009, 43, 245–265. [Google Scholar] [CrossRef]
- Pendergast, M.M.; Hoek, E.M. A review of water treatment membrane nanotechnologies. Energy Environ. Sci. 2011, 4, 1946–1971. [Google Scholar] [CrossRef] [Green Version]
- Ulbricht, M. Advanced functional polymer membranes. Polymer 2006, 47, 2217–2262. [Google Scholar] [CrossRef] [Green Version]
- Kesting, R.E. The four tiers of structure in integrally skinned phase inversion membranes and their relevance to the various separation regimes. J. Appl. Polym. Sci. 1990, 41, 2739–2752. [Google Scholar] [CrossRef]
- Ong, Y.K.; Shi, G.M.; Le, N.L.; Tang, Y.P.; Zuo, J.; Nunes, S.P.; Chung, T.-S. Recent membrane development for pervaporation processes. Progress Polym. Sci. 2016, 57, 1–31. [Google Scholar] [CrossRef] [Green Version]
- Zwolinski, B.J.; Eyring, H.; Reese, C.E. Diffusion and Membrane Permeability. J. Phys. Colloid Chem. 1949, 53, 1426–1453. [Google Scholar] [CrossRef]
- Platt, S.; Mauramo, M.; Butylina, S.; Nyström, M. Retention of pegs in cross-flow ultrafiltration through membranes. Desalination 2002, 149, 417–422. [Google Scholar] [CrossRef]
- Ochoa, N.A.; Prádanos, P.; Palacio, L.; Pagliero, C.; Marchese, J.; Hernández, A. Pore size distributions based on AFM imaging and retention of multidisperse polymer solutes: Characterisation of polyethersulfone UF membranes with dopes containing different PVP. J. Membr. Sci. 2001, 187, 227–237. [Google Scholar] [CrossRef]
- Bae, B.; Chun, B.H.; Kim, D. Surface characterization of microporous polypropylene membranes modified by plasma treatment. Polymer 2001, 42, 7879–7885. [Google Scholar] [CrossRef]
- Croce, F.; Appetecchi, G.B.; Persi, L.; Scrosati, B. Nanocomposite polymer electrolytes for lithium batteries. Nature 1998, 394, 456. [Google Scholar] [CrossRef]
- Mulder, J. Basic Principles of Membrane Technology; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Park, M.J.; Kim, C. Fabrication of polyethylene microporous membranes using triethylolpropane tris (2-ethylhexanoate) as a novel diluent by a thermally induced phase separation process. J. Membr. Sci. 2014, 449, 127–135. [Google Scholar] [CrossRef]
- Baker, R.W.; Cussler, E.L.; Eykamp, W.; Koros, W.J.; Riley, R.L.; Strathmann, H. Membrane Separation System: Recent Developments Future Directions; Noyes Publications: Park Ridge, NJ, USA, 1991; pp. 100–150. [Google Scholar]
- Roh, S.C.; Song, K.W.; Kim, C. Effects of nonsolvent molecular structure and its content on the formation of the macroporous polyarylate layer coated onto the polyethylene separator. Ind. Eng. Chem. Res. 2011, 50, 12596–12605. [Google Scholar] [CrossRef]
- Jeon, M.Y.; Kim, C.K. Phase behavior of polymer/diluent/diluent mixtures and their application to control microporous membrane structure. J. Membr. Sci. 2007, 300, 172–181. [Google Scholar] [CrossRef]
- Kim, W.K.; Char, K.; Kim, C.K. Control of droplet size of polymer–diluent blends through thermally induced phase separation. J. Polym. Sci. B Polym. Phys. 2000, 38, 3042–3052. [Google Scholar] [CrossRef]
- Liu, S.; Zhou, C.; Yu, W. Phase separation and structure control in ultra-high molecular weight polyethylene microporous membrane. J. Membr. Sci. 2011, 379, 268–278. [Google Scholar] [CrossRef]
- Matsuyama, H.; Kudari, S.; Kiyofuji, H.; Kitamura, Y. Kinetic studies of thermally induced phase separation in polymer–diluent system. J. Appl. Polym. Sci. 2000, 76, 1028–1036. [Google Scholar] [CrossRef]
- Roh, S.; Park, M.; Yoo, S.; Kim, C. Changes in microporous structure of polyethylene membrane fabricated from PE/PTMG/paraffin ternary mixtures. J. Membr. Sci. 2012, 411, 201–210. [Google Scholar] [CrossRef]
- Shang, M.; Matsuyama, H.; Teramoto, M.; Okuno, J.; Lloyd, D.R.; Kubota, N. Effect of diluent on poly(ethylene-co-vinyl alcohol) hollow-fiber membrane formation via thermally induced phase separation. J. Appl. Polym. Sci. 2005, 95, 219–225. [Google Scholar] [CrossRef]
- Matsuyama, H.; Yuasa, M.; Kitamura, Y.; Teramoto, M.; Lloyd, D.R. Structure control of anisotropic and asymmetric polypropylene membrane prepared by thermally induced phase separation. J. Membr. Sci. 2000, 179, 91–100. [Google Scholar] [CrossRef]
- Matsuyama, H.; Maki, T.; Teramoto, M.; Asano, K. Effect of polypropylene molecular weight on porous membrane formation by thermally induced phase separation. J. Membr. Sci. 2002, 204, 323–328. [Google Scholar] [CrossRef]
- Kim, J.F.; Kim, J.H.; Lee, Y.M.; Drioli, E. Thermally induced phase separation and electrospinning methods for emerging membrane applications: A review. Adv. Mater. Sep. Mater. Devices Process. 2016, 62, 461–490. [Google Scholar] [CrossRef]
- Liu, F.; Hashim, N.A.; Liu, Y.; Abed, M.R.M.; Li, K. Progress in the production and modification of PVDF membranes. J. Membr. Sci. 2011, 375, 1–27. [Google Scholar] [CrossRef]
- Kim, S.S.; Lloyd, D.R. Microporous membrane formation via thermally-induced phase separation. III. Effect of thermodynamic interactions on the structure of isotactic polypropylene membranes. J. Membr. Sci. 1991, 64, 13–29. [Google Scholar] [CrossRef]
- Matsuyama, H.; Berghmans, S.; Lloyd, D.R. Formation of hydrophilic microporous membranes via thermally induced phase separation. J. Membr. Sci. 1998, 142, 213–224. [Google Scholar] [CrossRef]
- Van Krevelen, D. Crystallinity of polymers and means to influence crystallization process. Chimia 1978, 32, 279–294. [Google Scholar]
- Keith, H.; Padden, F. Spherulitic crystallization from the melt. I. Fractionation and impurity segregation and their influence on crystalline morphology. J. Appl. Phys. 1964, 35, 1270–1285. [Google Scholar] [CrossRef]
- Chiang, C.-Y. Poly(phenylene Sulfide)(pps) Membrane Formation via Solid-Liquid Thermally Induced Phase Separation. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, 1995. [Google Scholar]
- Laxminarayan, A. The Kinetics of Membrane Formation via Thermally Induced Liquid-Liquid Phase Separation. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, 1996. [Google Scholar]
- Laxminarayan, A.; McGuire, K.S.; Kim, S.S.; Lloyd, D.R. Effect of initial composition, phase separation temperature and polymer crystallization on the formation of microcellular structures via thermally induced phase separation. Polymer 1994, 35, 3060–3068. [Google Scholar] [CrossRef]
- McGuire, K.S. Membrane Formation via Liquid-Liquid Thermally Induced Phase Separation. Ph.D. Thesis, The University of Texas at Austin, Austin, TX, USA, 1995. [Google Scholar]
- McGuire, K.S.; Laxminarayan, A.; Martula, D.S.; Lloyd, D.R. Kinetics of droplet growth in liquid–liquid phase separation of polymer–diluent systems: Model development. J. Colloid Interface Sci. 1996, 182, 46–58. [Google Scholar] [CrossRef]
- Chiang, C.-Y.; Starov, V.; Lloyd, D. Crystallization kinetics of a polymer-solvent system. I: Derivation of model equations. Colloid J. Russ. Acad. Sci. 1995, 57, 715–724. [Google Scholar]
- Ji, G.-L.; Du, C.-H.; Zhu, B.-K.; Xu, Y.-Y. Preparation of porous PVDF membrane via thermally induced phase separation with diluent mixture of DBP and DEHP. J. Appl. Polym. Sci. 2007, 105, 1496–1502. [Google Scholar] [CrossRef]
- Hassankiadeh, N.T.; Cui, Z.; Kim, J.H.; Shin, D.W.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. PVDF hollow fiber membranes prepared from green diluent via thermally induced phase separation: Effect of PVDF molecular weight. J. Membr. Sci. 2014, 471, 237–246. [Google Scholar] [CrossRef]
- Gu, M.; Zhang, J.; Xia, Y.; Wang, X. Poly(vinylidene fluoride) crystallization behavior and membrane structure formation via thermally induced phase separation with benzophenone diluent. J. Macromol. Sci. Part B 2007, 47, 180–191. [Google Scholar] [CrossRef]
- Ghasem, N.; Al-Marzouqi, M.; Duaidar, A. Effect of quenching temperature on the performance of poly(vinylidene fluoride) microporous hollow fiber membranes fabricated via thermally induced phase separation technique on the removal of CO2 from CO2-gas mixture. Int. J. Greenh. Gas Control 2011, 5, 1550–1558. [Google Scholar] [CrossRef]
- Yang, J.; Li, D.W.; Lin, Y.K.; Wang, X.L.; Tian, F.; Wang, Z. Formation of a bicontinuous structure membrane of polyvinylidene fluoride in diphenyl ketone diluent via thermally induced phase separation. J. Appl. Polym. Sci. 2008, 110, 341–347. [Google Scholar] [CrossRef]
- Burghardt, W. Phase diagrams for binary polymer systems exhibiting both crystallization and limited liquid-liquid miscibility. Macromolecules 1989, 22, 2482–2486. [Google Scholar] [CrossRef]
- Castro, A.J. Methods for Making Microporous Products. U.S. Patent 4247498A, 27 January 1981. [Google Scholar]
- Shipman, G.H. Microporous Sheet Material, Method of Making and Articles Made Therewith. U.S. Patent 4539256A, 3 September 1985. [Google Scholar]
- Caneba, G.T.; Soong, D.S. Polymer membrane formation through the thermal-inversion process. 1. Experimental study of membrane structure formation. Macromolecules 1985, 18, 2538–2545. [Google Scholar] [CrossRef]
- Caneba, G.T.; Soong, D.S. Polymer membrane formation through the thermal-inversion process. 2. Mathematical modeling of membrane structure formation. Macromolecules 1985, 18, 2545–2555. [Google Scholar] [CrossRef]
- Tsai, F.J.; Torkelson, J.M. The roles of phase separation mechanism and coarsening in the formation of poly (methyl methacrylate) asymmetric membranes. Macromolecules 1990, 23, 775–784. [Google Scholar] [CrossRef]
- Hassankiadeh, N.T.; Cui, Z.; Kim, J.H.; Shin, D.W.; Lee, S.Y.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. Microporous poly(vinylidene fluoride) hollow fiber membranes fabricated with PolarClean as water-soluble green diluent and additives. J. Membr. Sci. 2015, 479, 204–212. [Google Scholar] [CrossRef]
- Cui, Z.; Hassankiadeh, N.T.; Lee, S.Y.; Woo, K.T.; Lee, J.M.; Sanguineti, A.; Arcella, V.; Lee, Y.M.; Drioli, E. Tailoring novel fibrillar morphologies in poly(vinylidene fluoride) membranes using a low toxic triethylene glycol diacetate (TEGDA) diluent. J. Membr. Sci. 2015, 473, 128–136. [Google Scholar] [CrossRef]
- Kim, L.U.; Kim, C.K. A novel method for the pore size control of the battery separator using the phase instability of the ternary mixtures. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 2025–2034. [Google Scholar] [CrossRef]
- Matsuyama, H.; Kim, M.-M.; Lloyd, D.R. Effect of extraction and drying on the structure of microporous polyethylene membranes prepared via thermally induced phase separation. J. Membr. Sci. 2002, 204, 413–419. [Google Scholar] [CrossRef]
- Yoon, J.; Lesser, A.J.; McCarthy, T.J. Locally anisotropic porous materials from polyethylene and crystallizable diluents. Macromolecules 2009, 42, 8827–8834. [Google Scholar] [CrossRef]
- Hemmati, F.; Garmabi, H.; Modarress, H. Phase behavior of polyethylene/ethylene vinyl acetate blends: Studies on miscibility window, composition dependency of interfacial interactions, and enhanced toughness. J. Plast. Film Sheeting 2015, 31, 8–26. [Google Scholar] [CrossRef]
- Dhibar, A.K.; Kim, J.K.; Khatua, B.B. Cocontinuous phase morphology of asymmetric compositions of polypropylene/high-density polyethylene blend by the addition of clay. J. Appl. Polym. Sci. 2011, 119, 3080–3092. [Google Scholar] [CrossRef]
- Iqbal, M.Z.; Abdala, A.A.; Liberatore, M.W. Synthesis and characterization of polyethylene/oxidized polyethylene miscible blends and role of OPE as a viscosity control. Appl. Polym. 2016, 133. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Lim, G.B. Microporous membrane formation via thermally-induced phase separation. VII. Effect of dilution, cooling rate, and nucleating agent addition on morphology. J. Membr. Sci. 1993, 79, 27–34. [Google Scholar]
- Cha, B.J.; Char, K.; Kim, J.J.; Kim, S.S.; Kim, C.K. The effects of diluent molecular weight on the structure of thermally-induced phase separation membrane. J. Membr. Sci. 1995, 108, 219–229. [Google Scholar] [CrossRef]
- Kamada, K.; Minami, S.; Yoshida, K. Porous Polypropylene Hollow Filaments and Method Making the Same. U.S. Patent 4055696A, 25 October 1977. [Google Scholar]
- Druin, M.L.; Loft, J.T.; Plovan, S.G. Novel Open-Celled Microporous Film. U.S. Patent 3679538A, 25 July 1972. [Google Scholar]
- Yoshida, K. Structural feature and membrane properties of microporous hollow fibers. Kobunshi 1988, 37, 142–151. [Google Scholar] [CrossRef]
- Lee, S.-Y.; Park, S.-Y.; Song, H.-S. Lamellar crystalline structure of hard elastic HDPE films and its influence on microporous membrane formation. Polymer 2006, 47, 3540–3547. [Google Scholar] [CrossRef]
- Keller, A.; Machin, M.J. Oriented crystallization in polymers. J. Macromol. Sci. Part B 1967, 1, 41–91. [Google Scholar] [CrossRef]
- Bierenbaum, H.S.; Isaacson, R.B.; Druin, M.L.; Plovan, S.G. Microporous polymeric films. Ind. Eng. Chem. Prod. Res. Dev. 1974, 13, 2–9. [Google Scholar] [CrossRef]
- Shen, L.-Q.; Xu, Z.-K.; Xu, Y.-Y. Preparation and characterization of microporous polyethylene hollow fiber membranes. J. Appl. Polym. Sci. 2002, 84, 203–210. [Google Scholar] [CrossRef]
- Ding, Z.; Bao, R.; Zhao, B.; Yan, J.; Liu, Z.; Yang, M. Effects of annealing on structure and deformation mechanism of isotactic polypropylene film with row-nucleated lamellar structure. J. Appl. Polym. Sci. 2013, 130, 1659–1666. [Google Scholar] [CrossRef]
- Sahraeian, R.; Davachi, S.M.; Heidari, B.S. The effect of nanoperlite and its silane treatment on thermal properties and degradation of polypropylene/nanoperlite nanocomposite films. Compos. Part B Eng. 2019, 162, 103–111. [Google Scholar] [CrossRef]
- Ferrer-Balas, D.; Maspoch, M.L.; Martinez, A.; Santana, O. Influence of annealing on the microstructural, tensile and fracture properties of polypropylene films. Polymer 2001, 42, 1697–1705. [Google Scholar] [CrossRef]
- Gu, F.; Bu, H.; Zhang, Z. New Observations on the Formation of “Row-Nucleated” Structures of Isotactic Polystyrene. Macromolecules 2000, 33, 5490–5494. [Google Scholar] [CrossRef]
- Elyashevich, G.; Sazanov, Y.N.; Rozova, E.Y.; Lavrentyev, V.; Kuryndin, I.; Praslova, O.; Fedorova, G. Thermal stability of polyethylene microporous films with a poly (pyrrole) conducting layer. Polym. Sci. Ser. AC/C Vysokomol. Soedin. 2001, 43, 970–975. [Google Scholar]
- Hoffman, J.; Davis, G.T.; Lauritzen, J. Treatise on Solid State Chemistry; Plenum Press: New York, NY, USA, 1976; Volume 3, p. 497. [Google Scholar]
- Zhang, M.; Zhang, C.-F.; Yao, Z.-K.; Shi, J.-L.; Zhu, B.-K.; Xu, Y.-Y. Preparation of high density polyethylene/polyethylene-block-poly (ethylene glycol) copolymer blend porous membranes via thermally induced phase separation process and their properties. Chin. J. Polym. Sci. 2010, 28, 337–346. [Google Scholar] [CrossRef]
- Chen, R.; Saw, C.; Jamieson, M.; Aversa, T.; Callahan, R. Structural characterization of Celgard® microporous membrane precursors: Melt-extruded polyethylene films. J. Appl. Polym. Sci. 1994, 53, 471–483. [Google Scholar] [CrossRef]
- Elyashevich, G.K.; Karpov, E.; Rosova, E.Y.; Streltses, B.V.; Marikhin, V.A.; Myasnikova, L.P. Orientational crystallization and orientational drawing as strengthening methods for polyethylene. Polym. Eng. Sci. 1993, 33, 1341–1351. [Google Scholar] [CrossRef]
- Takemura, D.; Aihara, S.; Hamano, K.; Kise, M.; Nishimura, T.; Urushibata, H.; Yoshiyasu, H. A powder particle size effect on ceramic powder based separator for lithium rechargeable battery. J. Power Sources 2005, 146, 779–783. [Google Scholar] [CrossRef]
- Wool, R.P. Morphological mechanics of springy polymers. J. Polym. Sci. Polym. Phys. Ed. 1976, 14, 603–618. [Google Scholar] [CrossRef]
- Samuels, R.J. High strength elastic polypropylene. J. Polym. Sci. Polym. Phys. Ed. 1979, 17, 535–568. [Google Scholar] [CrossRef]
- Seethapathy, S.; Górecki, T. Applications of polydimethylsiloxane in analytical chemistry: A review. Anal. Chim. Acta 2012, 750, 48–62. [Google Scholar] [CrossRef]
- Kim, H.J.; Huh, D.; Hamilton, G.; Ingber, D.E. Human gut-on-a-chip inhabited by microbial flora that experiences intestinal peristalsis-like motions and flow. Lab Chip 2012, 12, 2165–2174. [Google Scholar] [CrossRef]
- Huh, D.; Kim, H.J.; Fraser, J.P.; Shea, D.E.; Khan, M.; Bahinski, A.; Hamilton, G.A.; Ingber, D.E. Microfabrication of human organs-on-chips. Nat. Protoc. 2013, 8, 2135. [Google Scholar] [CrossRef]
- van der Helm, M.W.; Odijk, M.; Frimat, J.-P.; van der Meer, A.D.; Eijkel, J.C.T.; van den Berg, A.; Segerink, L.I. Direct quantification of transendothelial electrical resistance in organs-on-chips. Biosens. Bioelectron. 2016, 85, 924–929. [Google Scholar] [CrossRef] [Green Version]
- Yanagishita, T.; Nishio, K.; Masuda, H. Polymer through-hole membrane fabricated by nanoimprinting using metal molds with high aspect ratios. J. Vac. Sci. Technol. B 2007, 25, L35–L38. [Google Scholar] [CrossRef]
- Mosadegh, B.; Agarwal, M.; Torisawa, Y.-S.; Takayama, S. Simultaneous fabrication of PDMS through-holes for three-dimensional microfluidic applications. Lab Chip 2010, 10, 1983. [Google Scholar] [CrossRef]
- Izuka, A.; Winter, H.H.; Hashimoto, T. Molecular weight dependence of viscoelasticity of polycaprolactone critical gels. Macromolecules 1992, 25, 2422–2428. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhang, X. Mechanical Properties Evolution of Polydimethylsiloxane During Crosslinking Process. MRS Proc. 2006, 975, 0975-DD0906-0907. [Google Scholar] [CrossRef]
- Hanson, D.E. An explicit polymer and node network model to compute micromechanical properties of silica-filled polydimethylsiloxane. Polymer 2004, 45, 1055–1062. [Google Scholar] [CrossRef]
- Dittrich, P.S.; Manz, A. Lab-on-a-chip: Microfluidics in drug discovery. Nat. Rev. Drug Discov. 2006, 5, 210. [Google Scholar] [CrossRef]
- Wei, H.; Chueh, B.-H.; Wu, H.; Hall, E.W.; Li, C.-W.; Schirhagl, R.; Lin, J.-M.; Zare, R.N. Particle sorting using a porous membrane in a microfluidic device. Lab Chip 2011, 11, 238–245. [Google Scholar] [CrossRef]
- Vogelaar, L.; Barsema, J.N.; Van Rijn, C.J.M.; Nijdam, W.; Wessling, M. Phase Separation Micromolding—PSμM. Adv. Mater. 2003, 15, 1385–1389. [Google Scholar] [CrossRef]
- Neklyudova, M.; Erdamar, A.K.; Vicarelli, L.; Heerema, S.J.; Rehfeldt, T.; Pandraud, G.; Kolahdouz, Z.; Dekker, C.; Zandbergen, H.W. Through-membrane electron-beam lithography for ultrathin membrane applications. Appl. Phys. Lett. 2017, 111. [Google Scholar] [CrossRef]
- Neils, C.; Tyree, Z.; Finlayson, B.; Folch, A. Combinatorial mixing of microfluidic streams. Lab Chip 2004, 4, 342–350. [Google Scholar] [CrossRef]
- Li, J.; Stein, D.; McMullan, C.; Branton, D.; Aziz, M.J.; Golovchenko, J.A. Ion-beam sculpting at nanometre length scales. Nature 2001, 412, 166–169. [Google Scholar] [CrossRef] [Green Version]
- Firpo, G.; Angeli, E.; Repetto, L.; Valbusa, U. Permeability thickness dependence of polydimethylsiloxane (PDMS) membranes. J. Membr. Sci. 2015, 481, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Thangawng, A.; Ruoff, R.; Swartz, M.; Glucksberg, M. An ultra-thin PDMS membrane as a bio/micro–nano interface: Fabrication and characterization. Biomed. Microdevices 2007, 9, 587–595. [Google Scholar] [CrossRef]
- Lötters, J.C. The mechanical properties of the rubber elastic polymer polydimethylsiloxane for sensor applications. J. Micromech. Microeng. 1997, 7, 145–147. [Google Scholar] [CrossRef]
- Tahk, D.; Paik, S.-M.; Lim, J.; Bang, S.; Oh, S.; Ryu, H.; Jeon, N.L. Rapid large area fabrication of multiscale through-hole membranes. Lab Chip 2017, 17, 1817–1825. [Google Scholar] [CrossRef]
- Atsuta, K.; Noji, H.; Takeuchi, S. Micro patterning of active proteins with perforated PDMS sheets (PDMS sieve). Lab Chip 2004, 4, 333–336. [Google Scholar] [CrossRef]
- Kang, J.H.; Um, E.; Park, J.-K. Fabrication of a poly(dimethylsiloxane) membrane with well-defined through-holes for three-dimensional microfluidic networks. J. Micromech. Microeng. 2009, 19, 045027. [Google Scholar] [CrossRef]
- Yanagishita, T.; Nishio, K.; Masuda, H. Antireflection Polymer Hole Array Structures by Imprinting Using Metal Molds from Anodic Porous Alumina. Appl. Phys. Express 2008, 1, 067004. [Google Scholar] [CrossRef]
- Grimm, S.; Lange, A.; Enke, D.; Steinhart, M. Imprinting macropore arrays into mesoporous silica monoliths. J. Mater. Chem. 2012, 22, 9490–9493. [Google Scholar] [CrossRef]
- Low, Z.-X.; Chua, Y.T.; Ray, B.M.; Mattia, D.; Metcalfe, I.S.; Patterson, D.A. Perspective on 3D printing of separation membranes and comparison to related unconventional fabrication techniques. J. Membr. Sci. 2017, 523, 596–613. [Google Scholar] [CrossRef] [Green Version]
- Mark, J.E. Physical Properties of Polymers Handbook; Springer: Berlin/Heidelberg, Germany, 2007; Volume 1076. [Google Scholar]
- Luo, B.; Li, Z.; Zhang, J.; Wang, X. Formation of anisotropic microporous isotactic polypropylene (iPP) membrane via thermally induced phase separation. Desalination 2008, 233, 19–31. [Google Scholar] [CrossRef]
- Vanherck, K.; Koeckelberghs, G.; Vankelecom, I.F.J. Crosslinking polyimides for membrane applications: A review. Progress Polym. Sci. 2012, 38. [Google Scholar] [CrossRef]
- Feng, S.; Zhong, Z.; Wang, Y.; Xing, W.; Drioli, E. Progress and perspectives in PTFE membrane: Preparation, modification, and applications. J. Membr. Sci. 2018, 549, 332–349. [Google Scholar] [CrossRef]
- Yin, J.; Deng, B. Polymer-matrix nanocomposite membranes for water treatment. J. Membr. Sci. 2015, 479, 256–275. [Google Scholar] [CrossRef]
- Yang, Q.; Xu, Z.-K.; Dai, Z.-W.; Wang, J.-L.; Ulbricht, M. Surface Modification of Polypropylene Microporous Membranes with a Novel Glycopolymer. Chem. Mater. 2005, 17, 3050–3058. [Google Scholar] [CrossRef]
- Wang, Y.J.; Chen, C.H.; Yeh, M.L.; Hsiue, G.H.; Yu, B.C. A one-side hydrophilic polypropylene membrane prepared by plasma treatment. J. Membr. Sci. 1990, 53, 275–286. [Google Scholar] [CrossRef]
- Arora, P.; Zhang, Z. Battery Separators. Chem. Rev. 2004, 104, 4419–4462. [Google Scholar] [CrossRef]
- Ciszewski, A.; Rydzyńska, B. Studies on self-assembly phenomena of hydrophilization of microporous polypropylene membrane by acetone aldol condensation products: New separator for high-power alkaline batteries. J. Power Sources 2007, 166, 526–530. [Google Scholar] [CrossRef]
- Liang, L.; Shi, M.; Viswanathan, V.V.; Peurrung, L.M.; Young, J.S. Temperature-sensitive polypropylene membranes prepared by plasma polymerization. J. Membr. Sci. 2000, 177, 97–108. [Google Scholar] [CrossRef]
- Wan, L.-S.; Yang, Y.-F.; Tian, J.; Hu, M.-X.; Xu, Z.-K. Construction of comb-like poly(N-isopropylacrylamide) layers on microporous polypropylene membrane by surface-initiated atom transfer radical polymerization. J. Membr. Sci. 2009, 327, 174–181. [Google Scholar] [CrossRef]
- Guo, H.; Ulbricht, M. Preparation of thermo-responsive polypropylene membranes via surface entrapment of poly(N-isopropylacrylamide)-containing macromolecules. J. Membr. Sci. 2011, 372, 331–339. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Li, W.; Zhou, J.; Gu, J.-S.; Huang, L.; Tang, Z.-Q.; Wei, X.-W. Thermo- and pH-responsive polypropylene microporous membrane prepared by the photoinduced RAFT-mediated graft copolymerization. J. Membr. Sci. 2009, 343, 82–89. [Google Scholar] [CrossRef]
- McDonogh, R.M.; Bauser, H.; Stroh, N.; Chmiel, H. Concentration polarisation and adsorption effects in cross-flow ultrafiltration of proteins. Desalination 1990, 79, 217–231. [Google Scholar] [CrossRef]
- Himma, N.; Anisah, S.; Prasetya, N.; Wenten, I. Advances in preparation, modification, and application of polypropylene membrane. J. Polym. Eng. 2016, 36, 329–362. [Google Scholar] [CrossRef]
- Gryta, M. Wettability of polypropylene capillary membranes during the membrane distillation process. Chem. Pap. 2012, 66, 92–98. [Google Scholar] [CrossRef]
- Khayet, M.; Matsuura, T. Membrane Distillation: Principles and Applications; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Li, X.; Wang, C.; Yang, Y.; Wang, X.; Zhu, M.; Hsiao, B.S. Dual-Biomimetic Superhydrophobic Electrospun Polystyrene Nanofibrous Membranes for Membrane Distillation. ACS Appl. Mater. Interfaces 2014, 6, 2423–2430. [Google Scholar] [CrossRef]
- van der Graaf, S.; Schroën, C.G.P.H.; Boom, R.M. Preparation of double emulsions by membrane emulsification—A review. J. Membr. Sci. 2005, 251, 7–15. [Google Scholar] [CrossRef]
- Vladisavljević, G.T.; Tesch, S.; Schubert, H. Preparation of water-in-oil emulsions using microporous polypropylene hollow fibers: Influence of some operating parameters on droplet size distribution. Chem. Eng. Proc. Process. Intensif. 2002, 41, 231–238. [Google Scholar] [CrossRef]
- Mosadegh-Sedghi, S.; Rodrigue, D.; Brisson, J.; Iliuta, M.C. Wetting phenomenon in membrane contactors—Causes and prevention. J. Membr. Sci. 2014, 452, 332–353. [Google Scholar] [CrossRef]
- Scholes, C.A.; Simioni, M.; Qader, A.; Stevens, G.W.; Kentish, S.E. Membrane gas–solvent contactor trials of CO2 absorption from syngas. Chem. Eng. J. 2012, 195–196, 188–197. [Google Scholar] [CrossRef]
- Simons, K.; Nijmeijer, K.; Wessling, M. Gas–liquid membrane contactors for CO2 removal. J. Membr. Sci. 2009, 340, 214–220. [Google Scholar] [CrossRef]
- Curcio, E.; Simone, S.; Profio, G.D.; Drioli, E.; Cassetta, A.; Lamba, D. Membrane crystallization of lysozyme under forced solution flow. J. Membr. Sci. 2005, 257, 134–143. [Google Scholar] [CrossRef]
- Brito Martínez, M.; Jullok, N.; Rodríguez Negrín, Z.; Van der Bruggen, B.; Luis, P. Membrane crystallization for the recovery of a pharmaceutical compound from waste streams. Chem. Eng. Res. Des. 2014, 92, 264–272. [Google Scholar] [CrossRef]
- Kiani, A.; Bhave, R.R.; Sirkar, K.K. Solvent extraction with immobilized interfaces in a microporous hydrophobic membrane. J. Membr. Sci. 1984, 20, 125–145. [Google Scholar] [CrossRef]
- Li, X.; Hu, D.; Huang, K.; Yang, C. Hierarchical rough surfaces formed by LBL self-assembly for oil–water separation. J. Mater. Chem. A 2014, 2, 11830–11838. [Google Scholar] [CrossRef]
- Purwasasmita, M.; Juwono, P.B.; Karlina, A.M.; Khoiruddin, K.; Wenten, I.G. Non-dissolved solids removal during palm kernel oil ultrafiltration. Reaktor 2014. [Google Scholar] [CrossRef]
- Tres, M.V.; Ferraz, H.C.; Dallago, R.M.; Di Luccio, M.; Oliveira, J.V. Characterization of polymeric membranes used in vegetable oil/organic solvents separation. J. Membr. Sci. 2010, 362, 495–500. [Google Scholar] [CrossRef]
- Tang, N.; Jia, Q.; Zhang, H.; Li, J.; Cao, S. Preparation and morphological characterization of narrow pore size distributed polypropylene hydrophobic membranes for vacuum membrane distillation via thermally induced phase separation. Desalination 2010, 256, 27–36. [Google Scholar] [CrossRef]
- Yave, W.; Quijada, R.; Ulbricht, M.; Benavente, R. Syndiotactic polypropylene as potential material for the preparation of porous membranes via thermally induced phase separation (TIPS) process. Polymer 2005, 46, 11582–11590. [Google Scholar] [CrossRef]
- Vanegas, M.E.; Quijada, R.; Serafini, D. Microporous membranes prepared via thermally induced phase separation from metallocenic syndiotactic polypropylenes. Polymer 2009, 50, 2081–2086. [Google Scholar] [CrossRef]
- Wu, S.; Lei, C.; Cai, Q.; Xu, R.; Hu, B.; Shi, W.; Peng, X. Study of structure and properties of polypropylene microporous membrane by hot stretching. Polym. Bull. 2014, 71, 2205–2217. [Google Scholar] [CrossRef]
- Mulder, M. Basic Principles of Membrane Technology, 2nd ed.; Kluwer Academic Publishers: Boston, MA, USA, 1996. [Google Scholar]
- Tabatabaei, S.H.; Carreau, P.J.; Ajji, A. Microporous membranes obtained from polypropylene blend films by stretching. J. Membr. Sci. 2008, 325, 772–782. [Google Scholar] [CrossRef]
- Kim, B.; Song, K.; Kim, S. Effects of nucleating agents on preparation of polypropylene hollow fiber membranes by melt spinning process. Macromol. Res. 2002, 10, 127–134. [Google Scholar] [CrossRef]
- Cao, L.; Su, D.; Su, Z.; Chen, X. Fabrication of Multiwalled Carbon Nanotube/Polypropylene Conductive Fibrous Membranes by Melt Electrospinning. Ind. Eng. Chem. Res. 2014, 53, 2308–2317. [Google Scholar] [CrossRef]
- Watanabe, K.; Kim, B.-S.; Kim, I.-S. Development of Polypropylene Nanofiber Production System. Polym. Rev. 2011, 51, 288–308. [Google Scholar] [CrossRef]
- Yanagishita, H.; Maejima, C.; Kitamoto, D.; Nakane, T. Preparation of asymmetric polyimide membrane for water/ethanol separation in pervaporation by the phase inversion process. J. Membr. Sci. 1994, 86, 231–240. [Google Scholar] [CrossRef]
- Wang, H.; Wang, T.; Yang, S.; Fan, L. Preparation of thermal stable porous polyimide membranes by phase inversion process for lithium-ion battery. Polymer 2013, 54, 6339–6348. [Google Scholar] [CrossRef]
- Ranjbarzadeh-Dibazar, A.; Shokrollahi, P.; Barzin, J.; Rahimi, A. Lubricant facilitated thermo-mechanical stretching of PTFE and morphology of the resulting membranes. J. Membr. Sci. 2014, 470, 458–469. [Google Scholar] [CrossRef]
- Huang, L.-T.; Hsu, P.-S.; Kuo, C.-Y.; Chen, S.-C.; Lai, J.-Y. Pore size control of PTFE membranes by stretch operation with asymmetric heating system. Desalination 2008, 233, 64–72. [Google Scholar] [CrossRef]
- Feng, Y.; Xiong, T.; Jiang, S.; Liu, S.; Hou, H. Mechanical properties and chemical resistance of electrospun polyterafluoroethylene fibres. RSC Adv. 2016, 6, 24250–24256. [Google Scholar] [CrossRef]
- Huang, Y.; Huang, Q.-L.; Liu, H.; Zhang, C.-X.; You, Y.-W.; Li, N.-N.; Xiao, C.-F. Preparation, characterization, and applications of electrospun ultrafine fibrous PTFE porous membranes. J. Membr. Sci. 2017, 523, 317–326. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, L.; Li, K.; Pi, H.; Diao, J.; Wang, X.; Shen, Y.; Zhang, C.; Hu, W.; Song, W.; et al. The improvement of deep-ultraviolet light-emitting diodes with gradually decreasing Al content in AlGaN electron blocking layers. Superlattices Microstruct. 2015, 82, 151–157. [Google Scholar] [CrossRef]
- Bottino, A.; Capannelli, G.; Comite, A.; Costa, C.; Calvo, J.I.; Saelee, R. Novel polytetrafluoroethylene tubular membranes for membrane distillation. Desalin. Water Treat. 2014, 53, 1–6. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Pore Formation Mechanism | Advantages | Disadvantages | Refs. |
|---|---|---|---|---|
| TIPS | The sites occupied by the diluent become micropores after their removal. | 1. Suitable for various polymers, especially for semi-crystalline polymers that cannot be easily dissolved by solvents. 2. Membranes are inherently reproducible and less prone to defects than other phase inversion methods. | 1. Low mutual affinity between the solvent and the non-solvent, resulting in the surface pore hardly being tuned. 2. Expensive and the organic solvents used are usually not environmentally friendly. | [4,5,6,7,8,9] |
| NIPS | Resulting from liquid–liquid phase demixing. | NIPS can effectively control the pore size and other surface characteristics of the membranes with the help of additives. | Difficult to precisely control the phase inversion process. | [10,11,12,13,14,15] |
| VIPS | Resulting from the transfer at the interface, non-solvent (gas) inflow and solvent outflow. | VIPS enables modifying and tailoring both flat-sheet and hollow-fiber polymer membrane morphologies. | The development of commercial polymer membranes still remains limited. | [10,16,17,18,19] |
| MSCS | Resulting from mechanical forces acting on the membranes in a subsequent cold-stretching step. | 1. Simple and economical process, suitable for large scale fabrication. 2. No solvent, diluents, or additives in process. 3. Extremely high mechanical strength. | Highly oriented membrane structure results in low tear resistance in the transverse direction. | [20,21,22] |
| Electro-spinning | Resulting from the evaporation of the diluent. | Directly produce superhydrophobic polymer membranes and highly porous structures of smooth non-woven nanofibers, it is simple, inexpensive, and high productivity. | Limited production capacity and low reproducibility. | [10,23,24,25,26] |
| Track etching | Irradiation produces tracks in the foils and pore formation via chemical etching. | The membrane pore size, shape, and density can be precisely determined in a controllable manner. | Limited for some particular uses and large-scale applications. It is also highly cost extensive. | [10,27,28,29] |
| Sintering | Resulting from the sintering transformation driven by high temperatures. | Widely used in the commercial production of inorganic membranes and some polymer membranes. | Sintering is costly, processing has materials limitation, material synthesis, and phase stability. | [10,30,31] |
| PSµM | Resulting from the polymer phase separation. | The method can fabricate a structure in the sub-micrometer range and can prepare a surface with two-tier hierarchical structures featuring a super-hydrophobic property. | Limited processing/production capacity. | [32,33,34] |
| Imprinting/soft molding | Resulting from the molding with an appropriate pressure. | The method can produce uniform porous membranes with a desired through-hole pattern. | The method is not suitable for fabricating polymeric nano-membranes over large areas. | [35,36] |
| Manual punching | Resulting from the combination of backside diffused-light photolithography and needle punching. | The method can fabricate polymeric nano-membranes with uniform relief features. | The method is merely suitable for low yield patterning through-hole membranes over small footprints. | [37] |
| 3D printing technique | Resulting from printing an acrylate-based sacrificial negative mold and using it as a template. | Possible to create almost any geometrically complex shape or feature in a range of materials across different scales. | 1. The technique is currently in its infancy, thus limited resolution and printing materials are available, 2. The technique has high cost. | [38,39] |
| Separation Route | Cooling Conditions | Description of Membrane Morphology | Refs. |
|---|---|---|---|
| S–L | rapid cooling | Yield small spherulites with small pore sizes and high mechanical strength. | [63,75,76,77,78] |
| slow cooling | Yield larger fuzzy spherulitic structures. | ||
| L–L with subsequent crystallization | long time period in the L–L region | Yield larger pores with a cellular structure. | [79] |
| short time period in the L–L region | Yield smaller pores with a porous cellular-like and/or bicontinuous structures. | [75,79] |
| PE | Diluent | Extractant | Membrane Morphology | Controlled Parameters | Ref. | |
|---|---|---|---|---|---|---|
| HDPE | DOP/isoparaffin | Pore size | PE/DOP: 0.17 μm | Diluent mixing ratio. | [88] | |
| PE/isoparaffin: 0.07 μm | ||||||
| PE/(DOP/isoparaffin): 0.07–0.5 µm | ||||||
| HDPE | paraffin/PTMG | acetone | Pore size | 0.2–12 μm | Paraffin/PTMG mixing ratio and molecular weight of PTMG. | [59] |
| Porosity | 34–57% | |||||
| PE | mineral oil | Trichloroethylene | Porosity | 5.9–53% | Pore dimensions increased by decreasing the surface tension and boiling point of the extractant. | [89] |
| PE | LP | ethanol | Pore sizes | 3–5 µm | Pore size and porosity increased with higher quenching temperature and longer annealing time. | [57] |
| Porosity | 50–60% | |||||
| Thickness | 100 µm | |||||
| HDPE | 1. DIDP 2. LP | ethanol/DIDP, hexane/LP | Structure | Asymmetric; hollow fiber | Pore size controlled by diluent type, increasing with higher molecular weight, shorter air gap distance and higher bath temperature. | [6] |
| Thickness | 160 µm | |||||
| Pore size | HDPE25/DIDP: 0.35–0.40 µm | |||||
| HDPE13/DIDP: 0.23 µm | ||||||
| HDPE25/LP: - | ||||||
| 1. Pyrene 2. HMB | methanol for pyrene, acetone for HMB | Structure | LLDPE/pyrene: locally aligned layers | Microporous structure can be controlled by the type of the crystallizable diluents as well as the composition of the mixtures. | [90] | |
| LLDPE/HMB: plate-like | ||||||
| Pore size | LLDPE/HMB > LLDPE/pyrene | |||||
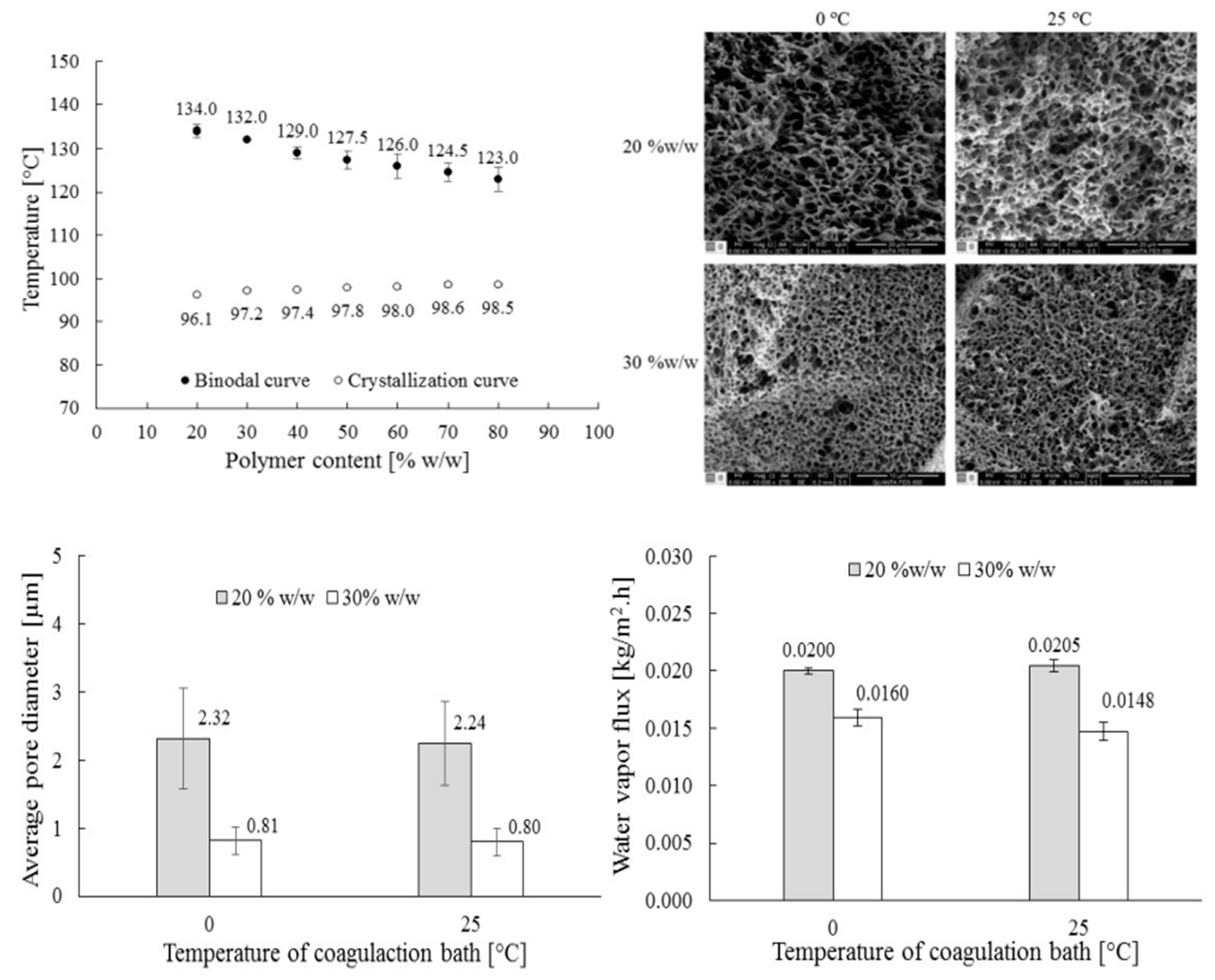
| LDPE | Palm oil | hexane | Pore size | 0.8–2.3 µm | Increasing the polymer content decreases the pore size and water vapor permeability. | [7] |
| Thickness | ≤400 µm | |||||
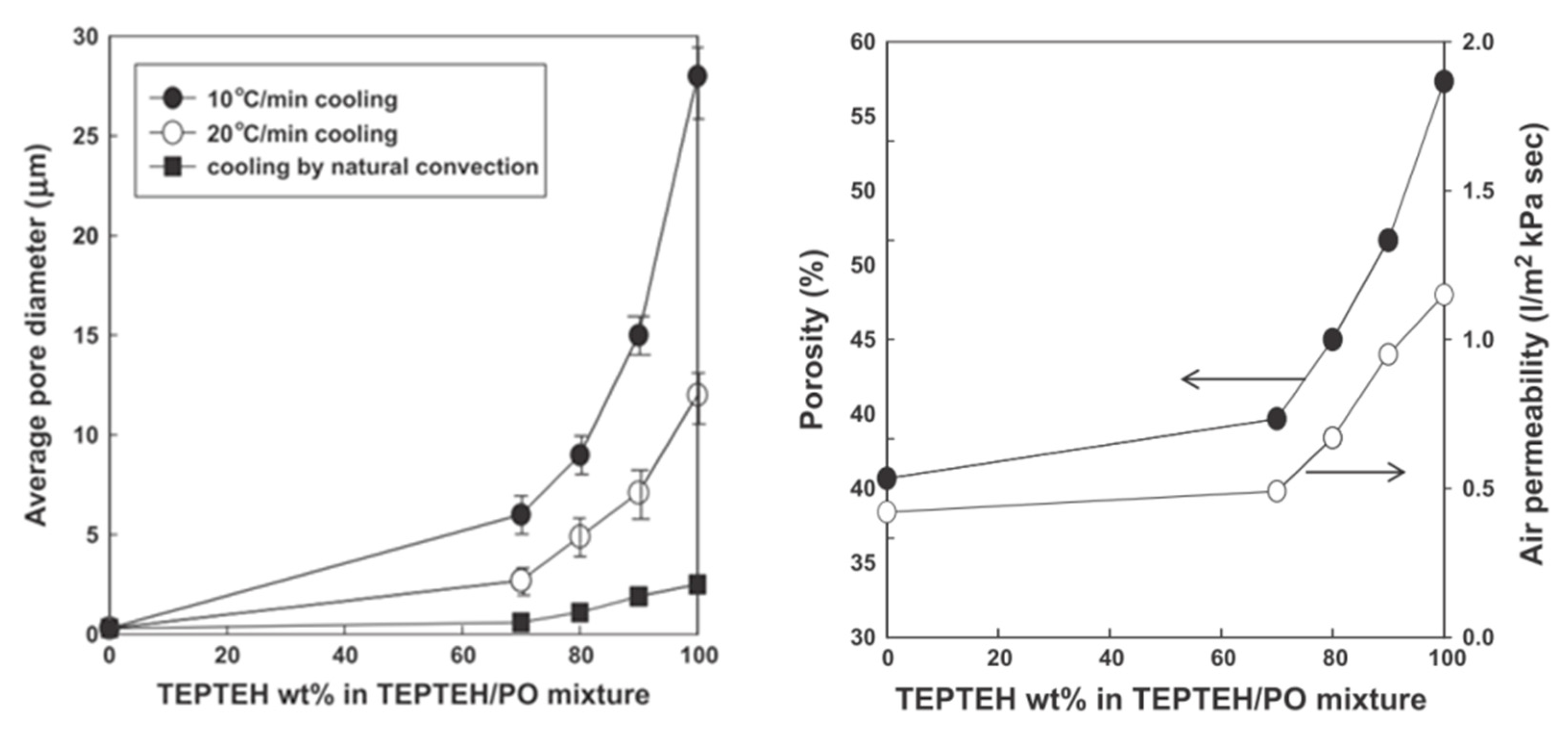
| HDPE | 1. TEPTEH 2. paraffin oil | ethanol | Thickness | 300 µm | Diluent composition and its mixing ratio | [52] |
| Pore size | PE/TEPTEH: 2.5 µm | |||||
| PE/PO: 0.3 µm | ||||||
| PE//(TEPTEH/PO): 0.3–2.5 µm | ||||||
| Porosity | PE/TEPTEH: 42.5% | |||||
| PE/PO: 32% | ||||||
| PE//(TEPTEH/PO): 32–42.5% | ||||||
| HDPE | 1. SBO 2. DOP | acetone | Pore size | PE/DOP: 0.2 µm | Pore size increases with increasing phase separation temperature and by controlling the diluent mixture. | [55] |
| PE/SBO: 0.6 µm | ||||||
| PE/SBO/DOP: 1.2 µm | ||||||
| HDPE | EVA | xylene | Structure | PE: EVA (60:40): interpenetrating network | Blend composition, final process temperature, and cooling rate. | [91] |
| PE: EVA (50:50): co-continuous | ||||||
| PE: EVA (30:70): domain/matrix | ||||||
| HDPE | PP/clay platelets/SEPS | Structure | asymmetric and co-continuous | Two melt blending methods and diluent-mixture. | [92] | |
| Pore size | PP/HDPE: 6.46 µm | |||||
| PP/HDPE/SEPS: 3.82 µm | ||||||
| PP/HDPE/SEPS/clay: 2.02–2.96 µm | ||||||
| LLDPE | OPE/p-xylene | Structure | PE: smooth surface | Viscosity (increasing OPE led to viscosity reduction of the blends). | [93] | |
| PE/OPE: fibrous | ||||||
| HDPE | PE-b-PEG/DPE | ethanol | Thickness | 100 µm | Mixing ratio of PE-b-PEG. | [9] |
| Pore size | HDPE/DPE: 1.32 μm | |||||
| HDPE/DPE/PE-b-PEG (5 wt.%): 2.25 μm | ||||||
| HDPE/DPE/PE-b-PEG (10 wt.%): 2.67 μm | ||||||
| HDPE/DPE/PE-b-PEG (20 wt.%): 3.80 μm | ||||||
| Component | Solubility Parameter (MPa1/2) | Boiling Point (K) | Surface Tension at 298 K (mN/m) | Dimension in the Extrusion Direction (cm) | Dimension in the Perpendicular Direction (cm) | Thickness (µm) | Porosity (%) | |
|---|---|---|---|---|---|---|---|---|
| Total | Dispersive | |||||||
| PE | 16.2 | 16.2 | - | - | - | - | - | - |
| Trichloroethylene | 18.7 | 11.7 | 360 | 28.70 | 4.44 | 3.60 | 210 | 24.0 |
| p-Xylene | 18.1 | 16.5 | 411 | 28.01 | 4.02 | 3.00 | 195 | 5.9 |
| Toluene | 18.3 | 16.4 | 383 | 27.93 | 4.32 | 3.20 | 200 | 17.0 |
| Tetrahydrofuran | 18.5 | 13.3 | 339 | 26.40 | 4.86 | 3.40 | 217.5 | 40.0 |
| Cyclohexane | 16.8 | 16.4 | 354 | 24.65 | 4.80 | 3.40 | 217.5 | 39.0 |
| 2-Butanone | 19.3 | 14.1 | 353 | 23.97 | 5.04 | 3.52 | 222.5 | 40.0 |
| Ethyl acetate | 18.2 | 13.4 | 350 | 23.39 | 5.16 | 3.52 | 225 | 48.0 |
| Heptane | 15.3 | 15.3 | 371 | 19.65 | 4.98 | 3.52 | 225 | 45.0 |
| Hexane | 14.9 | 14.9 | 342 | 17.89 | 5.34 | 3.68 | 232.5 | 50.0 |
| Pentane | 14.4 | 14.4 | 308 | 15.49 | 5.46 | 3.76 | 240 | 53.0 |
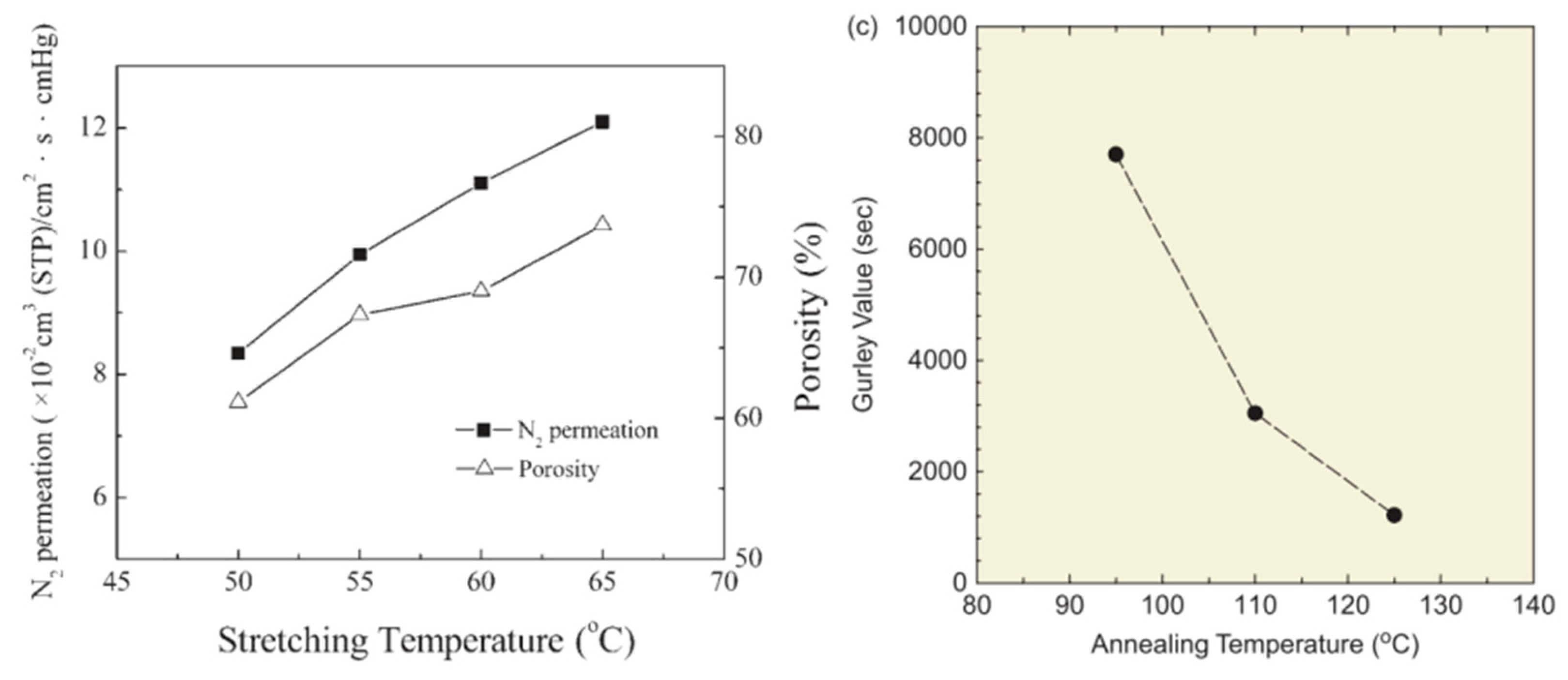
| Stretching Rate (mm/min) | Porosity (%) | Average Pore Size (µm) | N2 Permeation (cm3(STP)/cm2∙s∙cmHg) |
|---|---|---|---|
| 200 | 70 | 0.62 | 4.96 × 10−2 |
| 280 | 75 | 0.58 | 7.05 × 10−2 |
| 320 | 80 | 0.55 | 7.09 × 10−2 |
| 360 | 81 | 0.57 | 8.10 × 10−2 |
| 400 | 82 | 0.50 | 10.00 × 10−2 |
| Properties | PDMS |
|---|---|
| Density (kgm−3) | 965 |
| Melting point (°C) | N/A |
| Glass transition temperature (°C) | −127 |
| Elastic modulus (kPa) | 250 |
| Dielectric constant | 2.72–2.75 |
| Polymer | Composition | Properties | Refs. |
|---|---|---|---|
| PP | –CH2CH(CH3)–repeating units | Melting point (°C): 151–166 Thermal decomposition temperature (°C): >240 | [139,140] |
| PI | Characterized by the presence of the imide group in the polymer backbone | Glass transition temperature (°C): 280–400 | [141] |
| PTFE | –CF2CF2–repeating units | Melting point (°C): 327 Thermal conductivity (W/(m·K)): 0.25 Density (kg/m3): 2200 | [142] |
| Materials | Methods | Pore Size (µm) | Flux (L/m2·h) | Ref. |
|---|---|---|---|---|
| PP | TIPS | 0.02–0.89 | 937–7875 | [168,169,170] |
| Stretching | 0.1–3 | 240–5400 | [171,172,173] | |
| Electrospinning | 0.55–0.95 | 600–5400 | [174,175,176] | |
| PI | NIPS | 0.06–0.2 | 0.2–6.4 | [177,178] |
| PTFE | Stretching | 0.1–10 | 1440–142,632 | [179,180] |
| Spinning | 0.01–1 | 4.2–14.59 | [181,182] | |
| Auxiliary-assistant pore forming | 0.01–1 | N/A | [183,184] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, X.; Rodrigue, D. A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene. Polymers 2019, 11, 1310. https://doi.org/10.3390/polym11081310
Tan X, Rodrigue D. A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene. Polymers. 2019; 11(8):1310. https://doi.org/10.3390/polym11081310
Chicago/Turabian StyleTan, XueMei, and Denis Rodrigue. 2019. "A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene" Polymers 11, no. 8: 1310. https://doi.org/10.3390/polym11081310
APA StyleTan, X., & Rodrigue, D. (2019). A Review on Porous Polymeric Membrane Preparation. Part II: Production Techniques with Polyethylene, Polydimethylsiloxane, Polypropylene, Polyimide, and Polytetrafluoroethylene. Polymers, 11(8), 1310. https://doi.org/10.3390/polym11081310