Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds




Abstract
:
1. Introduction
2. Materials and Methods
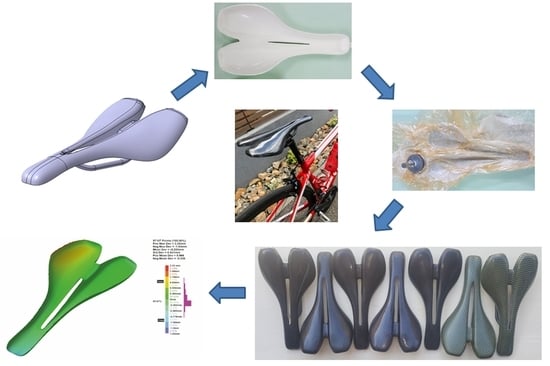
2.1. Design of a Novel Bike Saddle and its Mold
2.2. Manufacturing Method Using 3D Printing by Fused Deposition Modeling (FDM) Technology of the Mold Bike Saddle
2.3. Manufacturing Method of Carbon Fiber-Reinforced Polymer (CFRP) Bike Saddle
2.4. Quality Control by 3D Scanning Technique of Molds and CFRP Parts
3. Results and Discussion
3.1. FDM-Based Molds Evaluation
3.2. Manufacturing of Bike Saddle Specimens of CFRP
3.3. Results of the Quality Control by 3D Scanning Technique of Molds and CFRP Parts
4. Conclusions
- The molds obtained by FDM from the thermoplastic polymers have a noticeably lower total mass than the molds conventionally used, ~15×, and ~6.6× less in mass than CNC milled molds from aluminum blocks and epoxy blocks, respectively.
- The weight of the manufactured CFRP bike saddle was measured to be 42 g and 85 g with the CFRP fixing bars fixed to the back of the saddle using adhesive. It was found that this allowed for a mass reduction of 3.52 times with the assumption that a typical saddle weighs around ~300 g [54].
- Due to the roughness of the active surface(s) of the mold(s) obtained through FDM, the active surface(s) were covered with additional layers of gel coat, as compared to the conventional mold(s). Following this, heat treatment of the mold(s) and the complete polymerization of the deposited layers were applied, and this contributes to the elimination of internal material stresses. The heat treatment comprised of exposing the specimens to 85 °C for 24 h. Subsequent to this, the ABS mold cracked, becoming unusable; it was noted that the thermal expansions of the two materials used, ABS and polyester gel coat, were different, which led to cracking of the polyester surface layer. However, it was observed that the PLA mold had very good behavior. Following the mechanical processing of the mold’s active surface (grinding and polishing), it was measured that the PLA mold had a mean dimensional deviation from the CAD model of −0.392 mm.
- The PLA mold was used to make seven bike saddles, five comprising CFRP and two CKFRP. A dimensional evaluation of the CFRP bike saddle was carried out, which produced consistent results. Following the evaluated measurements of the new CFRP bike saddles, the mean deviations as compared to the PLA mold used to laminate were in the range of –0.0838 mm and –0.38 mm. After scanning and the processing of results, it was found that over 80% of the scanned points, from the surface of the CFRP saddles (101876 scans points), are within the range of ±1 mm, compared with PLA mold. With regard to differences between CAD model and the produced parts, the mean deviation was found to be −0.3 mm, where 65% percentage of the scanned points of the bike saddle are within the range ±1 mm from the original CAD model. However, it should be noted that this is a product with a complex geometry, and a maximum size of 270 mm long and 145 mm wide.
- When evaluating the measurements for the produced CFRP bike saddle, the observed extreme values were also taken into account for evaluation. These were determined to be scan errors, creating red points on the scanning diagrams or on areas that have unscanned red points. However, it should be noted that certain areas on the edges of the saddle should not be taken into account.
- The FDM-based mold made of PLA can be used in the manufacture of parts from CFRP prepreg, utilizing vacuum bag technologies, followed by curing in an oven. However, it is recommended that these molds are to be used only in the manufacture of limited series of prototypes or customized parts.
- An important aspect of the vacuum bag process is the distribution of the vacuum bag over the mold surface whilst a vacuum is being created, where a uniform pressure on both surfaces of the mold must be applied by the vacuum bag, as this will avoid deformations which can result from a non-uniform pressure being applied to the mold, which can deform the composite and the mold during the curing process. As a result of the dimensional evaluation of the CFRP parts, deformations can only be observed on a certain part of the mold. These deformations can be attributed to where the vacuum bag deformed the mold in the central channel area of the mold. Thus, the two parts of the saddle were contracted slightly. An important conclusion with regards to the design process of the mold(s) is that it is recommended to avoid drilling holes in the central areas of the mold, and for the mold to cover the longitudinal hole with solid material, where, the mold will consolidate and the two parts can no longer come together under the action of external pressure. Following the curing process of the CFRP parts, the channel can then be machined and eliminated.
- The manufacture of CFRP parts in 3D-printed molds is a variable process that depends on parameters such as the shape and structure of the printed mold, uniform distribution of mold material, mold coating material and its thickness, constant thickness of the mold walls, uniform distribution of the vacuuming bag, vacuum pressure applied, oven baking temperature, cooling and demolding of the part.
- A future direction of research for these types of mold(s) would be to use them in the curing autoclave process of FRP. The same temperature can be used for the mold(s); however, various additional pressures that may rise up in the range of 4–5 bars will be needed. Another important study would be to investigate the design of these types of mold(s), so that they do not deform under the external pressures applied, whilst also retaining conditions resembling a low wall thickness. Additionally, studies would also need to investigate the use of different types of thermoset polymer on the mold surfaces in order to improve the stiffness and the thermal expansion qualities of the mold.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Henderson, L. Carbon Fibers and Their Composite Materials; MDPI AG: Basel, Switzerland, 2019; ISBN-13: 978-3039211029, ISBN-10: 3039211021. [Google Scholar]
- Barbero, E.J. Introduction to Composite Materials Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2018; ISBN -10: 1-138-19680-0. [Google Scholar]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- International Organization for Standardization. Standard Terminology for Additive Manufacturing–General Principles–Terminology; ISO/ASTM 52900-15; ISO/ASME International: Geneva, Switzerland, 2015. [Google Scholar]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer-Verlag: New York, NY, USA, 2015. [Google Scholar]
- Gerphard, A. Understanding Additive Manufacturing, Rapid Prototyping-Rapid Tooling-Rapid Manufacturing; Publisher Carl Hanser Verlag GmbH & Co. KG Munchen: Munich, Germany, 2011; ISBN -13: 978-1-56990-507-4. [Google Scholar] [CrossRef]
- Gebhardt, A.; Kessler, J.; Thurn, L. Basics of 3D Printing Technology; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018; ISBN 978-1-56990-702-3. [Google Scholar] [CrossRef]
- Andreas, F.; Steve, R.; Thomas, B. New Fiber Matrix Process with 3D Fiber Printer—A Strategic In-process Integration of Endless Fibers Using Fused Deposition Modeling (FDM). In Proceedings of the IFIP International Conference on Digital Product and Process Development Systems, Dresden, Germany, 10–11 October 2013; pp. 167–175. [Google Scholar]
- García Plaza, E.; Núñez López, P.J.; Caminero Torija, M.Á.; Chacón Muñoz, J.M. Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers 2019, 11, 1581. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Porter, J.H.; Cain, T.M.; Fox, S.L.; Harvey, P.S. Influence of infill properties on flexural rigidity of 3D-printed structural members. Virtual Phys. Prototyp. 2019, 14, 148–159. [Google Scholar] [CrossRef]
- Jayanth, N.; Senthil, P.; Prakash, C. Effect of chemical treatment on tensile strength and surface roughness of 3D-printed ABS using the FDM process. Virtual Phys. Prototyp. 2018, 13, 155–163. [Google Scholar] [CrossRef]
- Slavkovic, V.; Grujovic, N.; Dišic, A.; Radovanovic, A. Influence of annealing and printing directions on mechanical properties of PLA shape memory polymer produced by fused deposition modeling. In Proceedings of the 6th International Congress of Serbian Society of Mechanics Mountain Tara, Mountain Tara, Serbia, 19–21 June 2017; pp. 19–21. [Google Scholar]
- Butt, J.; Bhaskar, R. Investigating the Efects of Annealing on the Mechanical Properties of FFF-Printed Thermoplastics. J. Manuf. Mater. Process. 2020, 4, 38. [Google Scholar] [CrossRef]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of mechanical properties of FDM-PLA parts via thermal annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Udroiu, R. Rapid Tooling by Three Dimensional Printing (3DP). In Proceedings of the 3rd WSEAS International Conference on Manufacturing Engineering, Quality and Production Systems, Recent Researches in Manufacturing Engineering, Brasov, Romania, 11–13 April 2011; pp. 177–180. [Google Scholar]
- Udroiu, R.; Braga, I.C. Polyjet technology applications for rapid tooling. In Proceedings of the IManE&E 2017 MATEC Web of Conferences, Iasi, Romania, 25–26 May 2017; pp. 1–6. [Google Scholar] [CrossRef]
- Parada, L.R.; Mayuet, P.F.; Gámez, A.J. Industrial product design: Study of FDM technology for the manufacture of thermoformed prototypes. Procedia Manuf. 2019, 41, 587–593. [Google Scholar] [CrossRef]
- Yanga, Y.; Lia, H.; Xua, Y.; Dongb, Y.; Shana, W.; Shenc, J. Fabrication and evaluation of dental fillers using customized molds via 3D printing technology. Int. J. Pharm. 2019, 562, 66–75. [Google Scholar] [CrossRef]
- Hay, J.A.; Smayra, T.; Moussa, R. Customized Polymethylmethacrylate Cranioplasty Implants Using 3-Dimensional Printed Polylactic Acid Molds: Technical Note with 2 Illustrative Cases. World Neurosurg. 2017, 105, 971–979. [Google Scholar] [CrossRef]
- Siemiński, P.; Szulc, B. Analysis of FDM/FFF additive manufacturing production mold inserts of injection molds. Mechanik 2018, 1, 53–55. [Google Scholar] [CrossRef] [Green Version]
- Lušića, M.; Schneidera, K.; Hornfecka, R. A case study on the capability of rapid tooling thermoplastic laminating molds for manufacturing of CFRP components in autoclaves. Procedia CIRP 2016, 50, 390–395. [Google Scholar] [CrossRef] [Green Version]
- Sudbury, T.Z.; Springfield, R.; Kunc, V.; Duty, C. An assessment of additivemanufacturedmolds for hand-laid fiber reinforced composites. Int. J. Adv. Manuf. Technol. 2017, 90, 1659–1664. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Hu, Y.B.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Zhang, J.; Zhou, Z.; Zhang, F.; Tan, Y.; Tu, Y.; Yang, B. Performance of 3D-Printed Continuous-Carbon-Fiber-Reinforced Plastics with Pressure. Materials 2020, 13, 471. [Google Scholar] [CrossRef] [Green Version]
- Reverte, J.M.; Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Becar, J.P. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials 2020, 13, 1924. [Google Scholar] [CrossRef] [Green Version]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; Garcia-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Abeykoon, C.; Sri-Amphorn, P.; Fernando, A. Optimization of fused deposition modeling parameters for improved PLA and ABS 3D printed structures. Int. J. Lightweight Mater. Manuf. 2020, 3, 284–297. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive Manufacturing of PLA-Based Composites Using Fused Filament Fabrication: Effect of Graphene Nanoplatelet Reinforcement on Mechanical Properties, Dimensional Accuracy and Texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef] [Green Version]
- Perez, A.R.T.; Roberson, D.A.; Wicker, R.B. Fracture Surface Analysis of 3D-Printed Tensile Specimens of Novel ABS-Based Materials. J. Fail. Anal. Prevent. 2014, 14, 343–353. [Google Scholar] [CrossRef]
- Hauke, P.; Thomas, V. Design for Fiber-Reinforced Additive Manufacturing. J. Mech. Des. 2015, 137, 111409. [Google Scholar]
- Hawryluk, M.; Ziemba, J.; Sadowski, P. A Review of Current and New Measurement Techniques Used in Hot Die Forging Processes. Meas. Control 2017, 50, 74–86. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Ziemba, J.; Janik, M.; Górski, P.; Lisowski, M. Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods. Materials 2020, 13, 1881. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nelson, J.W.; LaValle, J.J.; Kautzman, B.D.; Dworshak, J.K.; Johnson, E.M. Injection molding with an additive manufacturing tool study shows that 3D printed tools can create parts comparable to those made with P20 tools, at a much lower cost and lead time. Plast. Eng. Conn. 2017, 73, 60–66. [Google Scholar] [CrossRef]
- Neamțu, C.; Bere, P. Methods for Checking the Symmetry of the Formula One Car Nose. Appl. Mech. Mater. 2014, 657, 785–789. [Google Scholar] [CrossRef]
- Liu, T.J.C.; Wu, H.C. Fiber direction and stacking sequence design for bicycle frame made of carbon/epoxy composite laminate. Mater. Des. 2010, 31, 1971–1980. [Google Scholar] [CrossRef]
- Bini, R.; Daly, L.; Kingsley, M. Changes in body position on the bike during seated sprint cycling: Applications to bike fitting. Eur. J. Sport Sci. 2019, 20, 35–42. [Google Scholar] [CrossRef]
- Bini, R.; Hume, P.A.; Croft, J.L. Effects of Bicycle Saddle Height on Knee Injury Risk and Cycling Performance. Sports Med. 2011, 41, 463–476. [Google Scholar] [CrossRef]
- Garcia-Lopez, J.; Rodriguez-Marroyo, J.A.; Juneau, C.E.; Peleteiro, J.; Martinez, A.C.; Villa, J.G. Reference values and improvement of aerodynamic drag in professional cyclists. J. Sports Sci. 2008, 26, 277–286. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moronib, G.; Vanekerc, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Grap, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, Opportunities, Considerations and Constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Piazza, N.; Cerri, G.; Breda, G.; Paggiaro, A. The effect of a new geometric bicycle saddle on the genital-perineal vascular perfusion of female cyclists. Sci. Sports 2020, 35, 161–167. [Google Scholar] [CrossRef]
- Bere, P.; Rozsos, R.; Dudescu, C.; Neamţu, C. Manufacturing method for bicycle saddle from carbon/epoxy composite materials. Rom. J. Tech. Sci. 2019, 64, 97–111. [Google Scholar]
- Chen, Y.-L. Predicting external ischial tuberosity width for both sexes to determine their bicycle-seat sizes. Int. J. Ind. Ergon. 2018, 64, 118–121. [Google Scholar] [CrossRef]
- Smart Materials 3D. Available online: https://www.smartmaterials3d.com/en/ (accessed on 10 August 2020).
- Speed New Products to Market with ABS-M30. Available online: https://www.stratasys.com/materials/search/abs-m30 (accessed on 1 August 2020).
- Akhoundi, B.; Behravesh, A.H.; Saed, A.B. Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2019, 38, 99–116. [Google Scholar] [CrossRef]
- Dudescu, C.; Racz, L. Effects of raster orientation, infill rate and infill pattern on the mechanical properties of 3D printed materials. ACTA Uiversitatis Cibiniensis–Tech. Ser. 2017, 69, 23–30. [Google Scholar] [CrossRef] [Green Version]
- Ultimaker Cura: Advanced 3D Printing Software. Available online: https://ultimaker.com/en/products/ultimaker-cura-software (accessed on 15 May 2020).
- International Organization for Standardization. Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO 4288:1996; ISO/ASME International: Geneva, Switzerland, 1996. [Google Scholar]
- Udroiu, R.; Braga, I.C.; Nedelcu, A. Evaluating the Quality Surface Performance of Additive Manufacturing Systems: Methodology and a Material Jetting Case Study. Materials 2019, 12, 995. [Google Scholar] [CrossRef] [Green Version]
- Krolczyk, G.; Raos, P.; Legutko, S. Experimental analysis of surface roughness and surface texture of machined and fused deposition modelled parts. Teh. Vjesn. 2014, 21, 217–221. [Google Scholar]
- Alsoufi, M.S.; Elsayed, A.E. Surface Roughness Quality and Dimensional Accuracy—A Comprehensive Analysis of 100% Infill Printed Parts Fabricated by a Personal/Desktop Cost-Effective FDM 3D Printer. Mater. Sci. Appl. 2018, 9, 11–40. [Google Scholar] [CrossRef] [Green Version]
- Ranganathan, R.; Ravi, T.; Pugalendhi, A. Analysis of Shrinkage Compensation Factor (SCF) of FDM uPrint SE for Accuracy Enhancement. Int. J. Integr. Eng. 2019, 11, 207–2016. [Google Scholar] [CrossRef]
- Stevenson, J. 18 of the Best High-Performance Lightweight Saddles. Available online: https://road.cc/content/buyers-guide/18-best-high-performance-lightweight-saddles-195560 (accessed on 20 September 2020).





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | PLA | ABS-M30 |
|---|---|---|
| Density | 1.24 g/cm3 | 1.04 g/cm3 (ASTM D792) |
| Tensile strength at break | 53 MPa | 32 MPa (ASTM D638) |
| Tensile elongation | 6% | 7% (ASTM D638) |
| Flexural strength | 83 MPa | 60 MPa (ASTM D790) |
| Coefficient of thermal expansion | 7 × 10−5 mm/mm/°C | 8.82 × 10−5 mm/mm/°C |
| Parameters | Value for 3D Printer Leapfrog Creatr XL | Value for 3D Printer Fortus 380mc |
|---|---|---|
| Material | Smartfil PLA | ABS-M30 (model) SR30 (support) |
| Layer thickness | 0.10 mm | 0.178 mm |
| Infill | 100% | 100% |
| Print speed | 70 mm/s | 90 mm/s |
| Hotend | 0.2 mm | - |
| Print temperature | 215 °C | 235 °C |
| Building plate temperature | 70 °C | 80 °C |
| Manufacturing Method/Material Type | Cost | 3D Print/Machining Time | Mold Weight/ Raw Material |
|---|---|---|---|
| CNC milling/Al block | 1500 EUR | 18 h | 2800 g/6000 g |
| CNC milling/epoxy block | 1300 EUR | 14 h | 1200 Kg/2600 kg |
| FDM process/PLA | 150 EUR | 18 h 37 min | 180 g |
| FDM process/ABS | 200 EUR | 14 h 11 min | 150 g |
| Specimen | No. of Points | Mean Dev [mm] | Std Dev [mm] | Dev[−1,1] [%] |
|---|---|---|---|---|
| A1 | 99,412 | –0.0838 | 0.92 | 78.84 |
| A2 | 97,107 | –0.233 | 0.841 | 85.67 |
| A3 | 99,658 | –0.0296 | 0.78 | 80.8 |
| A4 | 100,860 | –0.38 | 0.888 | 76.22 |
| A5 | 101,345 | –0.356 | 0.833 | 77.96 |
| Specimen | No. of Points | Mean Dev [mm] | Std Dev [mm] | Dev[−1,1] [%] |
|---|---|---|---|---|
| A1 | 99,412 | –0.349 | 0.848 | 66.61 |
| A2 | 97,107 | –0.302 | 0.896 | 64.74 |
| A3 | 99,658 | –0.102 | 0.854 | 61.25 |
| A4 | 100,860 | –0.142 | 0.96 | 64.07 |
| A5 | 101,345 | –0.123 | 0.984 | 62.36 |
| Dev[−1,1] | Mean [%] | Std Dev [%] | CV [%] |
|---|---|---|---|
| PLA mold to CFRP parts | 78.468 | 1.650 | 2.10 |
| CAD model to CFRP parts | 63.806 | 2.087 | 3.27 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bere, P.; Neamtu, C.; Udroiu, R. Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds. Polymers 2020, 12, 2220. https://doi.org/10.3390/polym12102220
Bere P, Neamtu C, Udroiu R. Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds. Polymers. 2020; 12(10):2220. https://doi.org/10.3390/polym12102220
Chicago/Turabian StyleBere, Paul, Calin Neamtu, and Razvan Udroiu. 2020. "Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds" Polymers 12, no. 10: 2220. https://doi.org/10.3390/polym12102220
APA StyleBere, P., Neamtu, C., & Udroiu, R. (2020). Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds. Polymers, 12(10), 2220. https://doi.org/10.3390/polym12102220