Effect of Clay Nanofillers on the Mechanical and Water Vapor Permeability Properties of Xylan–Alginate Films



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
Preparation of Xylan–Alginate Films with Clay Fillers
2.2. Characterization
2.2.1. Fourier Transform Infrared Spectroscopy (FTIR)
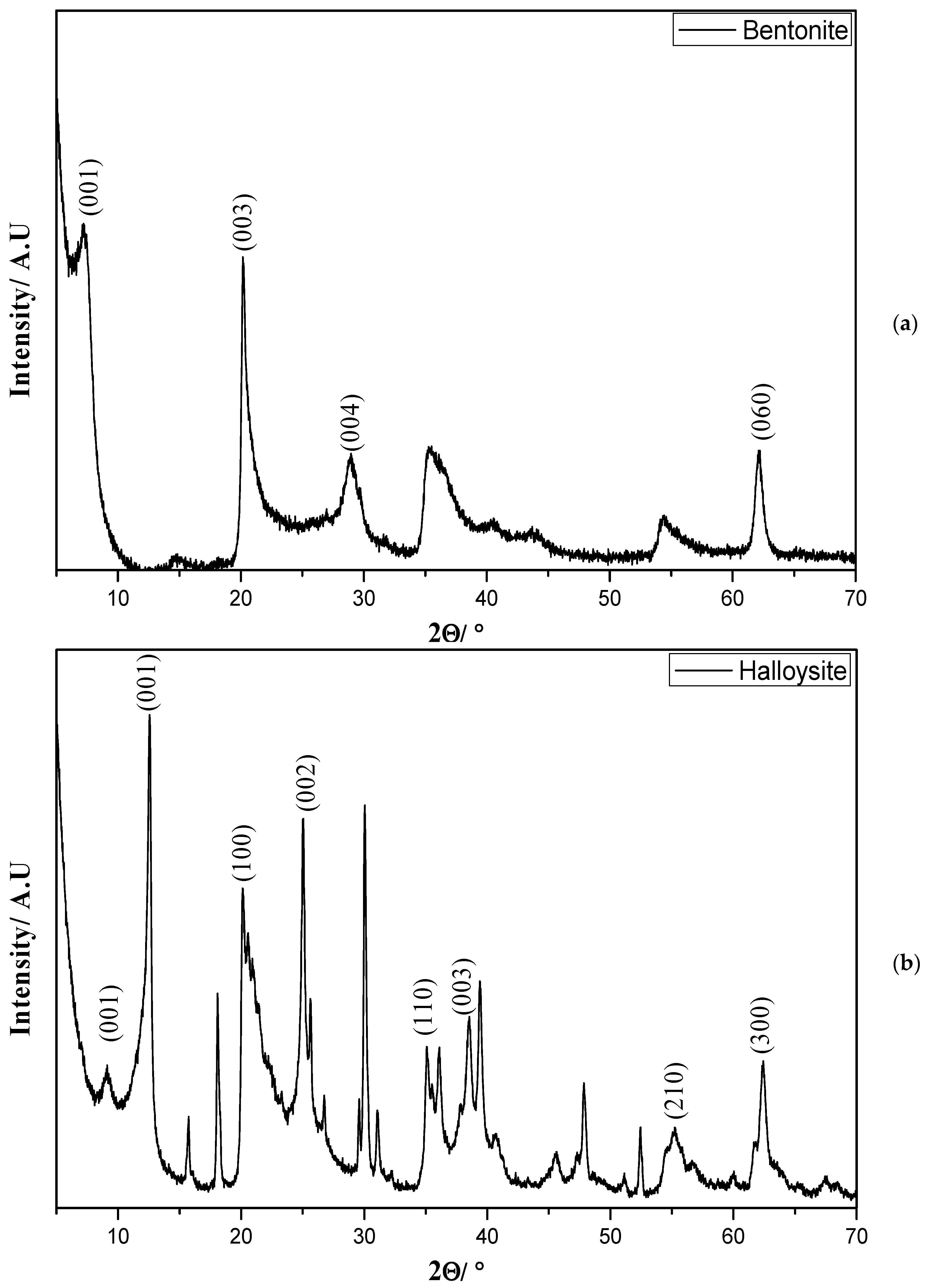
2.2.2. X-ray Diffraction
2.2.3. Colorimetric Analysis
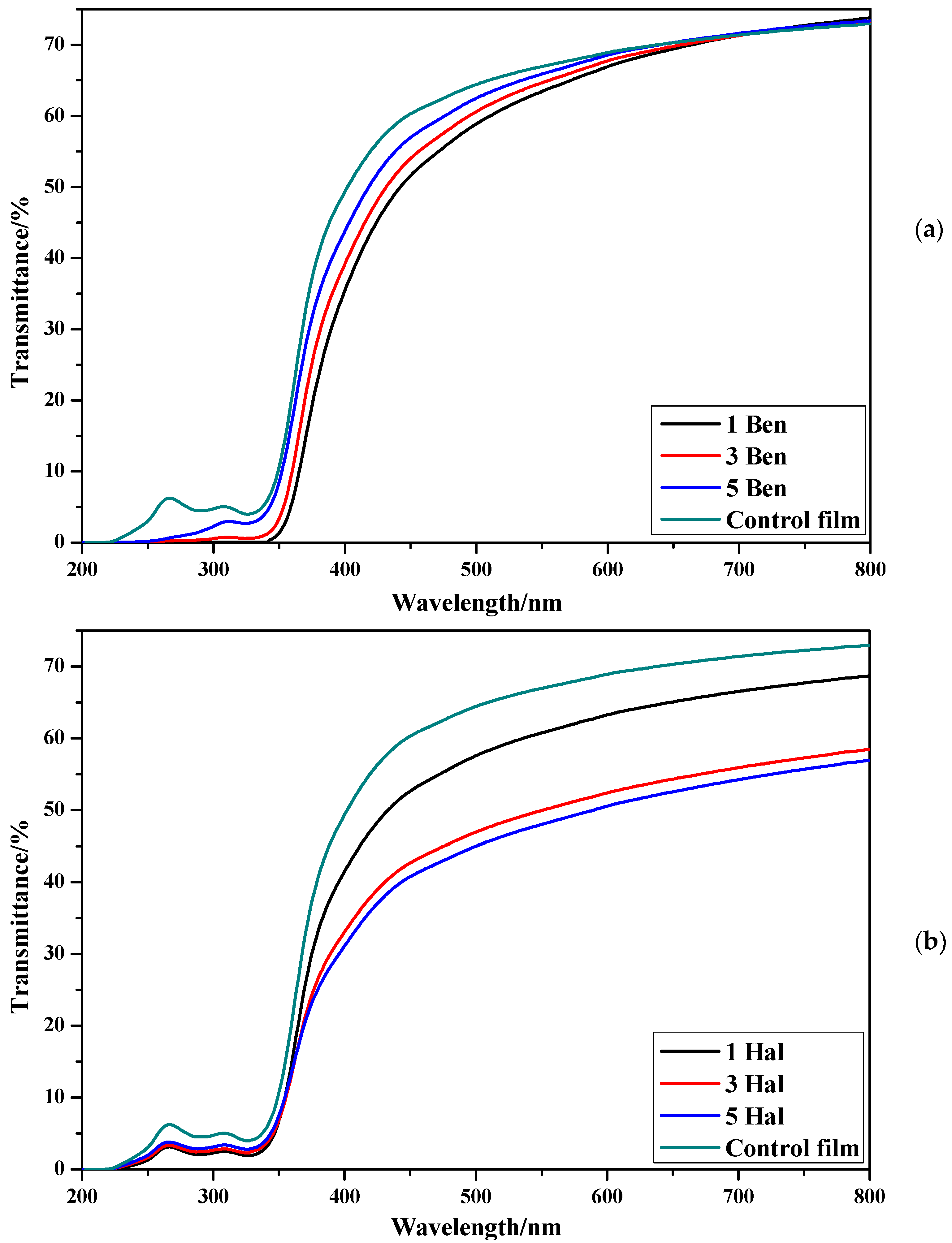
2.2.4. Light Transmittance
2.2.5. Mechanical Properties
2.2.6. Thermogravimetric Analysis
2.2.7. Water Vapor Permeability
2.2.8. Water Sorption Isotherms
2.2.9. Solubility Studies
2.2.10. Scanning Electron Microscopy
3. Results and Discussion
3.1. FTIR
3.2. XRD of Xylan–Alginate Composite Films
3.3. Colorimetric Analysis
3.4. Light Transmittance of Films
3.5. Mechanical Properties
3.6. Thermogravimetric Analysis
3.7. Water Vapor Permeability and Solubility
3.8. Water Sorption
3.9. Scanning Electron Microscopy
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vartiainen, J.; Nissi, M.; Harlin, A. Biopolymer Films and Coatings in Packaging Applications: A Review of Recent Developments. Mater. Sci. Appl. 2014, 5, 11. [Google Scholar] [CrossRef] [Green Version]
- Egüés, I.; Sanchez, C.; Mondragon, I.; Labidi, J. Effect of alkaline and autohydrolysis processes on the purity of obtained hemicelluloses from corn stalks. Bioresour. Technol. 2012, 103, 239–248. [Google Scholar] [CrossRef]
- Sun, J.-X.; Sun, R.; Sun, X.-F.; Su, Y. Fractional and physico-chemical characterization of hemicelluloses from ultrasonic irradiated sugarcane bagasse. Carbohydr. Res. 2004, 339, 291–300. [Google Scholar] [CrossRef]
- Jacquemin, L.; Zeitoun, R.; Sablayrolles, C.; Pontalier, P.-Y.; Rigal, L. Evaluation of the technical and environmental performances of extraction and purification processes of arabinoxylans from wheat straw and bran. Process. Biochem. 2012, 47, 373–380. [Google Scholar] [CrossRef] [Green Version]
- Venkatesan, J.; Bhatnagar, I.; Manivasagan, P.; Kang, K.-H.; Kim, S.-K. Alginate composites for bone tissue engineering: A review. Int. J. Biol. Macromol. 2015, 72, 269–281. [Google Scholar] [CrossRef]
- Stevanic, J.S.; Bergstrom, E.M.; Gatenholm, P.; Berglund, L.; Salmen, L. Arabinoxylan/nanofibrillated cellulose composite films. J. Mater. Sci. 2012, 47, 6724–6732. [Google Scholar] [CrossRef]
- Abdel Aziz, M.S.; Salama, H.E.; Sabaa, M.W. Biobased alginate/castor oil edible films for active food packaging. LWT 2018, 96, 455–460. [Google Scholar] [CrossRef]
- Sirviö, J.A.; Kolehmainen, A.; Liimatainen, H.; Niinimäki, J.; Hormi, O.E.O. Biocomposite cellulose-alginate films: Promising packaging materials. Food Chem. 2014, 151, 343–351. [Google Scholar] [CrossRef] [PubMed]
- Deepa, B.; Abraham, E.; Pothan, L.; Cordeiro, N.; Faria, M.; Thomas, S. Biodegradable Nanocomposite Films Based on Sodium Alginate and Cellulose Nanofibrils. Materials 2016, 9, 50. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nypelö, T.; Laine, C.; Colson, J.; Henniges, U.; Tammelin, T. Submicron hierarchy of cellulose nanofibril films with etherified hemicelluloses. Carbohydr. Polym. 2017, 177, 126–134. [Google Scholar] [CrossRef]
- Ren, J.; Wang, S.; Gao, C.; Chen, X.; Li, W.; Peng, F. TiO2-containing PVA/xylan composite films with enhanced mechanical properties, high hydrophobicity and UV shielding performance. Cellulose 2015, 22, 593–602. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Li, L. Enhanced stability and mechanical strength of sodium alginate composite films. Carbohydr. Polym. 2017, 160, 62–70. [Google Scholar] [CrossRef] [PubMed]
- Bao, Y.; Zhang, H.; Luan, Q.; Zheng, M.; Tang, H.; Huang, F. Fabrication of cellulose nanowhiskers reinforced chitosan-xylan nanocomposite films with antibacterial and antioxidant activities. Carbohydr. Polym. 2018, 184, 66–73. [Google Scholar] [CrossRef] [PubMed]
- Yang, M.; Shi, J.; Xia, Y. Effect of SiO2, PVA and glycerol concentrations on chemical and mechanical properties of alginate-based films. Int. J. Biol. Macromol. 2018, 107, 2686–2694. [Google Scholar] [CrossRef] [PubMed]
- De Azeredo, H.M.C.; Otoni, C.G.; Assis, O.B.G.; Corrêa, D.S.; de Moura, M.R.; Mattoso, L.H.C. Nanoparticles and Antimicrobial Food Packaging. In Reference Module in Food Science; Elsevier: London, UK, 2018. [Google Scholar]
- Sanchez Garcia, M.D.; Lagaron, J.M. 12—Nanocomposites for food and beverage packaging materials. In Nanotechnology in the Food, Beverage and Nutraceutical Industries; Huang, Q., Ed.; Woodhead Publishing: Cambridge, UK, 2012; pp. 335–361. [Google Scholar]
- Prabhu, P.P.; Prabhu, B. A Review on Removal of Heavy Metal. Ions from Waste Water using Natural/ Modified Bentonite. MATEC Web Conf. 2018, 144, 02021. [Google Scholar] [CrossRef]
- Maxim, L.D.; Niebo, R.; McConnell, E.E. Bentonite toxicology and epidemiology—A review. Inhal. Toxicol. 2016, 28, 591–617. [Google Scholar] [CrossRef]
- Nones, J.; Riella, H.G.; Trentin, A.G.; Nones, J. Effects of bentonite on different cell types: A brief review. Appl. Clay Sci. 2015, 105–106, 225–230. [Google Scholar] [CrossRef]
- De Moraes, J.O.; Müller, C.M.O.; Laurindo, J.B. Influence of the simultaneous addition of bentonite and cellulose fibers on the mechanical and barrier properties of starch composite-films. Food Sci. Technol. Int. 2012, 18, 35–45. [Google Scholar] [CrossRef]
- Ortiz-Zarama, M.A.; Jiménez-Aparicio, A.R.; Solorza-Feria, J. Obtainment and partial characterization of biodegradable gelatin films with tannic acid, bentonite and glycerol. J. Sci. Food Agric. 2016, 96, 3424–3431. [Google Scholar] [CrossRef]
- Johansson, C.; Clegg, F. Hydrophobically modified poly(vinyl alcohol) and bentonite nanocomposites thereof: Barrier, mechanical, and aesthetic properties. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Yu, L.; Wang, H.; Zhang, Y.; Zhang, B.; Liu, J. Recent advances in halloysite nanotube derived composites for water treatment. Environ. Sci. Nano 2016, 3, 28–44. [Google Scholar] [CrossRef]
- Lvov, Y.; Wang, W.; Zhang, L.; Fakhrullin, R. Halloysite Clay Nanotubes for Loading and Sustained Release of Functional Compounds. Adv. Mater. 2016, 28, 1227–1250. [Google Scholar] [CrossRef] [PubMed]
- Kausar, A. Review on Polymer/Halloysite Nanotube Nanocomposite. Polym. Plast. Technol. Eng. 2018, 57, 548–564. [Google Scholar] [CrossRef]
- Du, M.; Guo, B.; Jia, D. Newly emerging applications of halloysite nanotubes: A review. Polym. Int. 2010, 59, 574–582. [Google Scholar] [CrossRef]
- Gorrasi, G. Dispersion of halloysite loaded with natural antimicrobials into pectins: Characterization and controlled release analysis. Carbohydr. Polym. 2015, 127, 47–53. [Google Scholar] [CrossRef] [PubMed]
- Biddeci, G.; Cavallaro, G.; Di Blasi, F.; Lazzara, G.; Massaro, M.; Milioto, S.; Parisi, F.; Riela, S.; Spinelli, G. Halloysite nanotubes loaded with peppermint essential oil as filler for functional biopolymer film. Carbohydr. Polym. 2016, 152, 548–557. [Google Scholar] [CrossRef]
- Lee, M.H.; Kim, S.Y.; Park, H.J. Effect of halloysite nanoclay on the physical, mechanical, and antioxidant properties of chitosan films incorporated with clove essential oil. Food Hydrocoll. 2018, 8, 58–67. [Google Scholar] [CrossRef]
- Goksu, E.I.; Karamanlioglu, M.; Bakir, U.; Yilmaz, L.; Yilmazer, U. Production and Characterization of Films from Cotton Stalk Xylan. J. Agric. Food Chem. 2007, 55, 10685–10691. [Google Scholar] [CrossRef]
- Sundberg, J.; Toriz, G.; Gatenholm, P. Effect of xylan content on mechanical properties in regenerated cellulose/xylan blend films from ionic liquid. Cellulose 2015, 22, 1943–1953. [Google Scholar] [CrossRef]
- Greenspan, L. Humidity Fixed Points of Binary Saturated Aqueous Solutions. J. Res. Natl. Bur. Stand. A Phys. Chem. 1977, 81, 89–96. [Google Scholar] [CrossRef]
- Blahovec, J.; Yanniotis, S. GAB Generalized Equation for Sorption Phenomena. Food Bioprocess Technol. 2008, 1, 82–90. [Google Scholar] [CrossRef]
- Wen, J.-L.; Xiao, L.-P.; Sun, Y.-C.; Sun, S.-N.; Xu, F.; Sun, R.-C.; Zhang, X.-L. Comparative study of alkali-soluble hemicelluloses isolated from bamboo (Bambusa rigida). Carbohydr. Res. 2011, 346, 111–120. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.-L.; Wen, J.-L.; Ma, M.-G.; Sun, R.-C. Successive alkali extraction and structural characterization of hemicelluloses from sweet sorghum stem. Carbohydr. Polym. 2013, 92, 2224–2231. [Google Scholar] [CrossRef] [PubMed]
- Peng, F.; Bian, J.; Ren, J.-L.; Peng, P.; Xu, F.; Sun, R.-C. Fractionation and characterization of alkali-extracted hemicelluloses from peashrub. Biomass Bioenergy 2012, 39, 20–30. [Google Scholar] [CrossRef]
- Rabetafika, H.N.; Bchir, B.; Blecker, C.; Paquot, M.; Wathelet, B. Comparative study of alkaline extraction process of hemicelluloses from pear pomace. Biomass Bioenergy 2014, 61, 254–264. [Google Scholar] [CrossRef]
- Daemi, H.; Barikani, M. Synthesis and characterization of calcium alginate nanoparticles, sodium homopolymannuronate salt and its calcium nanoparticles. Sci. Iran. 2012, 19, 2023–2028. [Google Scholar] [CrossRef] [Green Version]
- Zhirong, L.; Azhar Uddin, M.; Zhanxue, S. FT-IR and XRD analysis of natural Na-bentonite and Cu(II)-loaded Na-bentonite. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2011, 79, 1013–1016. [Google Scholar] [CrossRef]
- Tong, Q.; Xiao, Q.; Lim, L.-T. Preparation and properties of pullulan–alginate–carboxymethylcellulose blend films. Food Res. Int. 2008, 41, 1007–1014. [Google Scholar] [CrossRef]
- Zhang, N.; Xu, J.; Gao, X.; Fu, X.; Zheng, D. Factors affecting water resistance of alginate/gellan blend films on paper cups for hot drinks. Carbohydr. Polym. 2017, 156, 435–442. [Google Scholar] [CrossRef]
- El Miz, M.; Akichoh, H.; Berraaouan, D.; Salhi, D.; Tahani, A. Chemical and Physical Characterization of Moroccan Bentonite Taken from Nador (North. of Morocco). Am. J. Chem. 2017, 7, 105–112. [Google Scholar] [CrossRef]
- Ouyang, J.; Mu, D.; Zhang, Y.; Yang, H. Mineralogy and Physico-Chemical Data of Two Newly Discovered Halloysite in China and Their Contrasts with Some Typical Minerals. Minerals 2018, 8, 108. [Google Scholar] [CrossRef] [Green Version]
- Massaro, M.; Armetta, F.; Cavallaro, G.; Chillura Martino, D.F.; Gruttadauria, M.; Lazzara, G.; Riela, S.; d’Ischia, M. Effect of halloysite nanotubes filler on polydopamine properties. J. Colloid Interface Sci. 2019, 555, 394–402. [Google Scholar] [CrossRef] [PubMed]
- Ramadass, K.; Singh, G.; Lakhi, K.S.; Benzigar, M.R.; Yang, J.-H.; Kim, S.; Almajid, A.M.; Belperio, T.; Vinu, A. Halloysite nanotubes: Novel and eco-friendly adsorbents for high-pressure CO2 capture. Microporous Mesoporous Mater. 2019, 277, 229–236. [Google Scholar] [CrossRef]
- Alboofetileh, M.; Rezaei, M.; Hosseini, H.; Abdollahi, M. Effect of montmorillonite clay and biopolymer concentration on the physical and mechanical properties of alginate nanocomposite films. J. Food Eng. 2013, 117, 26–33. [Google Scholar] [CrossRef]
- Izzati, W.A.; Arief, Y.Z.; Adzis, Z.; Shafanizam, M. Partial Discharge Characteristics of Polymer Nanocomposite Materials in Electrical Insulation: A Review of Sample Preparation Techniques, Analysis Methods, Potential Applications, and Future Trends. Sci. World J. 2014, 2014, 735070. [Google Scholar] [CrossRef]
- Ribeiro, H.L.; Brito, E.S.; Souza Filho, M.D.S.M.; Azeredo, H.M.C. Montmorillonite as a reinforcement and color stabilizer of gelatin films containing acerola juice. Appl. Clay Sci. 2018, 165, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Alipoormazandarani, N.; Ghazihoseini, S.; Mohammadi Nafchi, A. Preparation and characterization of novel bionanocomposite based on soluble soybean polysaccharide and halloysite nanoclay. Carbohydr. Polym. 2015, 134, 745–751. [Google Scholar] [CrossRef]
- Saurabh, C.K.; Gupta, S.; Bahadur, J.; Mazumder, S.; Variyar, P.S.; Sharma, A. Mechanical and barrier properties of guar gum based nano-composite films. Carbohydr. Polym. 2015, 124, 77–84. [Google Scholar] [CrossRef]
- Duncan, S.E.; Hannah, S. 15—Light-protective packaging materials for foods and beverages. In Emerging Food Packaging Technologies; Yam, K.L., Lee, D.S., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 303–322. [Google Scholar]
- Jeevahan, J.; Chandrasekaran, M. Nanoedible films for food packaging: A review. J. Mater. Sci. 2019, 54, 12290–12318. [Google Scholar] [CrossRef]
- Ahn, B.J.; Gaikwad, K.K.; Lee, Y.S. Characterization and properties of LDPE film with gallic-acid-based oxygen scavenging system useful as a functional packaging material. J. Appl. Polym. Sci. 2016. [Google Scholar] [CrossRef]
- Berk, Z. Chapter 27—Food packaging. In Food Process. Engineering and Technology, 3rd ed.; Berk, Z., Ed.; Academic Press: London, UK, 2018; pp. 625–641. [Google Scholar]
- Martins, V.G.; Romani, V.P.; Martins, P.C.; Filipini, G.d.S. Chapter 6—Innovative packaging that saves food. In Saving Food; Galanakis, C.M., Ed.; Academic Press: London, UK, 2019; pp. 171–202. [Google Scholar]
- Monteiro, M.K.S.; de Oliveira, V.R.L.; dos Santos, F.K.G.; de Barros Neto, E.L.; de Lima Leite, R.H.; Aroucha, E.M.M.; de Oliveira Silva, K.N. Synergistic effect of the sequential intercalation of three types of surfactants in the exfoliation degree of bentonite clay in films of cassava. J. Mol. Liq. 2018, 266, 770–780. [Google Scholar] [CrossRef]
- He, Y.; Kong, W.; Wang, W.; Liu, T.; Liu, Y.; Gong, Q.; Gao, J. Modified natural halloysite/potato starch composite films. Carbohydr. Polym. 2012, 87, 2706–2711. [Google Scholar] [CrossRef]
- Aadil, K.R.; Prajapati, D.; Jha, H. Improvement of physcio-chemical and functional properties of alginate film by Acacia lignin. Food Packag. Shelf Life 2016, 10, 25–33. [Google Scholar] [CrossRef]
- Gaikwad, K.K.; Singh, S.; Lee, Y.S. A pyrogallol-coated modified LDPE film as an oxygen scavenging film for active packaging materials. Prog. Org. Coat 2017, 111, 186–195. [Google Scholar] [CrossRef]
- Abdou, M.I.; Al-sabagh, A.M.; Dardir, M.M. Evaluation of Egyptian bentonite and nano-bentonite as drilling mud. Egypt. J. Pet. 2013, 22, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Bagheri, F.; Radi, M.; Amiri, S. Drying conditions highly influence the characteristics of glycerol-plasticized alginate films. Food Hydrocoll. 2019, 90, 162–171. [Google Scholar] [CrossRef]
- Khan, B.; Khan Niazi, M.B.; Jahan, Z.; Farooq, W.; Naqvi, S.R.; Ali, M.; Ahmed, I.; Hussain, A. Effect of ultra-violet cross-linking on the properties of boric acid and glycerol co-plasticized thermoplastic starch films. Food Packag. Shelf Life 2019, 19, 184–192. [Google Scholar] [CrossRef]
- Dixon, J. Packaging Materials: 9. Multilayer Packaging for Food and Beverages; ILSI Europe: Brussels, Belgium, 2011; pp. 1–48. [Google Scholar]
- Monteiro, M.K.S.; Oliveira, V.R.L.; Santos, F.K.G.; Barros Neto, E.L.; Leite, R.H.L.; Aroucha, E.M.M.; Silva, R.R.; Silva, K.N.O. Incorporation of bentonite clay in cassava starch films for the reduction of water vapor permeability. Food Res. Int. 2018, 105, 637–644. [Google Scholar] [CrossRef]
- Abdollahi, M.; Alboofetileh, M.; Rezaei, M.; Behrooz, R. Comparing physico-mechanical and thermal properties of alginate nanocomposite films reinforced with organic and/or inorganic nanofillers. Food Hydrocoll. 2013, 32, 416–424. [Google Scholar] [CrossRef]
- Romero-Bastida, C.A.; Bello-Pérez, L.A.; García, M.A.; Martino, M.N.; Solorza-Feria, J.; Zaritzky, N.E. Physicochemical and microstructural characterization of films prepared by thermal and cold gelatinization from non-conventional sources of starches. Carbohydr. Polym. 2005, 60, 235–244. [Google Scholar] [CrossRef]
- Cozzolino, C.A.; Cerri, G.; Brundu, A.; Farris, S. Microfibrillated cellulose (MFC): Pullulan bionanocomposite films. Cellulose 2014, 21, 4323–4335. [Google Scholar] [CrossRef] [Green Version]
- Rouquerol, F.; Rouquerol, J.; Sing, K. Chapter 13—General Conclusions and Recommendations. In Adsorption by Powders and Porous Solids; Rouquerol, F., Rouquerol, J., Sing, K., Eds.; Academic Press: London, UK, 1999; pp. 439–447. [Google Scholar]
- Yakimets, I.; Paes, S.S.; Wellner, N.; Smith, A.C.; Wilson, R.H.; Mitchell, J.R. Effect of Water Content on the Structural Reorganization and Elastic Properties of Biopolymer Films: A Comparative Study. Biomacromolecules 2007, 8, 710–722. [Google Scholar] [CrossRef] [PubMed]
- Kulchan, R.; Boonsupthip, W.; Suppakul, P. Shelf life prediction of packaged cassava-flour-based baked product by using empirical models and activation energy for water vapor permeability of polyolefin films. J. Food Eng. 2010, 100, 461–467. [Google Scholar] [CrossRef]
- Wani, S.A.; Kumar, P. Moisture sorption isotherms and evaluation of quality changes in extruded snacks during storage. LWT 2016, 74, 448–455. [Google Scholar] [CrossRef]
- Lewicki, P.P. The applicability of the GAB model to food water sorption isotherms. Int. J. Food Sci. Technol. 1997, 32, 553–557. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Clay Used | Weight of Clay (g) |
|---|---|---|
| 1 Ben | Bentonite | 0.08 |
| 3 Ben | Bentonite | 0.24 |
| 5 Ben | Bentonite | 0.40 |
| 1 Hal | Halloysite | 0.08 |
| 3 Hal | Halloysite | 0.24 |
| 5 Hal | Halloysite | 0.40 |
| Sample | L* | a* | b* |
|---|---|---|---|
| Control film | 88.75 | −0.64 | 3.66 |
| 1 Ben | 87.97 | −0.46 | 7.57 |
| 3 Ben | 86.87 | −0.36 | 9.59 |
| 5 Ben | 86.29 | −0.16 | 10.17 |
| 1 Hal | 87.95 | −0.68 | 6.82 |
| 3 Hal | 87.62 | −0.34 | 7.1 |
| 5 Hal | 87.15 | −0.03 | 7.62 |
| LDPE [53] | 96.46 | −0.59 | 1.79 |
| Sample | Elongation at Break (%) | Stress at Break (MPa) | Young’s Modulus (MPa) |
|---|---|---|---|
| Control film | 51.29 ± 5.89 | 8.87 ± 2.05 | 31.91 ± 7.04 |
| 1 Ben | 40.23 ± 9.61 | 11.52 ± 2.40 | 39.86 ± 5.63 |
| 3 Ben | 42.03 ± 14.23 | 11.95 ± 4.12 | 42.91 ± 7.08 |
| 5 Ben | 46.70 ± 7.55 | 18.86 ± 3.19 | 56.24 ± 8.98 |
| 1 Hal | 46.36 ± 5.10 | 11.11 ± 1.89 | 35.38 ± 5.81 |
| 3 Hal | 46.99 ± 3.74 | 8.93 ± 1.35 | 28.01 ± 5.00 |
| 5 Hal | 44.70 ± 4.06 | 7.20 ± 1.39 | 22.55 ± 5.01 |
| LDPE [59] | 119.39 ± 0.17 | 6.27 ± 0.5 |
| Sample | T1 (°C) | T2/Tmax (°C) | T3 (°C) | T4 (°C) |
|---|---|---|---|---|
| Control | 86 | 175 | 196 | 227 |
| 1 Ben | 98 | 173 | 195 | 227 |
| 3 Ben | 98 | 174 | 195 | 227 |
| 5 Ben | 98 | 178 | 198 | 227 |
| 1 Hal | 98 | 175 | 195 | 226 |
| 3 Hal | 98 | 174 | 198 | 226 |
| 5 Hal | 98 | 174 | 197 | 226 |
| Sample | WVP (g·s−1·m−1·Pa−1) | Solubility (%) |
|---|---|---|
| Control film | 3.94 × 10−10 ± 6.44 × 10−11 | 96.17 |
| 1 Ben | 2.48 × 10−10 ± 5.21 × 10−11 | 97.72 |
| 3 Ben | 2.33 × 10−10 ± 8.48 × 10−11 | 97.17 |
| 5 Ben | 2.01 × 10−10 ± 5.37 × 10−11 | 97.84 |
| 1 Hal | 2.68 × 10−10 ± 7.56 × 10−11 | 98.06 |
| 3 Hal | 2.34 × 10−10 ± 4.62 × 10−11 | 96.33 |
| 5 Hal | 2.01 × 10−10 ± 3.69 × 10−11 | 95.74 |
| Sample | K | C | Wm (%) |
|---|---|---|---|
| 1 Ben | 0.99 | 3.64 | 0.62 |
| 3 Ben | 0.86 | 3.85 | 0.35 |
| 5 Ben | 1.04 | 3.57 | 0.84 |
| 1 Hal | 0.89 | 3.79 | 0.41 |
| 3 Hal | 0.85 | 3.84 | 0.26 |
| 5 Hal | 0.86 | 3.85 | 0.35 |
| Control | 0.82 | 3.68 | 0.26 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naidu, D.S.; John, M.J. Effect of Clay Nanofillers on the Mechanical and Water Vapor Permeability Properties of Xylan–Alginate Films. Polymers 2020, 12, 2279. https://doi.org/10.3390/polym12102279
Naidu DS, John MJ. Effect of Clay Nanofillers on the Mechanical and Water Vapor Permeability Properties of Xylan–Alginate Films. Polymers. 2020; 12(10):2279. https://doi.org/10.3390/polym12102279
Chicago/Turabian StyleNaidu, Darrel S., and Maya J. John. 2020. "Effect of Clay Nanofillers on the Mechanical and Water Vapor Permeability Properties of Xylan–Alginate Films" Polymers 12, no. 10: 2279. https://doi.org/10.3390/polym12102279
APA StyleNaidu, D. S., & John, M. J. (2020). Effect of Clay Nanofillers on the Mechanical and Water Vapor Permeability Properties of Xylan–Alginate Films. Polymers, 12(10), 2279. https://doi.org/10.3390/polym12102279