Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers



Abstract
:1. Introduction and Motivation
2. Materials and Experimental Methodology
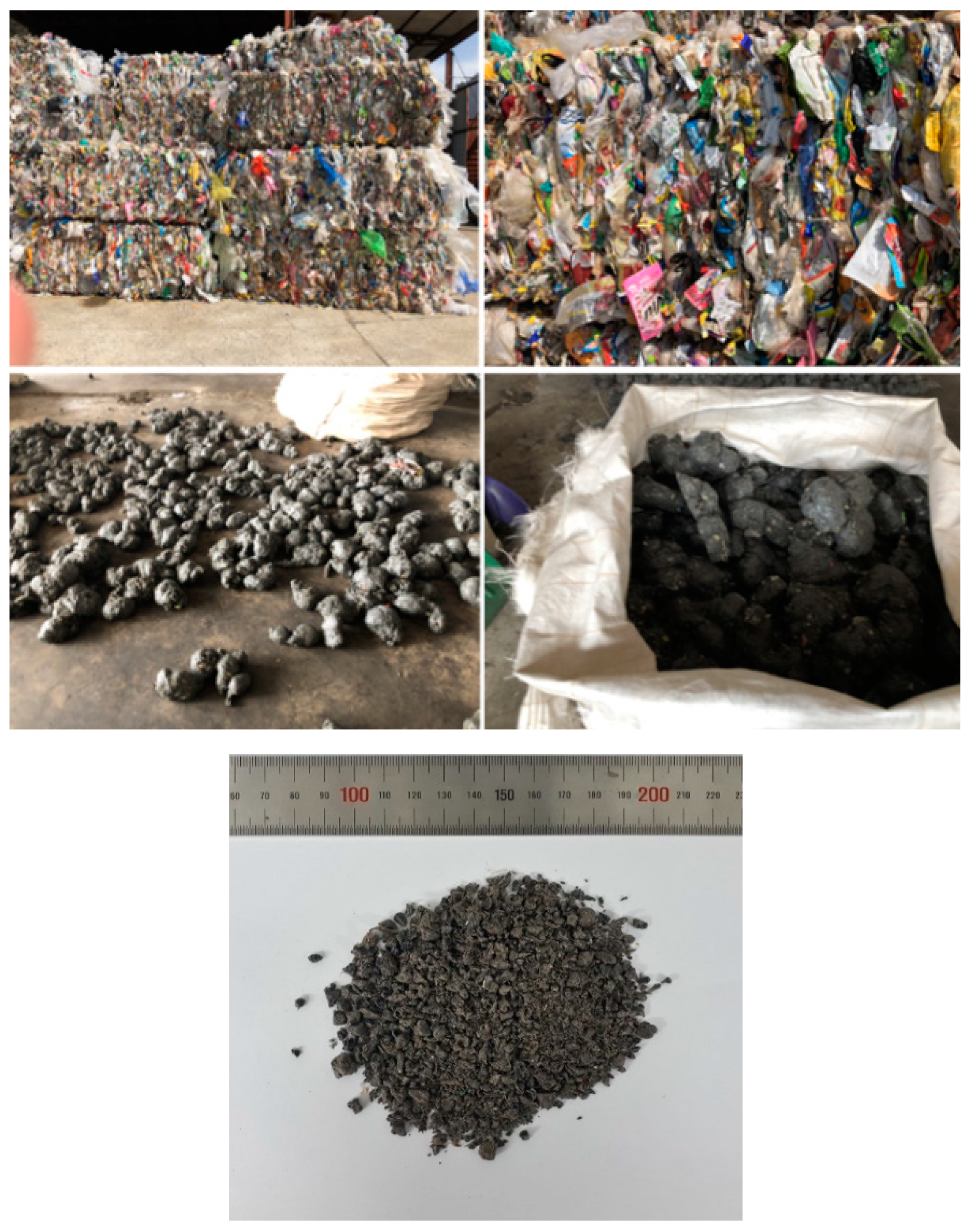
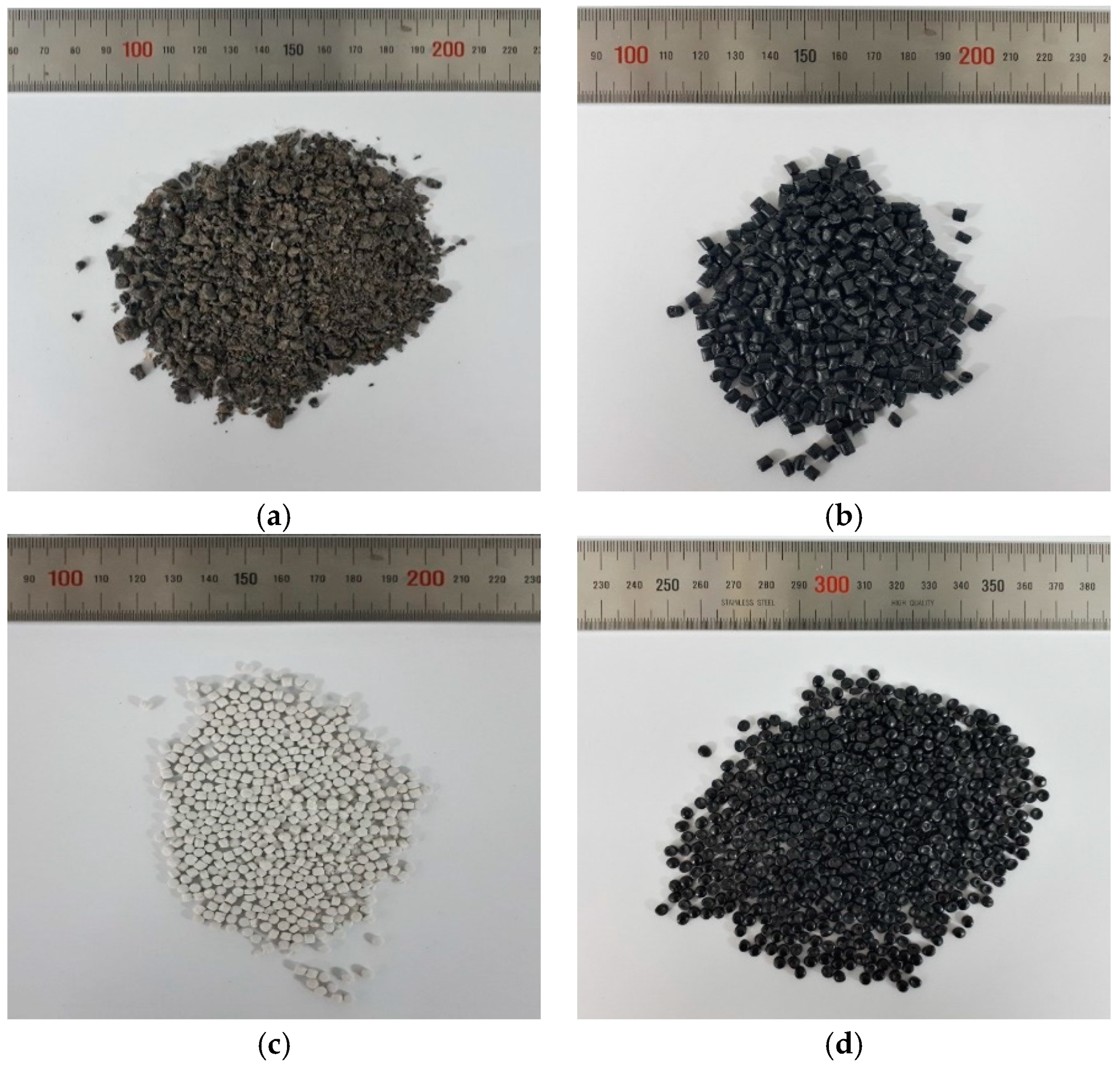
2.1. Raw Materials
2.2. Test Methodologies for Raw Materials
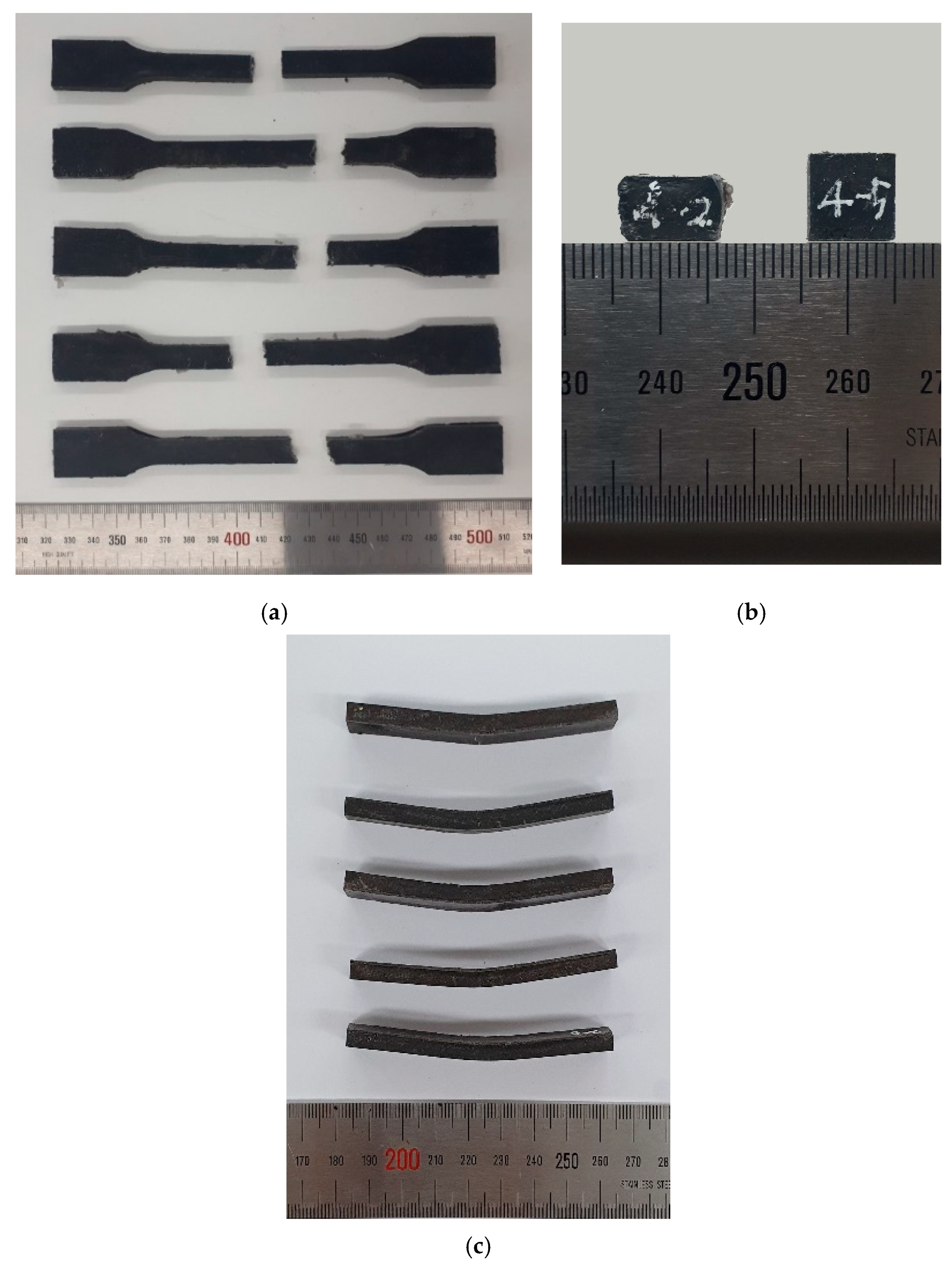
2.3. Mix Design and Specimen Preparation
2.4. Mechanical Tests
2.5. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Property Characterization of Raw Materials
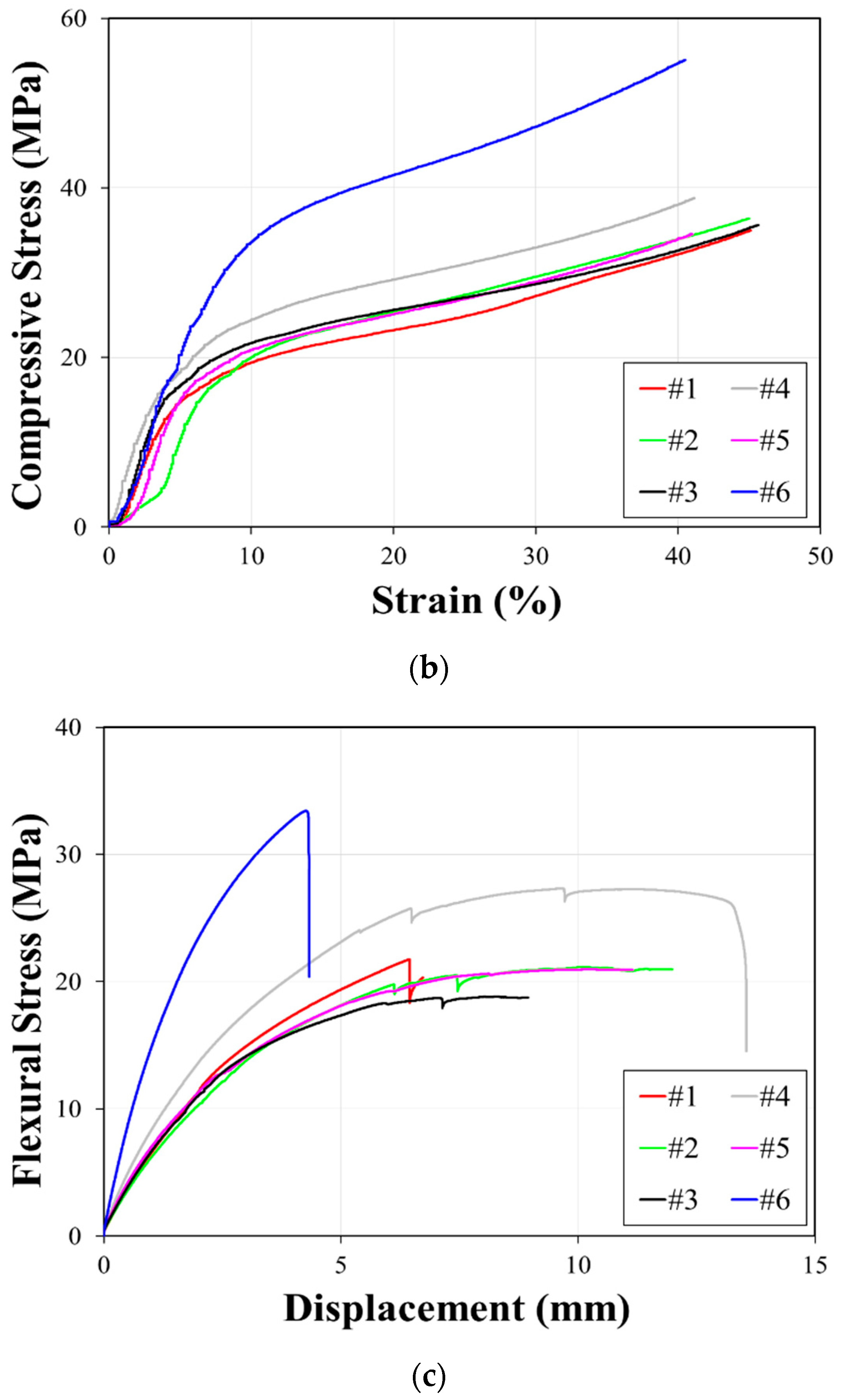
3.2. Mechanical Properties
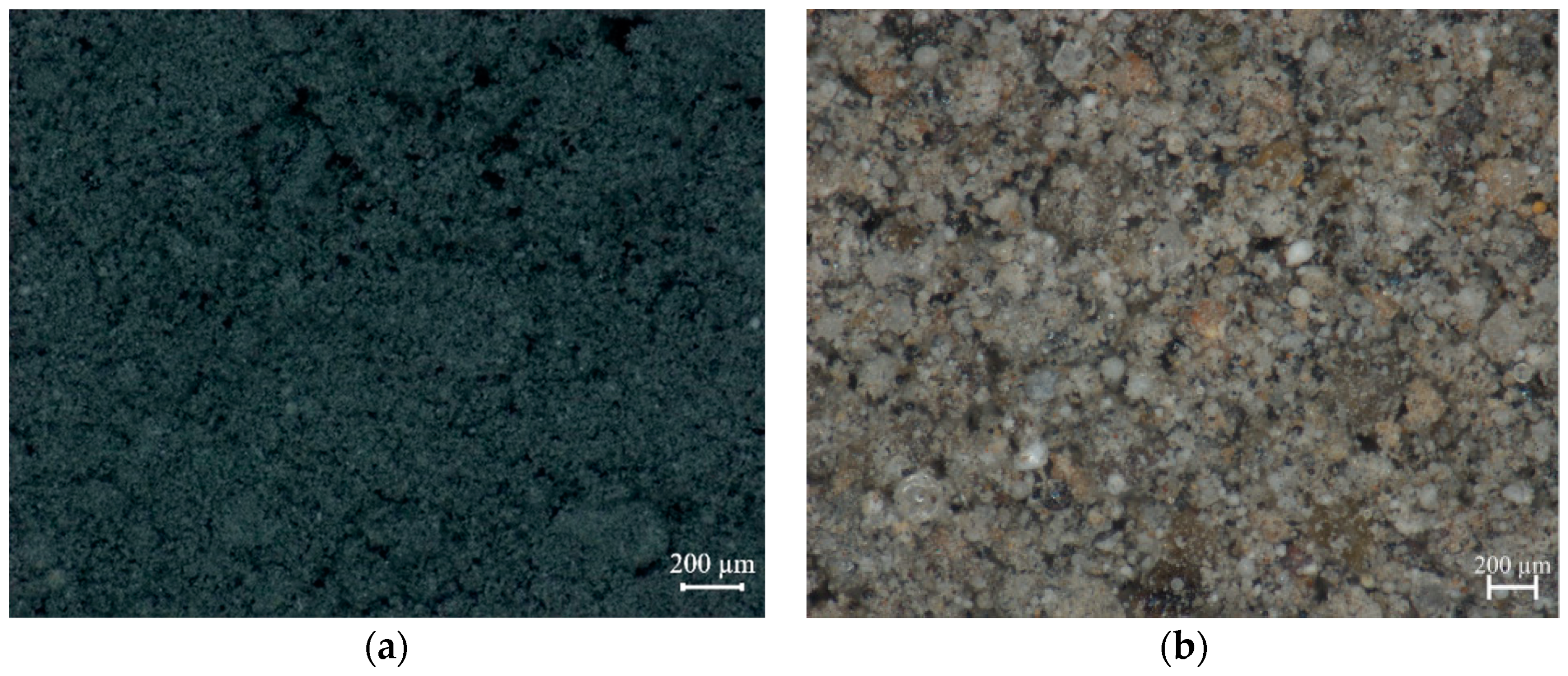
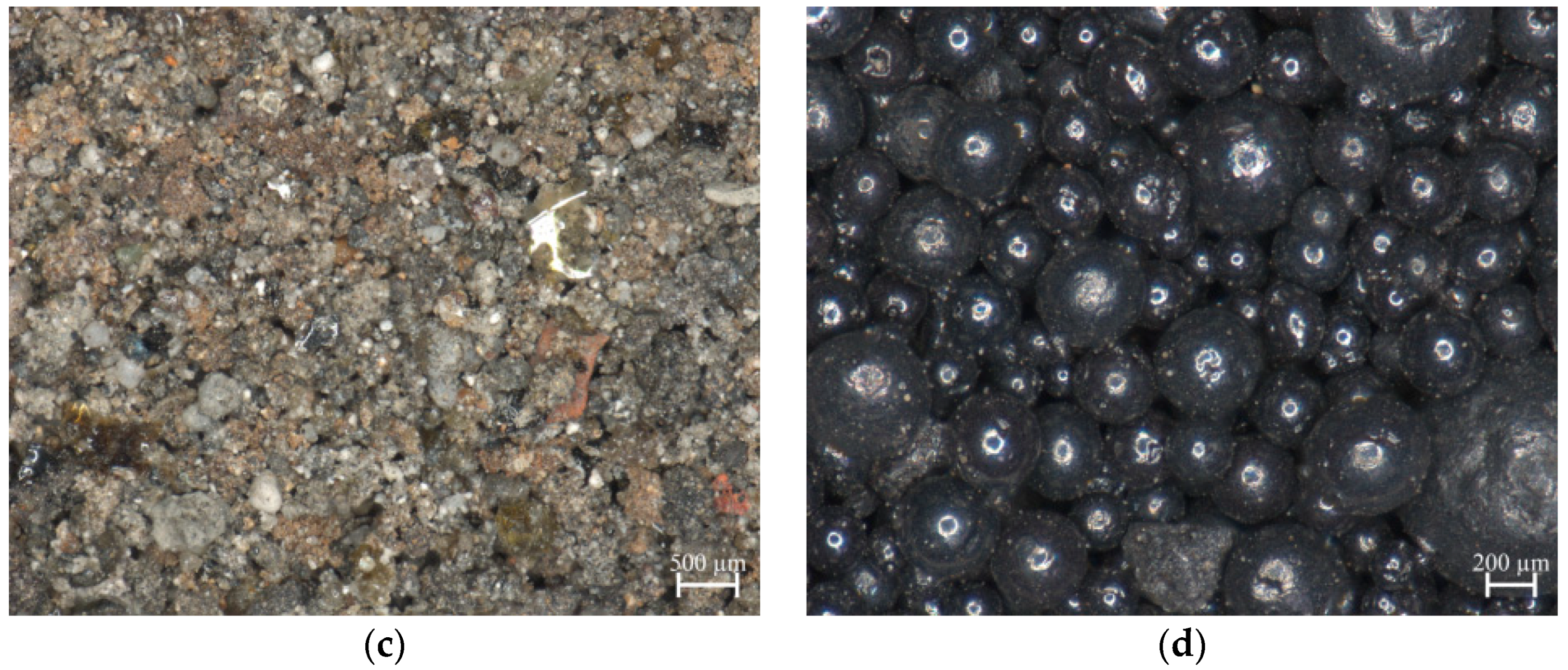
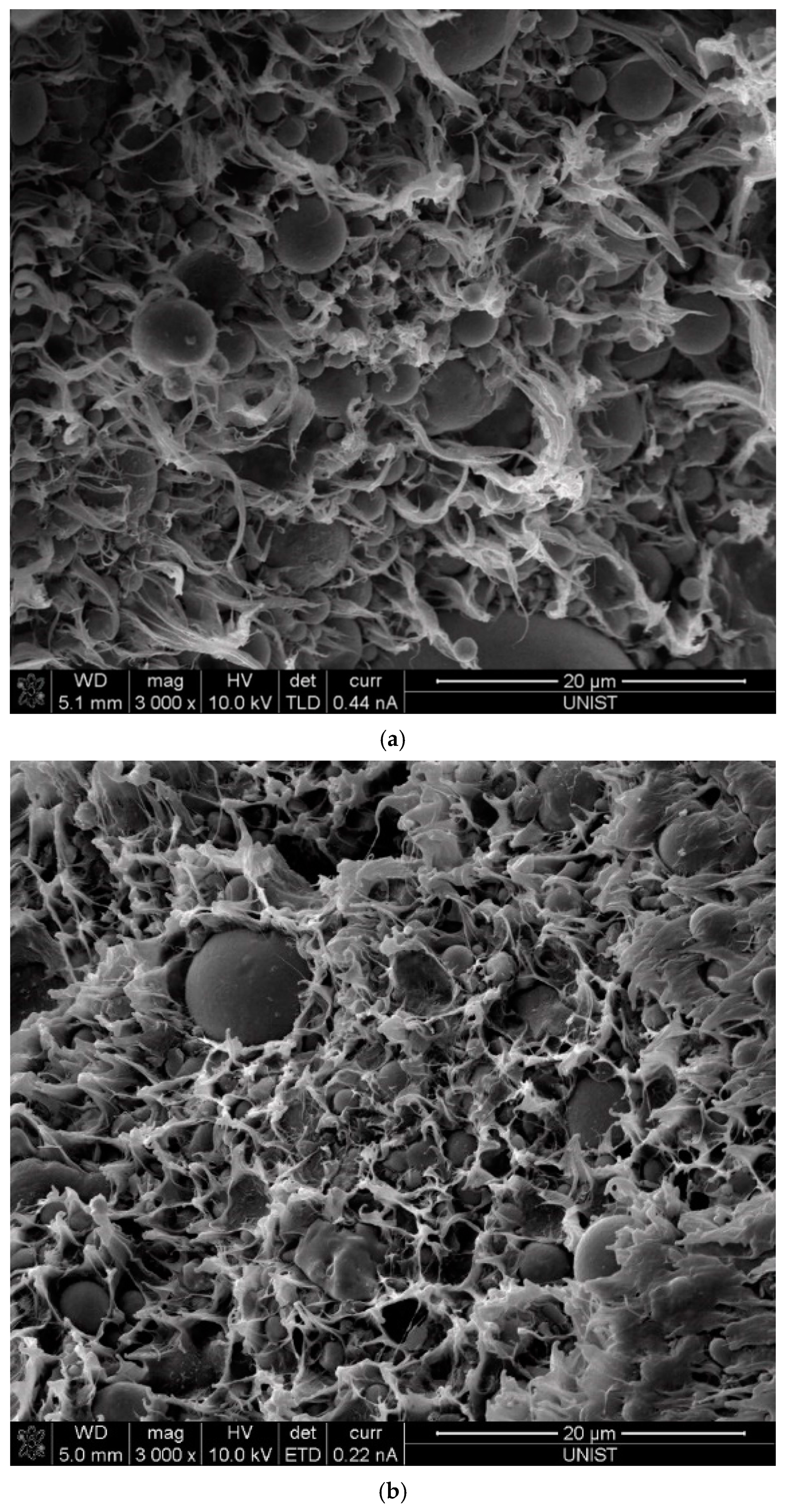
3.3. Microstructure Characterizations
4. Conclusions
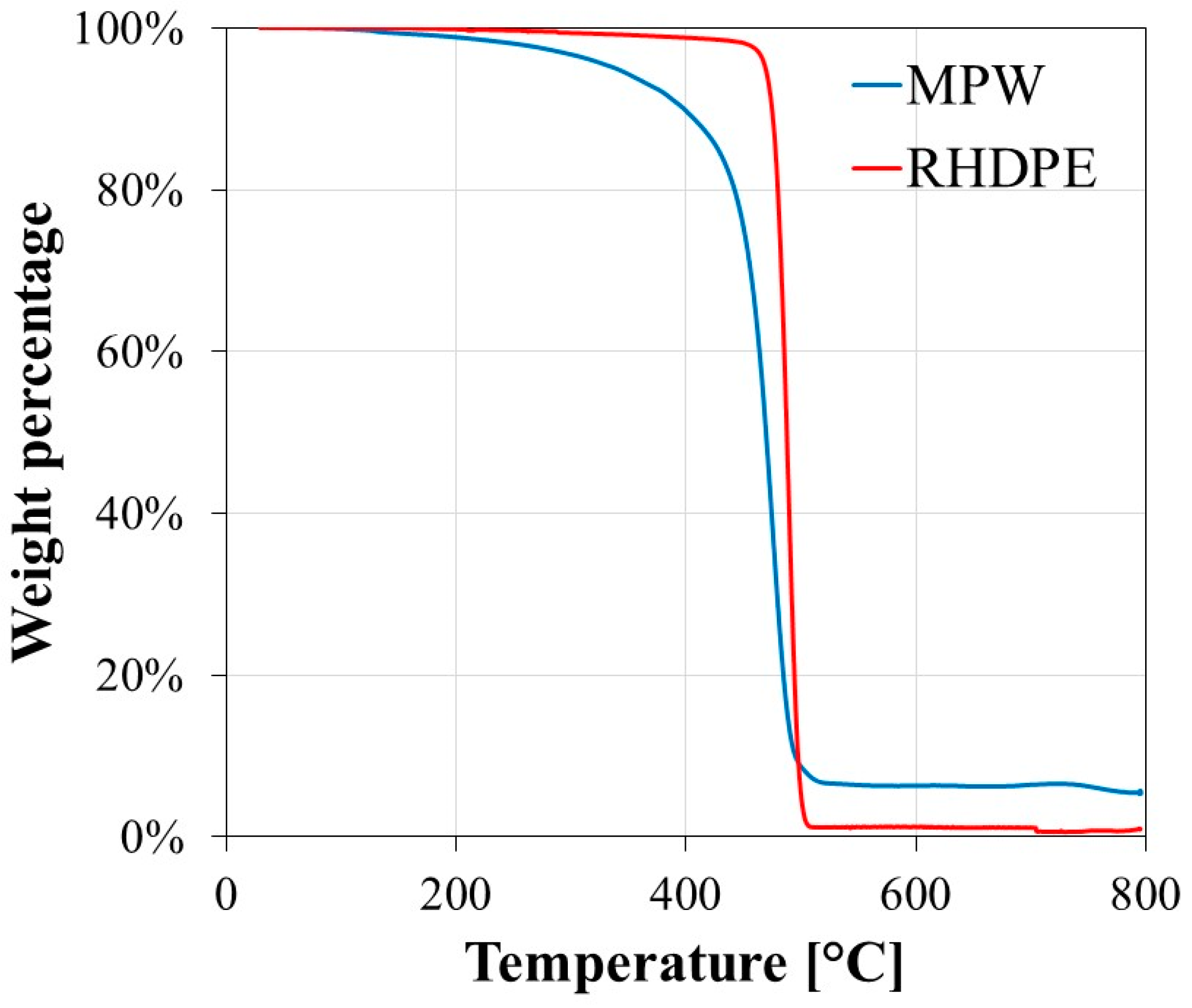
- The TGA results confirm that the major components of the recycled plastic materials used in this study are polymer, and MPW contains a relatively high amount of impurities compared with RHDPE.
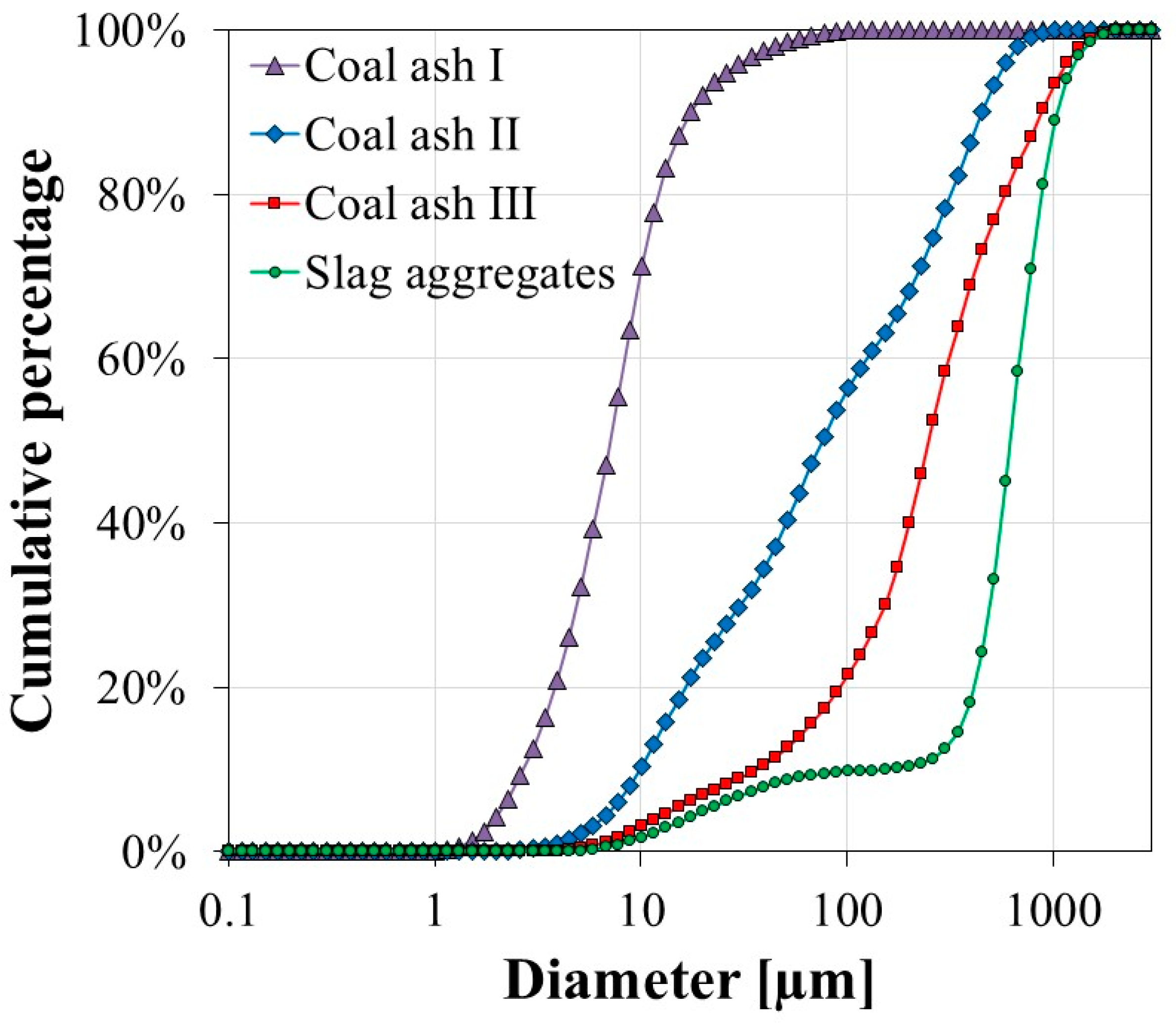
- The series of experimental results highlight that the mechanical properties of particulate plastic-based composites depend considerably on the particle size of the inorganic fillers. The composite reinforced with the smallest particles (CA I) showed the best mechanical responses in this study because of an increase in the specific area of the filler, which could effectively improve the load transfer between a polymer matrix and reinforcing fillers.
- The SEM analysis demonstrates that the enhanced mechanical properties of the tested particulate composites are evidenced by the well distributed fillers and the smooth encapsulation of the fillers in the matrix.
- It is identified from the series of mechanical tests that the recycle plastic-based composite reinforced with 60% of CA filler meets the minimum requirements suggested by the international standard. These research findings highlight that industrial by-products and municipal waste can be effectively reused in large quantities as primary materials for railway plastic sleepers.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pallarés, J.; Herce, C.; Bartolomé, C.; Peña, B. Investigation on co-firing of coal mine waste residues in pulverized coal combustion systems. Energy 2017, 140, 58–68. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.K. Properties of normal-strength mortar containing coarsely-crushed bottom ash considering standard particle size distribution of fine aggregate. J. Korea Concr. Inst. 2015, 27, 531–539. [Google Scholar] [CrossRef] [Green Version]
- Song, T.H.; Kim, H.S. A evaluation of physical and chemical properties for the use of embankment and subgrade materials of bottom ash produced by dry process. J. Korea Concr. Inst. 2019, 31, 241–249. [Google Scholar] [CrossRef]
- Liao, W.; Ma, H.; Sun, H.; Huang, Y.; Wang, Y. Potential large-volume beneficial use of low-grade fly ash in magnesia-phosphate cement based materials. Fuel 2017, 209, 490–497. [Google Scholar] [CrossRef]
- Maiti, S.N.; Lopez, B.H. Tensile properties of polypropylene/kaolin composites. J. Appl. Polym. Sci. 1992, 44, 353–360. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M.P. Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Yao, N.; Zhang, P.; Song, L.; Kang, M.; Lu, Z.; Zheng, R. Stearic acid coating on circulating fluidized bed combustion fly ashes and its effect on the mechanical performance of polymer composites. Appl. Surf. Sci. 2013, 279, 109–115. [Google Scholar] [CrossRef]
- Yiga, V.A.; Pagel, S.; Lubwama, M.; Epple, S.; Olupot, P.W.; Bonten, C. Development of fiber-reinforced polypropylene with NaOH pretreated rice and coffee husks as fillers: Mechanical and thermal properties. J. Thermoplast. Compos. Mater. 2020, 33, 1269–1291. [Google Scholar] [CrossRef]
- Li, Y.; White, D.J.; Peyton, R.L. Composite material from fly ash and post-consumer PET. Resour. Conserv. Recycl. 1998, 24, 87–93. [Google Scholar] [CrossRef]
- Pardo, S.G.; Bernal, C.; Abad, M.J.; Cano, J.; Barral Losada, L. Deformation and fracture behavior of PP/ash composites. Compos. Interfaces 2009, 16, 97–114. [Google Scholar] [CrossRef]
- Khoshnoud, P.; Abu-Zahra, N. The effect of particle size of fly ash (FA) on the interfacial interaction and performance of PVC/FA composites. J. Vinyl Addit. Technol. 2019, 25, 134–143. [Google Scholar] [CrossRef]
- Bae, Y.; Kim, J.; Bae, J.H.; Lee, I.W. An investigation on the flexural stiffness and strength of wooden sleeper for establishing performance requirements of plastic sleeper. J. Korean Soc. Railw. 2020, in press. [Google Scholar]
- Louie, M.L. Sustainable solutions for railroad trackwork. In Urban Public Transportation Systems; ASCE: Reston, VI, USA, 2013; pp. 338–346. [Google Scholar]
- Ferdous, W.; Manalo, A.; Van Erp, G.; Aravinthan, T.; Kaewunruen, S.; Remennikov, A. Composite railway sleepers–Recent developments, challenges and future prospects. Compos. Struct. 2015, 134, 158–168. [Google Scholar] [CrossRef]
- Lotfy, I.; Farhat, M.; Issa, M.A.; Al-Obaidi, M. Flexural behavior of high-density polyethylene railroad crossties. Proceedings of the Institution of Mechanical Engineers. Part F J. Rail Rapid Transit 2016, 230, 813–824. [Google Scholar] [CrossRef]
- Sharma, R.C.; Palli, S.; Sharma, S.K.; Roy, M. Modernization of railway track with composite sleepers. Int. J. Veh. Struct. Syst. 2017, 9, 321–329. [Google Scholar] [CrossRef]
- Silva, É.A.; Pokropski, D.; You, R.; Kaewunruen, S. Comparison of structural design methods for railway composites and plastic sleepers and bearers. Aust. J. Struct. Eng. 2017, 18, 160–177. [Google Scholar] [CrossRef]
- Stepanov, V.V.; Saldaev, V.A.; Tsvetkov, V.E. Composite material for railroad tie. In Solid State Phenomena; Trans Tech Publications Ltd: Baech, Switzerland, 2017; Volume 265, pp. 587–591. [Google Scholar]
- Lampo, R.; Nosker, T.; Gillespie, B.; Schriks, R.; Authority, C.T. Performance and safety issues regarding the use of plastic composite crossties. In Proceedings of the AREMA 2001 Annual Conferences, Chicago, IL, USA, 9–12 September 2001. [Google Scholar]
- Manalo, A.; Aravinthan, T. Behavior of full-scale railway turnout sleepers from glue-laminated fiber composite sandwich structures. J. Compos. Constr. 2012, 16, 724–736. [Google Scholar] [CrossRef]
- Khalil, A.A. Mechanical testing of innovated composite polymer material for using in manufacture of railway sleepers. J. Polym. Environ. 2018, 26, 263–274. [Google Scholar] [CrossRef]
- Atikler, U.; Basalp, D.; Tihminlioğlu, F. Mechanical and morphological properties of recycled high-density polyethylene, filled with calcium carbonate and fly ash. J. Appl. Polym. Sci. 2006, 102, 4460–4467. [Google Scholar] [CrossRef] [Green Version]
- Koh, T.; Moon, S.W.; Jung, H.; Jeong, Y.; Pyo, S. A feasibility study on the application of basic oxygen furnace (BOF) steel slag for railway ballast material. Sustainability 2018, 10, 284. [Google Scholar] [CrossRef] [Green Version]
- Tafesse, M.; Lee, H.K.; Alemu, A.S.; Kim, H.K.; Pyo, S. On the expansive cracking of a cement matrix containing atomized basic oxygen furnace slag with a metallic iron. Constr. Build. Mater. 2020, 264, 119806. [Google Scholar] [CrossRef]
- ISO 527-1:2012(E). Plastics—Determination of Tensile Properties—Part 1: General Principles; International Organization of Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 527-2:2012(E). Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Organization of Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 604:2002(E). 604: 2002 Plastics—Determination of Compressive Properties; International Organization of Standardization: Geneva, Switzerland, 2002. [Google Scholar]
- ISO 178:2010(E). Plastics—Determination of Flexural Properties; International Organization of Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- ISO 12856-1:2014(E). Plastics—Plastic Railway Sleepers for Railway Applications (Railroad Ties)—Part 1: Material Characteristics; International Organization of Standardization: Geneva, Switzerland, 2014. [Google Scholar]
- Suthar, M.; Aggarwal, P. Bearing ratio and leachate analysis of pond ash stabilized with lime and lime sludge. J. Rock Mech. Geotech. Eng. 2018, 10, 769–777. [Google Scholar] [CrossRef]
- Ha, K.H.; Kim, M.S. Application to refrigerator plastics by mechanical recycling from polypropylene in waste-appliances. Mater. Des. 2012, 34, 252–257. [Google Scholar] [CrossRef]
- Incarnato, L.; Di Maio, L.; Aciernot, D.; Denaro, M.; Arrivabene, L. Relationships between processing–structure–migration properties for recycled polypropylene in food packaging. Food Addit. Contam. 1998, 15, 195–202. [Google Scholar] [CrossRef]
- Bierögel, C.; Grellmann, W. Compression Loading-data. In Polymer Solids and Polymer Melts–Mechanical and Thermomechanical Properties of Polymers; Springer: Berlin/Heidelberg, Germany, 2014; pp. 183–190. [Google Scholar]
- Sreekanth, M.S.; Bambole, V.A.; Mhaske, S.T.; Mahanwar, P.A. Effect of particle size and concentration of flyash on properties of polyester thermoplastic elastomer composites. J. Miner. Mater. Charact. Eng. 2009, 8, 237–248. [Google Scholar] [CrossRef]
- Parvaiz, M.R.; Mohanty, S.; Nayak, S.K.; Mahanwar, P.A. Effect of surface modification of fly ash on the mechanical, thermal, electrical and morphological properties of polyetheretherketone composites. Mater. Sci. Eng. A 2011, 528, 4277–4286. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials: Science and Engineering; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Ahmad, I.; Mahanwar, P.A. Mechanical properties of fly ash filled high density polyethylene. J. Miner. Mater. Charact. Eng. 2010, 9, 183. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MPW | RHDPE | CA I | CA II | CA III | CCF | Antistatic Agent | Slag Aggregates |
|---|---|---|---|---|---|---|---|
| 1.42 | 1.08 | 3.41 | 2.40 | 2.48 | 2.49 | 1.23 | 3.41 |
| Series | MPW | RHDPE | CCF | CA I | CA II | CA III | Slag Aggregates | Antistatic Agent | Other Additives |
|---|---|---|---|---|---|---|---|---|---|
| #1 | 30 | 40 | 30 | ||||||
| #2 | 30 | 40 | 30 | ||||||
| #3 | 30 | 40 | 30 | ||||||
| #4 | 30 | 40 | 30 | ||||||
| #5 | 30 | 40 | 30 | ||||||
| #6 | 12 | 20 | 60 | 4 | 4 |
| Materials | MPW | RHDPE |
|---|---|---|
| Polymer (30–600 °C) | 93.7% | 98.8% |
| Carbon black (600–800 °C) | 1.0% | 0.2% |
| Ash (Residue at 800 °C) | 5.3% | 1.0% |
| CaO | SO3 | Fe2O3 | TiO2 | Cl | Br | ZnO | PbO | CuO | |
|---|---|---|---|---|---|---|---|---|---|
| MPW | 17.0% | 0% | 16.4% | 50.2% | 13.4% | 0% | 1.0% | 0% | 0.5% |
| RHDPE | 26.1% | 3.1% | 6.0% | 45.4% | 0% | 10.7% | 4.7% | 2.4% | 1.6% |
| Antistatic agent | 25.1% | 67.7% | 7.2% | - | - | - | - | - | - |
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | TiO2 | Na2O | |
|---|---|---|---|---|---|---|---|---|
| CA I | 49.3% | 26.8% | 6.36% | 6.44% | 2.37% | 1.43% | 1.58% | 2.12% |
| CA II | 53.7% | 21.4% | 12.3% | 4.91% | 2.37% | 1.73% | 1.22% | 1.32% |
| CA III | 49.3% | 19.4% | 15.9% | 8.43% | 1.85% | 1.49% | 1.33% | 0.77% |
| Slag aggregates | 14.4% | 2.02% | 26.0% | 44.3% | 6.76% | 0.13% | 0.54% | 0.07% |
| Mn | Mw | PDI (Mw/Mn) | |
|---|---|---|---|
| MPW | 14,960 | 301,070 | 20.1 |
| RHDPE | 20,573 | 373,710 | 18.2 |
| Series | Tensile Stress at Max. Load (MPa) | Strain at Break (%) | Modulus (MPa) |
|---|---|---|---|
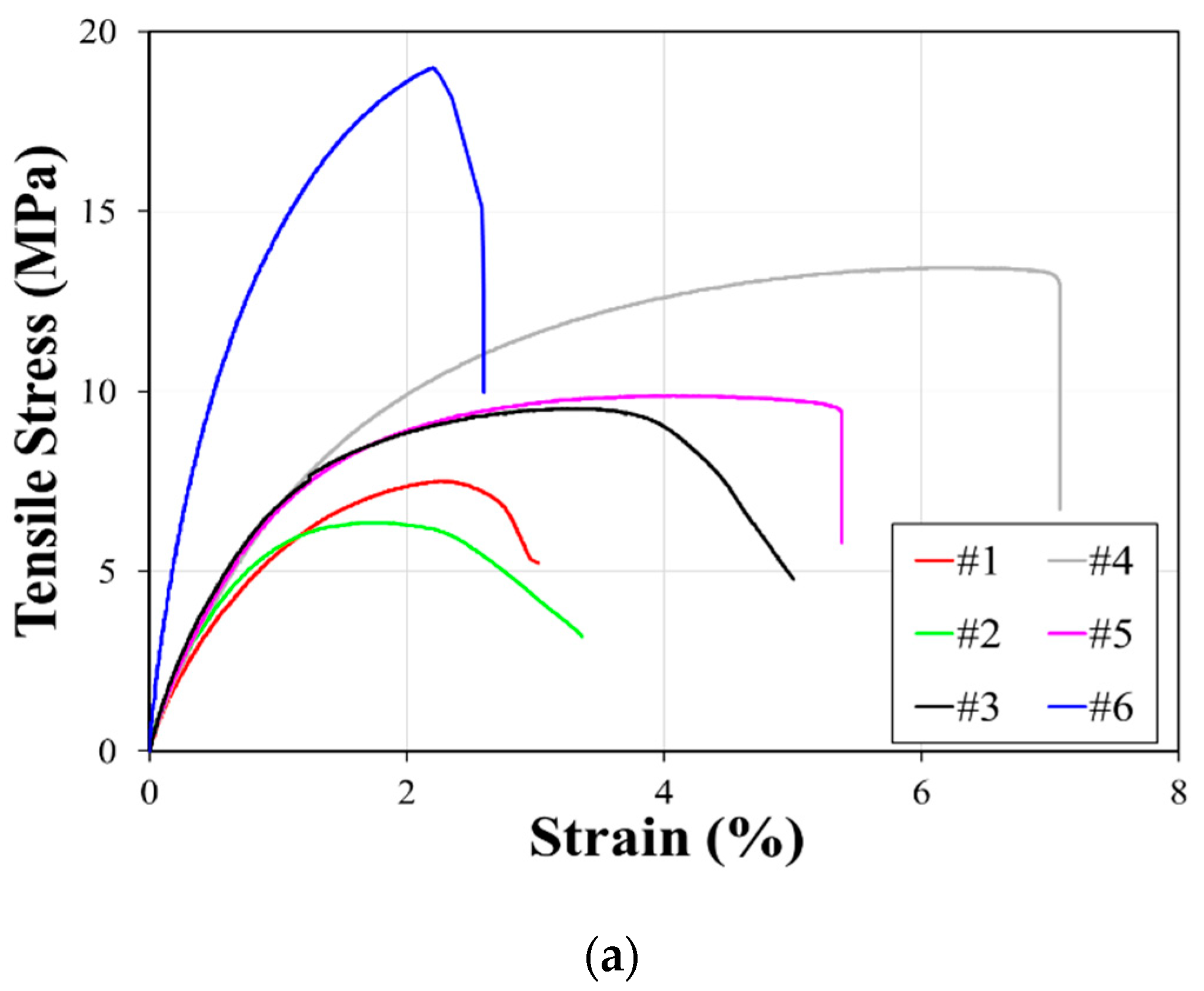
| #1 | 6.8 ± 3.1 | 2.7 ± 1.4 | 755 ± 151 |
| #2 | 6.9 ± 2.1 | 3.2 ± 2.4 | 994 ± 239 |
| #3 | 9.0 ± 1.3 | 4.1 ± 2.1 | 955 ± 100 |
| #4 | 13.1 ± 0.4 | 7.1 ± 3.5 | 974 ± 113 |
| #5 | 9.6 ± 0.7 | 5.5 ± 0.7 | 1049 ± 131 |
| #6 | 19.0 ± 0.7 | 2.5 ± 0.4 | 2281 ± 105 |
| Series | Compressive Stress at 30% strain (MPa) | Flexural Strength (MPa) |
|---|---|---|
| #1 | 27.1 ± 1.6 | 19.9 ± 2.0 |
| #2 | 29.0 ± 1.6 | 18.8 ± 1.8 |
| #3 | 28.1 ± 2.0 | 19.0 ± 1.3 |
| #4 | 32.4 ± 5.1 | 26.7 ± 2.5 |
| #5 | 29.0 ± 2.3 | 19.6 ± 3.0 |
| #6 | 47.1 ± 1.0 | 33.0 ± 0.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ju, S.; Yoon, J.; Sung, D.; Pyo, S. Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers. Polymers 2020, 12, 2287. https://doi.org/10.3390/polym12102287
Ju S, Yoon J, Sung D, Pyo S. Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers. Polymers. 2020; 12(10):2287. https://doi.org/10.3390/polym12102287
Chicago/Turabian StyleJu, Suhawn, Jinyoung Yoon, Deokyong Sung, and Sukhoon Pyo. 2020. "Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers" Polymers 12, no. 10: 2287. https://doi.org/10.3390/polym12102287
APA StyleJu, S., Yoon, J., Sung, D., & Pyo, S. (2020). Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers. Polymers, 12(10), 2287. https://doi.org/10.3390/polym12102287