Expanded Polycarbonate (EPC)—A New Generation of High-Temperature Engineering Bead Foams




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental
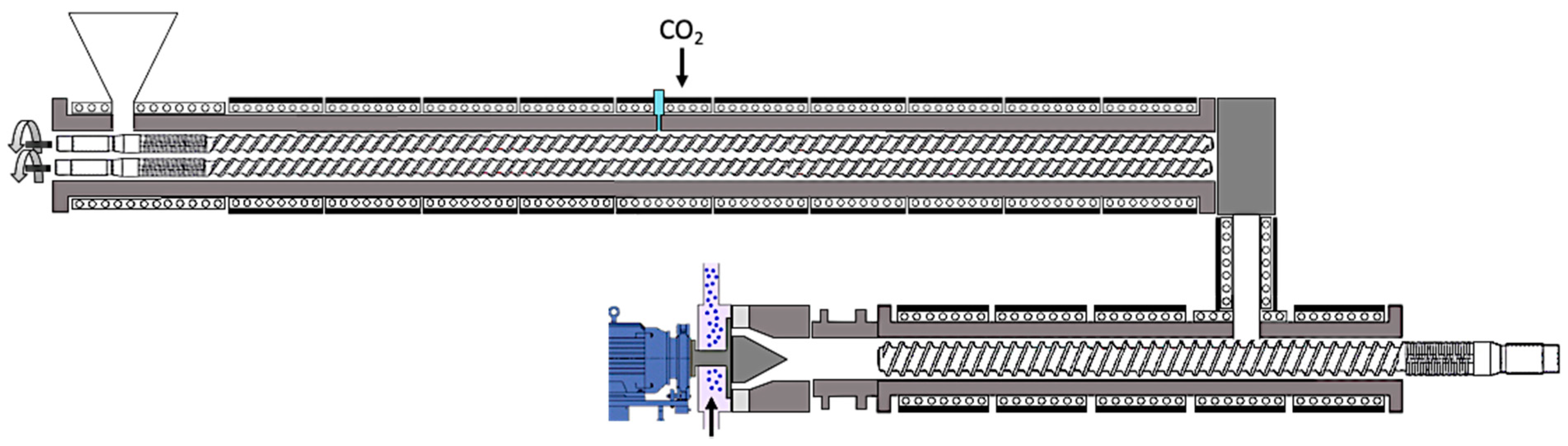
Bead Foaming
2.3. Material Characterization
3. Results
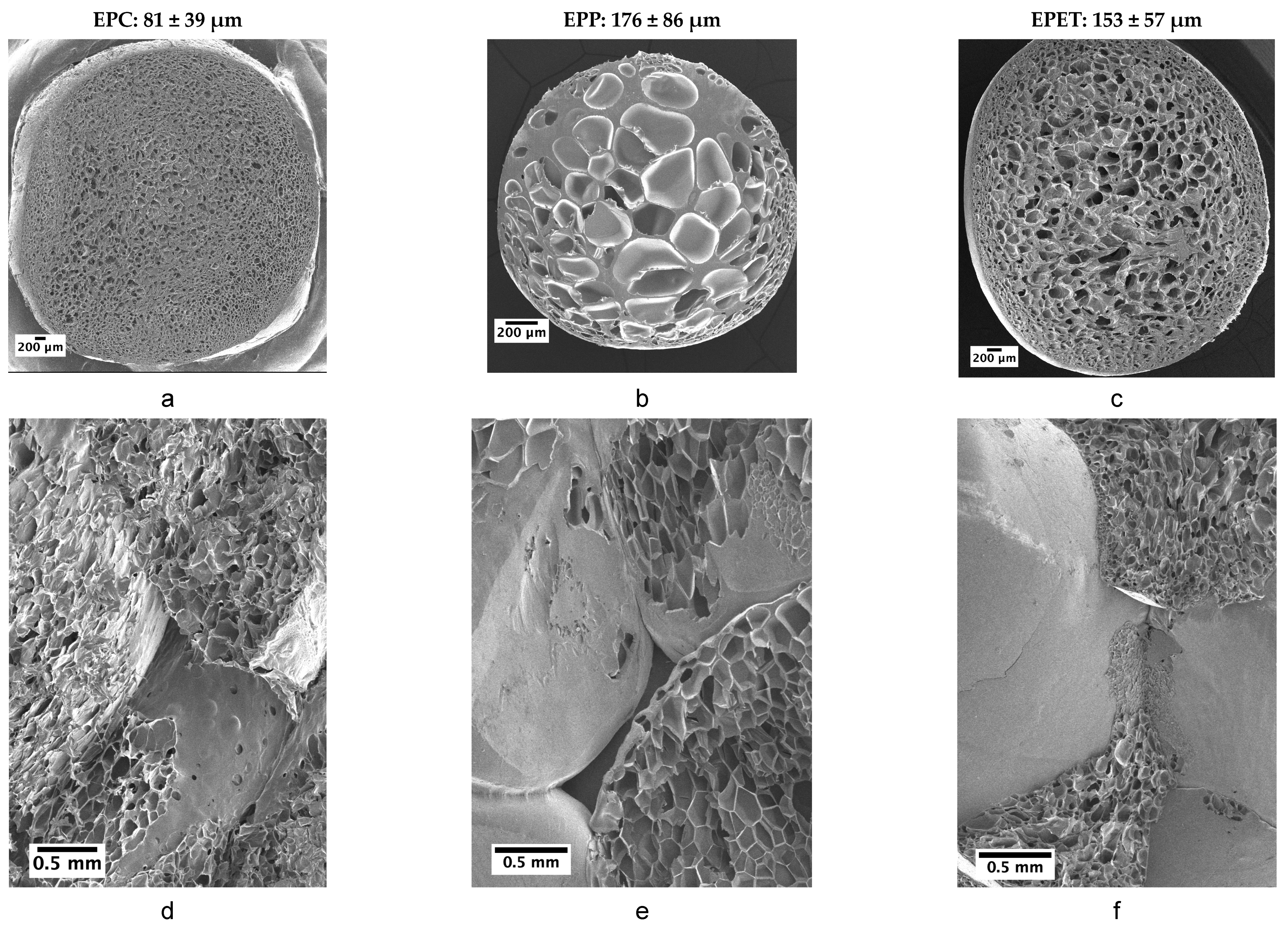
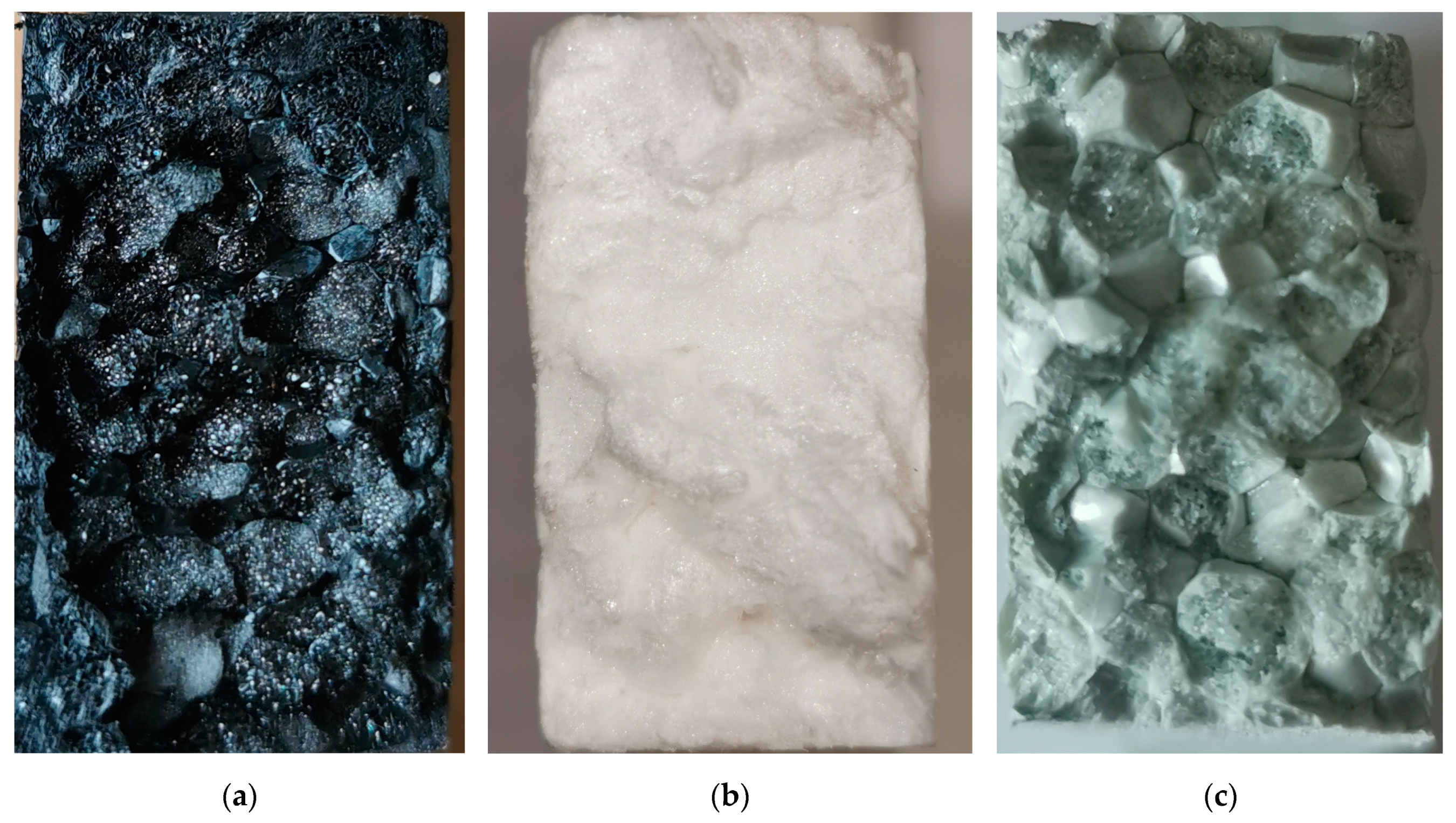
3.1. Foamed Beads and Foamed-Part Morphology
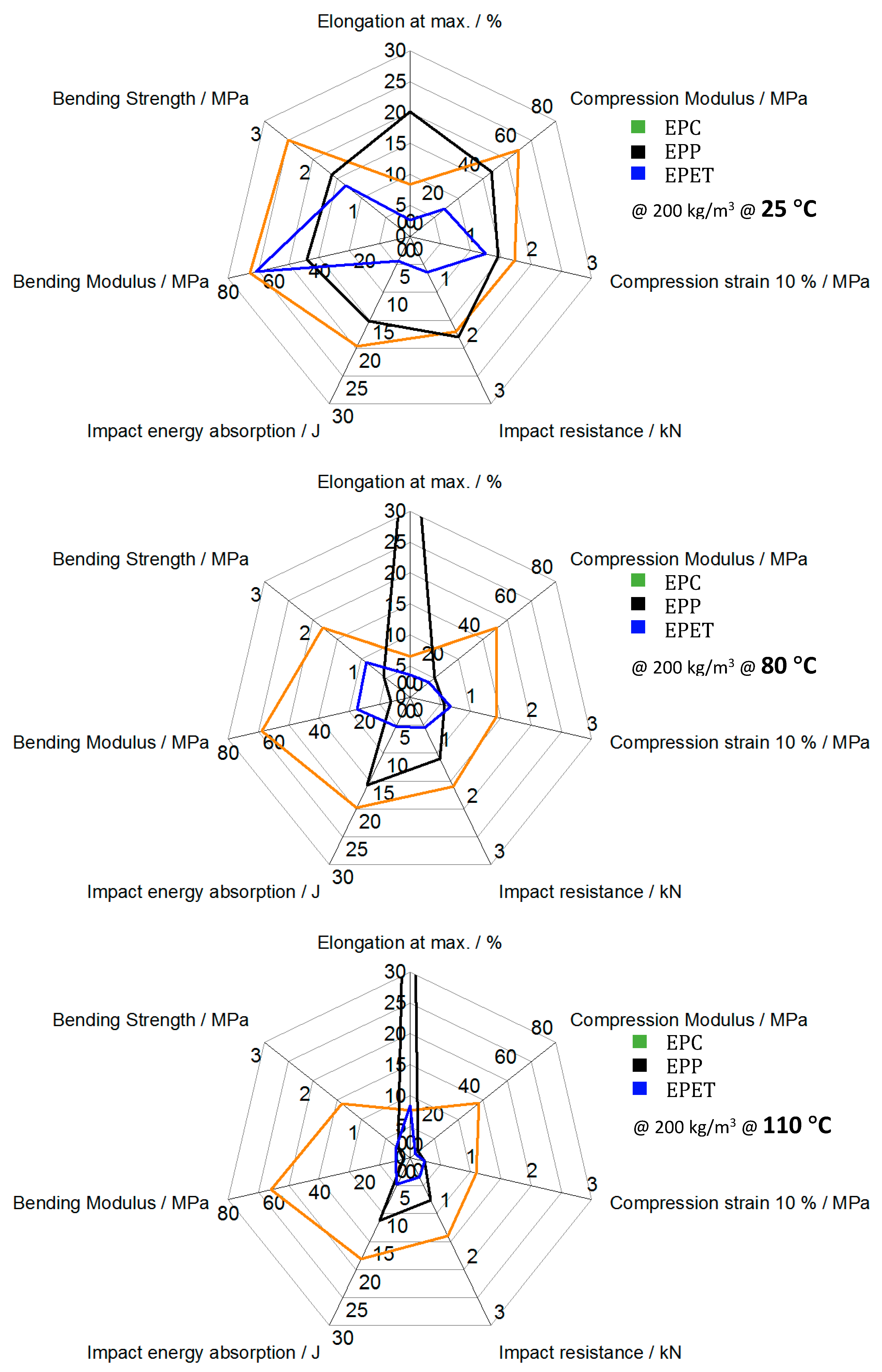
3.2. Temperature-Dependent Mechanical Properties
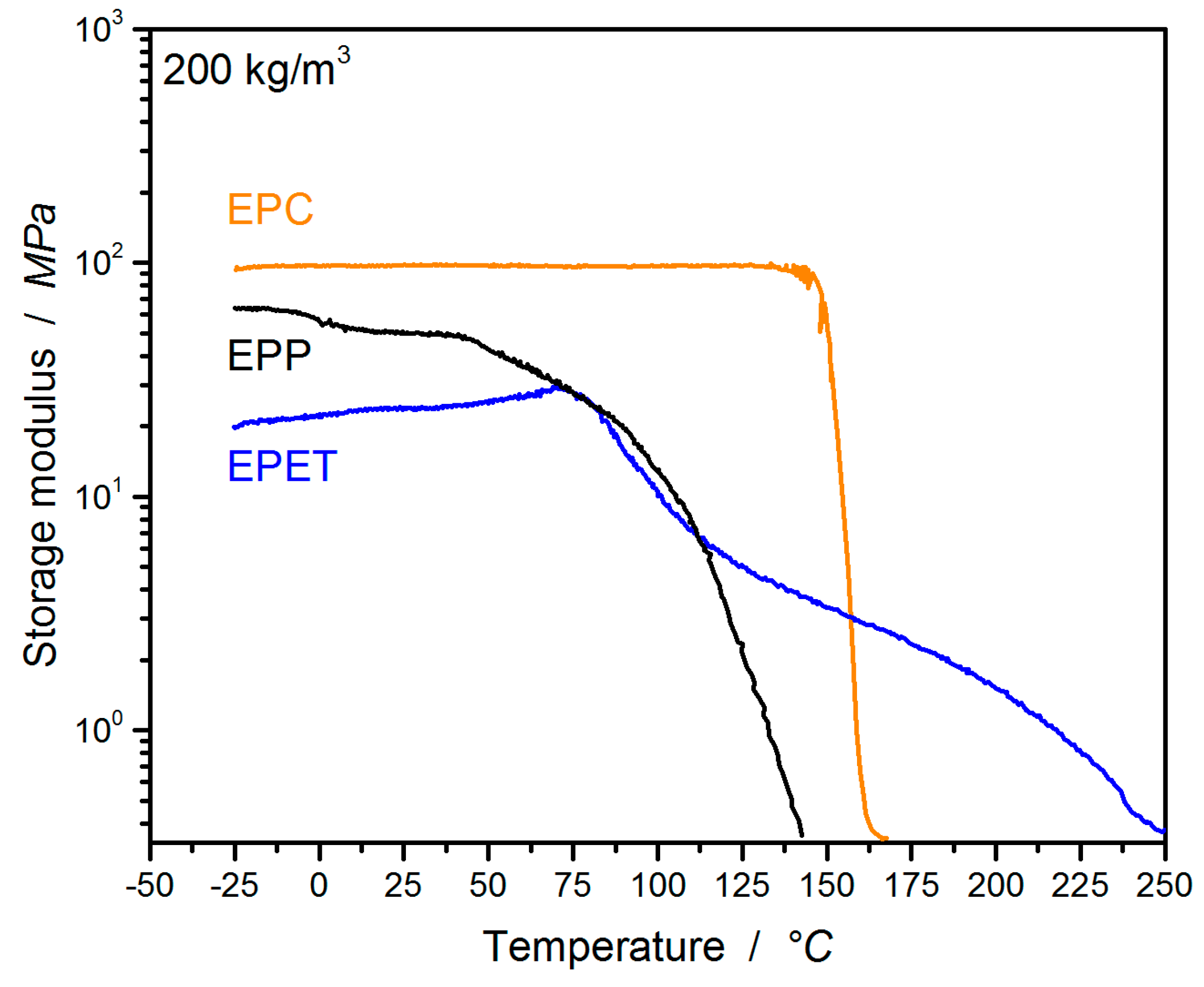
3.2.1. Dynamic-Mechanical Analysis (DMA) of EPC in Comparison to EPP and EPET
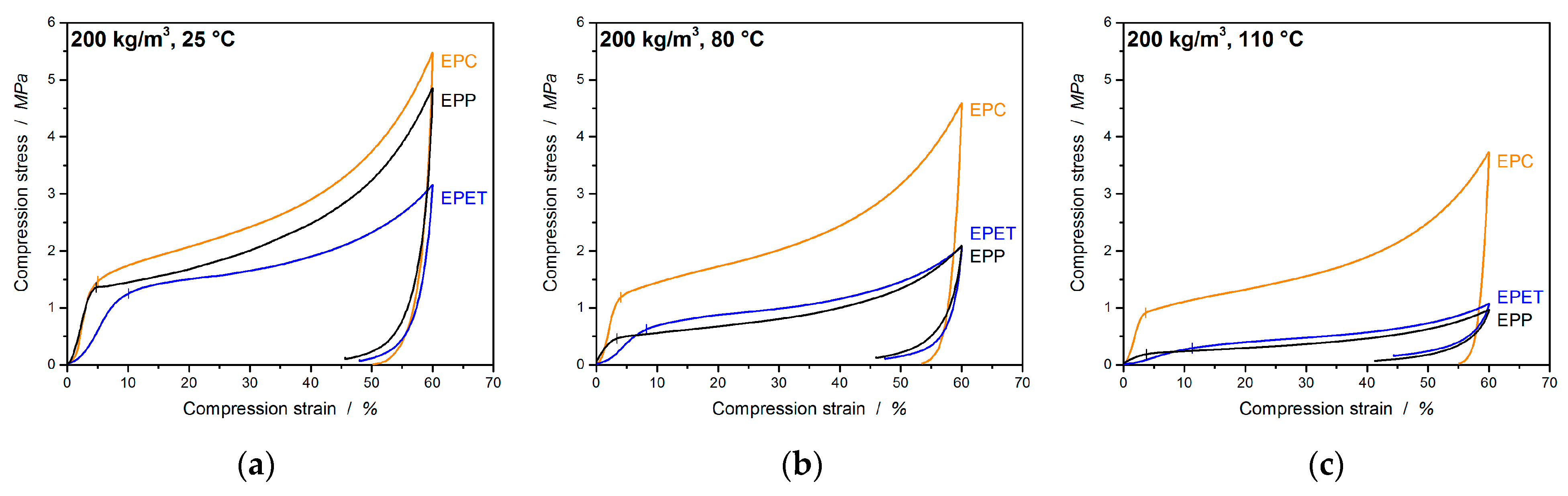
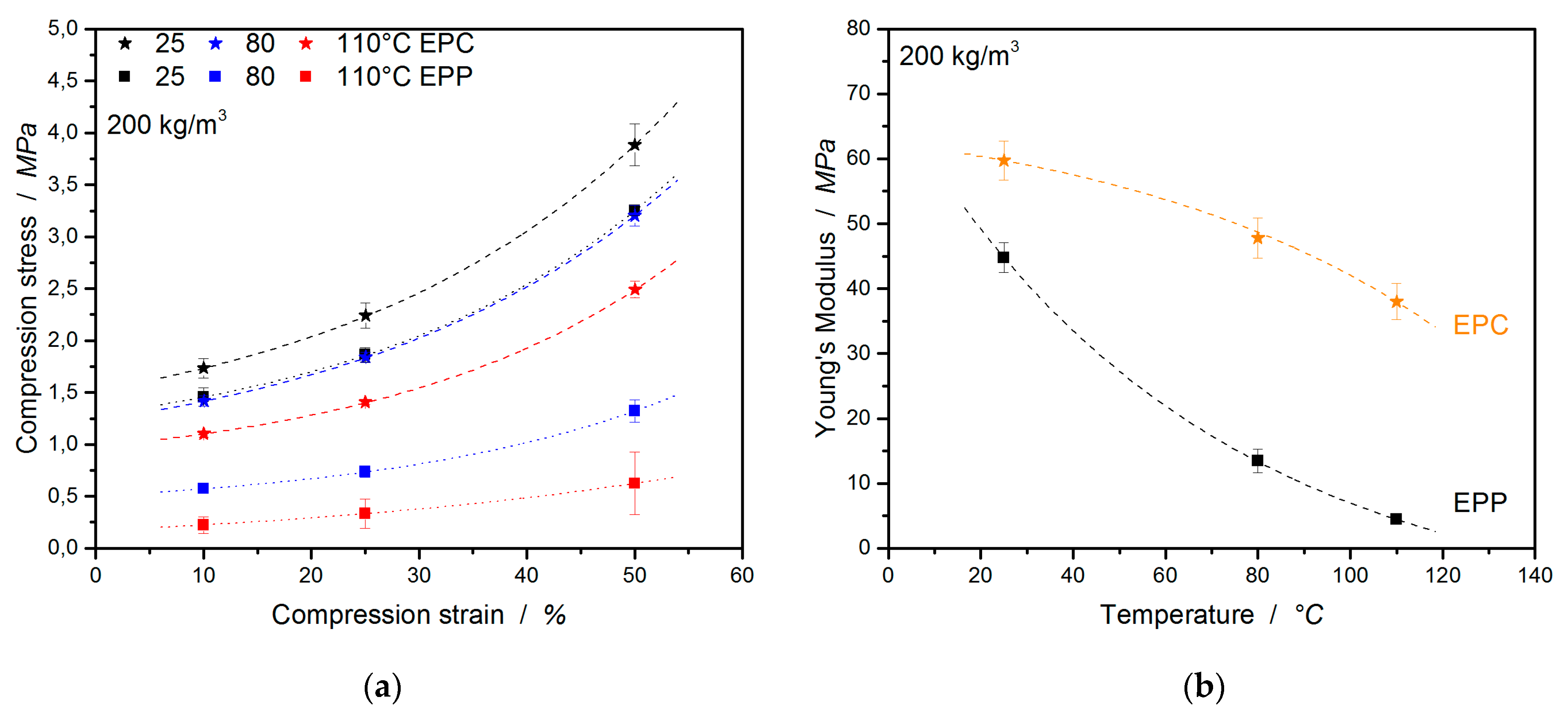
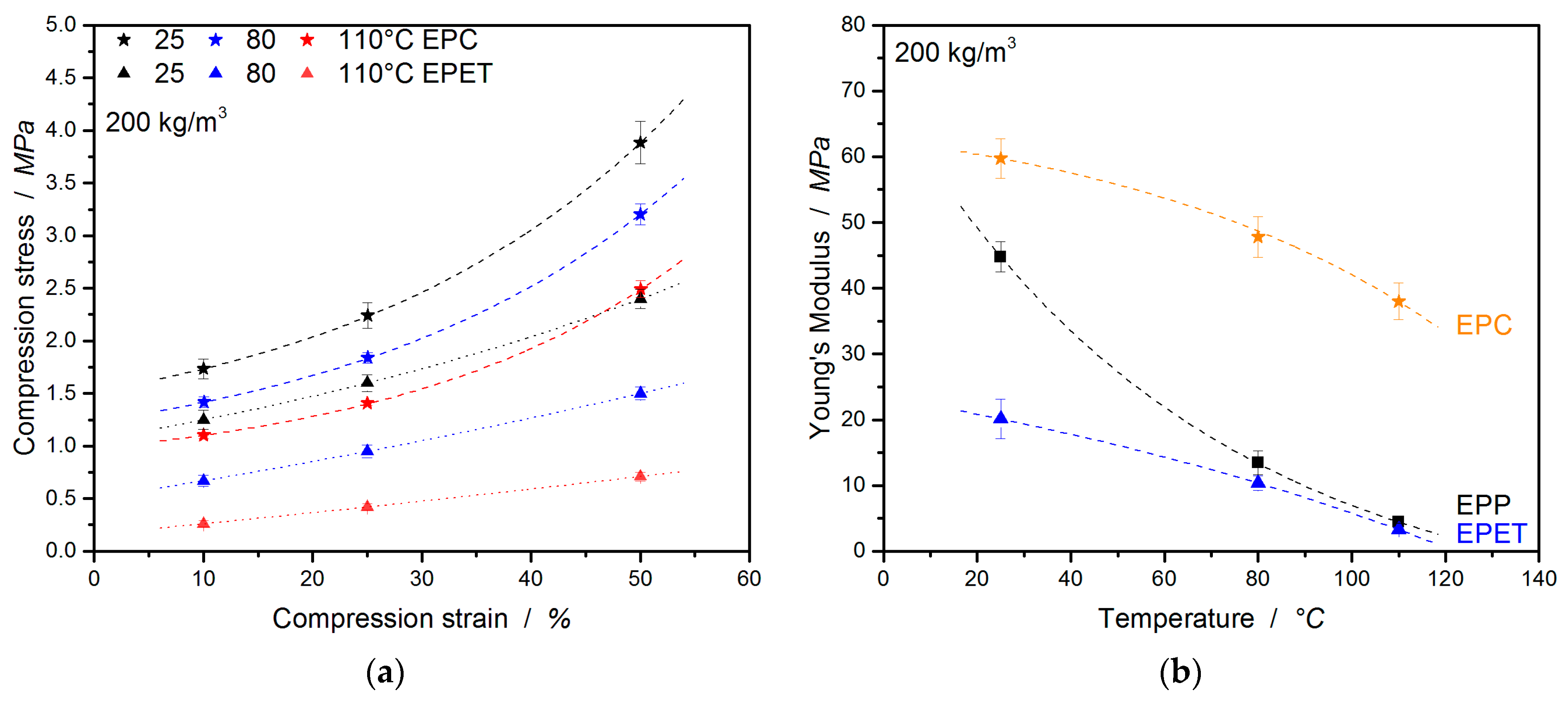
3.2.2. Compression Properties of EPC in Comparison to EPP and EPET
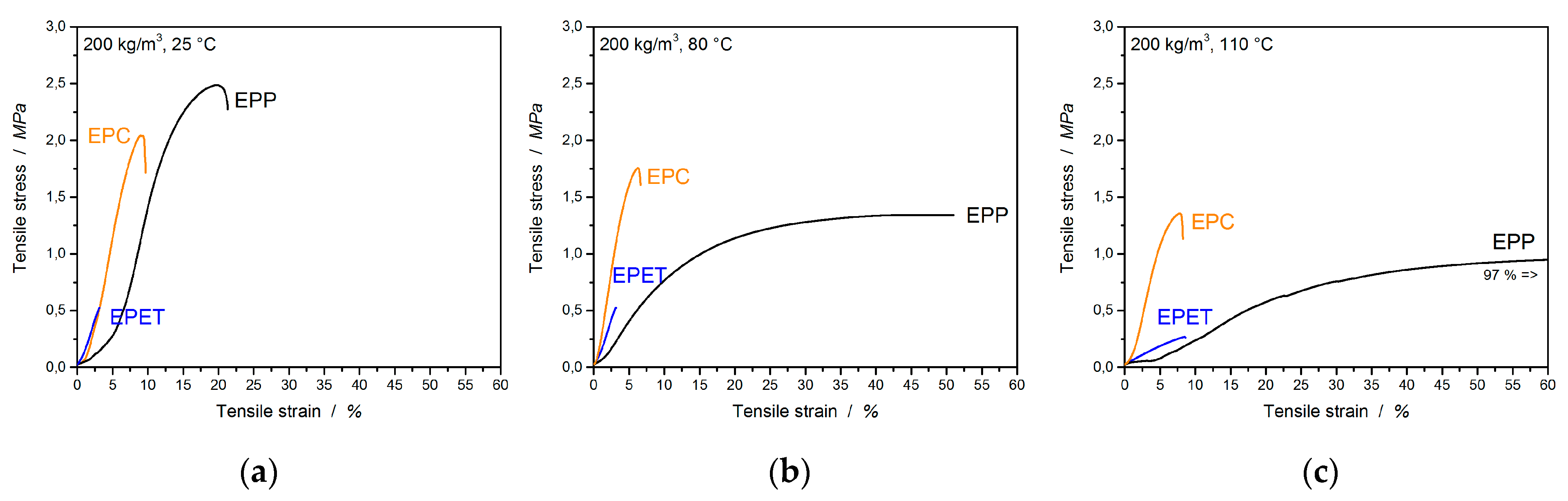
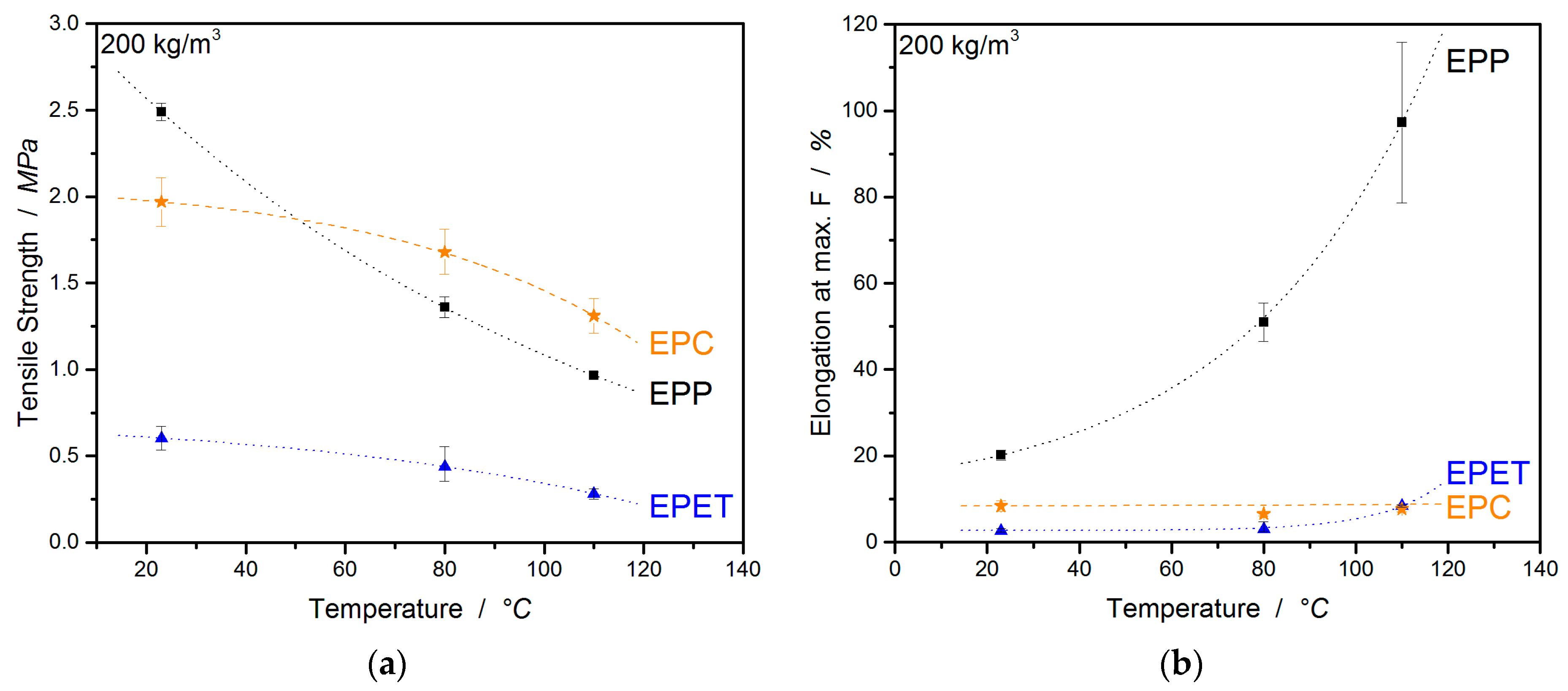
3.2.3. Tensile Properties of EPC in Comparison to EPP and EPET
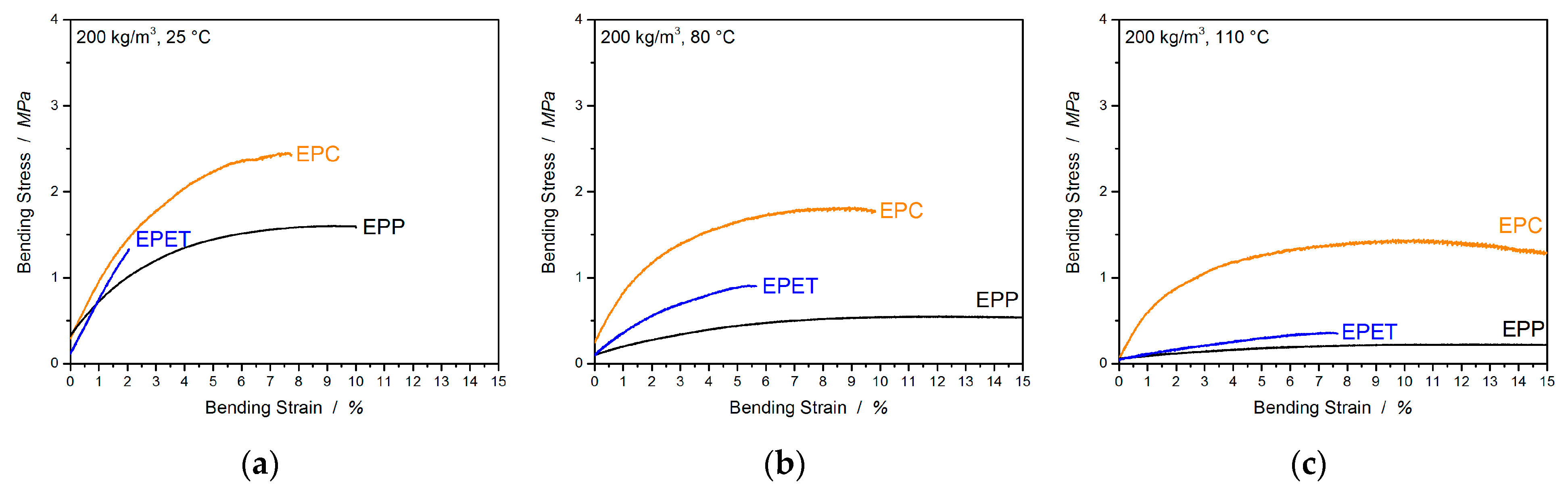
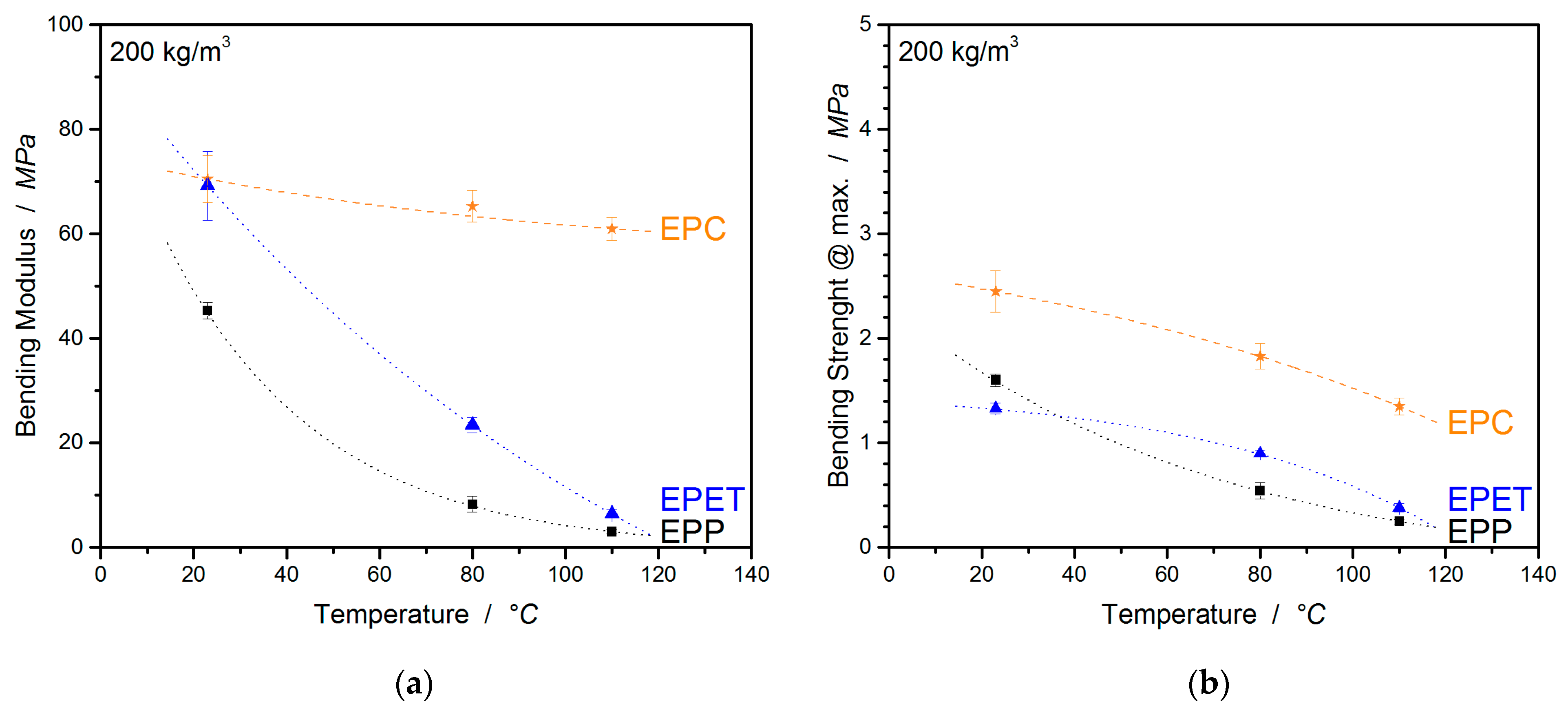
3.2.4. Bending Properties of EPC in Comparison to EPP and EPET
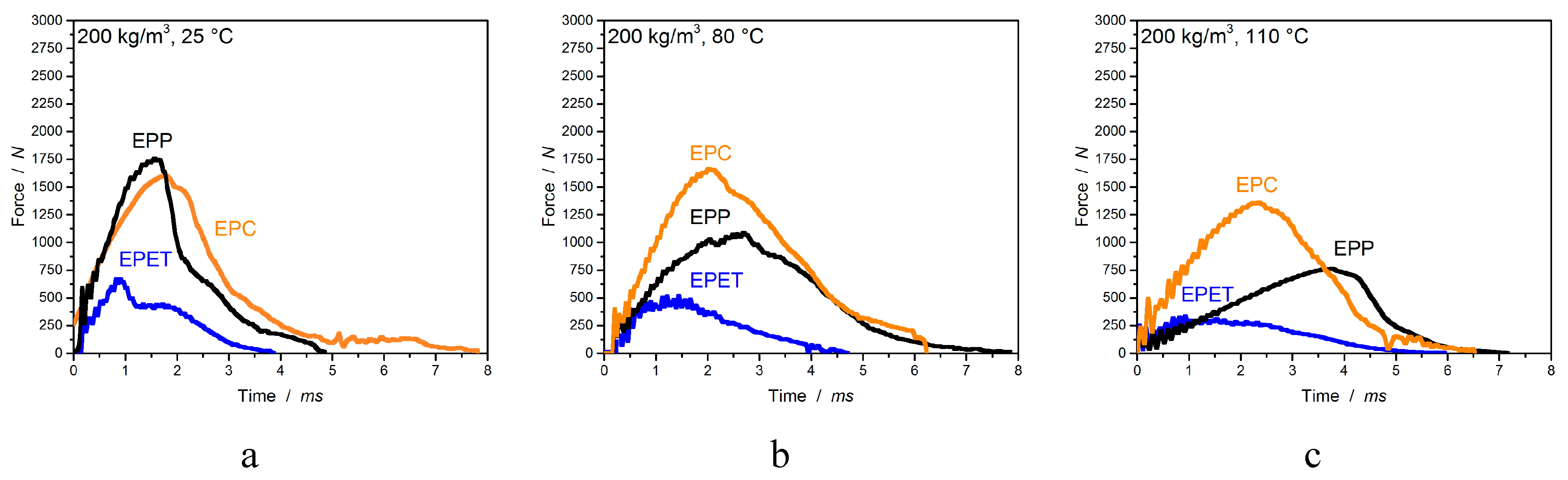
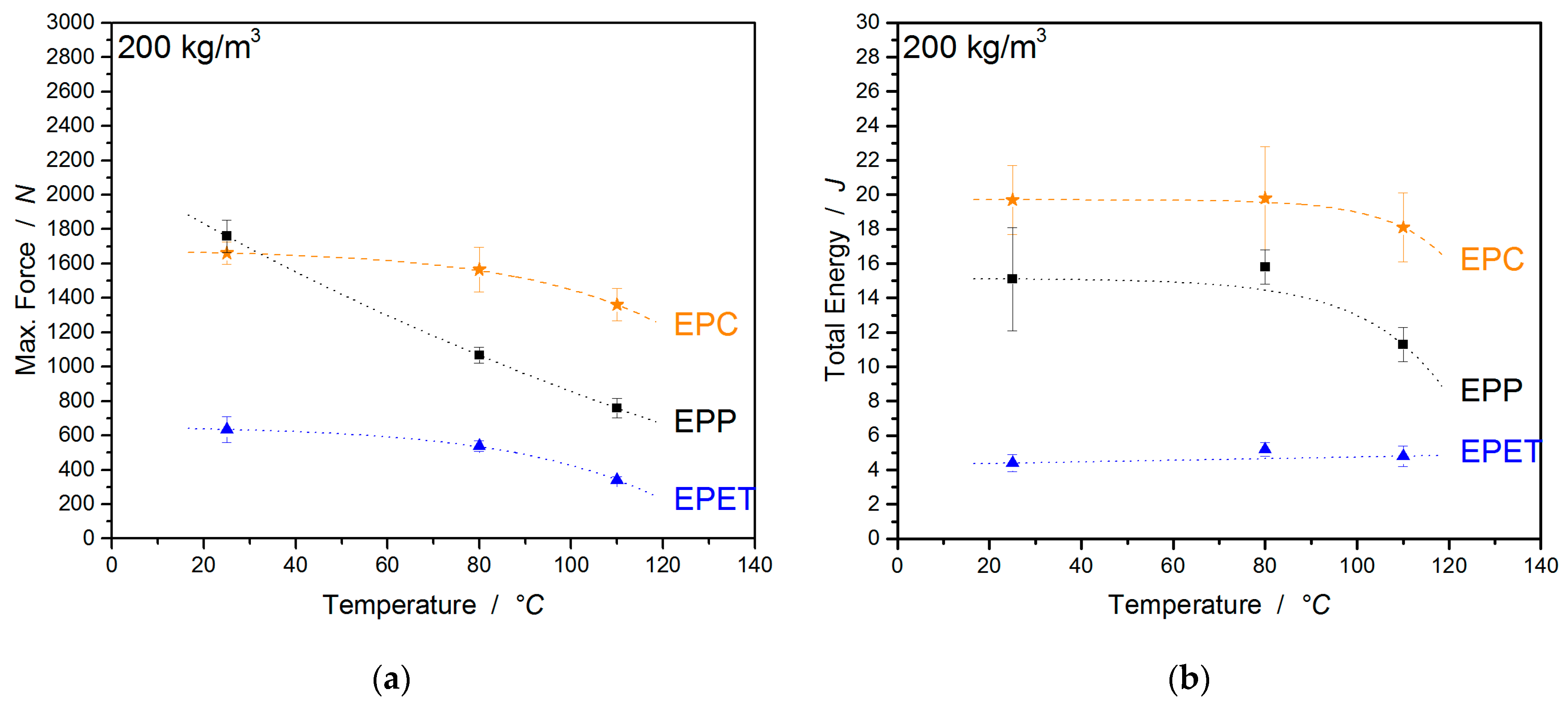
3.2.5. Temperature-Dependent Impact-Behavior of EPC Compared to EPP and EPET
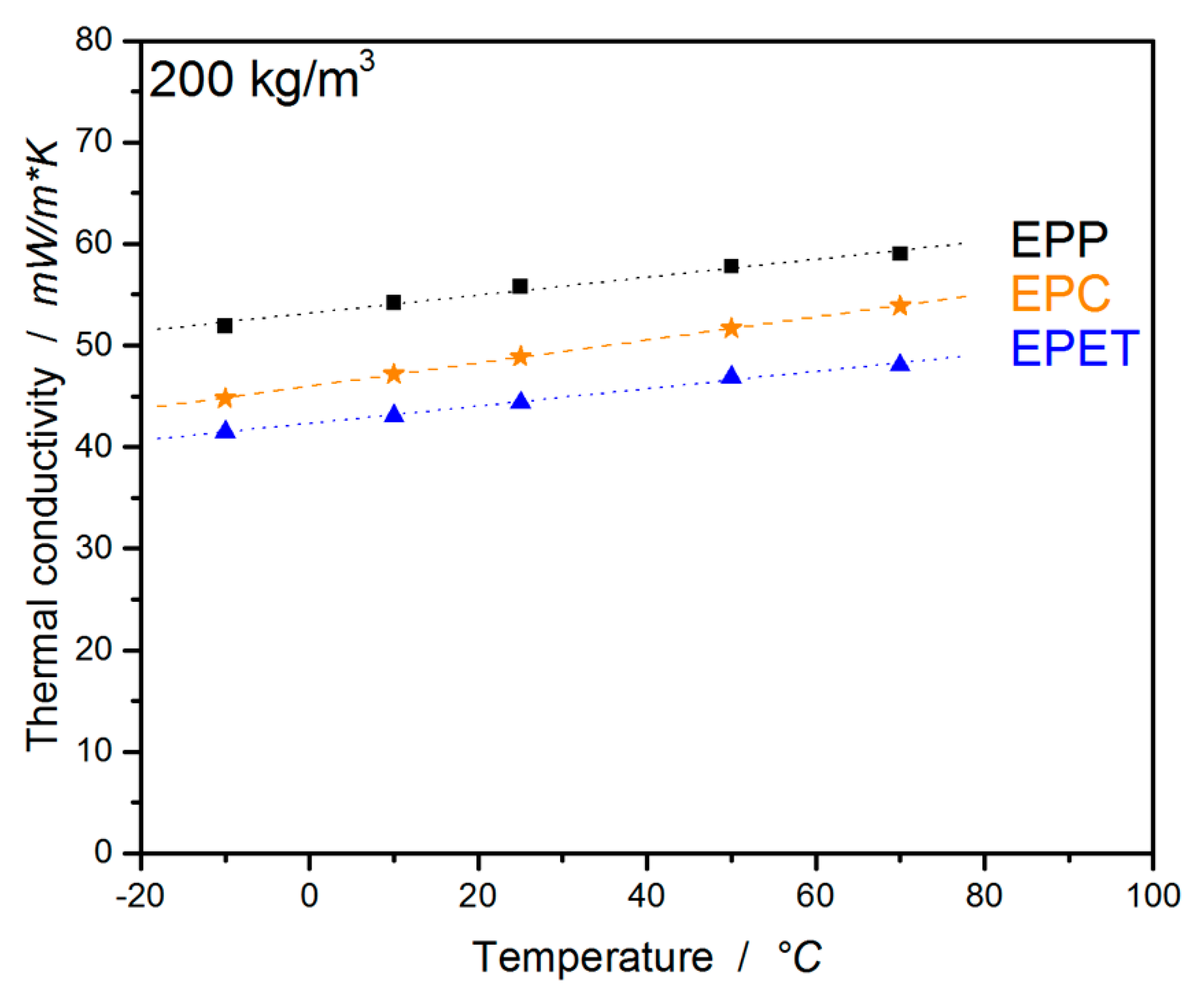
3.2.6. Temperature-Dependent Thermal Conductivity
4. Conclusion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Okolieocha, C.; Raps, D.; Subramaniam, K.; Altstädt, V. Microcellular to nanocellular polymer foams: Progress (2004–2015) and future directions—A review. Eur. Polym. J. 2015, 73, 500–519. [Google Scholar] [CrossRef]
- IFonseca, I.; Bräuer, J.; Graessel, G.; Hennenberger, F.; Birli, R.; Gutmann, P. Advances in high performance thermoplastic foams Results and discussion. SPE Foams 2018. [Google Scholar]
- Smith, P.L.M.; Hill, J.; Wardlaw, A.; Price, D.S.; Tarrier, J. Expanded Polymer Pellets. U.S. Patent 20170253710A1, 26 August 2014. [Google Scholar]
- Press Release, BASF SE, Neopolen P. Designed for New Ideas. 2012. Available online: www.basf.com/global/en/media/news-releases/2020/03/p-20-157.html (accessed on 9 October 2020).
- Product portfolio, BASF SE, Styropor - Technical Information. 1992. Available online: www.fepwaf33.basf.com/portal/basf/en/dt.jsp?setCursor=1_1222863&page=downloads (accessed on 9 October 2020).
- Standau, T.; Hädelt, B.; Schreier, P.; Altstädt, V. Development of a Bead Foam from an Engineering Polymer with Addition of Chain Extender: Expanded Polybutylene Terephthalate. Ind. Eng. Chem. Res. 2018, 57, 17170–17176. [Google Scholar] [CrossRef]
- Product portfolio, Armacell, ArmaShape (EPET) Product Brochure. 2018. Available online: https://local.armacell.com/en/armaform-pet-foam-cores/products/armashape/ (accessed on 9 October 2020).
- Raps, D.; Hossieny, N.; Park, C.B.; Altstädt, V. Past and present developments in polymer bead foams and bead foaming technology. Polymers (UK) 2015, 56, 5–19. [Google Scholar] [CrossRef]
- Press Release, Asahi Kasei Europe GmbH, Polyamide Foam Product. 2019. Available online: www.asahi-kasei.eu/en/News/Premiere%20for%20PA%20Foam%20%E2%80%93%20Asahi%20Kasei%20at%20Foam%20Expo%20Europe%202019_n261 (accessed on 9 October 2020).
- Press release, BASF SE, BASF entwickelt Ultramid® Partikelschaum für breites Anwendungsspektrum. 2019. Available online: www.basf.com/global/de/media/news-releases/2019/10/p-19-360.html (accessed on 9 October 2020).
- Dörr, D.; Raps, D.; Kirupanantham, D.; Holmes, C.; Altstädt, V. Expanded polyamide 12 bead foams (ePA) thermo-mechanical properties of molded parts. AIP Conf. Proc. 2020, 2205, 020037. [Google Scholar] [CrossRef]
- Asahi Kasei Europe GmbH, SunForceTM mPPE-Particle Foam Product Brochure. 2019. Available online: www.asahi-kasei.eu/en/News/SunForce™m-PPE Particle Foam Asahi Kasei introduces newly developed lightweight material for increased efficiency and safety of electric vehicle batteries_n264 (accessed on 9 October 2020).
- Hahn, K.; Hofmann, M.; Ruckdäschel, H.; Sandler, J.k.W.; Scherzer, D. Particle foam based on a polymer including polystyrene, styrene copolymer, polysulfone or polyethersulfone, comprises inorganic filler e.g. talc having specified particle size and wax or oligomer based nucleating agent e.g. polyethylene wax. Patent DE102011110216A1, 23 February 2012. [Google Scholar]
- Kumar, V.; Weller, J. Production of Microcellular Polycarbonate Using Carbon Dioxide for Bubble Nucleation. J. Eng. Ind. 1994, 116, 413–420. [Google Scholar] [CrossRef]
- Holl, M.R.; Garbini, J.L.; Murray, W.R.; Kumar, V. A steady-state mass balance model of the polycarbonate-CO2 system reveals a self-regulating cell growth mechanism in the solid-state microcellular process. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 868–880. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, G.; Yang, Q.; Shi, X.; Shi, A. Fabrication of microcellular polycarbonate foams with unimodal or bimodal cell-size distributions using supercritical carbon dioxide as a blowing agent. J. Cell. Plast. 2013, 50, 55–79. [Google Scholar] [CrossRef]
- Weller, J.E.; Kumar, V. Solid-state microcellular polycarbonate foams. I. The steady-state process space using subcritical carbon dioxide. Polym. Eng. Sci. 2010, 50, 2160–2169. [Google Scholar] [CrossRef]
- Lee, J.W.S.; Wang, K.; Park, C.B. Challenge to Extrusion of Low-Density Microcellular Polycarbonate Foams Using Supercritical Carbon Dioxide. Ind. Eng. Chem. Res. 2005, 44, 92–99. [Google Scholar] [CrossRef]
- Gendron, R.; Daigneault, L.E. Continuous Extrusion of Microcellular Polycarbonate. Polym. Eng. Sci. 2003, 43, 1361–1377. [Google Scholar] [CrossRef]
- Kumar, V.; VanderWel, M.; Weller, J.; Seeler, K.A. Experimental Characterization of the Tensile Behavior of Microcellular Polycarbonate Foams. J. Eng. Mater. Technol. 1994, 116, 439. [Google Scholar] [CrossRef]
- Weller, J.E.; Kumar, V. Solid-state microcellular polycarbonate foams. II. The effect of cell size on tensile properties. Polym. Eng. Sci. 2010, 50, 2170–2175. [Google Scholar] [CrossRef]
- Kumar, V.; Weller, J.E. A model for the unfoamed skin on microcellular foams. Polym. Eng. Sci. 1994, 34, 169–173. [Google Scholar] [CrossRef]
- Bao, D.; Liao, X.; He, T.; Yang, Q.; Li, G. Preparation of nanocellular foams from polycarbonate/poly(lactic acid) blend by using supercritical carbon dioxide. J. Polym. Res. 2013, 20, 290. [Google Scholar] [CrossRef]
- Bureau, M.N.; Kumar, V. Fracture toughness of high density polycarbonate microcellular foams. J. Cell. Plast. 2006, 42, 229–240. [Google Scholar] [CrossRef] [Green Version]
- Seeler, K.A.; Kumar, V. Effect of CO2 Saturation and Desorption on the Fatigue Life of Polycarbonate. J. Eng. Mater. Technol. 1994, 116, 451. [Google Scholar] [CrossRef]
- Mascia, L.; Re, G.D.; Ponti, P.P.; Bologna, S.; Giacomo, G.D.; Haworth, B. Crystallization effects on autoclave foaming of polycarbonate using supercritical carbon dioxide. Adv. Polym. Technol. 2006, 25, 225–235. [Google Scholar] [CrossRef]
- Köppl, T.; Raps, D.; Altstädt, V. E-PBT - Bead foaming of poly(butylene terephthalate) by underwater pelletizing. J. Cell. Plast. 2014, 50, 475–487. [Google Scholar] [CrossRef]
- Raps, D.; Köppl, T.; de Anda, A.R.; Altstädt, V. Rheological and crystallisation behaviour of high melt strength polypropylene under gas-loading. Polymers (UK) 2014, 55, 1537–1545. [Google Scholar] [CrossRef]
- Raps, D.; Köppl, T.; Heymann, L.; Altstädt, V. Rheological behaviour of a high melt strength polypropylene at elevated pressure and gas-loading for foaming purposes. Rheol. Acta 2011, 56, 95–111. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Murillo Castellón, S.; Bonten, C.; Altstädt, V. Chemical modification and foam processing of polylactide (PLA). Polymers (Basel) 2019, 11, 306. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dorgan, J.R.; Lehermeier, H.; Mang, M. Thermal and Rheological Properties of Commercial-Grade Poly(Lactic Acid)s. J. Polym. Environ. 2000, 8, 1–9. [Google Scholar] [CrossRef]
- Yu, L.; Toikka, G.; Dean, K.; Bateman, S.; Yuan, Q.; Filippou, C.; Nguyen, T. Foaming behaviour and cell structure of poly(lactic acid) after various modifications. Polym. Int. 2013, 62, 759–765. [Google Scholar] [CrossRef]
- Takamura, M.; Sugimoto, M.; Kawaguchi, S.; Takahashi, T.; Koyama, K. Influence of extrusion temperature on molecular architecture and crystallization behavior of peroxide-induced slightly crosslinked poly(L-lactide) by reactive extrusion. J. Appl. Polym. Sci. 2012, 123, 1468–1478. [Google Scholar] [CrossRef]
- Soedergaard, A.; Niemi, M.; Selin, J.F.; Naesman, J.H. Changes in Peroxide Melt-Modified Poly(L-lactide). Ind. Eng. Chem. Res. 1995, 34, 1203–1207. [Google Scholar] [CrossRef]
- Engelberg, I.; Kohn, J. Physico-mechanical properties of degradable polymers used in medical applications: A comparative study. Biomaterials 1991, 12, 292–304. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Material | Setup | Parameter | Results |
|---|---|---|---|---|
| Kumar et al. [14] (1994) | Lexan ® 9030 | Batch | Gas-loading: 22 °C, 50 bar Loading-time: 70 h Foaming: 60−160 °C | Max. uptake: 9 wt.% Cell densities: 1–10 × 109/cm3 Foam densities: 0.1–1.2 g/cm3 |
| Ma et al. [16](2013) | not defined | Batch | Gas-loading: 60 °C, 100–200 bar Loading-time: 6 h Foaming: 110–160 °C Foaming-time: 5–30 s | Max. uptake: 8–11 wt.% Cell densities: ~1.39 × 109/cm3 Foam densities: 0.05–0.35 g/cm3 Cell diameter: 7.2–10.7 μm |
| Ma et al. [16](2013) | not defined | Batch | Gas-loading: 60 °C, 200 bar Loading-time: 6 h Foaming: 150 °C, 10 s Depression: 100–140 bar, Foaming: 10 s | Max. uptake: 11 wt.% Foam densities: 0.45 g/cm3 Cell diameter: 1–50 μm Tensile strength: 35 MPa E-modulus: 400 MPa |
| Kumar et al. [22] (1994) | Lexan ® 9030 | Batch | Gas-loading: 20 °C, 50 bar Loading-time: 6 h Foaming: 110 °C Foaming-time: 30 s | Compact layer: 0–250 μm |
| Bao et al. [23] (2013) | PLA/PC blend (Nature-Works ® 2002D/K-1300) | Batch | Gas-loading: 110 °C, 210 bar Loading-time: 2 h Foaming: 110 °C Foaming-time:10 s | PC-phase Cell densities: 3.30 × 1014/cm3 Cell diameter: 45.25 nm PLA-Phase Cell densities: 6.26 × 108/cm3 Cell diameter: 6.36 μm |
| Kumar et al. [20] (1994) | Lexan ® 9030 | Batch | Gas-loading: 22 °C, 55 bar Loading-time: 60 h Foaming: 60−180 °C Foaming-time 30 s Desorption: 30 min | Cell densities: 2.40–6.37 × 109/cm3 Cell diameter: 1.6–8.9 μm Tensile strength: 3–45 MPa E-modulus: 64–1780 MPa |
| Weller et al. [21] (2010) | Lexan ® 9030 | Batch | Gas-loading: 27 °C, 10–60 bar Loading-time: 60 h Foaming: 105–139 °C Foaming-time: 3 min Desorption: 5 min | Foam density: 0.56 g/cm3 Cell densities: 2.6–37.1 μm Tensile strength: 25–29 MPa E-modulus: 836–978 MPa |
| Bureau et al. [24] (2006) | Lexan ® GE 9034 | Batch | Gas-loading: 22 °C; 4, 5 bar Loading-time: 10, 14 days Foaming: 86, 89 °C Foaming-time: 10 min | Densities: 0.7, 0.9 g/cm3 Cell diameter: 10 μm Cell densities: ≈ 109/cm3 Strain at break: 0.57, 0.80 mm/mm |
| Seeler et al. [25] (1994) | Lexan ® 9030 | Batch | Gas-loading: 22 °C, 7−55 bar Loading-time: 60 h | Yield strength: 50–65 MPa E-modulus: 2300–2500 MPa |
| Mascia et al. [26] (2006) | Paltuf™ ® | Batch | Gas-loading: 180 °C, 7–55 bar | ΔHf = 26.7 J/g Crystallinity: 24 % |
| Park et al. [18] (2005) | Lexan ® 101–112 | Extrus. | BA-conc.: 3, 5, 7 wt.% CO2 Die-temperatures: 150–240 °C | Foam densities: 0.085 g/cm3 |
| Gendron et al. [19] (2003) | Lexan ® 101 K-2870 | Extrus. | BA-conc.: 0–3.0 wt-% CO2 0–8 wt.% n-Pentane | Foam densities: 0.4–0.7 g/cm3 Cell diameter: 2–5 μm |
| EPC | EPP | EPET | ||
| 25 °C | Young‘s Modulus/MPa | 59.7 ± 3.0 | 44.8 ± 2.3 | 18.9 ± 2.0 |
| Stress at 10% strain/MPa | 1.73 ± 0.10 | 1.46 ± 0.09 | 1.25 ± 0.9 | |
| Collapse stress/MPa | 1.5 ± 0.2 | 1.4 ± 0.2 | 1.3 ± 0.2 | |
| Work until max. F/J | 5.2 ± 0.2 | 4.9 ± 0.2 | 3.5 ± 0.2 | |
| EPC | EPP | EPET | ||
| 80 °C | Young‘s Modulus/MPa | 47.8 ± 3.1 | 13.5 ± 1.8 | 10.4 ± 1.1 |
| Stress at 10% strain/MPa | 1.42 ± 0.05 | 0.57 ± 0.04 | 0.67 ± 0.5 | |
| Collapse stress/MPa | 1.2 ± 0.2 | 0.5 ± 0.2 | 0.6 ± 0.2 | |
| Work until max. F/J | 4.2 ± 0.1 | 2.0 ± 0.1 | 2.1 ± 0.1 | |
| EPC | EPP | EPET | ||
| 110 °C | Young‘s Modulus/MPa | 38.0 ± 2.8 | 4.5 ± 0.2 | 2.8 ± 0.6 |
| Stress at 10% strain/MPa | 1.10 ± 0.03 | 0.24 ± 0.08 | 0.24 ± 0.4 | |
| Collapse stress/MPa | 0.9 ± 0.2 | 0.2 ± 0.2 | 0.3 ± 0.2 | |
| Work until max. F/J | 3.4 ± 0.1 | 0.9 ± 0.1 | 1.0 ± 0.1 |
| EPC | EPP | EPET | ||
| 25 °C | Tensile strength/MPa | 1.97 ± 0.14 | 2.49 ± 0.05 | 0.60 ± 0.07 |
| Elongation at max F./% | 8.4 ± 1.2 | 20.2 ± 1.1 | 2.7 ± 0.4 | |
| EPC | EPP | EPET | ||
| 80 °C | Tensile strength/MPa | 1.68 ± 0.13 | 1.36 ± 0.06 | 0.46 ± 0.10 |
| Elongation at max F./% | 6.6 ± 0.5 | 51.0 ± 4.5 | 3.6 ± 1.1 | |
| EPC | EPP | EPET | ||
| 110 °C | Tensile strength/MPa | 1.31 ± 0.10 | 0.97 ± 0.02 | 0.28 ± 0.03 |
| Elongation at max F./% | 7.7 ± 0.6 | 97.3 ± 18.6 | 8.4 ± 0.3 |
| EPC | EPP | EPET | ||
| 25 °C | Bending-Modulus/MPa | 70.5 ± 4.5 | 45.3 ± 1.6 | 69.2 ± 6.6 |
| Bending-Strength/MPa | 2.5 ± 0.20 | 1.60 ± 0.06 | 1.32 ± 0.05 | |
| Bending strain at max. F/% | 7.7 ± 1.3 | 9.6 ± 0.7 | 2.2 ± 0.2 | |
| Elongation at max. F (Tensile)/% | 8.4 ± 1.2 | 20.2 ± 1.1 | 2.7 ± 0.4 | |
| EPC | EPP | EPET | ||
| 80 °C | Bending-Modulus/MPa | 65.3 ± 3.0 | 8.3 ± 1.5 | 23.4 ± 1.5 |
| Bending-Strength/MPa | 1.8 ± 0.12 | 0.54 ± 0.8 | 0.90 ± 0.03 | |
| Bending strain at max. F/% | 8.0 ± 1.0 | 11.0 ± 0.5 | 5.5 ± 0.8 | |
| Elongation at max. F (Tensile)/% | 6.6 ± 0.5 | 51.0 ± 4.5 | 3.6 ± 1.1 | |
| EPC | EPP | EPET | ||
| 110 °C | Bending-Modulus/MPa | 61.0 ± 2.2 | 3.0 ± 0.4 | 6.4 ± 0.8 |
| Bending-Strength/MPa | 1.4 ± 0.10 | 0.25 ± 0.02 | 0.38 ± 0.04 | |
| Bending strain at max. F/% | 9.5 ± 0.5 | 13.0 ± 0.8 | 7.6 ± 0.8 | |
| Elongation at max. F (Tensile)/% | 7.7 ± 0.6 | 97.3 ± 18.6 | 8.4 ± 0.3 |
| EPC | EPP | EPET | ||
| 25 °C | Max. Force/N | 1661 ± 66 | 1760 ± 94 | 635 ± 76 |
| Piercing Force/N | 829 ± 32 | 879 ± 49 | 315 ± 38 | |
| Total Energy/J | 19.7 ± 2 | 15.1 ± 3 | 4.4 ± 0.5 | |
| Total deformation/mm | 33.9 ± 8 | 20.4 ± 2 | 17.0 ± 1 | |
| EPC | EPP | EPET | ||
| 80 °C | Max. Force/N | 1565 ± 130 | 1067 ± 46 | 543 ± 30 |
| Piercing Force/N | 782 ± 65 | 553 ± 23 | 272 ± 15 | |
| Total Energy/J | 19.8 ± 3 | 15.8 ± 1 | 5.2 ± 0.4 | |
| Total deformation/mm | 26.4 ± 4 | 32.8 ± 1 | 19.8 ± 3 | |
| EPC | EPP | EPET | ||
| 110 °C | Max. Force/N | 1361 ± 94 | 759 ± 55 | 341 ± 20 |
| Piercing Force/N | 680 ± 47 | 379 ± 28 | 170 ± 10 | |
| Total Energy/J | 18.1 ± 2 | 11.3 ± 1 | 4.8 ± 0.6 | |
| Total deformation/mm | 30.0 ± 2 | 30.8 ± 2 | 26 ± 3 |
| Thermal Conductivity/mW/m*K | ||||||
|---|---|---|---|---|---|---|
| Neat polymer | −10 °C | 10 °C | 25 °C | 50 °C | 70 °C | |
| EPC 200 kg/m3 | 200 # | 44.8 | 47.2 | 48.9 | 51.7 | 53.9 |
| EPP 200 kg/m3 | 170–220 # | 51.9 | 54.2 | 55.8 | 57.8 | 59.0 |
| EPET 200 kg/m3 | 240 * | 41.5 | 43.1 | 44.4 | 46.9 | 48.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weingart, N.; Raps, D.; Kuhnigk, J.; Klein, A.; Altstädt, V. Expanded Polycarbonate (EPC)—A New Generation of High-Temperature Engineering Bead Foams. Polymers 2020, 12, 2314. https://doi.org/10.3390/polym12102314
Weingart N, Raps D, Kuhnigk J, Klein A, Altstädt V. Expanded Polycarbonate (EPC)—A New Generation of High-Temperature Engineering Bead Foams. Polymers. 2020; 12(10):2314. https://doi.org/10.3390/polym12102314
Chicago/Turabian StyleWeingart, Nick, Daniel Raps, Justus Kuhnigk, Andreas Klein, and Volker Altstädt. 2020. "Expanded Polycarbonate (EPC)—A New Generation of High-Temperature Engineering Bead Foams" Polymers 12, no. 10: 2314. https://doi.org/10.3390/polym12102314
APA StyleWeingart, N., Raps, D., Kuhnigk, J., Klein, A., & Altstädt, V. (2020). Expanded Polycarbonate (EPC)—A New Generation of High-Temperature Engineering Bead Foams. Polymers, 12(10), 2314. https://doi.org/10.3390/polym12102314