1. Introduction
The automotive industry is attempting to reduce automobile weight by replacing metal parts with plastic ones to improve gas mileage [
1]. Injection molding is a suitable process for manufacturing automobile plastic parts with complex shapes [
2]. This process consists of plastic resin pellets placed in an injection molding machine’s hopper, followed by entering a heated barrel containing the rotating screw to be melted. The melted resin is then transferred to the barrel’s front by rotation of the screw. Finally, the resin is injected into a mold of the desired shape and, after cooling, taken out as the solidified product [
3].
There have been many studies on manufacturing plastic automobile parts using injection molding mainly using polypropylene (PP) and polyamide 6 (PA6)-based materials [
4,
5,
6,
7,
8,
9,
10]. Whiteside et al. predicted the fiber orientation distribution of a clutch pedal made with glass fiber reinforced PA6 by using simulation software and confirmed that the distribution matched the experimental results [
4]. Panthapulakkal et al. proposed the applicability of hemp/glass fiber reinforced PP composites for automotive parts by determining mechanical, thermal, and water absorption properties of the composites [
6]. Park et al. minimized the weight and post-injection deformation of front body structure parts made of PA6 reinforced with 30 wt % short glass fiber [
10].
Furthermore, the microcellular foaming process has been proposed to reduce the weight of the injection-molded product [
11,
12,
13]. Microcellular foamed plastics are known to not only reduce the weight of any products compared to unfoamed products, but also to reduce shrinkage and warpage [
14,
15,
16,
17]. Kramschuster et al. measured the shrinkage and warpage of box-shaped PP parts using conventional and microcellular foam injection molding. In the case of microcellular foam injection molding, shrinkage, and warpage of the parts were reduced when compared with the conventional injection molding process [
14]. Zafar et al. confirmed that shrinkage of ASTM standard rod-shaped parts gradually decreased as the weight of the samples decreased by microcellular foam injection molding. Glass-fiber-filled and unfilled acetal copolymers were used as the materials in the experiment, and they found that the shrinkage of both types reduces with increasing weight reduction [
15]. Kim et al. studied the shrinkage and warpage of plate-shaped glass fiber-reinforced PP parts by using the microcellular foam injection molding process. When using this process, both shrinkage and warpage were reduced compared with unfoamed parts, especially in a direction perpendicular to the flow direction [
16]. These advantages are useful to the automotive industry, where the dimensional stability of components is important.
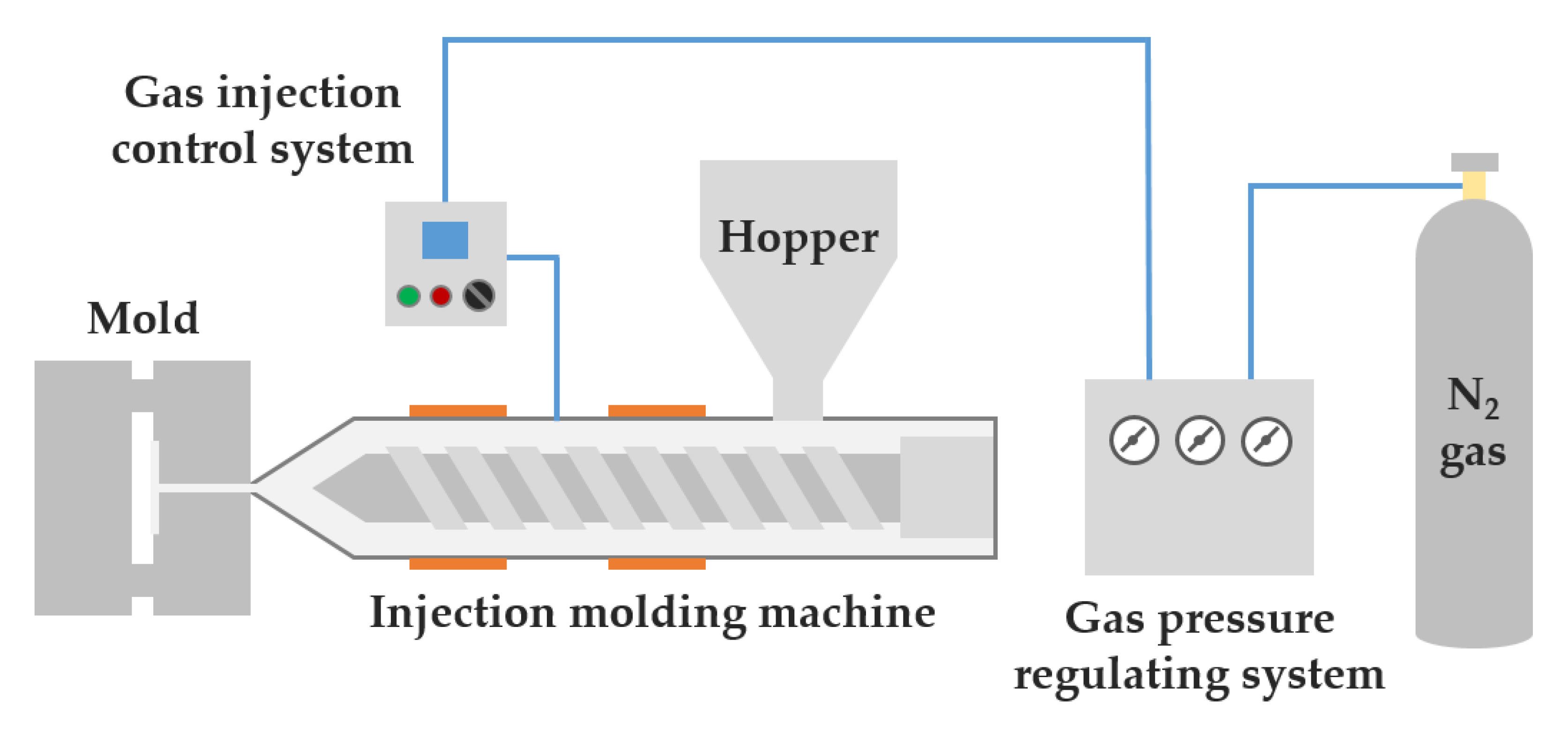
The microcellular foam injection molding process starts with an injection of inert gas (e.g., N
2) into the molten polymer resin, which is in a supercritical fluid state, and the gas and the resin subsequently form a single-phase in the form of a polymer-gas solution. As the solution is injected into the injection mold, a sudden pressure drop occurs, which causes the formation of microcells. Research on manufacturing automotive parts using this process is ongoing [
18,
19,
20,
21,
22,
23,
24]. Kharbas et al. compared thermoplastic polyurethane foams made using supercritical gas-laden pellets with either a chemical blowing agent, a physical blowing agent, or co-physical blowing agents [
22]. Comparison results showed that co-physical blowing agents lead to lower bulk density, better microstructure, and lower hysteresis loss ratios. Wang et al. confirmed the cell morphology and mechanical properties of the injection-molded microcellular foamed PP/talc composite and found that the addition of nano talc improved cell structure, strength, and stiffness and toughness when compared to pure PP foam [
23]. Volpe et al. investigated the thermo-mechanical properties, density, and cell morphology of polyamide 66 (PA66) reinforced with glass fiber as a function of injection temperature, cavity thickness, and gas injection pressure [
24]. In addition, analysis of variance (ANOVA) revealed that higher injection temperature, higher gas injection pressure, and increased thickness led to homogeneous foam and better mechanical properties.
Since gas is injected, unlike conventional injection molding processes, microcellular foam injection molding requires alternative processing conditions. Therefore, research to optimize these conditions is required. However, existing studies on the optimized microcellular foam injection molding process of PA6 for minimizing shrinkage and warpage are still insufficient.
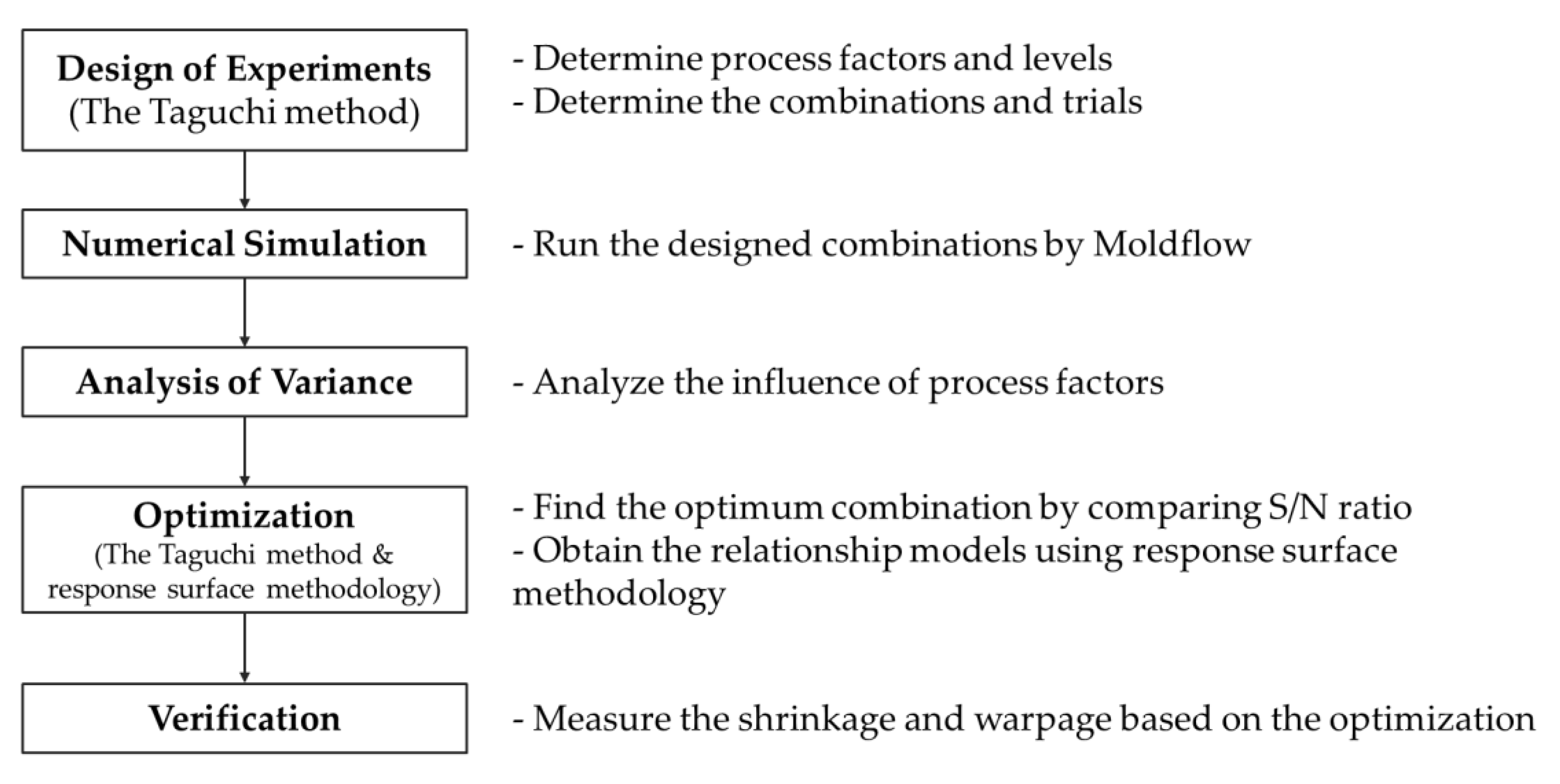
In this study, microcellular foam injection molding process of glass fiber-reinforced PA6 was optimized to minimize the shrinkage and warpage of the injection-molded parts. Because PA6 is mainly used for automotive exterior parts, it must be optimized for the production of microcellular foamed parts. We predict that shrinkage and warpage depend on process factors considered to be important in microcellular foam injection molding process, such as melt and mold temperatures, packing and cooling times, and gas content. The experiments were designed considering each factor and level, and the results were analyzed using ANOVA, the Taguchi method, and response surface methodology (RSM).
4. Conclusions
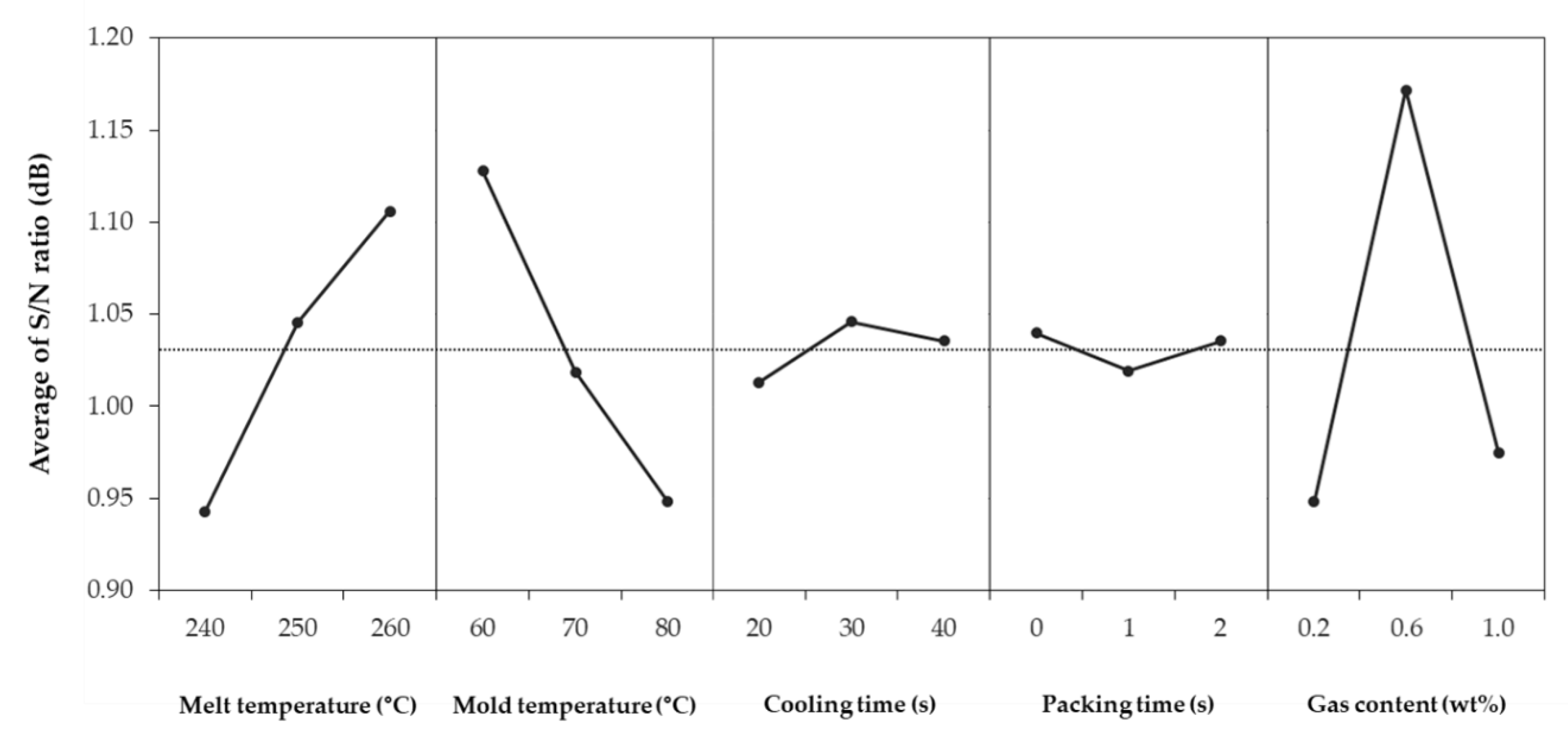
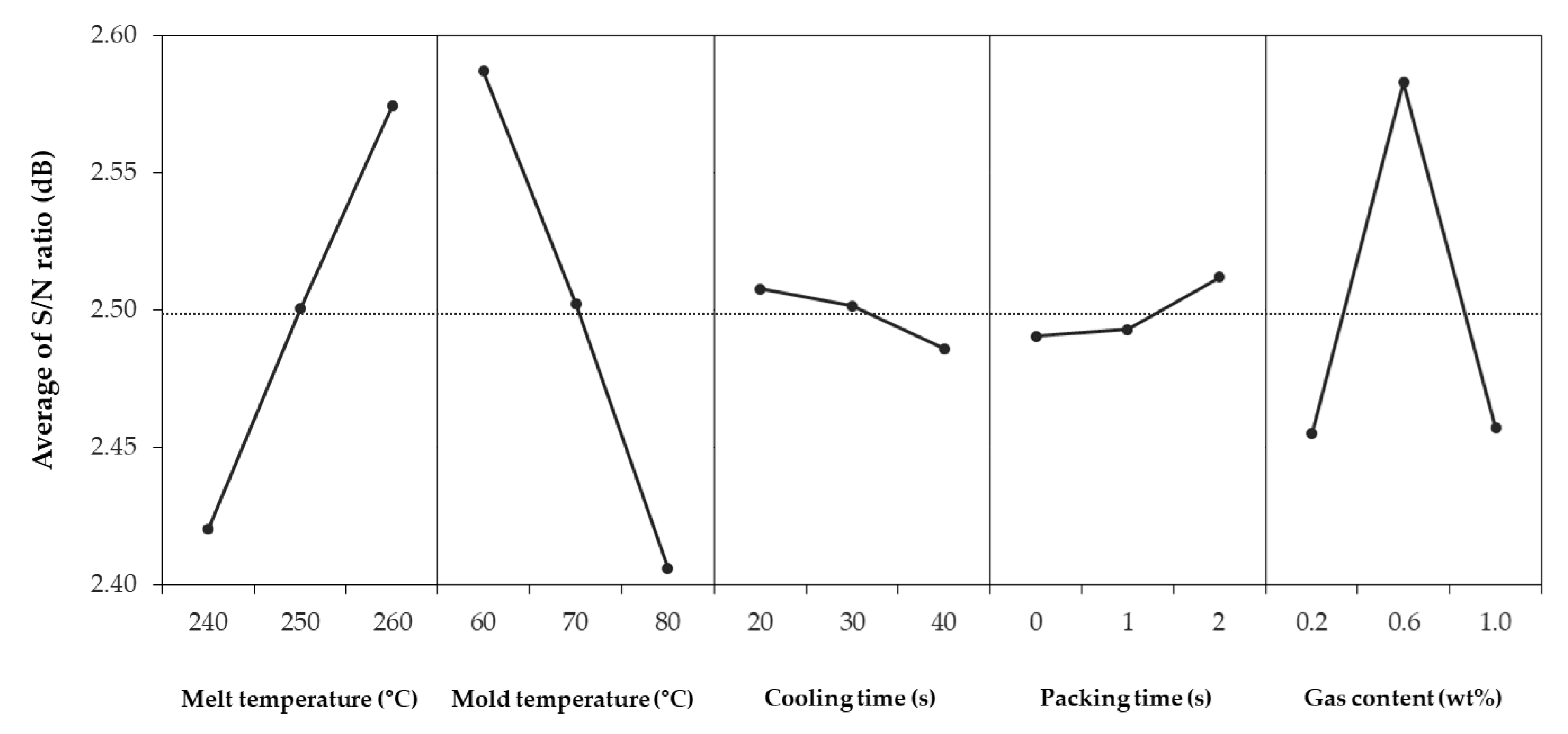
In this study, process factors were selected with the objective of minimizing the shrinkage and warpage of PA6/GF in microcellular foam injection molding process. These factors were melt temperature, mold temperature, cooling time, packing time, and gas content. Additionally, three levels of each factor were determined according to the recommended level range.
Based on the selected factors and levels, DOE was used, and 27 simulations were performed through the injection molding analysis software Autodesk Moldflow Insight. The results were analyzed using the Taguchi method, ANOVA and RSM to determine the influence and optimal combination of process factors.
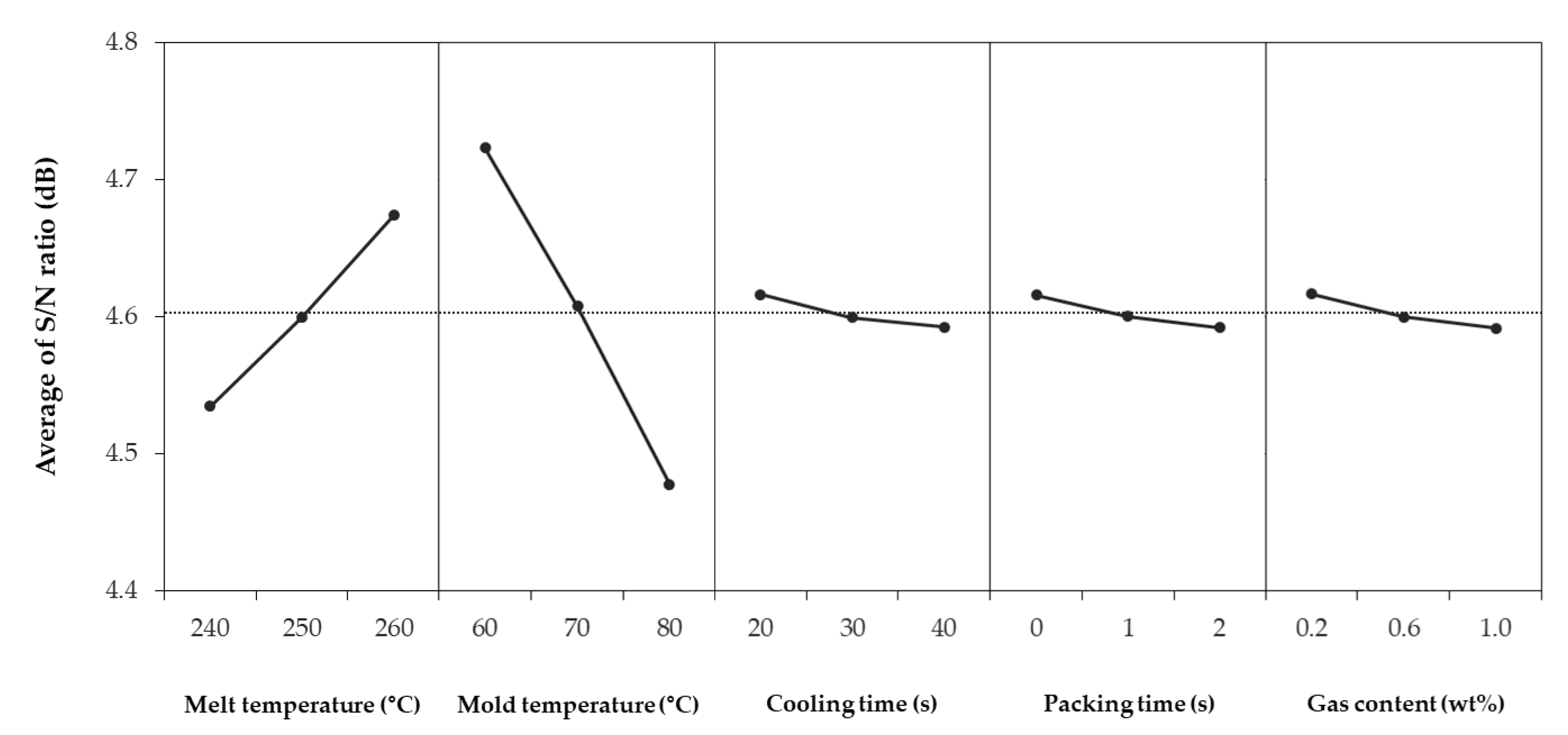
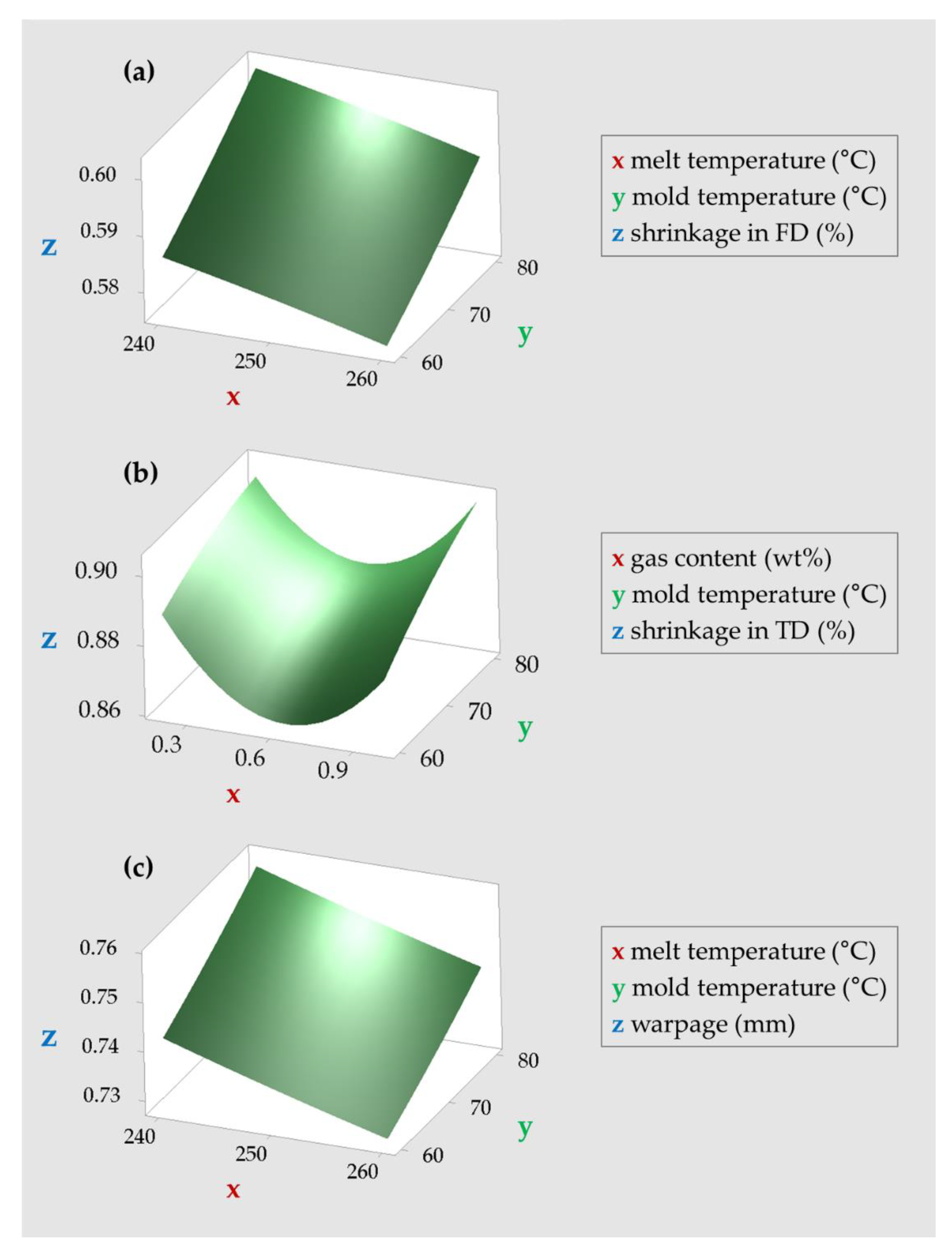
In case of the Taguchi method, both shrinkage and warpage were minimized when the melt temperature was 260 °C, mold temperature was 60 °C, cooling time was 23.33 s, packing time was 0.67 s, and gas content was 0.47 wt%. As a result of analyzing the influence of each factor by ANOVA, it was observed that the mold and melt temperatures had a significant effect on shrinkage and warpage overall; except in the case of the shrinkage in the FD, gas content was also significant. For the microcellular foam injection molding process, it was found that the influence of gas content is as important as the existing injection molding process factors. In contrast, cooling and packing times were determined to be relatively insignificant. For RSM, shrinkage and warpage were minimized at a melt temperature of 260 °C, a mold temperature of 60 °C, a cooling time of 26.26 s, a packing time of 0 s, and a gas content of 0.56 wt%.
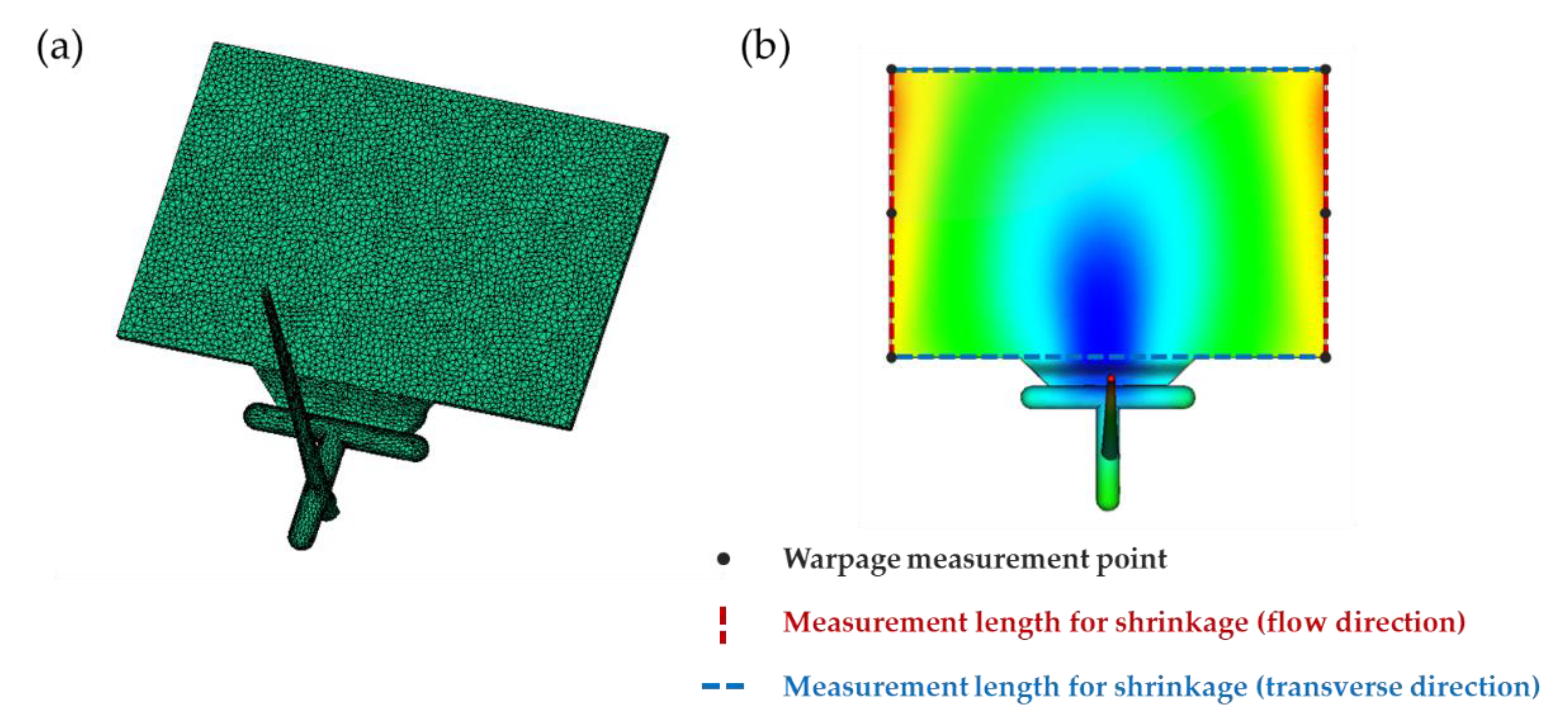
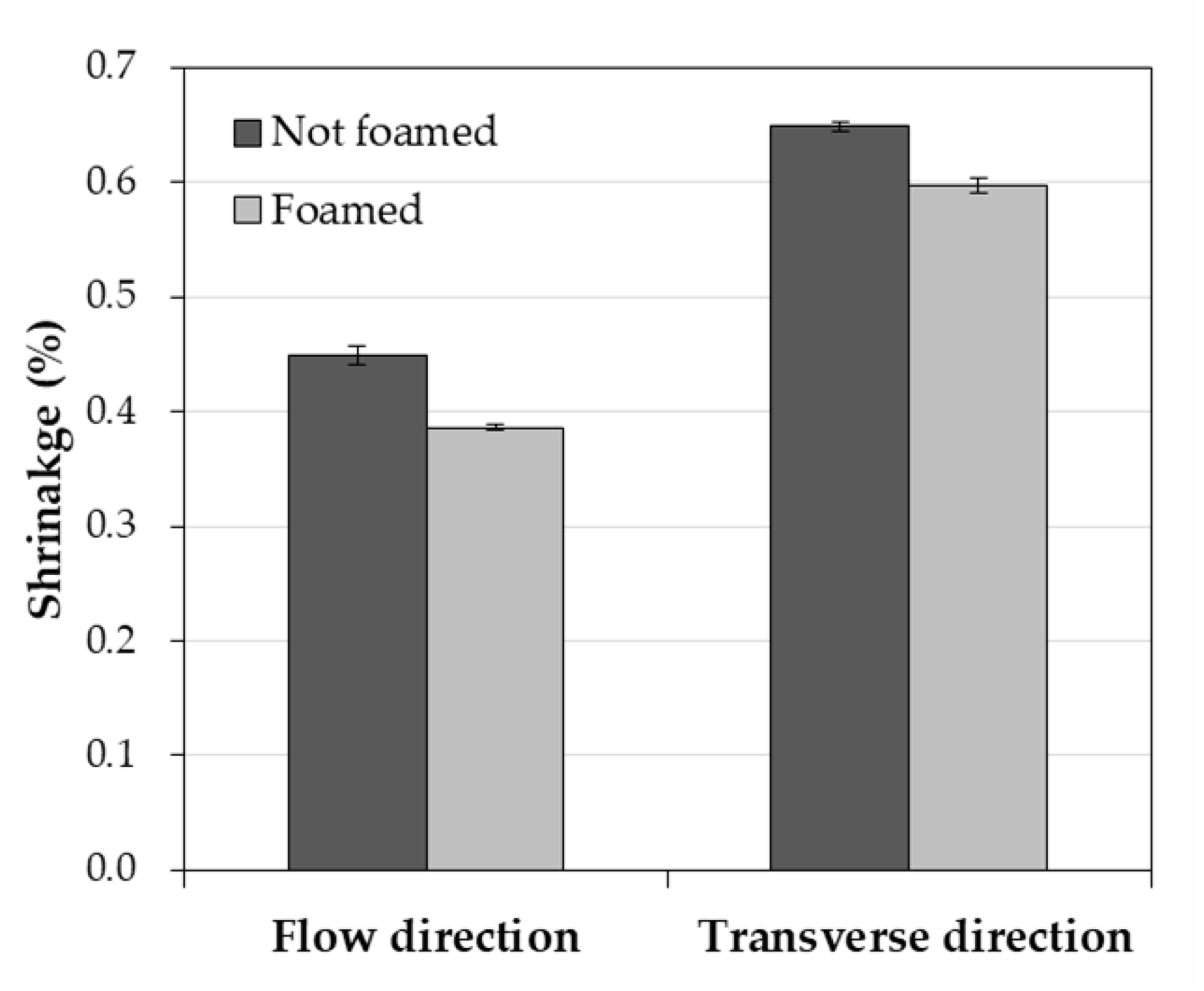
When comparing the shrinkage and warpage under the two conditions derived from the Taguchi method and RSM, the combination derived from the Taguchi method showed smaller shrinkage and warpage in the simulation. In conclusion, the combination from the Taguchi method was the optimum condition in comparison with RSM. The measured shrinkage and warpage of the optimal combination are as follows: the shrinkage in the FD was 0.386%, the shrinkage in the TD was 0.598%, and the warpage was 0.715 mm.
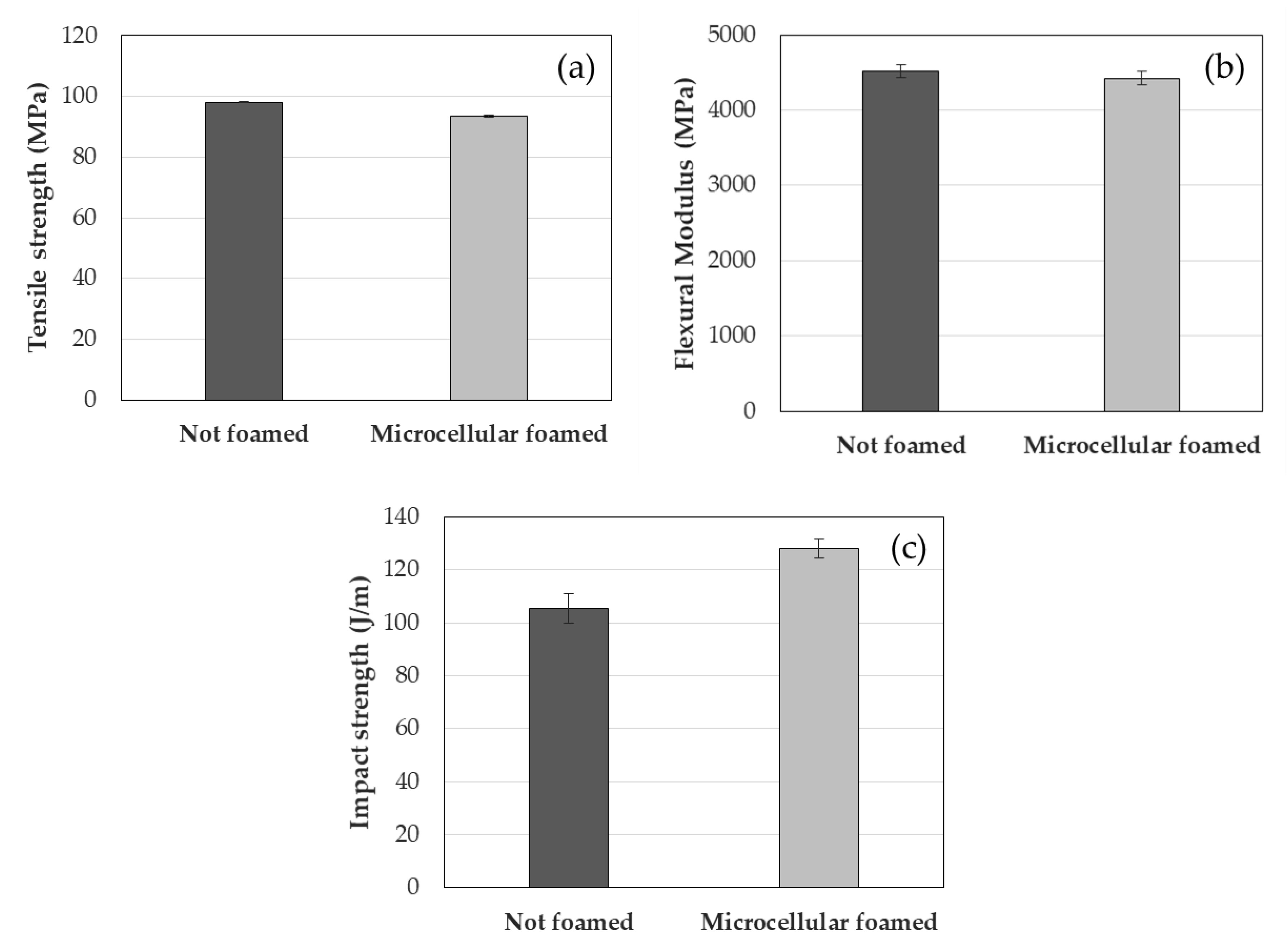
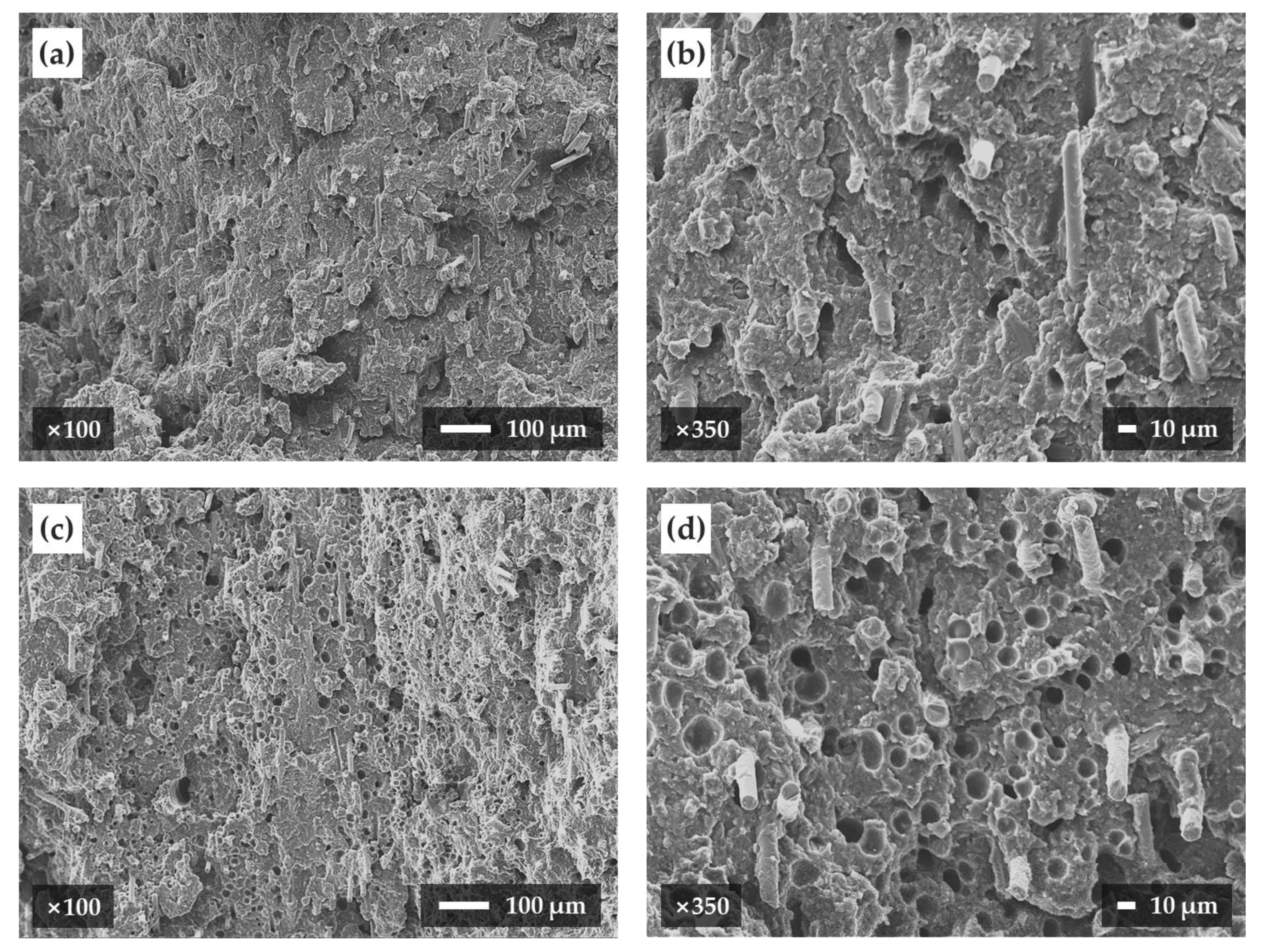
Additionally, the unfoamed and microcellular foamed samples were compared experimentally to confirm shrinkage, warpage, mechanical properties, and cell morphology. The foamed samples exhibited reduced shrinkage and warpage relative to the unfoamed samples, and an improved impact strength. Lastly, it was confirmed that microcells having on average size of 9.87 µm were formed in the cross-section of the foamed sample.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}