Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Elaboration of HDF
2.3. Adjustment of HDF-r Dosage
2.4. Raw Material Fraction
2.5. Fibers Fraction
2.6. HDF Examination
2.7. Statistical Analysis
3. Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Food and Agriculture Organization. Annual Population. Available online: http://www.fao.org/faostat/en/#data/OA (accessed on 1 April 2020).
- Food and Agriculture Organization. Forestry Production and Trade. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 1 April 2020).
- Kalinowska, D. Podwyżka Cen Mebli Przez Drogie Drewno [Furniture Price Increase through Expensive Wood (In Polish)]. Available online: https://www.rp.pl/artykul/864368-Podwyzka-cen-mebli-przez-drogie-drewno.html (accessed on 1 April 2020).
- Jabłoński, D. Ceny Materiałów Drzewnych na Składach Budowlanych Poszybowały w Górę [Prices of Wood Materials in Building Depots Soared (In Polish)]. Available online: https://www.drewno.pl/artykuly/11132,ceny-materialow-drzewnych-na-skladach-budowlanych-poszybowaly-w-gore.html (accessed on 1 April 2020).
- www.nadlesnictwo.pl Struktura polskich lasów [Structure of Polish forests (In Polish)]. Available online: http://www.nadlesnictwo.pl/str/struktura_lasow (accessed on 1 April 2020).
- Nicewicz, D.; Sala, C.M. Technologiczne Aspekty Produkcji MDF [Technological Aspects of MDF Production (In Polish)]; Wydawnictwo SGGW: Warsaw, Poland, 2013; ISBN 9788375835120. [Google Scholar]
- Jabłoński, D. Rekordowo Wysokie Ceny za Drewno w I Kwartale 2017 [Record High Prices for Wood in the First Quarter of 2017 (In Polish)]. Available online: https://www.drewno.pl/artykuly/10837,rekordowo-wysokie-ceny-za-drewno-w-i-kwartale-2017.html (accessed on 1 April 2020).
- Oniśko, W. Nowe generacje tworzyw drzewnych i nowoczesne technologie [New generations of wood-based composites and modern technologies (In Polish)]. In Proceedings of the Drewnowizja, Instytut Technologii Drewna w Poznaniu, Poznań, Poland, 18 January 2011. [Google Scholar]
- Types of Wood for Recycling. Available online: https://www.google.co.jp/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwjJ3oDSjPbpAhXXdd4KHUg-BgoQFjAKegQIBBAB&url=https%3A%2F%2Fwww.nottinghamshire.gov.uk%2Fplanningsearch%2FDisplayImage.aspx%3Fdoc%3DcmVjb3JkX251bWJlcj01ODE2JmZpbGVuYW1lPVxcbnMwMS0wMDI5XGZpbGVkYXRhMiRcREIwMy0wMDMwXFNoYXJlZEFwcHNcZGxnc1xwbGFuc1xwbGFubmluZ1xmLTI4NDhcMjU5MS1iIHdyYXAgd29vZCByZWN5Y2xpbmcgZ3VpZGUucGRmJmltYWdlX251bWJlcj05JmltYWdlX3R5cGU9cGxhbm5pbmcmbGFzdF9tb2RpZmllZF9mcm9tX2Rpc2s9MjUvMDYvMjAxMyAxNDoyOTozOQ%3D%3D&usg=AOvVaw0qB87KG5zqubR0NtLOqnG7 (accessed on 1 April 2020).
- da Azambuja, R.R.; de Castro, V.G.; Trianoski, R.; Iwakiri, S. Recycling wood waste from construction and demolition to produce particleboards. Maderas Cienc. Tecnol. 2018, 20, 681–690. [Google Scholar] [CrossRef]
- Yang, T.H.; Lin, C.J.; Wang, S.Y.; Tsai, M.J. Characteristics of particleboard made from recycled wood-Waste chips impregnated with phenol formaldehyde resin. Build. Environ. 2007, 42, 189–195. [Google Scholar] [CrossRef]
- Laskowska, A.; Mamiński, M. Properties of particleboard produced from post-Industrial UF-and PF-bonded plywood. Eur. J. Wood Wood Prod. 2018, 76, 427–435. [Google Scholar] [CrossRef] [Green Version]
- Borysiuk, P.; Byczek, M.; Jenczyk-Tołłoczko, I.; Boruszewski, P.; Monder, S. An attempt to use postconsumer MDF as a raw material for the manufacture of particleboards. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2014, 87, 7–11. [Google Scholar]
- Nicewicz, D.; Danecki, L. Recycling of insulation boards by reuse. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2010, 72, 57–61. [Google Scholar]
- Hunt, J.F.; Vick, C.B. Strength and processing properties of wet-formed hardboards from recycled corrugated containers and commercial hardboard fibers. For. Prod. J. 1999, 49, 69–74. [Google Scholar]
- Beele, P. Demonstration of End Uses for Recovered MDF Fibre; WRAP: Banbury, UK, 2009. [Google Scholar]
- Runesson, U.T. Changing Look of Structural Wood. Available online: http://www.borealforest.org/panel/ (accessed on 1 April 2020).
- Nourbakhsh, A.; Ashori, A.; Jahan-Latibari, A. Evaluation of the physical and mechanical properties of medium density fiberboard made from old newsprint fibers. J. Reinf. Plast. Compos. 2010, 29, 5–11. [Google Scholar] [CrossRef]
- Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. [Google Scholar] [CrossRef] [PubMed]
- Zhao, J.; Tian, D.; Shen, F.; Hu, J.; Zeng, Y.; Huang, C. Valorizing waste lignocellulose-Based furniture boards by phosphoric acid and hydrogen peroxide (Php) pretreatment for bioethanol production and high-Value lignin recovery. Sustainability 2019, 11, 6175. [Google Scholar] [CrossRef] [Green Version]
- Lubis, M.A.R.; Hong, M.K.; Park, B.D.; Lee, S.M. Effects of recycled fiber content on the properties of medium density fiberboard. Eur. J. Wood Wood Prod. 2018, 76, 1515–1526. [Google Scholar] [CrossRef]
- Wan, H.; Wang, X.M.; Barry, A.; Shen, J. Recycling wood composite panels: Characterizing recycled materials. BioResources 2014, 9, 7554–7565. [Google Scholar] [CrossRef] [Green Version]
- Ihnát, V.; Lübke, H.; Russ, A.; Pažitný, A.; Borůvka, V. Waste agglomerated wood materials as a secondary raw material for chipboards and fibreboards part II. Preparation and characterisation of wood fibres in terms of their reuse. Wood Res. 2018, 63, 431–442. [Google Scholar]
- Klimczewski, M.; Nicewicz, D. Wybrane właściwości mas włóknistych przeznaczonych na płyty HDF z dodatkiem włókien poużytkowych [Selected properties of pulp for hdf boards with the addition of post-consumer fibers (In Polish)]. Drewno 2013, 189, 89–100. [Google Scholar] [CrossRef]
- Kronospan Kronospan 30 lat w Polsce! [30 years of Kronospan in Poland! (In Polish)]. Available online: http://biuroprasowe.kronospan.pl/71464-kronospan-30-lat-w-polsce (accessed on 1 April 2020).
- Homanit Presentation oF Factories. Available online: https://www.homanit.org/en/company/presentation_factories.php (accessed on 1 April 2020).
- Fibre Boards. The Pfleiderer Rawboards with Large Design Potential. Available online: https://www.pfleiderer.com/global-en/products/raw-wood-based-panels/fibre-boards (accessed on 1 April 2020).
- Bakunowicz, J.K. Fabryka IKEA: Premier w Wytwórni Płyt HDF. Zakład, jak Kosmiczne Centrum [Koszki, IKEA Factory: Prime Ministry in HDF Boards Plan. A Plant Like a Cosmic Center (In Polish)]. Available online: https://poranny.pl/koszki-fabryka-ikea-premier-w-wytworni-plyt-hdf-zaklad-jak-kosmiczne-centrum-zdjecia/ar/c3-5382674 (accessed on 1 April 2020).
- IKEA. IKEA Industry Zbąszynek. Available online: https://www.industry.ikea.pl/index/nasze-zaklady/zbąszynek.html (accessed on 1 April 2020).
- GR United Kingdom: There Are Plans to Recycle Medium Density Fiberboards. Available online: https://global-recycling.info/archives/1323 (accessed on 1 April 2020).
- EN 326-2 Wood-Based Panels. Sampling, Cutting and Inspection. Initial Type Testing and Factory Production Control; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- EN 326-1 Wood-Based Panels. Sampling, Cutting and Inspection. Sampling and Cutting of Test Pieces and Expression of Test Results; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 310 Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 319 Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 311 Wood-Based Panels. Surface Soundness—Test Method; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- EN 317 Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- EN 382-1 Fiberboards. Determination of Surface Absorption. Test Method for Dry Process Fiberboards; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- Gumowska, A.; Wronka, A.; Borysiuk, P.; Robles, E.; Sala, C.M.; Kowaluk, G. Production of layered wood composites with a time saving layer-by-Layer addition. BioResources 2018, 13, 8089–8099. [Google Scholar] [CrossRef]
- EN 12460-5 Wood-Based Panels. Determination of Formaldehyde Release—Extraction Method (Called the Perforator Method); European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- Park, B.-D.; Kim, Y.-S.; Riedl, B. Effect of Wood-Fiber Characteristics on Medium Density Fiberboard (MDF) Performance. J. Korean Wood Sci. Technol. 2001, 29, 27–35. [Google Scholar]
- Computer Desktop Encyclopedia. Available online: https://encyclopedia2.thefreedictionary.com/CIELAB (accessed on 1 April 2020).
- Hoffmann, G. CIELab Color Space. Available online: http://docs-hoffmann.de/cielab03022003.pdf (accessed on 1 April 2020).
- Wong, E.D.; Zhang, M.; Wang, Q.; Han, G.; Kawai, S. Formation of the density profile and its effects on the properties of fiberboard. J. Wood Sci. 2000, 46, 202–209. [Google Scholar] [CrossRef]
- EN 622-5 Fibreboards. Specifications. Requirements for Dry Process Boards (MDF); European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- Cai, Z.; Muehl, J.H.; Winandy, J.E. Effects of panel density and mat moisture content on processing medium density fiberboard. For. Prod. J. 2006, 56, 20–25. [Google Scholar]
- Ganev, S.; Gendron, G.; Cloutier, A.; Beauregard, R. Mechanical properties of MDF as a function of density and moisture content. Wood Fiber Sci. 2005, 37, 314–326. [Google Scholar]
- Woodson, G.E. Properties of Medium-Density Fiberboard Related to Hardwood Specific Gravity. Tenth Part. Symp. 1976, 175–192. [Google Scholar]
- Hwang, C.Y.; Chung-run Hse, T.F.S. Effects of recycled fiber on the properties of fiberboard panels. For. Prod. J. 2005, 55, 61–64. [Google Scholar]
- Xing, C.; Zhang, S.Y.; Deng, J.; Riedl, B.; Cloutier, A. Medium-Density fiberboard performance as affected by wood fiber acidity, bulk density, and size distribution. Wood Sci. Technol. 2006, 40, 637–646. [Google Scholar] [CrossRef]
- EPF Medium Density Fibreboard. Available online: https://europanels.org/the-wood-based-panel-industry/types-of-wood-based-panels-economic-impact/medium-density-fibreboard/ (accessed on 1 April 2020).
- Trechsel, H.R.; Bomberg, M.T.; Carll, C.; Wiedenhoeft, A.C. Moisture-related properties of wood and the effects of moisture on wood and wood products. In Moisture Control in Buildings: The Key Factor in Mold Prevention, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 2010; pp. 54–79. [Google Scholar] [CrossRef]
- Carll, C.G. Review of Thickness Swell in Hardboard Siding Effect of Processing Variables; Forest Products Laboratory: USDA, Madison, WI, USA, 1996; p. 12. [Google Scholar]
- Białecki, F.; Pohl, P.; Sydor, M. Investigations on sealing material consumption in relation with the roughness parameters of HDF boards. Electron. J. Polish Agric. Univ. Ser. Wood Technol. 2008, 11, 17. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve | 1 a | 2 b | 3 c | 4 d | 5 e | 6 e | 7 f | 8 f | 9 f |
|---|---|---|---|---|---|---|---|---|---|
| Size [mm] | 40 | 20 | 10 | 8 | 5 | 3.15 | 1 | 0.315 | <0.315 |
| Pine chips [%] | 0.74 | 51.80 | 39.19 | 4.64 | 3.07 | 0.56 | |||
| Recycled HDF [%] | 0.55 | 32.48 | 52.50 | 4.67 | 4.15 | 0.50 | |||
| Sample | V0 | V2 | V5 | V10 | V20 |
|---|---|---|---|---|---|
| Fiber bulk density [kg m−3] | 18.75 | 21.15 | 23.31 | 23.33 | 24.20 |
| Sieve Size [µm] | Variant | |||
|---|---|---|---|---|
| V0 | V2 | V5 | V10 | |
| 125 | 63.5 | 63.6 | 62.2 | 60.3 |
| 315 | 27.0 | 24.8 | 21.8 | 17.7 |
| 630 | 7.9 | 6.6 | 8.6 | 9.3 |
| 1000 | 1.4 | 3.6 | 4.8 | 9.2 |
| 1600 | 0.2 | 1.3 | 2.4 | 3.1 |
| 2500 | 0.0 | 0.1 | 0.2 | 0.4 |
| MOR | V2 | V5 | V10 | MOE | V2 | V5 | V10 |
| V0 | 0.287 | 0.067 | 0.078 | V0 | 0.052 | 0.115 | 0.287 |
| V2 | 0.286 | 0.081 | V2 | 0.064 | 0.073 | ||
| V5 | 0.242 | V5 | 0.279 | ||||
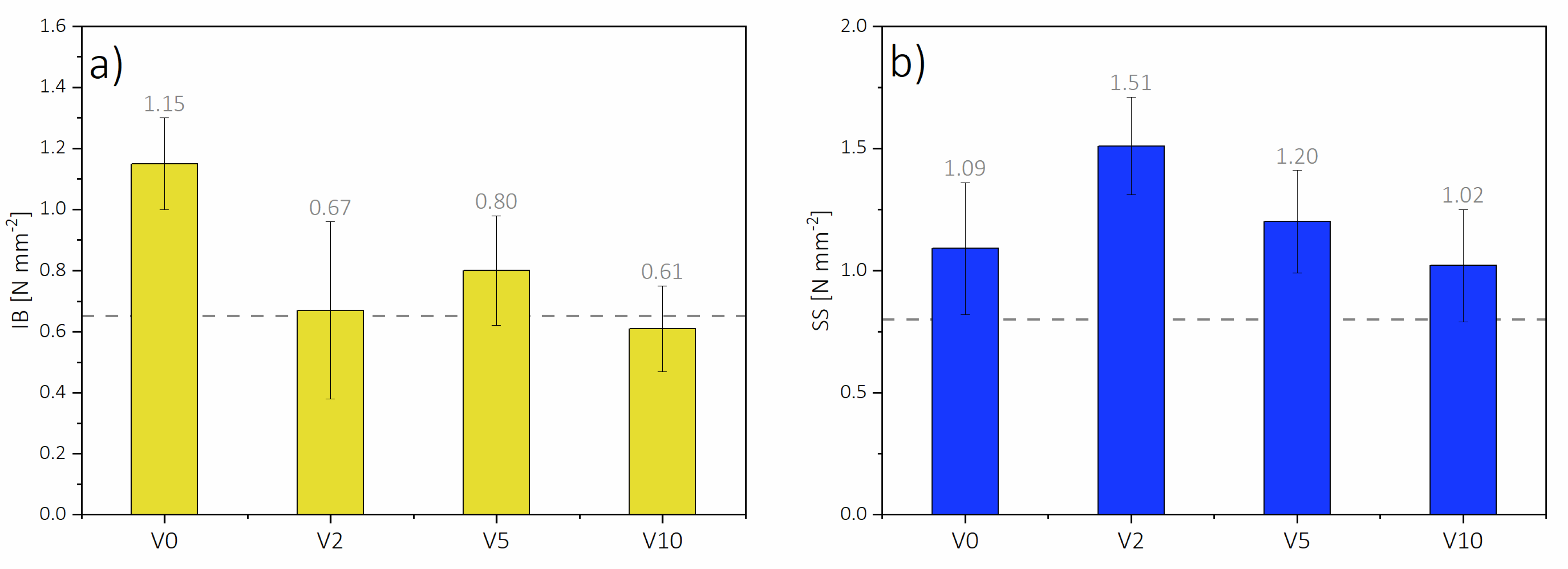
| IB | V2 | V5 | V10 | SS | V2 | V5 | V10 |
| V0 | 0.004 * | 0.046 | 0.003 | V0 | 0.056 | 0.119 | 0.268 |
| V2 | 0.282 | 0.276 | V2 | 0.054 | 0.051 | ||
| V5 | 0.084 | V5 | 0.243 | ||||
| TS 2 h | V2 | V5 | V10 | TS 24 h | V2 | V5 | V10 |
| V0 | 0.254 | 0.058 | 0.046 | V0 | 0.057 | 0.061 | 0.029 |
| V2 | 0.069 | 0.064 | V2 | 0.124 | 0.138 | ||
| V5 | 0.199 | V5 | 0.035 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sala, C.M.; Robles, E.; Kowaluk, G. Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites. Polymers 2020, 12, 1327. https://doi.org/10.3390/polym12061327
Sala CM, Robles E, Kowaluk G. Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites. Polymers. 2020; 12(6):1327. https://doi.org/10.3390/polym12061327
Chicago/Turabian StyleSala, Conrad M., Eduardo Robles, and Grzegorz Kowaluk. 2020. "Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites" Polymers 12, no. 6: 1327. https://doi.org/10.3390/polym12061327
APA StyleSala, C. M., Robles, E., & Kowaluk, G. (2020). Influence of Adding Offcuts and Trims with a Recycling Approach on the Properties of High-Density Fibrous Composites. Polymers, 12(6), 1327. https://doi.org/10.3390/polym12061327