Recovery of Flexible Polyurethane Foam Waste for Efficient Reuse in Industrial Formulations



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Glycolysis of the Polyurethane Foam Waste
2.1.1. Glycolysis at Atmospheric Pressure
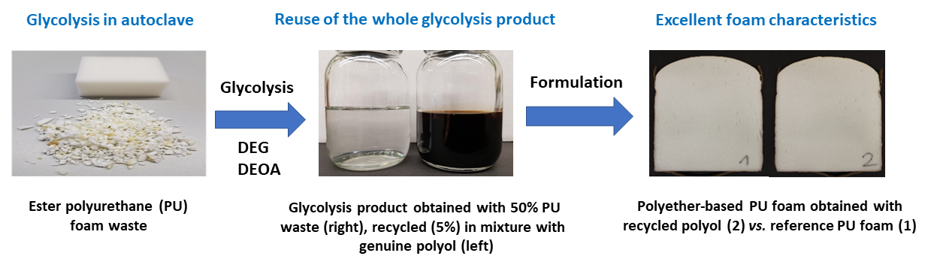
2.1.2. Glycolysis in Autoclave
2.1.3. Glycolysis Using Microwave Equipment
2.1.4. Characterization Methods of the Glycolysis Products
2.2. Synthesis of Polyurethane Foams Using Recycled Polyol
2.2.1. Flexible Polyurethane Ester Foam
2.2.2. Flexible Polyurethane Ether Foam
2.2.3. Physical Properties of the Foams
3. Results and Discussion
3.1. Comparative Evaluation of the Glycolysis Methods
3.2. Flexible Polyurethane Foam Production Using Glycolyzed Products as Raw Materials
3.2.1. Production of Polyester-Based Flexible Polyurethane Foams
3.2.2. Production of Polyether-Based Flexible Polyurethane Foams
3.3. Detailed Evaluation of the Glycolysis of the Polyurethane Foam Waste Using the Autoclave Method
3.3.1. Influence of the Polyurethane Foam Waste Amount
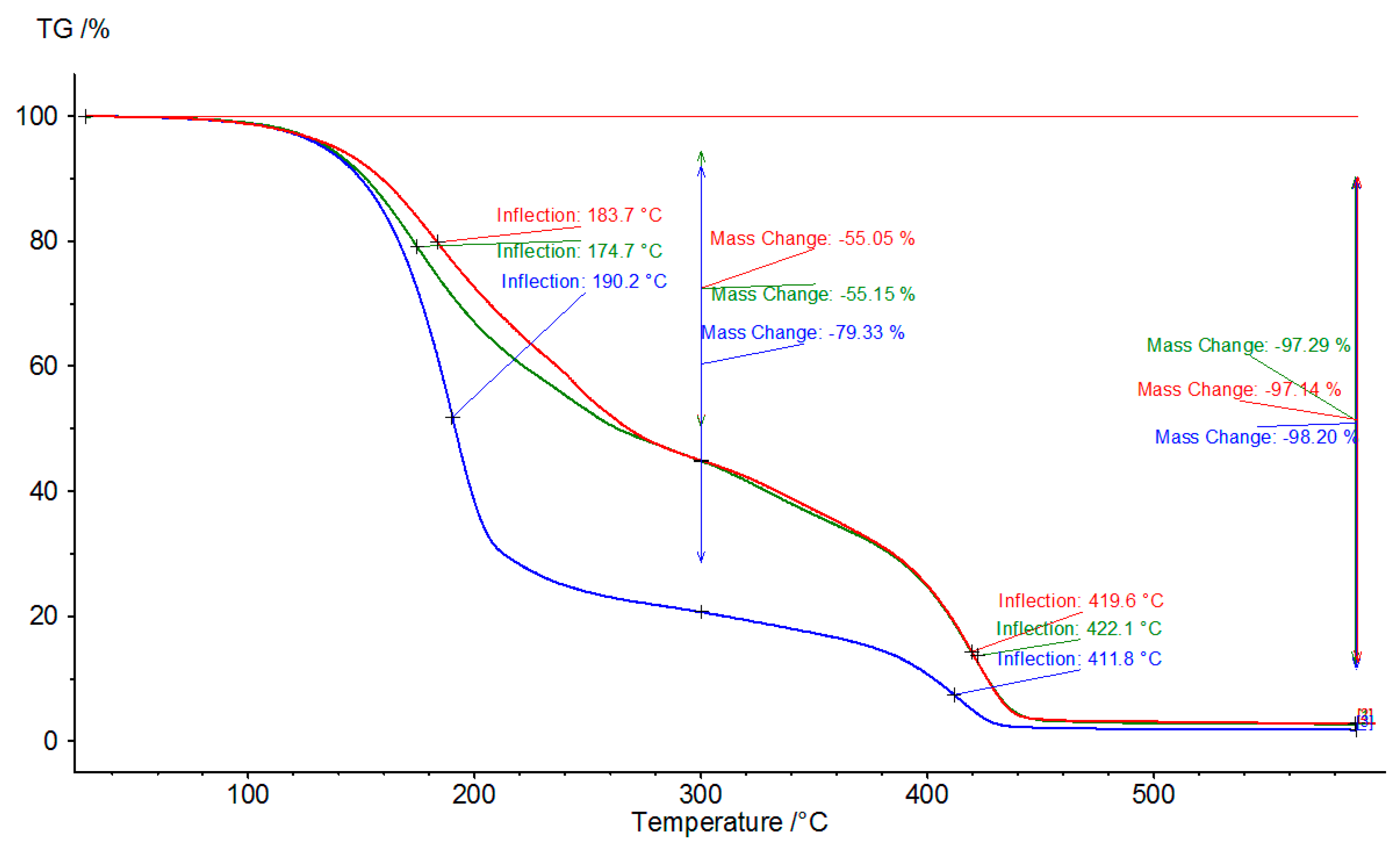
3.3.2. Thermogravimetric Analysis of the Autoclave Glycolysis Products
3.4. Influence of the Polyurethane Foam Waste Quantity and its Use Level on the Properties of the Ester Foam
3.5. Influence of the Polyurethane Foam Waste Quantity and its Use Level on the Properties of the Ether Foam
3.6. Optimization of the Ether Foam Formulation with Recycled Polyol by Selection of the Catalyst
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnama, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications - A review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane foams: Past, present, and future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- The European Flexible PU Foam Market Report for 2018; PU Magazine International; Dr. Gupta Verlags: Ratingen, Germany, 2019; Volume 16, pp. 206–212.
- Ugarte, L.; Calvo-Correas, T.; Gonzalez-Gurrutxaga, I.; Peña-Rodriguez, C.; Etxeberria, O.; Corcuera, M.A.; Eceiza, A. Towards circular economy: Different strategies for polyurethane waste recycling and the obtaining of new products. Proceedings 2018, 2, 1490. [Google Scholar] [CrossRef] [Green Version]
- Simón, D.; Borreguero, A.M.; de Lucas, A.; Rodríguez, J.F. Recycling of polyurethanes from laboratory to industry, a journey towards the sustainability. Waste Manag. 2018, 76, 147–171. [Google Scholar] [CrossRef]
- Sheel, A.; Pant, D. Chemical depolymerization of polyurethane foams via glycolysis and hydrolysis. In Recycling of Polyurethane Foams; Thomas, S., Rane, A.V., Kanny, K., Abitha, V.K., Thomas, M.G., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 67–75. ISBN 978-0-323-51133-9. [Google Scholar]
- Alavi Nikje, M.M.; Garmarudi, A.B.; Idris, A.B. Polyurethane waste reduction and recycling: From bench to pilot scales. Des. Monomers Polym. 2011, 14, 395–421. [Google Scholar] [CrossRef]
- Simón, D.; de Lucas, A.; Rodríguez, J.F.; Borreguero, A.M. Glycolysis of high resilience flexible polyurethane foams containing polyurethane dispersion polyol. Polym. Degrad. Stab. 2016, 133, 119–130. [Google Scholar] [CrossRef]
- Datta, J. Effect of glycols used as glycolysis agents on chemical structure and thermal stability of the produced glycolysates. J. Therm. Anal. Calorim. 2012, 109, 517–520. [Google Scholar] [CrossRef] [Green Version]
- Trzebiatowska, P.J.; Dzierbicka, A.; Kamińska, N.; Datta, J. The influence of different glycerine purities on chemical recycling process of polyurethane waste and resulting semi-products. Polym. Int. 2018, 67, 1368–1377. [Google Scholar] [CrossRef]
- Borda, J.; Pásztor, G.; Zsuga, M. Glycolysis of polyurethane foams and elastomers. Polym. Degrad. Stab. 2000, 68, 419–422. [Google Scholar] [CrossRef]
- Shin, S.-R.; Kim, H.-N.; Liang, J.-Y.; Lee, S.-H.; Lee, D.-S. Sustainable rigid polyurethane foams based on recycled polyols from chemical recycling of waste polyurethane foams. J. Appl. Polym. Sci. 2019, 136, 47916:1–47916:9. [Google Scholar] [CrossRef]
- Alavi Nikje, M.M.; Nikrah, M. Microwave-assisted glycolysis of polyurethane cold cure foam wastes from automotive seats in “split-phase” condition. Polym. Plast. Technol. Eng. 2007, 46, 409–415. [Google Scholar] [CrossRef]
- Molero, C.; de Lucas, A.; Romero, F.; Rodríguez, J.F. Glycolysis of flexible polyurethane wastes using stannous octoate as the catalyst. J. Mater. Cycles Waste Manag. 2009, 11, 130–132. [Google Scholar] [CrossRef]
- Datta, J.; Kopczynska, P. From polymer waste to potential main industrial products: Actual state of recycling and recovering. Crit. Rev. Env. Sci. Technol. 2016, 46, 905–946. [Google Scholar] [CrossRef]
- Rees, J.J.M.; Fowler, G. Rebound Polyurethane Foam Comprising Reclaimed Carpet Material and Methods for the Manufacture. US Patent 9410026B1, 9 August 2016. [Google Scholar]
- Münzmay, T.; Resshofer, W.; Meckel, W. Process for the production of hydroxyl-group-containing compounds from polyurethane polyurea and or polyurea wastes. US Patent 5635542, 3 June 1997. [Google Scholar]
- Kettemann, B.; Melciorre, M. Process for recovering secondary polyols from polyadducts mixed with nonglycolysable materials. US Patent 5684054, 4 November 1997. [Google Scholar]
- Kierkus, P.; You, K. Process for the Preparation of Recyclate Polyols Having a Low Amine Content. US Patent 5763692, 9 June 1998. [Google Scholar]
- Münzmay, T.; Meckel, W.; Nefzger, H.; Dörner, K.-H. Process for the Production of Hydroxy Functional Compounds from Polyurethane Polyurea Waste. US Patent 6020386, 1 February 2000. [Google Scholar]
- Naber, B.; Neiss, V.; Gassan, M.; Deutsch, W. Recycling of Plastic Waste Containing a Mixture of Polyurethanes with other Plastics. US Patent 6069182, 30 May 2000. [Google Scholar]
- Behrendt, G. Method for Producing Polyols and Polyols. US Patent 6683119B1, 27 January 2004. [Google Scholar]
- Tucker, B.; Ulrich, H. Novel Process of Reclaiming Polyurethane Foam. US Patent 3983087, 28 September 1976. [Google Scholar]
- Sendijarevic, V. Process for Chemical Recycling of Polyurethane-Containing Scrap. US Patent 6750260B2, 15 June 2004. [Google Scholar]
- Kurlis, Z.; Horak, Z.; Benes, H. Method of Recycling Waste Polyurethane Foams. EP Patent 2183311B1, 3 December 2014. [Google Scholar]
- Ryntz, R.; McRoberts, T. Closed-Loop Recycled Polyurethane Foam, Methods of Manufacture and Products Thereof. US Patent 8962704B2, 24 February 2015. [Google Scholar]
- Kiss, G.; Heisler, L.; Luo, Y.; Pickrell, G. New Additives for Polyester and Flame Lamination Foam. In Polyurethanes 2012 Technical Conference Proceedings, Atlanta, Georgia, USA, 24–26 September 2012; American Chemistry Council: Washington, DC, USA, 2012; pp. 419–432. ISBN 978-1-62748-278-3. [Google Scholar]
- Luo, Y.; Dai, B.; Kiss, G.; Melle, A.; Tan, S.K. Optimized Surfactant for Flame Laminated Polyether Foams. In Proceedings of the Polyurethane Foam Association Technical Program, St. Petersburg, FL, May 2017; S17003; Polyurethane Foam Association: Loudon, TN, USA, 2017. [Google Scholar]
- Martinez, C. Polymer polyols, Foam Performance Improvement and prediction. In UTECH 2000: The international Polyurethane Industry Conference 28–30 March 2000, The Hague Netherlands; Rapra Technology: Shawbury, UK, 2000; pp. 4:1–4:14. ISBN 1-895957-206-5. [Google Scholar]


{kind=link}
{kind=link}
| Foam Formulation | pbw * |
|---|---|
| Desmophen 2200B | 100 ** |
| Recycled polyol | vary |
| Water | 4.90 |
| Niax catalyst C-131 NPF | 1.00 |
| Niax catalyst DMP | 0.15 |
| Niax silicone L-537XF | 1.50 |
| Toluene diisocyanate (TDI 80/20) | 51.00 |
| Foam Formulation | pbw * |
|---|---|
| Voranol 3322 | 100 ** |
| Recycled Polyol | vary |
| Water | 4.50 |
| Niax catalyst B-18 (Niax catalyst A-1 ***) | 0.15 |
| Niax Silicone L-595 | 1.00 |
| Niax Stannous octoate | 0.18 |
| TDI 80/20 | 55.00 |
| Glycolysis Method | Atmospheric Pressure | Autoclave | Microwave |
|---|---|---|---|
| Experiment Number | EXP. 1 | EXP. 2 | EXP. 3 |
| PU Foam waste (%) | 25.0 | 25.0 | 25.0 |
| DEG (%) | 75.0 | 75.0 | 75.0 |
| DEOA (%) | 0.5 | 0.5 | 0.5 |
| Temperature (°C) | 180–190 | 180.0 | 190.0 |
| Reaction time (min) | 120.0 | 120.0 | 10.0 |
| Water content (%) | 0.202 | 0.372 | 0.457 |
| Viscosity (cSt) | 179.0 | 172.0 | 167.0 |
| Hydroxyl number (mg KOH/g) | 823.0 | 869.0 | 784.0 |
| Density (g/cm3) | 1.12 | 1.14 | 1.17 |
| Polyol Used for the Ester Foam. | Reference | EXP. 1 | EXP. 2 | EXP. 3 |
|---|---|---|---|---|
| Desmophen 2200B (virgin polyol) (%) | 100.0 | 99.0 | 99.0 | 99.0 |
| Recycled polyol (%) | 0.0 | 1.0 | 1.0 | 1.0 |
| Foam Physical Properties | ||||
| Rise time (s) | 119.0 | 117.0 | 118.0 | 117.0 |
| Foam settling (%) | 1.20 | 2.10 | 2.00 | 1.50 |
| Density (kg/m3) | 25.10 | 24.46 | 24.48 | 24.25 |
| Hardness CFD-40% (kPa) | 4.80 | 4.42 | 4.46 | 4.24 |
| Compression set 22 h 75% 70 °C (%) | 8.00 | 9.85 | 9.70 | 10.05 |
| Airflow (L/min) | 33.0 | 21.0 | 25.0 | 25.0 |
| Tensile strength (kPa) | 107.0 | 144.0 | 124.0 | 132.0 |
| Cell structure (fine 1.... coarse 8) | 5.0 | 4.0 | 4.0 | 4.0 |
| Ether Foam | Reference | EXP. 1 | EXP. 2 | EXP. 3 |
|---|---|---|---|---|
| Voranol 3322 (virgin polyol) (%) | 100.0 | 99.0 | 99.0 | 99.0 |
| Recycled polyol (%) | 0.0 | 1.0 | 1.0 | 1.0 |
| Foam Physical Properties | ||||
| Rise time (s) | 90.00 | 88.00 | 87.00 | 90.00 |
| Foam settling (%) | 0.60 | 0.70 | 0.80 | 0.80 |
| Density (kg/m3) | 23.20 | 22.90 | 22.80 | 23.20 |
| Hardness CFD-40% (kPa) | 3.34 | 3.40 | 3.44 | 3.38 |
| Compression 22 h 75% 70 °C (%) | 17.86 | 14.40 | 17.70 | 17.50 |
| Airflow (L/min) | 109.0 | 76.0 | 75.0 | 73.0 |
| Tensile strength (kPa) | 92.0 | 99.0 | 98.0 | 98.0 |
| Cell structure (fine 1.... coarse 8) | 2.0 | 2.0 | 2.0 | 2.0 |
| Glycolysis Method | Autoclave | Autoclave | Autoclave |
|---|---|---|---|
| Experiment Number | EXP. 2 | EXP. 4 | EXP. 5 |
| PU Foam waste (%) | 25.0 | 33.3 | 50.0 |
| DEG (%) | 75.0 | 66.7 | 50.0 |
| DEOA (%) | 0.5 | 0.5 | 0.5 |
| Temperature (°C) | 180.0 | 180.0 | 180.0 |
| Time (min) | 120.0 | 120.0 | 120.0 |
| Characteristics of the Recycled Polyol | |||
| Water content (%) | 0.372 | 0.673 | 0.774 |
| Viscosity (cSt) | 172.0 | 1458.0 | 2502.0 |
| Hydroxyl No. (mg KOH/g) | 869.0 | 620.0 | 593.0 |
| Density (g/cm3) | 1.14 | 1.15 | 1.15 |
| Ester Foam | Ref. | EXP. 2 | EXP. 4 | EXP. 5 | EXP. 2 | EXP. 4 | EXP. 5 |
|---|---|---|---|---|---|---|---|
| Desmophen 2200B (virgin polyol) (%) | 100.0 | 99.0 | 99.0 | 99.0 | 95.0 | 95.0 | 95.0 |
| Recycled polyol (%) | 0.0 | 1.0 | 1.0 | 1.0 | 5.0 | 5.0 | 5.0 |
| Foam Physical Properties | |||||||
| Rise time (s) | 119.0 | 118.0 | 117.0 | 117.0 | 113.0 | 111.0 | 112.0 |
| Foam settling (%) | 1.20 | 2.00 | 1.90 | 1.70 | 7.90 | 6.70 | 9.00 |
| Density (kg/m3) | 25.10 | 24.50 | 24.80 | 24.30 | 25.10 | 25.60 | 25.50 |
| Hardness CFD-40% (kPa) | 4.86 | 4.46 | 4.62 | 4.60 | 3.40 | 3.75 | 3.82 |
| Compression set 22 h 75% 70 °C (%) | 7.90 | 9.70 | 8.72 | 8.66 | 24.78 | 26.37 | 21.02 |
| Initial air flow (L/min) | 33.0 | 25.0 | 27.0 | 27.0 | 14.0 | 11.0 | 9.0 |
| Tensile strength (kPa) | 107.0 | 124.0 | 121.0 | 117.0 | 156.0 | 161.0 | 155.0 |
| Cell structure (fine 1.... coarse 8) | 5.0 | 4.0 | 4.0 | 4.0 | 3.0 | 3.0 | 3.0 |
| Ether Foam | Reference | EXP. 2 | EXP. 4 | EXP. 5 | EXP. 2 | EXP. 4 | EXP. 5 |
|---|---|---|---|---|---|---|---|
| Voranol 3322 (virgin polyol) (%) | 100.0 | 99.0 | 99.0 | 99.0 | 95.0 | 95.0 | 95.0 |
| Recycled polyol (%) | 0.0 | 1.0 | 1.0 | 1.0 | 5.0 | 5.0 | 5.0 |
| Foam Physical Properties | |||||||
| Rise time (s) | 89.0 | 87.0 | 89.0 | 88.0 | 89.0 | 89.0 | 88.0 |
| Foam settling (%) | 0.60 | 0.80 | 0.60 | 0.80 | 0.50 | 0.70 | 0.80 |
| Density (kg/m3) | 23.13 | 22.84 | 22.99 | 22.96 | 21.58 | 21.36 | 21.60 |
| Hardness CFD-40% (kPa) | 3.34 | 3.44 | 3.41 | 3.48 | 3.22 | 3.43 | 3.34 |
| Compression 22h 75% 70 °C (%) | 17.86 | 20.73 | 20.64 | 18.70 | 62.17 | 54.94 | 54.61 |
| Initial air flow (L/min) | 109.00 | 75.00 | 84.00 | 81.00 | 0.50 | 3.00 | 5.00 |
| Tensile strength (kPa) | 92.0 | 98.0 | 102.0 | 111.0 | 59.0 | 95.0 | 94.0 |
| Cell structure (fine 1.... coarse 8) | 2.0 | 2.0 | 2.0 | 2.0 | 3.0 | 3.0 | 3.0 |
| Foam shrinkage | no | no | no | no | yes | no | no |
| Ether Foam | Reference | EXP. 5 | EXP. 6 |
|---|---|---|---|
| Voranol 3322 (virgin polyol) (%) | 100.0 | 95.0 | 95.0 |
| Recycled polyol (%) | 0.0 | 5.00 | 5.00 |
| Niax Catalyst B-18 (%) | 0.15 | 0.15 | – |
| Niax Catalyst A-1 (%) | – | – | 0.075 |
| Niax Stannous octoate (%) | 0.18 | 0.18 | 0.12 |
| Foam Physical Properties | |||
| Rise time (s) | 89.80 | 88.40 | 94.10 |
| Foam Settling (%) | 0.60 | 0.80 | 1.30 |
| Density (kg/m3) | 23.13 | 21.60 | 22.66 |
| Hardness CFD-40% (kPa) | 3.34 | 3.34 | 2.74 |
| Compression set 22h 75% 70 °C (%) | 17.89 | 54.60 | 22.70 |
| Initial air flow (L/min) | 109.0 | 5.0 | 113.0 |
| Tensile strength (kPa) | 33.0 | 27.0 | 14.0 |
| Cell structure (fine 1.... coarse 8) | 2.0 | 2.0 | 2.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiss, G.; Rusu, G.; Peter, F.; Tănase, I.; Bandur, G. Recovery of Flexible Polyurethane Foam Waste for Efficient Reuse in Industrial Formulations. Polymers 2020, 12, 1533. https://doi.org/10.3390/polym12071533
Kiss G, Rusu G, Peter F, Tănase I, Bandur G. Recovery of Flexible Polyurethane Foam Waste for Efficient Reuse in Industrial Formulations. Polymers. 2020; 12(7):1533. https://doi.org/10.3390/polym12071533
Chicago/Turabian StyleKiss, Gabriel, Gerlinde Rusu, Francisc Peter, Ionuț Tănase, and Geza Bandur. 2020. "Recovery of Flexible Polyurethane Foam Waste for Efficient Reuse in Industrial Formulations" Polymers 12, no. 7: 1533. https://doi.org/10.3390/polym12071533
APA StyleKiss, G., Rusu, G., Peter, F., Tănase, I., & Bandur, G. (2020). Recovery of Flexible Polyurethane Foam Waste for Efficient Reuse in Industrial Formulations. Polymers, 12(7), 1533. https://doi.org/10.3390/polym12071533