Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools

 ,
,  , and
, and
Abstract
:1. Introduction
1.1. Fiber-Reinforced Polymers
1.2. Curved Folding
1.3. Tailored Fiber Placement
1.4. Scope
2. Materials and Methods
2.1. Programmed Anisotropy
2.2. Biomimetics
2.3. Workflow—Design
2.3.1. Prototyping
2.3.2. Form Generation
- First, a polygon with one side per leg and the seat radius as the outer radius was constructed. Lines perpendicular to the mid-point of each polygon edge with the leg length were added (Figure 6a).
- Another circle with the base radius was constructed and split into twice the amount of legs segments. The length of one segment defined the length of the outer edges (Figure 6b).
- Based on the endpoints of these edges and one corner of the polygon, a three-point arc-curve was constructed. The normal and tangent vectors of this curve were extracted (Figure 6c).
- Because the transformation of this arc-curve matches with that of an elastica curve, an elastica curve with identical length and midpoint, but touching ends was drawn. The latter curve defined the fully folded spatial curve. The height of this curve (hElastica) was measured. Folding angles were evaluated based on the curve vectors and the final folding angle defined by the base radius (Figure 6d).
- Ruled surfaces along the curves were constructed for different folding angles (Figure 6e).
- Because the base radius was set at a lower value than the seat radius, the edges of the stool were slightly inclined towards the base circle center (Figure 6f). Equations (1) and (3) define the angle of inclination (α). Equation (2) computed the total height of the stool.b = |RBase − RSeat|,h = (hElastica2 − b2) 1/2,α = π/2 − arccos(b/ hElastica),
- The ruled surface is oriented along the inclined spatial elastica curve. The ruling lengths were measured when the surface is intersected with the two adjacent mirror planes (Figure 6g). The ruled surfaces were also constructed between the spatial elastica curves according to lengths in the two-dimensional layout. The seat as one flat polygonal surface connects the midpoints of the curves. With a total of seven individual surfaces for a three-leg design, the spatial state was fully defined.
- By mapping the ruling lengths onto the two-dimensional layout, the outer curve was drawn (Figure 6h).
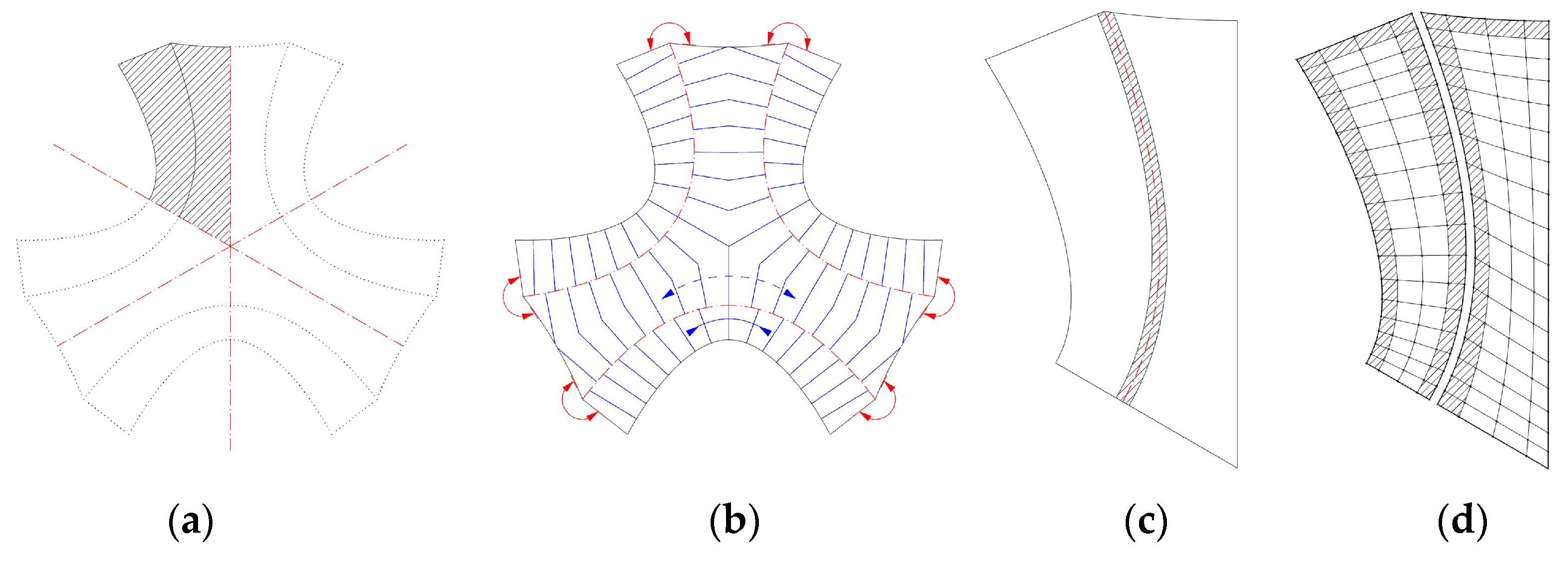
2.3.3. Pattern Generation
- The quads were compressed along the bending direction of the elastica curve to allow for the bending.
- Along the open edges, the quads were compressed to be aligned with the edge and thereby reinforce it.
- Along the curved creases, the quads were compressed, so that the fibers cross the crease at a low angle to maintain the minimum bending radius of the fiber bundles and prevent fibers from breaking.
- In the middle of the surface, the quads were larger because the forces were lower. In between, the size was interpolated.
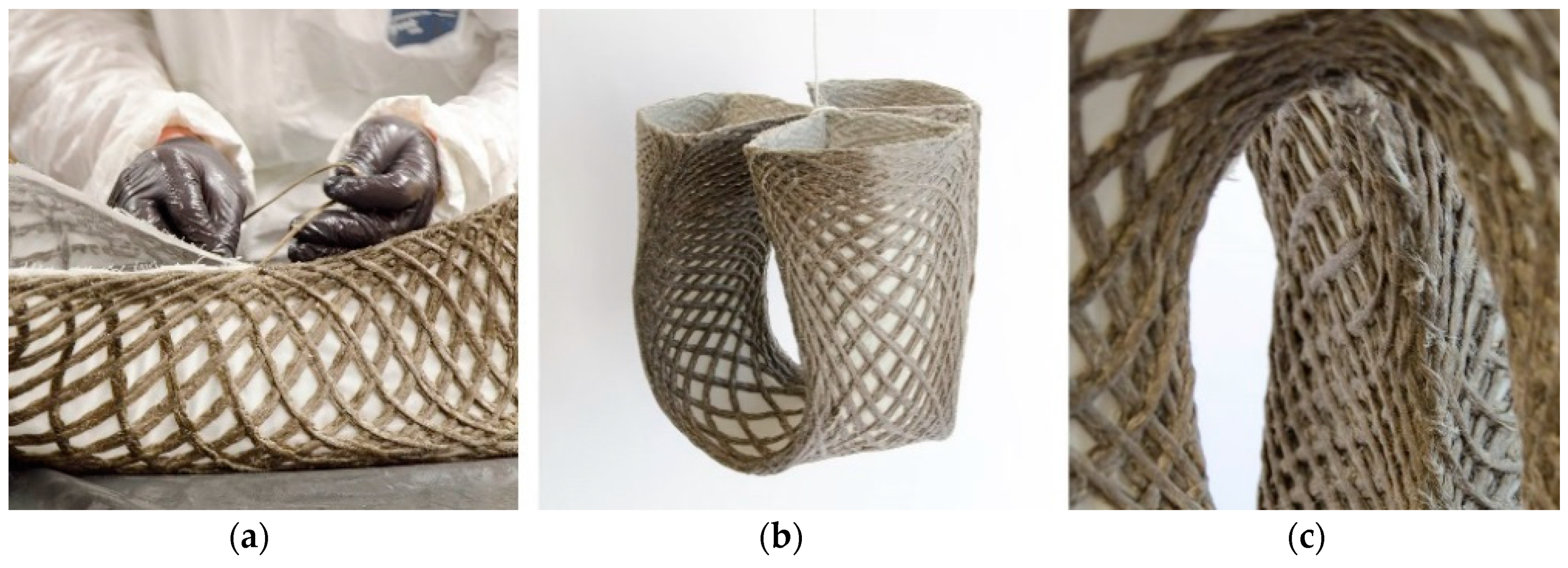
2.4. Workflow—Fabrication
2.4.1. Flax Fiber
2.4.2. Tailored Fiber Placement
2.4.3. Resin Vacuum Infusion
2.4.4. Forming
2.4.5. Patching
3. Results
Kinetic Structures
4. Discussion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rajak, D.; Pagar, D.; Menezes, P.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jones, R.M. Mechanics of Composite Materials, 2nd ed.; Taylor & Francis Inc.: Philadelphia, PA, USA, 1999; pp. 2–3. [Google Scholar] [CrossRef]
- Dahy, H. Natural Fibre-Reinforced Polymer Composites (NFRP) Fabricated from Lignocellulosic Fibres for Future Sustainable Architectural Applications, Case Studies: Segmented-Shell Construction, Acoustic Panels, and Furniture. Sensors 2019, 19, 738. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Spārniņš, E. Mechanical Properties of Flax Fibers and Their Composites. Licentiate Thesis, Luleå University of Technology, Luleå, Sweden, October 2006. [Google Scholar]
- Castillo-Lara, J.F.; Flores-Johnson, E.A.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Carrillo, J.G.; Gonzalez-Chi, P.I.; Li, Q.M. Mechanical Properties of Natural Fiber Reinforced Foamed Concrete. Materials 2020, 13, 3060. [Google Scholar] [CrossRef] [PubMed]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- UN Environment and International Energy Agency. Towards a Zero-Emission, Efficient, and Resilient Buildings and Construction Sector. Global Status Report 2017; United Nations Environment Programme: Nairobi, Kenya, 2017. [Google Scholar]
- Campilho, R.D.S.G. Natural Fiber Composites; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2016; pp. 4–5. [Google Scholar]
- Ashori, A. Nonwood Fibers—A Potential Source of Raw Material in Papermaking. Polym. Plast. Technol. Eng. 2006, 45, 1133–1136. [Google Scholar] [CrossRef]
- Paridah, M.T.; Juliana, A.H.; Zaidon, A.; Abdul Khalil, H.P.S. Nonwood-Based Composites. Curr. For. Rep. 2015, 1, 221–238. [Google Scholar] [CrossRef] [Green Version]
- López-Alba, E.; Schmeer, S.; Díaz, F. Energy Absorption Capacity in Natural Fiber Reinforcement Composites Structures. Materials 2018, 11, 418. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Kandemir, A.; Pozegic, T.R.; Hamerton, I.; Eichhorn, S.J.; Longana, M.L. Characterisation of Natural Fibres for Sustainable Discontinuous Fibre Composite Materials. Materials 2020, 13, 2129. [Google Scholar] [CrossRef] [PubMed]
- Adler, E.D. “A New Unity!” The Art and Pedagogy of Josef Albers. Ph.D. Thesis, University of Maryland, College Park, MD, USA, 2004. [Google Scholar]
- Duks Koschitz, R. Computational Design with Curved Creases: David Huffman’s Approach to Paperfolding. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2014. [Google Scholar]
- Maleczek, R.; Stern, G.; Metzler, A.; Preisinger, C. Large Scale Curved Folding Mechanisms. In Proceedings of the Design Modelling Symposium, Berlin, Germany, 23–25 September 2019. [Google Scholar]
- Tachi, T. Composite Rigid-Foldable Curved Origami Structure. In Proceedings of the First Conference Transformables 2013, Seville, Spain, 18–20 September 2013. [Google Scholar]
- West Dean College. Available online: https://www.westdean.org.uk/study/tutors/richard-sweeney (accessed on 11 May 2020).
- Uhlig, K.; Bittrich, L.; Spickenheuer, A.; Almeida, J.H.S. Waviness and fiber volume content analysis in continuous carbon fiber reinforced plastics made by tailored fiber placement. Compos. Struct. 2019, 222. [Google Scholar] [CrossRef]
- Montemurro, M.; Catapano, A. On the effective integration of manufacturability constraints within the multi-scale methodology for designing variable angle-tow laminates. Compos. Struct. 2017, 161, 145–159. [Google Scholar] [CrossRef] [Green Version]
- El-Dessouky, H.M.; Saleh, M.N.; Gautam, M.; Han, G.; Scaife, R.J.; Potluri, P. Tailored fibre placement of commingled carbon-thermoplastic fibres for notch-insensitive composites. Compos. Struct. 2019, 214, 348–358. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.C.; Potter, K.; Weaver, P.M. Continuous tow shearing for manufacturing variable angle tow composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1347–1356. [Google Scholar] [CrossRef]
- Bittrich, L.; Spickenheuer, A.; Almeida, J.H.S.; Müller, S.; Kroll, L.; Heinrich, G. Optimizing Variable-Axial Fiber-Reinforced Composite Laminates: The Direct Fiber Path Optimization Concept. Math. Probl. Eng. 2019, 2019, 8260563. [Google Scholar] [CrossRef]
- Richter, E.; Spickenheuer, A.; Bittrich, L.; Uhlig, K.; Heinrich, G. Applications of variable-axial fibre designs in lightweight fibre reinforced polymers. Mater. Sci. Forum 2015, 825–826, 757–762. [Google Scholar] [CrossRef]
- Aldinger, L.; Margariti, G.; Körner, A.; Suzuki, S.; Knippers, J. Tailoring Self-Formation Fabrication and Simulation of Membrane-Actuated Stiffness Gradient Composites. In Proceedings of the IASS Symposium 2018 Creativity in Structural Design, Boston, MA, USA, 16–20 July 2018. [Google Scholar]
- Dahy, H.; Petrs, J.; Baszynski, P. Biocomposites from annually renewable resources displaying vision of future sustainable architecture design and fabrication of two 1:1 demonstrators. In Fabricate 2020 Making Resilient Architecture, 1st ed.; Burry, J., Sabin, J., Sheil, B., Skavara, M., Eds.; UCL Press: London, UK, 2020; pp. 70–73. ISBN 978-1-78735-812-6. [Google Scholar]
- Costalonga Martins, V.; Cutajar, S.; van der Hoven, C.; Baszyński, P.; Dahy, H. FlexFlax Stool: Validation of Moldless Fabrication of Complex Spatial Forms of Natural Fiber-Reinforced Polymer (NFRP) Structures through an Integrative Approach of Tailored Fiber Placement and Coreless Filament Winding Techniques. Appl. Sci. 2020, 10, 3278. [Google Scholar] [CrossRef]
- Snodgrass, R.E. Principles of Insect Morphology; Cornell University Press: Ithaca, NY, USA, 1994; pp. 49–50. [Google Scholar]
- Barnes, R.D. Arthropod. In Encyclopædia Britannica; Encyclopædia Britannica Inc.: Chicago, IL, USA, 2020. [Google Scholar]
- Sachs dos Santos, D. Analysis of Damping Characteristics and Static Properties of Fibre Composites with Flax or Carbon Fibre Reinforcement for the Bicycle Industry. Master’s Thesis, University of Stuttgart, Stuttgart, Germany, 1 May 2018. [Google Scholar]
- Körner, A.; Mader, A.; Saffarian, S.; Knippers, J. Bio-Inspired Kinetic Curved-Line Folding for Architectural Applications. In Proceedings of the Acadia Posthuman Frontiers Conference, Ann Arbor, MI, USA, 27–29 October 2016; Velikov, K., Ahlquist, S., Del Campo, M., Eds.; Acadia Publishing Company: Mount Pleasant, SC, USA, 2016. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| P 1 | P 2 | P 3 | P 4 | P 5 | ||
|---|---|---|---|---|---|---|
| Height | cm | 36 | 38 | 73 | 44 | 44 |
| Diameter | cm | 32 | 32 | 34 | 26 | 26 |
| Fiber length | m | 162 | 315 | 565 | 132 | 129 |
| Stitch count | - | 23,142 | 45,000 | 80,714 | 18,857 | 18,428 |
| Preform weight | g | 460 | 790 | 1640 | 416 | 400 |
| Fiber weight | g | 389 | 756 | 1356 | 317 | 310 |
| Textile weight | g | 71 | 34 | 284 | 99 | 90 |
| Resin weight | g | 669 | 1296 | 2676 | 864 | 780 |
| Total weight | g | 1200 | 2120 | 4600 | 1280 | 1180 |
| Fiber weight fraction | % | 32 | 36 | 30 | 25 | 26 |
| Fiber volume fraction | % | 31 | 31 | 28 | 22 | 24 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rihaczek, G.; Klammer, M.; Başnak, O.; Petrš, J.; Grisin, B.; Dahy, H.; Carosella, S.; Middendorf, P. Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools. Polymers 2020, 12, 2000. https://doi.org/10.3390/polym12092000
Rihaczek G, Klammer M, Başnak O, Petrš J, Grisin B, Dahy H, Carosella S, Middendorf P. Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools. Polymers. 2020; 12(9):2000. https://doi.org/10.3390/polym12092000
Chicago/Turabian StyleRihaczek, Gabriel, Maximilian Klammer, Okan Başnak, Jan Petrš, Benjamin Grisin, Hanaa Dahy, Stefan Carosella, and Peter Middendorf. 2020. "Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools" Polymers 12, no. 9: 2000. https://doi.org/10.3390/polym12092000
APA StyleRihaczek, G., Klammer, M., Başnak, O., Petrš, J., Grisin, B., Dahy, H., Carosella, S., & Middendorf, P. (2020). Curved Foldable Tailored Fiber Reinforcements for Moldless Customized Bio-Composite Structures. Proof of Concept: Biomimetic NFRP Stools. Polymers, 12(9), 2000. https://doi.org/10.3390/polym12092000