
Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer

 , , , , ,
, , , , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Measurements
2.3. Synthetic Procedures
2.3.1. Synthesis of Poly(isobornyl methacrylate) via Reversible Addition−Fragmentation Chain-Transfer (RAFT) Polymerization
2.3.2. Synthesis of Poly(isobornyl methacrylate) via Free-Radical Polymerization
2.3.3. Rubber Compounding
2.3.4. Cure Characterization
2.3.5. Vulcanization
3. Results and Discussions
3.1. Synthesis of Poly(isobornyl methacrylate) (PIBOMA)
3.2. Properties of PIBOMA
3.3. Compounding
3.3.1. MDR
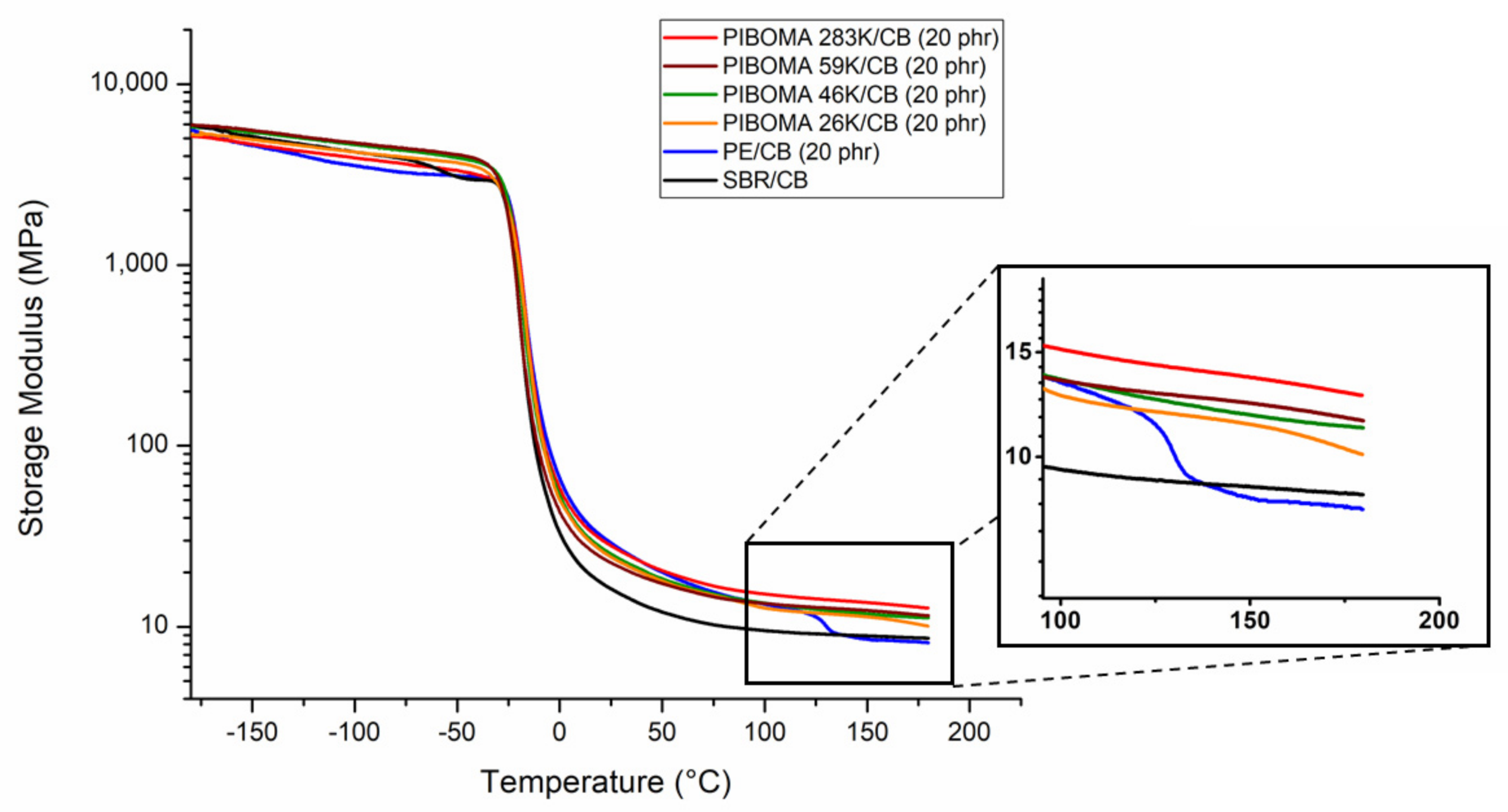
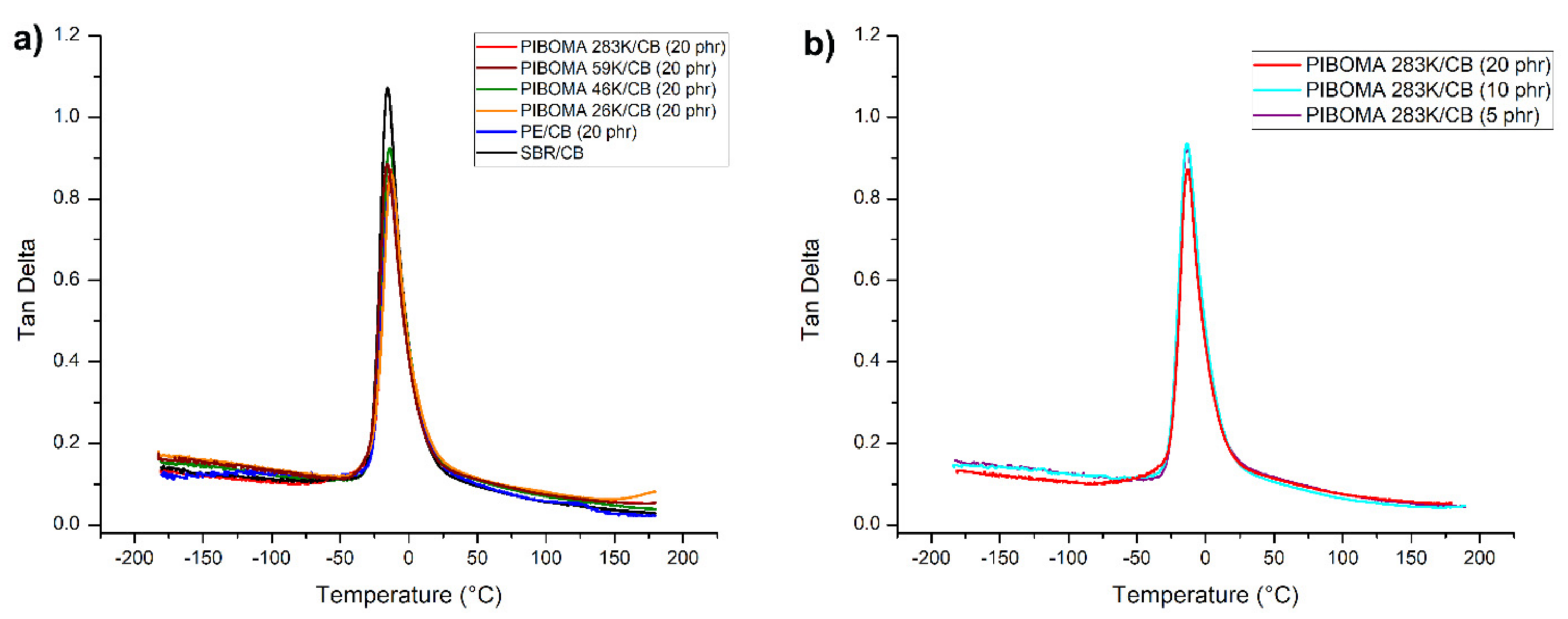
3.3.2. DMTA
3.3.3. Tensile Testing
3.3.4. AFM
3.3.5. X-ray Computed Tomography
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rodgers, B.; Waddell, W.H.; Klingensmith, W. Rubber Compounding. Encycl. Polym. Sci. Technol. 2004. [Google Scholar] [CrossRef]
- Wagner, M.P. Reinforcing Silicas and Silicates. Rubber Chem. Technol. 1976, 49, 703–774. [Google Scholar] [CrossRef]
- Brydson, J.A. Styrene—Butadiene Rubber. In Developments in Rubber Technology—2: Synthetic Rubbers; Whelan, A., Lee, K.S., Eds.; Springer: Dordrecht, The Netherlands, 1981; pp. 21–49. [Google Scholar]
- Zhang, P.; Morris, M.; Doshi, D. Materials development for lowering rolling resistance of tires. Rubber Chem. Technol. 2016, 89, 79–116. [Google Scholar] [CrossRef]
- Kang, C.-H.; Jung, W.-B.; Kim, H.-J.; Jung, H.-T. Highly enhanced tire performance achieved by using combined carbon nanotubes and soybean oil. J. Appl. Polym. Sci. 2021, 138, 49945. [Google Scholar] [CrossRef]
- Rattanasom, N.; Saowapark, T.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test. 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Chen, L.; Jia, Z.; Tang, Y.; Wu, L.; Luo, Y.; Jia, D. Novel functional silica nanoparticles for rubber vulcanization and reinforcement. Compos. Sci. Technol. 2017, 144, 11–17. [Google Scholar] [CrossRef]
- Leblanc, J.L. Rubber–filler interactions and rheological properties in filled compounds. Prog. Polym. Sci. 2002, 27, 627–687. [Google Scholar] [CrossRef]
- Saramolee, P.; Sahakaro, K.; Lopattananon, N.; Dierkes, W.K.; Noordermeer, J.W.M. Comparative properties of silica- and carbon black-reinforced natural rubber in the presence of epoxidized low molecular weight polymer. Rubber Chem. Technol. 2014, 87, 320–339. [Google Scholar] [CrossRef]
- Kohls, D.J.; Beaucage, G. Rational design of reinforced rubber. Curr. Opin. Solid State Mater. Sci. 2002, 6, 183–194. [Google Scholar] [CrossRef]
- Seo, B.; Kim, K.; Lee, H.; Lee, J.-Y.; Kwag, G.-H.; Kim, W. Effect of styrene-butadiene rubber with different macrostructures and functional groups on the dispersion of silica in the compounds. Macromol. Res. 2015, 23, 466–473. [Google Scholar] [CrossRef]
- Siciński, M.; Bieliński, D.M.; Szymanowski, H.; Gozdek, T.; Piątkowska, A. Low-temperature plasma modification of carbon nanofillers for improved performance of advanced rubber composites. Polym. Bull. 2020, 77, 1015–1048. [Google Scholar] [CrossRef] [Green Version]
- Imiela, M.; Anyszka, R.; Bieliński, D.M.; Masłowski, M.; Pędzich, Z.; Ziąbka, M.; Rybiński, P.; Syrek, B. Effect of graphite and common rubber plasticizers on properties and performance of ceramizable styrene–butadiene rubber-based composites. J. Therm. Anal. Calorim. 2019, 138, 2409–2417. [Google Scholar] [CrossRef] [Green Version]
- Kraus, G. Reinforcement of Elastomers by Carbon Black; Springer: Berlin/Heidelberg, Germary, 1971; pp. 155–237. [Google Scholar]
- Byers, J.T.; Wagner, M.P. Fillers. In Rubber Technology; Morton, M., Ed.; Springer: Dordrecht, The Netherlands, 1999; pp. 59–104. [Google Scholar]
- Rigbi, Z. Reinforcement of Rubber by Carbon Black; Properties of Polymers; Springer: Berlin/Heidelberg, Germany, 1980; pp. 21–68. [Google Scholar]
- Ren, X.; Sancaktar, E. Use of fly ash as eco-friendly filler in synthetic rubber for tire applications. J. Clean. Prod. 2019, 206, 374–382. [Google Scholar] [CrossRef] [Green Version]
- Brinke, J.W.T.; Debnath, S.C.; Reuvekamp, L.A.E.M.; Noordermeer, J.W.M. Mechanistic aspects of the role of coupling agents in silica–rubber composites. Compos. Sci. Technol. 2003, 63, 1165–1174. [Google Scholar] [CrossRef]
- Byers, J.T. Fillers for Balancing Passenger Tire Tread Properties. Rubber Chem. Technol. 2002, 75, 527–548. [Google Scholar] [CrossRef]
- Sridharan, H.; Guha, A.; Bhattacharyya, S.; Bhowmick, A.K.; Mukhopadhyay, R. Effect of silica loading and coupling agent on wear and fatigue properties of a tread compound. Rubber Chem. Technol. 2018, 92, 326–349. [Google Scholar] [CrossRef]
- Zhao, J. Tire Component Containing Syndiotactic-1,2-Polybutadiene. U.S. Patent 8,695,663, 15 April 2014. [Google Scholar]
- Schweitzer, C.; Zhao, J.; Weydert, M. Tire Tread Base Containing Syndiotactic-1,2-Polybutadiene with Diverse Carbon Blacks. European Patent 2 607 099A1, 17 December 2014. [Google Scholar]
- Anderson, J.C. High density and ultra-high molecular weight polyethenes: Their wear properties and bearing applications. Tribol. Int. 1982, 15, 43–47. [Google Scholar] [CrossRef]
- Takahashi, Y.; Liang, X.; Nakajima, K. Mechanical property and structure of a butadiene rubber composite filled with syndiotactic polybutadiene resin. J. Appl. Polym. Sci. 2019, 136, 47934. [Google Scholar] [CrossRef]
- Asaletha, R.; Kumaran, M.G.; Thomas, S. Thermoplastic elastomers from blends of polystyrene and natural rubber: Morphology and mechanical properties. Eur. Polym. J. 1999, 35, 253–271. [Google Scholar] [CrossRef]
- Buonerba, A.; Cuomo, C.; Speranza, V.; Grassi, A. Crystalline Syndiotactic Polystyrene as Reinforcing Agent of cis-1,4-Polybutadiene Rubber. Macromolecules 2010, 43, 367–374. [Google Scholar] [CrossRef]
- Nakason, C.; Panklieng, Y.; Kaesaman, A. Rheological and thermal properties of thermoplastic natural rubbers based on poly(methyl methacrylate)/epoxidized-natural-rubber blends. J. Appl. Polym. Sci. 2004, 92, 3561–3572. [Google Scholar] [CrossRef]
- Kuriakose, B.; De, S.K. Studies on the melt flow behavior of thermoplastic elastomers from polypropylene—Natural rubber blends. Polym. Eng. Sci. 1985, 25, 630–634. [Google Scholar] [CrossRef]
- George, S.; Joseph, R.; Thomas, S.; Varughese, K.T. Blends of isotactic polypropylene and nitrile rubber: Morphology, mechanical properties and compatibilization. Polymer 1995, 36, 4405–4416. [Google Scholar] [CrossRef]
- Jha, A.; Bhowmick, A.K. Thermoplastic elastomeric blends of poly(ethylene terephthalate) and acrylate rubber: 1. Influence of interaction on thermal, dynamic mechanical and tensile properties. Polymer 1997, 38, 4337–4344. [Google Scholar] [CrossRef]
- Jha, A.; Bhowmick, A.K. Thermal degradation and ageing behaviour of novel thermoplastic elastomeric nylon-6/acrylate rubber reactive blends. Polym. Degrad. Stab. 1998, 62, 575–586. [Google Scholar] [CrossRef]
- Kuribayashi, H.; Koizumi, T. Polyamide fibers. U.S. Patent 5,371,153, 6 December 1994. [Google Scholar]
- Choudhury, N.R.; Bhowmick, A.K. Thermostable Insulating Thermoplastic Elastomers from Rubber Polycarbonate Blends. J. Elastomers Plast. 1996, 28, 161–181. [Google Scholar] [CrossRef]
- Hsu, W.L.; Halasa, A.F. Preparation of Syndiotactic Polybutadiene, Rubber Composition and Tire with Rubber Component. U.S. Patent 6,956,093, 18 October 2005. [Google Scholar]
- Li, W.; Li, R.; Li, C.; Chen, Z.-R.; Zhang, L. Mechanical properties of surface-modified ultra-high molecular weight polyethylene fiber reinforced natural rubber composites. Polym. Compos. 2017, 38, 1215–1220. [Google Scholar] [CrossRef]
- Sandstrom, P.H. Rubber with Polyethylene and Phenylene Bismaleimide and Tire with Component Thereof. U.S. Patent 7,015,272, 21 March 2006. [Google Scholar]
- Schmitz, F.; Jacoby, C.; Weydert, M. Method of Increasing Plasticity of Tread Composition. U.S. Patent 7,714,041, 11 May 2010. [Google Scholar]
- Coste, N.; Schach, R.; Matmour, R. Rubber Composition Comprising an Elastomer Containing Methacrylate Units. European Patent 3 164 453A1, 18 September 2019. [Google Scholar]
- Yao, H.; Liu, J.-T.; Zhang, L.-Q.; Yan, S.-K. Phase structure and crystallization behavior of polyethylene in its blends with cis-1,4-butadiene rubber. Chin. J. Polym. Sci. 2015, 33, 386–394. [Google Scholar] [CrossRef]
- Fagundes, E.C.M.; Jacobi, M.A.M. Influence of a crosslinked system on the morphology and properties of TPVs based on PA/NBR. J. Appl. Polym. Sci. 2012, 123, 3072–3080. [Google Scholar] [CrossRef]
- Sandstrom, P.H. Preparation of Rubber Compositions Containing Syndiotactic Polybutadiene Filament and Tires with Components. European Patent 2 738 207A1, 4 November 2015. [Google Scholar]
- Matsumoto, A.; Mizuta, K.; Otsu, T. Synthesis and thermal properties of poly(cycloalkyl methacrylate)s bearing bridged- and fused-ring structures. J. Polym. Sci. Part A Polym. Chem. 1993, 31, 2531–2539. [Google Scholar] [CrossRef]
- Fang, C.; Zhu, X.; Cao, Y.; Xu, X.; Wang, S.; Dong, X. Toward replacement of methyl methacrylate by sustainable bio-based isobornyl methacrylate in latex pressure sensitive adhesive. Int. J. Adhes. Adhes. 2020, 100, 102623. [Google Scholar] [CrossRef]
- Menges, F. Spectragryph—Optical Spectroscopy Software, 1.2.15. 2020. Available online: http://www.effemm2.de/spectragryph (accessed on 12 May 2021).
- Aguiar da Silva, C.; Nagaraja, S.M.; Weydert, M.; Beiner, M. Diblock-Copolymer-Based Composites for Tire-Tread Applications with Improved Filler Network Topology. ACS Appl. Nano Mater. 2018, 1, 1003–1008. [Google Scholar] [CrossRef]
- Matyjaszewski, K.; Spanswick, J. Controlled/living radical polymerization. Mater. Today 2005, 8, 26–33. [Google Scholar] [CrossRef]
- Perrier, S. 50th Anniversary Perspective: RAFT Polymerization—A User Guide. Macromolecules 2017, 50, 7433–7447. [Google Scholar] [CrossRef]
- Hajiali, F.; Tajbakhsh, S.; Marić, M. Thermal characteristics and flame retardance behavior of phosphoric acid-containing poly(methacrylates) synthesized by RAFT polymerization. Mater. Today Commun. 2020, 25, 101618. [Google Scholar] [CrossRef]
- Moad, G.; Rizzardo, E.; Thang, S.H. Living Radical Polymerization by the RAFT Process. Aust. J. Chem. 2005, 58, 379–410. [Google Scholar] [CrossRef]
- Patel, M.P.; Braden, M. Heterocyclic methacrylates for clinical applications: III. Water absorption characteristics. Biomaterials 1991, 12, 653–657. [Google Scholar] [CrossRef]
- Malito, L.G.; Arevalo, S.; Kozak, A.; Spiegelberg, S.; Bellare, A.; Pruitt, L. Material properties of ultra-high molecular weight polyethylene: Comparison of tension, compression, nanomechanics and microstructure across clinical formulations. J. Mech. Behav. Biomed. Mater. 2018, 83, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Xu, M.-M.; Huang, G.-Y.; Feng, S.-S.; McShane, G.J.; Stronge, W.J. Static and Dynamic Properties of Semi-Crystalline Polyethylene. Polymers 2016, 8, 77. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry | Thermoplastic | Tg (°C) | Tm (°C) | Ref. | |
|---|---|---|---|---|---|
| Name | Structure | ||||
| 1 | UHMWPE |  | −100 ÷ −125 | 135 | [35,36,37] |
| 2 | Syndiotactic 1,2-polybutadiene/1,4-cis polybutadiene (12:88 by wt.) |  | −104 (for cis-PBD) | 200 (for syndio-PBD) | [22] |
| 3 | Syndiotactic 1,2-polybutadiene | - | 126 | [21] | |
| 4 | Syndiotactic 1,2-polybutadiene | - | 200 ÷ 201 | [34] | |
| 5 | Isotactic polypropylene |  | - | 152 | [28,29] |
| 6 | Syndiotactic polystyrene |  | 98 | 262 | [26] |
| 7 | Polystyrene Mn = 3.5 × 105 g mol−1 |  | 106 | - | [25] |
| 8 | PMMA |  | 119 | - | [27] |
| 9 | Poly(butadiene-r-(2-ethylhexyl methacrylate)) 54.5:45.5 by mole Mn = 2.5 × 105 g mol−1 |  | −53 | - | [38] |
| 10 | Poly(butadiene-r-(glycidyl methacrylate)-r-styrene)) 86:5:9 by mole |  | −59 | - | [38] |
| 11 | Poly((2-ethylhexyl)-r-(n-octyl methacrylate)) ~50:50 by mole Mn = 7.1 × 104 g mol−1 |  | −50 | - | [38] |
| 12 | Polyamide-6 |  | - | 220 | [31] |
| 13 | Poly(ethylene terephthalate) |  | 76 | 253 | [30] |
| 14 | Poly-p-phenylene terephtalamide |  | 327 | - | [40] |
| 15 | Poly-m-phenylene isophtalamide |  | 285 | - | [40] |
| 16 | Bisphenol A polycarbonate |  | 147 | 280 | [33] |
| Ingredients | Amounts (Parts per Hundred Rubber, phr) |
|---|---|
| Stage NP | |
| Styrene Butadiene rubber (SBR) | 100 |
| Thermoplastic polymer (PIBOMA or UHMWPE) | 20 |
| Carbon black (CB) | 50 |
| N-(1,3-dimethylbutyl)-N′-phenyl-p-phenylenediamine (6-PPD, antioxidant) | 2.5 |
| Stearic acid (activator) | 2 |
| TDAE oil | 4 |
| Wax 1 (microcrystalline wax) | 1 |
| Wax 2 (refined paraffin wax) | 0.5 |
| Stage PR | |
| Zinc Oxide (activator) | 2.5 |
| Sulfur (curative) | 1.5 |
| N-cyclohexyl-2-benzothiazolesulfenamide (CBS, accelerator) | 1.8 |
| Diphenylguanidine (accelerator) | 0.5 |
| Entry | Neat Thermoplastic | Vulcanized Rubber Composition | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Mn (g mol−1) 1 | Mw/ Mn 1 | Tg (°C) 2 | Tonset (°C) 3 | σt (MPa) 4 | εt (%) 5 | S’max (dNm) 6 | (ΔS) (dNm) 7 | ||
| 1 | PIBOMA 26 K | 26,000 | 1.1 | 197 | 225 | 12.7 ± 0.2 | 394 ± 9 | 20.0 | 18.1 |
| 2 | PIBOMA 46 K | 46,400 | 1.2 | 197 | 230 | 11.7 ± 0.2 | 356 ± 6 | 20.6 | 18.8 |
| 3 | PIBOMA 59 K | 59,400 | 1.2 | 201 | 225 | 9.8 ± 0.3 | 346 ± 6 | 21.4 | 19.5 |
| 4 | PIBOMA 283 K | 283,000 | 1.9 | 199 | 225 | 9.1 ± 0.2 | 280 ± 4 | 21.8 | 19.7 |
| 5 | PE | 4.7 × 106 | - | 135 8 (142 9) | 210 | 17.5 ± 0.6 | 348 ± 6 | 17.7 | 15.4 |
| 6 10 | - | - | - | - | - | 18.3 ± 0.3 | 473 ± 8 | 16.9 | 15.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gunaydin, A.; Mugemana, C.; Grysan, P.; Eloy Federico, C.; Dieden, R.; Schmidt, D.F.; Westermann, S.; Weydert, M.; Shaplov, A.S. Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer. Polymers 2021, 13, 1626. https://doi.org/10.3390/polym13101626
Gunaydin A, Mugemana C, Grysan P, Eloy Federico C, Dieden R, Schmidt DF, Westermann S, Weydert M, Shaplov AS. Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer. Polymers. 2021; 13(10):1626. https://doi.org/10.3390/polym13101626
Chicago/Turabian StyleGunaydin, Abdullah, Clément Mugemana, Patrick Grysan, Carlos Eloy Federico, Reiner Dieden, Daniel F. Schmidt, Stephan Westermann, Marc Weydert, and Alexander S. Shaplov. 2021. "Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer" Polymers 13, no. 10: 1626. https://doi.org/10.3390/polym13101626
APA StyleGunaydin, A., Mugemana, C., Grysan, P., Eloy Federico, C., Dieden, R., Schmidt, D. F., Westermann, S., Weydert, M., & Shaplov, A. S. (2021). Reinforcement of Styrene Butadiene Rubber Employing Poly(isobornyl methacrylate) (PIBOMA) as High Tg Thermoplastic Polymer. Polymers, 13(10), 1626. https://doi.org/10.3390/polym13101626