
Wet-Spun Composite Filaments from Lignocellulose Nanofibrils/Alginate and Their Physico-Mechanical Properties


 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Deep Eutectic Solvent Pretreatment
2.3. Preparation of Cellulose Nanofibrils (CNFs)
2.4. Chemical Composition Analysis
2.4.1. Klason Lignin Content
2.4.2. Determination of Cellulose and Hemicellulose Content
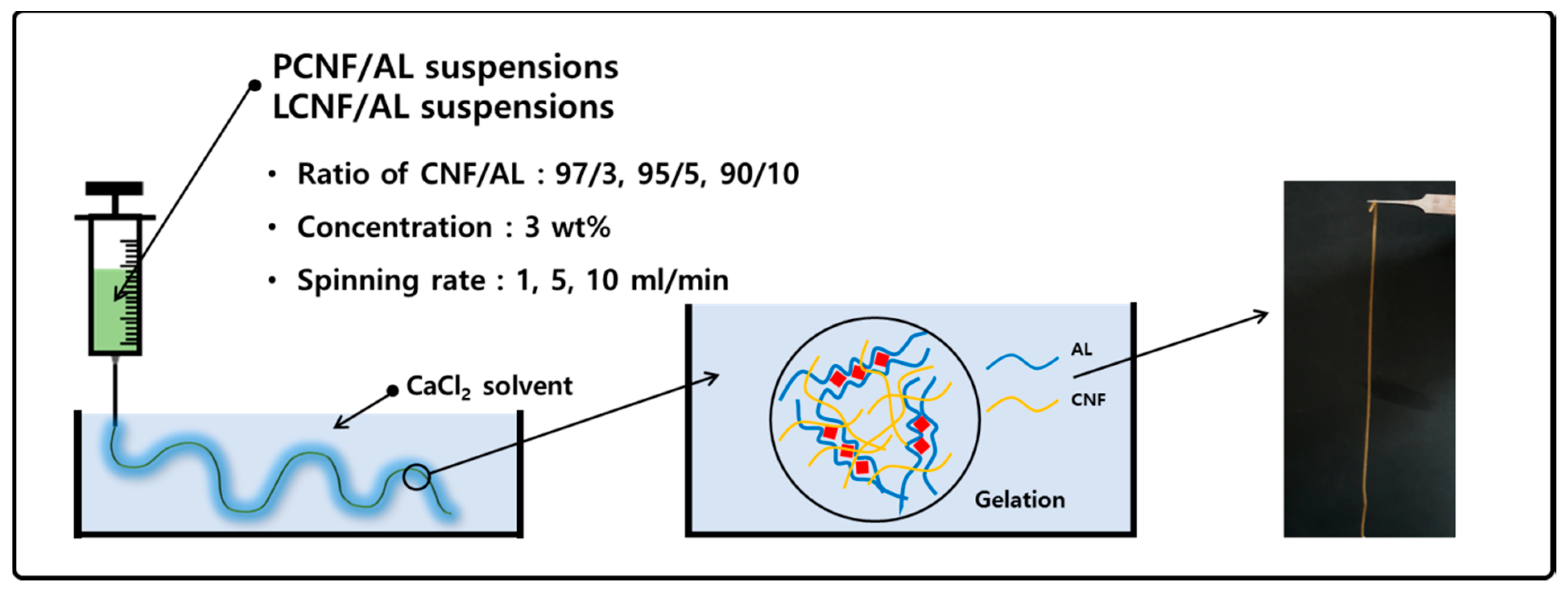
2.5. Preparation of Wet-Spun Filament
2.6. Morphological Characterization
2.7. Specific Surface Area
2.8. Water Retention Value
2.9. 2D X-ray Diffraction (2D XRD)
2.10. Mechanical Properties
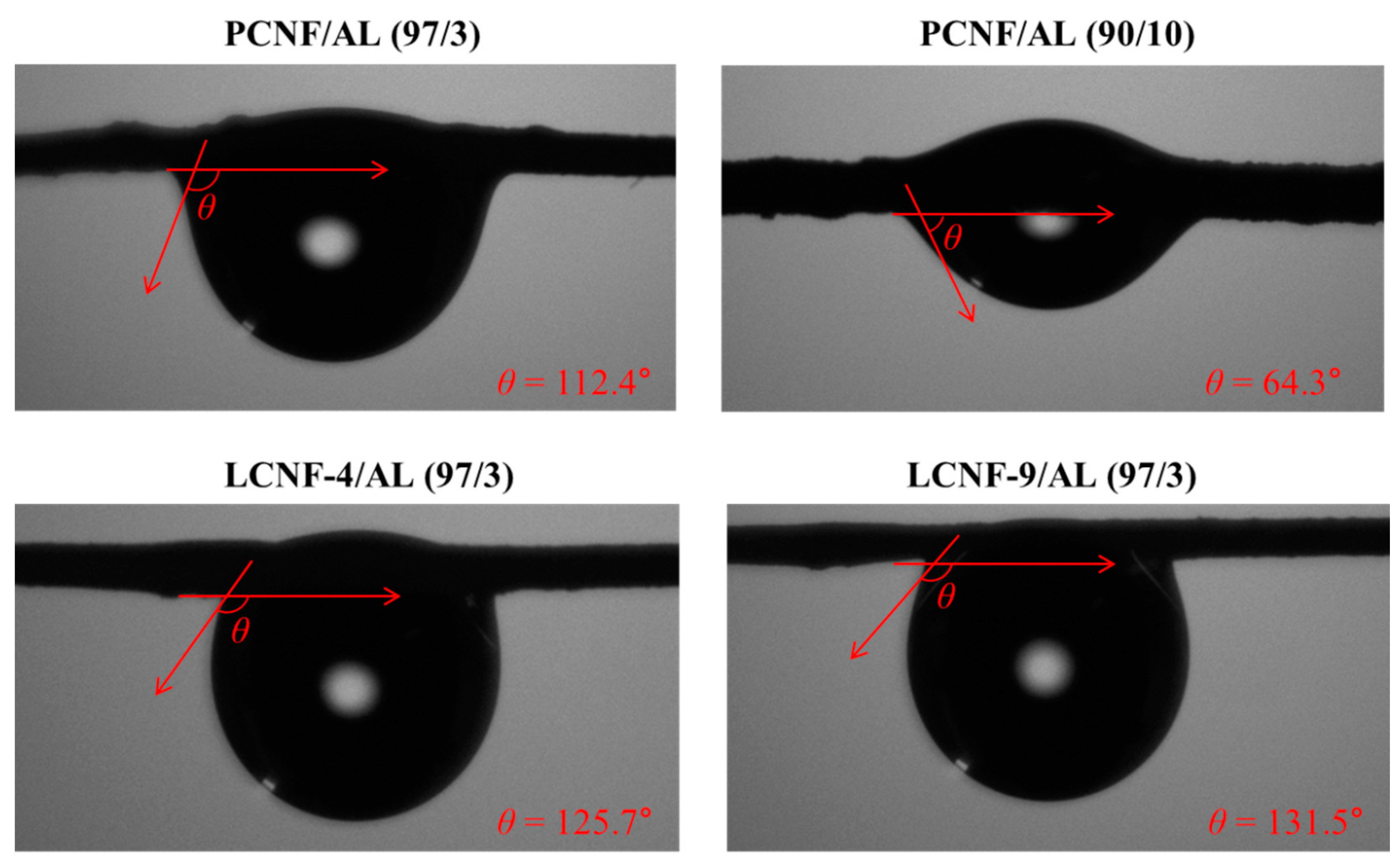
2.11. Contact Angle
3. Results and Discussion
3.1. Chemical Composition of LCNFs
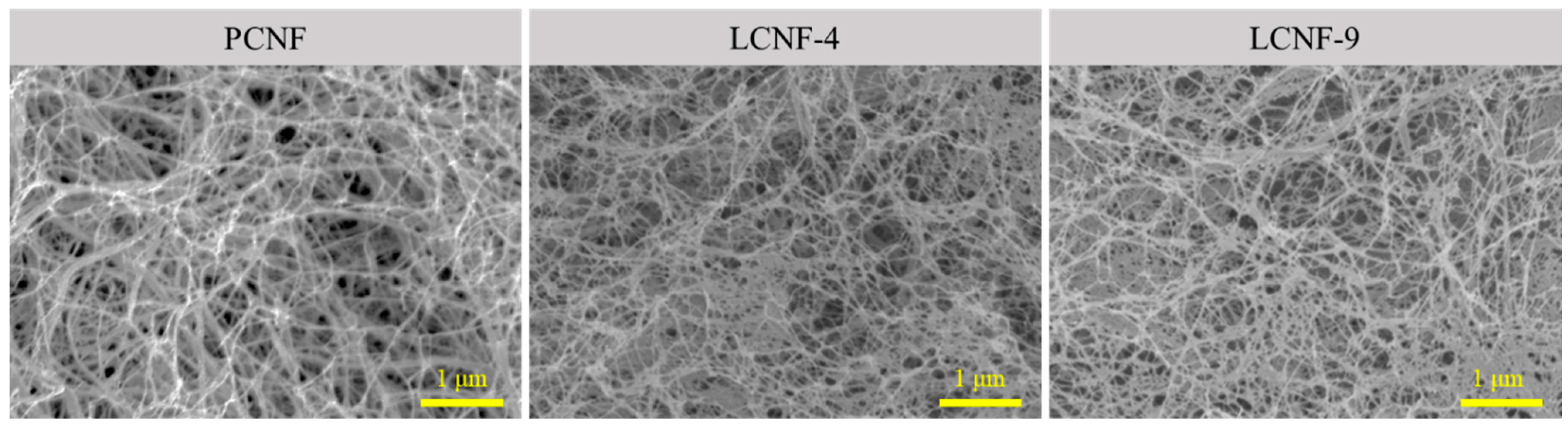
3.2. Morphological Characteristics of PCNF, LCNF-4, and LCNF-9
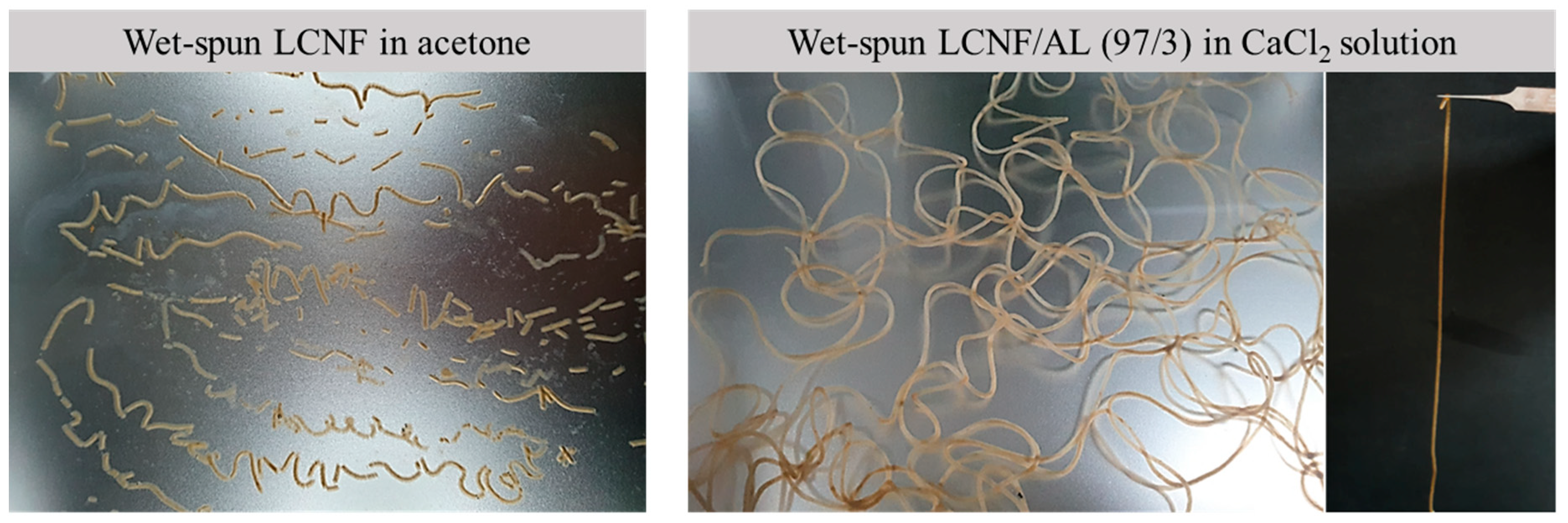
3.3. Wet-Spinnability
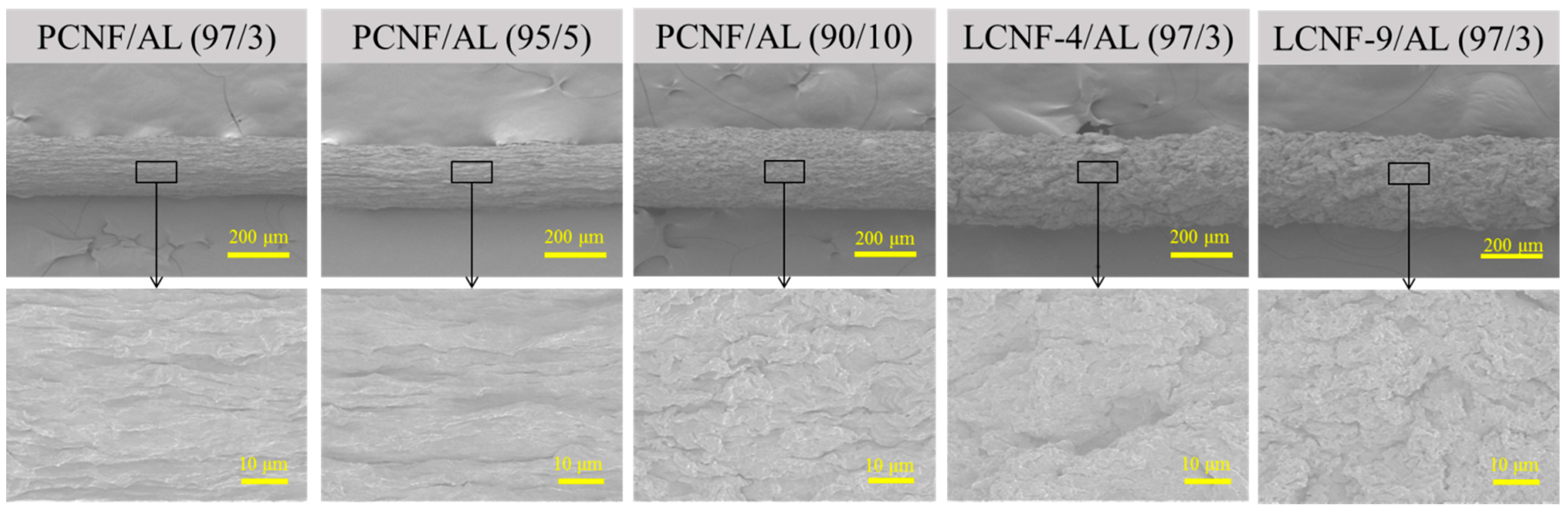
3.4. Morphological Characteristics of Wet-Spun Composite Filament
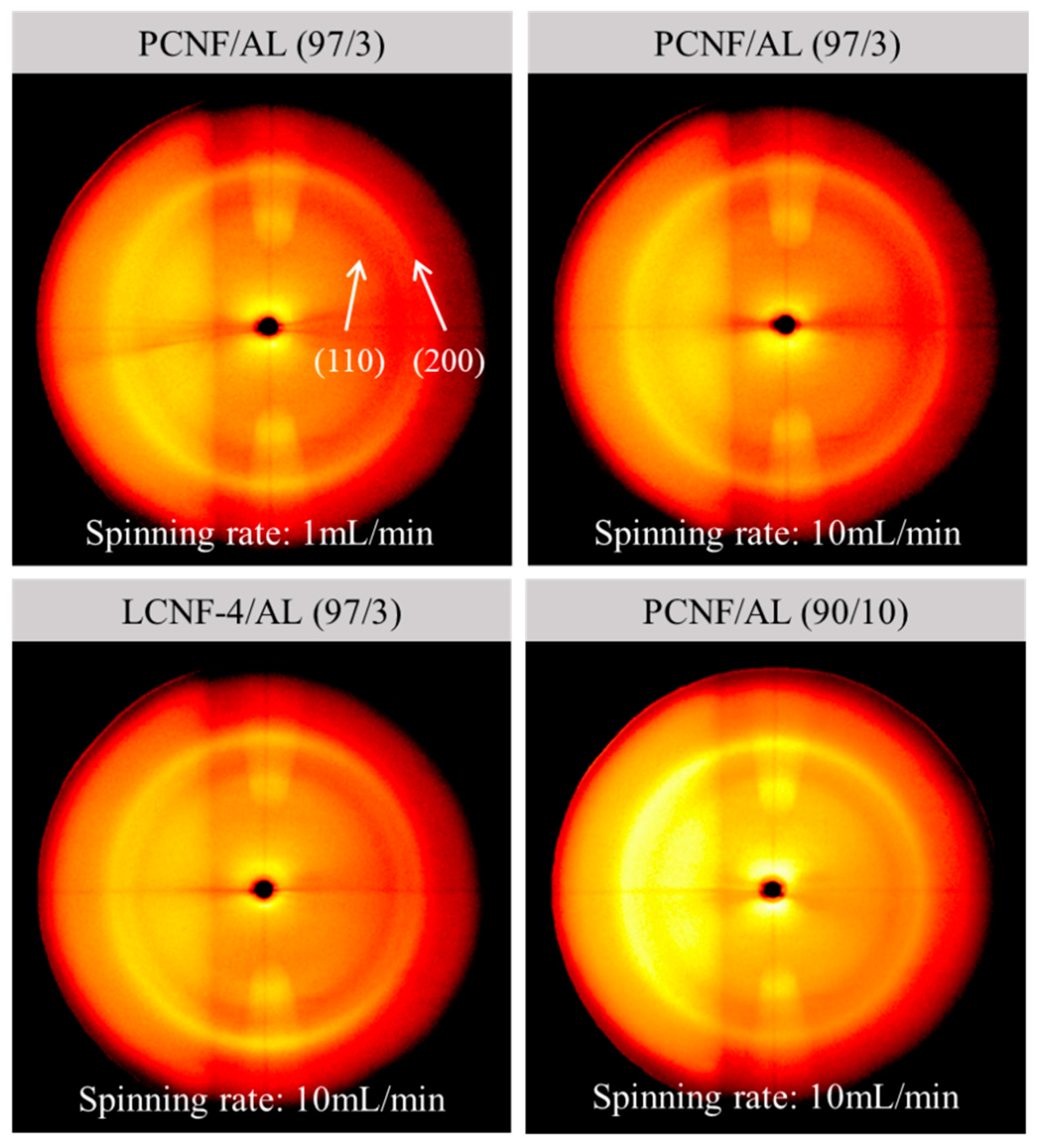
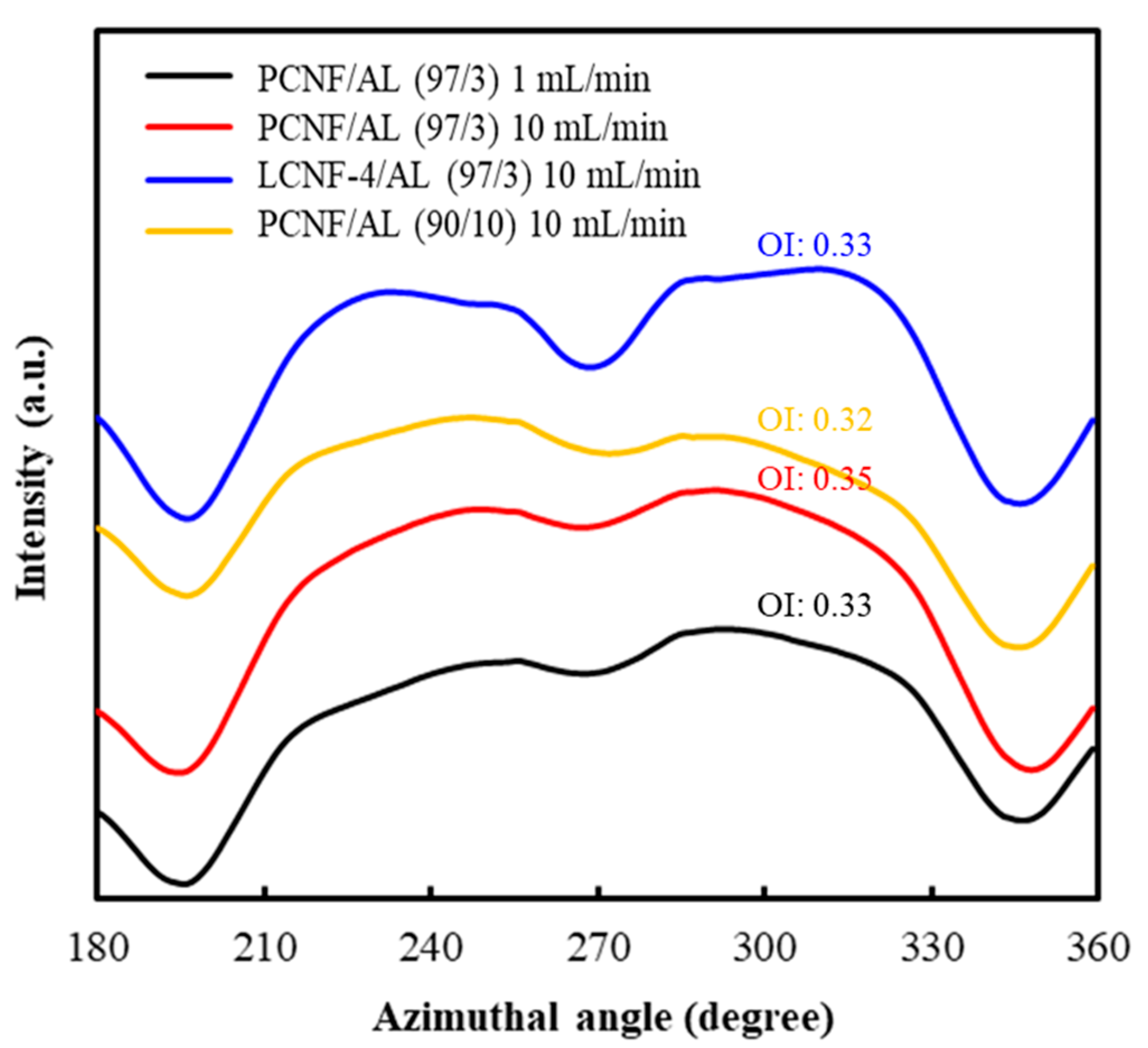
3.5. X-ray Diffraction of Wet-Spun Composite Filaments
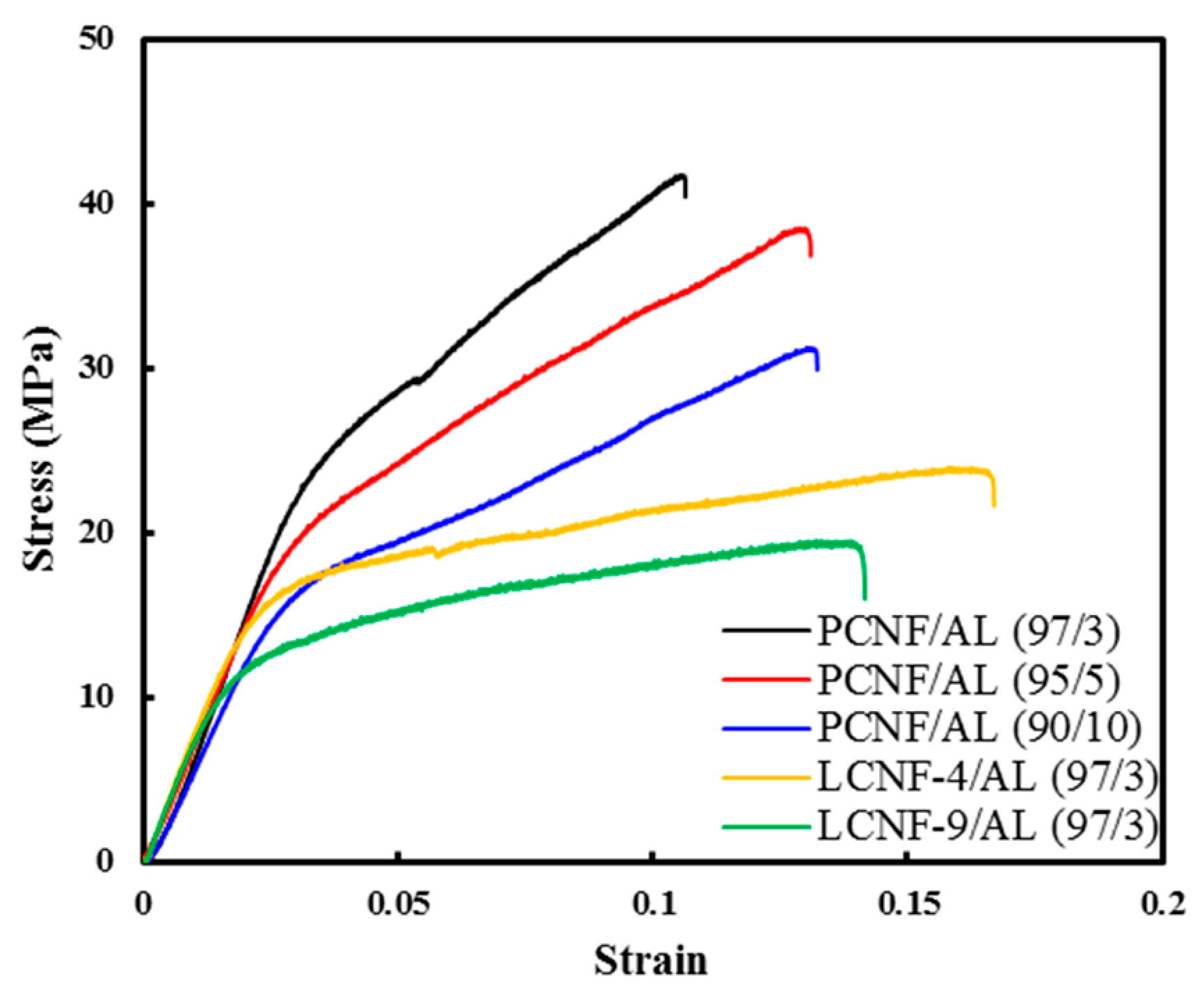
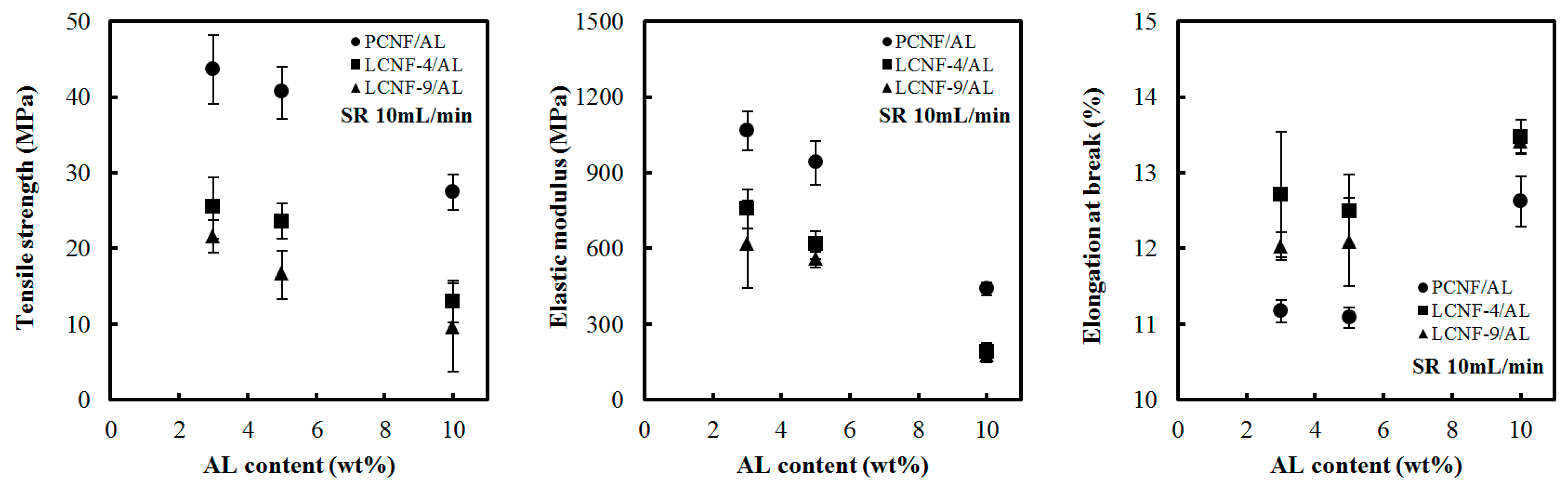
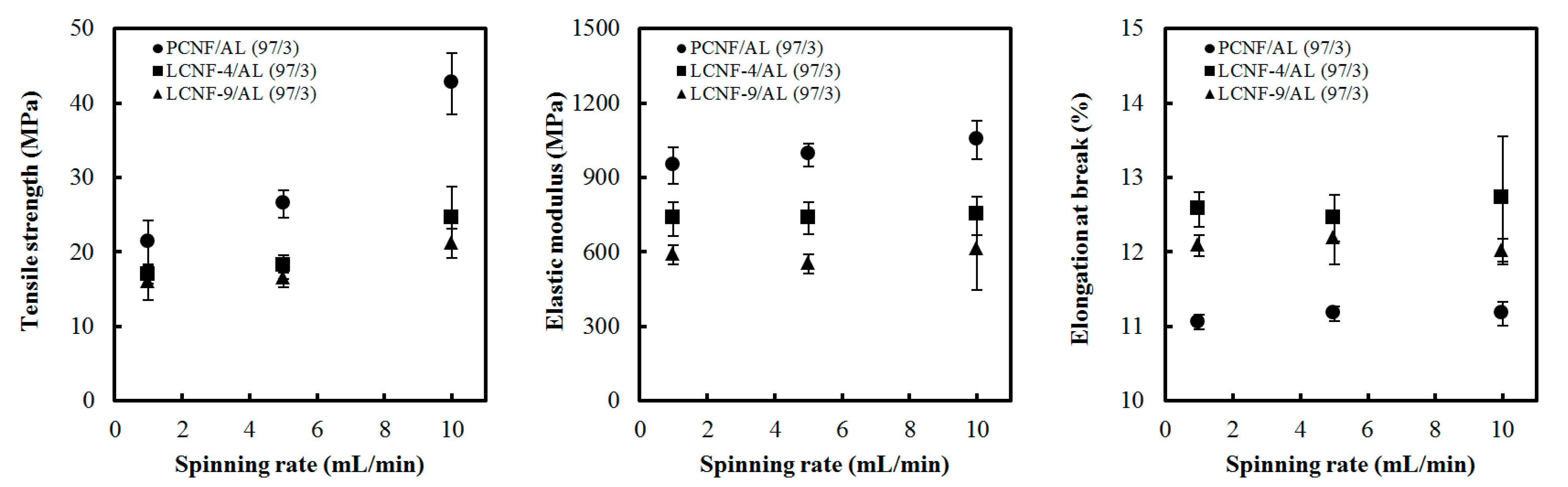
3.6. Tensile Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef] [Green Version]
- Ahorsu, R.; Medina, F.; Constantí, M. Significance and Challenges of Biomass as a Suitable Feedstock for Bioenergy and Biochemical Production: A Review. Energies 2018, 11, 3366. [Google Scholar] [CrossRef] [Green Version]
- Van Sebille, E.; Wilcox, C.; Lebreton, L.; Maximenko, N.; Hardesty, B.D.; Van Franeker, J.A.; Eriksen, M.; Siegel, D.; Galgani, F.; Law, K.L. A global inventory of small floating plastic debris. Environ. Res. Lett. 2015, 10, 124006. [Google Scholar] [CrossRef]
- Cole, M.; Lindeque, P.; Halsband, C.; Galloway, T.S. Microplastics as contaminants in the marine environment: A review. Mar. Pollut. Bull. 2011, 62, 2588–2597. [Google Scholar] [CrossRef] [PubMed]
- Hurley, R.; Woodward, J.; Rothwell, J.J. Microplastic contamination of river beds significantly reduced by catchment-wide flooding. Nat. Geosci. 2018, 11, 251–257. [Google Scholar] [CrossRef]
- Cheng, H.; Wang, L. Lignocelluloses Feedstock Biorefinery as Petrorefinery Substitutes. In Biomass Now—Sustainable Growth and Use; InTech: London, UK, 2013; pp. 347–388. [Google Scholar]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef]
- Lee, S.H.; Kim, H.J.; Kim, J.C. Nanocellulose applications for drug delivery: A review. J. For. Environ. Sci. 2019, 35, 141–149. [Google Scholar]
- Abe, K.; Iwamoto, S.; Yano, H. Obtaining Cellulose Nanofibers with a Uniform Width of 15 nm from Wood. Biomacromolecules 2007, 8, 3276–3278. [Google Scholar] [CrossRef]
- de Barros, R.D.R.O.; de Sousa Paredes, R.; Endo, T.; da Silva Bon, E.P.; Lee, S.H. Association of wet disk milling and ozonolysis as pretreatment for enzymatic saccharification of sugarcane bagasse and straw. Bioresour. Technol. 2013, 136, 288–294. [Google Scholar] [CrossRef]
- Hu, Z.; Zhai, R.; Li, J.; Zhang, Y.; Lin, J. Preparation and Characterization of Nanofibrillated Cellulose from Bamboo Fiber via Ultrasonication Assisted by Repulsive Effect. Int. J. Polym. Sci. 2017, 2017, 9850814. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Zhang, L.; Tsuzuki, T.; Wang, X. Preparation of cellulose nanofiber from softwood pulp by ball milling. Cellulose 2015, 22, 1729–1741. [Google Scholar] [CrossRef]
- Lee, S.H.; Chang, F.; Inoue, S.; Endo, T. Increase in enzyme accessibility by generation of nanospace in cell wall supramolecular structure. Bioresour. Technol. 2010, 101, 7218–7223. [Google Scholar] [CrossRef] [PubMed]
- Park, C.-W.; Han, S.-Y.; Namgung, H.-W.; Seo, P.-N.; Lee, S.-Y.; Lee, S.-H. Preparation and Characterization of Cellulose Nanofibrils with Varying Chemical Compositions. Bioresources 2017, 12, 5031–5044. [Google Scholar] [CrossRef] [Green Version]
- Lundahl, M.J.; Klar, V.; Wang, L.; Ago, M.; Rojas, O.J. Spinning of Cellulose Nanofibrils into Filaments: A Review. Ind. Eng. Chem. Res. 2016, 56, 8–19. [Google Scholar] [CrossRef]
- Araki, J.; Miyayama, M. Wet spinning of cellulose nanowhiskers; fiber yarns obtained only from colloidal cellulose crystals. Polymer 2020, 188, 122116. [Google Scholar] [CrossRef]
- Gao, Q.; Wang, J.; Liu, J.; Wang, Y.; Guo, J.; Zhong, Z.; Liu, X. High mechanical performance based on the alignment of cellulose nanocrystal/chitosan composite filaments through continuous coaxial wet spinning. Cellulose 2021, 28, 7995–8008. [Google Scholar] [CrossRef]
- Kim, H.C.; Kim, D.; Lee, J.Y.; Zhai, L.; Kim, J. Effect of Wet Spinning and Stretching to Enhance Mechanical Properties of Cellulose Nanofiber Filament. Int. J. Precis. Eng. Manuf. Technol. 2019, 6, 567–575. [Google Scholar] [CrossRef] [Green Version]
- Walther, A.; Timonen, J.V.; Díez, I.; Laukkanen, A.; Ikkala, O. Multifunctional High-Performance Biofibers Based on Wet-Extrusion of Renewable Native Cellulose Nanofibrils. Adv. Mater. 2011, 23, 2924–2928. [Google Scholar] [CrossRef]
- Abdollahi, M.; Alboofetileh, M.; Rezaei, M.; Behrooz, R. Comparing physico-mechanical and thermal properties of alginate nanocomposite films reinforced with organic and/or inorganic nanofillers. Food Hydrocoll. 2013, 32, 416–424. [Google Scholar] [CrossRef]
- Norajit, K.; Kim, K.M.; Ryu, G.H. Comparative studies on the characterization and antioxidant properties of biodegradable alginate films containing ginseng extract. J. Food Eng. 2010, 98, 377–384. [Google Scholar] [CrossRef]
- Lagopati, N.; Pavlatou, E.A. Advanced Applications of Biomaterials Based on Alginic Acid. Am. J. Biomed. Sci. Res. 2020, 9, 47–53. [Google Scholar]
- Qin, Y.; Jiang, J.; Zhao, L.; Zhang, J.; Wang, F. Applications of alginate as a functional food ingredient. In Biopolymers for Food Design; Academic Press: Cambridge, MA, USA, 2018; pp. 409–429. [Google Scholar]
- Raus, R.A.; Nawawi, W.M.F.W.; Nasaruddin, R.R. Alginate and alginate composites for biomedical applications. Asian J. Pharm. Sci. 2021, 16, 280–306. [Google Scholar] [CrossRef] [PubMed]
- Szekalska, M.; Puciłowska, A.; Szymańska, E.; Ciosek, P.; Winnicka, K. Alginate: Current Use and Future Perspectives in Pharmaceutical and Biomedical Applications. Int. J. Polym. Sci. 2016, 2016, 7697031. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.Y.; Mooney, D.J. Alginate: Properties and biomedical applications. Prog. Polym. Sci. 2012, 37, 106–126. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Liu, Y.; Miao, D.; Sui, S.; Zhang, C.; Zhu, P. Gelation Modification of Alginate Nonwoven Fabrics. Fibers Polym. 2018, 19, 1605–1610. [Google Scholar] [CrossRef]
- Rousseau, I.; Le Cerf, D.; Picton, L.; Argillier, J.F.; Muller, G. Entrapment and release of sodium polystyrene sulfonate (SPS) from calcium alginate gel beads. Eur. Polym. J. 2004, 40, 2709–2715. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, R.; Ci, M.; Sui, S.; Zhu, P. Sodium alginate/cellulose nanocrystal fibers with enhanced mechanical strength prepared by wet spinning. J. Eng. Fibers Fabr. 2019, 14, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Ureña-Benavides, E.E.; Kitchens, C.L. Cellulose nanocrystal reinforced alginate fibers—Biomimicry meets polymer processing. Mol. Cryst. Liq. Cryst. 2012, 556, 275–287. [Google Scholar] [CrossRef]
- Wise, L.E. Chlorite holocellulose, its fractionation and bearing on summative wood analysis and on studies on the hemicelluloses. Pap. Trade 1946, 122, 35–43. [Google Scholar]
- Zhang, C.-W.; Xia, S.-Q.; Ma, P.-S. Facile pretreatment of lignocellulosic biomass using deep eutectic solvents. Bioresour. Technol. 2016, 219, 1–5. [Google Scholar] [CrossRef]
- Park, C.W.; Park, J.S.; Han, S.Y.; Lee, E.A.; Kwon, G.J.; Seo, Y.H.; Gwon, J.G.; Lee, S.Y.; Lee, S.H. Preparation and characteristics of wet-spun filament made of cellulose nanofibrils with different chemical compositions. Polymers 2020, 12, 949. [Google Scholar] [CrossRef] [Green Version]
- Iwamoto, S.; Isogai, A.; Iwata, T. Structure and Mechanical Properties of Wet-Spun Fibers Made from Natural Cellulose Nanofibers. Biomacromolecules 2011, 12, 831–836. [Google Scholar] [CrossRef] [PubMed]
- Benselfelt, T.; Engström, J.; Wågberg, L. Supramolecular double networks of cellulose nanofibrils and algal polysaccharides with excellent wet mechanical properties. Green Chem. 2018, 20, 2558–2570. [Google Scholar] [CrossRef] [Green Version]
- Park, J.-S.; Park, C.-W.; Han, S.-Y.; Lee, E.-A.; Cindradewi, A.W.; Kim, J.-K.; Kwon, G.-J.; Seo, Y.-H.; Youe, W.-J.; Gwon, J.; et al. Preparation and Properties of Wet-Spun Microcomposite Filaments from Various CNFs and Alginate. Polymers 2021, 13, 1709. [Google Scholar] [CrossRef] [PubMed]
- Kafy, A.; Kim, H.C.; Zhai, L.; Kim, J.W.; Kang, T.J. Cellulose long fibers fabricated from cellulose nanofibers and its strong and tough characteristics. Sci. Rep. 2017, 7, 17683. [Google Scholar] [CrossRef] [PubMed]
- Seo, P.N.; Han, S.Y.; Park, C.W.; Lee, S.Y.; Kim, N.H.; Lee, S.H. Effect of alkaline peroxide treatment on the chemical compositions and characteristics of lignocellulosic nanofibrils. Bioresources 2019, 14, 193–206. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Reaction Temperature (°C) | Chemical Composition | ||
|---|---|---|---|---|
| Cellulose | Hemicellulose | Klason Lignin | ||
| - | 44.8 | 23.8 | 31.4 | |
| LCNF-9 | 120 | 80.5 | 10.2 | 9.3 |
| LCNF-4 | 130 | 91.7 | 4.7 | 3.6 |
| Sample | Average Diameter (nm) | Specific Surface Area (m2/g) | Water Retention Value (%) |
|---|---|---|---|
| PCNF | 17.4 ± 2.1 | 180.7 | 706.6 |
| LCNF-4 | 15.3 ± 0.4 | 178.3 | 583.3 |
| LCNF-9 | 18.2 ± 0.3 | 136.7 | 515.4 |
| Sample | Ratio of CNF/AL | Spinning Rate (mL/min) | Average Diameter (μm) |
|---|---|---|---|
| PCNF/AL | 97/3 | 1 | 289.4 ± 5.2 |
| 5 | 273.3 ± 7.2 | ||
| 10 | 247.0 ± 3.9 | ||
| 95/5 | 10 | 263.8 ± 6.0 | |
| 90/10 | 10 | 334.7 ± 3.0 | |
| LCNF-4/AL | 97/3 | 1 | 351.0 ± 9.8 |
| 5 | 324.7 ± 10.3 | ||
| 10 | 302.4 ± 8.5 | ||
| 95/5 | 10 | 338.7 ± 10.3 | |
| 90/10 | 10 | 386.2 ± 9.5 | |
| LCNF-9/AL | 97/3 | 1 | 388.1 ± 5.3 |
| 5 | 368.2 ± 4.7 | ||
| 10 | 342.8 ± 6.2 | ||
| 95/5 | 10 | 373.7 ± 5.5 | |
| 90/10 | 10 | 410.0 ± 5.8 |
| Sample | Ratio of CNF/AL | Spinning Rate (mL/min) | Orientation Index |
|---|---|---|---|
| PCNF/AL | 97/3 | 1 | 0.33 |
| 5 | 0.34 | ||
| 10 | 0.35 | ||
| 95/5 | 10 | 0.33 | |
| 90/10 | 10 | 0.32 | |
| LCNF-4/AL | 97/3 | 1 | 0.33 |
| LCNF-9/AL | 97/3 | 1 | 0.33 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-S.; Han, S.-Y.; Bandi, R.; Lee, E.-A.; Cindradewi, A.-W.; Kim, J.-K.; Kwon, G.-J.; Seo, Y.-H.; Youe, W.-J.; Gwon, J.; et al. Wet-Spun Composite Filaments from Lignocellulose Nanofibrils/Alginate and Their Physico-Mechanical Properties. Polymers 2021, 13, 2974. https://doi.org/10.3390/polym13172974
Park J-S, Han S-Y, Bandi R, Lee E-A, Cindradewi A-W, Kim J-K, Kwon G-J, Seo Y-H, Youe W-J, Gwon J, et al. Wet-Spun Composite Filaments from Lignocellulose Nanofibrils/Alginate and Their Physico-Mechanical Properties. Polymers. 2021; 13(17):2974. https://doi.org/10.3390/polym13172974
Chicago/Turabian StylePark, Ji-Soo, Song-Yi Han, Rajkumar Bandi, Eun-Ah Lee, Azelia-Wulan Cindradewi, Jeong-Ki Kim, Gu-Joong Kwon, Young-Ho Seo, Won-Jae Youe, Jaegyoung Gwon, and et al. 2021. "Wet-Spun Composite Filaments from Lignocellulose Nanofibrils/Alginate and Their Physico-Mechanical Properties" Polymers 13, no. 17: 2974. https://doi.org/10.3390/polym13172974
APA StylePark, J. -S., Han, S. -Y., Bandi, R., Lee, E. -A., Cindradewi, A. -W., Kim, J. -K., Kwon, G. -J., Seo, Y. -H., Youe, W. -J., Gwon, J., Park, C. -W., & Lee, S. -H. (2021). Wet-Spun Composite Filaments from Lignocellulose Nanofibrils/Alginate and Their Physico-Mechanical Properties. Polymers, 13(17), 2974. https://doi.org/10.3390/polym13172974