
Fast-Setting Permeable Alkyd/Polyester Composites: Moulding Sands


Abstract
:1. Introduction
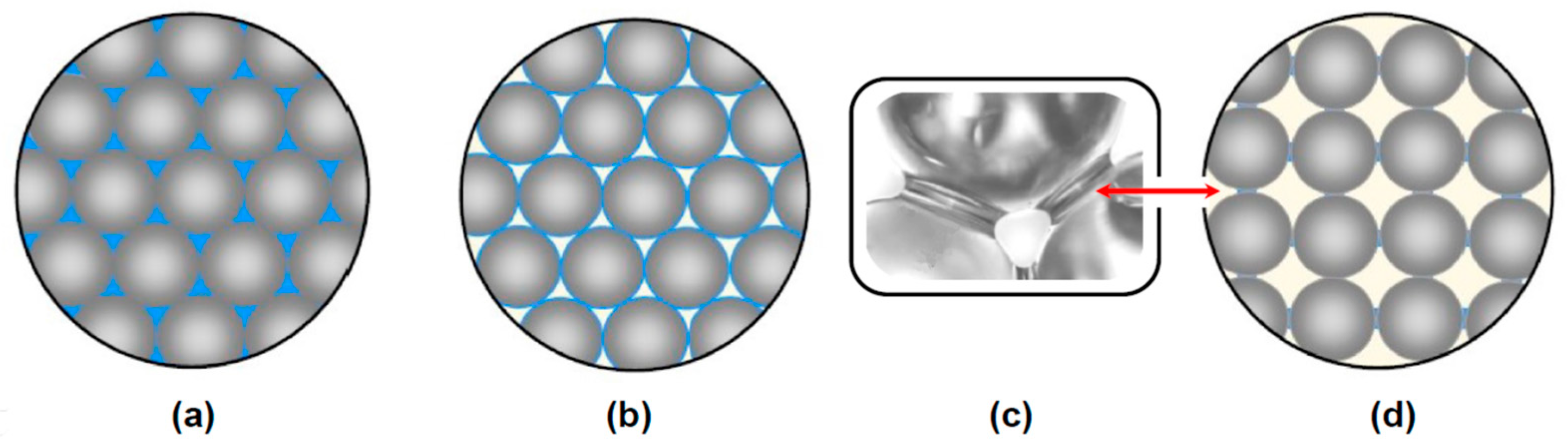
2. The Structure and Key Properties of Permeable Moulding Sand Composites
3. Principal Objective
4. Experimental Section
4.1. Composites Preparation
- i.
- Equipment and mixing protocol
- ii.
- Composites cure
4.2. Assessment of Composites Mechanical Properties
- i.
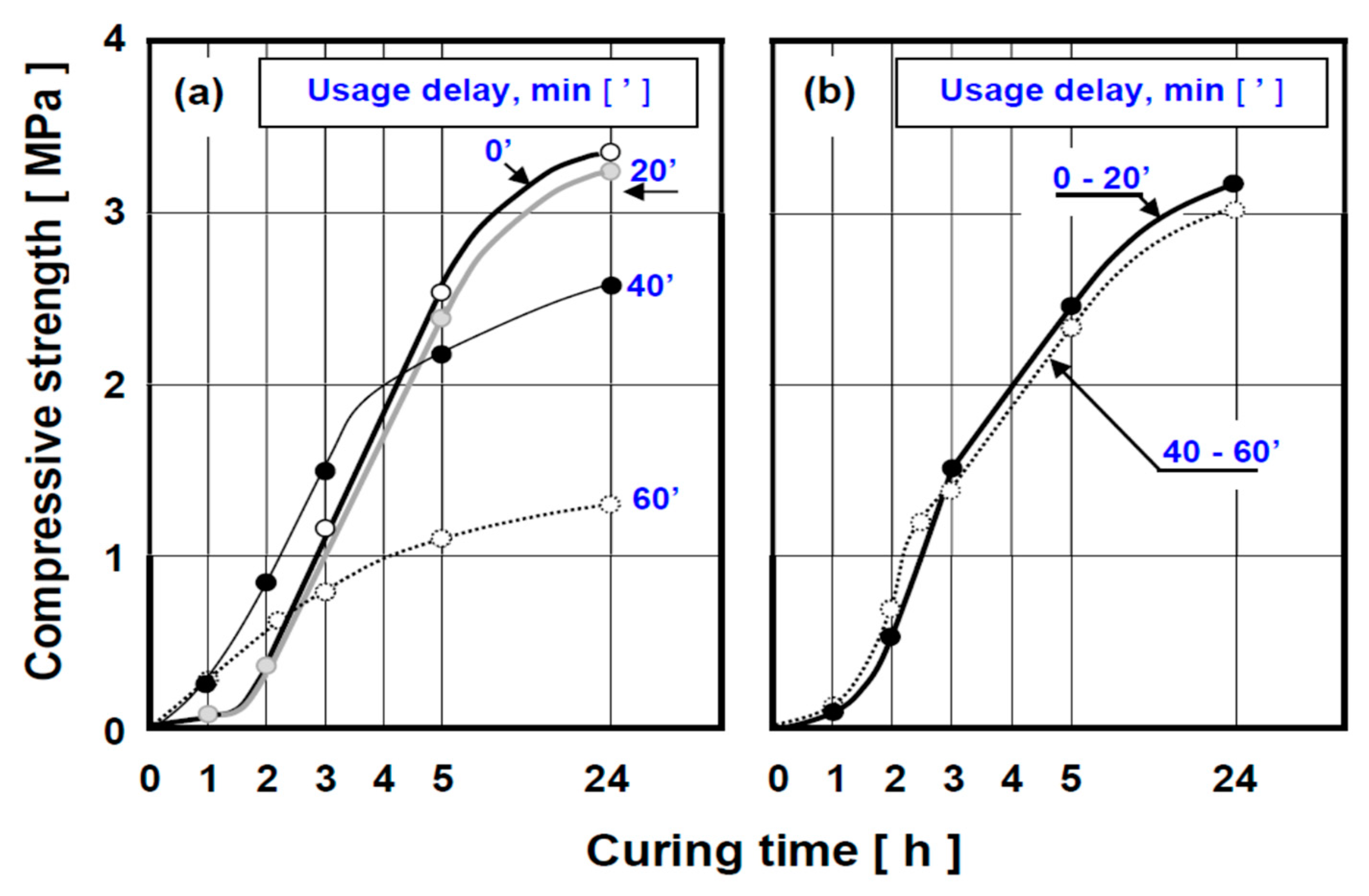
- Compressive strength [40]: determined using cylindrical specimens: Ø50 × 50 mm in accordance with Polish Standard PN 80/H-11073. Foundry Moulding Materials—Measuring of Strength.
- ii.
- Tensile strength [41]: determined using dog-bone specimens with square cross-section load-bearing areas of 25.4 × 25.4 mm in accordance with ASTM C307–2018.
- (a)
- Cure characteristic
- (b)
- Strength
- (c)
- Shelf-life
- (d)
- Strength after post-cure (1 h at 160 °C)
- (e)
- Kinetics of thermal decomposition (gaseous) products evolution
- (f)
- Thermal resistanceDetermined using the following procedures:
- (i).
- Determining the highest temperature to which the material can be heated (investigated in the range of 20–400 °C at a heating rate of 10 °C/min) without its strength falling below the initial, i.e., room temperature (20 °C) strength.A numerical value of this important parameter was determined from the profile of relationships: compressive strength versus temperature for each system (quartz filler + resin + crosslinking agent) investigated in this paper within the range of 20 °C to 400 °C. In these experiments, cylindrical samples (Ø 50 × 50 mm) were kept for 1 h at the designated elevated temperature, i.e.,: 150, 200, 250, 300, 350 and 400 °C, and were then cooled to 20 °C prior to determining their strength.
- (ii).
- Using the standard thermogravimetric analysis (TGA).
4.3. Filler Properties
5. Mould and Core Materials with Alkyd Resins
6. Mould and Core Materials with Polyester Resins
7. High-Temperature Strength of Composites Bonded with Self-Setting Alkyd and Polyester Resins
8. Effects of Thermal Post-Curing
9. Kinetics of Gas Evolution on Contact with Molten Metal
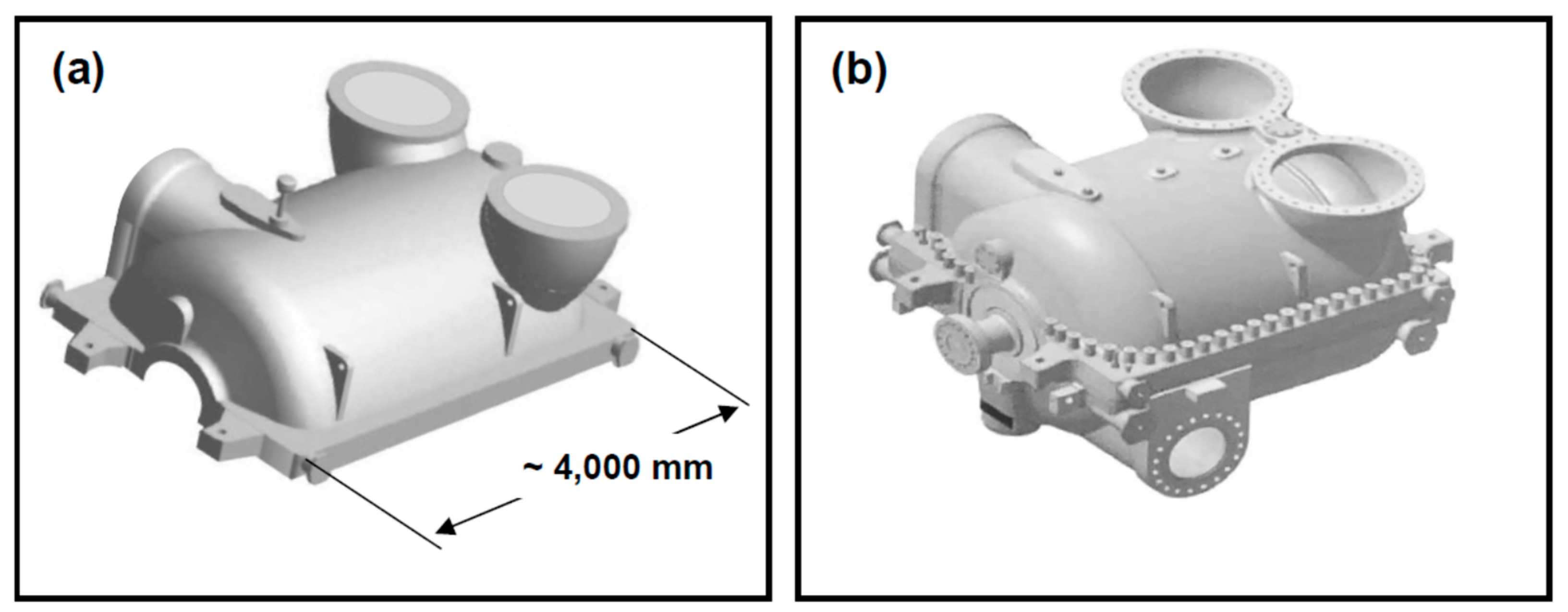
10. Industrial Trials
11. Conclusions
- Polyester resins UPE 1 and UPE 2 are particularly suitable for use in the preparation of moulding sands designated for heavy-steel castings due to their high strength, good thermal resistance, and very favourable gas evolution kinetics.
- When using resins denoted as A 1, A 2, UPE 1, UPE 170 and UPE 220, an addition of 1.2% of the binder (resin + polyisocyanate component PI-0) is sufficient, with very good technological properties obtained.
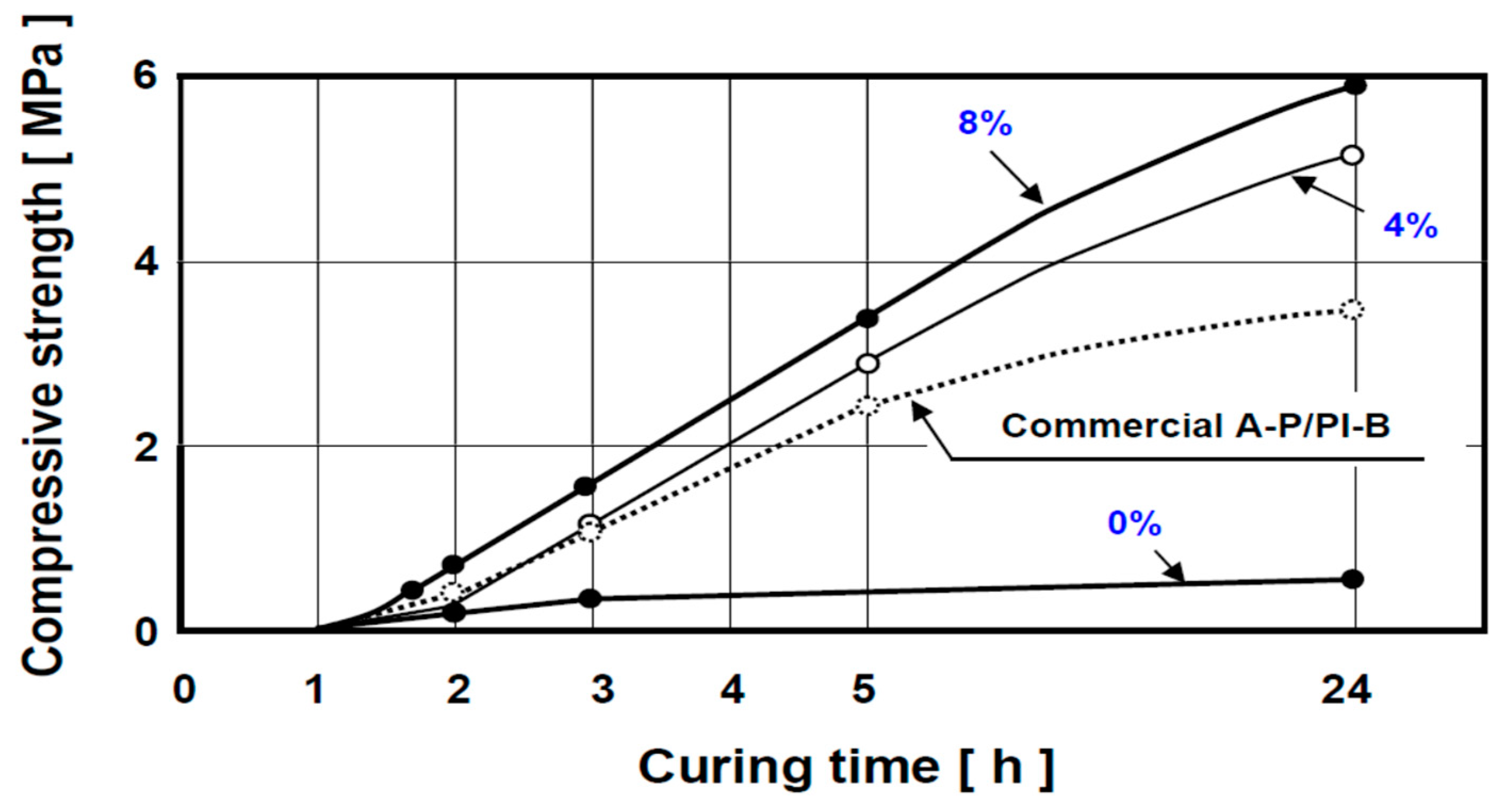
- By adding catalyst F [1- (β-cyano ethyl)-2-methyl imidazole], the composite crosslinking process (moulding sand hardening) is significantly accelerated without reducing its final strength; at the same time, the composite’s high-temperature strength is also markedly improved. It was observed that the crosslinking rate and ultimate strength of composites with polyester resin UPE 1 and catalyst F [1- (β-cyano ethyl)-2-methyl imidazole] are significantly higher than those observed in any other previously known catalysts.
- The processing time of the commercially available alkyd polyester resin, AP, can be considerably extended by using the PI-0 polyisocyanate.
- New binders were also validated as suitable for use with zirconium and chromite sand (applied in monolithic or multi-layered mould/core structures), in which case, the binder content should be around 1.0–1.2% by weight.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hawaldar, N.; Zhang, J. A comparative study of fabrication of sand casting mold using additive manufacturing and conventional process. Int. J. Adv. Manuf. Technol. 2018, 97, 1037–1045. [Google Scholar] [CrossRef] [Green Version]
- Czerwinski, F.; Mir, M.; Kasprzak, W. Application of cores and binders in metalcasting. Int. J. Cast Met. Res. 2015, 28, 129–139. [Google Scholar] [CrossRef]
- Weisstein, E.W. Sphere Packing from MathWorld—A Wolfram Web Resource. Available online: https://mathworld.wolfram.com/SpherePacking.html (accessed on 22 November 2021).
- Hutera, B. The Effect of Solvent Content in Binder on the Nature of Surface Phenomena Taking Place in a Sand Grains–Binding Material System; Scientific Publishers AKAPIT: Krakow, Poland, 2008; ISBN 9788360958B. [Google Scholar]
- Hutera, B.; Smyksy, K.; Drożyński, D. Evaluation of wettability of binders used in moulding sands. Arch. Foundry Eng. 2007, 7, 103–106. [Google Scholar]
- Kmita, A.; Roczniak, A. Nanocomposites based on water glass matrix as a foundry binder: Chosen physicochemical properties. Arch. Foundry Eng. 2017, 17, 93–98. [Google Scholar] [CrossRef] [Green Version]
- Stachowicz, M.; Granat, K.; Nowak, D. Effect of hardening method and structure of linking bridges on strength of water glass moulding sands. Arch Foundry Eng. 2010, 10, 141–146. [Google Scholar]
- Khandelwal, H.; Ravi, B. Effect of Binder Composition on the Shrinkage of Chemically Bonded Sand Cores. Mat. Manuf. Process. 2015, 30, 1465–1470. [Google Scholar] [CrossRef]
- Thiel, J. Thermal expansion of chemically bonded silica sands. AFS Trans. 2011, 116, 369–378. [Google Scholar]
- Łucarz, M.; Drożyński, D.; Jezierski, J.; Kaczmarczyk, A. Comparison of the Properties of Alkali-Phenolic Binder in Terms of Selection of Molding Sand for Steel Castings. Materials 2019, 12, 3705. [Google Scholar] [CrossRef] [Green Version]
- Kmita, A.; Fischer, C.; Hodor, K.; Holtzer, M.; Roczniak, A. Thermal decomposition of foundry resins: A determination of organic products by thermogravimetry—Gas chromatography—Mass spectrometry (TG–GC–MS). Arab. J. Chem. 2018, 11, 380–387. [Google Scholar] [CrossRef] [Green Version]
- Wan, P.; Zhou, J.; Li, Y.; Yin, Y.; Huang, D.; Xiaoyuan, J.; Shen, X. Experimental Study on Gas Evolution Process of Binders in Foundry Industry based on TG-MS. Procedia Manufact. 2019, 37, 311–318. [Google Scholar] [CrossRef]
- Wan, P.; Zhou, J.; Li, Y.; Yin, Y.; Peng, X.; Ji, X.; Shen, X. Kinetic analysis of resin binder for casting in combustion decomposition process. J. Therm. Anal. Calorim. 2021, 1–14. [Google Scholar] [CrossRef]
- Mhamane, D.A.; Rayjadhav, S.B.; Shinde, V.D. Analysis of chemically bonded sand used for molding in foundry. Asian J. Sci. Appl. Technol. 2018, 7, 11–16. [Google Scholar]
- Major-Gabryś, K. Environmentally Friendly Foundry Molding and Core Sands. J. Mater. Eng. Perform. 2019, 28, 3905–3911. [Google Scholar] [CrossRef] [Green Version]
- Bledzki, A.; Gutowski, W.; Kwasek, A. Self-Hardening Moulding Sands Bonded by Polyester Resins; The Polish Academy of Sciences: Krakow, Poland, 1979; pp. 17–30. [Google Scholar]
- Gutowski, W.; Bledzki, A. Selbsthärtende Form- und Kernformstoffe auf der Basis von Polyester-und Alkydharzen. Giesserei 1981, 68, 124–211. [Google Scholar]
- Zapalski, J.A.; Gutowski, W.; Kwasek, A.; Bledzki, A.; Krolikowski, W.; Chudzikiewicz, R. Moulding and Core Mixture. Polish Patent No. 117 082, 15 August 1983. [Google Scholar]
- Bledzki, A.; Gutowski, W.; Kwasek, A.; Zapalski, J. Core and Moulding Mixture. Polish Patent No.113 270, 27 February 1982. [Google Scholar]
- Bledzki, A.; Gutowski, W.; Krolikowski, W.; Kwasek, A. Core and Moulding Mixture. Polish Patent 109 017, 31 December 1980. [Google Scholar]
- Bledzki, A.; Gutowski, W.; Chudzikiewicz, R.; Krolikowski, W.; Christodulu, P. Core and Moulding Mixture. Polish Patent 113 123, 30 December 1981. [Google Scholar]
- Siedlaczek, K.; Bem, A. Odlewnictwo w Elblagu w latach 1946–2001. Przegląd Odlew. 2001, 51, 187–191. [Google Scholar]
- Kietliński, K.; Czerwiński, P. Retrofit of 18K370 steam turbine on the units 7–12 at Belchatow Power Plant. Arch Energy 2011, 41, 77–96. [Google Scholar]
- Lewandowski, D. Historia i Osiągnięcia Zakładów Mechanicznych ZAMECH im. gen. Karola Świerczewskiego; 2020; p. 18; kapsuła_v2b.pdf (elblag.eu). Available online: https://www.elblag.eu/images/kapsu%C5%82a_v2b.pdf (accessed on 2 December 2021).
- Global Energy Observatory: Belchatow Coal Power Plant Poland—GEO. [GEO ID No: 40629]. Available online: globalenergyobservatory.org (accessed on 7 April 2021).
- Łuniewicz, B.; Kietlinski, K.; Gardzilewicz, A. Experience of Alstom Power in Large Output Turboset Modernisations in Poland. Trans. Inst. Fluid-Flow Mach. 2003, 113, 35–50. [Google Scholar]
- Gutowski, W.S. Molecular Brushes in Surface Engineering of Polymers for Enhanced Adhesion. Compos. Interfaces 2001, 9, 1–45. [Google Scholar]
- Gutowski, W.S.; Christodoulou, P. Fibre Matrix and Particulate-Matrix Stress Transfer in Composite Materials. Part I: Physico-Chemical Interfacial Interactions—Theoretical Models and Experimental Verification. In The Role of Casting Technology in Improving the Quality of Machines and Devises; University Press: Szczecin, Poland, 1993; pp. 75–94. [Google Scholar]
- Gutowski, W. Physico-chemical criteria for maximum adhesion. Part I: Theoretical concepts and experimental evidence. J. Adhes. 1985, 19, 29–49. [Google Scholar] [CrossRef]
- Gutowski, W. Physico-chemical criteria for maximum adhesion. Part II: A new comprehensive thermodynamic analysis. J. Adhes. 1985, 19, 51–70. [Google Scholar] [CrossRef]
- Gutowski, W.S.; Li, S.; Russell, L.; Filippou, C.; Hoobin, P.; Petinakis, S. Theoretical and Technological Aspects of Surface-Engineered Interface-Interphase Systems for Adhesion Enhancement. J. Adhes. 2003, 79, 483–519. [Google Scholar] [CrossRef]
- Gutowski, W.S.; Bilyk, A.; Li, S.; Espiritu, M.; Burgar, I. The influence of structure of the interface and interphase on paint adhesion. Compos. Interface 2005, 12, 817–835. [Google Scholar] [CrossRef]
- Gutowski, W.S. Interface-Interphase Engineering for Adhesion Enhancement. Micro-mechanical Aspects of Polymer Surface Reinforcement Through Surface-Grafted Molecular Brushes. J. Adhes. 2003, 79, 445–482. [Google Scholar] [CrossRef]
- Gutowski, W.; Krzemien, F. Core and Moulding Mixture with Liquid Binders. Polish Patent 89 595, 30 August 1977. [Google Scholar]
- Christodoulou, P. Model matematyczny szybkowiążących mas formierskich (Mathematical model of fast-curing moulding mixtures). Master’s Thesis, Politechnika Szczecińska (Technical University of Szczecin), Institute of Machine Construction, Szczecin, Poland, 1976. [Google Scholar]
- Weatherhead, R.G. Catalysts, Accelerators and Inhibitors for Unsaturated Polyester Resins. In FRP Technology; Springer: Dordrecht, The Netherlands, 1980; pp. 204–239, ISBN-13: 978-94-009-8723-4. [Google Scholar] [CrossRef]
- Jones, F.R. Unsaturated Polyester Resins. In Brydson’s Plastics Materials, 8th ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 743–772. ISBN 9780323358248. [Google Scholar] [CrossRef]
- Kuppusamy, R.R.P.; Neogi, S. Influence of curing agents on gelation and exotherm behaviour of an unsaturated polyester resin. Bull. Mater. Sci. 2013, 36, 1217–1224. [Google Scholar] [CrossRef]
- Fu, X.; Wang, X.; Zhu, J.; Chen, M. Long Chopped Glass Fibre Reinforced Low-Density Unsaturated Polyester Resin under Different Initiation. Materials 2021, 14, 7307. [Google Scholar] [CrossRef] [PubMed]
- Polish Committee for Standardization. Foundry Moulding Materials—Measuring of Strength; Technical Report PN 80/H-11072:1980; Polish Committee for Standardization: Warsaw, Poland, 1983. [Google Scholar]
- ASTM-C307 2018 Standard. Test Method for Tensile Strength of Chemical-Resistant Mortar, Grouts and Monolithic Surfacings; ASTM International, 100 Barr Harbor Drive: West Conshohocken, PA, USA, 2018. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin Type | Hydroxyl Value (mg KOH/g) | Acid Value (mg KOH/g) | Iodine Value (g I2/100 g) | Viscosity (mPa s) |
|---|---|---|---|---|
| Polyester, unsaturated (UPE) | ||||
| UPE 1 | 450 | 1100 | ||
| UPE 2 | 205 | 37 | 1100 | |
| UPE 170 | 155–180 | 4 | <500 | |
| UPE 220 | 200–230 | 4 | <500 | |
| Alkyd (A) | ||||
| A 1 | 35 | 16 | 107 | <500 |
| A 2 | 64 | 105 | <500 | |
| A-2K | 47 | 101 | <500 | |
| A-PS | 45 | 18 | 100 | 1200 |
| Alkyd/Polyester (A-UPE) * | 52 | 20 | 77 | 1830 |
| Furane (F) * | <350 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gutowski, W.S.; Błędzki, A.K. Fast-Setting Permeable Alkyd/Polyester Composites: Moulding Sands. Polymers 2021, 13, 4386. https://doi.org/10.3390/polym13244386
Gutowski WS, Błędzki AK. Fast-Setting Permeable Alkyd/Polyester Composites: Moulding Sands. Polymers. 2021; 13(24):4386. https://doi.org/10.3390/polym13244386
Chicago/Turabian StyleGutowski, Wojciech (Voytek) S., and Andrzej K. Błędzki. 2021. "Fast-Setting Permeable Alkyd/Polyester Composites: Moulding Sands" Polymers 13, no. 24: 4386. https://doi.org/10.3390/polym13244386
APA StyleGutowski, W. S., & Błędzki, A. K. (2021). Fast-Setting Permeable Alkyd/Polyester Composites: Moulding Sands. Polymers, 13(24), 4386. https://doi.org/10.3390/polym13244386