
Optimal Design of a Fiber-Reinforced Plastic Composite Sandwich Structure for the Base Plate of Aircraft Pallets In Order to Reduce Weight



Abstract
:1. Introduction
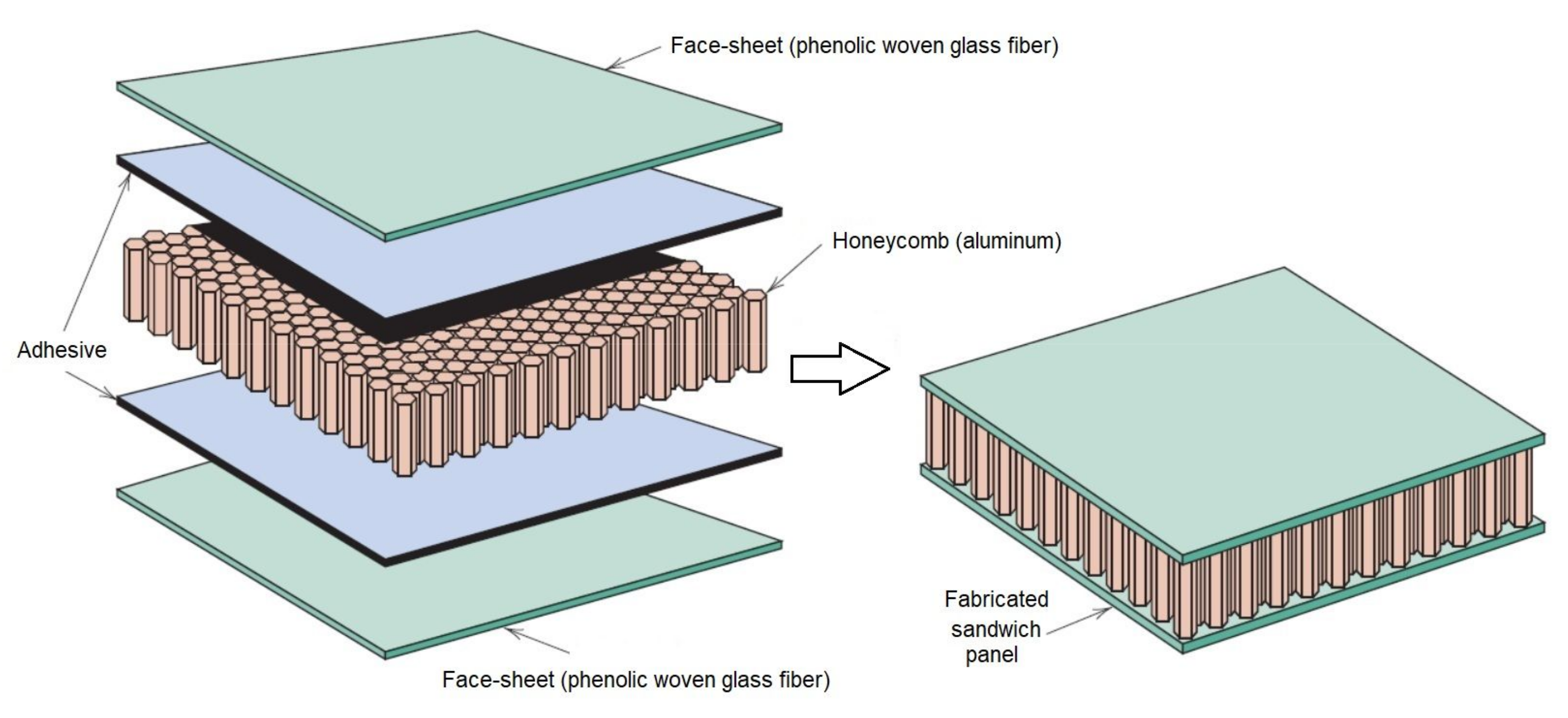
2. FRP Composite Sandwich Structures
3. Materials and Methods
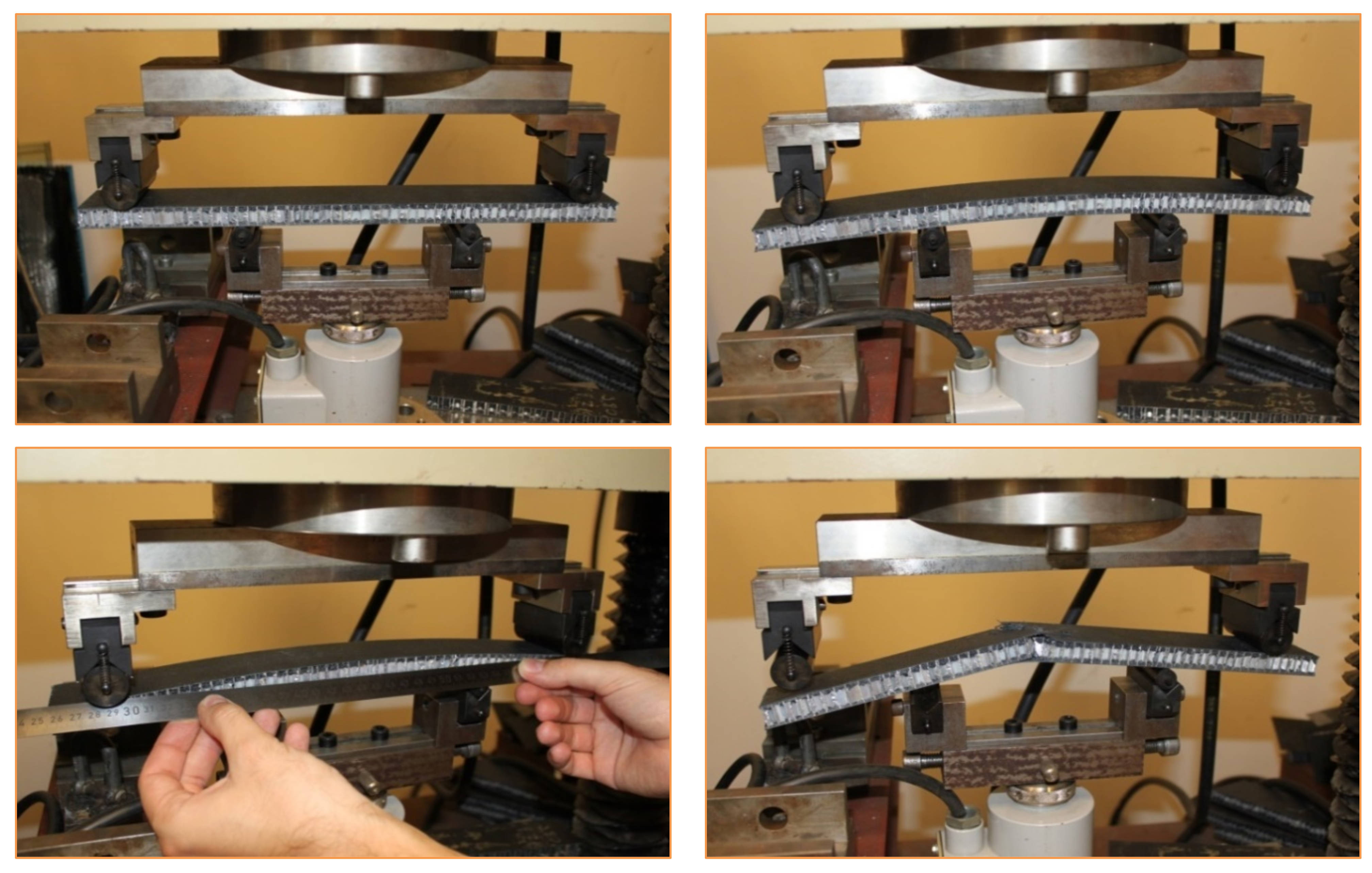
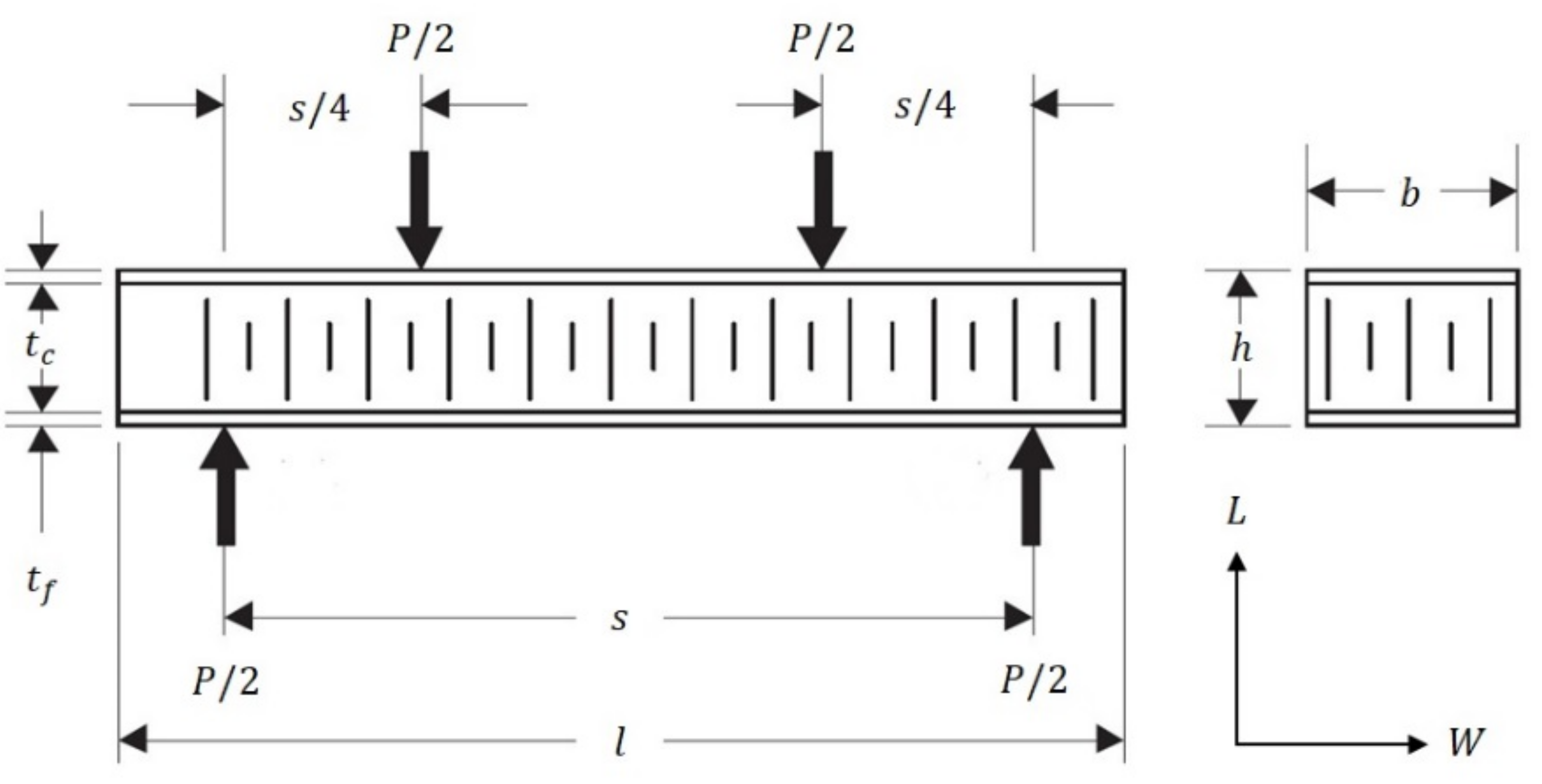
3.1. Experimental Investigation of FRP Composite Sandwich Specimens
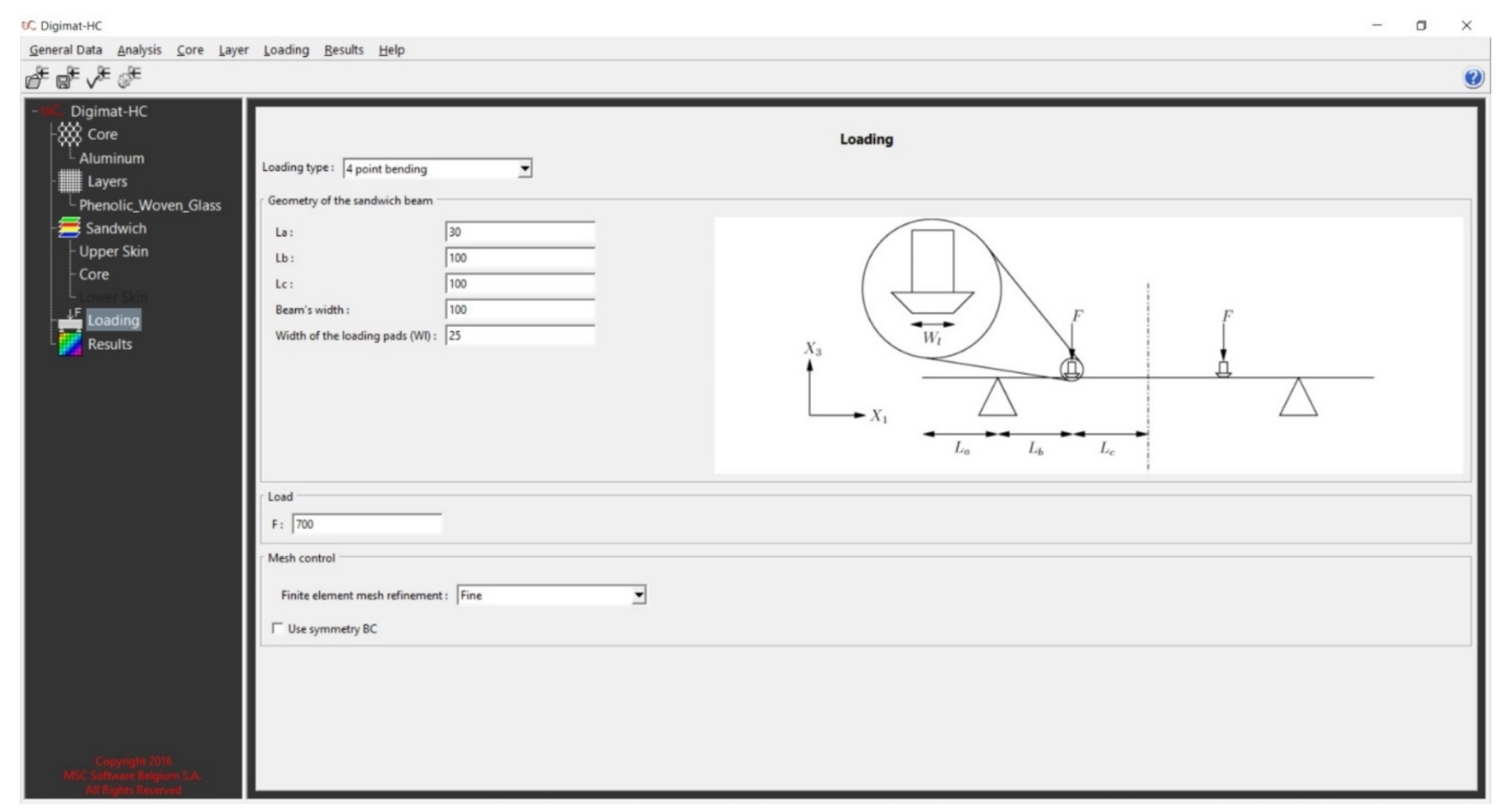
- Arrange the loading fixtures as shown in the appropriate Figure 2.
- Apply the load to the specimen through steel cylinders with loading pads.
- Measure the dimensions of the specimens and span length in mm.
- Apply the load at a constant rate that will cause the maximum load and record the maximum load.
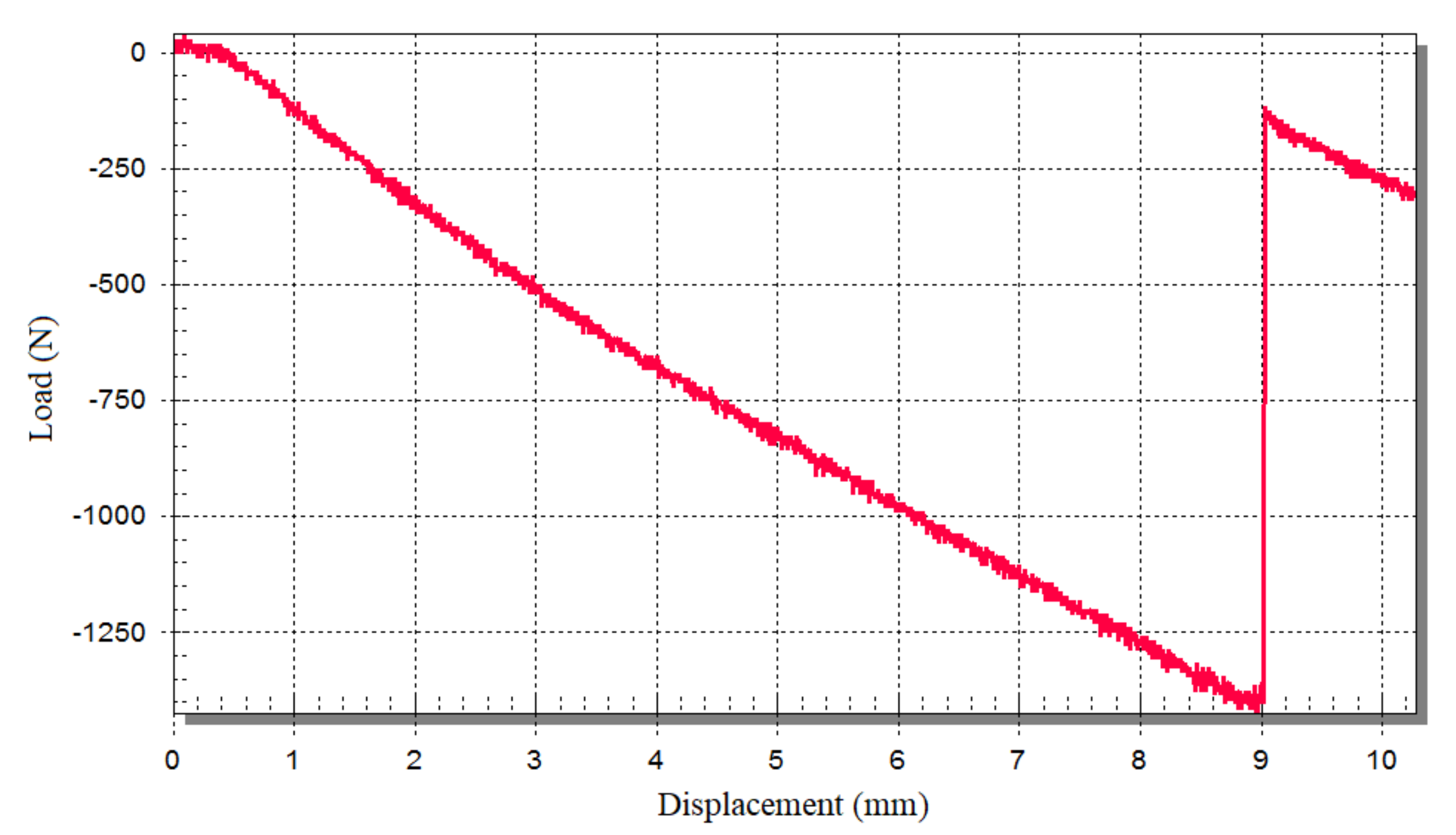
- Load-deflection curves can be taken. A deflectometer can be used to measure the mid-span deflection.
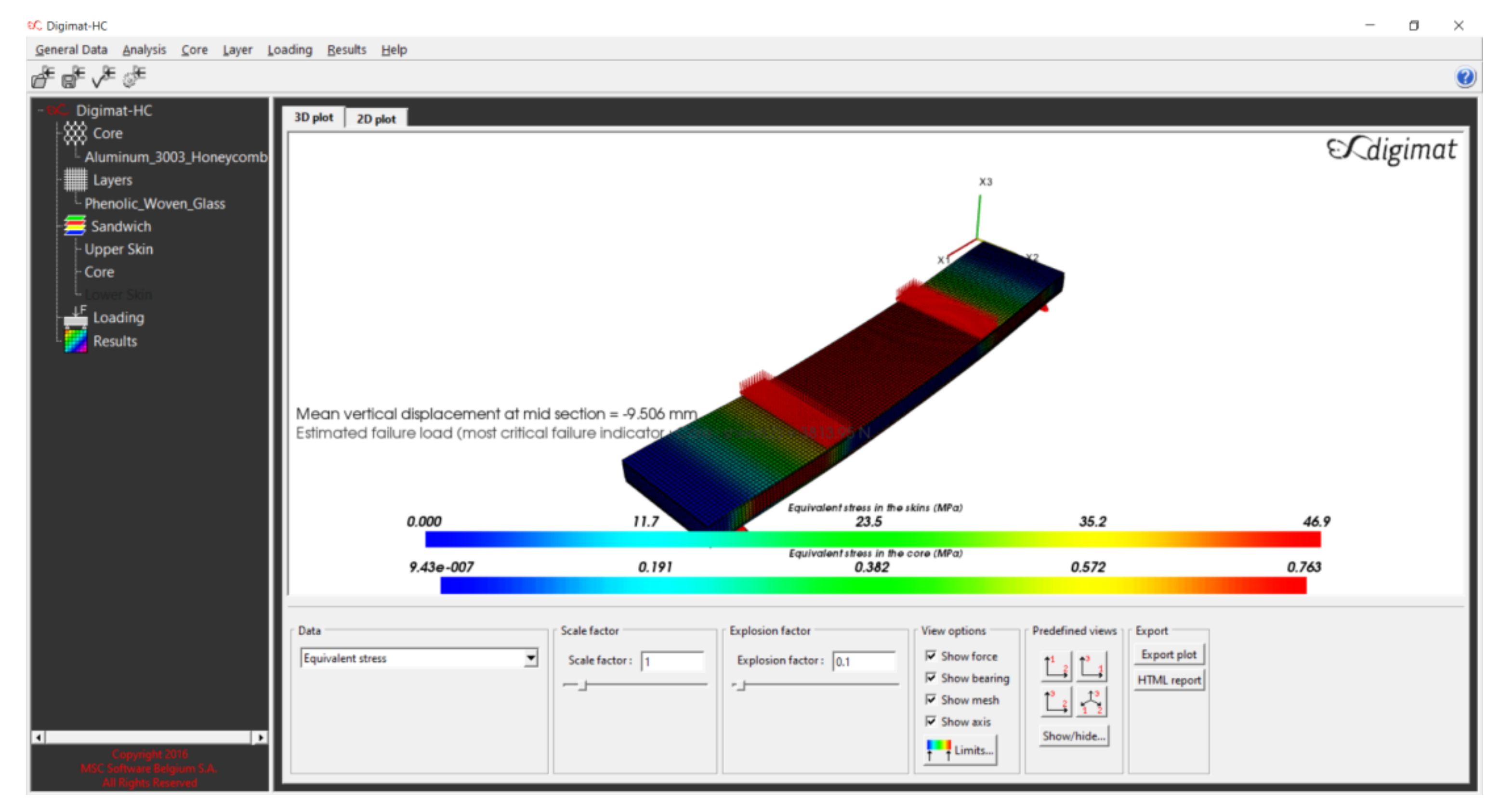
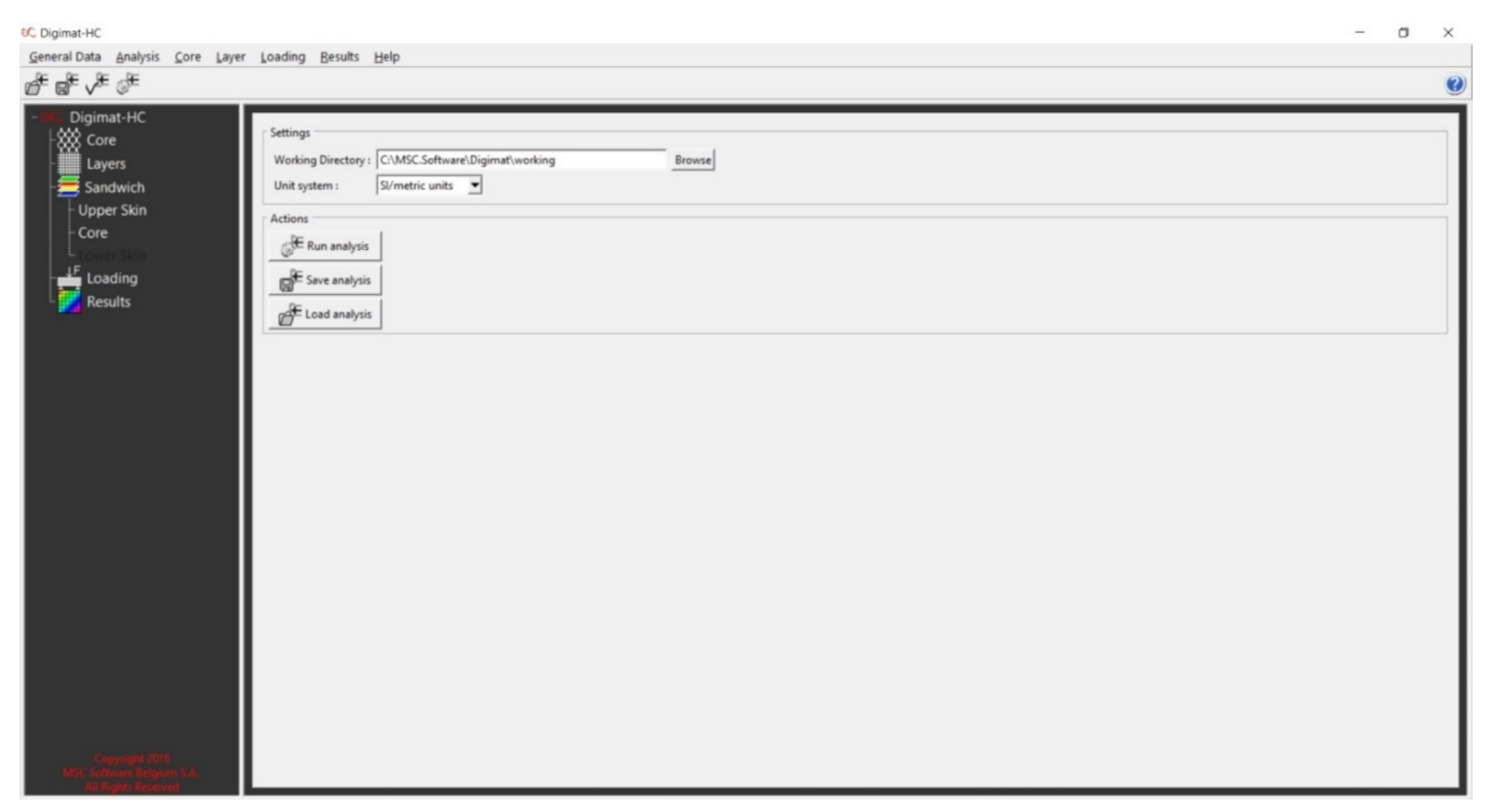
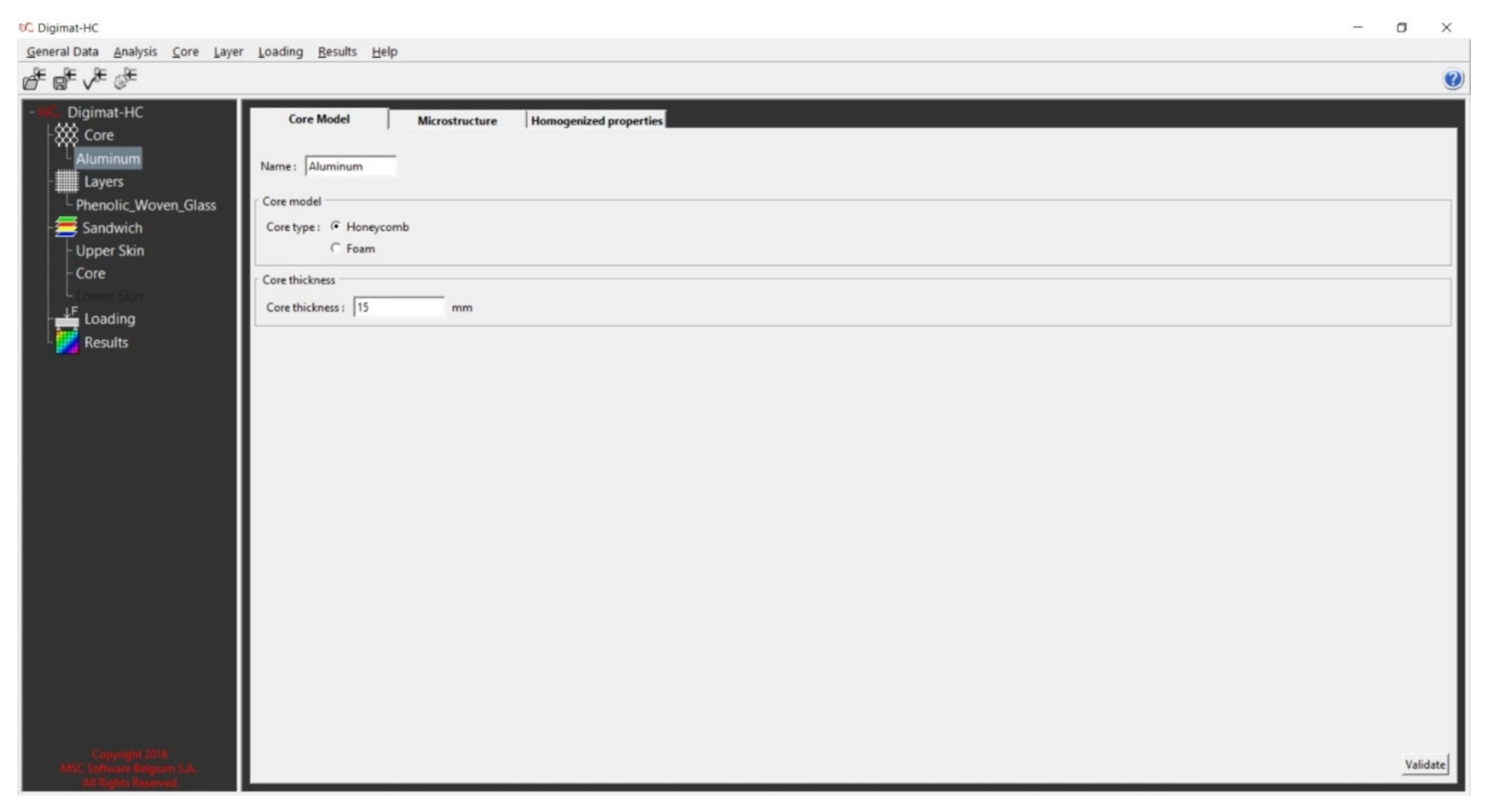
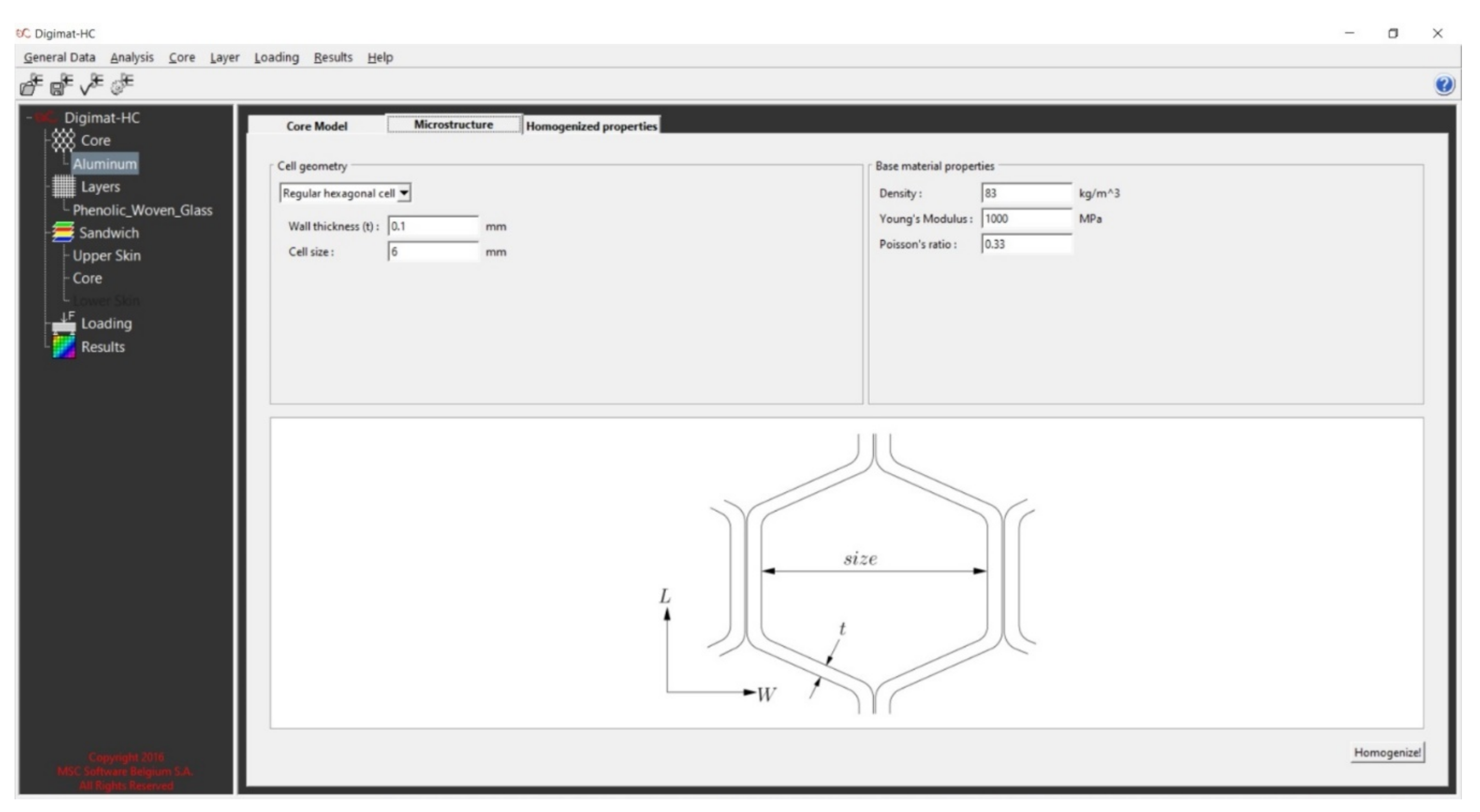
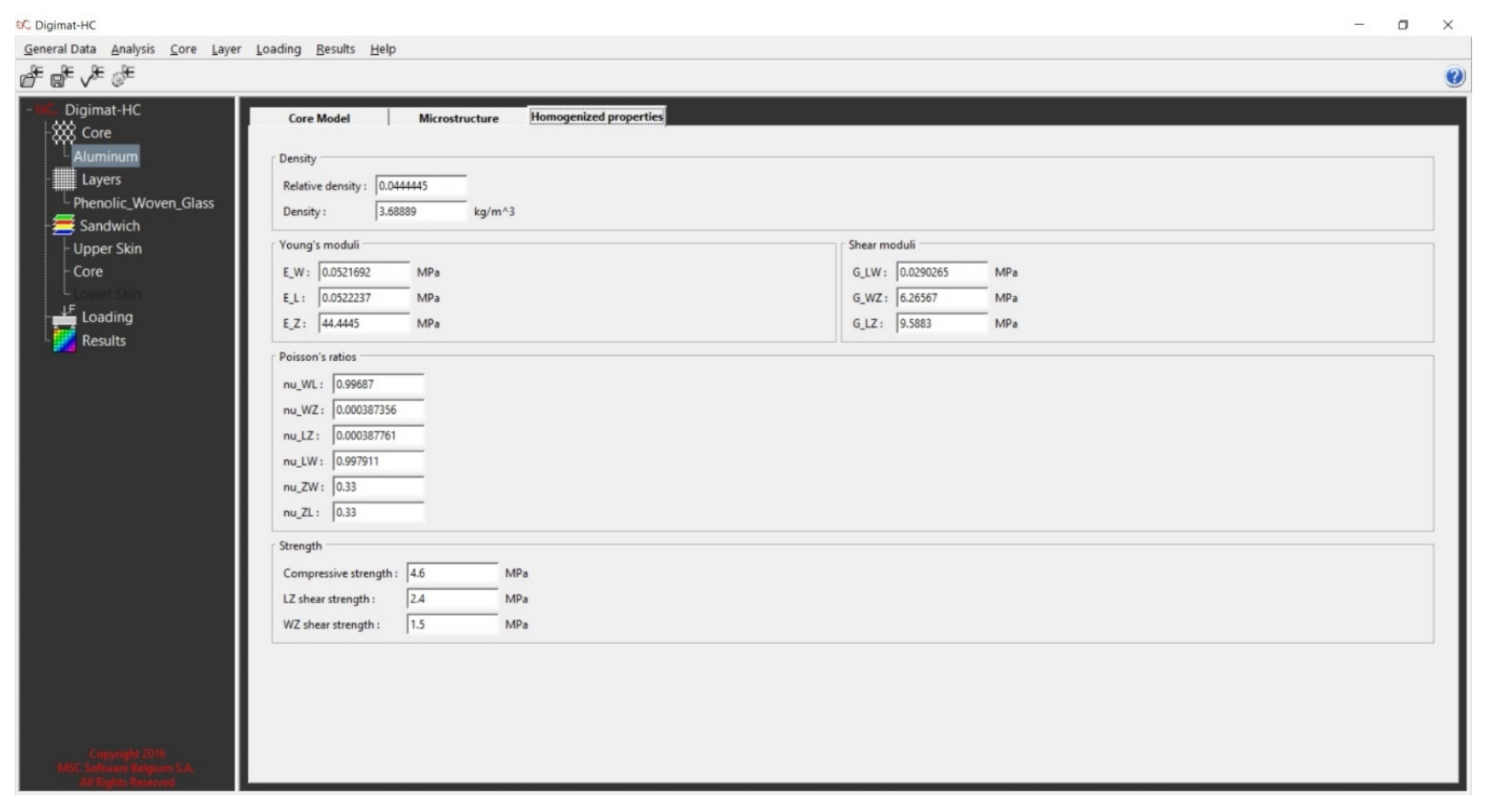
3.2. Numerical Analysis of Different FRP Composite Sandwich Panels by Digimat-HC Program
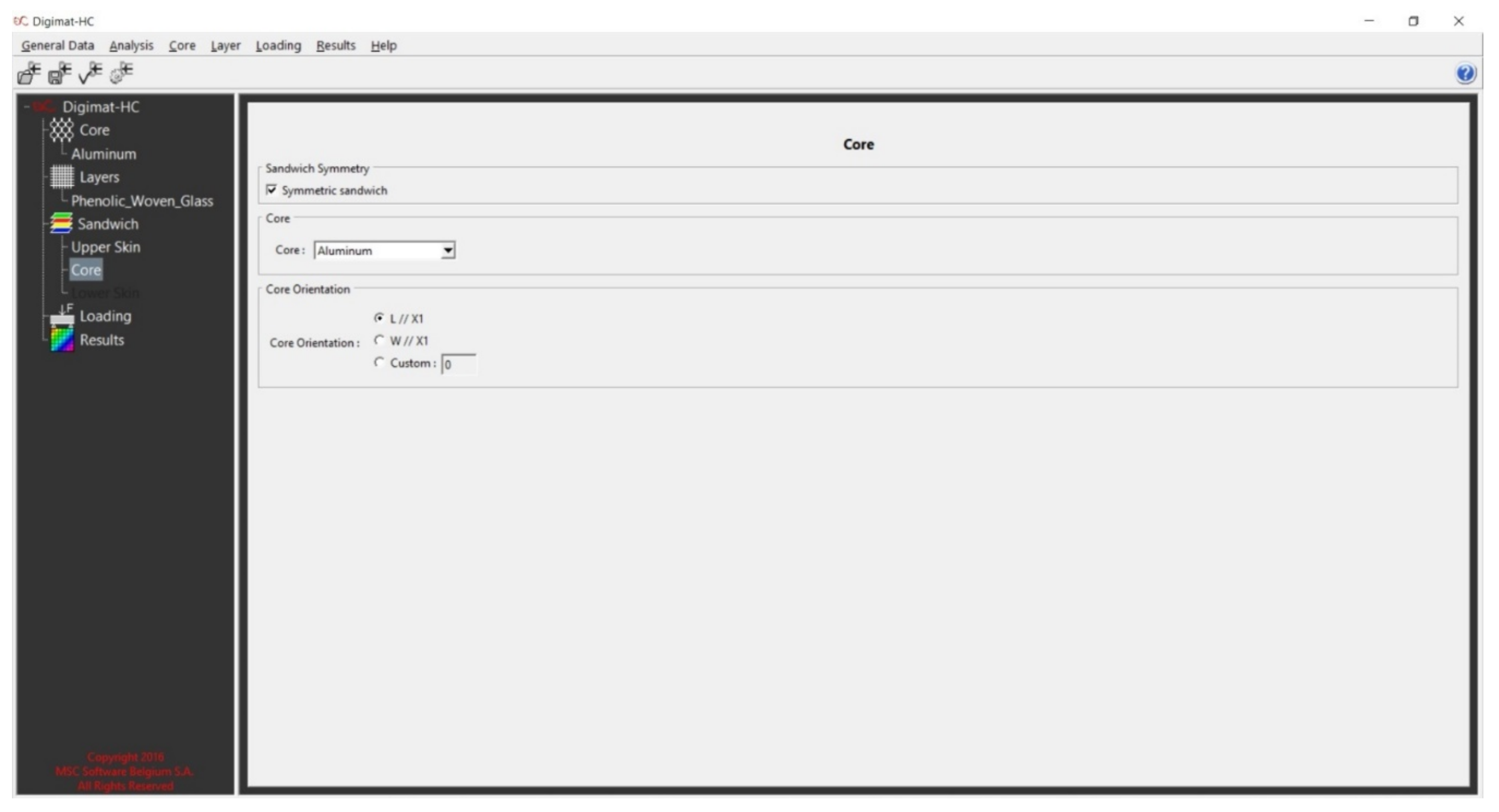
- Tab of Core
- 2.
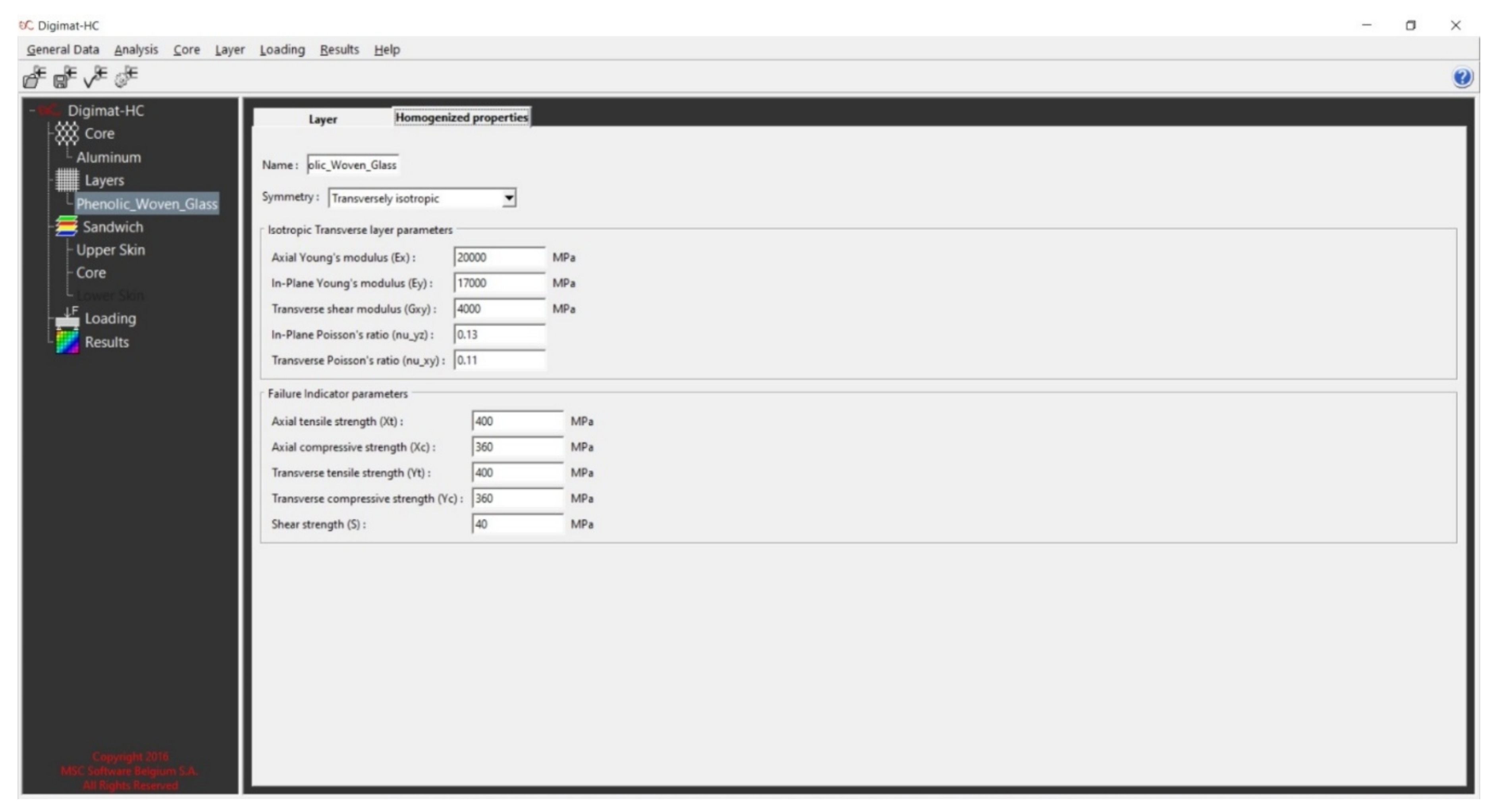
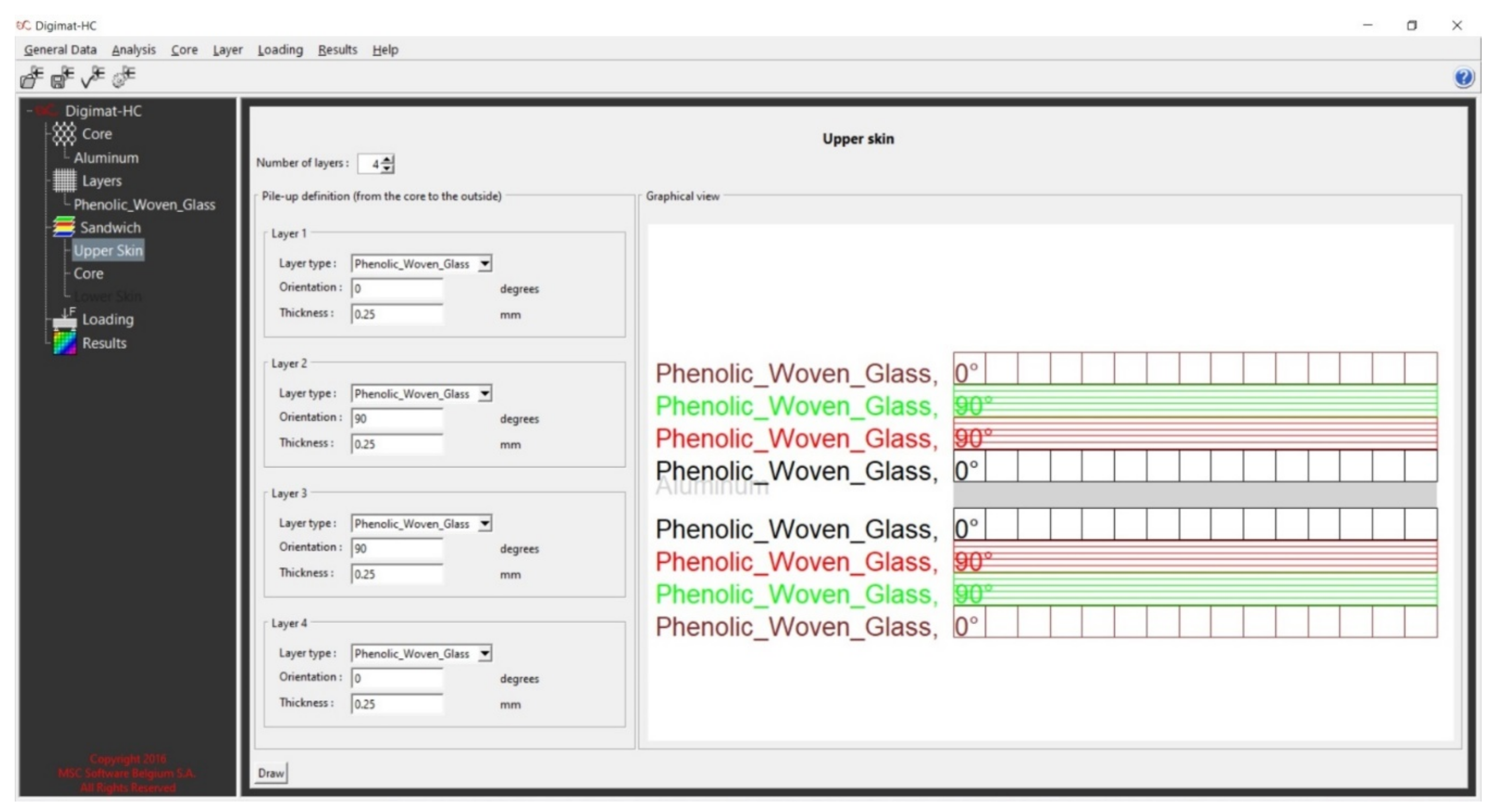
- Tab of Layer
- 3.
- Tab of Sandwich
- 4.
- Tab of Loading
- 5.
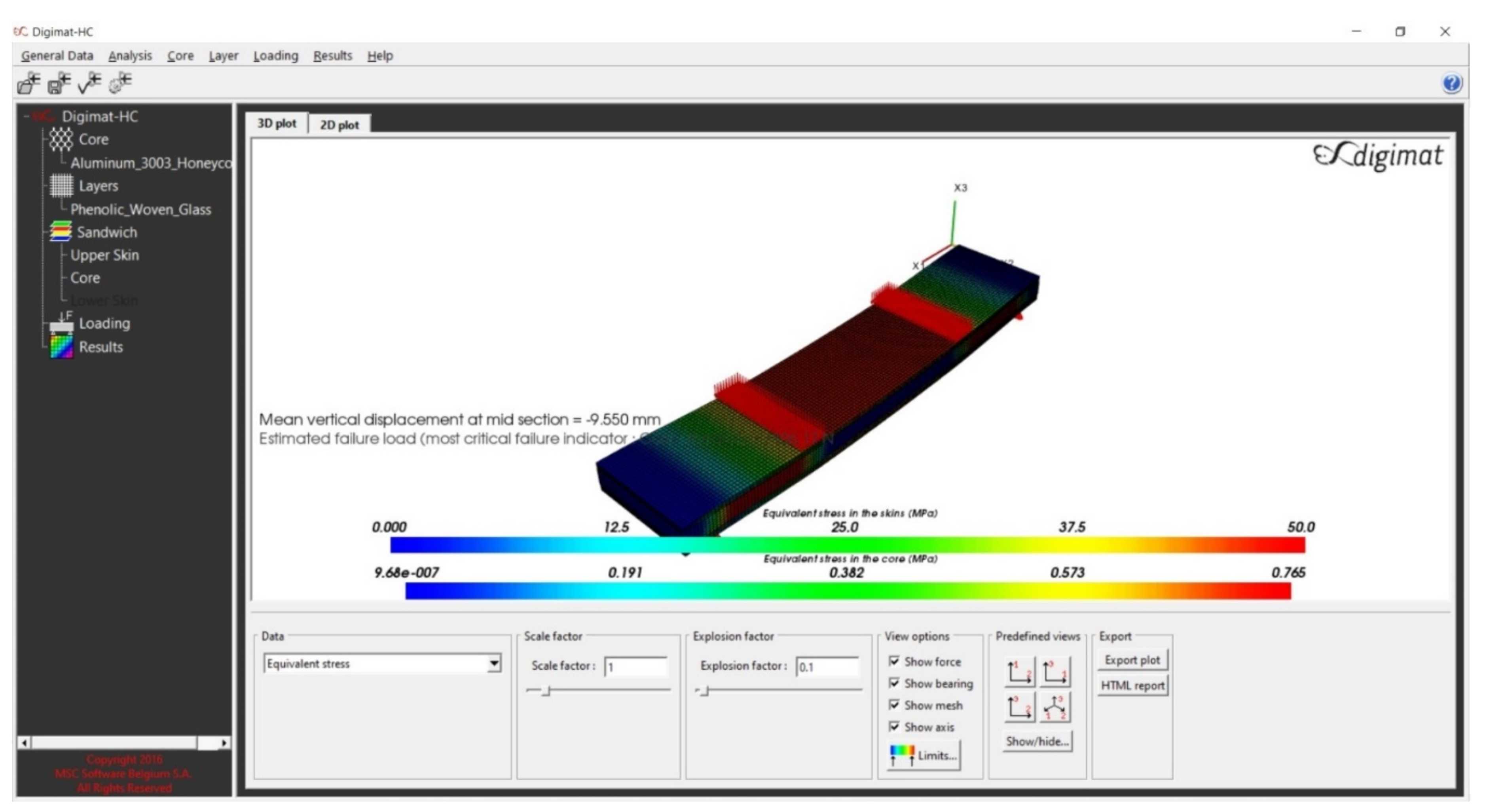
- Tab of Results
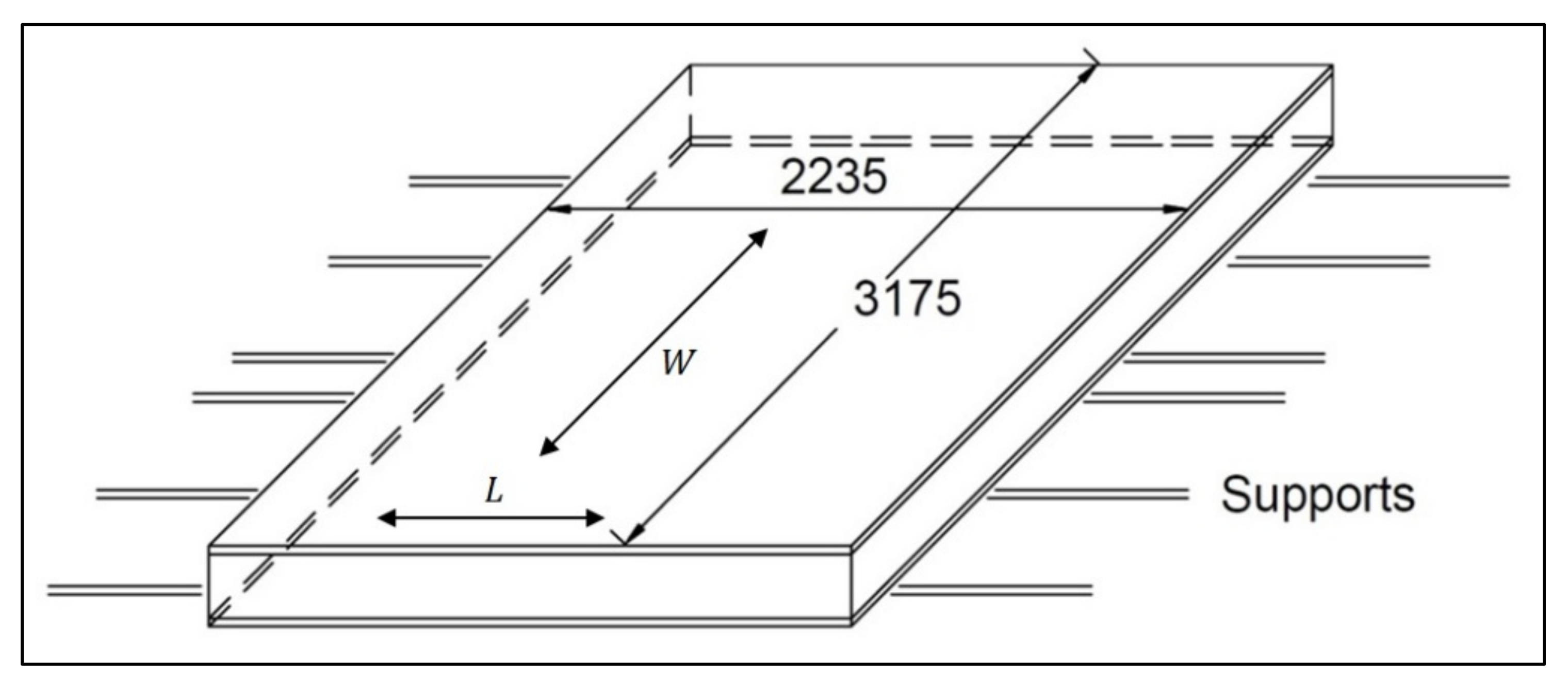
3.3. Optimal Design of a Sandwich Base Plate Consisting of Aluminum Honeycomb Core and Fiber Reinforced Plastic Composite Face-Sheets—Case Study
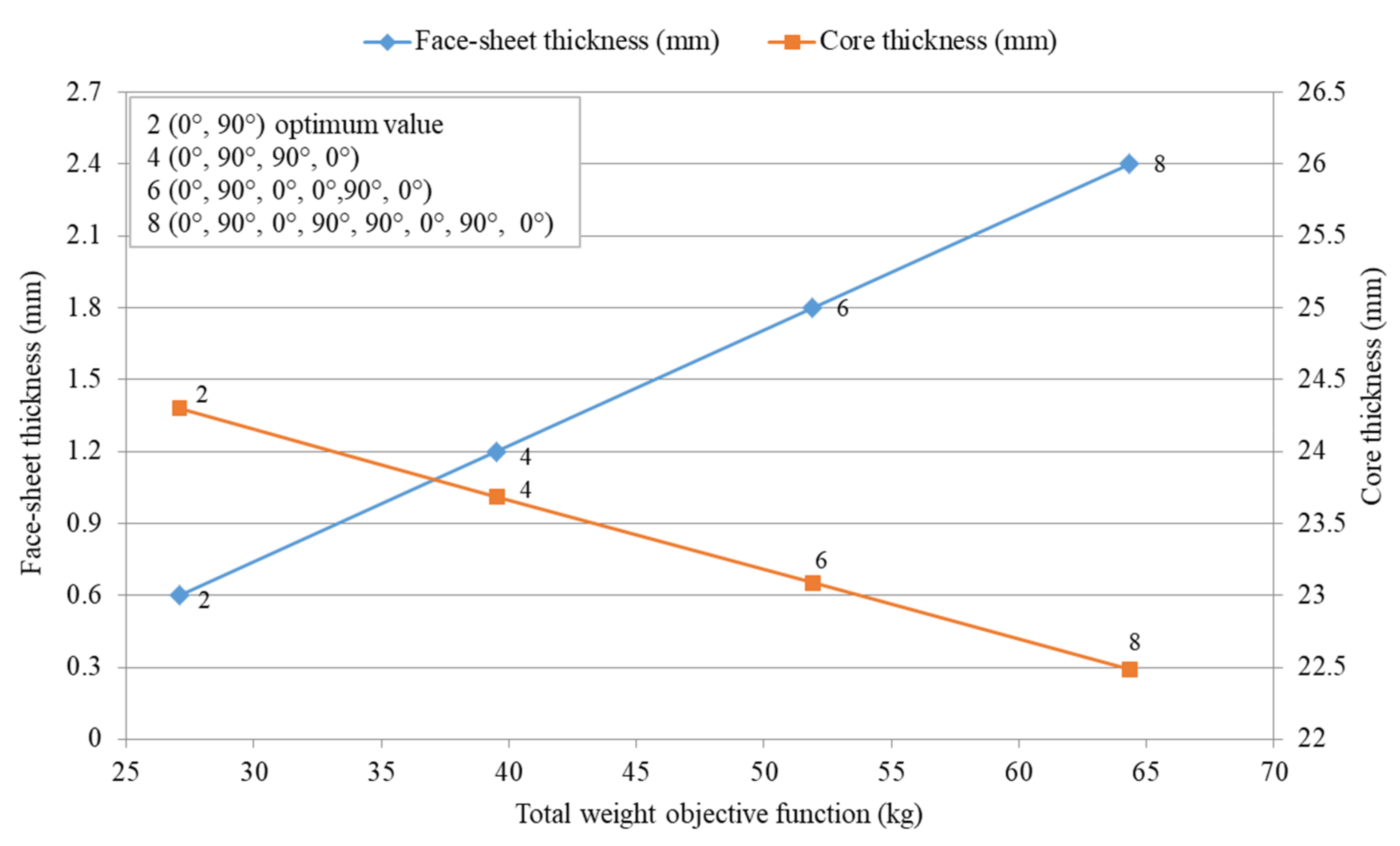
3.3.1. Weight Optimization
3.3.2. Weight Objective Function
3.3.3. Design Variables
3.3.4. Design Constraints
- 1.
- Total Stiffness (Bending Stiffness and Shear Stiffness)
- 2.
- Total Deflection
- 3.
- Skin Stress
- 4.
- Core Shear Stress
- 5.
- Skin Facing Stress (End Loading)
- 6.
- Overall Buckling (Bending Buckling and Shear Buckling)
- 7.
- Shear Crimping
- 8.
- Skin Wrinkling
- 9.
- Intracell Buckling (Face-sheet Dimpling)
4. Results and Discussion
4.1. Experimental Results of FRP Composite Sandwich Panels
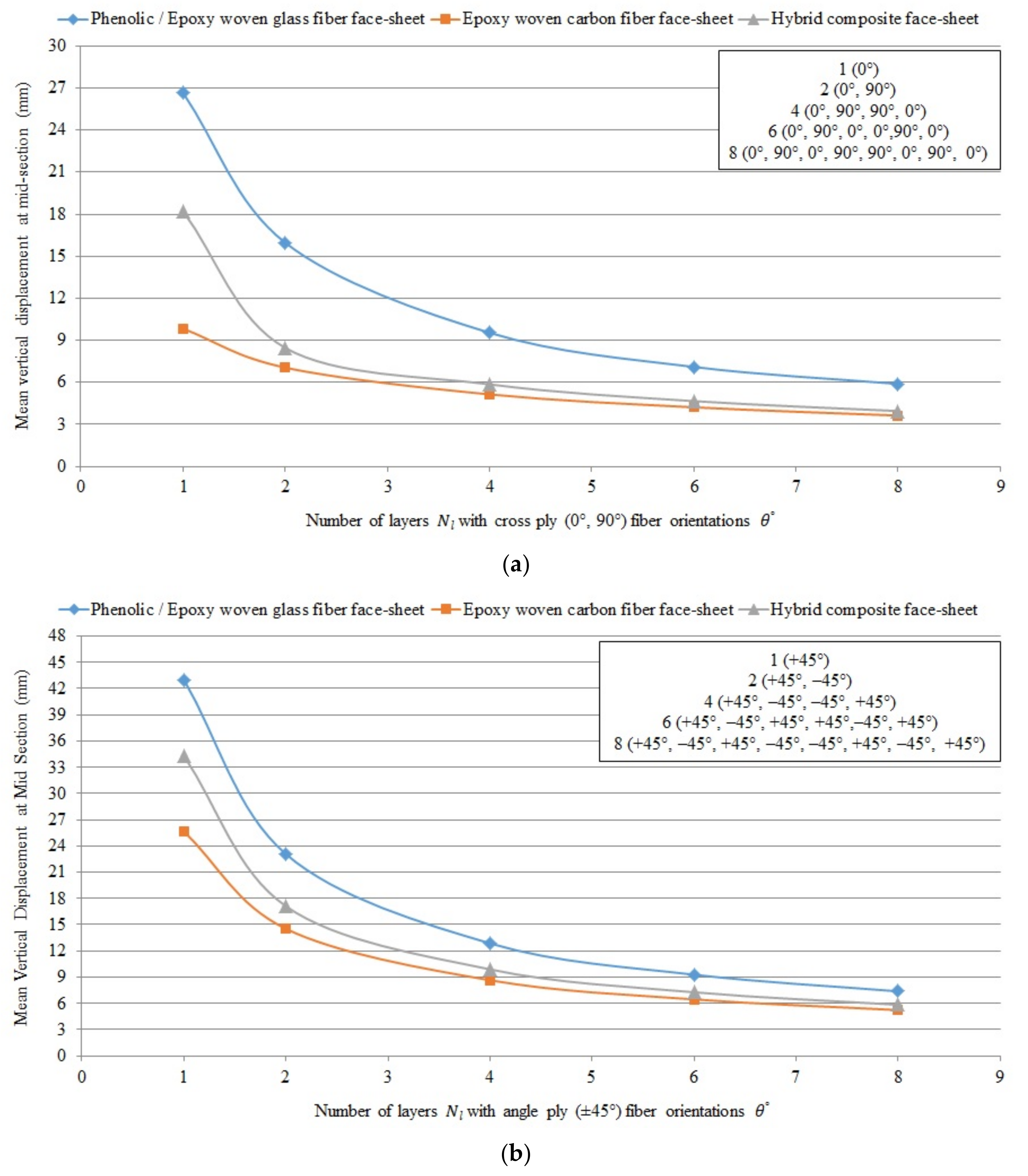
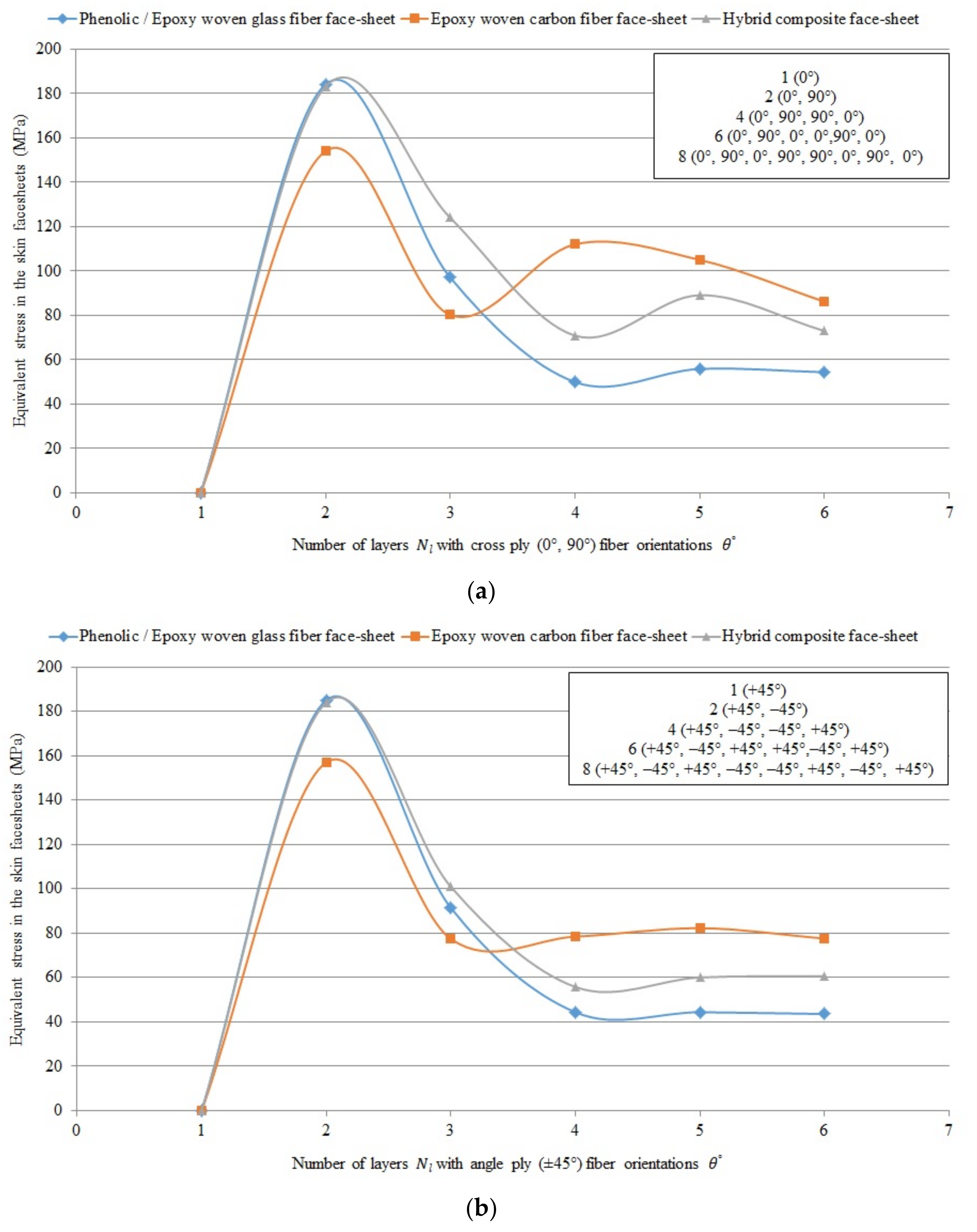
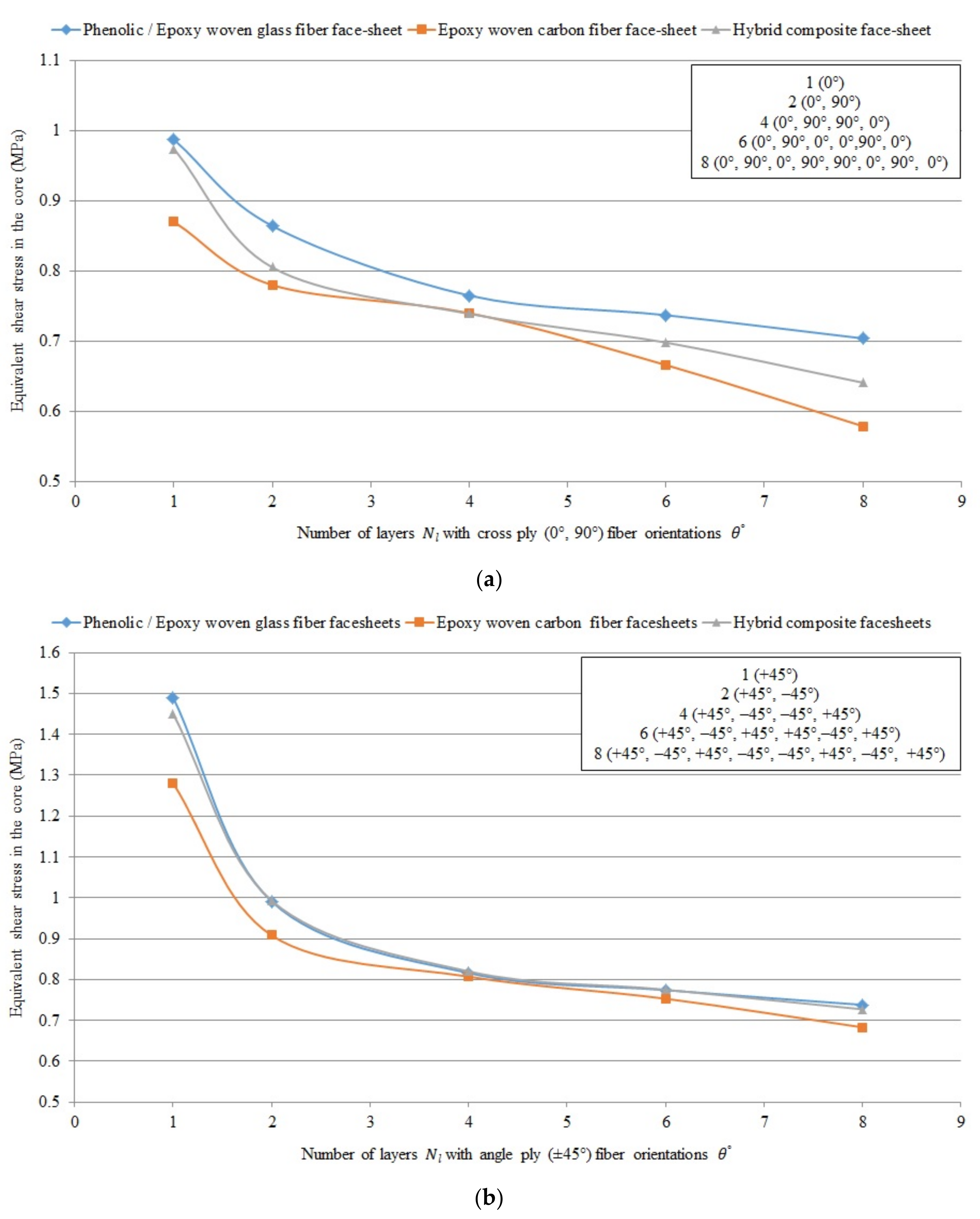
4.2. Numerical Results of Different FRP Composite Sandwich Panels
Graphical Presentation of the Numerical Results of Different FRP Composite Sandwich Panels
4.3. Optimization Results for a Base Plate of Aircraft Pallets
4.3.1. Results of the Optimization by Applying the Excel Solver Program
4.3.2. Results of the Optimization by Applying the Matlab Program
5. Fuel Cost Saving and Carbon Saving Caused by Weight Saving
6. Factor of Safety (FoS)
7. Conclusions and Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Operation of the Digimat-HC Program









Appendix B. Analysis of Composite Laminates Plates
 |
 |
 |
 |
 |
 |
 |
References
- Sarika, P.R.; Nancarrow, P.; Khansaheb, A.; Ibrahim, T. Bio-based alternatives to phenol and formaldehyde for the production of resins. Polymers 2020, 12, 2237. [Google Scholar] [CrossRef]
- Zenkert, D. An Introduction to Sandwich Construction, Student ed.; Engineering Materials Advisory Services (EMAS): London, UK; Stockholm, Sweden, 1995. [Google Scholar]
- Zenkert, D. The Handbook of Sandwich Construction, Student ed.; Engineering Materials Advisory Services (EMAS): London, UK; Stockholm, Sweden, 1997. [Google Scholar]
- Bitzer, T.N. Honeycomb Technology: Materials, Design, Manufacturing, Applications and Testing, 1st ed.; Chapman and Hall: Dublin, CA, USA, 1997. [Google Scholar]
- Wang, J.; Shi, C.; Yang, N.; Sun, H.; Liu, Y.; Song, B. Strength, Stiffness, and Panel Peeling Strength of Carbon Fiber-Reinforced Composite Sandwich Structures with Aluminium Honeycomb Cores for vehicle body. Compos. Struct. 2018, 184, 1189–1196. [Google Scholar] [CrossRef]
- Yan, C.; Song, X.D.; Feng, S. Aluminium foam sandwich with different face-sheet materials under three-point bending. In Applied Mechanics and Materials; Trans Tech Publications: Freienbach, Switzerland, 2017; Volume 872, pp. 25–29. [Google Scholar]
- Iyer, S.V.; Chatterjee, R.; Ramya, M.; Suresh, E.; Padmanabhan, K. A Comparative Study of The Three Point And Four Point Bending Behaviour Of Rigid Foam Core Glass/Epoxy Face Sheet Sandwich Composites. Mater. Today Proc. 2018, 5, 12083–12090. [Google Scholar] [CrossRef]
- Inés, M.; Almeida, A.D. Structural Behaviour of Composite Sandwich Panels for Applications in the Construction Industry. Master’s Thesis, Técnico Lisboa, Lisboa, Portugal, 2009. [Google Scholar]
- Petras, A. Design of Sandwich Structures. Ph.D. Thesis, Robinson College, Cambridge, UK, 1999. [Google Scholar]
- Zhang, J. Equivalent Laminated Model of the Aluminium Honeycomb Sandwich Panel. In Proceedings of the 2015 International Conference on Material Science and Applications (ICMSA 2015), Suzhou, China, 13–14 June 2015. [Google Scholar]
- Aborehab, A.; Kassem, M.; Nemnem, A.; Kamel, M. Mechanical characterization and static validation of a satellite honeycomb sandwich structure. Eng. Solid Mech. 2021, 9, 55–70. [Google Scholar] [CrossRef]
- Delgado, S.D.R.; Kostal, P.; Cagánová, D.; Cambál, M. On the possibilities of intelligence implementation in manufacturing: The role of simulation. Appl. Mech. Mater. 2013, 309, 96–104. [Google Scholar] [CrossRef]
- Virág, Z.; Szirbik, S. Finite element modal analysis of a hybrid stiffened plate. Ann. Univ. Petroşani Mech. Eng. 2019, 21, 115–120. [Google Scholar]
- Adel, I.S.; Steven, L.D. Weight and cost multi-objective optimization of hybrid composite sandwich structures. Int. J. Comput. Methods Exp. Meas. 2017, 5, 200–210. [Google Scholar]
- Xiang, L.; Gangyan, L.; Chun, H.W.; Min, Y. Optimum design of composite sandwich structures subjected to combined torsion and bending loads. Appl. Compos. Mater. 2012, 19, 315–331. [Google Scholar]
- Culkova, K.; Khouri, S.; Straka, M.; Rosova, A. Ecological and economic savings of fly ash using as geopolymer. Rocz. Ochr. Środowiska 2018, 20, 73–88. [Google Scholar]
- Todor, M.P.; Bulei, C.; Heput, T.; Kiss, I. Researches on the development of new composite materials complete/partially biodegradable using natural textile fibers of new vegetable origin and those recovered from textile waste. In Proceedings of the International Conference on Applied Sciences (ICAS2017), Hunedoara, Romania, 10–12 May 2017; Volume 294. [Google Scholar]
- Zaharia, S.M.; Enescu, L.A.; Pop, M.A. Mechanical performances of lightweight sandwich structures produced by material extrusion-based additive manufacturing. Polymers 2020, 12, 1740. [Google Scholar] [CrossRef]
- Yan, B.; Wang, X.; Pan, S.; Tong, M.; Yu, J.; Liu, F. Stability and failure of the edge-closed honeycomb sandwich panels with face/core debonding. Appl. Sci. 2020, 10, 7457. [Google Scholar] [CrossRef]
- Baca Lopez, D.M.; Ahmad, R. Tensile mechanical behaviour of multi-polymer sandwich structures via fused deposition modelling. Polymers 2020, 12, 651. [Google Scholar] [CrossRef] [Green Version]
- Peliński, K.; Smardzewski, J. Bending behavior of lightweight wood-based sandwich beams with auxetic cellular core. Polymers 2020, 12, 1723. [Google Scholar] [CrossRef] [PubMed]
- Yan, J.; Wang, G.; Li, Q.; Zhang, L.; Yan, J.D.; Chen, C.; Fang, Z. A comparative study on damage mechanism of sandwich structures with different core materials under lightning strikes. Energies 2017, 10, 1594. [Google Scholar] [CrossRef] [Green Version]
- Abada, M.; Ibrahim, A. Metallic ribbon-core sandwich panels subjected to air blast loading. Appl. Sci. 2020, 10, 4500. [Google Scholar] [CrossRef]
- Iftimiciuc, M.; Lache, S.; Wennhage, P.; Velea, M.N. Structural performance analysis of a novel pyramidal cellular core obtained through a mechanical expansion process. Materials 2020, 13, 4264. [Google Scholar] [CrossRef]
- Pereira, A.B.; Fernandes, F.A. Sandwich panels bond with advanced adhesive films. J. Compos. Sci. 2019, 3, 79. [Google Scholar] [CrossRef] [Green Version]
- Mezeix, L.; Wongtimnoi, K. Non Destructive Testings on Damaged Multi-Cores Materials Sandwich Structures. In Proceedings of the Innovation Aviation & Aerospace Industry-International Conference, (IAAI 2020), Chumphon, Thailand, 13–17 January 2020. [Google Scholar]
- Galatas, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Additive manufactured sandwich composite/abs parts for unmanned aerial vehicle applications. Polymers 2018, 10, 1262. [Google Scholar] [CrossRef] [Green Version]
- Pelanconi, M.; Ortona, A. Nature-inspired, ultra-lightweight structures with gyroid cores produced by additive manufacturing and reinforced by unidirectional carbon fiber ribs. Materials 2019, 12, 4134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Influence of cutting parameters on the surface quality of two-layer sandwich structures. Materials 2020, 13, 1664. [Google Scholar] [CrossRef] [Green Version]
- Al-Fatlawi, A.; Jármai, K.; Kovács, G. Optimum design of honeycomb sandwich plates used for manufacturing of air cargo containers. Acad. J. Manuf. Eng. Ed. Politeh. 2020, 18, 116–123. [Google Scholar]
- Al-Fatlawi, A.; Jármai, K.; Kovács, G. Optimum design of solar sandwich panels for satellites applications. In Lecture Notes in Mechanical Engineering, Proceedings of the 3rd Vehicle and Automotive Engineering, Miskolc, Hungary; Springer: Singapore, 2020; pp. 427–442. [Google Scholar]
- Yuguo, W.; Haoji, W.; Jinhua, W.; Bin, L.; Jingyu, X.; Sheng, F. Finite element analysis of grinding process of long fiber reinforced ceramic matrix woven composites: Modeling, experimental verification and material removal mechanism. Ceram. Int. 2019, 45, 15920–15927. [Google Scholar]
- Soheil, G.; Shokrollah, S.; Colin, B.; Saeed, M.; Mohammadreza, I.; Peter, T. Localized failure analysis of internally pressurized laminated ellipsoidal woven GFRP composite domes: Analytical, numerical, and experimental studies. Arch. Civ. Mech. Eng. 2019, 45, 1235–1250. [Google Scholar]
- Hexcel Composites Publication LTU035b. Mechanical Testing of Sandwich Panels, Technical Notes. 2007. Available online: https://www.hexcel.com/user_area/content_media/raw/SandwichPanels_global.pdf (accessed on 20 September 2020).
- Military Standard, Sandwich Constructions and Core Materials, General Test Methods, MIL-STD-401B. 1967. Available online: http://everyspec.com/MIL-STD/MIL-STD-0300-0499/download.php?spec=MIL-STD-401B.005654.PDF (accessed on 1 October 2020).
- Hexcel Composites Publication. Honeycomb Sandwich Design Technology. 2000. Available online: https://www.hexcel.com/user_area/content_media/raw/Honeycomb_Sandwich_Design_Technology.pdf (accessed on 20 September 2020).
- Nordisk Aviation Products AS: Single Base HCU-6/E Pallet. 2018. Available online: http://www.nordisk-aviation.com/en/military/hcu-6-e-single-base-pallet/ (accessed on 15 September 2020).
- Achille, M. Optimization in Practice with MATLAB for Engineering Students and Professionals; Cambridge University Press: Cambridge, MA, USA, 2015. [Google Scholar]
- Kollár, L.P.; Springer, G.S. Mechanics of Composite Structures; Cambridge University Press: London, UK, 2003. [Google Scholar]
- Nordisk Aviation Products: Weight Saving Calculator. 2016. Available online: http://www.nordisk-aviation.com/en/resources/weightsaving-calculator/ (accessed on 10 October 2020).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Length | Span | Width | Core Thickness | Face-Sheet Thickness | Load |
|---|---|---|---|---|---|---|
| [mm] | [mm] | [mm] | [mm] | [mm] | [N] | |
| 1 | 460 | 400 | 100 | 15 | 1 | 1400 |
| Product Construction | Compression | Plate Shear | |||||
|---|---|---|---|---|---|---|---|
| Density | Cell Size | Stabilized | -Direction | -Direction | |||
| Strength | Modulus | Strength | Modulus | Strength | Modulus | ||
| [kg/m3] | [mm] | [MPa] | [MPa] | [MPa] | [MPa] | [MPa] | [MPa] |
| 83 | 6 | 4.6 | 1000 | 2.4 | 440 | 1.5 | 220 |
| Facing Material |
Typical Strength Tension/Compression [MPa] |
Modulus of Elasticity Tension/Compression [GPa] |
Poisson’s Ratio [μ] |
Typical Cured Ply Thickness [mm] |
Typical Weight per Ply [kg/m2] |
|---|---|---|---|---|---|
| Phenolic Woven Glass Fiber | 400/360 | 20/17 | 0.13 | 0.25 | 0.47 |
| Epoxy Woven Glass Fiber | 600/550 | 20/17 | 0.13 | 0.25 | 0.47 |
| Epoxy Woven Carbon Fiber | 800/700 | 70/60 | 0.05 | 0.3 | 0.45 |
| Length | Width | Thickness | Deflection | Payload | Weight | ||
|---|---|---|---|---|---|---|---|
| [mm] | [mm] | [mm] | [mm] | [kg] | [N] | [Pa] | [kg] |
| 3175 | 2235 | 4.2 | 50 | 6800 | 166,770 | 23,501.56 | 80 |
| Bending Deflection Coefficient | Shear Deflection Coefficient | Maximum Bending Moment | Maximum Shear Force | Buckling Factor |
|---|---|---|---|---|
| Index | Length | Span | Width | Core Thickness | Face-Sheet Thickness | Load | Stress | Shear | Deflection | Difference | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| [mm] | [mm] | [mm] | [mm] | [mm] | [N] | [MPa] | [MPa] | [mm] | [mm] | [%] | |
| 1 | 460 | 400 | 100 | 15 | 1 | 1400 | 46.9 | 0.76 | 9 | 9.5 | 5.62 |
| 2 | 1 | 1500 | 50.3 | 0.82 | 10.2 | 10.18 | 0.15 | ||||
| 3 | 1 | 1600 | 53.6 | 0.87 | 11 | 10.86 | 1.24 | ||||
| 4 | 19 | 2 | 1650 | 44.8 | 0.67 | 5.7 | 5.34 | 6.23 | |||
| 5 | 2 | 2000 | 54.4 | 0.82 | 6.5 | 6.48 | 0.32 | ||||
| 6 | 2.5 | 1800 | 52.4 | 0.68 | 4.5 | 4.85 | 7.87 | ||||
| 7 | 2.5 | 1900 | 50.5 | 0.74 | 5 | 5.36 | 7.14 | ||||
| Type | |||||
|---|---|---|---|---|---|
| No. | [mm] | [mm] | [MPa] | [MPa] | |
| 1 | 1 (0°) | 0.25 | 26.67 | 184 | 0.99 |
| 2 | 2 (0°, 90°) | 0.5 | 15.98 | 97.1 | 0.86 |
| 3 | 4 (0°, 90°, 90°, 0°) | 1 | 9.55 | 50 | 0.76 |
| 4 | 6 (0°, 90°, 0°, 0°,90°, 0°) | 1.5 | 7.11 | 55.9 | 0.74 |
| 5 | 8 (0°, 90°, 0°, 90°, 90°, 0°, 90°, 0°) | 2 | 5.89 | 54.4 | 0.7 |
| 6 | 1 (+45°) | 0.25 | 42.98 | 185 | 1.49 |
| 7 | 2 (+45°, −45°) | 0.5 | 23.06 | 91.5 | 0.99 |
| 8 | 4 (+45°, −45°, −45°, +45°) | 1 | 12.87 | 44.4 | 0.83 |
| 9 | 6 (+45°, −45°, +45°, +45°, −45°, +45°) | 1.5 | 9.29 | 44.4 | 0.77 |
| 10 | 8 (+45°, −45°, +45°, −45°, −45°, +45°, −45°, +45°) | 2 | 7.38 | 43.6 | 0.74 |
| Type | |||||
|---|---|---|---|---|---|
| No. | [mm] | [mm] | [MPa] | [MPa] | |
| 1 | 1 (0°) | 0.25 | 26.67 | 184 | 0.99 |
| 2 | 2 (0°, 90°) | 0.5 | 15.98 | 97.1 | 0.86 |
| 3 | 4 (0°, 90°, 90°, 0°) | 1 | 9.55 | 50 | 0.76 |
| 4 | 6 (0°, 90°, 0°, 0°,90°, 0°) | 1.5 | 7.11 | 55.9 | 0.74 |
| 5 | 8 (0°, 90°, 0°, 90°, 90°, 0°, 90°, 0°) | 2 | 5.89 | 54.4 | 0.7 |
| 6 | 1 (+45°) | 0.25 | 42.98 | 185 | 1.49 |
| 7 | 2 (+45°, −45°) | 0.5 | 23.06 | 91.5 | 0.99 |
| 8 | 4 (+45°, −45°, −45°, +45°) | 1 | 12.87 | 44.4 | 0.82 |
| 9 | 6 (+45°, −45°, +45°, +45°, −45°, +45°) | 1.5 | 9.29 | 44.4 | 0.77 |
| 10 | 8 (+45°, −45°, +45°, −45°, −45°, +45°, −45°, +45°) | 2 | 7.38 | 43.6 | 0.74 |
| Type | |||||
|---|---|---|---|---|---|
| No. | [mm] | [mm] | [MPa] | [MPa] | |
| 1 | 1 (0°) | 0.3 | 9.84 | 154 | 0.87 |
| 2 | 2 (0°, 90°) | 0.6 | 7.06 | 80.2 | 0.78 |
| 3 | 4 (0°, 90°, 90°, 0°) | 1.2 | 5.15 | 112 | 0.74 |
| 4 | 6 (0°, 90°, 0°, 0°,90°, 0°) | 1.8 | 4.23 | 105 | 0.67 |
| 5 | 8 (0°, 90°, 0°, 90°, 90°, 0°, 90°, 0°) | 2.4 | 3.64 | 86.2 | 0.58 |
| 6 | 1 (+45°) | 0.3 | 25.66 | 157 | 1.28 |
| 7 | 2 (+45°, −45°) | 0.6 | 14.53 | 77.5 | 0.91 |
| 8 | 4 (+45°, −45°, −45°, +45°) | 1.2 | 8.65 | 78.5 | 0.81 |
| 9 | 6 (+45°, −45°, +45°, +45°, −45°, +45°) | 1.8 | 6.46 | 82.3 | 0.75 |
| 10 | 8 (+45°, −45°, +45°, −45°, −45°, +45°, −45°, +45°) | 2.4 | 5.23 | 77.6 | 0.68 |
| Type | |||||
|---|---|---|---|---|---|
| No. | [mm] | [mm] | [MPa] | [MPa] | |
| 1 | 1 (0°) | 0.3, 0.25 | 18.22 | 183 | 0.97 |
| 2 | 2 (0°, 90°) | 0.55 | 8.47 | 124 | 0.8 |
| 3 | 4 (0°, 90°, 90°, 0°) | 1.1 | 5.87 | 70.9 | 0.74 |
| 4 | 6 (0°, 90°, 0°, 0°,90°, 0°) | 1.65 | 4.67 | 89.1 | 0.69 |
| 5 | 8 (0°, 90°, 0°, 90°, 90°, 0°, 90°, 0°) | 2.2 | 3.959 | 73 | 0.64 |
| 6 | 1 (+45°) | 0.3, 0.25 | 34.28 | 184 | 1.45 |
| 7 | 2 (+45°, −45°) | 0.55 | 17.1 | 101 | 0.99 |
| 8 | 4 (+45°, −45°, −45°, +45°) | 1.1 | 9.89 | 55.8 | 0.82 |
| 9 | 6 (+45°, −45°, +45°, +45°, −45°, +45°) | 1.65 | 7.28 | 60.1 | 0.77 |
| 10 | 8 (+45°, −45°, +45°, −45°, −45°, +45°, −45°, +45°) | 2.2 | 5.84 | 60.7 | 0.73 |
| Type | Number of Layers Nl | Fiber Orientations | [kg] | [mm] | [mm] |
|---|---|---|---|---|---|
| Optimum Value | |||||
| Phenolic woven glass fiber face-sheet | 4 | (0°, 90°, 90°, 0°) | 40.742 | 1 | 23.872 |
| Epoxy woven glass fiber face-sheet | 4 | (0°, 90°, 90°, 0°) | 40.742 | 1 | 23.872 |
| Epoxy woven carbon fiber face-sheet | 2 | (0°, 90°) | 27.069 | 0.6 | 24.272 |
| Hybrid composite face-sheets | 4 | (0°, 90°, 90°, 0°) | 40.115 | 1.1 | 23.772 |
| Type | Number of Layers Nl | Fiber Orientations | [kg] | [mm] | [mm] |
|---|---|---|---|---|---|
| Optimum Value | |||||
| Phenolic woven glass fiber face-sheet | 4 | (0°, 90°, 90°, 0°) | 40.742 | 1 | 23.872 |
| Epoxy woven glass fiber face-sheet | 4 | (0°, 90°, 90°, 0°) | 40.742 | 1 | 23.872 |
| Epoxy woven carbon fiber face-sheet | 2 | (0°, 90°) | 27.069 | 0.6 | 24.272 |
| Hybrid composite face-sheets | 4 | (0°, 90°, 90°, 0°) | 40.115 | 1.1 | 23.772 |
| 1. Fuel Savings | Price | Unit |
|---|---|---|
| Weight of fuel required to carry 1 kg additional weight per hour | 0.04 | kg |
| Expected annual hours flown | 5000 | h |
| Weight of fuel required to carry 1 kg weight for one year | 200 | kg |
| Current cost of fuel per 1000 kg (from Jet fuel price monitor) | 812 | € |
| Annual cost to carry 1 kg additional weight for one year | 162 | € |
| Quantity of units per aircraft | 26 | unit |
| Quantity of shipsets | 4 | set |
| Weight of conventional aluminum pallet | 80 | kg |
| Number of units required | 104 | unit |
| Weight of light-weight sandwich FRP pallet (optimal result) | 27 | kg |
| Weight reduction in one pallet | 53 | kg |
| Fuel cost saving per year for one pallet | 8586 | € |
| Weight reduction in one aircraft | 1378 | kg |
| Fuel cost saving per year for one aircraft | 223,787 | € |
| 2. Carbon Savings | Price | Unit |
| Carbon produced per kg of fuel | 3.1 | kg |
| Total carbon produced to carry 1 kg for one year | 620 | kg |
| Total carbon saving | 854,360 | kg |
| Cost of carbon per Ton | 32.71 | € |
| Annual carbon cost saved | 27,943 | € |
| 3. Total Savings | Price | Unit |
| Combined effect of reduced fuel consumption and carbon reduction | 251,730 | € |
| Constraints | Factor of Safety (FoS) | |||
|---|---|---|---|---|
| Epoxy Woven Glass Fiber Face-Sheet 4-Layers (0°, 90°, 90°, 0°) | Epoxy Woven Carbon Fiber Face-Sheet 2-Layer (0°, 90°) | Hybrid Composite Face-Sheet 4-Layers (0°, 90°, 90°, 0°) | ||
| Bending stiffness | 4.92 | 10.11 | 12.32 | |
| Total deflection | 4.86 | 9.84 | 11.93 | |
| Skin stress (bending load) | 2.23 | 1.89 | 2.29 | |
| Core shear stress | 1 | 1 | 1 | |
| Facing stress (end loading) | 13.68 | 11.05 | 13.55 | |
| Overall buckling | 1.74 | 3.52 | 4.27 | |
| Shear crimping | 70.39 | 71.56 | 70.09 | |
| Skin wrinkling critical -directions | 1.81 | 1.94 | 2.37 | |
| Skin wrinkling critical -directions | 1.56 | 1.76 | 2.14 | |
| Skin wrinkling critical load | 9.99 | 8.33 | 17.28 | |
| Intracell buckling | 1.87 | 1.65 | 4.47 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Fatlawi, A.; Jármai, K.; Kovács, G. Optimal Design of a Fiber-Reinforced Plastic Composite Sandwich Structure for the Base Plate of Aircraft Pallets In Order to Reduce Weight. Polymers 2021, 13, 834. https://doi.org/10.3390/polym13050834
Al-Fatlawi A, Jármai K, Kovács G. Optimal Design of a Fiber-Reinforced Plastic Composite Sandwich Structure for the Base Plate of Aircraft Pallets In Order to Reduce Weight. Polymers. 2021; 13(5):834. https://doi.org/10.3390/polym13050834
Chicago/Turabian StyleAl-Fatlawi, Alaa, Károly Jármai, and György Kovács. 2021. "Optimal Design of a Fiber-Reinforced Plastic Composite Sandwich Structure for the Base Plate of Aircraft Pallets In Order to Reduce Weight" Polymers 13, no. 5: 834. https://doi.org/10.3390/polym13050834
APA StyleAl-Fatlawi, A., Jármai, K., & Kovács, G. (2021). Optimal Design of a Fiber-Reinforced Plastic Composite Sandwich Structure for the Base Plate of Aircraft Pallets In Order to Reduce Weight. Polymers, 13(5), 834. https://doi.org/10.3390/polym13050834