
Using Gas Counter Pressure and Combined Technologies for Microcellular Injection Molding of Thermoplastic Polyurethane to Achieve High Foaming Qualities and Weight Reduction


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Foaming Materials
2.2. MuCell® Injection Molding Machine and Gas Counter Pressure Regulation
2.3. Experimental Mold
2.4. Electronic Balancer
2.5. Scanning Electron Microscope
2.6. Experimental Parameters
2.7. Cell Size and Density Measurement
3. Results and Discussion
3.1. Traditional MuCell Process
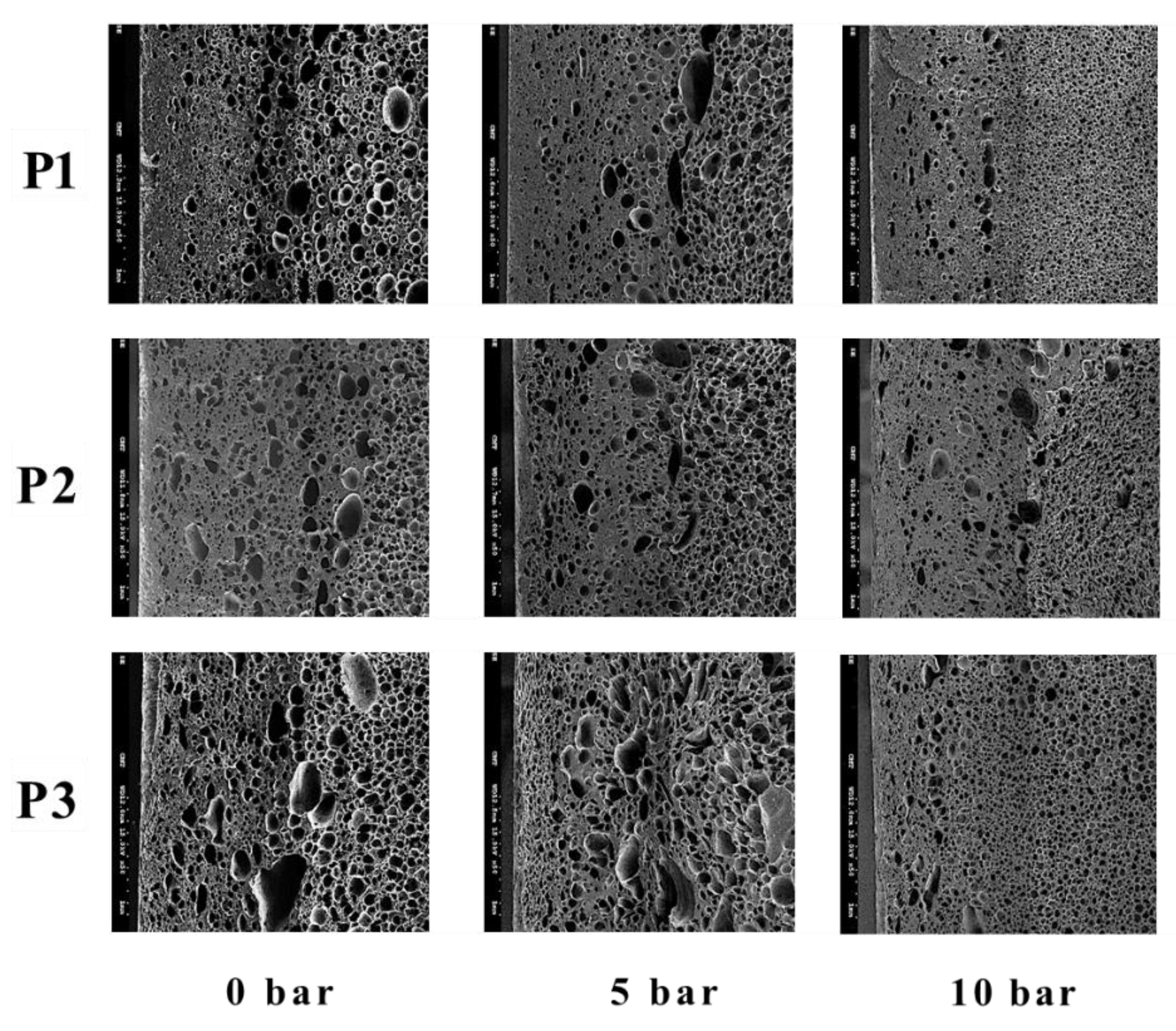
3.2. GCP-Employed MuCell Process
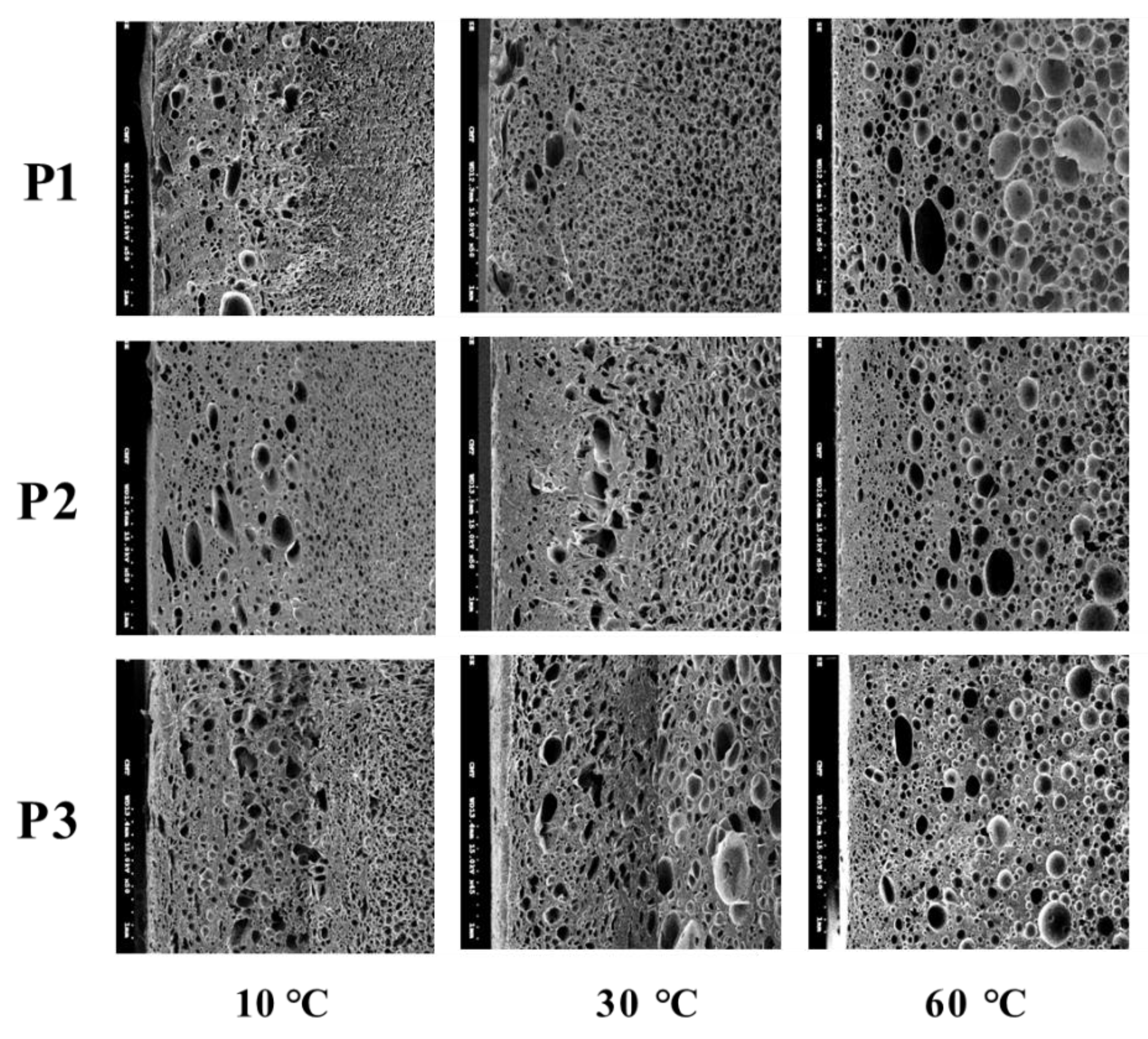
3.3. DMTC Involed MuCell Proccess
3.4. GCP and DMTC Combined MuCell Process
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Martini, J.; Waldman, F.A.; Suh, N.P. The production and analysis of microcellular thermoplastic foam. SPE ANTEC Technol. Pap. 1982, 28, 674–676. [Google Scholar]
- Suh, N.P. Microcellular Plastics; Stevenson, J.F., Ed.; Innovation in Polymer Processing: Molding; Hanser Publishers: Munich, Germany, 1996. [Google Scholar]
- Xu, J.; Pierick, D.J. Microcellular foam processing in reciprocating-screw injection molding machines. J. Inject. Molding Technol. 2001, 5, 152. [Google Scholar]
- Gong, W.; Gao, J.; Jiang, M.; He, L.; Yu, J.; Zhu, J. Influence of cell structure parameters on the mechanical properties of microcellular polypropylene materials. Appl. Polym. Sci. 2011, 122, 2907–2914. [Google Scholar] [CrossRef]
- Kaewmesri, W.; Rachtanapun, P.; Pumchusak, J. Effect of solvent plasticization on polypropylene microcellular foaming process and foam characteristics. Appl. Polym. Sci. 2008, 107, 63–70. [Google Scholar] [CrossRef]
- Huang, H.X.; Wang, J.K. Improving polypropylene microcellular foaming through blending and the addition of nano-calcium carbonate. Appl. Polym. Sci. 2007, 106, 505–513. [Google Scholar] [CrossRef]
- Dong, G.W.; Zhao, G.Q.; Guan, Y.J.; Li, S.; Wang, X.X. Formation mechanism and structural characteristics of unfoamed skin layer in microcellular injection-molded parts. Cell. Plast. 2016, 52, 419–439. [Google Scholar] [CrossRef]
- Kumar, V. Microcellular Plastics: Does Microcellular Structure Always Lead to an Improvement in Impact Properties? SPE ANTEC Technol. Pap. 2002, 60, 1892. [Google Scholar]
- Lee, J.; Turng, L.S.; Dougherty, E.; Gorton, P. A novel method for improving the surface quality of microcellular injection molded parts. Polymer 2011, 52, 1436–1446. [Google Scholar] [CrossRef]
- Turing, L.S.; Khabas, H. Development of a Hybrid Solid-Microcellular Co-injection Molding Process. Int. Polym. Process. 2004, 19, 77–86. [Google Scholar] [CrossRef]
- Chen, S.C.; Lin, Y.W.; Chien, R.D.; Li, H.M. Variable Mold Temperature to Improve Surface Quality of Microcellular Injection Molded Parts Using Induction Heating Technology. Adv. Polym. Technol. 2008, 27, 224–232. [Google Scholar] [CrossRef]
- Cha, S.W.; Yoon, J.D. The Relationship of Mold Temperatures and Swirl Marks on the Surface of Microcellular Plastics. Polym.-Plast. Technol. Eng. 2005, 44, 795–803. [Google Scholar] [CrossRef]
- Yoon, J.D.; Hong, S.K.; Kim, J.H.; Cha, S.W. A Mold Surface Treatment for Improving Surface Finish of Injection Molded Microcellular Parts. Cell. Polym. 2004, 23, 39–48. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Kirschling, H.; Steinbichler, G.; Egger, P.J. Polycarbonate Microfoams with a Smooth Surface and Higher Notched Impact Strength. Cell. Polym. 2004, 40, 489–496. [Google Scholar] [CrossRef]
- Bledzki, A.K. Microcellular Moulding with Gas Counter Pressure Using Physical Blowing Agent. Cell. Metals Polym. 2005, 19, 257–260. [Google Scholar]
- Chen, S.C.; Hsu, P.S.; Lin, Y.W. Establishment of Gas Counter Pressure Technology and Its Application to Improve the Surface Quality of Microcellular Injection Molded Parts. Int. Polym. Process. 2011, 26, 275–282. [Google Scholar] [CrossRef]
- Chen, S.C.; Chung, M.H.; Lin, Y.W.; Hsu, P.S.; Hwang, S.S.; Hsu, P.M. Rheological characterization of polystyrene melts dissolved with supercritical nitrogen fluid during microcellular injection moulding. E-Polymers 2010, 10, 128. [Google Scholar] [CrossRef]
- Chen, S.C.; Hsu, P.S.; Hwang, S.S. The effects of gas counter pressure and mold temperature variation on the surface quality and morphology of the microcellular polystyrene foams. Appl. Polym. Sci. 2013, 127, 4769–4776. [Google Scholar] [CrossRef]
- Chang, Y.H.; Chiu, M.C.; Chen, S.C.; Chang, C.W.; Tseng, C.Y. Establishing a rapid cooling complex mold design for the quality improvement of microcellular injection molding. Polym. Eng. Sci. 2020, 60, 3072–3085. [Google Scholar] [CrossRef]
- Chen, S.-C.; Chang, C.-W.; Tseng, C.-Y.; Shen, E.-N.; Feng, C.-T. Using P(Pressure)-T(Temperature) Path to Control the Foaming Cell Sizes in Microcellular Injection Molding Process. Polymers 2021, 13, 1843. [Google Scholar] [CrossRef]
- Mi, H.Y.; Salick, M.R.; Jing, X.; Jacques, B.R.; Crone, W.C.; Peng, X.F.; Turng, L.S. Characterization of thermoplastic polyurethane/polylactic acid (TPU/PLA) tissue engineering scaffolds fabricated by microcellular injection molding. Mater. Sci. Eng. C 2013, 33, 4767–4776. [Google Scholar] [CrossRef] [Green Version]
- Mi, H.Y.; Jing, X.; Turng, L.S.; Peng, X.F. Microcellular Injection Molding of Thermoplastics Polyurethane (TPU) Scaffolds using Carbon Dioxide and Water as Co-Blowing Agents. In Proceedings of the ASME 2013 International Manufacturing Science and Engineering Conference, Madison, WI, USA, 10–14 June 2013; Volume 55454, p. V001T01A008. [Google Scholar]
- Mi, H.Y.; Jing, X.; Salick, M.R.; Crone, W.C.; Peng, X.F.; Turng, L.S. Approach to Fabricating Thermoplastic Polyurethane Blends and Foams with Tunable Properties by Twin-Screw Extrusion and Microcellular Injection Molding. Adv. Polym. Technol. 2014, 33, 23180. [Google Scholar] [CrossRef]
- Wang, X.C.; Jing, X.; Peng, Y.Y.; Ma, Z.K.; Liu, C.T.; Turng, L.S.; Shen, C.Y. The effect of nanoclay on the crystallization behavior, microcellular structure, and mechanical properties of thermoplastic polyurethane nanocomposite foams. Polym. Eng. Sci. 2016, 10, 319–327. [Google Scholar] [CrossRef]
- Yeh, S.K.; Chen, Y.R.; Kang, T.W.; Tseng, T.J.; Peng, S.P.; Chu, C.C.; Rwei, S.P.; Guo, W.J. Different approaches for creating nanocellular TPU foams by supercritical CO2 foaming. J. Polym. Res. 2018, 25, 30–41. [Google Scholar] [CrossRef]
- Sawa, M.; Miyamoto, K.; Takemura, K.; Mori, M.; Kiuchi, K. Super Low Density Polyurethane Systems for Sports Shoes. J. Cell. Plast. 2000, 36, 286–293. [Google Scholar] [CrossRef]
- Shivakumar, N.D.; Deb, A. Dependence of the mechanical properties of rigid PU foam on density. J. Reinf. Plast. Compos. 2022, 41, 07316844211051737. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | 1185A | Units |
|---|---|---|
| Density | 1.12 | |
| Hardness | 85 | Shore A |
| Tensile Strength | 45 | MPa |
| Mold Temp. | 15~70 | °C |
| Melt Temp. | 190~220 | °C |
| Vicar Softening Point | 85 | °C |
| No. | Weight Reduction (%) | SCF Dosage (wt%) | Mold Temp. (°C) | Injection Speed (mm/s) |
|---|---|---|---|---|
| 1 | 60 | 0.4 | 60 | 70 |
| 2 | 0.7 | 30 | ||
| 3 | 90 | |||
| 4 | 60 | 40 | ||
| 5 | 70 | |||
| 6 | 100 | |||
| 7 | 1.0 | 70 |
| SCF Dosage (wt%) | 0.4, 0.7, 1.0 |
|---|---|
| Mold Temperature (°C) | 30, 60, 90 |
| Injection Speed (mm/sec) | 40, 70, 100 |
| Gas Counter Pressure (bar) | 5 and 10 |
| GCP Holding Times (second) | 5, 25, 50 |
| Dynamic Mold Temperature Variation Range (Cooling Rate) | 120 °C to 60 °C (3.4 °C/s) 120 °C to 30 °C (5.5 °C/s) 120 °C to 10 °C (7.8 °C/s) |
| Mold Temp. | P1 | P2 | P3 |
|---|---|---|---|
| 30 °C | 6.91 × cells/ | 5.43 × cells/ | 5.43 × cells/ |
| 60 °C | 4.70 × cells/ | 4.76 × cells/ | 4.04 × cells/ |
| 90 °C | 3.06 × cells/ | 1.73 × cells/ | 1.73 × cells/ |
| Injection Speed | P1 | P2 | P3 |
|---|---|---|---|
| 40 mm/s | |||
| 70 mm/s | |||
| 100 mm/s |
| SCF Dosage | P1 | P2 | P3 |
|---|---|---|---|
| 0.4 wt% | |||
| 0.7 wt% | |||
| 1.0 wt% |
| GCP Pressure | P1 | P2 | P3 |
|---|---|---|---|
| 0 bar | |||
| 5 bar | |||
| 10 bar |
| Holding Time | P1 | P2 | P3 |
|---|---|---|---|
| 5 s | |||
| 25 s | |||
| 50 s |
| Varied Mold Temperature | P1 | P2 | P3 |
|---|---|---|---|
| 120–60 °C (3.4 °C/s) | |||
| 120–30 °C (5.5 °C/s) | |||
| 120–10 °C (7.8 °C/s) |
| Process Type | P1 | P2 | P3 |
|---|---|---|---|
| Mucell® | |||
| Mucell® + GCP (SCF1.0%wt, GCP10 bar, 50 s holding time) | |||
| Mucell® + DMTC 120–60 °C (7.8 °C/s) |
| Process Type | P1 | P2 | P3 |
|---|---|---|---|
| Mucell® | |||
| Mucell® + GCP + DMTC |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.-C.; Lee, K.-H.; Chang, C.-W.; Hsu, T.-J.; Feng, C.-T. Using Gas Counter Pressure and Combined Technologies for Microcellular Injection Molding of Thermoplastic Polyurethane to Achieve High Foaming Qualities and Weight Reduction. Polymers 2022, 14, 2017. https://doi.org/10.3390/polym14102017
Chen S-C, Lee K-H, Chang C-W, Hsu T-J, Feng C-T. Using Gas Counter Pressure and Combined Technologies for Microcellular Injection Molding of Thermoplastic Polyurethane to Achieve High Foaming Qualities and Weight Reduction. Polymers. 2022; 14(10):2017. https://doi.org/10.3390/polym14102017
Chicago/Turabian StyleChen, Shia-Chung, Kuan-Hua Lee, Che-Wei Chang, Tzu-Jeng Hsu, and Ching-Te Feng. 2022. "Using Gas Counter Pressure and Combined Technologies for Microcellular Injection Molding of Thermoplastic Polyurethane to Achieve High Foaming Qualities and Weight Reduction" Polymers 14, no. 10: 2017. https://doi.org/10.3390/polym14102017
APA StyleChen, S. -C., Lee, K. -H., Chang, C. -W., Hsu, T. -J., & Feng, C. -T. (2022). Using Gas Counter Pressure and Combined Technologies for Microcellular Injection Molding of Thermoplastic Polyurethane to Achieve High Foaming Qualities and Weight Reduction. Polymers, 14(10), 2017. https://doi.org/10.3390/polym14102017