
Effect of UV Light on the Barrier Performance of Aluminum Powder/Epoxy Coating

Abstract
:1. Introduction
2. Experimental
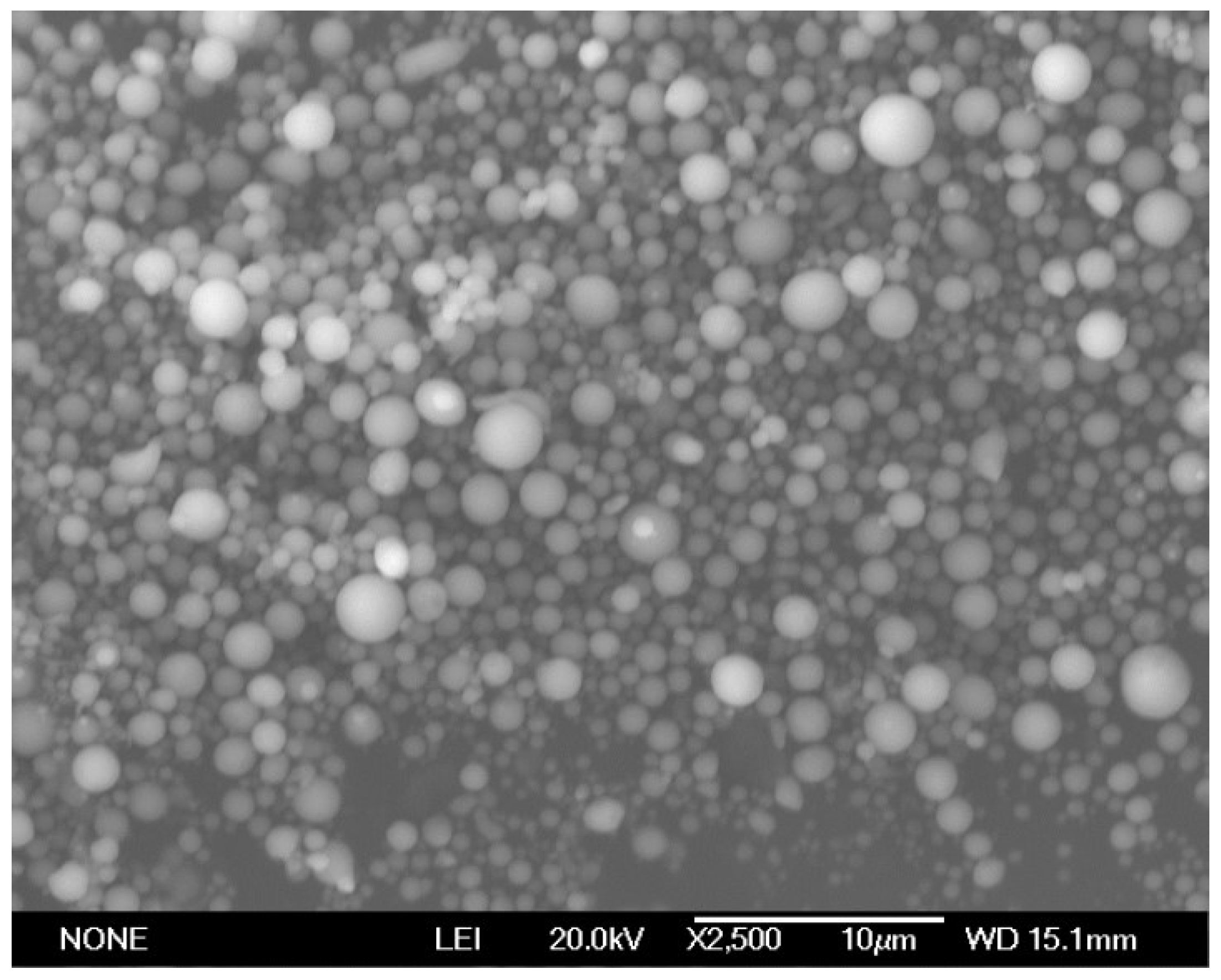
2.1. Materials and Sample Preparation
2.2. Preparation of Composite Material
2.3. Tensile Strength
2.4. Accelerated UV Aging
2.5. Yellowing Value
2.6. EIS Testing
3. Results and Discussion
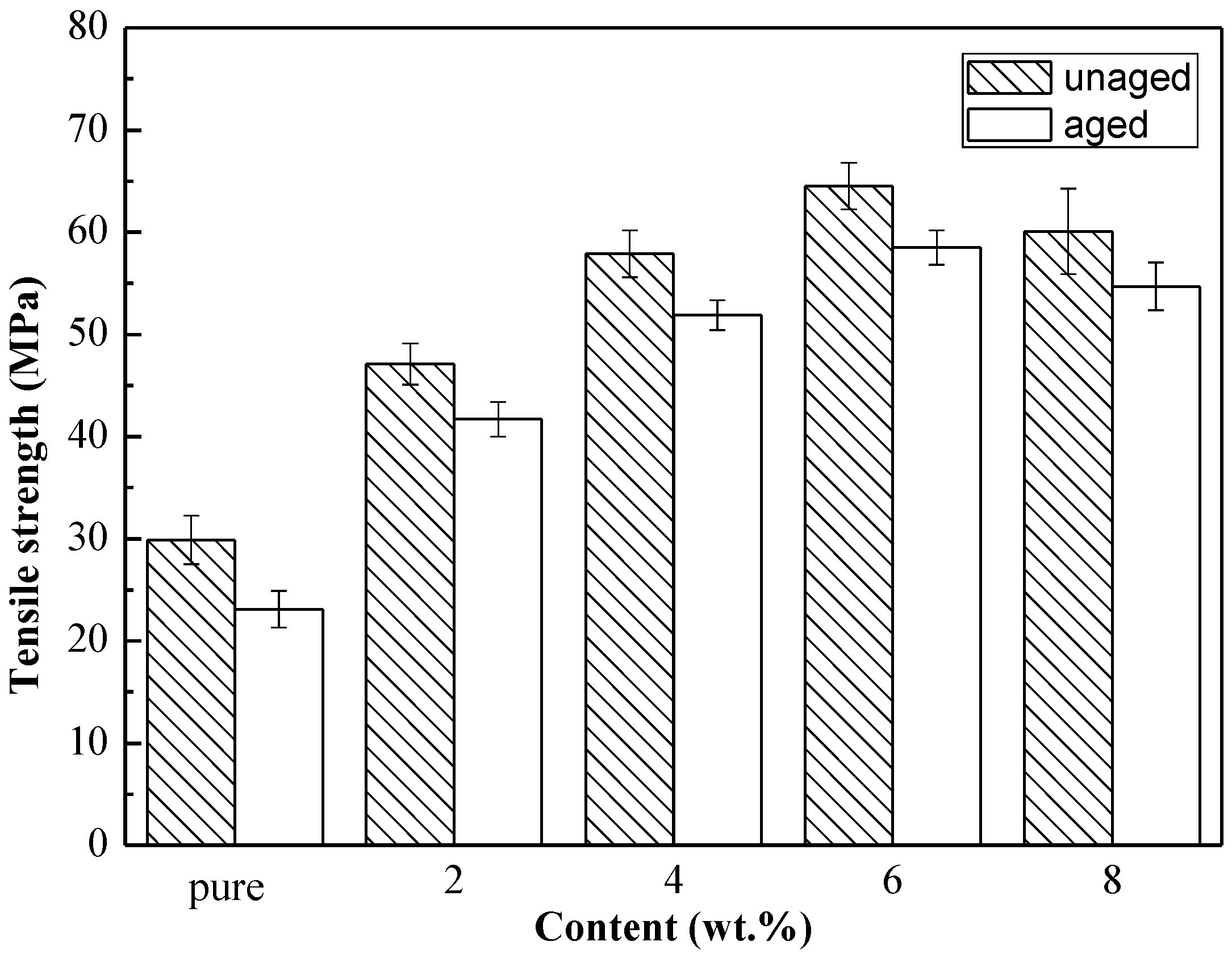
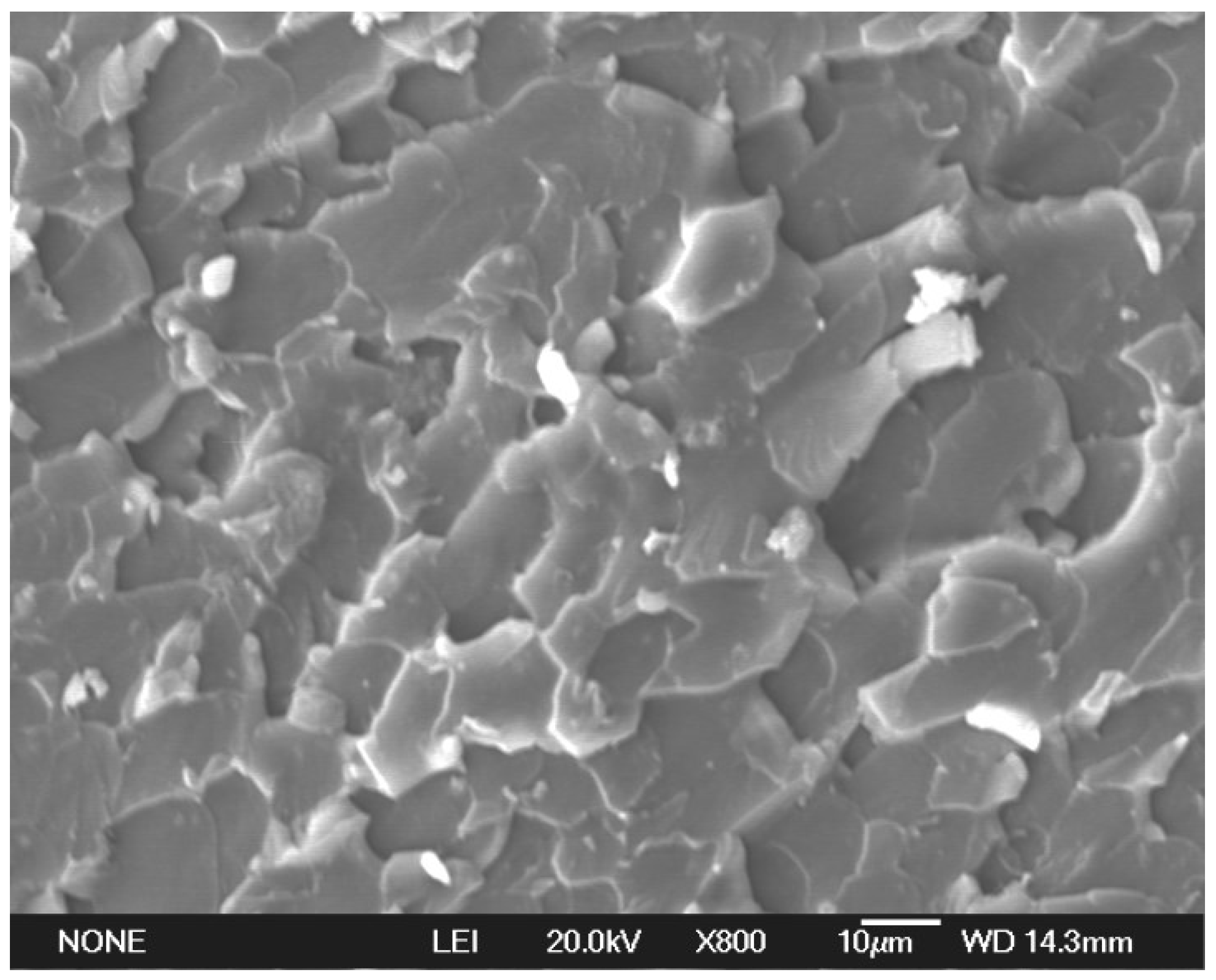
3.1. Tensile Strength
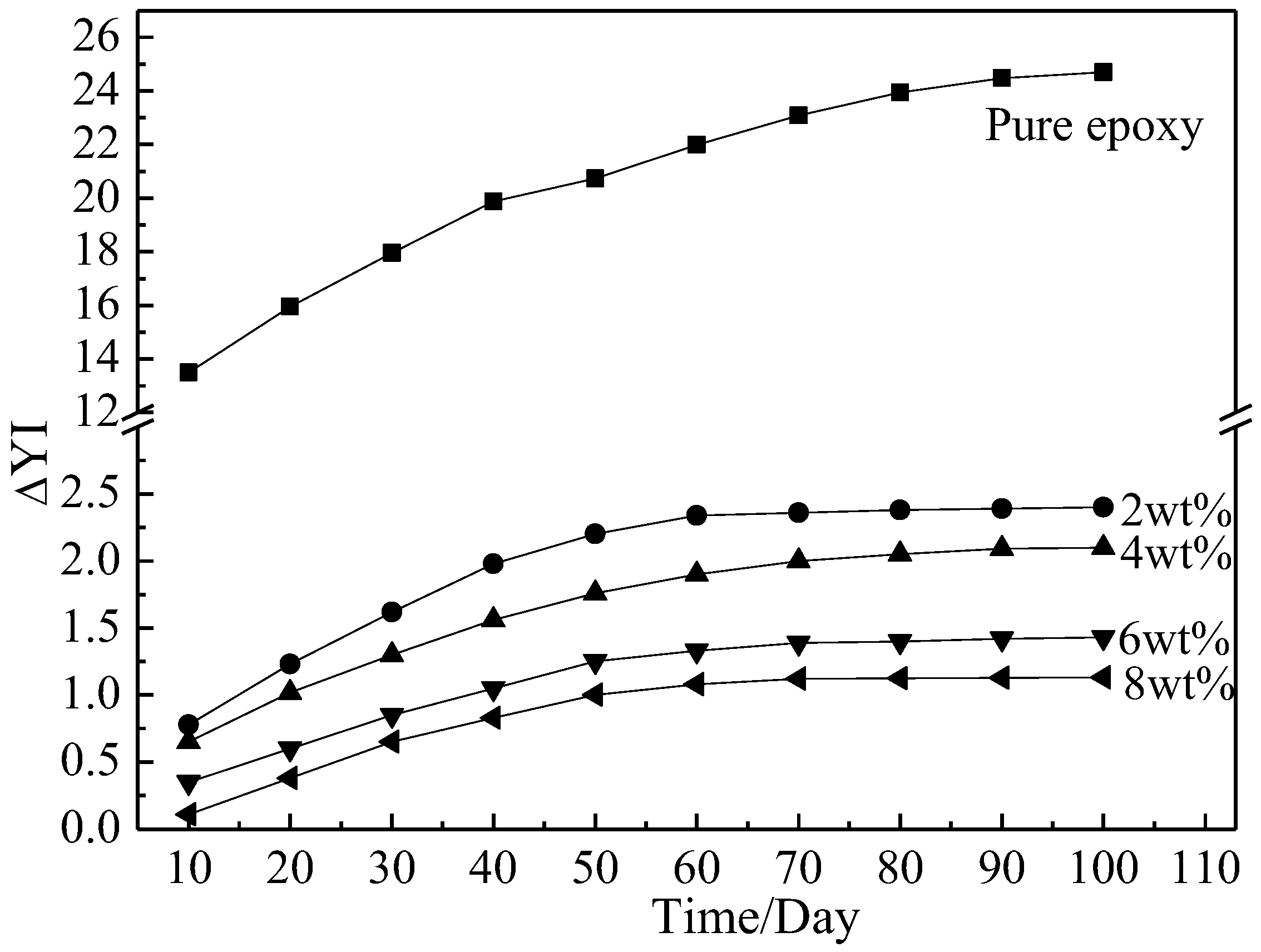
3.2. Yellowing Value
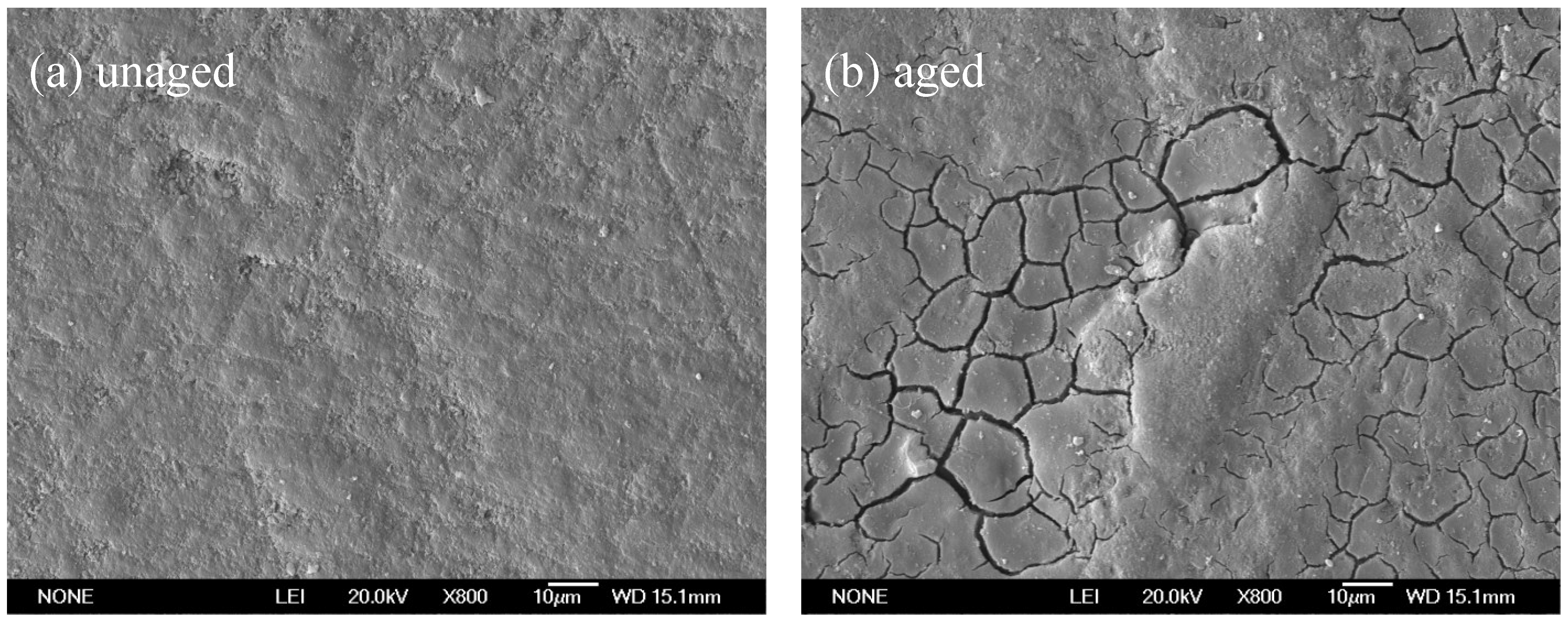
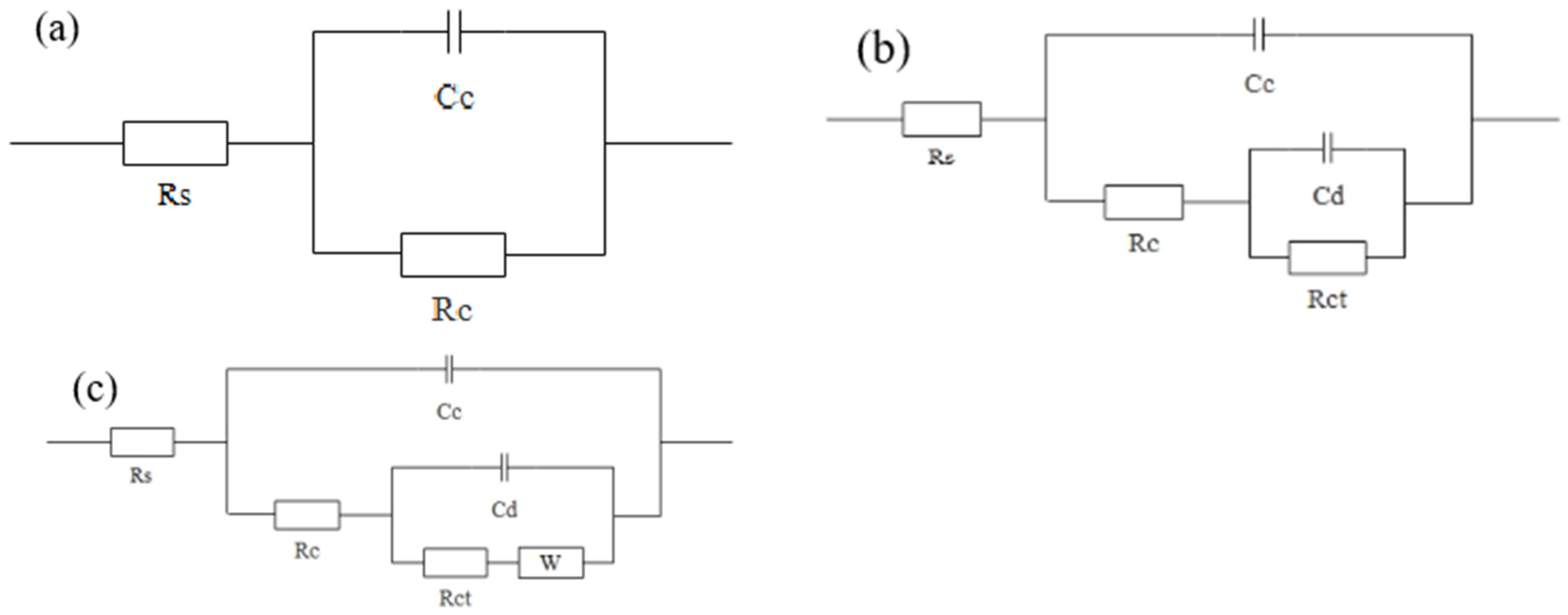
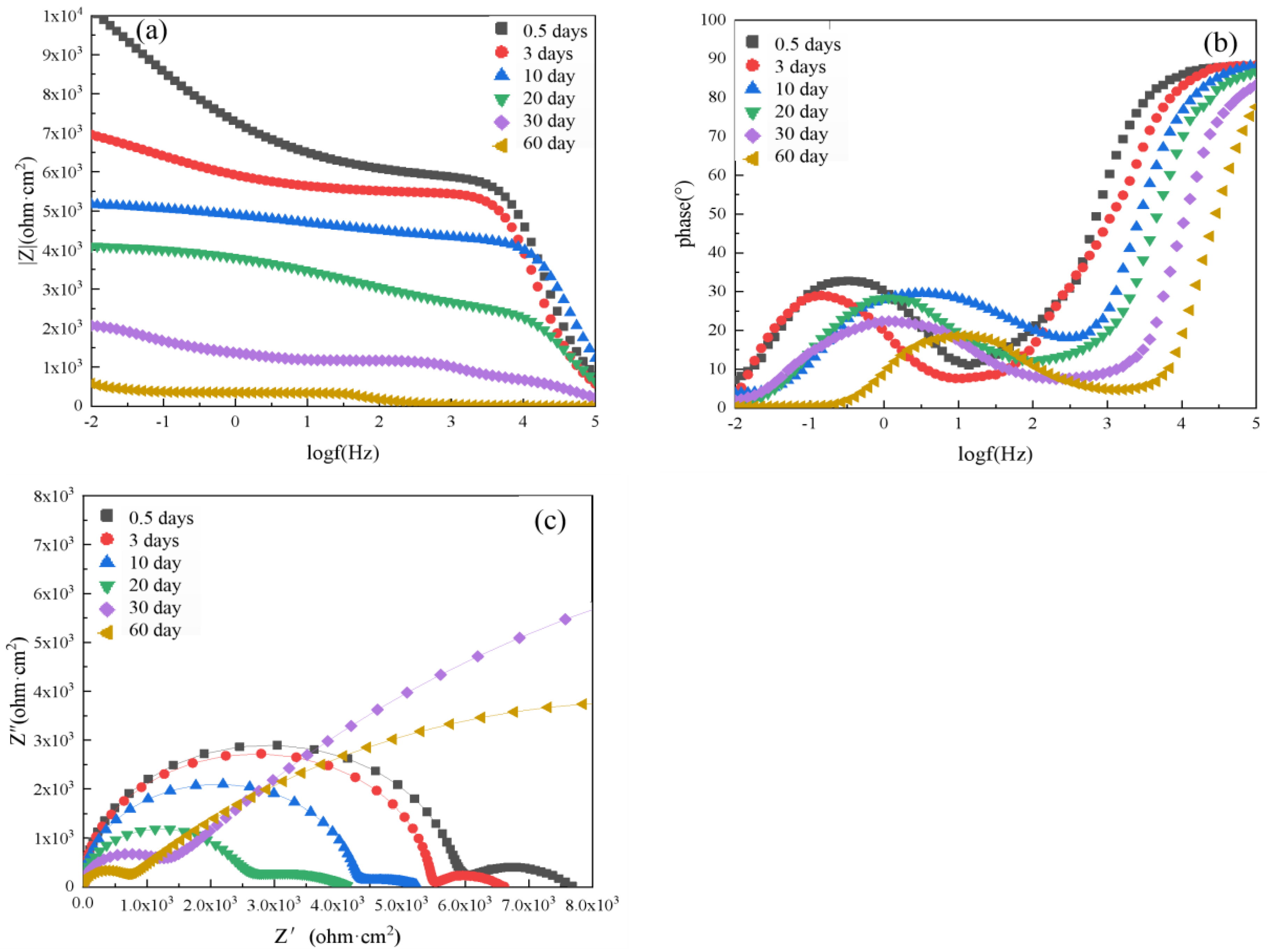
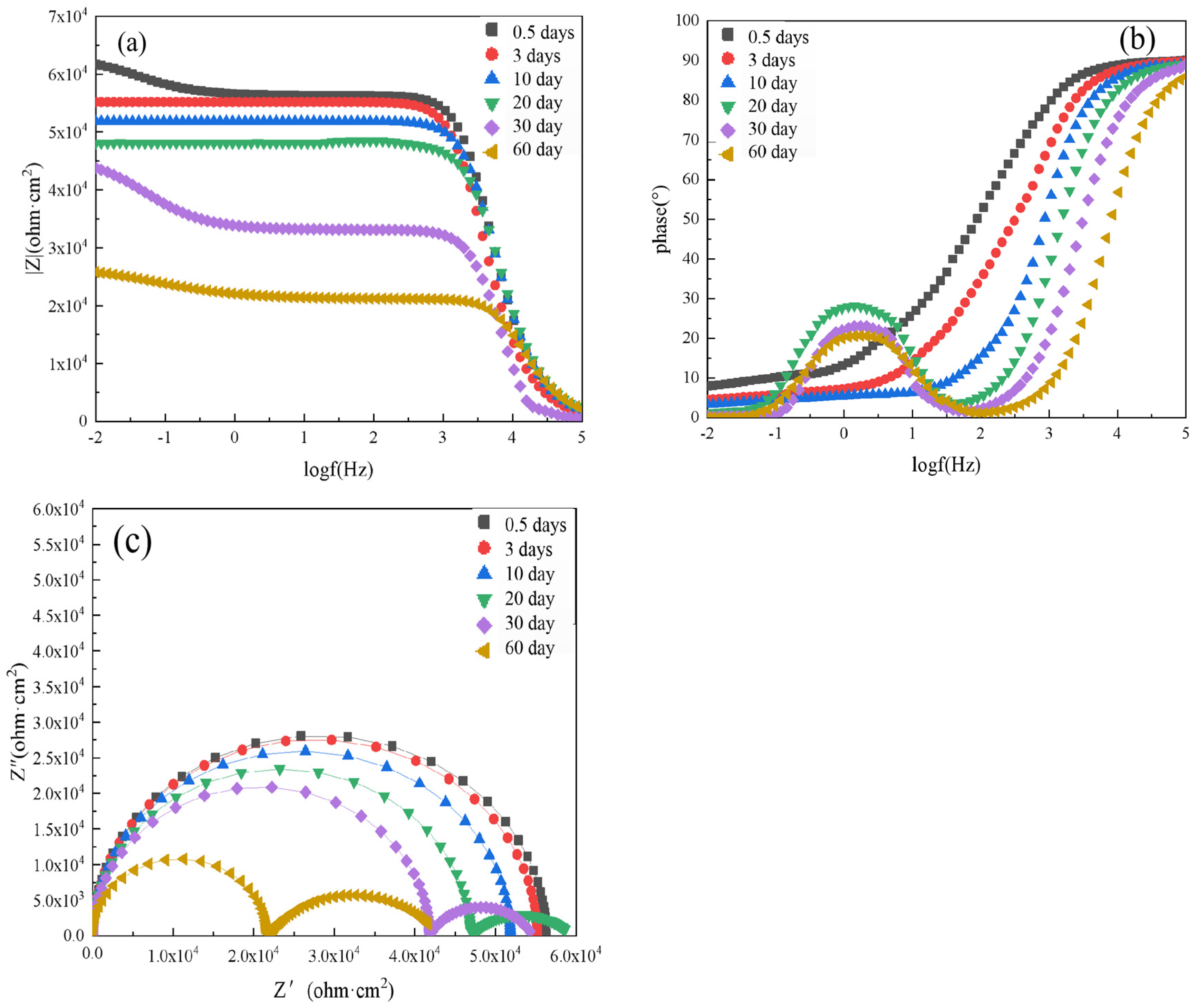
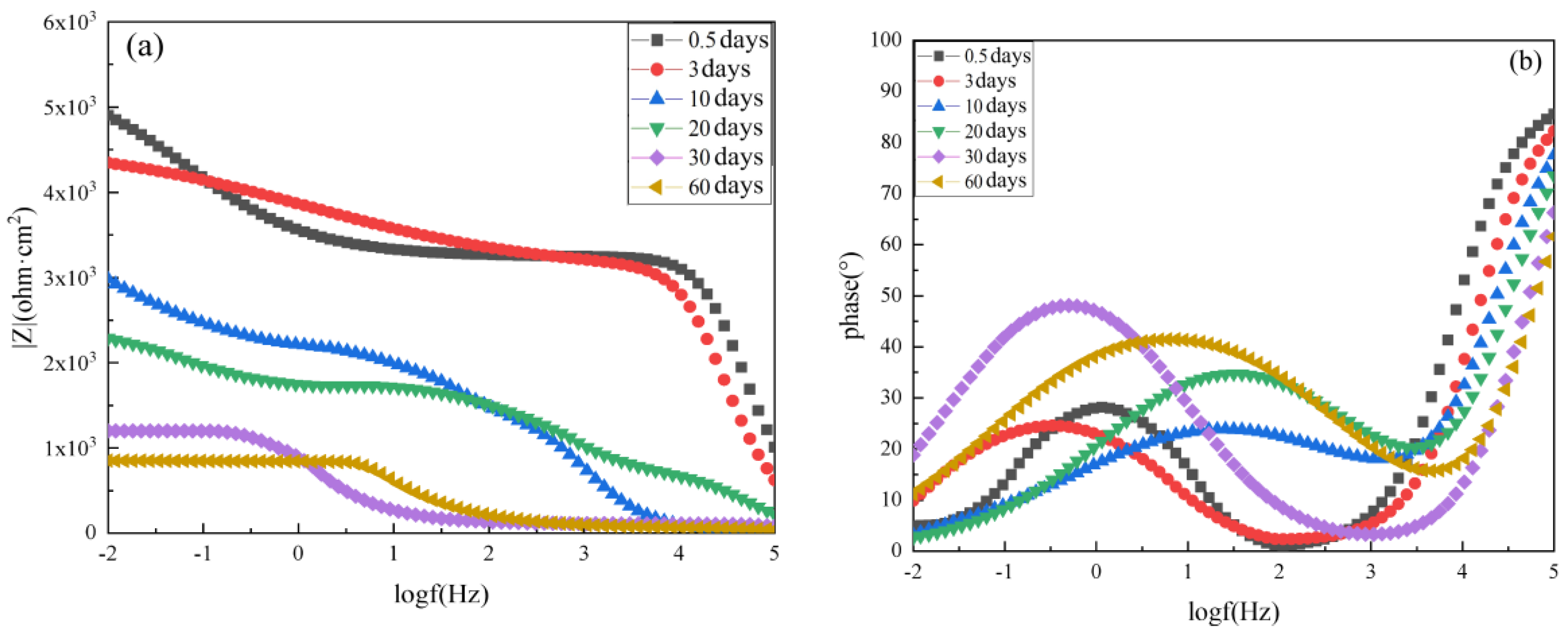
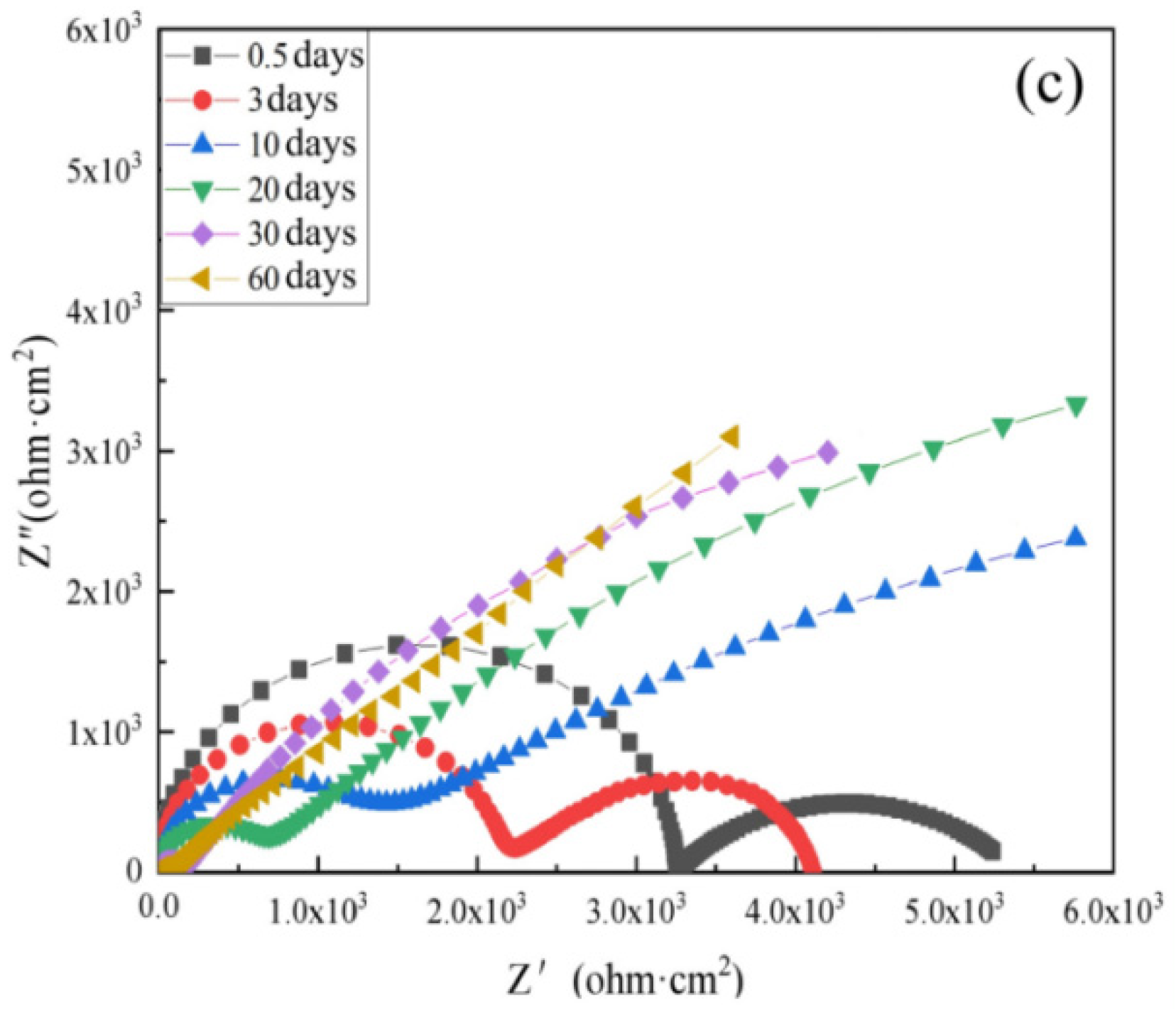
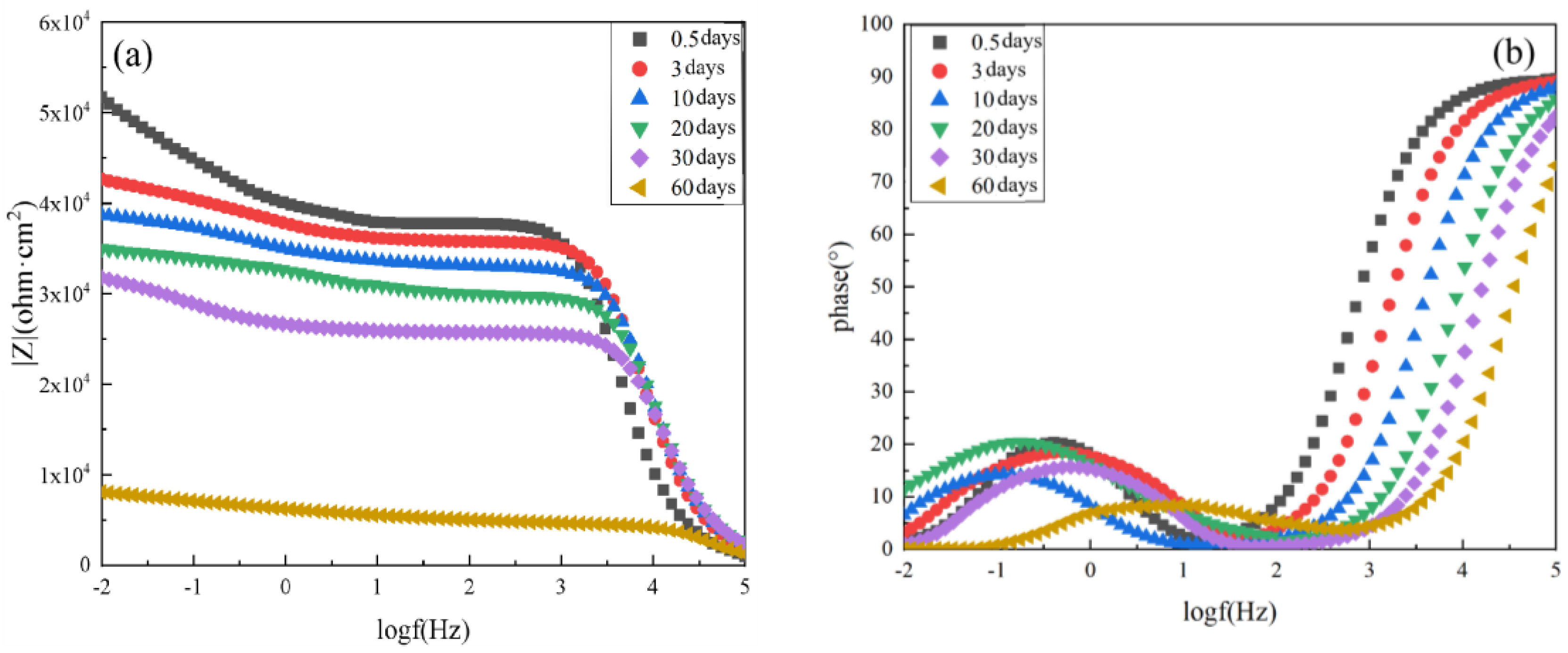
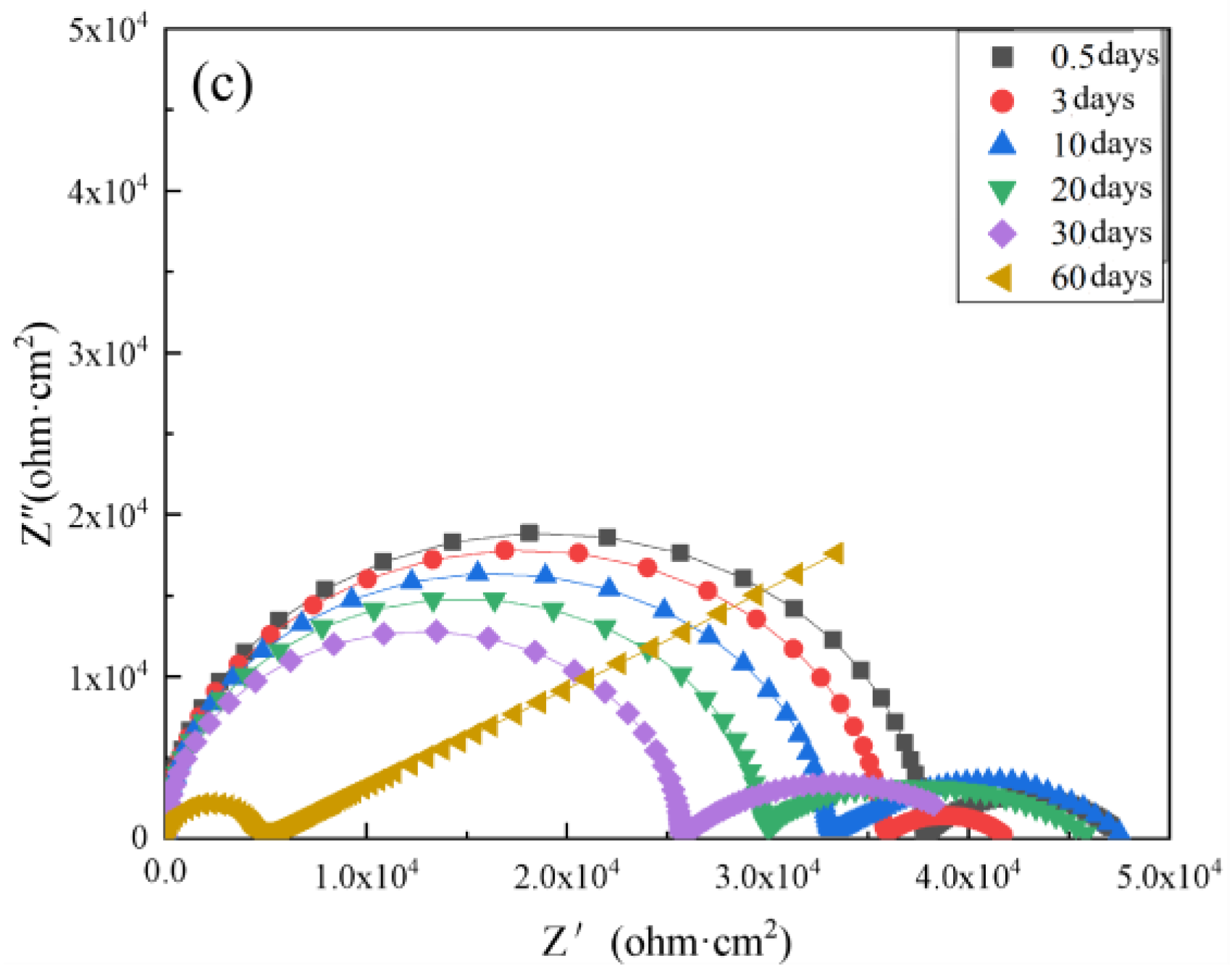
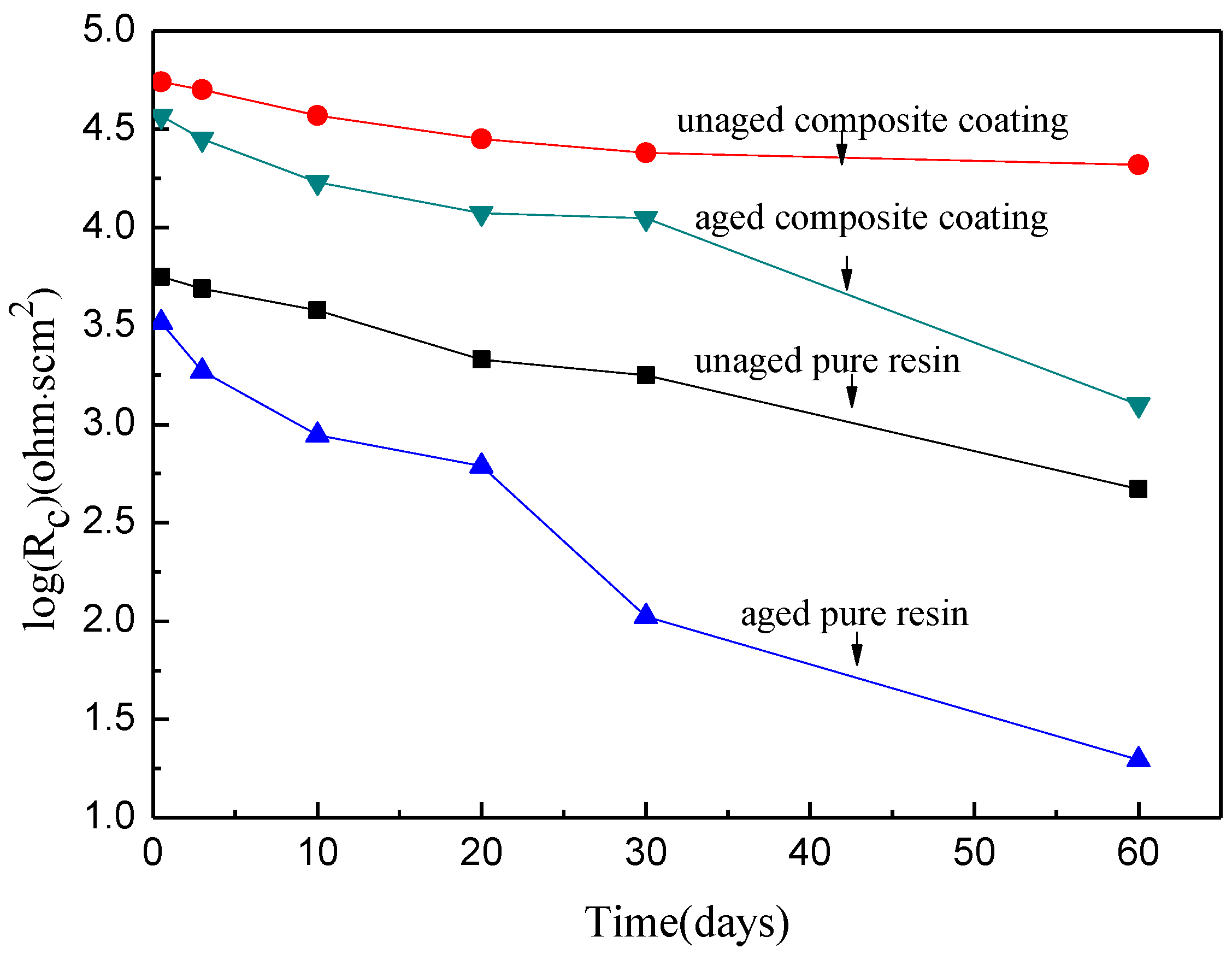
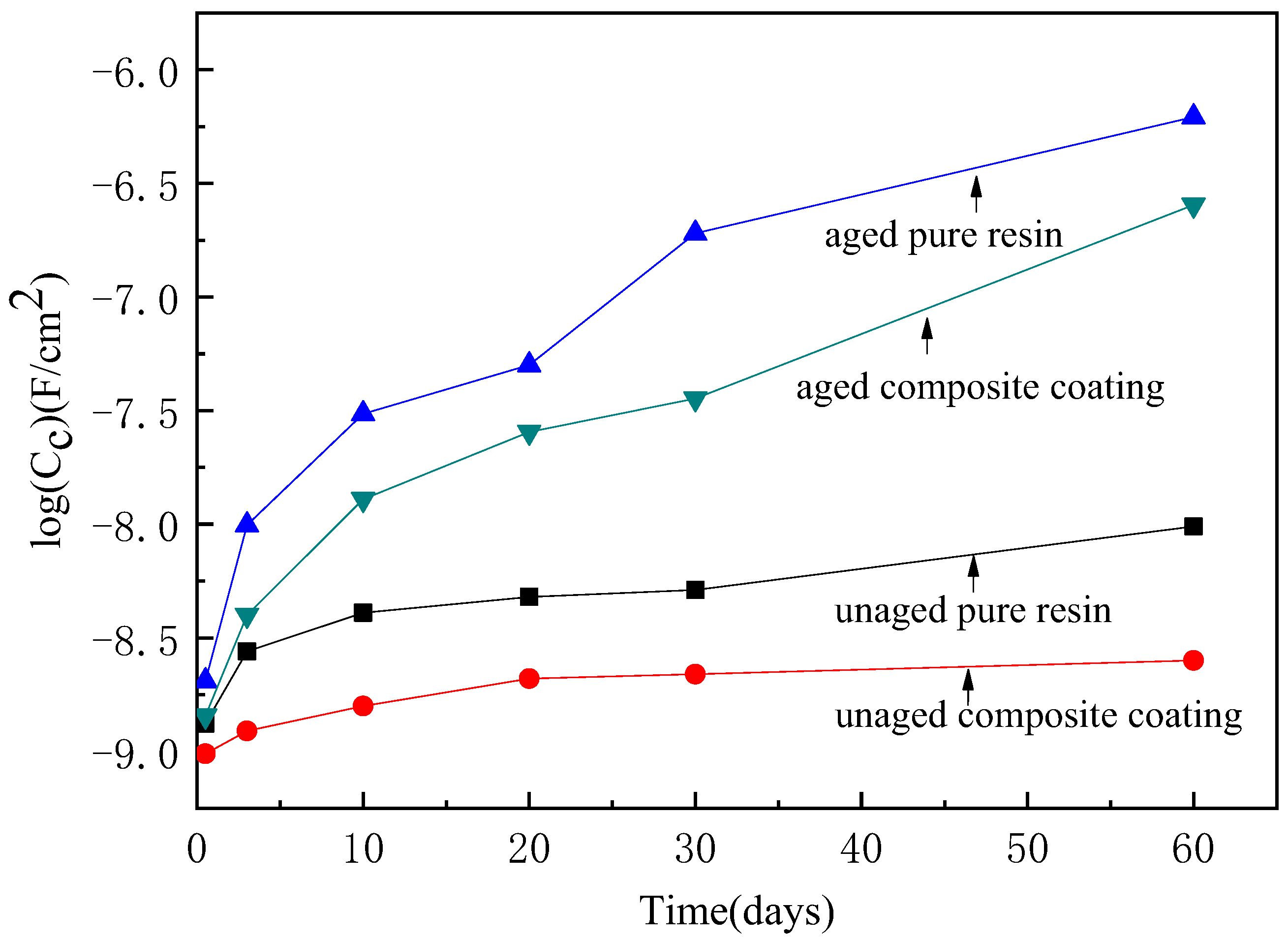
3.3. EIS Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Quitmeyer, J.A. Inhibiting metal corrosion: Identifying common causes of metal degradation is the key to developing and employing preventive measures. Met. Finish. 2008, 106, 33–39. [Google Scholar]
- Ukpaka, C.P.; Wami, E.N.; Amadi, S.A. Effect of pollution on metal corrosion: A case study of carbon steel metal in acidic media. Curr. Sci. Perspect. 2015, 1, 107–111. [Google Scholar]
- Cao, Z.F.; Pei, Q.; Pei, C.; Xin, W.; Liu, G.Y.; Shuai, W.; Hong, Z. Super-hydrophobic coating used in corrosion protection of metal material: Review, discussion and prospects. Metall. Res. Technol. 2017, 114, 203. [Google Scholar]
- Wang, H.; Xu, J.H.; Du, X.S.; Du, Z.L.; Chen, X.; Wang, H.B. A self-healing polyurethane-based composite coating with high strength and anti-corrosion properties for metal protection. Compos. Part B Eng. 2021, 225, 109273. [Google Scholar] [CrossRef]
- Skale, S.; Doleek, V.; Slemnik, M. Electrochemical impedance studies of corrosion protected surfaces covered by epoxy polyamide coating systems. Prog. Org. Coat. 2008, 62, 387–392. [Google Scholar] [CrossRef]
- Deyab, M.A.; Riccardis, A.D.; Mele, G. Novel epoxy/metal phthalocyanines nanocomposite coatings for corrosion protection of carbon steel. J. Mol. Liq. 2016, 220, 513–517. [Google Scholar] [CrossRef]
- Irigoyen, M.; Bartolomeo, P.; Perrin, F.X. UV ageing characterisation of organic anticorrosion coatings by dynamic mechanical analysis, Vickers microhardness, and infra-red analysis. Polym. Degrad. Stab. 2001, 74, 59–67. [Google Scholar] [CrossRef]
- Kotnarowska, D. Influence of Ageing with UV Radiation on Physicochemical Properties of Acrylic-Polyurethane Coatings. J. Surf. Eng. Mater. Adv. Technol. 2018, 8, 95–109. [Google Scholar] [CrossRef] [Green Version]
- Schueller, R.; Romanowski, P. The ABCs of SPFs: An introduction to sun protection products. Cosmet. Toilet. 1999, 114, 49–57. [Google Scholar]
- Sung, L.P.; Maria, E. Optisscal Reflectance of Metallic Coatings: Effect of aluminum flake orientation. Coat. Technol. 2002, 74, 55–63. [Google Scholar] [CrossRef]
- Li-Xin, X.U.; Zhong, M.Q. Study on the effect of nano-TiO2 on UV aging resistance of polypropylene. J. Zhejiang Univ. Technol. 2006, 34, 302–305. [Google Scholar]
- Yang, H.; Zhang, H.; Cheng, H.L.; Shentu, B.Q. Effect of nano-TiO2 immobilized antioxidant on ageing resistance behavior of thermoplastic vulcanizate exposed to UV/O3. Polym. Degrad. Stab. 2018, 155, 95–102. [Google Scholar] [CrossRef]
- Zhai, Z.; Feng, L.J.; Li, G.Z.; Liu, Z.; Chang, X.T. The anti-ultraviolet light (UV) aging property of aluminium particles/epoxy composite. Prog. Org. Coat. 2016, 101, 305–308. [Google Scholar] [CrossRef]
- Lin, D.W.; Guo, C.; Zhang, Y.D.; Li, B.C. Preparation on vacuum ultraviolet reflective aluminium films. Acta Opt. Sin. 2012, 32, 0231001. [Google Scholar]
- Muller, B.; Oughourlian, C.; Triantafillidis, D. Stabilization of aluminium pigment in Waterborne paints. J. Coat. Technol. 2001, 73, 81–84. [Google Scholar] [CrossRef]
- Yan, X.X.; Chang, Y.J.; Qian, X.Y. The Properties of an Aluminum/UV-Curable, Infrared, Low-Emissivity Coating Modified by Nano-Silica Slurry. Coating 2020, 10, 382. [Google Scholar] [CrossRef] [Green Version]
- Madhankumar, A.; Nagarajan, S.; Rajendran, N.; Nishimura, T. EIS evaluation of protective performance and surface characterization of epoxy coating with aluminum nanoparticles after wet and dry corrosion test. J. Solid State Electrochem. 2012, 16, 2085–2093. [Google Scholar] [CrossRef]
- Zhai, Z.; Feng, L.J.; Zhou, S.S.; Li, G.Z.; Lou, H.; Liu, Z. Influence of micron size aluminum particles on the aging properties and wear resistance of epoxy resin coatings. J. Polym. Eng. 2017, 37, 365–371. [Google Scholar] [CrossRef]
- Zhai, Z.; Feng, L.J.; Liu, Z.; Zhou, S.S.; Lou, H.; Li, G.Z. Water absorption and mechanical property of an epoxy composite coating containing unoxidized aluminum particles. Prog. Org. Coat. 2015, 87, 106–111. [Google Scholar] [CrossRef]
- Faber, K.T.; Evans, A.G. Crack deflection processes—I, Theory. Acta Metall. 1983, 31, 565–576. [Google Scholar] [CrossRef]
- Green, D.J.; Nicholson, P.S.; Embury, J.D. Fracture of a Brittle Paniculate Composite: II. J. Mater. Sci. 1979, 14, 1657–1661. [Google Scholar] [CrossRef]
- Wang, G.R.; Zheng, H.P.; Cai, H.Y.; Shao, Y.W.; Wang, Y.Q.; Meng, G.Z.; Liu, B. Failure Process of Epoxy Coating Subjected Test of Alternating Immersion in Artificial Seawater and Dry in Air. J. Chin. Soc. Corros. Prot. 2019, 39, 571–580. [Google Scholar]
- Wu, L.; Hu, X.W.; Xu, C.W. Methods for evaluating the performance of protective coating with EIS. Corros. Sci. Prot. Technol. 2000, 12, 182–184. [Google Scholar]
- Mansfeld, F. Use of electrochemical impedance spectroscopy for the study of corrosion protection by polymer coatings. J. Appl. Electrochem. 1995, 25, 187–202. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | C | Mn | S | P | Si | Fe |
|---|---|---|---|---|---|---|
| Mass fraction (wt.%) | 0.220 | 0.480 | 0.022 | 0.012 | <0.050 | Margin |
| Specimen | Pure Epoxy | Composite | ||||
|---|---|---|---|---|---|---|
| Performance | 2 wt.% | 4 wt.% | 6 wt.% | 8 wt.% | ||
| Tensile strength loss rate (%) | 22.7 | 11.5 | 10.4 | 9.3 | 9.0 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, Z.; Li, H.; Feng, L.; Li, F. Effect of UV Light on the Barrier Performance of Aluminum Powder/Epoxy Coating. Polymers 2022, 14, 2405. https://doi.org/10.3390/polym14122405
Zhai Z, Li H, Feng L, Li F. Effect of UV Light on the Barrier Performance of Aluminum Powder/Epoxy Coating. Polymers. 2022; 14(12):2405. https://doi.org/10.3390/polym14122405
Chicago/Turabian StyleZhai, Zhe, Hang Li, Lajun Feng, and Feng Li. 2022. "Effect of UV Light on the Barrier Performance of Aluminum Powder/Epoxy Coating" Polymers 14, no. 12: 2405. https://doi.org/10.3390/polym14122405
APA StyleZhai, Z., Li, H., Feng, L., & Li, F. (2022). Effect of UV Light on the Barrier Performance of Aluminum Powder/Epoxy Coating. Polymers, 14(12), 2405. https://doi.org/10.3390/polym14122405