
Study on Interfacial Interlocking Effect of Ultrasonic Vibration-Assisted Adhesive Bonding

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Surface Treatment
2.2. Adhesive Bonding
2.3. Ultrasonic Process
2.4. Characterization
2.4.1. Tensile Testing
2.4.2. Cross-Section Morphology
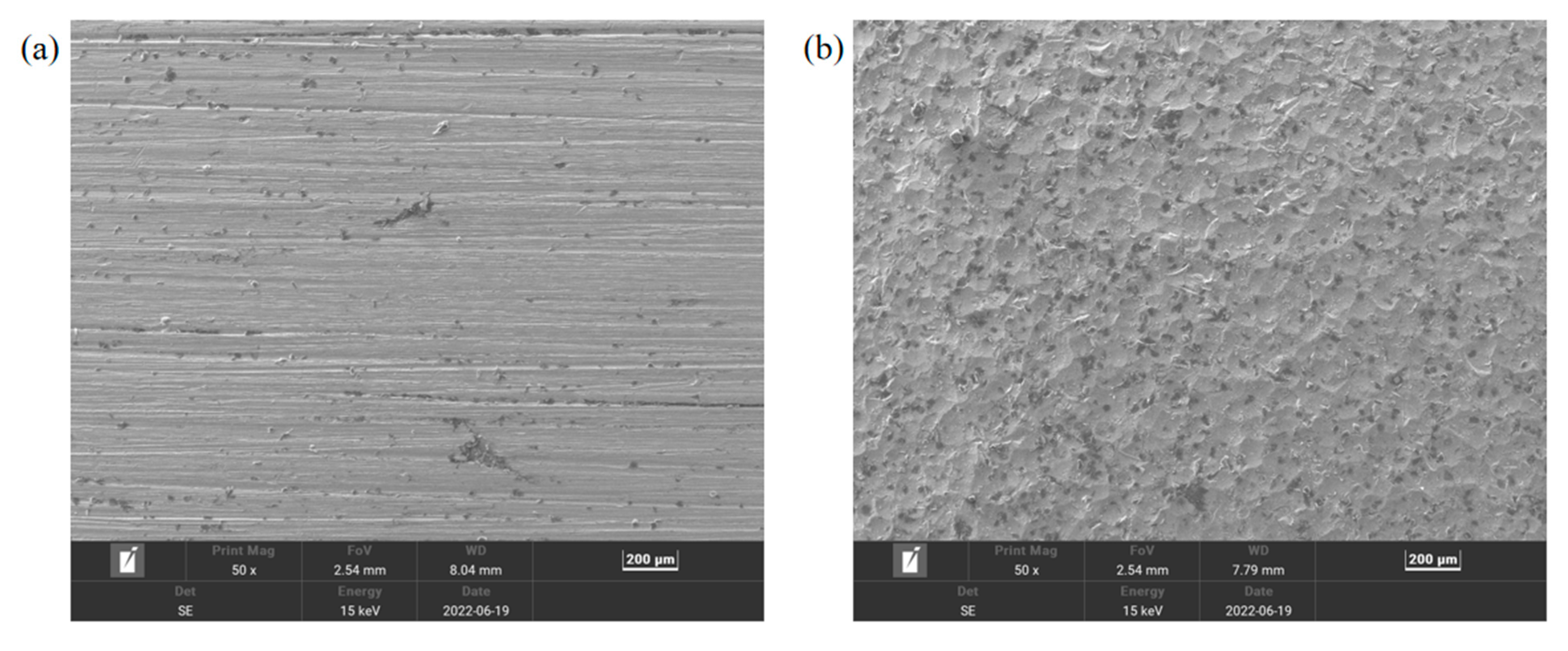
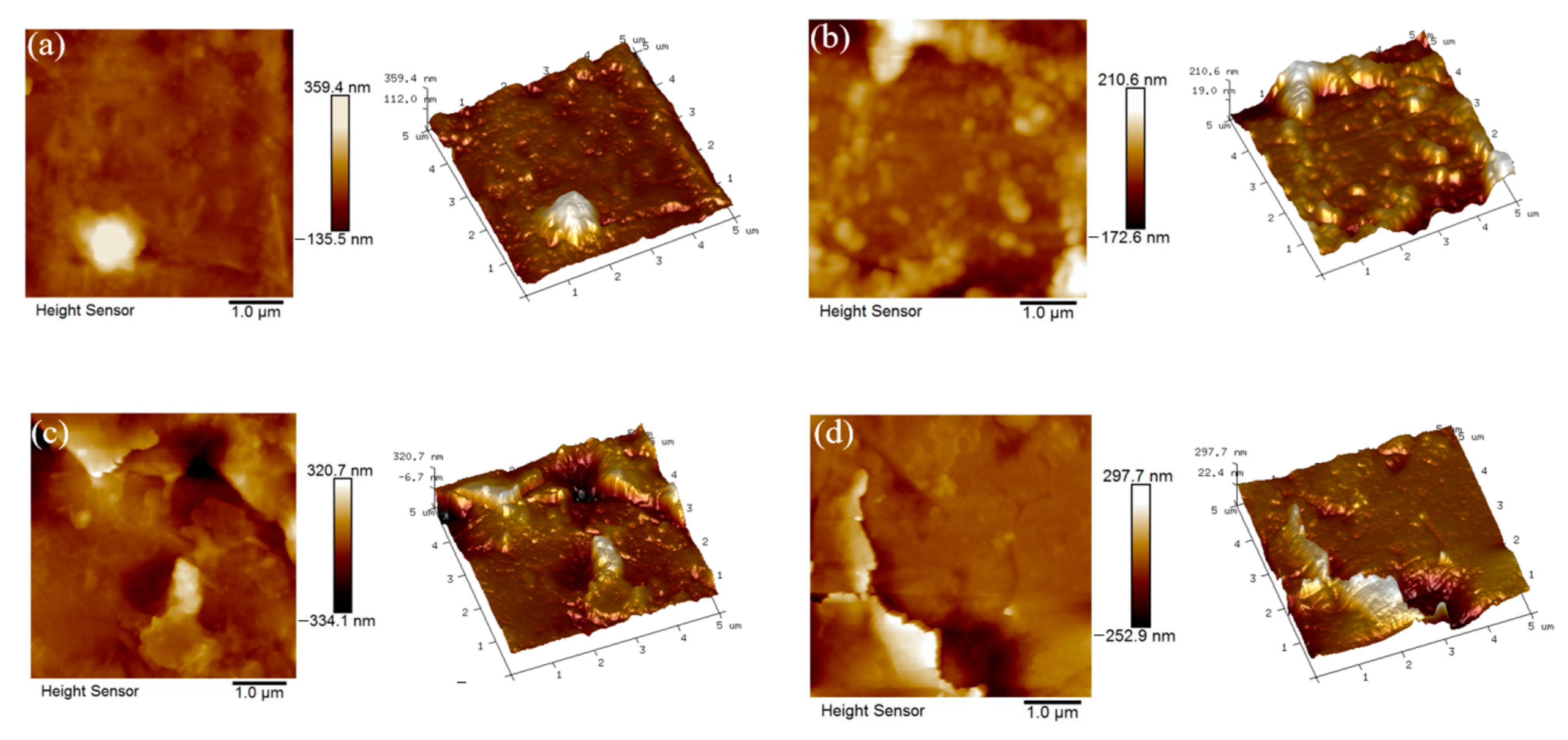
2.4.3. Surface Morphology
3. Simulation
3.1. Modeling
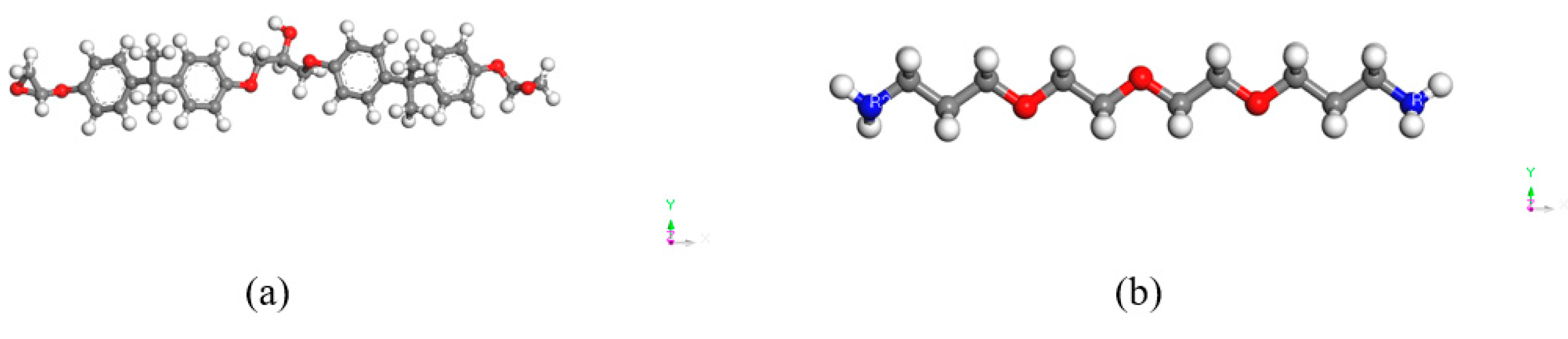
3.1.1. Adhesive Layer Modeling
3.1.2. Matrix Modeling
3.1.3. Ni Plate Modeling
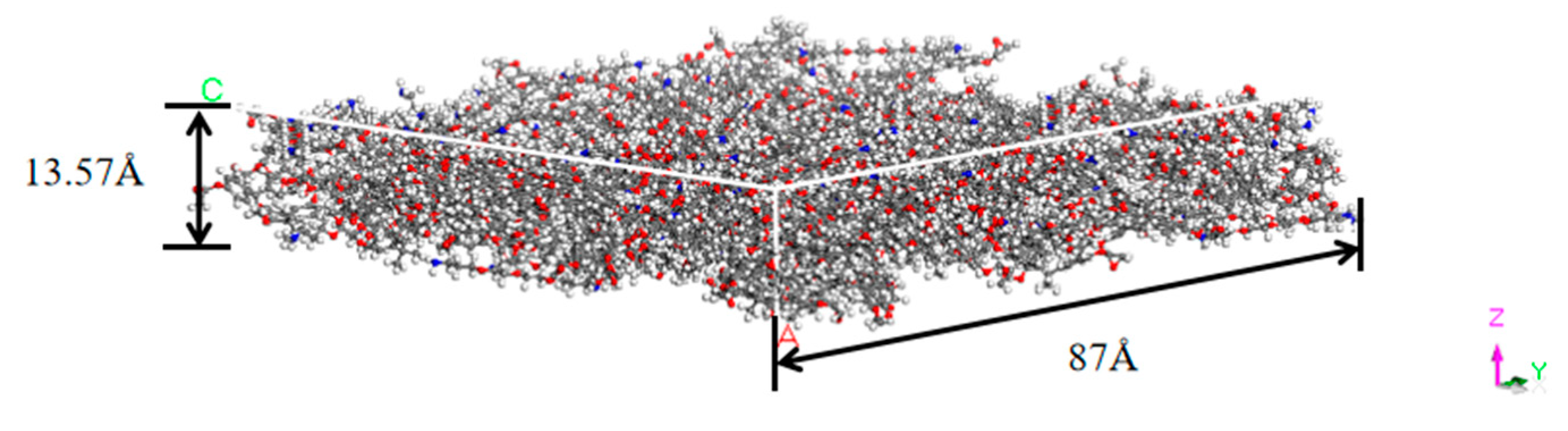
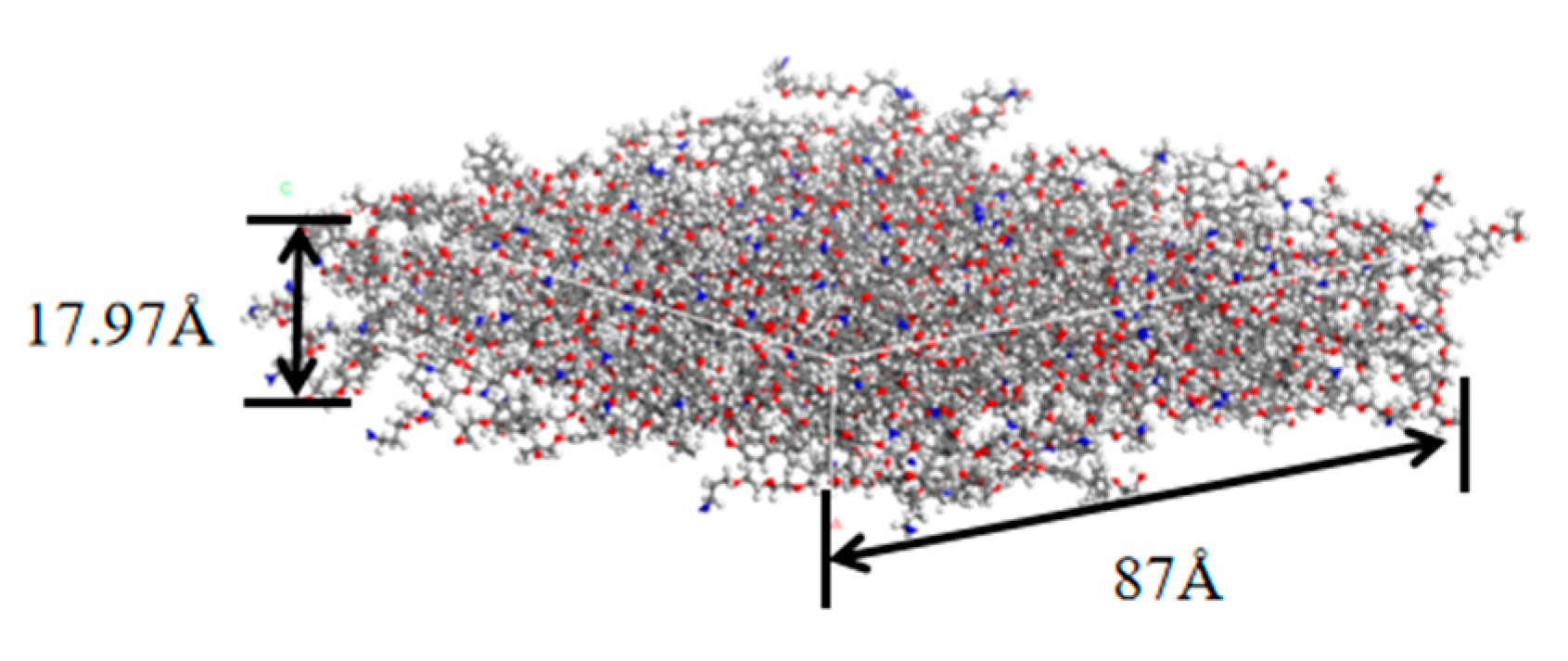
3.1.4. Bonding Interface Modeling
3.2. Simulation Parameters
3.3. Ultrasonic Process Simulation
4. Results and Discussion
4.1. Tensile Test Results
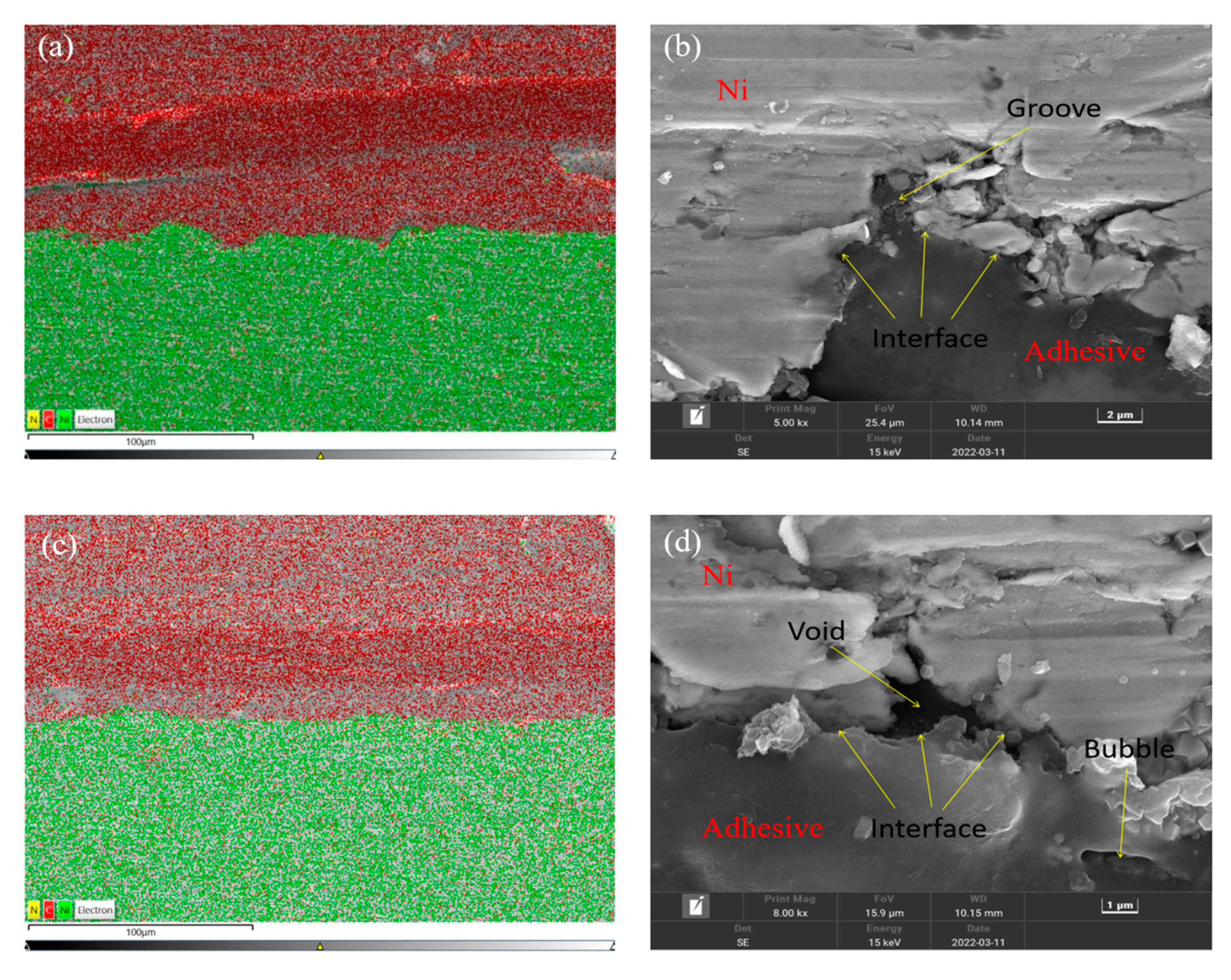
4.2. Cross-Section Morphology Analysis
4.3. Surface Morphology Analysis
4.4. Analysis and Discussion of the Simulation
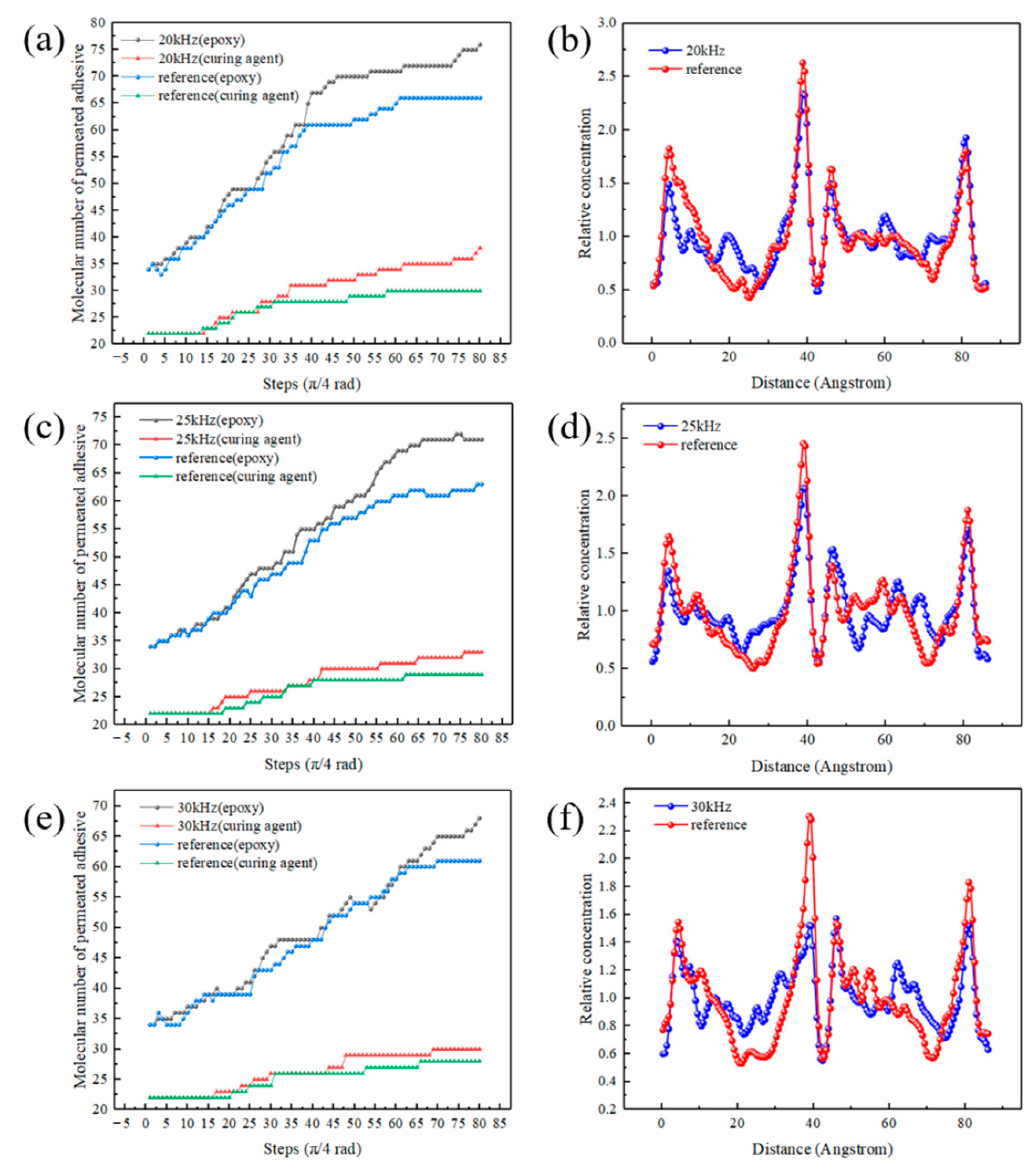
4.4.1. Different Frequencies
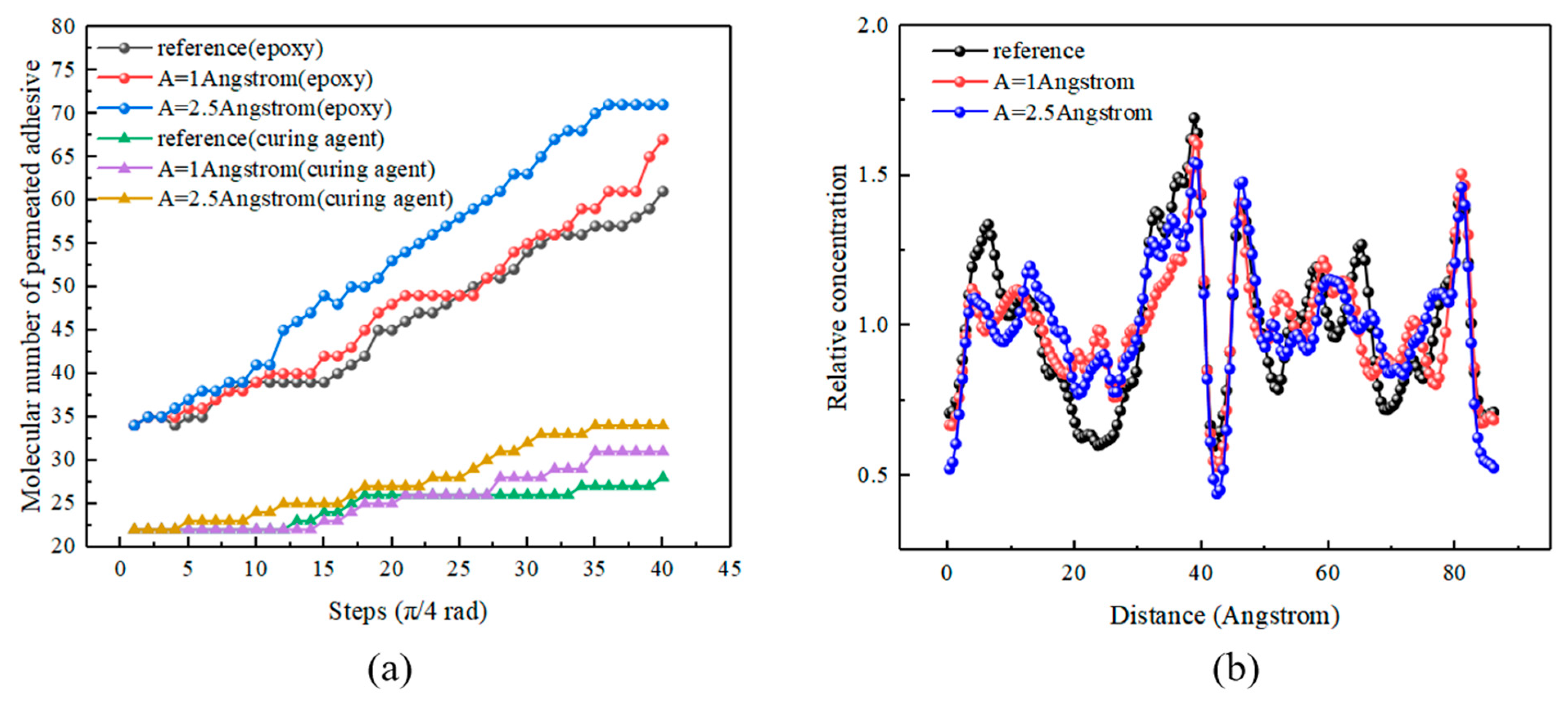
4.4.2. Different Amplitudes
4.4.3. Average Value of Kinetic Energy
5. Conclusions
- (1)
- Sandblasting treatment could be used to adjust the surface roughness, and ultrasonic vibration-assisted adhesive bonding could not only increase the permeation of the adhesive, but also effectively reduce the defects such as bubbles and voids to form a compact interface.
- (2)
- More anchors between the surface of the adherend and adhesive layer were formed as a result of the ultrasonic action. The shear strength of the bonded joints with the ultrasonic treatment increased by 10% compared to that without the treatment.
- (3)
- According to the molecular simulation, the ultrasonic action could improve the permeation and uniformity of adhesive at the interface. The molecular numbers of permeated adhesive increased by 10%, 8% and 7% with the frequency of 20 kHz, 25 kHz and 30 kHz, respectively, after 10 cycles, and those increased by 6% and 10% with the amplitude of 1 Å and 2.5 Å, respectively, after 5 cycles.
- (4)
- The molecular kinetic energy of the model rose under the ultrasonic action because of enhanced molecular friction, so the adhesive fluidity was improved, facilitating the permeation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cheng, L.; Tian, G.Y. Surface Crack Detection for Carbon Fiber Reinforced Plastic (CFRP) Materials Using Pulsed Eddy Current Thermography. IEEE Sens. J. 2011, 11, 3261–3268. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, M.; Hu, K.; Xia, Z.; Ma, L. A Study on Explosion Separation Technology of Carbon Fiber Reinforced Epoxy Resin-Based Composite Laminate. Materials 2020, 13, 3598. [Google Scholar] [CrossRef] [PubMed]
- Arif, W.; Li, Q.; Yu, W.; Guo, Z.; Li, H.; Siew, W.H. Lightning Discharge Characteristics of Carbon Fiber Reinforced Polymer (CFRP) Wind Turbine Blade. In Proceedings of the 2019 International Conference on Intelligent Computing, Automation and Systems (ICICAS), Chongqing, China, 6–8 December 2019; pp. 865–869. [Google Scholar]
- Celik, E.; Sacmaozu, G.; Irez, A.B. Development of Carbon-Glass Fiber Reinforced Hybrid Composites: Applications in Offshore Wind Turbine Blades. In Mechanics of Composite, Hybrid and Multifunctional Materials, Fracture, Fatigue, Failure and Damage Evolution; Springer: Cham, Switzerland, 2022; pp. 17–22. Volume 3. [Google Scholar]
- Li, P.; Qian, J.; Zhang, W.; Schille, C.; Schweizer, E.; Heiss, A.; Klotz, U.E.; Scheideler, L.; Wan, G.; Geis-Gerstorfer, J. Improved biodegradability of zinc and its alloys by sandblasting treatment. Surf. Coat. Technol. 2021, 405, 126678. [Google Scholar] [CrossRef]
- Tan, B.; Hu, Y.; Yuan, B.; Hu, X.; Huang, Z. Optimizing adhesive bonding between CFRP and Al alloy substrate through resin pre-coating by filling micro-cavities from sandblasting. Int. J. Adhes. Adhes. 2021, 110, 102952. [Google Scholar] [CrossRef]
- Çoban, O.; Akman, E.; Bora, M.Ö.; Genc Oztoprak, B.; Demir, A. Laser surface treatment of CFRP composites for a better adhesive bonding owing to the mechanical interlocking mechanism. Polym. Compos. 2019, 40, 3611–3622. [Google Scholar] [CrossRef]
- Wen, Y.; Li, S.; Huang, J.; Gao, N.; Hu, W.; Jiang, Y.; Li, Y.; Yang, C.; Qu, L.; Xia, T.; et al. Micro-nano interfacial mechanical interlocking structure-property of the ultrasonic-assisted hot press molded polypropylene/aluminum alloy hybrid. J. Adhes. Sci. Technol. 2022, 1–17. [Google Scholar] [CrossRef]
- Li, H.; Zhou, K.; Cao, B.; Zhang, J. Analysis of Welding Interface and Joint Properties of High Power Ultrasonic Welding of Aluminum Alloy. J. Mech. Eng. 2021, 57, 87–95. [Google Scholar]
- Wang, H.; Tong, X.; Chen, Y.; Hua, L.; Wu, M.; Ji, W. Study on ultrasonic vibration-assisted adhesive bonding of CFRP laminates with laser ablation-treated surfaces. Compos. Struct. 2021, 268, 113983. [Google Scholar] [CrossRef]
- Yan, L.; Chen, W.; Li, H.; Zhang, Q. Mechanism of ultrasonic vibration effects on adhesively bonded ceramic matrix composites joints. Ceram. Int. 2021, 47, 33214–33222. [Google Scholar] [CrossRef]
- Wang, H.; Chen, Z.; Chen, Y.; Xie, M.; Hua, L. Mechanism study of bubble removal in narrow viscous fluid by using ultrasonic vibration. Jpn. J. Appl. Phys. 2019, 58, 115503. [Google Scholar] [CrossRef]
- Yuan, W.; Yang, T.; Yang, G.; Liu, S.; Du, Y.; Liu, C. Enhancing mechanical properties of adhesive laminates joints using ultrasonic vibration-assisted preprocessing. Compos. Struct. 2019, 227, 111325. [Google Scholar] [CrossRef]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Wang, F.; Han, L. Ultrasonic Effects in the Thermosonic Flip Chip Bonding Process. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 336–341. [Google Scholar] [CrossRef]
- Wang, H.; Hao, X.; Hua, L.; Zhou, H. Study on ultrasonic vibration assisted carbon fiber reinforced plastics adhesion. Huazhong Keji Daxue Xuebao 2016, 44, 127–132. [Google Scholar]
- ASTM D5868-01; Standard Test Method for Lap Shear Adhesion for Fiber Reinforced Plastic (FRP) Bonding. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D2093-2003; Standard Practice for Preparation of Surfaces of Plastics Prior to Adhesive Bonding. ASTM International: West Conshohocken, PA, USA, 2011.
- Tam, L.-H.; Jiang, J.; Yu, Z.; Orr, J.; Wu, C. Molecular dynamics investigation on the interfacial shear creep between carbon fiber and epoxy matrix. Appl. Surf. Sci. 2021, 537, 148013. [Google Scholar] [CrossRef]
- Ding, M.; Zou, L.; Han, Z.Y.; Zhao, T.; Zhang, L.; Wang, J. Molecular Dynamics Simulation of Dielectric Property of Epoxy/Carbon Nanotube Composites at Different Temperatures. In Proceedings of the 2019 IEEE 19th International Conference on Nanotechnology (IEEE-NANO), Macau, China, 22–26 July 2019; pp. 321–326. [Google Scholar]
- Wu, C.; Xu, W. Atomistic molecular modelling of crosslinked epoxy resin. Polymer 2006, 47, 6004–6009. [Google Scholar] [CrossRef]
- Sun, H.; Ren, P.; Fried, J. The COMPASS force field: Parameterization and validation for phosphazenes. Comput. Theor. Polym. Sci. 1998, 8, 229–246. [Google Scholar] [CrossRef]
- ASTM D5573-99; Standard Practice for Preparation of Surfaces of Plastics Prior to Adhesive Bonding. ASTM International: West Conshohocken, PA, USA, 2019.
- ASME B46.1; Surface Texture, Surface Roughness, Waviness and Lay. American Society of Mechanical Engineers: New York, NY, USA, 2002.
- Morga, R. Changes of semifusinite and fusinite surface roughness during heat treatment determined by atomic force microscopy. Int. J. Coal Geol. 2011, 88, 218–226. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Specification |
|---|---|
| Equipment model | ME-1800 |
| Operating mode | Intermittent |
| Input voltage | 220 V/AC |
| Frequency | 20 kHz |
| Amplitude | 56 μm |
| Method | 2 s on and 1 s off |
| Total time | 48 s |
| Cooling mode | Air cooling |
| Size of workbench | 540 × 400 × 1050 mm |
| Parameter | Specification |
|---|---|
| Model | CMT5205 |
| Maximum force | 200 kN |
| Voltage | 380 V |
| Power | 2.9 kW |
| Level of accuracy | 0.5% |
| Serial number | 11511029 |
| Parameter | Specification |
|---|---|
| Forcefield | COMPASS |
| Thermostat | Nose |
| Ensemble | NVT |
| Initial velocities | Use current |
| Temperature | 298 K |
| Experiment | Simulation | |||||
|---|---|---|---|---|---|---|
| Frequency | Frequency | Amplitude | Period | Duration/Step | Radians/Step | Cycle |
| 20 kHz | 2800 GHz | 1 Å | 358 fs | 44.8 fs | π/4 | 10 |
| 25 kHz | 3500 GHz | 1 Å | 286 fs | 35.7 fs | π/4 | 10 |
| 30 kHz | 4200 GHz | 1 Å | 238 fs | 29.7 fs | π/4 | 10 |
| Group | Sample Name | Failure Load (N) | Shear Strength (MPa) | Average Strength (MPa) | Standard Deviation |
|---|---|---|---|---|---|
| Experimental | E1 | 9847.57 | 15.26 | 15.02 | 0.35 |
| E2 | 9563.31 | 14.82 | |||
| E3 | 9568.42 | 14.83 | |||
| E4 | 10,046.00 | 15.57 | |||
| E5 | 9425.99 | 14.61 | |||
| Reference | R1 | 8968.08 | 13.90 | 13.64 | 0.58 |
| R2 | 8626.55 | 13.37 | |||
| R3 | 9176.01 | 14.22 | |||
| R4 | 8149.63 | 12.63 | |||
| R5 | 9099.74 | 14.10 |
| Rq | Ra | |
|---|---|---|
| Pristine Ni plate | 49.0 nm | 29.3 nm |
| Sandblasted Ni plate | 79.0 nm | 54.3 nm |
| Failure surface from reference group | 76.9 nm | 52.6 nm |
| Failure surface from experimental group | 60.4 nm | 37.8 nm |
| Frequency | Experimental Group | Reference Group |
|---|---|---|
| 20 kHz | 0.0549 | 0.0844 |
| 25 kHz | 0.0411 | 0.0560 |
| 30 kHz | 0.0349 | 0.0514 |
| Amplitude | Variance |
|---|---|
| 0 Å | 0.0918 |
| 1 Å | 0.0642 |
| 2.5 Å | 0.0370 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Y.; Wang, H.; Zhang, Q.; Huang, K.; Chen, Y.; Wang, J.; Yan, F.; Liu, H. Study on Interfacial Interlocking Effect of Ultrasonic Vibration-Assisted Adhesive Bonding. Polymers 2022, 14, 2622. https://doi.org/10.3390/polym14132622
Cao Y, Wang H, Zhang Q, Huang K, Chen Y, Wang J, Yan F, Liu H. Study on Interfacial Interlocking Effect of Ultrasonic Vibration-Assisted Adhesive Bonding. Polymers. 2022; 14(13):2622. https://doi.org/10.3390/polym14132622
Chicago/Turabian StyleCao, Yunwei, Hui Wang, Qingsong Zhang, Kai Huang, Yizhe Chen, Jinhuo Wang, Fei Yan, and Huafeng Liu. 2022. "Study on Interfacial Interlocking Effect of Ultrasonic Vibration-Assisted Adhesive Bonding" Polymers 14, no. 13: 2622. https://doi.org/10.3390/polym14132622
APA StyleCao, Y., Wang, H., Zhang, Q., Huang, K., Chen, Y., Wang, J., Yan, F., & Liu, H. (2022). Study on Interfacial Interlocking Effect of Ultrasonic Vibration-Assisted Adhesive Bonding. Polymers, 14(13), 2622. https://doi.org/10.3390/polym14132622