
Improvement of Interfacial Adhesion and Thermomechanical Properties of PLA Based Composites with Wheat/Rice Bran

 ,
,  ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Processing
- The polymeric matrix is a blend of biopolyesters constituted by 60 wt.% of PLA and 40 wt.% of PBSA, more specifically the PLA used was an extrusion grade PLA provided by Total Corbion: Luminy LX175. (D-lactic acid unit content 4%, density: 1240 kg/m3; melt flow index (MFI) (190 °C, 2.16 kg: 6 g/10 min). Conversely, PBSA was purchased from Mitsubishi Chemical Corporation with trade name BioPBS FD92PM. It is a ductile semicrystalline polyester, copolymer of succinic acid, adipic acid and butanediol (density: 1240 kg/m3; MFI (190 °C, 2.16 kg): 4 g/10 min).
- As natural fillers for the bio-composites formulations, Wheat Bran (WB) and Rice Bran (RB) residuals were used. They were provided by WeAreBio organic food; WB appears as light brown powder with hemicellulose content of 43 wt.% with bulk density of 250 kg/m3; RB looks, instead, dark yellow with hemicellulose content of 37 wt.% and bulk density of 320 kg/m3.
- With the aim to improve the matrix/natural filler adhesion and fillers dispersion, a non-ionic aqueous emulsion of beeswax (Aquacer T561, density of 980 kg/m3) purchased from BYK (Wesel, Germany) was exploited.
- Mineral fillers were also employed in a second phase of this work to investigate the variation of thermomechanical properties, to modify the melt strength, to optimize the formulation cost and to contain shrinkage during the molding. Calcium carbonate OMYACARB 1-AV purchased from Omya (Avenza/Carrara, Italy) and Talc Jetfine 0.7CA, supplied by Imerys (Roswell, GA, USA) were selected. CaCO3 showed a quasi-spherical shape with an average particle diameter of 1.6 µm; while talc, average dimensions lower than 1 µm, exhibited an ultra-lamellar aspect.
2.2. Testing Methodologies
- Jump up to −50 °C and kept at this temperature for 1 min;
- Ramp up to 200 °C, at 10 °C/min and isotherm for 1 min at 200 °C;
- Jump up to 25 °C.
3. Results and Discussions
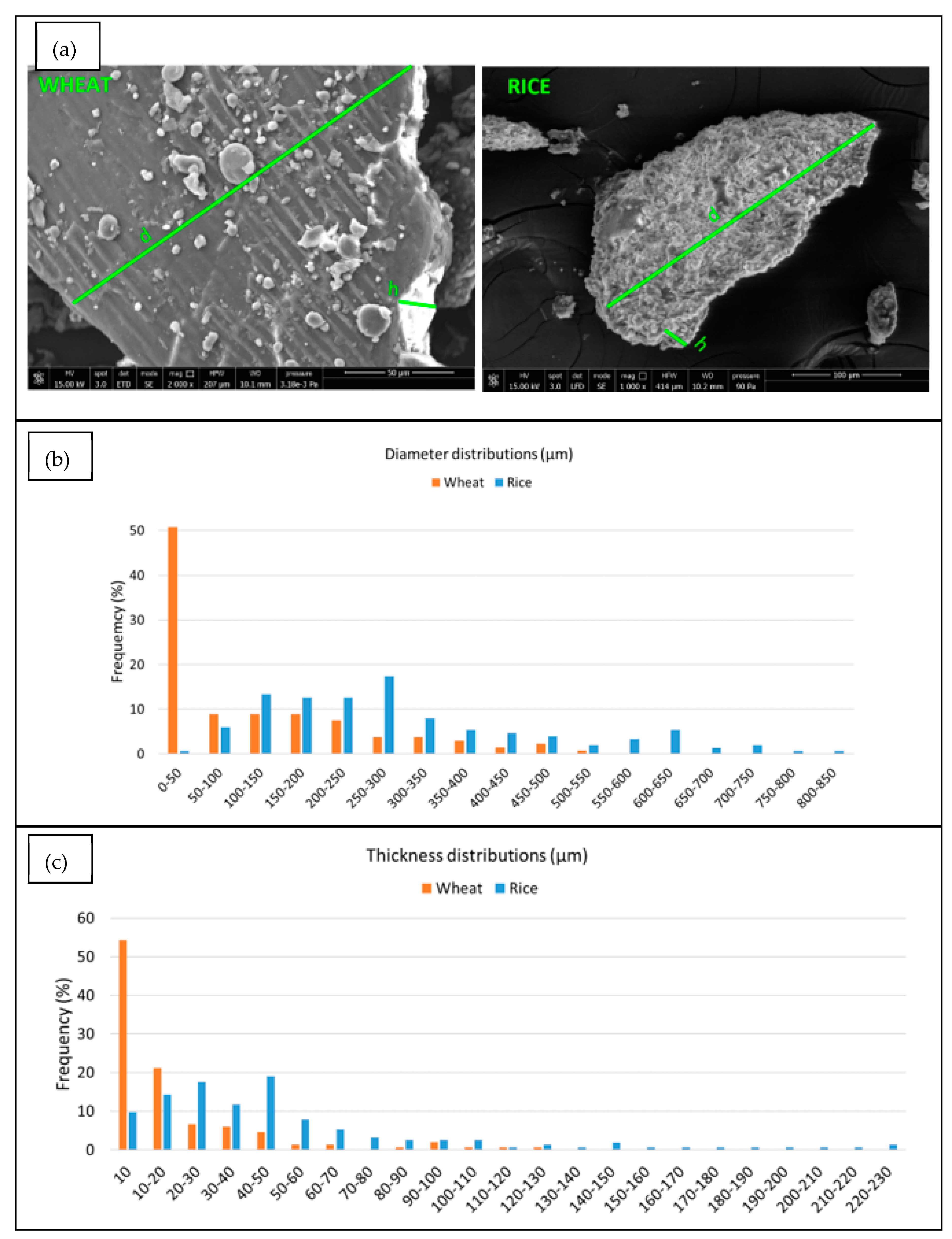
3.1. Evaluation of Natural Filler Features and Influence of Beeswax
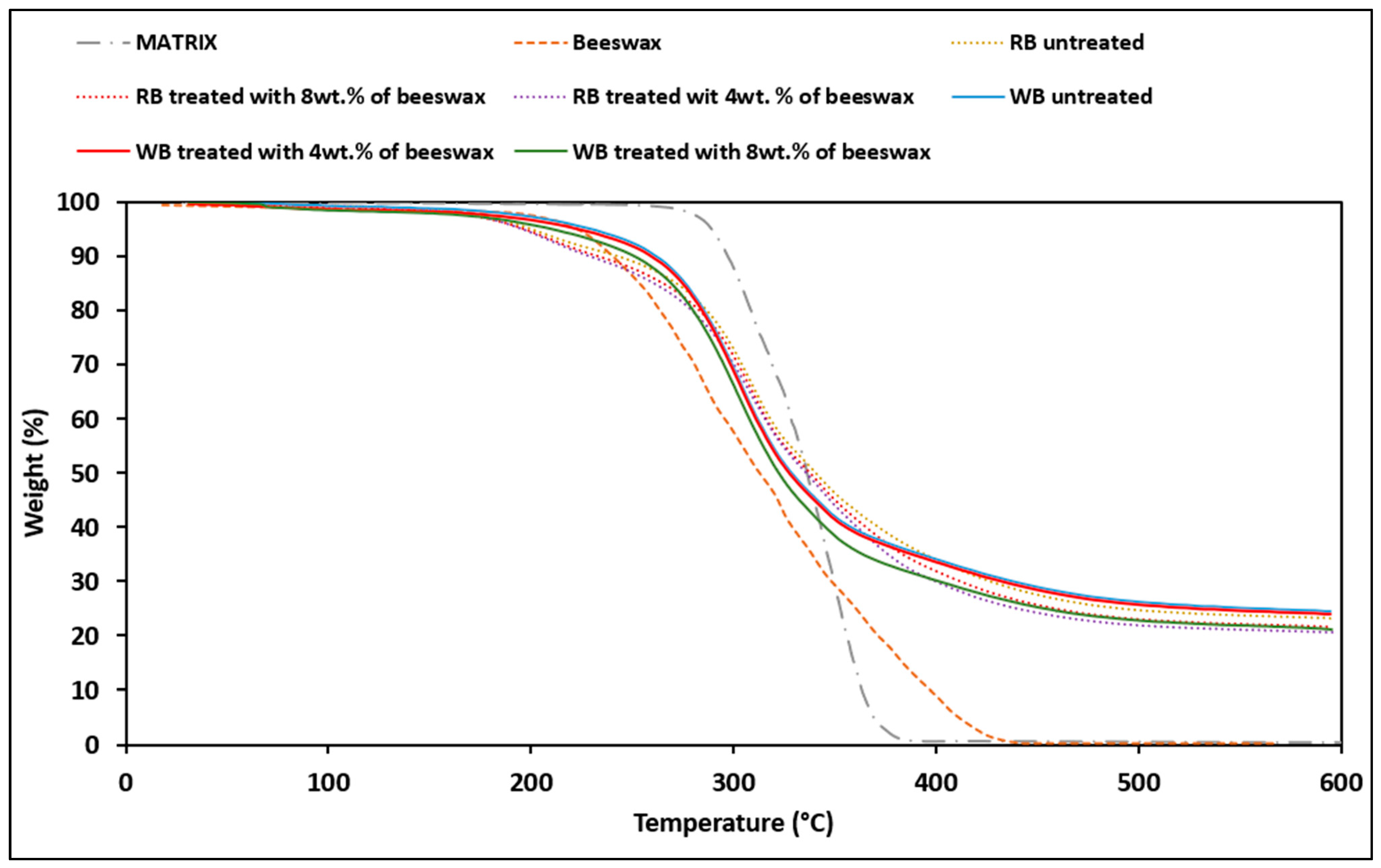
3.1.1. Thermogravimetric Analysis (TGA)
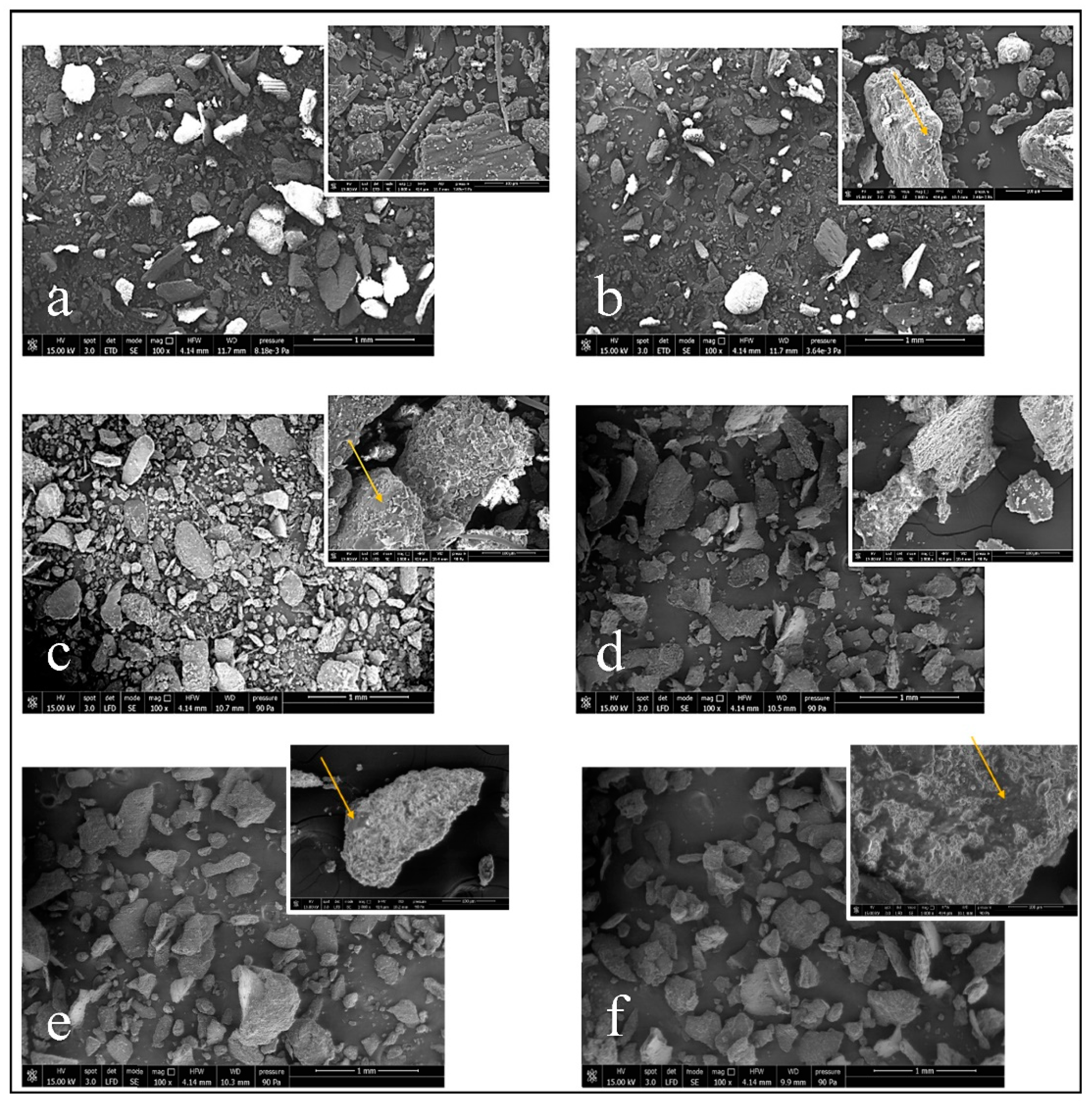
3.1.2. Morphological SEM Analysis of the Treated and Untreated Fibers
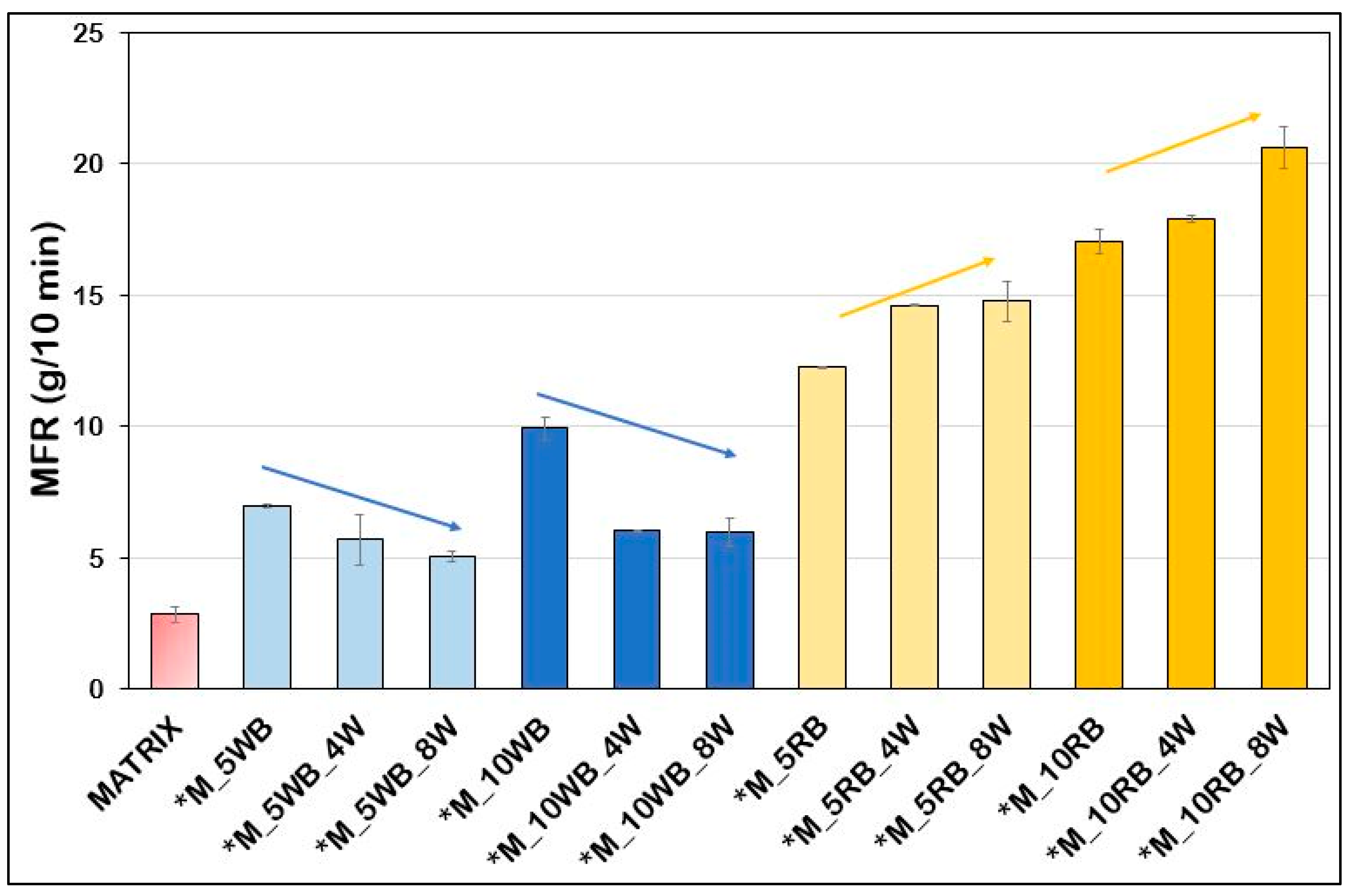
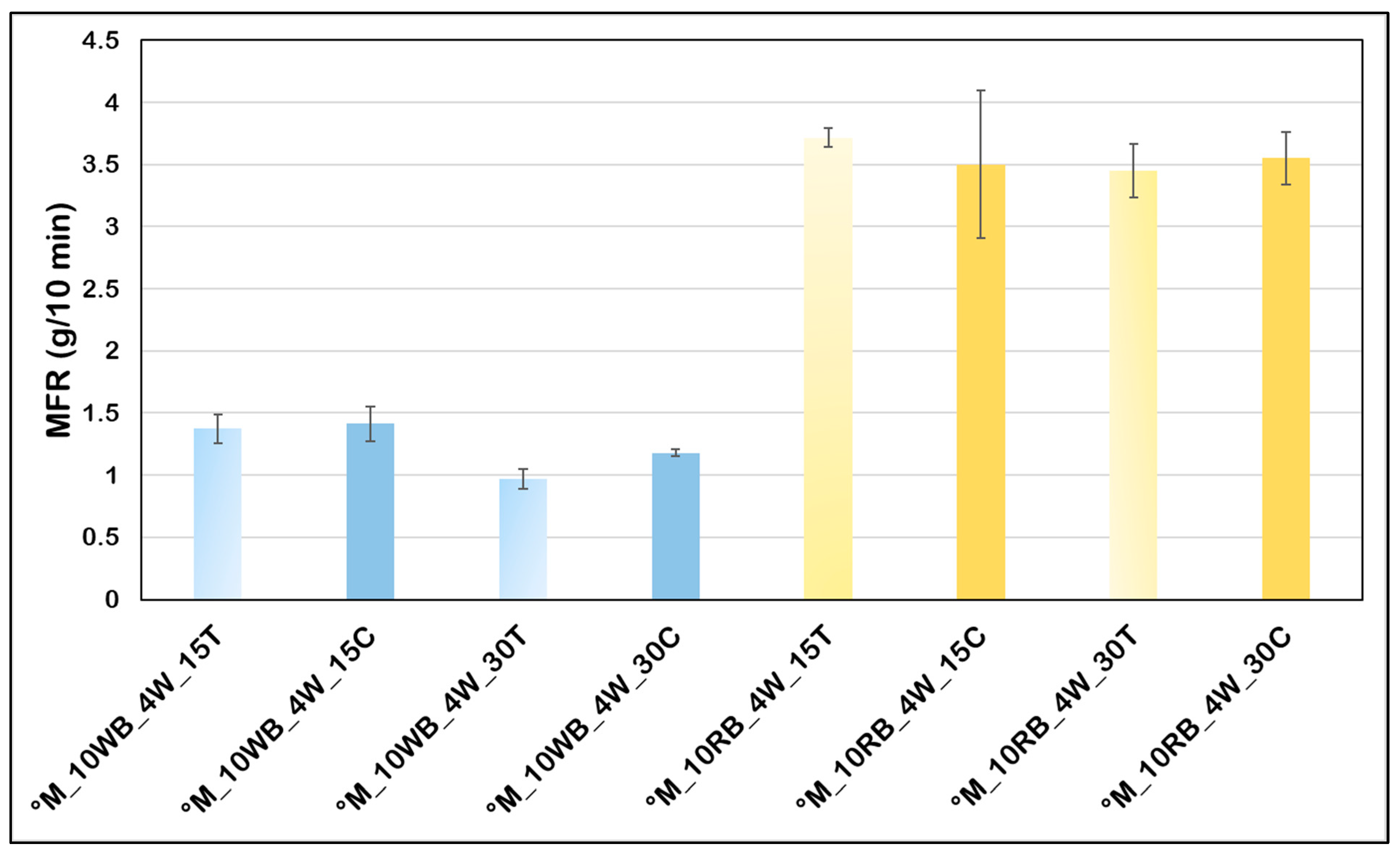
3.2. Melt Fluidity
3.2.1. Mechanical Properties
3.2.2. Heat Deflection Temperature Measurements
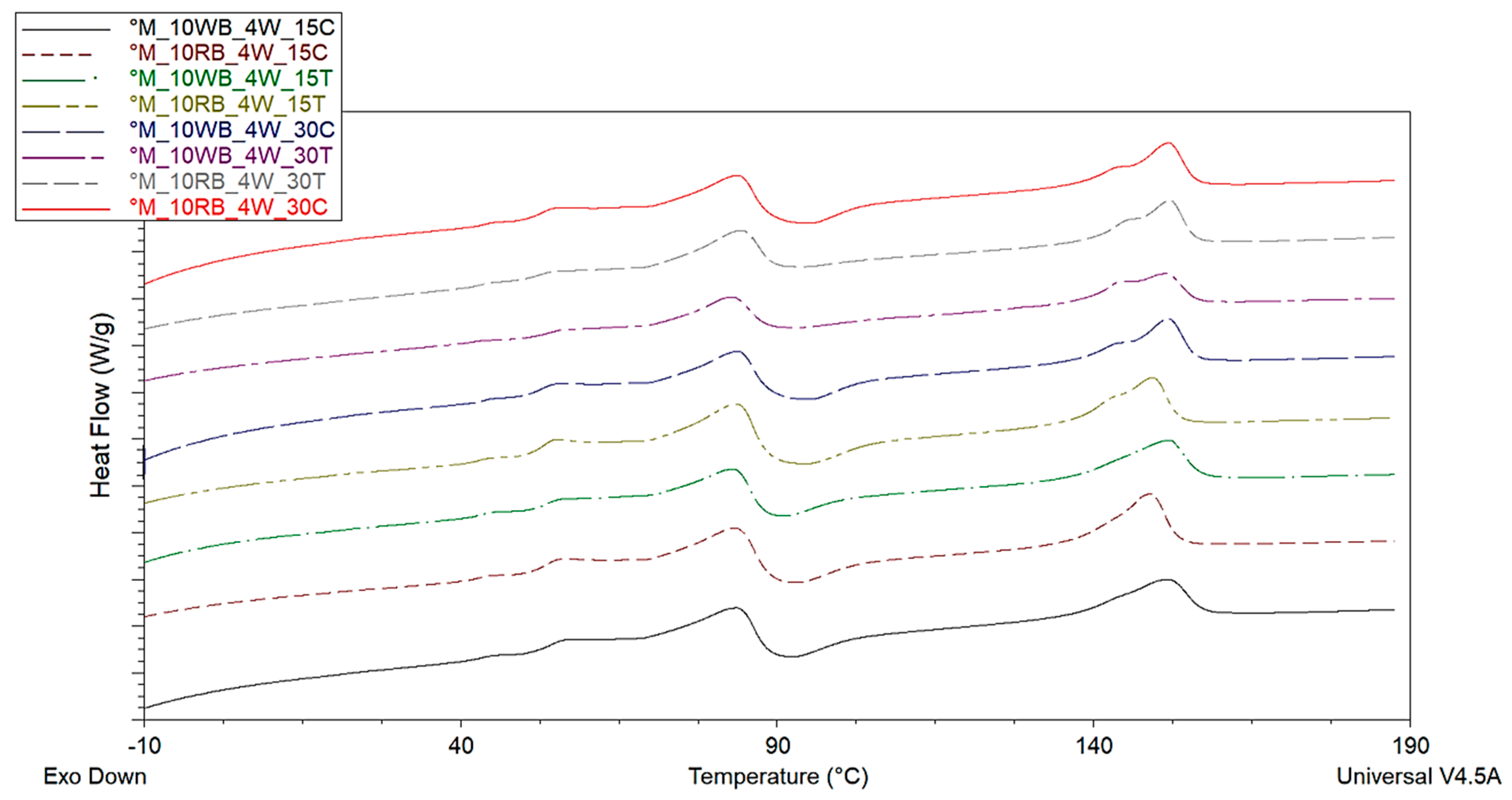
3.2.3. Crystallinity Evaluation through DSC Analysis
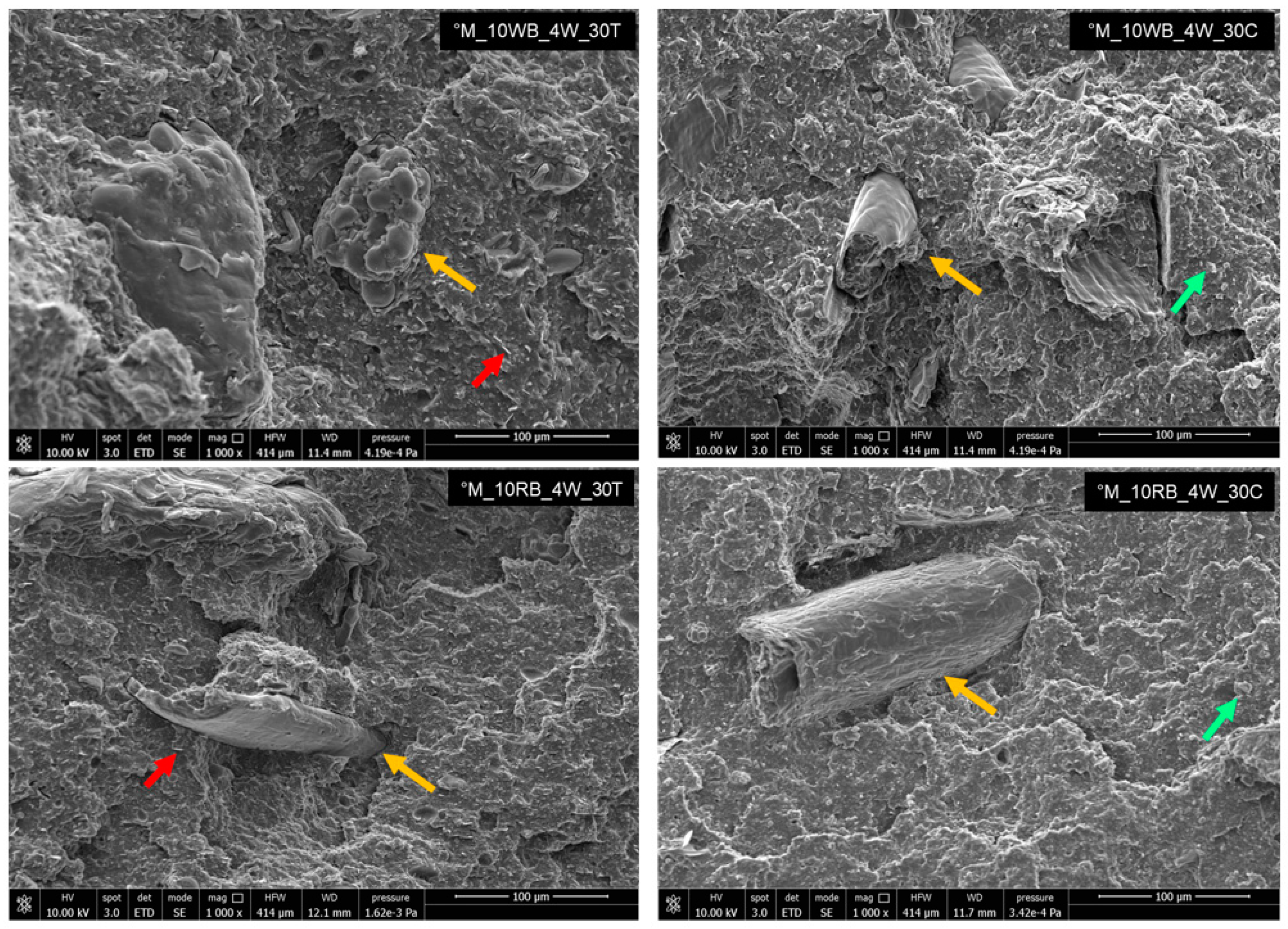
3.2.4. Morphological Aspect of Cryo-Fractured Surfaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Amato, A.; Mastrovito, M.; Becci, A.; Beolchini, F. Environmental Sustainability Analysis of Case Studies of Agriculture Residue Exploitation. Sustainability 2021, 13, 3990. [Google Scholar] [CrossRef]
- Santolini, E.; Bovo, M.; Barbaresi, A.; Torreggiani, D.; Tassinari, P. Turning agricultural wastes into biomaterials: Assessing the sustainability of scenarios of circular valorization of corn cob in a life-cycle perspective. Appl. Sci. 2021, 11, 6281. [Google Scholar] [CrossRef]
- Rowell, R.M.; Sanadi, A.R.; Caulfield, D.F.; Jacobson, R.E. Utilization of natural fibers in plastic composites: Problems and opportunities. Lignocellul. Compos. 1997, 13, 23–51. [Google Scholar]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Sustainable Green Composites: Value Addition to Agricultural Residues and Perennial Grasses. ACS Sustain. Chem. Eng. 2013, 1, 325–333. [Google Scholar] [CrossRef]
- Prückler, M.; Siebenhandl-Ehn, S.; Apprich, S.; Höltinger, S.; Haas, C.; Schmid, E.; Kneifel, W. Wheat bran-based biorefinery 1: Composition of wheat bran and strategies of functionalization. LWT Food Sci. Technol. 2014, 56, 211–221. [Google Scholar] [CrossRef]
- Tedeschi, G.; Benitez, J.J.; Ceseracciu, L.; Dastmalchi, K.; Itin, B.; Stark, R.E.; Heredia, A.; Athanassiou, A.; Heredia-Guerrero, J.A. Sustainable Fabrication of Plant Cuticle-Like Packaging Films from Tomato Pomace Agro-Waste, Beeswax, and Alginate. ACS Sustain. Chem. Eng. 2018, 6, 14955–14966. [Google Scholar] [CrossRef]
- Ashori, A.; Nourbakhsh, A. Bio-based composites from waste agricultural residues. Waste Manag. 2010, 30, 680–684. [Google Scholar] [CrossRef]
- Russo, P.; Pagliarulo, V.; Bianco, V.; Simeoli, G.; Cimino, F.; Ferraro, P. Characterization of ‘green’ composite laminates after flexural tests by speckle interferometry. Opt. Eng. 2020, 59, 1. [Google Scholar] [CrossRef]
- Sisti, L.; Gioia, C.; Totaro, G.; Verstichel, S.; Cartabia, M.; Camere, S.; Celli, A. Valorization of wheat bran agro-industrial byproduct as an upgrading filler for mycelium-based composite materials. Ind. Crops Prod. 2021, 170, 113742. [Google Scholar] [CrossRef]
- Rahman, A.; Fehrenbach, J.; Ulven, C.; Simsek, S.; Hossain, K. Utilization of wheat-bran cellulosic fibers as reinforcement in bio-based polypropylene composite. Ind. Crops Prod. 2021, 172, 114028. [Google Scholar] [CrossRef]
- Arjmandi, R.; Hassan, A.; Majeed, K.; Zakaria, Z. Rice Husk Filled Polymer Composites. Int. J. Polym. Sci. 2015, 2015, 32. [Google Scholar] [CrossRef]
- Majewski, Ł.; Gaspar Cunha, A. Evaluation of suitability of wheat bran as a natural filler in polymer processing. BioResources 2018, 13, 7037–7052. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Efficiency of Twin-Screw Extrusion of Biodegradable Poly (Butylene Succinate)-Wheat Bran Blend. Materials 2021, 14, 424. [Google Scholar] [CrossRef] [PubMed]
- Formela, K.; Hejna, A.; Piszczyk, Ł.; Saeb, M.R.; Colom, X. Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 2016, 23, 3157–3175. [Google Scholar] [CrossRef]
- Wei, L.; Liang, S.; McDonald, A.G. Thermophysical properties and biodegradation behavior of green composites made from polyhydroxybutyrate and potato peel waste fermentation residue. Ind. Crops Prod. 2015, 69, 91–103. [Google Scholar] [CrossRef]
- Adekunle, K.F. Surface treatments of natural fibres—A review: Part 1. Open J. Polym. Chem. 2015, 5, 41. [Google Scholar] [CrossRef]
- Olonisakin, K.; Fan, M.; Xin-Xiang, Z.; Ran, L.; Lin, W.; Zhang, W.; Wenbin, Y. Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites; Focus on PLA Matrix Composites. Compos. Interfaces 2021, 1, 1–50. [Google Scholar] [CrossRef]
- Aliotta, L.; Gigante, V.; Coltelli, M.-B.; Lazzeri, A. Volume Change during Creep and Micromechanical Deformation Processes in PLA–PBSA Binary Blends. Polymers 2021, 13, 2379. [Google Scholar] [CrossRef]
- Gigante, V.; Coltelli, M.-B.; Vannozzi, A.; Panariello, L.; Fusco, A.; Trombi, L.; Donnarumma, G.; Danti, S.; Lazzeri, A. Flat Die Extruded Biocompatible Poly(Lactic Acid) (PLA)/Poly(Butylene Succinate) (PBS) Based Films. Polymers 2019, 11, 1857. [Google Scholar] [CrossRef]
- Coltelli, M.B.; Bertolini, A.; Aliotta, L.; Gigante, V.; Vannozzi, A.; Lazzeri, A. Chain extension of poly(Lactic acid) (pla)–based blends and composites containing bran with biobased compounds for controlling their processability and recyclability. Polymers 2021, 13, 3050. [Google Scholar] [CrossRef]
- Aliotta, L.; Vannozzi, A.; Canesi, I.; Cinelli, P.; Coltelli, M.; Lazzeri, A. Poly(lactic acid) (PLA)/Poly(butylene succinate-co-adipate) (PBSA) Compatibilized Binary Biobased Blends: Melt Fluidity, Morphological, Thermo-Mechanical and Micromechanical Analysis. Polymers 2021, 13, 218. [Google Scholar] [CrossRef] [PubMed]
- Pietrosanto, A.; Scarfato, P.; Di Maio, L.; Nobile, R.M.; Incarnato, L. Evaluation of the Suitability of Poly(Lactide)/Poly(Butylene-Adipate-co-Terephthalate) Blown Films for Chilled and Frozen Food Packaging Applications. Polymers 2020, 12, 804. [Google Scholar] [CrossRef] [PubMed]
- Di Lorenzo, M.L. Poly(l-Lactic Acid)/Poly(Butylene Succinate) Biobased Biodegradable Blends. Polym. Rev. 2021, 61, 457–492. [Google Scholar] [CrossRef]
- Nikolic, M.S.; Djonlagic, J. Synthesis and characterization of biodegradable poly (butylene succinate-co-butylene adipate) s. Polym. Degrad. Stab. 2001, 74, 263–270. [Google Scholar] [CrossRef]
- Seggiani, M.; Gigante, V.; Cinelli, P.; Coltelli, M.B.; Sandroni, M.; Anguillesi, I.; Lazzeri, A. Processing and mechanical performances of Poly (Butylene Succinate-co-Adipate) (PBSA) and raw hydrolyzed collagen (HC) thermoplastic blends. Polym. Test. 2019, 77, 105900. [Google Scholar] [CrossRef]
- Messin, T.; Follain, N.; Guinault, A.; Sollogoub, C.; Gaucher, V.; Delpouve, N.; Marais, S. Structure and Barrier Properties of Multinanolayered Biodegradable PLA/PBSA Films: Confinement Effect via Forced Assembly Coextrusion. ACS Appl. Mater. Interfaces 2017, 9, 29101–29112. [Google Scholar] [CrossRef]
- Fratini, F.; Cilia, G.; Turchi, B.; Felicioli, A. Beeswax: A minireview of its antimicrobial activity and its application in medicine. Asian Pac. J. Trop. Med. 2016, 9, 839–843. [Google Scholar] [CrossRef]
- Manivannan, K.; Jaganathan, G.; Sithique, M.A. Novel beeswax-chitosan/Zinc-hydroxyapatite biocomposite porous scaffolds: Preparation and biological evaluation. J. Sci. Adv. Mater. Devices 2021, 6, 197–201. [Google Scholar] [CrossRef]
- Gigante, V.; Cinelli, P.; Righetti, M.C.; Sandroni, M.; Polacco, G.; Seggiani, M.; Lazzeri, A. On the Use of Biobased Waxes to Tune Thermal and Mechanical Properties of Polyhydroxyalkanoates–Bran Biocomposites. Polymers 2020, 12, 2615. [Google Scholar] [CrossRef]
- Righetti, M.C.; Aliotta, L.; Mallegni, N.; Gazzano, M.; Passaglia, E.; Cinelli, P.; Lazzeri, A. Constrained Amorphous Interphase and Mechanical Properties of Poly(3-Hydroxybutyrate-co-3-Hydroxyvalerate). Front. Chem. 2019, 7, 790. [Google Scholar] [CrossRef]
- Reichert, C.L.; Bugnicourt, E.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Canesi, I.; Braca, F.; Martínez, B.M.; Alonso, R.; Agostinis, L.; et al. Bio-Based Packaging: Materials, Modifications, Industrial Applications and Sustainability. Polymers 2020, 12, 1558. [Google Scholar] [CrossRef]
- Righetti, M.; Cinelli, P.; Mallegni, N.; Massa, C.; Bronco, S.; Stäbler, A.; Lazzeri, A. Thermal, Mechanical, and Rheological Properties of Biocomposites Made of Poly(lactic acid) and Potato Pulp Powder. Int. J. Mol. Sci. 2019, 20, 675. [Google Scholar] [CrossRef] [PubMed]
- Peinado, V.; Castell, P.; García, L.; Fernández, Á. Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials. Materials 2015, 8, 7106–7117. [Google Scholar] [CrossRef] [PubMed]
- Barletta, M.; Aversa, C.; Puopolo, M.; Donninelli, A. Effect of micro-lamellar talc on dimensional accuracy and stability in injection molding of PLA/PBSA blends. Polym. Technol. Mater. 2019, 58, 776–788. [Google Scholar] [CrossRef]
- Barletta, M.; Puopolo, M. Thermo-Mechanical Properties of Injection Molded Components Manufactured by Engineered Biodegradable Blends. J. Polym. Environ. 2019, 27, 2105–2118. [Google Scholar] [CrossRef]
- Battegazzore, D.; Bocchini, S.; Frache, A. Crystallization kinetics of poly(lactic acid)-talc composites. Express Polym. Lett. 2011, 5, 849–858. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; Elaya Perumal, A.; Arunsundaranayagam, D. Fiber surface treatment and its effect on mechanical and visco-elastic behaviour of banana/epoxy composite. Mater. Des. 2013, 47, 151–159. [Google Scholar] [CrossRef]
- Post, W.; Kuijpers, L.J.; Zijlstra, M.; Van Der Zee, M.; Molenveld, K. Effect of Mineral Fillers on the Mechanical Properties of Commercially Available Biodegradable Polymers. Polymers 2021, 13, 394. [Google Scholar] [CrossRef]
- Leluk, K.; Frackowiak, S.; Ludwiczak, J.; Rydzkowski, T.; Thakur, V.K. The Impact of Filler Geometry on Polylactic Acid-Based Sustainable Polymer Composites. Molecules 2021, 26, 149. [Google Scholar] [CrossRef]
- Somsunan, R.; Mainoiy, N. Isothermal and non-isothermal crystallization kinetics of PLA/PBS blends with talc as nucleating agent. J. Therm. Anal. Calorim. 2020, 139, 1941–1948. [Google Scholar] [CrossRef]
- Yamada, K.; Thumsorn, S. Effectiveness of talc filler on thermal resistance of recycled PET blends. Adv. Mater. Phys. Chem. 2013, 3, 327. [Google Scholar] [CrossRef]
- Refaa, Z.; Boutaous, M.; Xin, S.; Siginer, D.A. Thermophysical analysis and modeling of the crystallization and melting behavior of PLA with talc: Kinetics and crystalline structures. J. Therm. Anal. Calorim. 2017, 128, 687–698. [Google Scholar] [CrossRef]
- Helanto, K.; Talja, R.; Rojas, O.J. Effects of talc, kaolin and calcium carbonate as fillers in biopolymer packaging materials. J. Polym. Eng. 2021, 41, 746–758. [Google Scholar] [CrossRef]
- Leong, Y.W.; Ishak, Z.A.M.; Ariffin, A. Mechanical and thermal properties of talc and calcium carbonate filled polypropylene hybrid composites. J. Appl. Polym. Sci. 2004, 91, 3327–3336. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, C.; Liu, X.; Zhu, J. The crystallization behavior and mechanical properties of polylactic acid in the presence of a crystal nucleating agent. J. Appl. Polym. Sci. 2012, 125, 1108–1115. [Google Scholar] [CrossRef]
- Sergi, C.; Sbardella, F.; Lilli, M.; Tirillò, J.; Calzolari, A.; Sarasini, F. Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules 2020, 25, 4384. [Google Scholar] [CrossRef]
- Pradeep, S.; Kharbas, H.; Turng, L.-S.; Avalos, A.; Lawrence, J.; Pilla, S. Investigation of Thermal and Thermomechanical Properties of Biodegradable PLA/PBSA Composites Processed via Supercritical Fluid-Assisted Foam Injection Molding. Polymers 2017, 9, 22. [Google Scholar] [CrossRef]
- Sun, H.; Bi, H.; Lin, X.; Cai, L.; Xu, M. Lightweight, Anisotropic, Compressible, and Thermally-Insulating Wood Aerogels with Aligned Cellulose Fibers. Polymers 2020, 12, 165. [Google Scholar] [CrossRef]
- Lazzeri, A.; Phuong, V.T. Dependence of the Pukánszky’s interaction parameter B on the interface shear strength (IFSS) of nanofiller- and short fiber-reinforced polymer composites. Compos. Sci. Technol. 2014, 93, 106–113. [Google Scholar] [CrossRef]
- Aliotta, L.; Vannozzi, A.; Cinelli, P.; Coltelli, M.-B.; Lazzeri, A. Essential Work of Fracture and Evaluation of the Interfacial Adhesion of Plasticized PLA/PBSA Blends with the Addition of Wheat Bran by-Product. Polymers 2022, 14, 615. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Sukumaran, K.; Mukherjee, P.S.; Pavithran, C.; Pillai, S.G.K. Natural fibre-polymer composites. Cem. Concr. Compos. 1990, 12, 117–136. [Google Scholar] [CrossRef]
- Aliotta, L.; Vannozzi, A.; Bonacchi, D.; Coltelli, M.-B.; Lazzeri, A. Analysis, Development, and Scaling-Up of Poly(lactic acid) (PLA) Biocomposites with Hazelnuts Shell Powder (HSP). Polymers 2021, 13, 4080. [Google Scholar] [CrossRef]
- Gorrasi, G.; Pantani, R. Effect of PLA grades and morphologies on hydrolytic degradation at composting temperature: Assessment of structural modification and kinetic parameters. Polym. Degrad. Stab. 2013, 98, 1006–1014. [Google Scholar] [CrossRef]
- Gigante, V.; Seggiani, M.; Cinelli, P.; Signori, F.; Vania, A.; Navarini, L.; Amato, G.; Lazzeri, A. Utilization of coffee silverskin in the production of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) biopolymer-based thermoplastic biocomposites for food contact applications. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106172. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O. Rheological and processing properties of poly(lactic acid) composites filled with ground chestnut shell. Polym. 2018, 42, 267–274. [Google Scholar] [CrossRef]
- Alauddin, M.; Islam, J.; Shirakawa, H.; Koseki, T.; Ardiansyah; Komai, M. Rice Bran as a Functional Food: An Overview of the Conversion of Rice Bran into a Superfood/Functional Food. In Superfood and Functional Food—An Overview of Their Processing and Utilization; InTech: London, UK, 2017. [Google Scholar]
- Sharanappa, T.; Chetana, R.; Suresh Kumar, G. Evaluation of genotypic wheat bran varieties for nutraceutical compounds. J. Food Sci. Technol. 2016, 53, 4316–4324. [Google Scholar] [CrossRef]
- Nwosu-Obieogu, K.; Ejim, I.F.; Adekunle, K.F. Mechanical properties of rice husk reinforced low density polyethylene composite. Int. J. Res. Adv. Eng. Technol. 2016, 2, 10–15. [Google Scholar]
- Huang, T.-H.; Chen, C.-S.; Chang, S.-W. Microcrack patterns control the mechanical strength in the biocomposites. Mater. Des. 2018, 140, 505–515. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Analysis of Selected Properties of Injection Moulded Sustainable Biocomposites from Poly(butylene succinate) and Wheat Bran. Materials 2021, 14, 7049. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Wei, L.; McDonald, A.G. A review on grafting of biofibers for biocomposites. Materials 2016, 9, 303. [Google Scholar] [CrossRef] [PubMed]
- Pukanszky, B.; Voros, G. Mechanism of interfacial interactions in particulate filled composites. Compos. Interfaces 1993, 1, 411–427. [Google Scholar] [CrossRef]
- Gigante, V.; Cinelli, P.; Righetti, M.C.; Sandroni, M.; Tognotti, L.; Seggiani, M.; Lazzeri, A. Evaluation of Mussel Shells Powder as Reinforcement for PLA-Based Biocomposites. Int. J. Mol. Sci. 2020, 21, 5364. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Cinelli, P.; Coltelli, M.B.; Lazzeri, A. Rigid filler toughening in PLA-Calcium Carbonate composites: Effect of particle surface treatment and matrix plasticization. Eur. Polym. J. 2019, 113, 78–88. [Google Scholar] [CrossRef]
- Argon, A.S.; Cohen, R.E. Toughenability of polymers. Polymer 2003, 44, 6013–6032. [Google Scholar] [CrossRef]
- Liu, X.; Wang, T.; Chow, L.C.; Yang, M.; Mitchell, J.W. Effects of Inorganic Fillers on the Thermal and Mechanical Properties of Poly(lactic acid). Int. J. Polym. Sci. 2014, 2014, 827028. [Google Scholar] [CrossRef]
- Phetwarotai, W.; Aht-Ong, D. Nucleated polylactide blend films with nanoprecipitated calcium carbonate and talc. J. Therm. Anal. Calorim. 2017, 127, 2367–2381. [Google Scholar] [CrossRef]
- Lee, C.; Pang, M.M.; Koay, S.C.; Choo, H.L.; Tshai, K.Y. Talc filled polylactic-acid biobased polymer composites: Tensile, thermal and morphological properties. SN Appl. Sci. 2020, 2, 354. [Google Scholar] [CrossRef]
- Shakoor, A.; Thomas, N.L. Talc as a nucleating agent and reinforcing filler in poly(lactic acid) composites. Polym. Eng. Sci. 2014, 54, 64–70. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Acronym | PLA | PBSA | Wheat Bran (WB) | Rice Bran (RB) | Beeswax (W) | Talc (T) | Calcium Carbonate (C) |
|---|---|---|---|---|---|---|---|
| MATRIX | 60 | 40 | / | / | / | / | / |
| *M_5WB | 57 | 38 | 5 | / | / | / | / |
| *M_5WB_4W | 57 | 38 | 4.8 | / | 0.2 | / | / |
| *M_5WB_8W | 57 | 38 | 4.6 | / | 0.4 | / | / |
| *M_10WB | 54 | 36 | 10 | / | / | / | / |
| *M_10WB_4W | 54 | 36 | 9.6 | / | 0.4 | / | / |
| *M_10WB_8W | 54 | 36 | 9.2 | / | 0.8 | / | / |
| *M_5RB | 57 | 38 | / | 5 | / | / | / |
| *M_5RB_4W | 57 | 38 | / | 4.8 | 0.2 | / | / |
| *M_5RB_8W | 57 | 38 | / | 4.6 | 0.4 | / | / |
| *M_10RB | 54 | 36 | / | 10 | / | / | / |
| *M_10RB_4W | 54 | 36 | / | 9.6 | 0.4 | / | / |
| *M_10RB_8W | 54 | 36 | / | 9.2 | 0.8 | / | / |
| °M_10WB_4W_15T | 45 | 30 | 9.6 | / | 0.4 | 15 | / |
| °M_10RB_4W_15T | 45 | 30 | / | 9.6 | 0.4 | 15 | / |
| °M_10WB_4W_15C | 45 | 30 | 9.6 | / | 0.4 | / | 15 |
| °M_10RB_4W_15C | 45 | 30 | / | 9.6 | 0.4 | / | 15 |
| °M_10WB_4W_30T | 36 | 24 | 9.6 | / | 0.4 | 30 | / |
| °M_10RB_4W_30T | 36 | 24 | / | 9.6 | 0.4 | 30 | / |
| °M_10WB_4W_30C | 36 | 24 | 9.6 | / | 0.4 | / | 30 |
| °M_10RB_4W_30C | 36 | 24 | / | 9.6 | 0.4 | / | 30 |
| Acronym | Young’s Modulus (GPa) | Stress at Break (MPa) | Elongation at Break (%) | Charpy Impact Strength (kJ/m2) |
|---|---|---|---|---|
| MATRIX | 1.99 ± 0.12 | 21.5 ± 0.8 | 192.8 ± 56.6 | 9.2 ± 0.5 |
| *M_5WB | 1.97 ± 0.07 | 20.4 ± 0.5 | 6.7 ± 0.1 | 4.0 ± 0.3 |
| *M_5WB_4W | 2.02 ± 0.02 | 21.4 ± 0.7 | 5.3 ± 0.2 | 4.0 ± 0.2 |
| *M_5WB_8W | 2.01 ± 0.12 | 19.3 ± 0.3 | 6.0 ± 0.2 | 3.8 ± 0.1 |
| *M_10WB | 2.06 ± 0.04 | 20.0 ± 1.3 | 4.3 ± 0.3 | 3.8 ± 0.1 |
| *M_10WB_4W | 2.03 ± 0.13 | 20.8 ± 0.9 | 3.6 ± 0.3 | 4.0 ± 0.2 |
| *M_10WB_8W | 2.00 ± 0.08 | 20.1 ± 0.3 | 4.0 ± 0.4 | 3.9 ± 0.3 |
| *M_5RB | 1.79 ± 0.13 | 19.7 ± 1.4 | 10.9 ± 2.7 | 5.0 ± 0.2 |
| *M_5RB_4W | 1.81 ± 0.06 | 20.5 ± 0.5 | 11.4 ± 1.2 | 5.6 ± 0.8 |
| *M_5RB_8W | 1.73 ± 0.02 | 19.0 ± 0.2 | 11.8 ± 2.5 | 5.0 ± 0.3 |
| *M_10RB | 1.69 ± 0.14 | 17.1 ± 0.1 | 6.2 ± 0.8 | 4.8 ± 0.2 |
| *M_10RB_4W | 1.48 ± 0.02 | 17.9 ± 0.2 | 6.1 ± 0.2 | 4.8 ± 0.6 |
| *M_10RB_8W | 1.40 ± 0.10 | 18.2 ± 0.8 | 6.2 ± 0.7 | 4.8 ± 0.1 |
| PBS+ 50 wt. % wheat bran [60] | 1.6 ± 0.09 | 13.5 ± 0.1 | 8.1 ± 0.9 | 8.9 ± 0.7 |
| PHBV + 10% wheat bran [29] | 2.1 ± 0.10 | 18.9 ± 0.2 | 2.0 ± 0.1 | 3.8 ± 0.2 |
| PP + 30% wheat bran [10] | 2.30 ± 0.10 | 19.9 ± 0.3 | 6.2 ± 0.4 | 4.1 ± 0.2 |
| Acronym | Young’s Modulus (Gpa) | Stress at Break (MPa) | Elongation at Break (%) | Charpy Impact Strength (kJ/m2) |
|---|---|---|---|---|
| °M_10WB_4W_15T | 2.89 ± 0.09 | 24.1 ± 1.0 | 4.9 ± 0.1 | 5.4 ± 0.5 |
| °M_10WB_4W_15C | 2.21 ± 0.06 | 21.5 ± 0.1 | 4.1 ± 0.6 | 4.7 ± 0.4 |
| °M_10WB_4W_30T | 4.50 ± 0.32 | 28.2 ± 1.6 | 1.5 ± 0.1 | 5.5 ± 0.7 |
| °M_10WB_4W_30C | 2.94 ± 0.14 | 20.6 ± 0.9 | 2.3 ± 0.2 | 5.4 ± 0.8 |
| °M_10RB_4W_15T | 2.38 ± 0.17 | 20.3 ± 1.0 | 9.1 ± 0.9 | 5.2 ± 0.9 |
| °M_10RB_4W_15C | 2.02 ± 0.05 | 17.3 ± 0.7 | 11.3 ± 2.0 | 5.1 ± 1.1 |
| °M_10RB_4W_30T | 4.21 ± 0.10 | 23.2 ± 0.3 | 1.9 ± 0.2 | 5.3 ± 0.8 |
| °M_10RB_4W_30C | 2.08 ± 0.09 | 18.5 ± 0.9 | 5.5 ± 0.7 | 5.1 ± 0.8 |
| Acronym | Tcc (°C) PLA | Tm (°C) PLA | Tm (°C) PBSA | ΔHm (J/g) PLA | ΔHm (J/g) PBSA | ΔHcc (J/g) PLA | Xc (%) PLA |
|---|---|---|---|---|---|---|---|
| °M_10WB_4W_15T | 92.1 | 151.4 | 83.1 | 14.7 | 8.1 | 6.0 | 22.3 |
| °M_10WB_4W_15C | 93.5 | 151.3 | 83.1 | 13.1 | 10.1 | 7.2 | 15.1 |
| °M_10WB_4W_30T | 93.1 | 150.7 | 82.8 | 10.9 | 6.4 | 1.6 | 30.3 |
| °M_10WB_4W_30C | 95.6 | 151.7 | 83.6 | 11.1 | 6.8 | 4.1 | 22.8 |
| °M_10RB_4W_15T | 92.5 | 148.7 | 83.4 | 14.1 | 7.3 | 5.8 | 21.2 |
| °M_10RB_4W_15C | 94.0 | 148.8 | 83.1 | 14.4 | 9.5 | 6.2 | 21.0 |
| °M_10RB_4W_30T | 92.5 | 151.9 | 84.0 | 10.7 | 8.3 | 1.7 | 29.3 |
| °M_10RB_4W_30C | 95.7 | 152.1 | 84.2 | 10.7 | 7.0 | 4.9 | 18.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gigante, V.; Aliotta, L.; Canesi, I.; Sandroni, M.; Lazzeri, A.; Coltelli, M.-B.; Cinelli, P. Improvement of Interfacial Adhesion and Thermomechanical Properties of PLA Based Composites with Wheat/Rice Bran. Polymers 2022, 14, 3389. https://doi.org/10.3390/polym14163389
Gigante V, Aliotta L, Canesi I, Sandroni M, Lazzeri A, Coltelli M-B, Cinelli P. Improvement of Interfacial Adhesion and Thermomechanical Properties of PLA Based Composites with Wheat/Rice Bran. Polymers. 2022; 14(16):3389. https://doi.org/10.3390/polym14163389
Chicago/Turabian StyleGigante, Vito, Laura Aliotta, Ilaria Canesi, Marco Sandroni, Andrea Lazzeri, Maria-Beatrice Coltelli, and Patrizia Cinelli. 2022. "Improvement of Interfacial Adhesion and Thermomechanical Properties of PLA Based Composites with Wheat/Rice Bran" Polymers 14, no. 16: 3389. https://doi.org/10.3390/polym14163389
APA StyleGigante, V., Aliotta, L., Canesi, I., Sandroni, M., Lazzeri, A., Coltelli, M. -B., & Cinelli, P. (2022). Improvement of Interfacial Adhesion and Thermomechanical Properties of PLA Based Composites with Wheat/Rice Bran. Polymers, 14(16), 3389. https://doi.org/10.3390/polym14163389