



Fibrous Structures from Starch and Gluten


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pre-Gelatinization
2.3. High Temperature Shear Cell
2.4. Assessment of the Fibrous Structure
2.5. Tensile Strength Analysis
3. Results
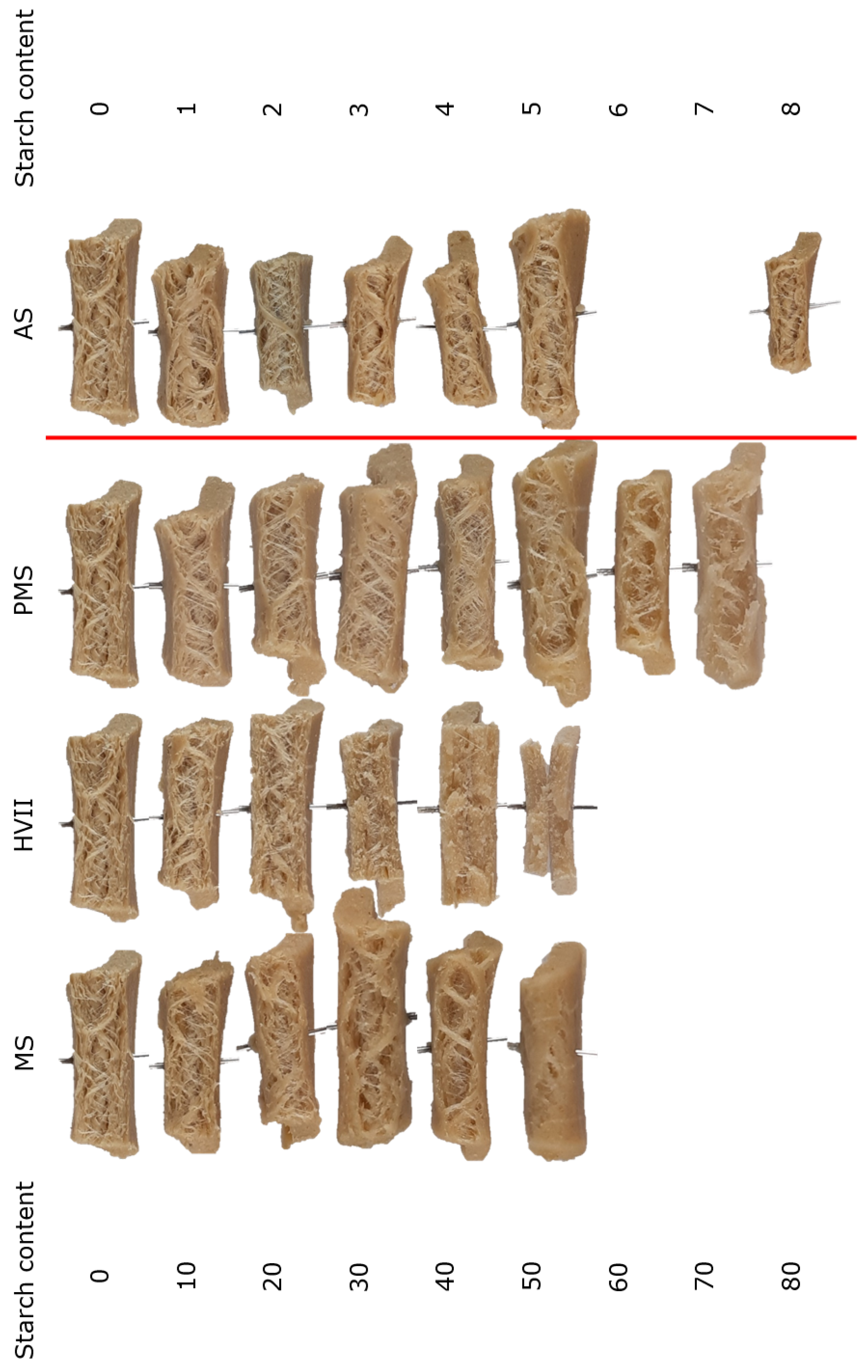
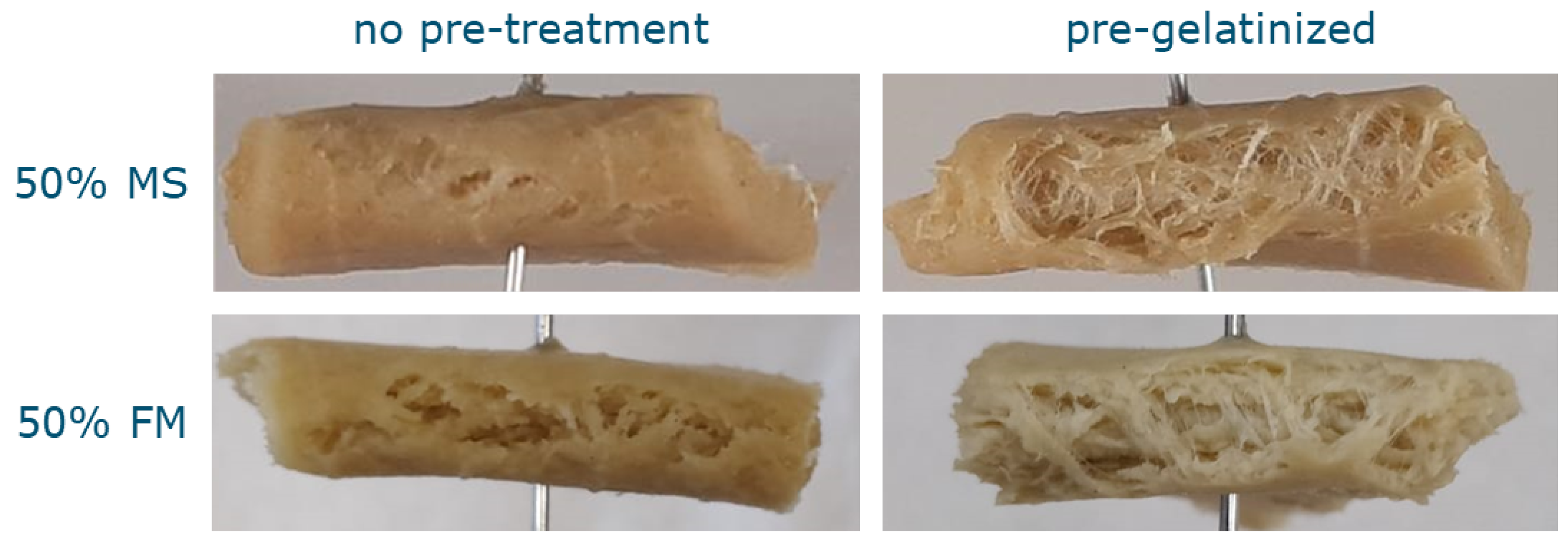
3.1. Fibrous Structure
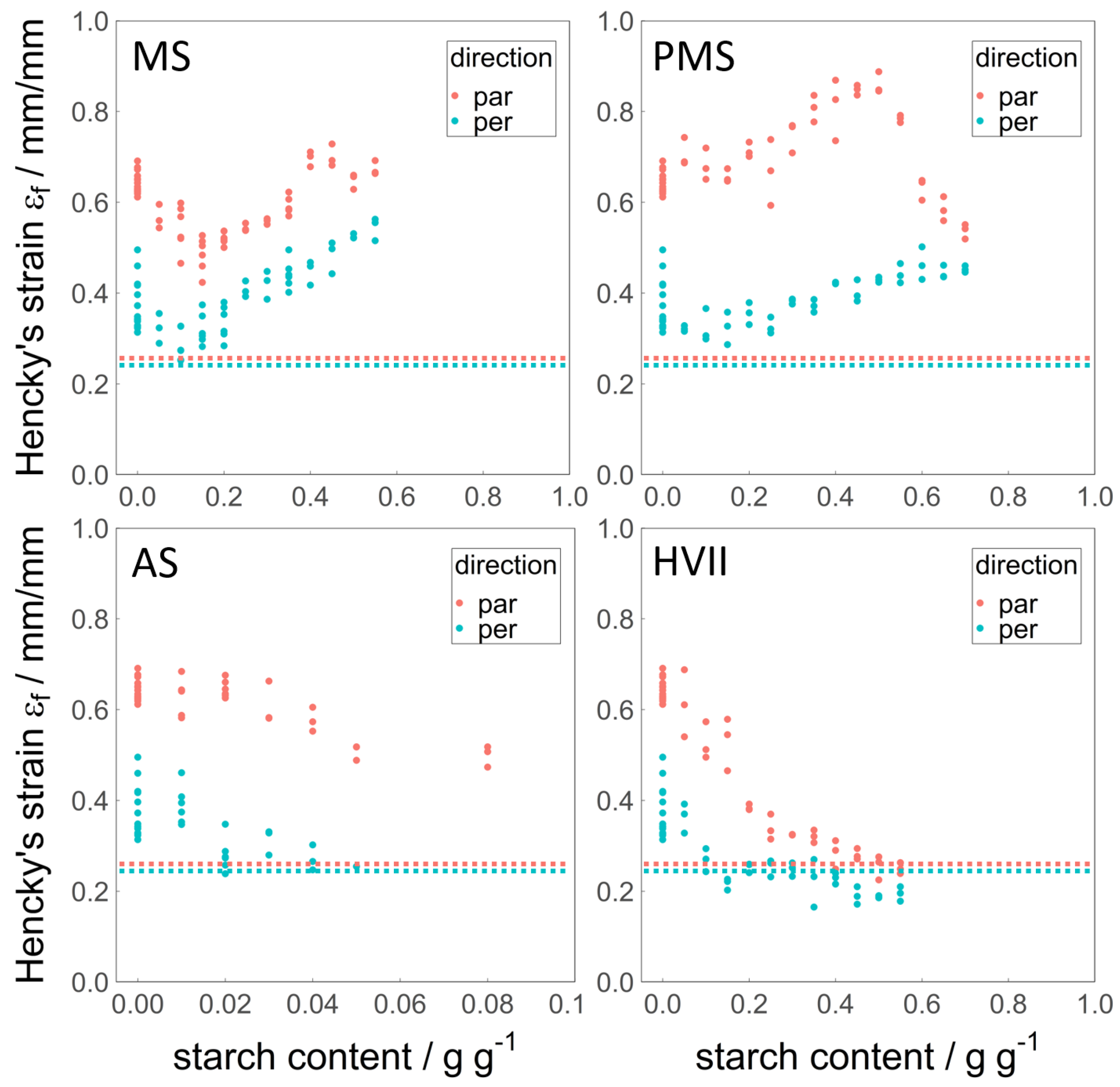
3.2. Fracture Strain
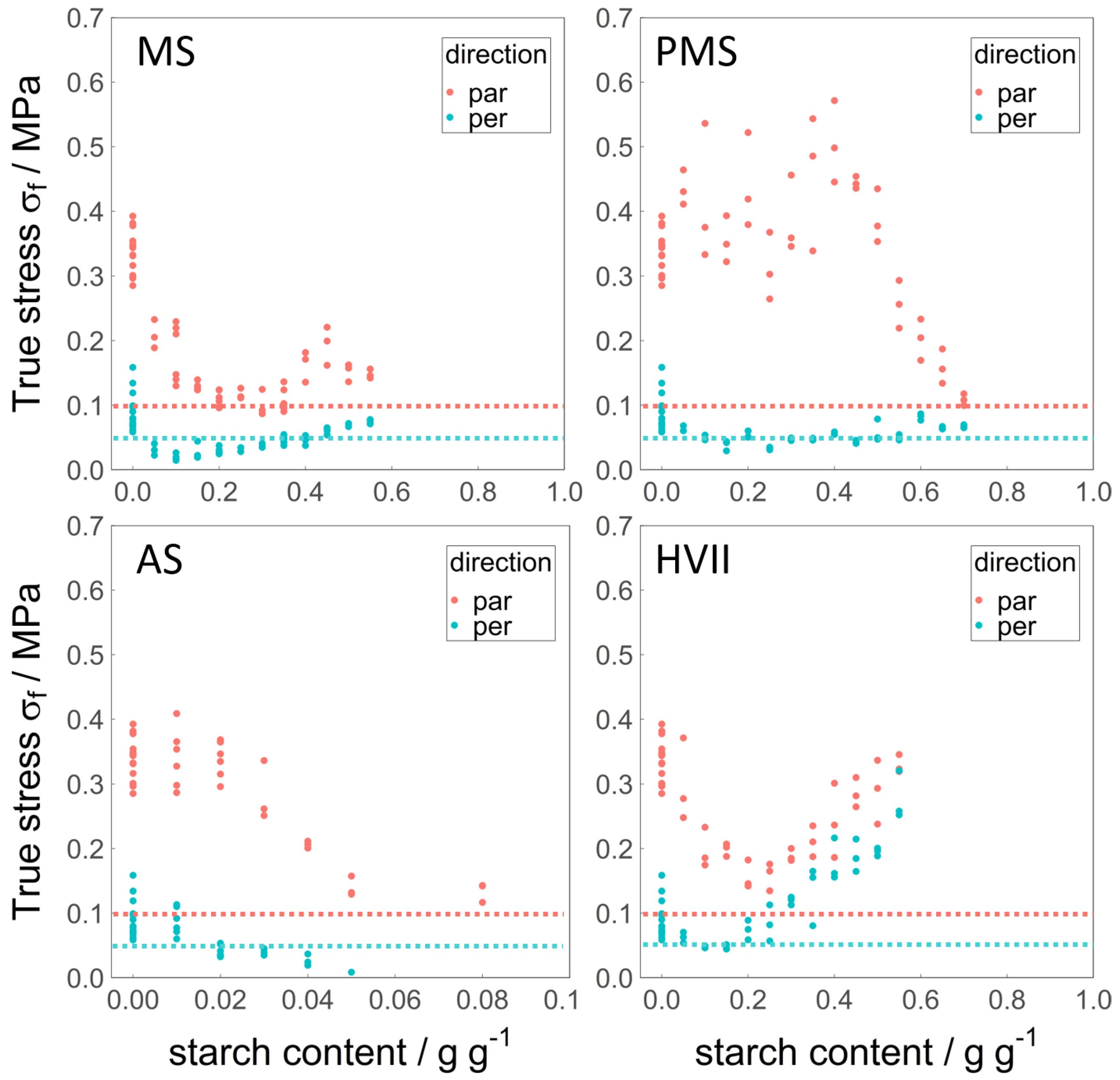
3.3. Fracture Stress
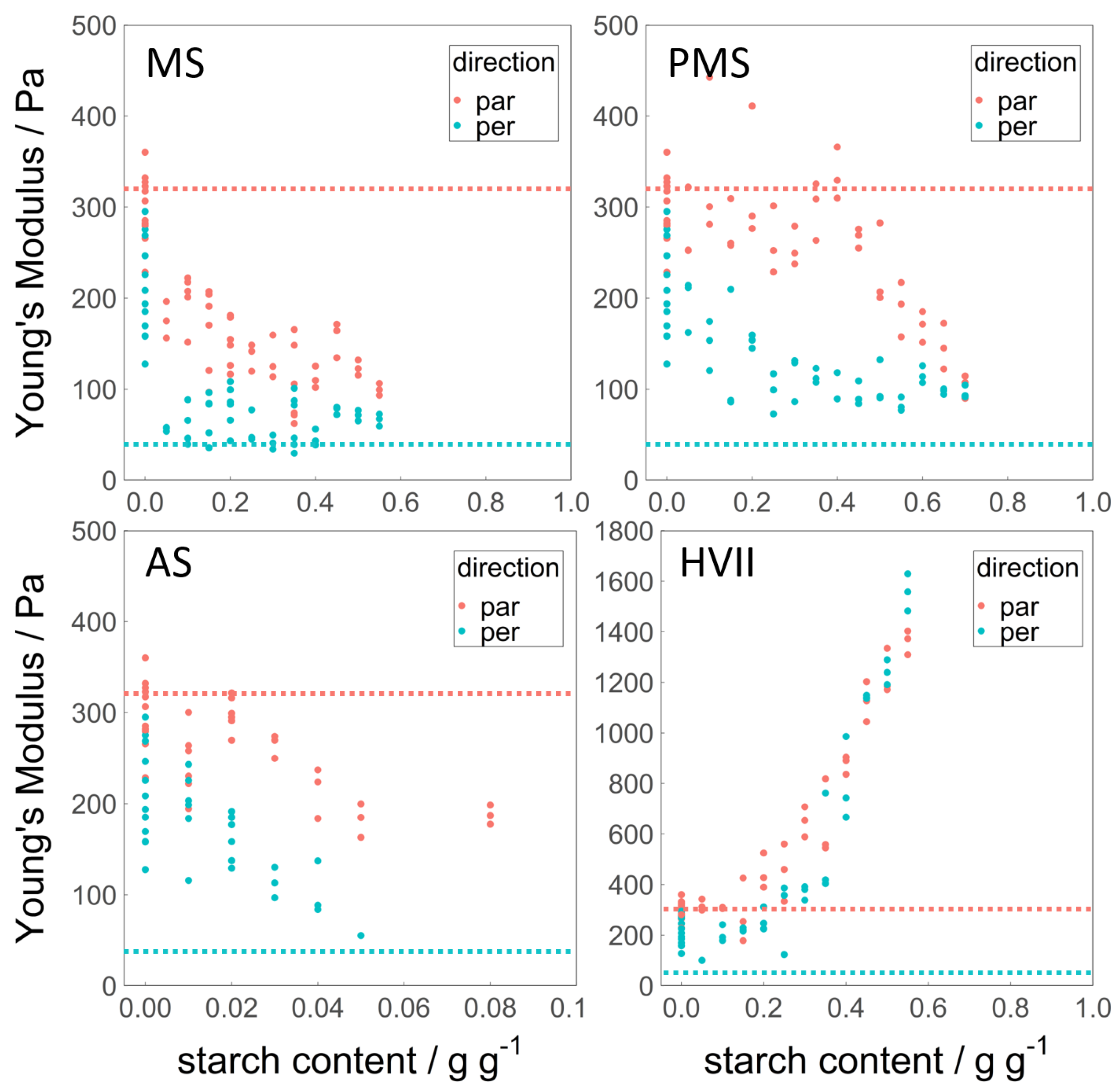
3.4. Young’s Modulus
3.5. Faba Bean
4. Discussion
4.1. Effect of Native Starch on the Sheared Samples
4.2. Effect of Pre-Gelatinization
4.3. Application in Faba Bean Meal
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DSC | Differential Scanning Calorimetry |
| HTSC | High Temperature Shear Cell |
| AS | Amioca starch |
| MS | Maize starch |
| HVII | Hylon VII |
| PMS | Pre-gelatinized maize starch |
| WG | Wheat gluten |
| FM | Faba bean meal |
Appendix A


References
- Shurtleff, W.; Aoyagi, A. History of Meat Alternatives; Soyinfo Center: Lafayette, CA, USA, 2013; pp. 1–671. [Google Scholar]
- Saiidi, U. Meatless Alternatives Are on the Rise—But So Is Global Meat Consumption. 2019. Available online: https://www.cnbc.com/2019/06/18/meatless-alternatives-are-on-the-rise-so-is-global-meat-consumption.html (accessed on 7 July 2022).
- The Good Food Institute. Plant-Based Market Overview; Technical Report; The Good Food Institute: Washington, DC, USA, 2020. [Google Scholar]
- Linnane, C. Barclays Predicts Alternative Meat Market Could Be Worth $ 140 Bn in 10 Years. 2020. Available online: https://www.foodnavigator.com/Article/2019/05/23/Alternative-meat-market-could-be-worth-140-billion-within-a-decade-predicts-Barclays (accessed on 7 July 2022).
- Nierenberg, A. Plant-Based Meats Catch On in the Pandemic. 2020. Available online: https://www.forbesindia.com/article/special/plantbased-meats-catch-on-in-the-pandemic/59645/1 (accessed on 7 July 2022).
- Hoek, A.C.; Luning, P.A.; Weijzen, P.; Engels, W.; Kok, F.J.; de Graaf, C. Replacement of meat by meat substitutes. A survey on person- and product-related factors in consumer acceptance. Appetite 2011, 56, 662–673. [Google Scholar] [CrossRef]
- Michel, F.; Hartmann, C.; Siegrist, M. Consumers’ associations, perceptions and acceptance of meat and plant-based meat alternatives. Food Qual. Prefer. 2021, 87, 104063. [Google Scholar] [CrossRef]
- Arêas, J.A. Extrusion of food proteins. Crit. Rev. Food Sci. Nutr. 1992, 32, 365–392. [Google Scholar] [CrossRef] [PubMed]
- Elzerman, J.E.; Hoek, A.C.; van Boekel, M.A.J.S.; Luning, P.A. Consumer acceptance and appropriateness of meat substitutes in a meal context. Food Qual. Prefer. 2011, 22, 233–240. [Google Scholar]
- Pietsch, V.L.; Bühler, J.M.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of soy protein concentrate: Influence of thermomechanical treatment on protein-protein interactions and rheological properties. J. Food Eng. 2019, 251, 11–18. [Google Scholar] [CrossRef]
- Tolstoguzov, V.B. Texturising by phase separation. Biotechnol. Adv. 2006, 24, 626–628. [Google Scholar] [CrossRef]
- Manski, J.M.; van der Zalm, E.E.J.; van der Goot, A.J.; Boom, R.M. Influence of process parameters on formation of fibrous materials from dense calcium caseinate dispersions and fat. Food Hydrocoll. 2008, 22, 587–600. [Google Scholar] [CrossRef]
- Cornet, S.H.V.; Bühler, J.M.; Gonçalves, R.; Bruins, M.E.; van der Sman, R.G.M.; van der Goot, A.J. Apparent universality of leguminous proteins in swelling and fibre formation when mixed with gluten. Food Hydrocoll. 2021, 120, 106788. [Google Scholar] [CrossRef]
- Cornet, S.H.V.; Snel, S.J.E.; Schreuders, F.K.G.; van der Sman, R.G.M.; Beyrer, M.; van der Goot, A.J. Thermo-mechanical processing of plant proteins using shear cell and high-moisture extrusion cooking. Crit. Rev. Food Sci. Nutr. 2021, 12, 3264–3280. [Google Scholar] [CrossRef]
- Beck, S.M.; Knoerzer, K.; Sellahewa, J.; Emin, M.A.; Arcot, J. Effect of different heat-treatment times and applied shear on secondary structure, molecular weight distribution, solubility and rheological properties of pea protein isolate as investigated by capillary rheometry. J. Food Eng. 2017, 208, 66–76. [Google Scholar]
- Dekkers, B.L.; Boom, R.M.; van der Goot, A.J. Structuring processes for meat analogues. Trends Food Sci. Technol. 2018, 81, 25–36. [Google Scholar]
- Schreuders, F.K.G.; Dekkers, B.L.; Bodnár, I.; Erni, P.; Boom, R.M.; van der Goot, A.J. Comparing structuring potential of pea and soy protein with gluten for meat analogue preparation. J. Food Eng. 2019, 261, 32–39. [Google Scholar]
- Lin, S.; Huff, H.E.; Hsieh, F. Extrusion Process Parameters, Sensory Characteristics, and Structural Properties of a High Moisture Soy Protein Meat Analog. J. Food Sci. 2002, 67, 1066–1072. [Google Scholar] [CrossRef]
- Chen, F.L.F.L.; Wei, Y.M.Y.M.; Zhang, B. Chemical cross-linking and molecular aggregation of soybean protein during extrusion cooking at low and high moisture content. LWT Food Sci. Technol. 2011, 44, 957–962. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Emin, M.A.; Schuchmann, H.P. Process conditions influencing wheat gluten polymerization during high moisture extrusion of meat analog products. J. Food Eng. 2017, 198, 28–35. [Google Scholar] [CrossRef]
- Dekkers, B.L.; Nikiforidis, C.V.; van der Goot, A.J. Shear-induced fibrous structure formation from a pectin/SPI blend. Innov. Food Sci. Emerg. Technol. 2016, 36, 193–200. [Google Scholar] [CrossRef]
- Kyriakopoulou, K.; Dekkers, B.L.; van der Goot, A.J. Plant-Based Meat Analogues; Elsevier: London, UK, 2019; Chapter 6; pp. 103–126. [Google Scholar]
- van der Goot, A.J.; Pelgrom, P.J.M.; Berghout, J.A.M.; Geerts, M.E.J.; Jankowiak, L.; Hardt, N.A.; Keijer, J.; Schutyser, M.A.I.; Nikiforidis, C.V.; Boom, R.M. Concepts for further sustainable production of foods. J. Food Eng. 2016, 168, 42–51. [Google Scholar] [CrossRef]
- Bühler, J.M.; Schlangen, M.; Möller, A.C.; Bruins, M.E.; van der Goot, A.J. Starch in plant-based meat replacers. Starch/Stärke 2021, 74, 2100157. [Google Scholar] [CrossRef]
- Zhang, W.; Li, S.; Zhang, B.; Drago, S.; Zhang, J. Relationships between the gelatinization of starches and the textural properties of extruded texturized soybean protein-starch systems. J. Food Eng. 2016, 174, 29–36. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, L.; Jiang, Y.; Shah, F.; Xu, Y.; Wang, Q. High-moisture extrusion of peanut protein-/carrageenan/sodium alginate/wheat starch mixtures: Effect of different exogenous polysaccharides on the process forming a fibrous structure. Food Hydrocoll. 2020, 99, 105311. [Google Scholar] [CrossRef]
- Fernández-Gutiérrez, J.A.; San Martín-Martínez, E.; Martínez-Bustos, F.; Cruz-Orea, A. Physicochemical Properties of Casein-Starch Interaction Obtained by Extrusion Process. Starch Stärke 2004, 56, 190–198. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, J.; Zhang, Y.; Meng, S.; Wang, Q. Rheological properties of pea protein isolate-amylose/amylopectin mixtures and the application in the high-moisture extruded meat substitutes. Food Hydrocoll. 2021, 117, 106732. [Google Scholar] [CrossRef]
- Thadavathi, Y.L.N.; Wassén, S.; Kádár, R. In-line rheological and microstroctural characterization of high moisture content protein vegetable mixtures in single screw extrusion. J. Food Eng. 2019, 245, 112–123. [Google Scholar]
- Grabowska, K.J.; Tekidou, S.; Boom, R.M.; van der Goot, A.J. Shear structuring as a new method to make anisotropic structures from soy-gluten blends. Food Res. Int. 2014, 64, 743–751. [Google Scholar] [CrossRef]
- Golnabi, H.; Matloob, M.R.; Bahar, M.; Sharifian, M. Investigation of electrical conductivity of different water liquids and electrolyte solutions. Iran. Phys. J. 2009, 3, 24–28. [Google Scholar]
- Li, L.; Yuan, T.Z.; Setia, R.; Raja, R.B.; Zhang, B.; Ai, Y.; Bharathi, R.; Zhang, B.; Ai, Y. Characteristics of pea, lentil and faba bean starches isolated from air- classified flours in comparison with commercial starches. Food Chem. 2019, 276, 599–607. [Google Scholar] [CrossRef]
- Ai, Y.; Hasjim, J.; Jane, J.L. Effects of lipids on enzymatic hydrolysis and physical properties of starch. Carbohydr. Polym. 2013, 92, 120–127. [Google Scholar] [CrossRef]
- Carvalho, C.W.P.; Onwulata, C.I.; Tomasula, P.M. Rheological properties of starch and whey protein isolate gels. Food Sci. Technol. Int. 2007, 13, 207–216. [Google Scholar] [CrossRef]
- Juhász, R.; Salgó, A. Pasting behavior of amylose, amylopectin and their mixtures as determined by RVA curves and first derivatives. Starch/Staerke 2008, 60, 70–78. [Google Scholar] [CrossRef]
- Lopez-Silva, M.; Bello-Perez, L.A.; Agama-Acevedo, E.; Alvarez-Ramirez, J. Effect of amylose content in morphological, functional and emulsification properties of OSA modified corn starch. Food Hydrocoll. 2019, 97, 105212. [Google Scholar] [CrossRef]
- Geerts, M.E.J.; Dekkers, B.L.; van der Padt, A.; van der Goot, A.J. Aqueous fractionation processes of soy protein for fibrous structure formation. Innov. Food Sci. Emerg. Technol. 2018, 45, 313–319. [Google Scholar] [CrossRef]
- Bühler, J.M.; Dekkers, B.L.; Bruins, M.E.; van der Goot, A.J. Modifying Faba Bean Protein Concentrate Using Dry Heat to Increase Water Holding Capacity. Foods 2020, 9, 1077. [Google Scholar] [CrossRef] [PubMed]
- Dekkers, B.; Emin, M.; Boom, R.; van der Goot, A. The phase properties of soy protein and wheat gluten in a blend for fibrous structure formation. Food Hydrocoll. 2018, 79, 273–281. [Google Scholar] [CrossRef]
- Schreuders, F.K.G.; Bodnár, I.; Erni, P.; Boom, R.M.; van der Goot, A.J. Water redistribution determined by time domain NMR explains rheological properties of dense fibrous protein blends at high temperature. Food Hydrocoll. 2020, 101, 105562. [Google Scholar] [CrossRef]
- Byars, J.A. Jet cooking of waxy maize starch: Solution rheology and molecular weight degradation of amylopectin. Cereal Chem. 2003, 80, 87–90. [Google Scholar] [CrossRef]
- Dekkers, B.L.; de Kort, D.W.; Grabowska, K.J.; Tian, B.; van As, H.; van der Goot, A.J. A combined rheology and time domain NMR approach for determining water distributions in protein blends. Food Hydrocoll. 2016, 60, 525–532. [Google Scholar] [CrossRef]
- Geerts, M.E.J.; van Veghel, A.; Zisopoulos, F.K.; van der Padt, A.; van der Goot, A.J. Exergetic comparison of three different processing routes for yellow pea (Pisum sativum): Functionality as a driver in sustainable process design. J. Clean. Prod. 2018, 183, 979–987. [Google Scholar] [CrossRef]
- Bühler, J.M.; van der Goot, A.J.; Bruins, M.E. Quantifying water distribution between starch and protein in doughs and gels from mildly refined faba bean fractions. Curr. Res. Food Sci. 2022, 5, 735–742. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dry Matter/% | Protein Content /% | Starch Content /% | |
|---|---|---|---|
| FM | - | 28.6 1 | 38.5 2 |
| WG | 93.9 3 | 74.6 4 | 12.6 5 |
| MS | 91.9 3 | - | >97 6 |
| AS | 93.5 3 | - | >97 6 |
| HVII | 92.0 3 | - | >97 6 |
| Amioca | Maize | Hylon VII | |
|---|---|---|---|
| amylose/% | <1 | 27 | 68 |
| pasting temp. (RVA)/°C | 72.68 [35] | 76.12 [35] | - |
| pasting temp. (DSC)/°C | 71.98 [36] | 73.81 [36] | 89.72 [36] |
| 71.2 [32] | 70.1 [32] | - | |
| onset temp. (RVA)/°C | 70.2 [34] | 72.3 [34] | 94.8 [34] |
| final visc. (RVA)/ | 2349 [34] 7 | 2546 [34] 7 | 46 [34] 7 |
| 2191 [35] | 3153 [35] | <1 [35] | |
| water retention capacity at 90 °C/g/100 g | 20.40 [36] | 11.19 [36] | 4.48 [36] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bühler, J.M.; van der Goot, A.J.; Bruins, M.E. Fibrous Structures from Starch and Gluten. Polymers 2022, 14, 3818. https://doi.org/10.3390/polym14183818
Bühler JM, van der Goot AJ, Bruins ME. Fibrous Structures from Starch and Gluten. Polymers. 2022; 14(18):3818. https://doi.org/10.3390/polym14183818
Chicago/Turabian StyleBühler, Jan M., Atze Jan van der Goot, and Marieke E. Bruins. 2022. "Fibrous Structures from Starch and Gluten" Polymers 14, no. 18: 3818. https://doi.org/10.3390/polym14183818
APA StyleBühler, J. M., van der Goot, A. J., & Bruins, M. E. (2022). Fibrous Structures from Starch and Gluten. Polymers, 14(18), 3818. https://doi.org/10.3390/polym14183818