




Macroscopic Properties and Pore Structure Fractal Characteristics of Alkali-Activated Metakaolin–Slag Composite Cementitious Materials
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
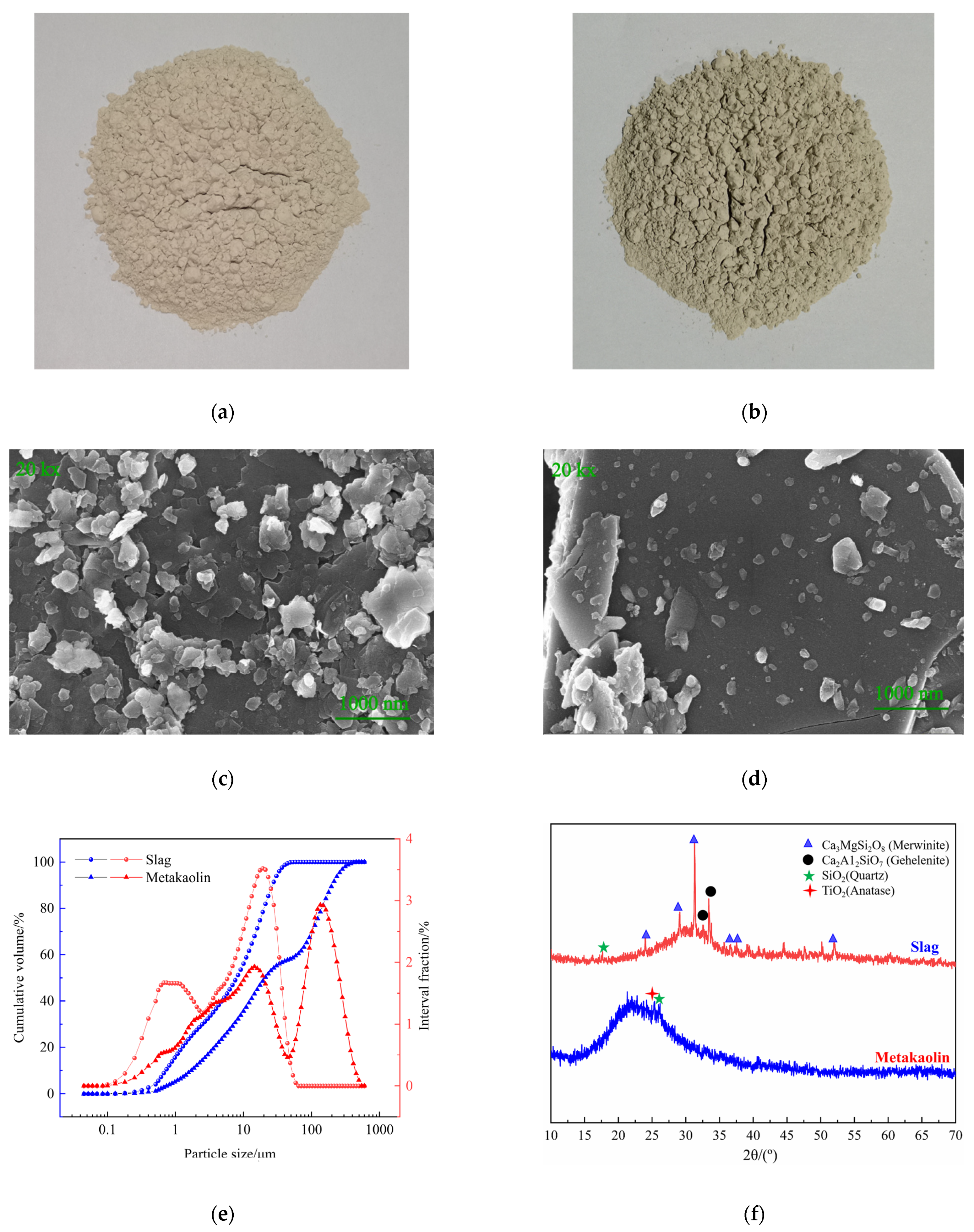
2.1.1. Metakaolin and Slag
2.1.2. Alkaline Activator
2.1.3. Experimental Sand
2.2. Sample Preparation
2.3. Test Methods
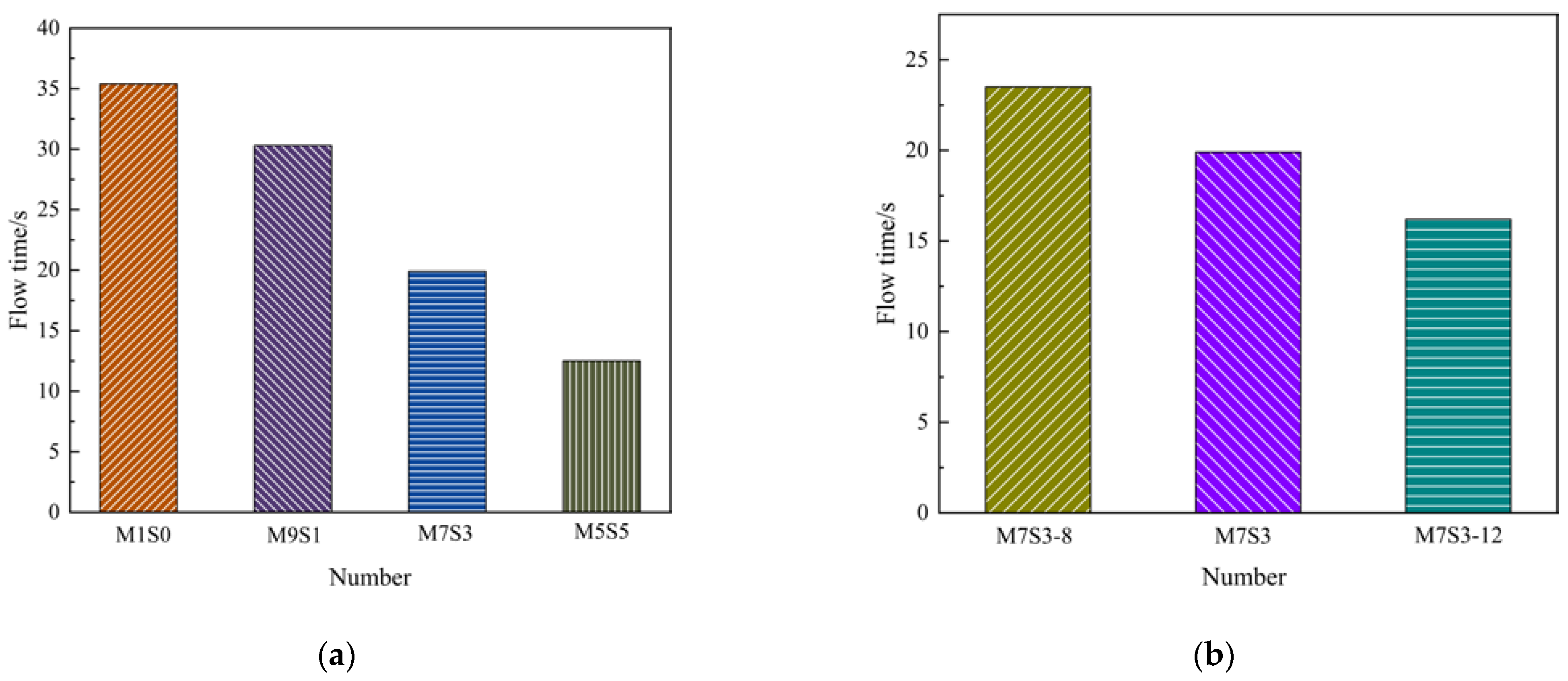
2.3.1. Fluidity
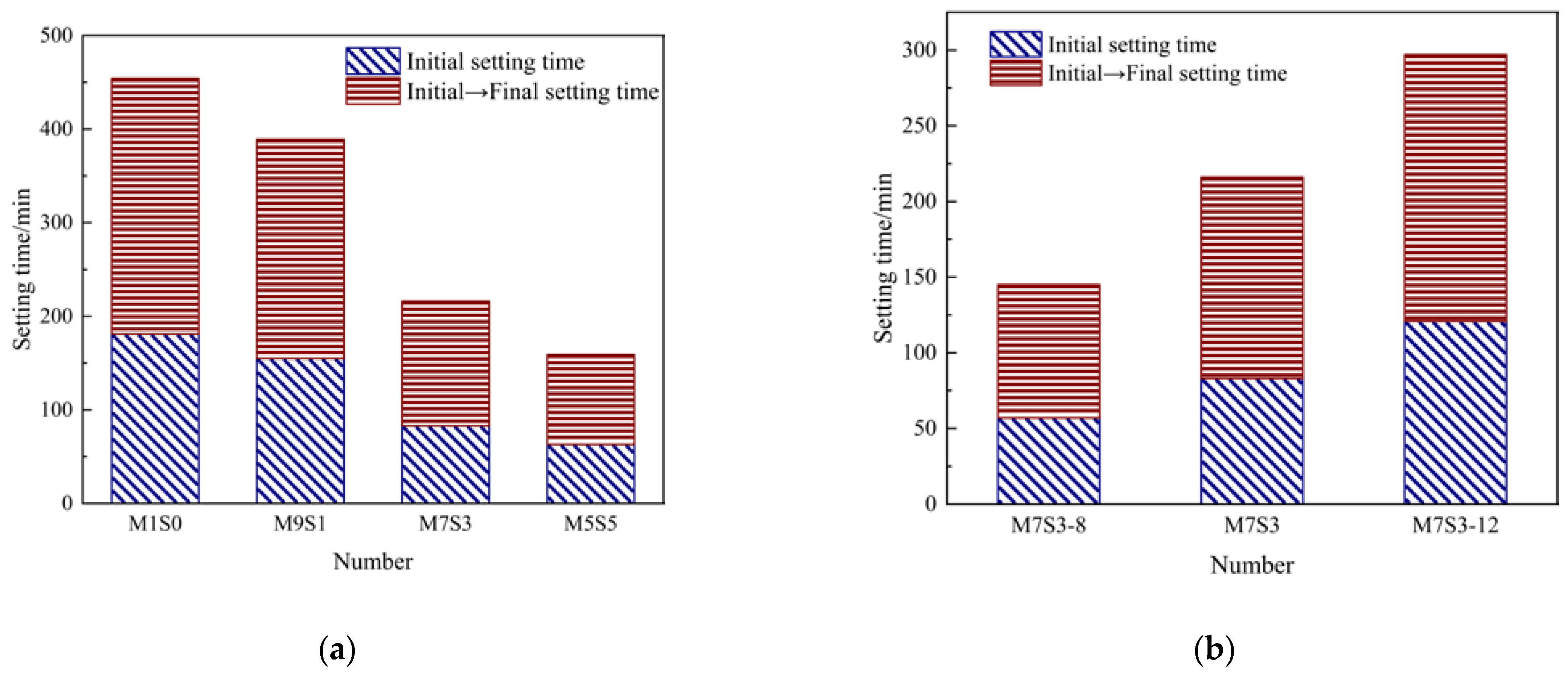
2.3.2. Setting Time
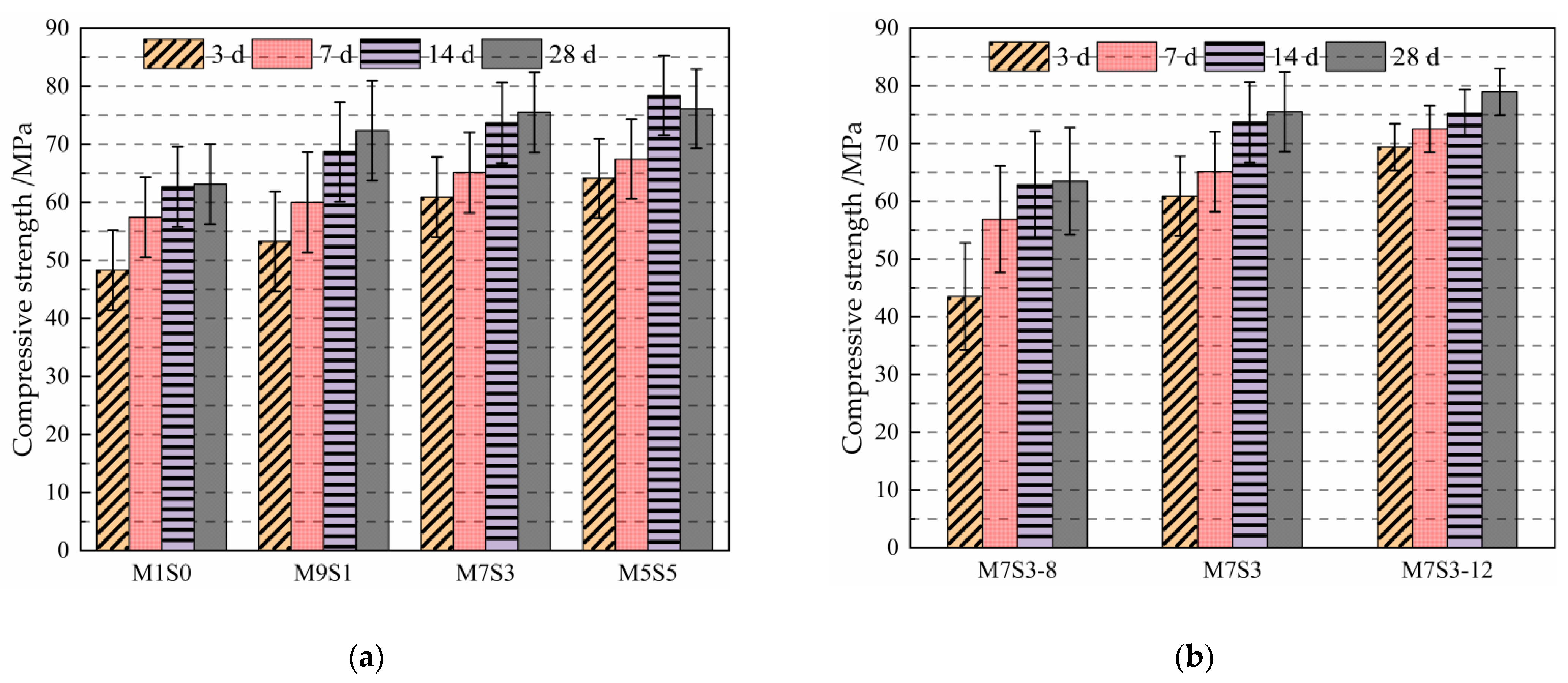
2.3.3. Compressive Strength
2.3.4. Drying Shrinkage
2.3.5. Microstructural Tests
3. Results and Discussion
3.1. Fluidity and Setting Time
3.2. Compressive Strength
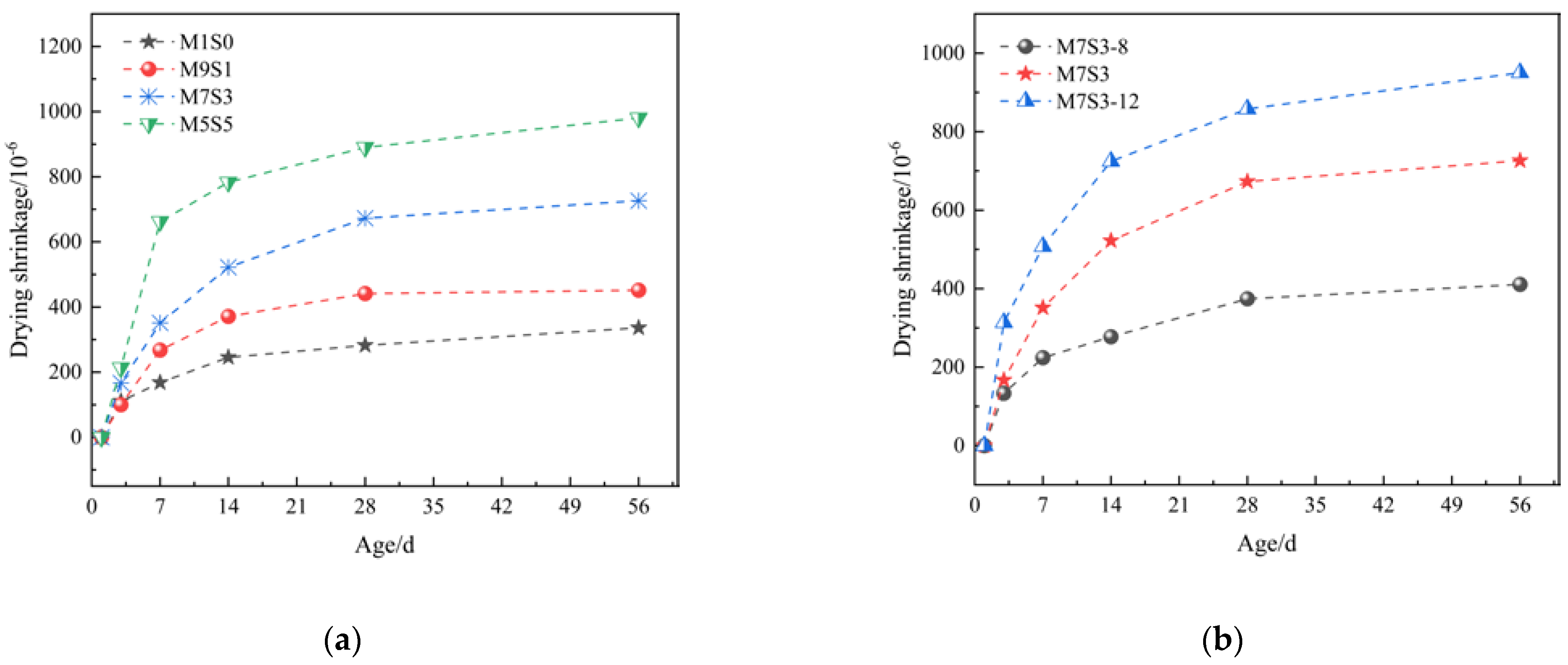
3.3. Drying Shrinkage
3.4. XRD
3.5. FT-IR
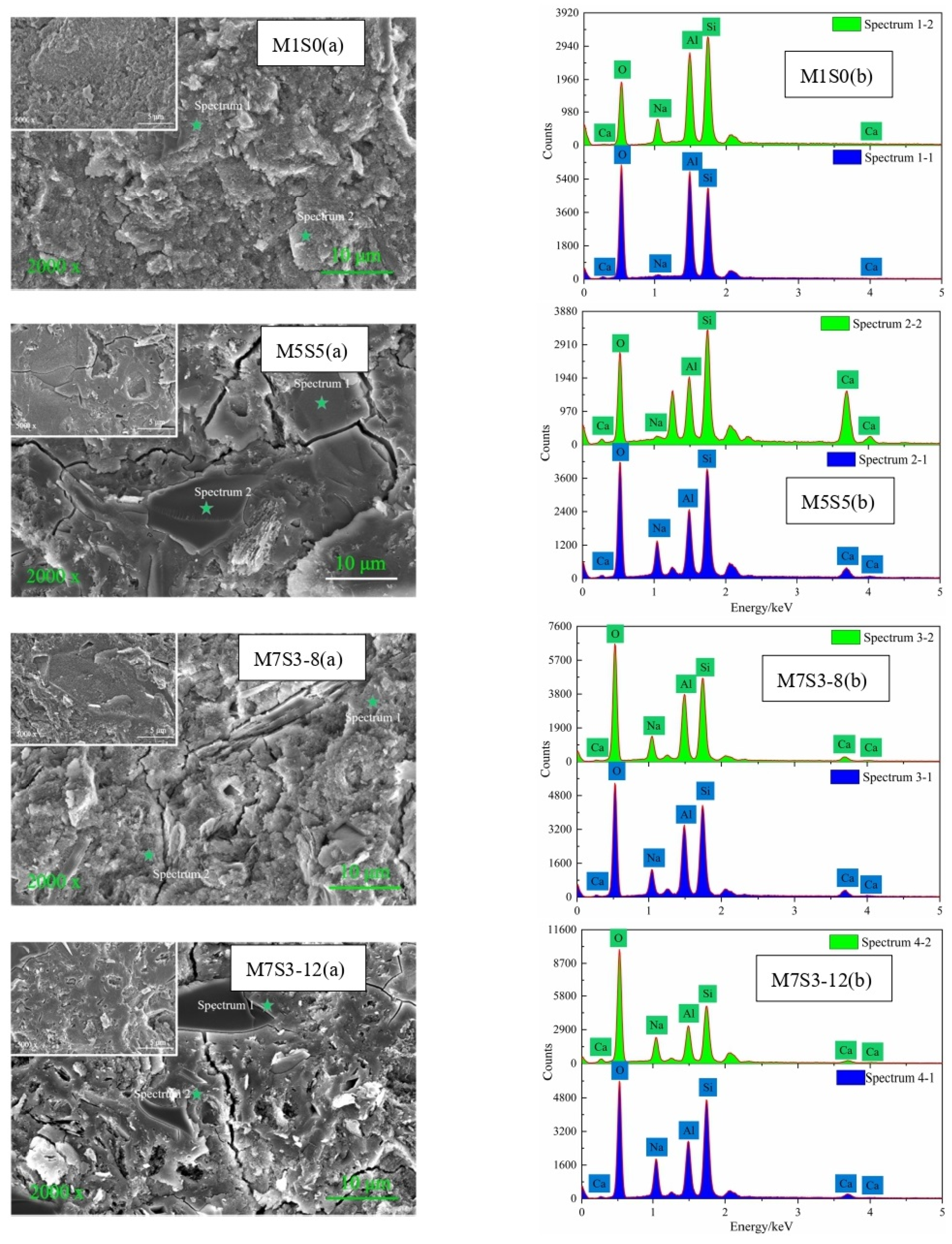
3.6. SEM-EDS
3.7. MIP
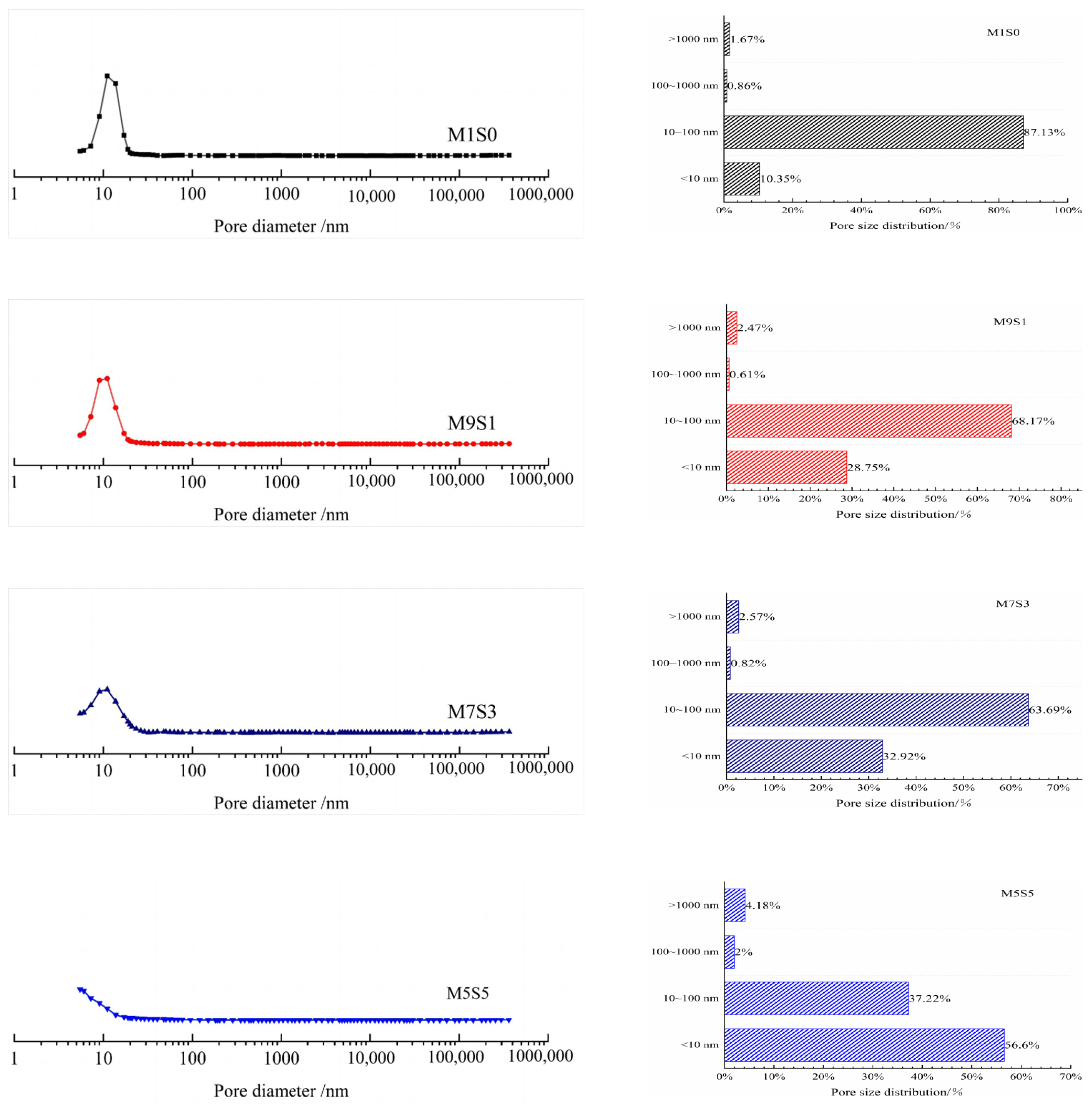
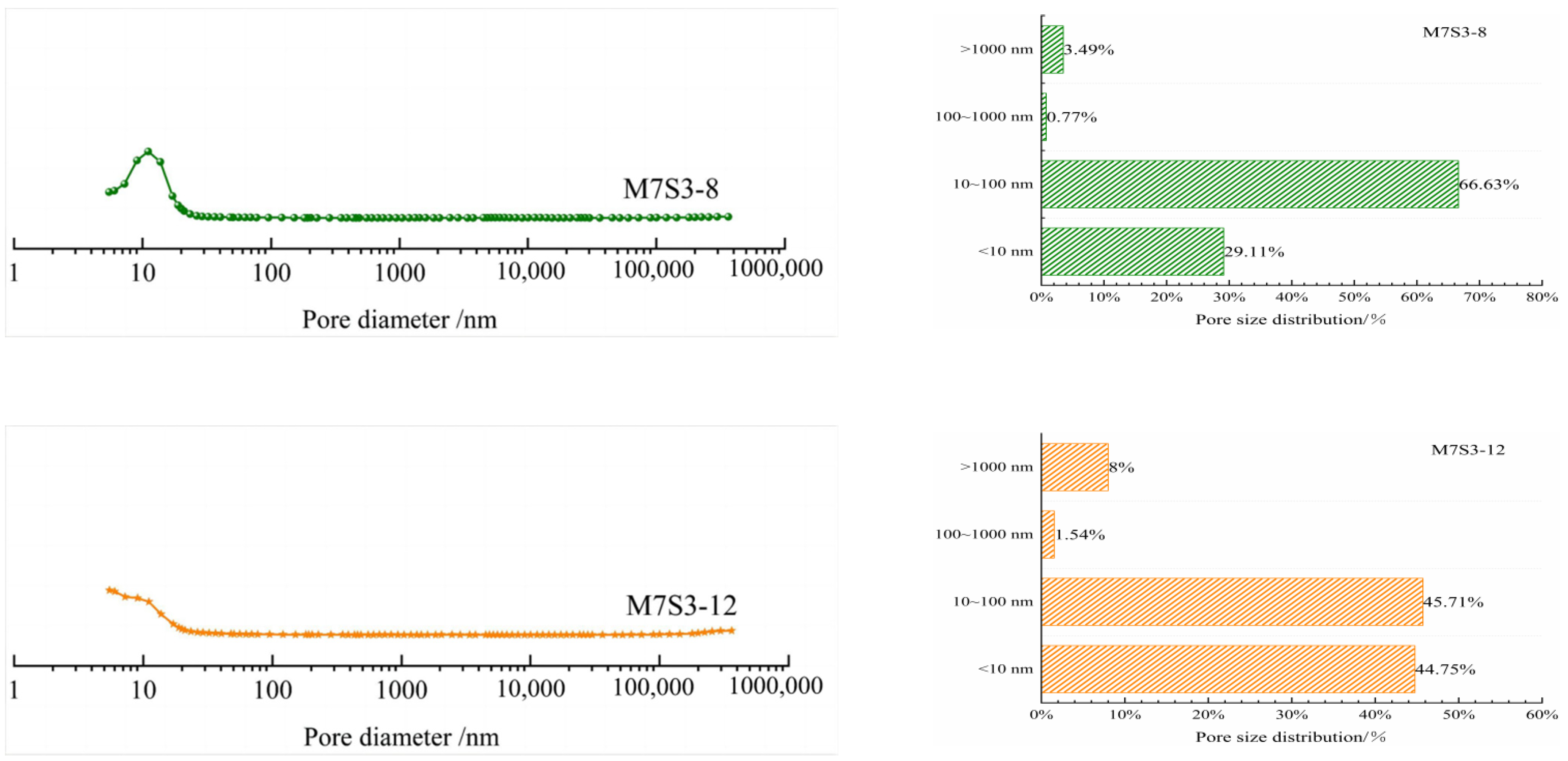
3.7.1. Comparison of Pore Size Distribution of the AAMS Composite Cementitious Materials
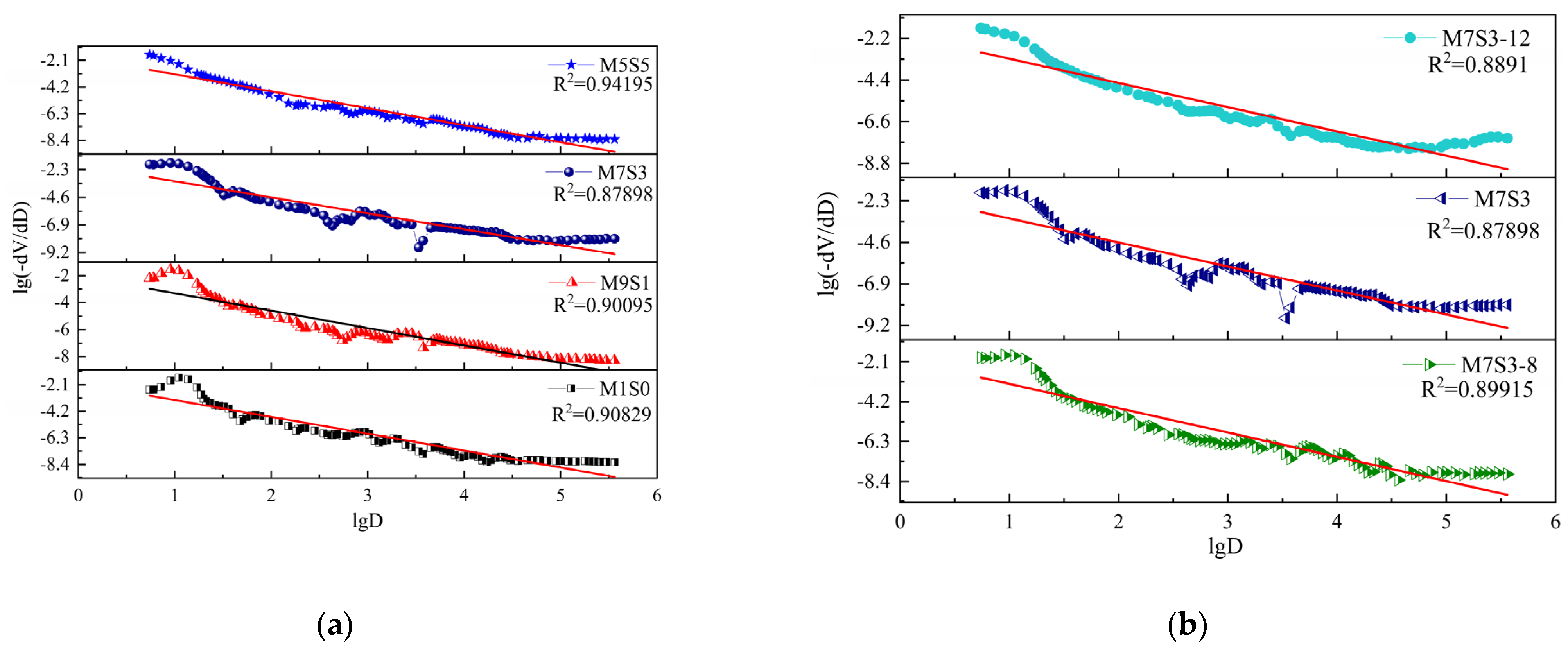
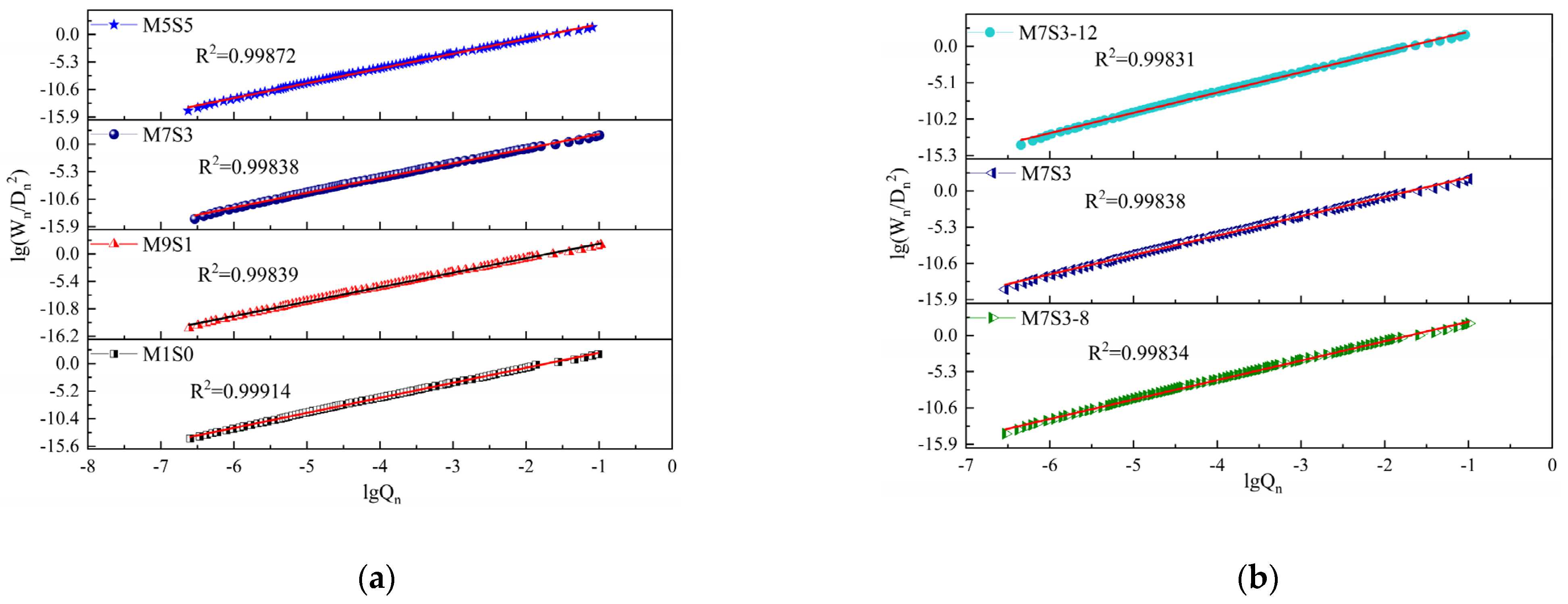
3.7.2. Comparative Analysis of the Fractal Dimension of AAMS Composite Cementitious Materials
3.8. Relationship between the Fractal Dimension and Pore Structure Parameters Based on the Thermodynamic Relational Model
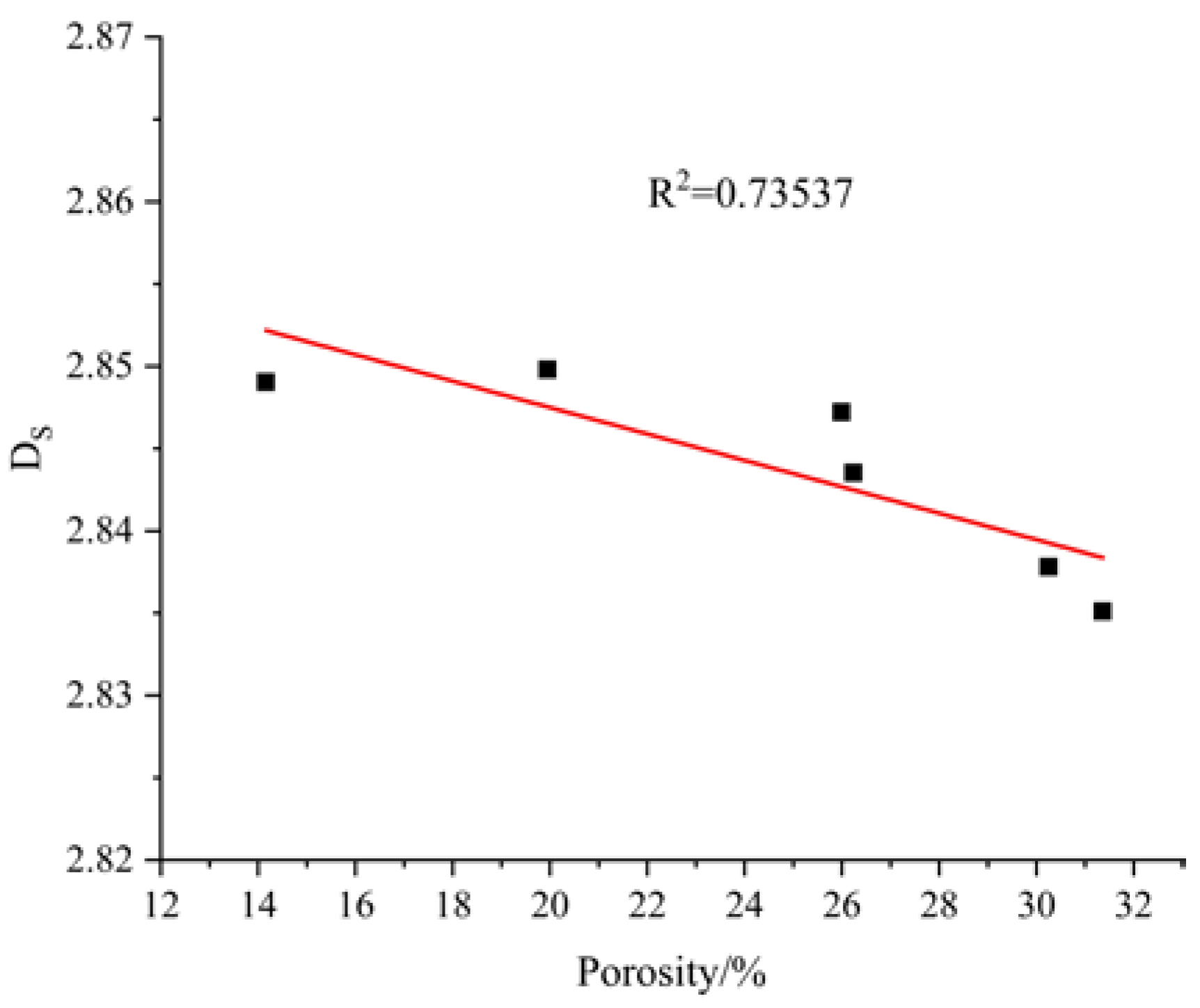
3.8.1. Relationship between Fractal Dimension and Porosity
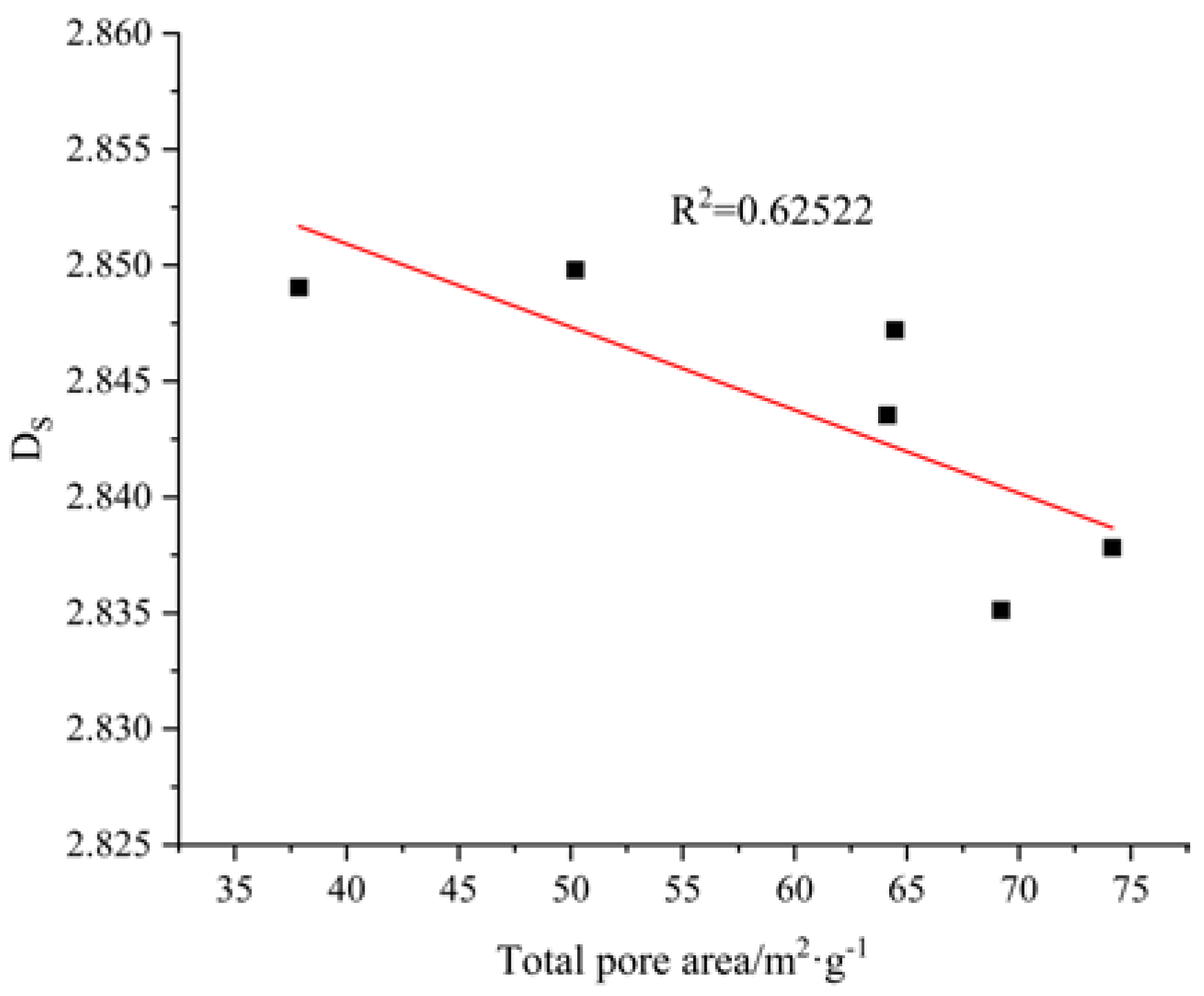
3.8.2. Relationship between Fractal Dimension and Total Pore Area
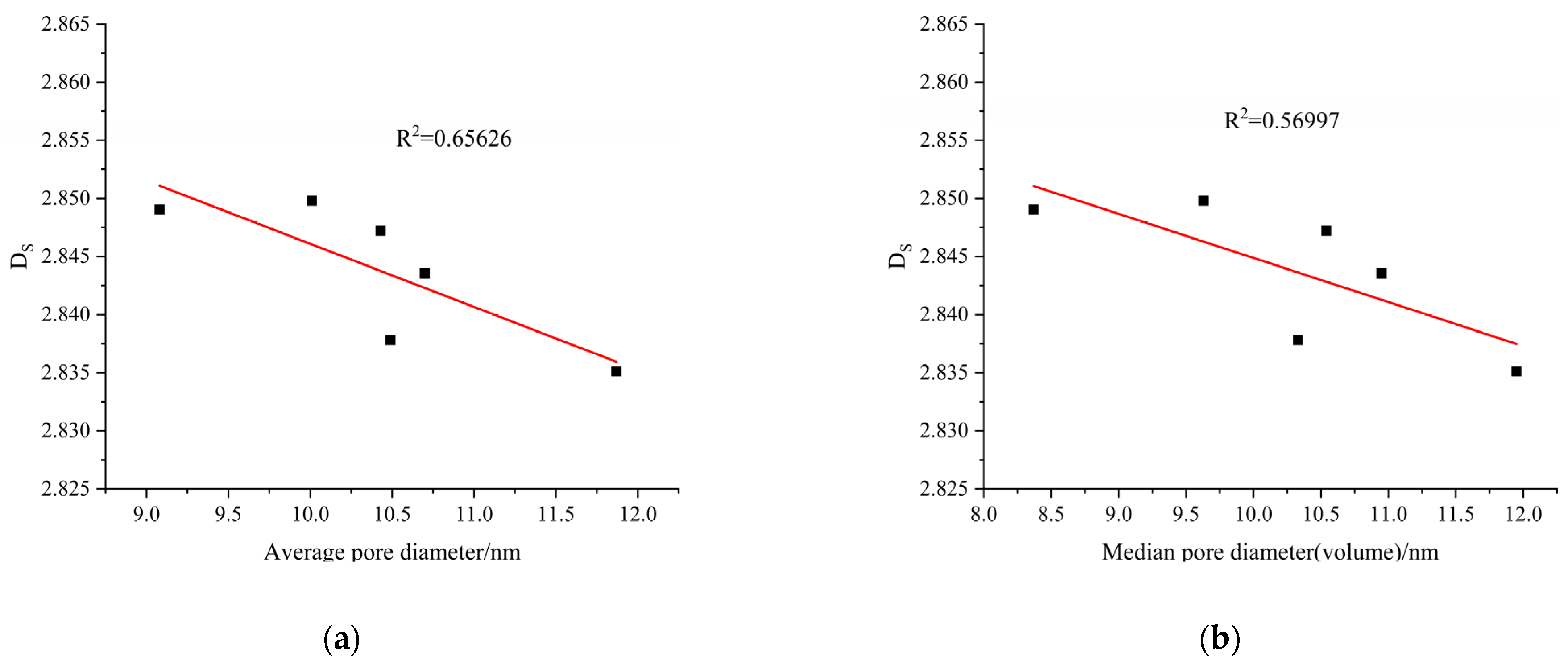
3.8.3. Relationship between Fractal Dimension and Average and Median Pore Sizes
3.9. Relationship between Fractal Dimension and Compressive Strength and Drying Shrinkage
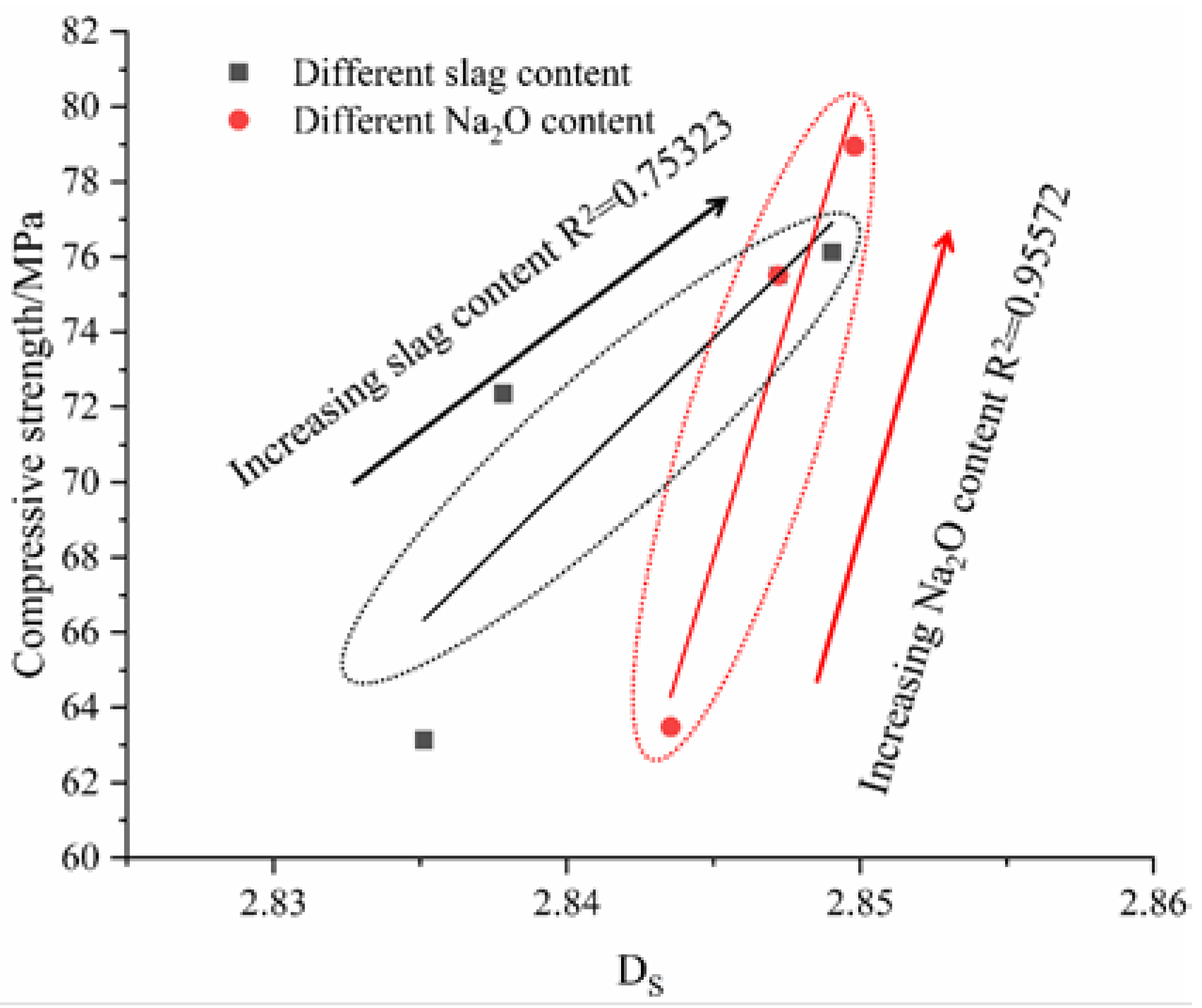
3.9.1. Relationship between the Fractal Dimension and Compressive Strength
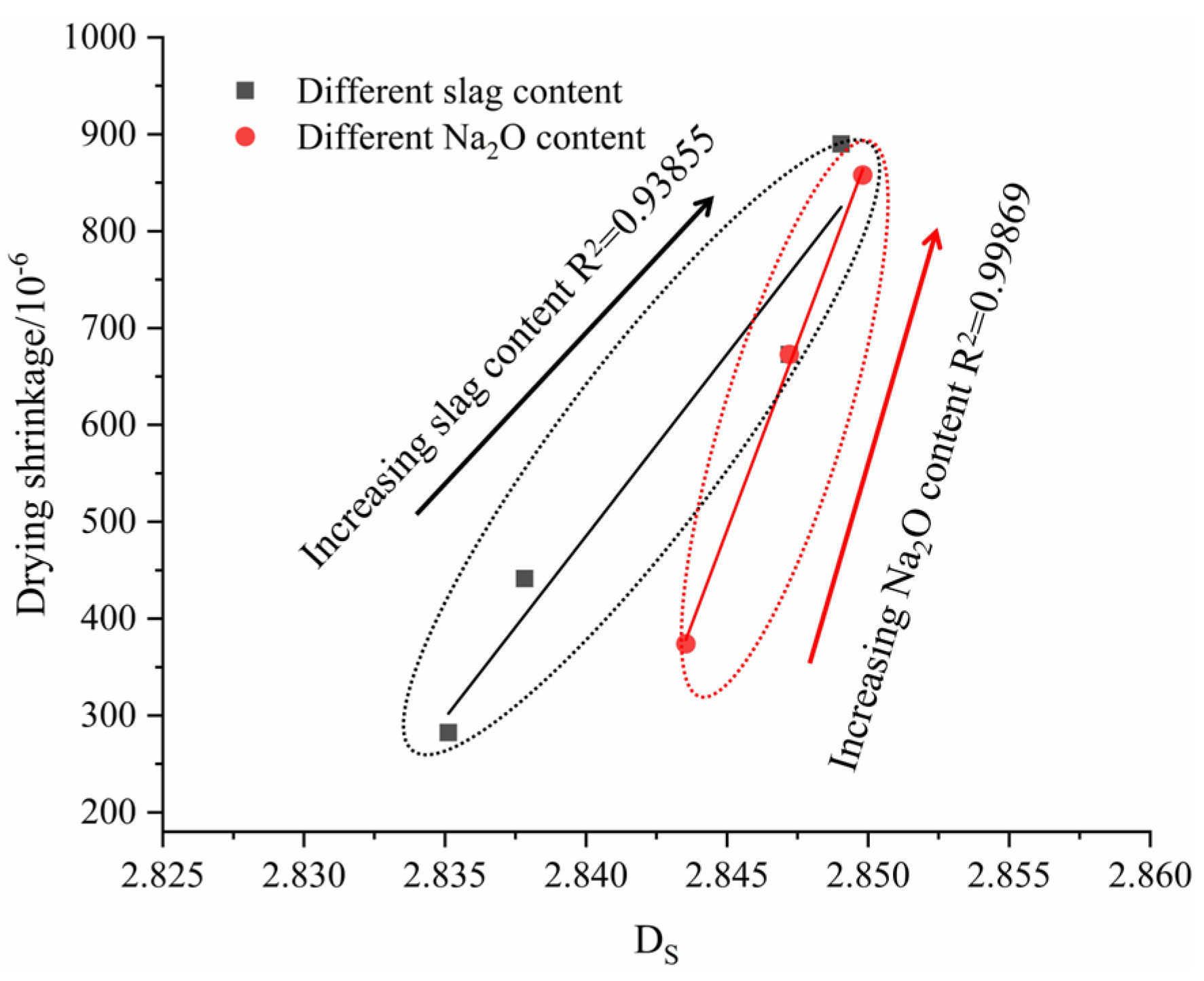
3.9.2. Relationship between the Fractal Dimension and Drying Shrinkage
4. Conclusions
- (1)
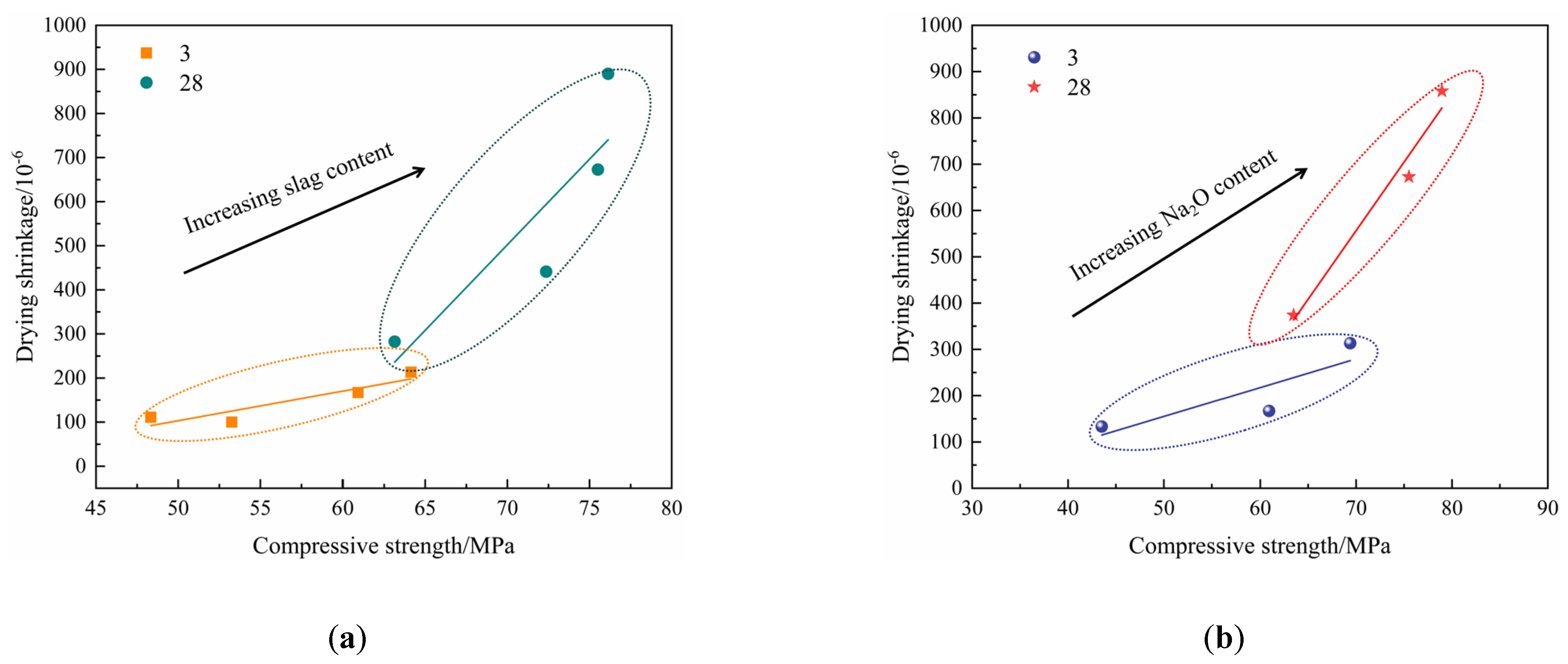
- Increasing the contents of slag and Na2O improved the workability and mechanical properties of AAMS composite cementitious materials. With increasing slag content, the flow time and setting time of the AAMS composite cementitious material decreased, and the compressive strength and drying shrinkage increased; with increasing Na2O content, the flow time of the AAMS composite cementitious material decreased, the setting time increased, and the compressive strength and drying shrinkage increased.
- (2)
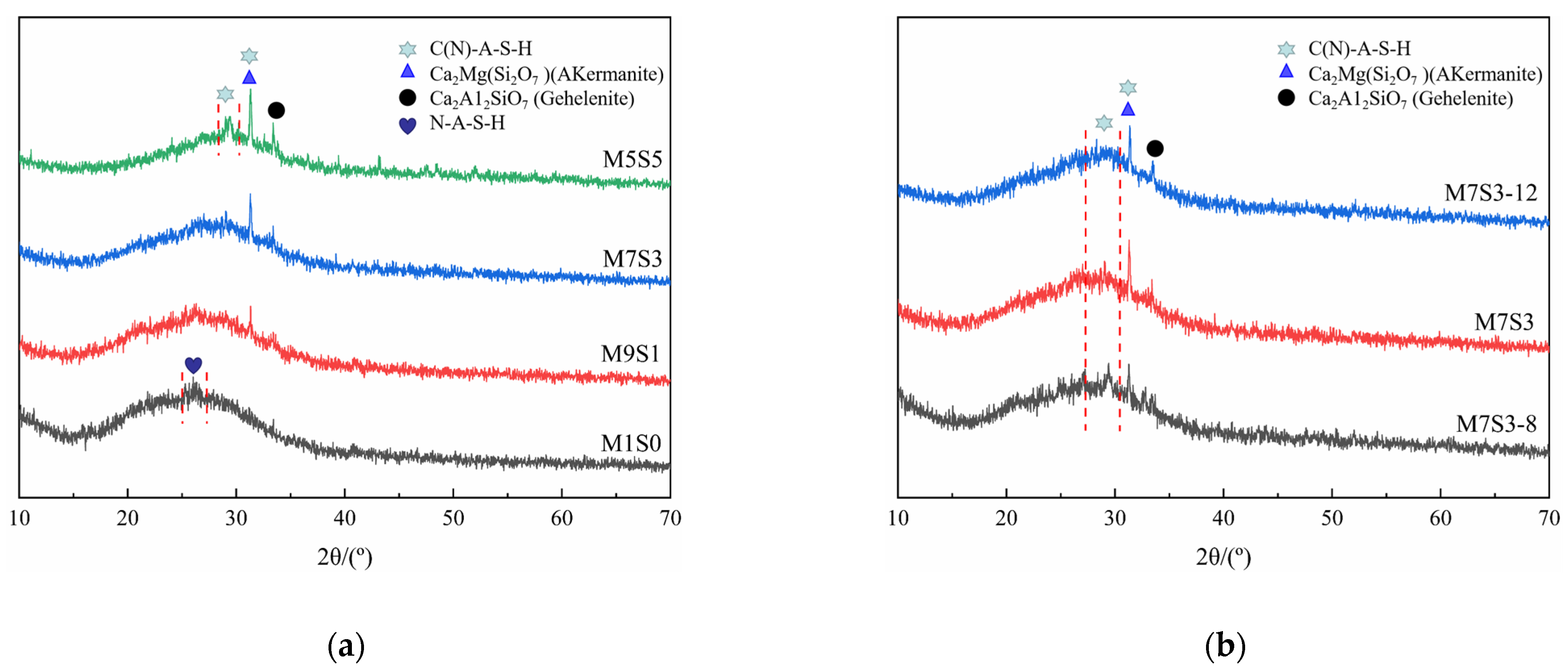
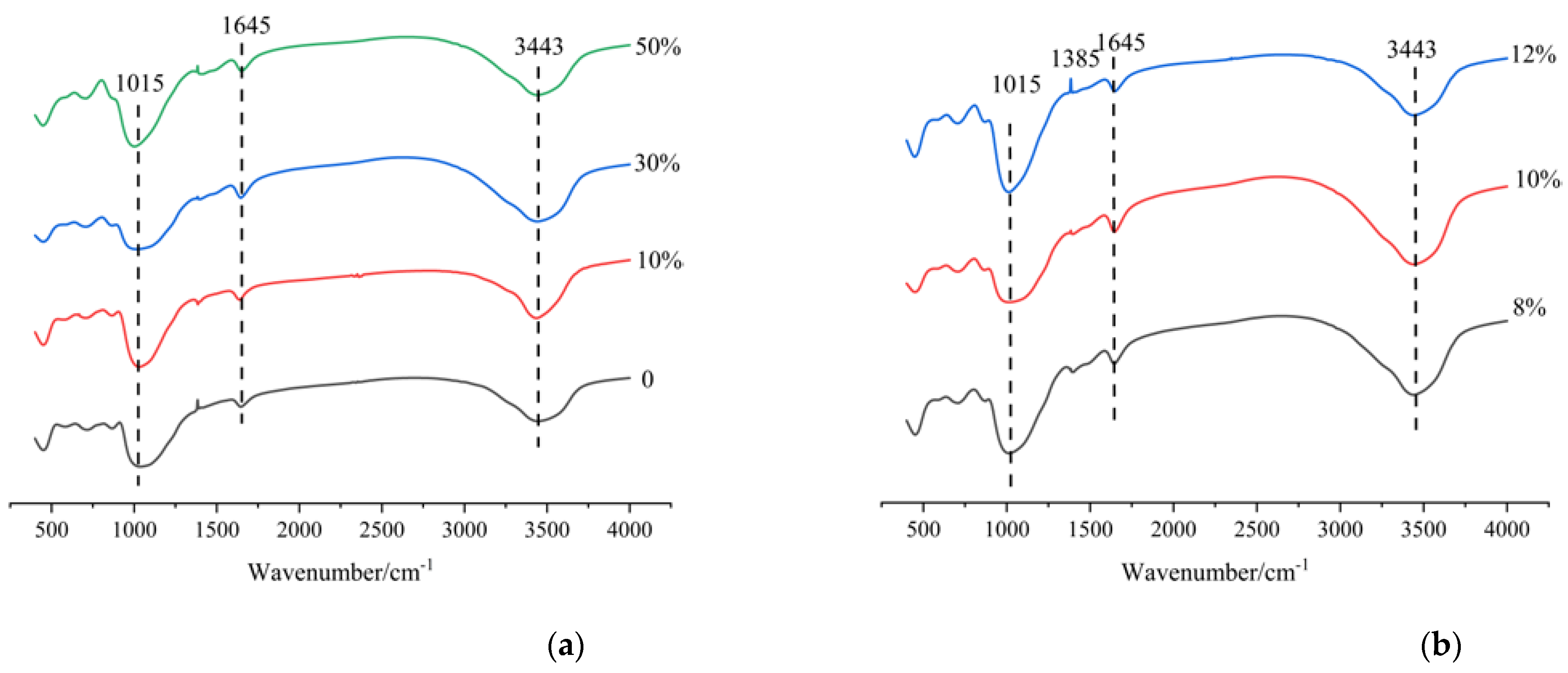
- When the slag content was 0, the hydration product of the AAMS composite cementitious material was N-A-S-H. With increasing slag content, the proportion of C-A-S-H gel in the composite system increased; at this time, the hydration products in the composite system were mainly N-A-S-H and C-A-S-H. The microscopic morphology showed that C-A-S-H and N-A-S-H filled each other, which made the structure denser and improved the compressive strength of the AAMS composite cementitious material. With increasing Na2O content, the degrees of hydration of the solid precursors of the AAMS composite cementitious material were increased, more hydrated substances were generated, the system underwent pore refinement, and the porosity decreased, which led to increased drying shrinkage of the AAMS composite cementitious material.
- (3)
- By comparing and analyzing the Menger sponge model with the fractal model based on the thermodynamic relationship, it was found that the fractal model based on the thermodynamic relationship better reflected the pore size distribution over the entire pore size determination range, and the correlation coefficients R2 were above 0.99, while dispersion with the Menger sponge model was relatively large. The fractal dimension based on the thermodynamic relationship ranged from 2.83 to 2.85, and the fractal dimension of the Menger sponge model ranged from 3.2 to 3.4. The fractal dimension of both models was greater than 2.0, which indicated that increasing slag and Na2O contents made the pore distribution morphologies of AAMS composite cementitious materials irregular and complex.
- (4)
- Use of the fractal dimension based on the thermodynamic relationship as a quantitative parameter indicating the pore structure complexity effectively characterized the relative relationships between parameters such as total pore area, average pore size, and median pore size among different pore structures. Therefore, the fractal dimension is a comprehensive parameter with which to evaluate the pore size distribution, which describes the pore size distributions of AAMS composite cementitious materials more accurately than other parameters.
- (5)
- The compressive strength, drying shrinkage, and fractal dimension of the AAMS composite cementitious material were strongly correlated, indicating that the complexity of the pore structure is an important factor affecting the macroscopic properties of AAMS composite cementitious materials. The pore structure can be adjusted by changing the contents of slag and Na2O to improve the compressive strength of the AAMS material and reduce drying shrinkage. It is helpful to further analyze the relationships between pore structure and the macroscopic properties of the AAMS materials to provide a theoretical basis for application of the AAMS composite cementitious materials.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Juenger, M.C.G.; Winnefeld, F.; Provis, J.L.; Ideker, J.H. Advances in alternative cementitious binders. Cem. Concr. Res. 2010, 41, 1232–1243. [Google Scholar] [CrossRef]
- Chao, L.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si+Ca) and metakaolin (Si+Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Shi, C.; Krivenka, P.V.; Della, R. Alkali-Activated Cement and Concrete; Chemical Industry Press: Beijing, China, 2008. [Google Scholar]
- Samson, G.; Cyr, M.; Gao, X. Formulation and characterization of blended alkali-activated materials based on flash-calcined metakaolin, fly ash and GGBS. Constr. Build. Mater. 2017, 144, 50–64. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, W.; Chen, Q.; Chen, L. Synthesis and heavy metal immobilization behaviors of slag based geopolymer. J. Hazard. Mater. 2006, 143, 206–213. [Google Scholar] [CrossRef]
- Lee, N.K.; Jang, J.G.; Lee, H.K. Shrinkage characteristics of alkali-activated fly ash/slag mortar and mortar at early ages. Cem. Concr. Compos. 2014, 53, 239–248. [Google Scholar] [CrossRef]
- Kani, E.N.; Allahverdi, A.; Provis, J.L. Efflorescence control in geopolymer binders based on natural pozzolan. Cem. Concr. Compos. 2011, 34, 25–33. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Saha, S.; Rajasekaran, C. Enhancement of the properties of fly ash based geopolymer mortar by incorporating ground granulated blast furnace slag. Constr. Build. Mater. 2017, 145, 615–620. [Google Scholar] [CrossRef]
- Marcin, M.; Sisol, M.; Brezani, I. Effect of Slag Addition on Mechanical Properties of Fly ash Based Geopolymers. Procedia Eng. 2016, 151, 191–197. [Google Scholar] [CrossRef]
- Song, X.; Zhu, J. The factors affecting the mechanical properties of fly ash and slag based geopolymer. J. Xi’an Univ. Arch. Tech. (Nat. Sci. Ed.) 2016, 48, 128–132. [Google Scholar] [CrossRef]
- Yip, C.K.; Lukey, G.C.; van Deventer, J.S.J. The coexistence of geopolymeric gel and calcium silicate hydrate at the early stage of alkaline activation. Cem. Concr. Res. 2004, 35, 1688–1697. [Google Scholar] [CrossRef]
- Yang, T.; Yao, X.; Gu, G.; Zhu, H. Effects of slag on reaction and composition of alkali-activated fly ash-slag blends. J. Nanjing Tech. Univ. (Nat. Sci. Ed.) 2015, 37, 19–26. [Google Scholar] [CrossRef]
- Ma, G.; Wang, D.; Zhong, W.; Fan, L. The effects of GGBS and Modulus of water glass on the hardening behavior of metakaolin based geopolymer under normal temperature curing. J. Exp. Mech. 2019, 34, 767–774. [Google Scholar] [CrossRef]
- Luo, X.; Wang, C. Effect of calcia content on structure and properties of metakaolin/blast furnace slag-based geopolymers. J. Chin. Ceram. Soc. 2015, 43, 1800–1805. [Google Scholar] [CrossRef]
- Gao, K.; Lin, K.; Wang, D.; Hwang, C.; Shiu, H. Effects SiO2/Na2O molar ratio on mechanical properties and the microstructure of nano-SiO2 metakaolin-based geopolymers. Constr. Build. Mater. 2014, 53, 503–510. [Google Scholar] [CrossRef]
- Lyu, S.J.; Wang, T.T.; Cheng, T.W.; Ueng, T.H. Main factors affecting mechanical characteristics of geopolymer revealed by experimental design and associated statistical analysis. Constr. Build. Mater. 2013, 43, 589–597. [Google Scholar] [CrossRef]
- Alonso, S.; Palomo, A. Alkaline activation of metakaolin and calcium hydroxide mixtures: Influence of temperature, activator concentration and solids ratio. Mater. Lett. 2001, 47, 55–62. [Google Scholar] [CrossRef]
- Alonso, S.; Palomo, A. Calorimetric study of alkaline activation of calcium hydroxide–metakaolin solid mixtures. Cem. Concr. Res. 2001, 31, 25–30. [Google Scholar] [CrossRef]
- Yang, T.; Yao, X.; Zhang, G.Z.; Zhu, H. Effects of NaOH solution concentration and reaction time on metakaolin geopolymerization. J. Nanjing Tech Univ. (Nat. Sci. Ed.) 2013, 35, 21–25. [Google Scholar] [CrossRef]
- Fu, B.; Cheng, Z.; Han, J.; Li, N. Understanding the role of metakaolin towards mitigating the shrinkage behavior of alkali-Activated slag. Materials 2021, 14, 6962. [Google Scholar] [CrossRef]
- Zhan, J.; Li, H.; Pan, Q.; Cheng, Z.; Li, H.; Fu, B. Effect of slag on the strength and shrinkage properties of metakaolin-based geopolymers. Materials 2022, 15, 2944. [Google Scholar] [CrossRef] [PubMed]
- Puligilla, S.; Mondal, P. Role of slag in microstructural development and hardening of fly ash-slag geopolymer. Cem. Concr. Res. 2013, 43, 70–80. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated blast furnace slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Kong, F.; Liu, Z.; Zhang, J.; Fan, J.; Shu, T.; Wang, D. Rheological Behavior, strength, and microstructure of geopolymers Rheological Behavior, strength, and microstructure of geopolymers based on silicate-activated slag-CFA. J. Chin. Electron Microsc. Soc. 2016, 35, 229–234. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, R.; Jing, H.; Li, F. Analysis on Mechanical Properties and Fractal Characteristics of Micropore Structure of Geopolymer Mortar. J. South China Univ. Technol. (Nat. Sci. Ed.) 2020, 48, 126–135. [Google Scholar] [CrossRef]
- Jiang, F. A Study on the Composition, Structure and Performance of Slag-Fines Cementing Materials Alkali-Activated. Ph.D. Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2008. [Google Scholar]
- Bai, Y. Investigation of Mechanical Performanceand Relationship between Mechanicaland Microstructure Characrization of Alkali-Activated Slag. Master’s Thesis, Qingdao University of Technology, Qingdao, China, 2016. [Google Scholar]
- GB/T 17671-2021; Method of Testing Cements-Determination of Strength. National Standards of the People’s Republic of China: Beijing, China, 2021.
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. National Standards of the People’s Republic of China: Beijing, China, 2005.
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cements. National Standards of the People’s Republic of China: Beijing, China, 2011.
- JC/T 603-2004; Standard Test Method for Drying Shinkage of Mortar. National Standards of the People’s Republic of China: Beijing, China, 2004.
- Fu, B.; Cheng, Z.; Han, J.; Hun, Y. Strength and fresh properties of alkali activated metakaolin slag geopolymer mortar. J. Bull. Chin. Ceram. Soc. 2019, 38, 4013–4020. [Google Scholar] [CrossRef]
- Lin, Y.; Xun, D.; Zhao, X. Experimental research on mechanical property and microstructure of blast furnace slag cementitious materials activated bv soda residue. J. Bull. Chin. Ceram. Soc. 2019, 38, 2876–2881+2889. [Google Scholar] [CrossRef]
- Ye, J.; Zhang, W.; Shi, D. Setting acceleration and strength enhancement derived from calcium species for alkali-activated cementitious materials. J. Bull. Chin. Ceram. Soc. 2017, 45, 1101–1112. [Google Scholar] [CrossRef]
- Guo, Y. Research on the Reaction Process and Modified Performance of Alkali-Activated Slag Materials. Master’s Thesis, Shenzhen University, Shenzhen, China, 2018. [Google Scholar]
- Chang, J.J. A study on the setting characteristics of sodium silicate-activated slag mortars. Cem. Concr. Res. 2003, 33, 1005–1011. [Google Scholar] [CrossRef]
- Zhou, H.; Wu, X.; Xu, Z.; Tang, M. Kinetic study on hydration of alkali-activated slag. Cem. Concr. Res. 1993, 23, 1253–1258. [Google Scholar] [CrossRef]
- Yang, L. The Modification Ofmicrostructure and Properties of Alkali Activated Slag. Master’s Thesis, Southeast University, Nanjing, China, 2015. [Google Scholar]
- Dodiomov, I.L.I.A. The Workability of Alkali-Activated Slag Cementitious Material. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2015. [Google Scholar]
- Xu, Y. Study on Frost Resistance of Metakaolin Based Geopolymer Concrete. Master’s Thesis, Chongqing University, Chongqing, China, 2018. [Google Scholar]
- Borges, P.H.R.; Banthia, N.; Alcamand, H.A.; Vasconcelos, W.L.; Nunes, E.H.M. Performance of blended metakaolin/blastfurnace slag alkali-activated mortars. Cem. Concr. Compos. 2016, 71, 42–52. [Google Scholar] [CrossRef]
- Cui, C.; Peng, H.; Liu, Y.; Zhang, J.; Cai, C.; Peng, A. Influence of GGBFS content and activator modulus on curing of metakaolin based geopolymer at ambient temperature. J. Build. Mater. 2017, 20, 535–542. [Google Scholar] [CrossRef]
- Timakul, P.; Rattanaprasit, W.; Aungkavattana, P. Improving compressive strength of fly ash-based geopolymer composites by basalt fibers addition. Ceram. Int. 2016, 42, 6288–6295. [Google Scholar] [CrossRef]
- Bian, L.; Dong, S.; Tao, Z. Basic Properties of Alkali Activated Slag/Fly Ash Pervious Concrete. Mater. Rep. 2020, 34 (Suppl. 2), 1299–1303. [Google Scholar]
- AydíN, S.; Baradan, B. Effect of activator type and content on properties of alkali-activated slag mortars. Compos. Part B 2014, 57, 166–172. [Google Scholar] [CrossRef]
- Zhang, J. Research on Performance of Alkaliactivated Slag-Metakaolin Composite Cementitious. Master’s Thesis, Chongqing University, Chongqing, China, 2010. [Google Scholar]
- Ye, H.; Radlińska, A. Shrinkage mechanisms of alkali-activated slag. Cem. Concr. Res. 2016, 88, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Yang, T.; Zhu, H.; Zhang, Z. Influence of fly ash on the pore structure and shrinkage characteristics of metakaolin-based geopolymer mortars and mortars. Constr. Build. Mater. 2017, 153, 284–293. [Google Scholar] [CrossRef]
- Li, Z.; Nedeljković, M.; Chen, B.; Ye, G. Mitigating the autogenous shrinkage of alkali-activated slag by metakaolin. Cem. Concr. Res. 2019, 122, 30–41. [Google Scholar] [CrossRef]
- Collins, F.; Sanjayan, J.G. Effect of pore size distribution on drying shrinking of alkali-activated slag concrete. Cem. Concr. Res. 2000, 30, 1401–1406. [Google Scholar] [CrossRef]
- Li, S.; Liu, H.; Yang, Y.; Li, Q.; Zhang, Z.; Zhu, X.; Yang, C.; Yang, K. Mechanisms of Drying Shrinkage for Alkali-Activated Slag/Metakaolin Composite Materials. Mater. Rep. 2021, 35, 4088–4091. [Google Scholar] [CrossRef]
- Zhan, J.; Li, H.; Fu, B.; Ta, M. Effect of Different Alkali Equivalent, Fly Ash and Slag Content on the Mechanical Properties and Microstructure of Alkali-Activated Fly Ash-Slag Geopolymer. Sci. Technol. Eng. 2021, 21, 12218–12224. [Google Scholar]
- Qin, L.; Qu, B.; Shi, C.; Zhang, Z. Effect of Ca/Si Ratio on the Formation and Characteristics of Synthetic Aluminosilicate Hydrate Gels. Mater. Rep. 2020, 34, 12057–12063. [Google Scholar] [CrossRef]
- Guo, J. The Theoretical Research of The Pore Structure and Strength of Concrete. Master’s Thesis, Zhejiang University, Hangzhou, China, 2004. [Google Scholar]
- Li, J. The Composition and Microstructure of Slag-Based Cementitious Material Activated by Sodium Hydroxide Andmodified Water Glass and Their Influence on Its Carbonation and Drying Shrinkage Performance. Ph.D. Thesis, South China University of Technology, Guangdong, China, 2020. [Google Scholar]
- Jing, S.; Zhang, J.; Li, S. Current situation and development of fractal characteristic of pore structure of concrete. J. Concr. 2009, 10, 34–37+42. [Google Scholar] [CrossRef]
- Wei, J.; Yu, Q.; Zeng, X.; Bai, R. Fractal Dimension of Pore Structure of Concrete. J. South China Univ. Technol. (Nat. Sci. Ed.) 2007, 02, 121–124. [Google Scholar] [CrossRef]
- Jin, S.; Zhang, J.; Chen, C.; Chen, W. Study of Pore Fractal Characteristic of Cement Mortar. J. Build. Mater. 2011, 14, 92–97+105. [Google Scholar] [CrossRef]
- Yang, W. Pore structure of cement mortars mixed with inorganic salts. J. Wuhan Univ. Technol. (Mater. Sci. Ed.) 2009, 24, 210–213. [Google Scholar]
- Li, Z.; Du, Z. MedCalc Statistical Analysis Method and Its Application; M. Publishing House of Electronics Industry: Beijing, China, 2018. [Google Scholar]
- Tang, M.; Ba, H.J. Evaluation of topologic and fractal characteristics of concrete. J. Harbin Univ. Civ. Eng. Archit. 2002, 1, 86–89. [Google Scholar]
- Li, Y.; Chen, Y.; He, H.; Wei, J.; Zhang, W.; Zhang, H.; Guo, S. Pore volume fractal dimension of fly ash—Cement mortar and its relationship between the pore structure and strength. J. Chin. Ceram. Soc. 2003, 8, 774–779. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Mass Fraction (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| K2O | Na2O | SO3 | SiO2 | Fe2O3 | Al2O3 | MgO | CaO | TiO2 | LOI | |
| Metakaolin | 0.44 | 0.41 | - | 49.78 | 0.93 | 34.63 | 2.58 | - | 1.01 | 1.1 |
| Slag | 0.83 | 0.73 | 0.13 | 35.88 | 0.46 | 10.65 | 11.43 | 33.54 | 1.14 | 1.3 |
| Mixtures | Metakaolin (%) | Slag (%) | Na2O (%) | Metakaolin (g) | Slag (g) | NaOH (g) | Na2SiO3 (g) | H2O (g) | Sand (g) |
|---|---|---|---|---|---|---|---|---|---|
| M1S0 | 100 | 0 | 10 | 450 | 0 | 32.33 | 231.15 | 66.12 | 900 |
| M9S1 | 90 | 10 | 10 | 405 | 45 | 32.33 | 231.15 | 66.12 | |
| M7S3 | 70 | 30 | 10 | 315 | 135 | 32.33 | 231.15 | 66.12 | |
| M5S5 | 50 | 50 | 10 | 225 | 225 | 32.33 | 231.15 | 66.12 | |
| M7S3-8 | 70 | 30 | 8 | 315 | 135 | 25.86 | 198.42 | 93.40 | |
| M7S3-12 | 70 | 30 | 12 | 315 | 135 | 38.79 | 277.38 | 38.85 |
| Number | Point | Si | Al | Na | Ca | O | Mg | Al/Si | Ca/Si | Na/Si |
|---|---|---|---|---|---|---|---|---|---|---|
| M1S0 | 1 | 22.63 | 21.09 | 0.37 | 0.01 | 55.88 | 0.01 | 0.93 | 0 | 0.016 |
| 2 | 31.95 | 21.35 | 6.25 | 0.11 | 40.25 | 0.10 | 0.67 | 0 | 0.20 | |
| M5S5 | 1 | 17.29 | 15.75 | 6.71 | 4.32 | 54.56 | 1.37 | 0.91 | 0.38 | 0.39 |
| 2 | 17.19 | 8.34 | 0.43 | 18.78 | 48.41 | 6.84 | 0.49 | 1.09 | 0.025 | |
| M7S3-8 | 1 | 20.53 | 13.46 | 5.53 | 3.16 | 56.22 | 1.11 | 0.66 | 0.15 | 0.27 |
| 2 | 20.01 | 13.4 | 5.14 | 2.24 | 58.12 | 0.81 | 0.67 | 0.11 | 0.26 | |
| M7S3-12 | 1 | 22.36 | 10.98 | 8.29 | 1.88 | 55.74 | 0.75 | 0.49 | 0.084 | 0.37 |
| 2 | 16.94 | 9.17 | 7.2 | 1.48 | 64.47 | 0.74 | 0.54 | 0.087 | 0.43 |
| Number | Total Porosity (mL·g−1) | Total Pore Area/m2·g−1 | Medium Pore Diameter (V) (nm) | Medium Pore Diameter (A) (nm) | Average Pore Size (nm) | Porosity (%) |
|---|---|---|---|---|---|---|
| M1S0 | 0.2053 | 69.202 | 11.95 | 11.27 | 11.87 | 31.3592 |
| M9S1 | 0.1945 | 74.168 | 10.33 | 9.63 | 10.49 | 30.2487 |
| M7S3 | 0.1680 | 64.465 | 10.54 | 9.26 | 10.43 | 25.9911 |
| M5S5 | 0.0860 | 37.872 | 8.37 | 7.08 | 9.08 | 14.1593 |
| M7S3-8 | 0.1715 | 64.127 | 10.95 | 9.56 | 10.70 | 26.2337 |
| M7S3-12 | 0.1256 | 50.205 | 9.63 | 7.79 | 10.01 | 19.9471 |
| Absolute Value of the Correlation Coefficient | Correlation Strength | Correlation |
|---|---|---|
| 0.9–1.0 | Highly correlated | Correlated |
| 0.7–0.9 | Strongly correlated | |
| 0.5–0.7 | Weakly correlated | |
| <0.5 | Very weakly correlated | Uncorrelated |
| Number | Menger Sponge Model | Thermodynamic Model | ||
|---|---|---|---|---|
| R2 | Fractal Dimension Df | R2 | Fractal Dimension Ds | |
| M1S0 | 0.90229 | 3.28525 | 0.9991 | 2.83512 |
| M9S1 | 0.89895 | 3.32061 | 0.99839 | 2.83782 |
| M7S3 | 0.86898 | 3.33329 | 0.99838 | 2.84721 |
| M5S5 | 0.94111 | 3.34219 | 0.9987 | 2.84904 |
| M7S3-8 | 0.89115 | 3.28011 | 0.99834 | 2.84354 |
| M7S3-12 | 0.8811 | 3.34225 | 0.99831 | 2.84981 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, J.; Fu, B.; Cheng, Z. Macroscopic Properties and Pore Structure Fractal Characteristics of Alkali-Activated Metakaolin–Slag Composite Cementitious Materials. Polymers 2022, 14, 5217. https://doi.org/10.3390/polym14235217
Zhan J, Fu B, Cheng Z. Macroscopic Properties and Pore Structure Fractal Characteristics of Alkali-Activated Metakaolin–Slag Composite Cementitious Materials. Polymers. 2022; 14(23):5217. https://doi.org/10.3390/polym14235217
Chicago/Turabian StyleZhan, Jianghuai, Bo Fu, and Zhenyun Cheng. 2022. "Macroscopic Properties and Pore Structure Fractal Characteristics of Alkali-Activated Metakaolin–Slag Composite Cementitious Materials" Polymers 14, no. 23: 5217. https://doi.org/10.3390/polym14235217
APA StyleZhan, J., Fu, B., & Cheng, Z. (2022). Macroscopic Properties and Pore Structure Fractal Characteristics of Alkali-Activated Metakaolin–Slag Composite Cementitious Materials. Polymers, 14(23), 5217. https://doi.org/10.3390/polym14235217