
Biocompatible and Biodegradable 3D Printing from Bioplastics: A Review


Abstract
:1. Introduction
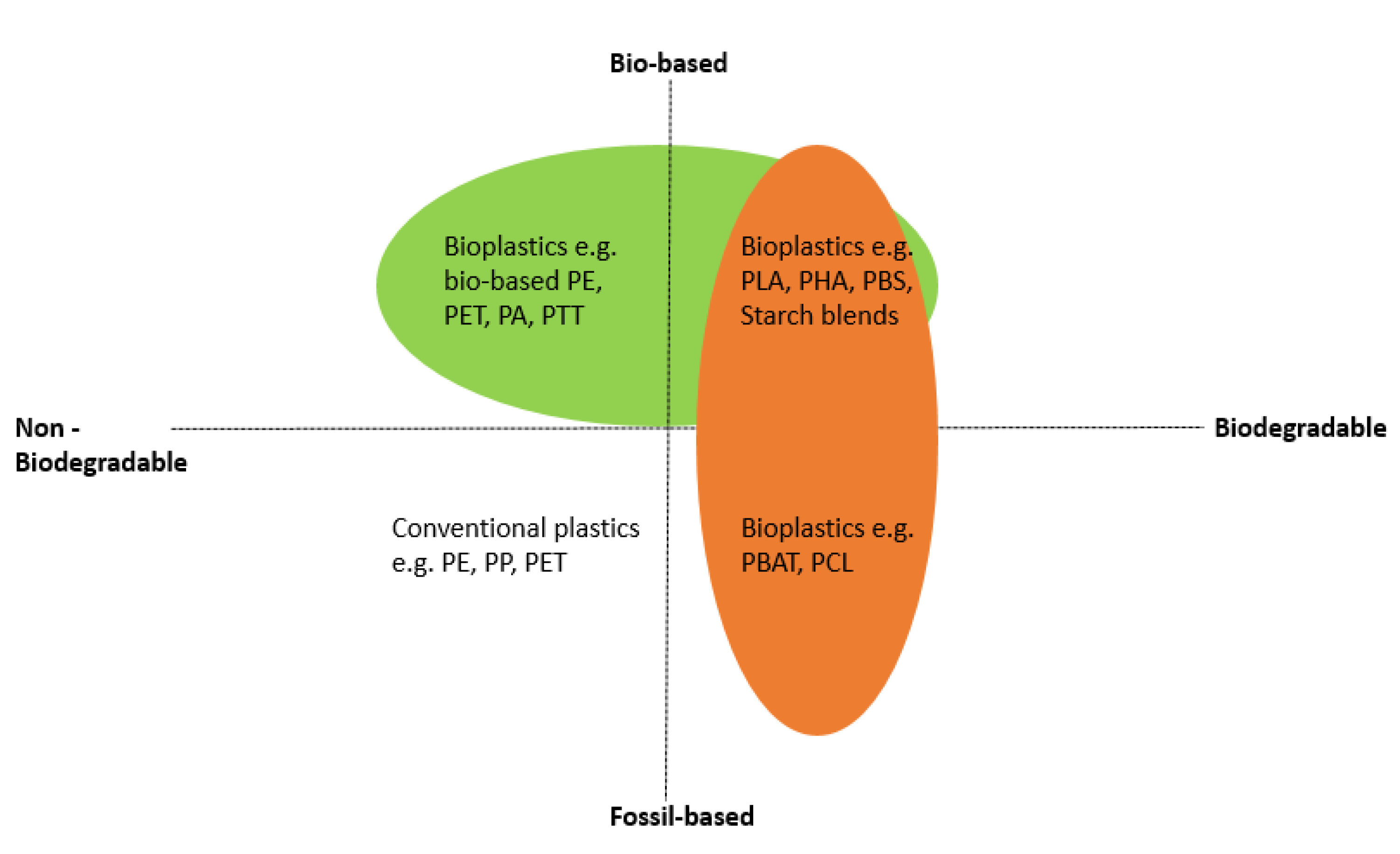
2. Bioplastics with Biodegradability
- Biodegradable bioplastics made from biobased materials. Examples include poly (lactic acid) (PLA), polyhydroxyalkanoates (PHAs), thermoplastic starch (TPS), and poly (butylene succinate) (PBS) [33];
- Biodegradable bioplastics made from petrochemical resources. Examples include Poly (butylene adipate terephthalate) (PBAT) and polycaprolactone (PCL) [34];
- Non-biodegradable or partially biodegradable bioplastics from biobased monomers and bioderived technical polymers. Examples are bioPE, bioPET, bioPP, and poly-trimethylene terephthalate (bioPTT) [35].
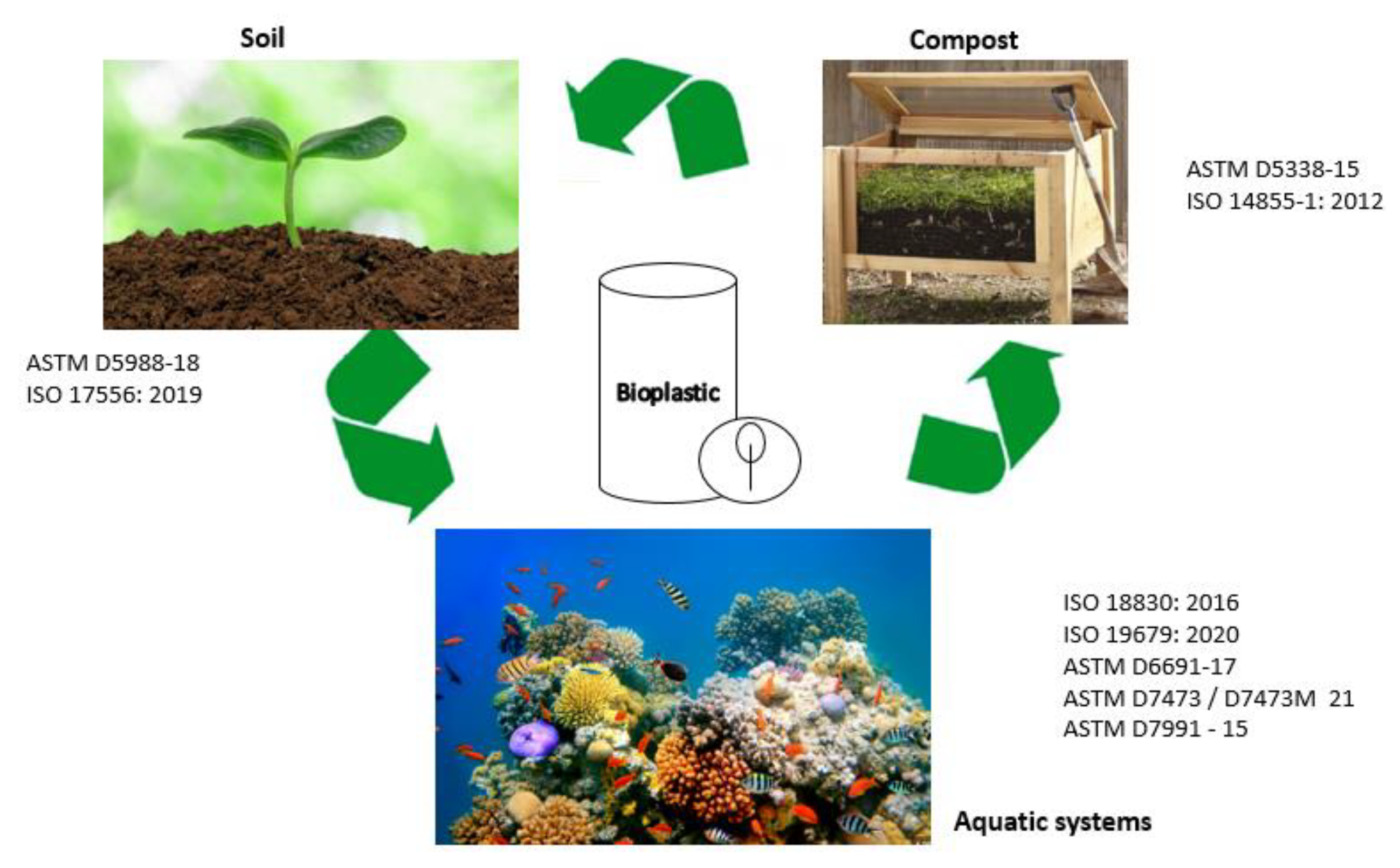
2.1. Methodologies for Assessing the Biodegradability of Bioplastics
2.2. Biodegradation in Soil

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biopolymer | Soil Conditions | Methodology | Ref. |
|---|---|---|---|
| PBAT/Nanocellulose | Lab-controlled conditions | ASTM D5988 | [62] |
| Cellulose-based | Lab-controlled conditions | ASTM D5988 | [63] |
| PHBV/Olive Pomace | Lab-controlled conditions | ASTM D5988 | [64] |
| Chitosan/Corn cob | Lab-controlled conditions | ASTM D5988 | [65] |
| Polyurethane (PU)/Starch | Lab-controlled conditions | ASTM D5988 visual analysis, morphological and chemical characterization | [66] |
| PLA/Glycerol | Lab-controlled conditions | ISO 17556 | [67] |
| Starch/Nanocellulose | Lab-controlled conditions | ISO 17556 | [68] |
| PBS, PHA, PBAT/PLA | Lab-controlled conditions | Microrganismo characterization (ISO 17556) | [61] |
| PBAT, starch, and additives mixture | Lab-controlled conditions | Ecotoxicological analysis (ISO 17556) | [61] |
| Compounds of PHB and natural fillers | Lab-controlled conditions | Mass loss | [59] |
| Starch/Nanocellulose | Outdoor conditions | Mass Loss | [57] |
| PVA/starch | Lab-controlled conditions | Mass loss, visual analysis, biofilm area, and soil characterization | [58] |
| PLA, PBS, PHB and PCL | Lab-controlled and outdoor conditions | Mass loss, microbial characterization and mechanical properties | [69] |
| Starch-based | Lab-controlled conditions | Mass loss, mechanical properties and morphological analysis | [70] |
| PBS/Sugarcane Fibre | Lab-controlled conditions | Mass loss, morphological analysis, and thermal characterization | [71] |
| PHA | Outdoor conditions | Mass loss, chemical and morphological analysis | [72] |
| PLA and PLA/starch | Outdoor conditions | Mass loss, thermal characterization, morphological and chemical analysis | [60] |
| Mixtures of PVA/starch with natural fillers | Lab-controlled conditions | Mass loss, soil characterization, morphological and chemical analysis | [73] |
2.3. Biodegradation in Compost
2.4. Biodegradation in Aquatic Systems
3. Bioplastics with Biocompatibility
3.1. Poly (Lactic Acid)
3.2. Poly Lactic-Co-Glycolic Acid
3.3. Poly (ε-Caprolactone)
4. Additive Manufacturing of Biocomposites
4.1. Cellulose
4.1.1. Natural Fibers Reinforced Composites from Cellulose
4.1.2. Nanocellulose
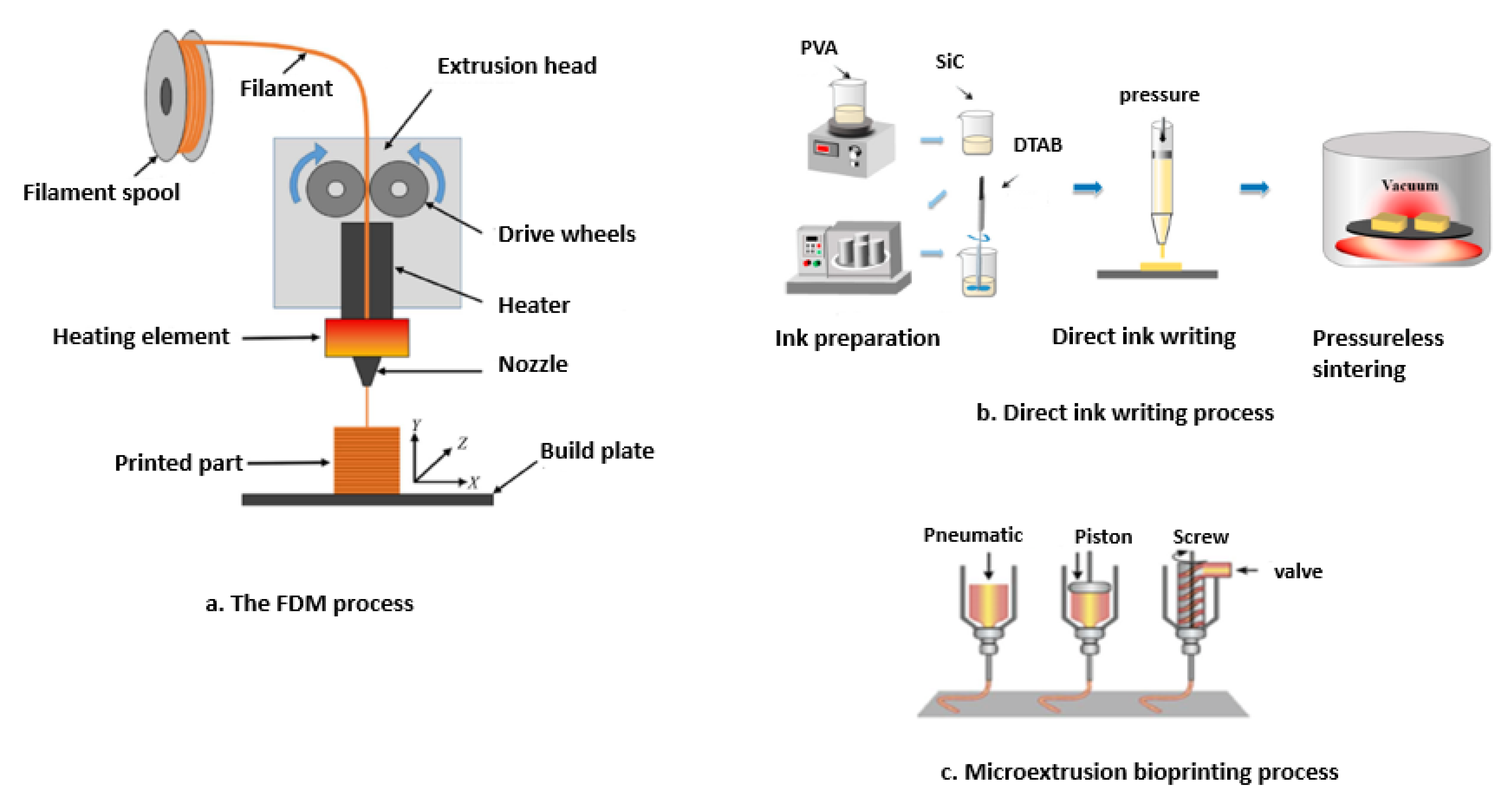
- Material extrusion methods such as fused filament fabrication (FFF), direct ink writing (DIW), and micro-extrusion 3D bioprinting;
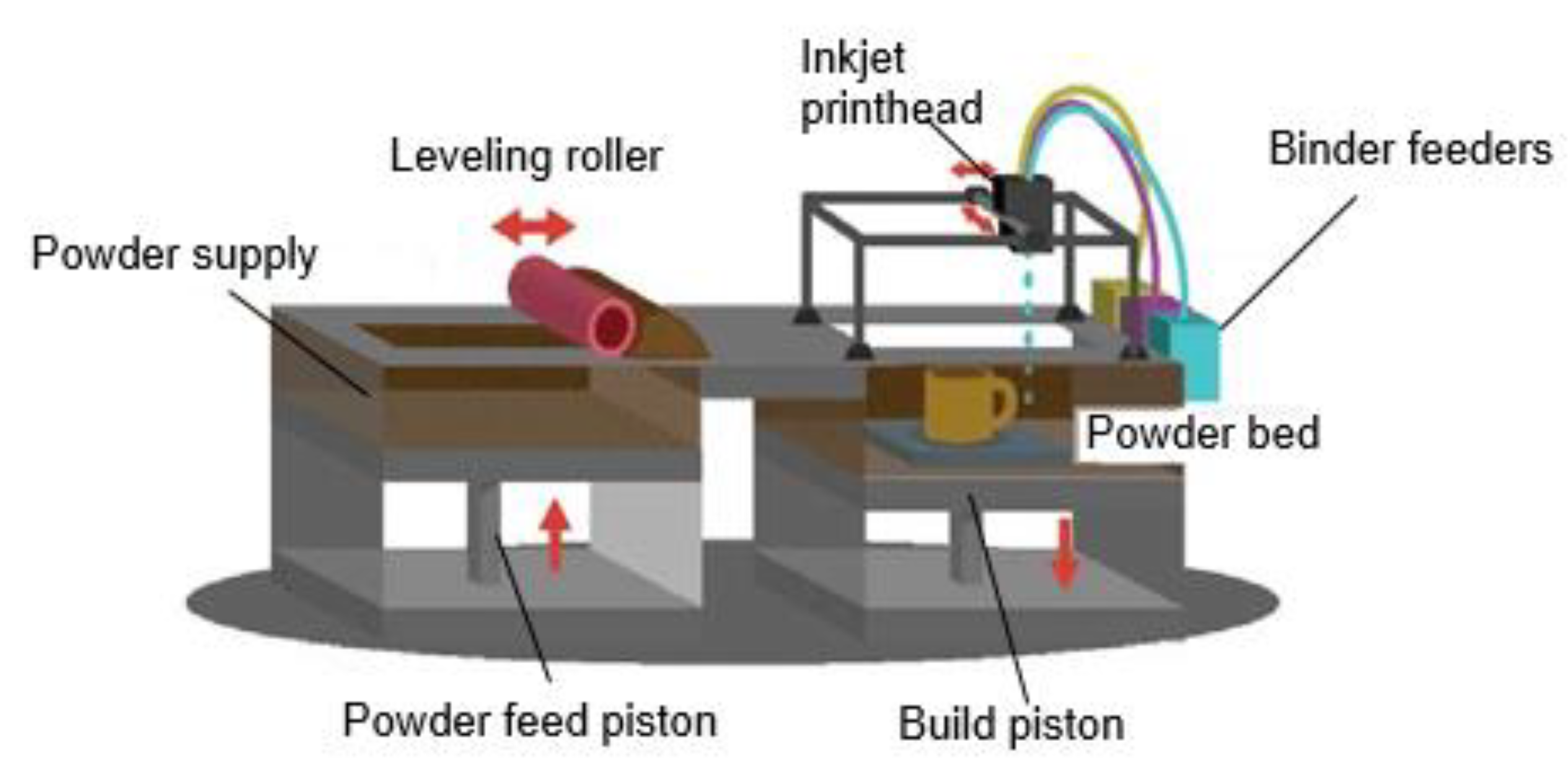
- Inkjet 3D printing;
- 3D spinning.
4.2. AM Technologies Used with Biobased Materials
4.2.1. Material Extrusion Methods
4.2.2. Inkjet 3D Printing

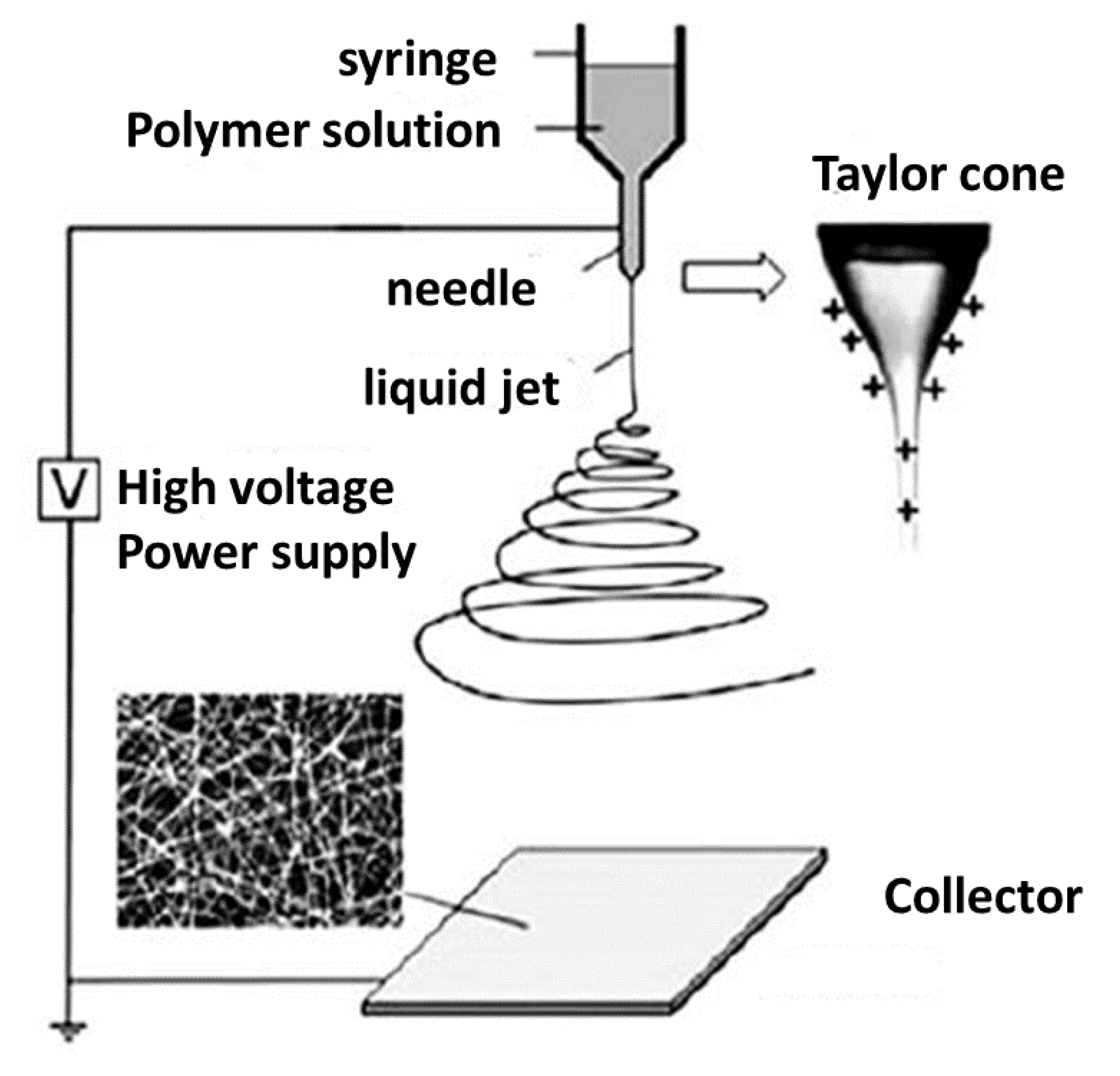
4.2.3. 3D Spinning

4.3. Polymers Reinforced with Biobased Fillers in AM
5. Current Challenges and Future Directions
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Browning, S.; Beymer-Farris, B.; Seay, J.R. Addressing the challenges associated with plastic waste disposal and management in developing countries. Curr. Opin. Chem. Eng. 2021, 32, 100682. [Google Scholar] [CrossRef]
- Li, W.; Tse, H.; Fok, L. Plastic waste in the marine environment: A review of sources, occurrence and effects. Sci. Total Environ. 2016, 566, 333–349. [Google Scholar] [CrossRef] [PubMed]
- Gall, M.; Wiener, M.; de Oliveira, C.C.; Lang, R.W.; Hansen, E.G. Building a circular plastics economy with informal waste pickers: Recyclate quality, business model, and societal impacts. Resour. Conserv. Recycl. 2020, 156, 104685. [Google Scholar] [CrossRef]
- Faraca, G.; Astrup, T. Plastic waste from recycling centres: Characterisation and evaluation of plastic recyclability. Waste Manag. 2019, 95, 388–398. [Google Scholar] [CrossRef]
- Pilla, S. Engineering Applications of Bioplastics and Biocomposites—An Overview. In Handbook of Bioplastics and Biocomposites Engineering Applications, 1st ed.; Scrivener Publishing LLC: Beverly, MA, USA, 2011; Volume 1. [Google Scholar] [CrossRef]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Morales, M.A.; Martinez, C.L.A.; Maranon, A.; Hernandez, C.; Michaud, V.; Porras, A. Development and Characterization of Rice Husk and Recycled Polypropylene Composite Filaments for 3D Printing. Polymers 2021, 13, 1067. [Google Scholar] [CrossRef]
- Rocha, C.J.L.; Álvarez-Castillo, E.; Yáñez, M.R.E.; Bengoechea, C.; Guerrero, A.; Ledesma, M.T.O. Development of bioplastics from a microalgae consortium from wastewater. J. Environ. Manag. 2020, 263, 110353. [Google Scholar] [CrossRef]
- Fredi, G.; Dorigato, A. Recycling of bioplastic waste: A review. Adv. Ind. Eng. Polym. Res. 2021, 4, 159–177. [Google Scholar] [CrossRef]
- Heylin, M. European Bioplastics: Facts and figures. In Proceedings of the 13th European Bioplastics Conference, Berlin, Germany, 3–4 December 2019; Volume 13, pp. 1–16. [Google Scholar] [CrossRef]
- Avérous, L.; Pollet, E. (Eds.) Biodegradable Polymers. In Environmental Silicate Nano-Biocomposites; Springer: London, UK, 2012; pp. 13–39. [Google Scholar]
- White, E.; Bassilakis, R.; Nogués, S. From the Plastics Present to a Sustainable Future: The Bioplastics Innovation Land-Scape, Players and Market Opportunities; ClarivateTM: London, UK, 2020. [Google Scholar]
- Niaounakis, M. Recycling of biopolymers—The patent perspective. Eur. Polym. J. 2019, 114, 464–475. [Google Scholar] [CrossRef]
- Arikan, E.B.; Ozsoy, H.D. A Review: Investigation of Bioplastics. J. Civ. Eng. Arch. 2015, 9, 188–192. [Google Scholar] [CrossRef]
- Zarna, C.; Opedal, M.T.; Echtermeyer, A.T.; Chinga-Carrasco, G. Reinforcement ability of lignocellulosic components in biocomposites and their 3D printed applications—A review. Compos. Part C Open Access 2021, 6, 100171. [Google Scholar] [CrossRef]
- Daria, M.; Krzysztof, L.; Jakub, M. Characteristics of biodegradable textiles used in environmental engineering: A comprehensive review. J. Clean. Prod. 2020, 268, 122129. [Google Scholar] [CrossRef]
- Horue, M.; Berti, I.R.; Cacicedo, M.L.; Castro, G.R. Microbial production and recovery of hybrid biopolymers from wastes for industrial applications—A review. Bioresour. Technol. 2021, 340, 125671. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Arif, Z.U. Novel biopolymer-based sustainable composites for food packaging applications: A narrative review. Food Packag. Shelf Life 2022, 33, 100892. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Deb, D.; Jafferson, J. Natural fibers reinforced FDM 3D printing filaments. Mater. Today Proc. 2021, 46, 1308–1318. [Google Scholar] [CrossRef]
- Rajendran, N.; Puppala, S.; Sneha Raj, M.; Ruth Angeeleena, B.; Rajam, C. Seaweeds can be a new source for bioplastics. J. Pharm. Res. 2012, 5, 1476–1479. [Google Scholar]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A review of 3D and 4D printing of natural fibre biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Sheikh, M.F.; Zolfagharian, A.; Bodaghi, M. Biopolymeric sustainable materials and their emerging applications. J. Environ. Chem. Eng. 2022, 10, 108159. [Google Scholar] [CrossRef]
- Liu, J.; Sun, L.; Xu, W.; Wang, Q.; Yu, S.; Sun, J. Current advances and future perspectives of 3D printing natural-derived biopolymers. Carbohydr. Polym. 2019, 207, 297–316. [Google Scholar] [CrossRef]
- Wang, Q.; Sun, J.; Yao, Q.; Ji, C.; Liu, J.; Zhu, Q. 3D printing with cellulose materials. Cellulose 2018, 25, 4275–4301. [Google Scholar] [CrossRef]
- Le Guen, M.-J.; Hill, S.; Smith, D.; Theobald, B.; Gaugler, E.; Barakat, A.; Mayer-Laigle, C. Influence of Rice Husk and Wood Biomass Properties on the Manufacture of Filaments for Fused Deposition Modeling. Front. Chem. 2019, 7, 735. [Google Scholar] [CrossRef] [PubMed]
- Balla, V.K.; Tadimeti, J.G.D.; Kate, K.H.; Satyavolu, J. 3D printing of modified soybean hull fiber/polymer composites. Mater. Chem. Phys. 2020, 254, 123452. [Google Scholar] [CrossRef]
- Van Wijk, A.J.M.; van Wijk, I. 3D Printing with Biomaterials: Towards a Sustainable and Circular Economy, 1st ed.; IOS Press: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Álvarez-Chávez, C.R.; Edwards, S.; Moure-Eraso, R.; Geiser, K. Sustainability of bio-based plastics: General comparative analysis and recommendations for improvement. J. Clean. Prod. 2012, 23, 47–56. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Plastics—The Facts 2020; Plastics Europe: Brussels, Belgium, 2020.
- Mangaraj, S.; Yadav, A.; Bal, L.M.; Dash, S.K.; Mahanti, N.K. Application of Biodegradable Polymers in Food Packaging Industry: A Comprehensive Review. J. Packag. Technol. Res. 2019, 3, 77–96. [Google Scholar] [CrossRef]
- Alcântara, J.M.G.; Distante, F.; Storti, G.; Moscatelli, D.; Morbidelli, M.; Sponchioni, M. Current trends in the production of biodegradable bioplastics: The case of polyhydroxyalkanoates. Biotechnol. Adv. 2020, 42, 107582. [Google Scholar] [CrossRef]
- Emadian, S.M.; Onay, T.T.; Demirel, B. Biodegradation of bioplastics in natural environments. Waste Manag. 2017, 59, 526–536. [Google Scholar] [CrossRef]
- Rahman, H.; Bhoi, P.R. An overview of non-biodegradable bioplastics. J. Clean. Prod. 2021, 294, 126218. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2021, 31, e00382. [Google Scholar] [CrossRef]
- Polman, E.M.; Gruter, G.-J.M.; Parsons, J.R.; Tietema, A. Comparison of the aerobic biodegradation of biopolymers and the corresponding bioplastics: A review. Sci. Total Environ. 2021, 753, 141953. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.B.; De, A.; Shukla, S.K.; Guin, M. Bioplastic from renewable biomass. In Handbook of Bioplastics and Biocomposites Engineering Applications, 2nd ed.; Scrivener Publishing LLC; John Wiley & Sons: Berverly, MA, USA, 2023; pp. 49–71. [Google Scholar]
- Klinmalai, P.; Srisa, A.; Laorenza, Y.; Katekhong, W.; Harnkarnsujarit, N. Antifungal and plasticization effects of carvacrol in biodegradable poly(lactic acid) and poly(butylene adipate terephthalate) blend films for bakery packaging. LWT 2021, 152, 112356. [Google Scholar] [CrossRef]
- Kongkaoroptham, P.; Piroonpan, T.; Pasanphan, W. Chitosan nanoparticles based on their derivatives as antioxidant and antibacterial additives for active bioplastic packaging. Carbohydr. Polym. 2021, 257, 117610. [Google Scholar] [CrossRef]
- Wangprasertkul, J.; Siriwattanapong, R.; Harnkarnsujarit, N. Antifungal packaging of sorbate and benzoate incorporated biodegradable films for fresh noodles. Food Control 2020, 123, 107763. [Google Scholar] [CrossRef]
- Luchese, C.L.; Rodrigues, R.B.; Tessaro, I.C. Cassava starch-processing residue utilization for packaging development. Int. J. Biol. Macromol. 2021, 183, 2238–2247. [Google Scholar] [CrossRef] [PubMed]
- Jiménez-Rosado, M.; Perez-Puyana, V.; Rubio-Valle, J.F.; Guerrero, A.; Romero, A. Evaluation of Superabsorbent Capacity of Soy Protein-Based Bioplastic Matrices with Incorporated Fertilizer for Crops. J. Polym. Environ. 2020, 28, 2661–2668. [Google Scholar] [CrossRef]
- Nooeaid, P.; Chuysinuan, P.; Pitakdantham, W.; Aryuwananon, D.; Techasakul, S.; Dechtrirat, D. Eco-Friendly Polyvinyl Alcohol/Polylactic Acid Core/Shell Structured Fibers as Controlled-Release Fertilizers for Sustainable Agriculture. J. Polym. Environ. 2020, 29, 552–564. [Google Scholar] [CrossRef]
- Chiaregato, C.G.; Faez, R. Micronutrients encapsulation by starch as an enhanced efficiency fertilizer. Carbohydr. Polym. 2021, 271, 118419. [Google Scholar] [CrossRef] [PubMed]
- Abdel-Razek, M.K.; Hemeid, N.M.; Nader, H.R. Beneficial effect of some organic soil-conditioning agents for improving sandy soil productivity under sprinkler irrigation system. Aust. J. Basic Appl. Sci. 2011, 5, 12–20. [Google Scholar]
- Peng, B.; Li, J.; Wu, J.; Chen, N.; Chen, G. Preparation and performance of poly (vinyl alcohol)/polylactic acid/hydroxyapatite composite scaffolds based on 3D printing. J. Appl. Polym. Sci. 2021, 139, 51534. [Google Scholar] [CrossRef]
- Divband, B.; Aghazadeh, M.; Al-Qaim, Z.H.; Samiei, M.; Hussein, F.H.; Shaabani, A.; Shahi, S.; Sedghi, R. Bioactive chitosan biguanidine-based injectable hydrogels as a novel BMP-2 and VEGF carrier for osteogenesis of dental pulp stem cells. Carbohydr. Polym. 2021, 273, 118589. [Google Scholar] [CrossRef] [PubMed]
- Vo, T.M.T.; Mondal, S.; Nguyen, V.T.; Park, S.; Choi, J.; Bui, N.T.; Oh, J. Rice starch coated iron oxide nanoparticles: A theranostic probe for photoacoustic imaging-guided photothermal cancer therapy. Int. J. Biol. Macromol. 2021, 183, 55–67. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.; Lan, G.; Hu, E.; Lu, F.; Qian, P.; Liu, J.; Dai, F.; Xie, R. Targeted Delivery of Hemostats to Complex Bleeding Wounds with Magnetic Guidance for Instant Hemostasis. Chem. Eng. J. 2021, 427, 130916. [Google Scholar] [CrossRef]
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-Based Polymers with Potential for Biodegradability. Polymers 2016, 8, 262. [Google Scholar] [CrossRef] [PubMed]
- Thakur, S.; Chaudhary, J.; Sharma, B.; Verma, A.; Tamulevicius, S.; Thakur, V.K. Sustainability of bioplastics: Opportunities and challenges. Curr. Opin. Green Sustain. Chem. 2018, 13, 68–75. [Google Scholar] [CrossRef]
- Kawashima, N.; Yagi, T.; Kojima, K. How Do Bioplastics and Fossil-Based Plastics Play in a Circular Economy? Macromol. Mater. Eng. 2019, 304, 1–14. [Google Scholar] [CrossRef]
- Pires, J.R.A.; Souza, V.G.L.; Fuciños, P.; Pastrana, L.; Fernando, A.L. Methodologies to Assess the Biodegradability of Bio-Based Polymers—Current Knowledge and Existing Gaps. Polymers 2022, 14, 1359. [Google Scholar] [CrossRef]
- ASTM D5988-18; Standard Test Method for Determining Aerobic Biodegradation of Plastic Materials in Soil. ASTM International: West Conshohocken, PA, USA, 2018.
- ISO 17556:2019; Plastics—Determination of the Ultimate Aerobic Biodegradability of Plastic Materials in Soil by Measuring the Oxygen Demand in a Respirometer or the Amount of Carbon Dioxide Evolved, 60.60 Inte. ISO: Geneva, Switzerland, 2019.
- Balakrishnan, P.; Geethamma, V.; Gopi, S.; Thomas, M.G.; Kunaver, M.; Huskić, M.; Kalarikkal, N.; Volova, T.; Rouxel, D.; Thomas, S. Thermal, biodegradation and theoretical perspectives on nanoscale confinement in starch/cellulose nanocomposite modified via green crosslinker. Int. J. Biol. Macromol. 2019, 134, 781–790. [Google Scholar] [CrossRef]
- Kaur, K.; Jindal, R.; Maiti, M.; Mahajan, S. Studies on the properties and biodegradability of PVA/Trapa natans starch (N-st) composite films and PVA/N-st-g-poly (EMA) composite films. Int. J. Biol. Macromol. 2018, 123, 826–836. [Google Scholar] [CrossRef]
- Thomas, S.; Shumilova, A.; Kiselev, E.; Baranovsky, S.; Vasiliev, A.; Nemtsev, I.; Kuzmin, A.P.; Sukovatyi, A.; Avinash, R.P.; Volova, T. Thermal, mechanical and biodegradation studies of biofiller based poly-3-hydroxybutyrate biocomposites. Int. J. Biol. Macromol. 2019, 155, 1373–1384. [Google Scholar] [CrossRef]
- Lv, S.; Zhang, Y.; Gu, J.; Tan, H. Soil burial-induced chemical and thermal changes in starch/poly (lactic acid) composites. Int. J. Biol. Macromol. 2018, 113, 338–344. [Google Scholar] [CrossRef] [PubMed]
- Šerá, J.; Serbruyns, L.; De Wilde, B.; Koutný, M. Accelerated biodegradation testing of slowly degradable polyesters in soil. Polym. Degrad. Stab. 2019, 171, 109031. [Google Scholar] [CrossRef]
- Pinheiro, I.F.; Ferreira, F.V.; De Holanda Saboya Souza, D.; Gouveia, R.F.; Lona, L.M.F.; Morales, A.R.; Mei, L.H.I. Mechanical, rheological and degradation properties of PBAT nanocomposites reinforced by functionalized cellulose nanocrystals. Eur. Polym. J. 2017, 97, 356–365. [Google Scholar] [CrossRef]
- Otoni, C.G.; Lodi, B.D.; Lorevice, M.V.; Leitão, R.C.; Ferreira, M.D.; de Moura, M.R.; Mattoso, L.H. Optimized and scaled-up production of cellulose-reinforced biodegradable composite films made up of carrot processing waste. Ind. Crops Prod. 2018, 121, 66–72. [Google Scholar] [CrossRef]
- Lammi, S.; Gastaldi, E.; Gaubiac, F.; Angellier-Coussy, H. How olive pomace can be valorized as fillers to tune the biodegradation of PHBV based composites. Polym. Degrad. Stab. 2019, 166, 325–333. [Google Scholar] [CrossRef]
- Chan, M.Y.; Koay, S.C. Biodegradation and thermal properties of crosslinked chitosan/corn cob biocomposite films by electron beam irradiation. Polym. Eng. Sci. 2018, 59, E59–E68. [Google Scholar] [CrossRef]
- Tai, N.; Adhikari, R.; Shanks, R.; Adhikari, B. Aerobic biodegradation of starch–polyurethane flexible films under soil burial condition: Changes in physical structure and chemical composition. Int. Biodeterior. Biodegrad. 2019, 145, 104793. [Google Scholar] [CrossRef]
- Borowicz, M.; Paciorek-Sadowska, J.; Isbrandt, M.; Grzybowski, Ł.; Czupryński, B. Glycerolysis of Poly(lactic acid) as a Way to Extend the “Life Cycle” of This Material. Polymers 2019, 11, 1963. [Google Scholar] [CrossRef]
- Bagde, P.; Nadanathangam, V. Mechanical, antibacterial and biodegradable properties of starch film containing bacteriocin immobilized crystalline nanocellulose. Carbohydr. Polym. 2019, 222, 115021. [Google Scholar] [CrossRef]
- Al Hosni, A.S.; Pittman, J.K.; Robson, G.D. Microbial degradation of four biodegradable polymers in soil and compost demonstrating polycaprolactone as an ideal compostable plastic. Waste Manag. 2019, 97, 105–114. [Google Scholar] [CrossRef]
- Ibrahim, H.; Mehanny, S.; Darwish, L.; Farag, M. A Comparative Study on the Mechanical and Biodegradation Characteristics of Starch-Based Composites Reinforced with Different Lignocellulosic Fibers. J. Polym. Environ. 2018, 6, 2434–2447. [Google Scholar] [CrossRef]
- Huang, Z.; Qian, L.; Yin, Q.; Yu, N.; Liu, T.; Tian, D. Biodegradability studies of poly(butylene succinate) composites filled with sugarcane rind fiber. Polym. Test. 2018, 66, 319–326. [Google Scholar] [CrossRef]
- Sabapathy, P.C.; Devaraj, S.; Parthipan, A.; Kathirvel, P. Polyhydroxyalkanoate production from statistically optimized media using rice mill effluent as sustainable substrate with an analysis on the biopolymer’s degradation potential. Int. J. Biol. Macromol. 2019, 126, 977–986. [Google Scholar] [CrossRef] [PubMed]
- Moreira, A.A.; Mali, S.; Yamashita, F.; Bilck, A.P.; de Paula, M.T.; Merci, A.; de Oliveira, A.L.M. Biodegradable plastic designed to improve the soil quality and microbiological activity. Polym. Degrad. Stab. 2018, 158, 52–63. [Google Scholar] [CrossRef]
- Kalita, N.K.; Nagar, M.K.; Mudenur, C.; Kalamdhad, A.; Katiyar, V. Biodegradation of modified Poly(lactic acid) based biocomposite films under thermophilic composting conditions. Polym. Test. 2019, 76, 522–536. [Google Scholar] [CrossRef]
- Salehpour, S.; Jonoobi, M.; Ahmadzadeh, M.; Siracusa, V.; Rafieian, F.; Oksman, K. Biodegradation and ecotoxicological impact of cellulose nanocomposites in municipal solid waste composting. Int. J. Biol. Macromol. 2018, 111, 264–270. [Google Scholar] [CrossRef]
- ISO 14855-1:2012; Determination of the Ultimate Aerobic Biodegradability of Plastic Materials under Controlled Composting Conditions—Method by Analysis of Evolved Carbon Dioxide—Part 1: General Method. ISO: Geneva, Switzerland, 2012. Available online: https://www.iso.org/standard/57902.html (accessed on 14 October 2022).
- ASTM D5338-15; Standard Test Method for Determining Aerobic Biodegradation of Plastic Materials Under Controlled Composting Conditions, Incorporating Thermophilic Temperatures. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D6400–Compostable Product Test–Composting; Situ Biosciences: Chicago, IL, USA, 2022.
- ISO 20200:2015; Plastics—Determination of the Degree of Disintegration of Plastic Materials under Simulated Composting Conditions in a Laboratory-Scale Test. ISO: Geneva, Switzerland, 2015.
- ISO 17088:2021; Plastics—Organic Recycling—Specifications for Compostable Plastics. ISO: Geneva, Switzerland, 2021.
- Cinelli, P.; Seggiani, M.; Mallegni, N.; Gigante, V.; Lazzeri, A. Processability and Degradability of PHA-Based Composites in Terrestrial Environments. Int. J. Mol. Sci. 2019, 20, 284. [Google Scholar] [CrossRef]
- Cano, A.I.; Cháfer, M.; Chiralt, A.; González-Martínez, C. Biodegradation behavior of starch-PVA films as affected by the incorporation of different antimicrobials. Polym. Degrad. Stab. 2016, 132, 11–20. [Google Scholar] [CrossRef]
- Sedničková, M.; Pekařová, S.; Kucharczyk, P.; Bočkaj, J.; Janigová, I.; Kleinová, A.; Jochec-Mošková, D.; Omaníková, L.; Perďochová, D.; Koutný, M.; et al. Changes of physical properties of PLA-based blends during early stage of biodegradation in compost. Int. J. Biol. Macromol. 2018, 113, 434–442. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Auras, R.; Selke, S.; Rubino, M.; Marsh, T. Enhancing the biodegradation rate of poly(lactic acid) films and PLA bio-nanocomposites in simulated composting through bioaugmentation. Polym. Degrad. Stab. 2018, 154, 46–54. [Google Scholar] [CrossRef]
- Prapruddivongs, C.; Apichartsitporn, M.; Wongpreedee, T. Effect of silica resources on the biodegradation behavior of poly (lactic acid) and chemical crosslinked poly (lactic acid) composites. Polym. Test. 2018, 71, 87–94. [Google Scholar] [CrossRef]
- Harrison, J.P.; Boardman, C.; O’Callaghan, K.; Delort, A.-M.; Song, J. Biodegradability standards for carrier bags and plastic films in aquatic environments: A critical review. R. Soc. Open Sci. 2018, 5, 171792. [Google Scholar] [CrossRef]
- Zambrano, M.C.; Pawlak, J.J.; Daystar, J.; Ankeny, M.; Goller, C.C.; Venditti, R.A. Aerobic biodegradation in freshwater and marine environments of textile microfibers generated in clothes laundering: Effects of cellulose and polyester-based microfibers on the microbiome. Mar. Pollut. Bull. 2020, 151, 110826. [Google Scholar] [CrossRef] [PubMed]
- Arif, U.; Haider, S.; Haider, A.; Khan, N.; Alghyamah, A.A.; Jamila, N.; Khan, M.I.; Almasry, W.; Kang, I.-K. Biocompatible Polymers and their Potential Biomedical Applications: A Review. Curr. Pharm. Des. 2019, 25, 3608–3619. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Noroozi, R.; Sadeghianmaryan, A.; Jalalvand, M.; Hossain, M. Recent advances in 3D-printed polylactide and polycaprolactone-based biomaterials for tissue engineering applications. Int. J. Biol. Macromol. 2022, 218, 930–968. [Google Scholar] [CrossRef] [PubMed]
- Bano, K.; Pandey, R. New advancements of bioplastics in medical application. Int. J. Pharm. Sci. Res. 2018, 9, 402–416. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.P. Review Degradation of microbial polyesters. Biotechnol. Lett. 2004, 26, 1181–1189. [Google Scholar] [CrossRef]
- Kazunori Kataoka, C.S. Polymers in Biomedical Applications. Prog. Polym. Sci. 2007, 32, 755–1134. [Google Scholar]
- Gregor, A.; Filová, E.; Novák, M.; Kronek, J.; Chlup, H.; Buzgo, M.; Blahnová, V.; Lukášová, V.; Bartoš, M.; Nečas, A.; et al. Designing of PLA scaffolds for bone tissue replacement fabricated by ordinary commercial 3D printer. J. Biol. Eng. 2017, 11, 1–21. [Google Scholar] [CrossRef]
- Zhang, Q.; Mochalin, V.N.; Neitzel, I.; Knoke, I.Y.; Han, J.; Klug, C.A.; Zhou, J.G.; Lelkes, P.I.; Gogotsi, Y. Fluorescent PLLA-nanodiamond composites for bone tissue engineering. Biomaterials 2011, 32, 87–94. [Google Scholar] [CrossRef]
- DeStefano, V.; Khan, S.; Tabada, A. Applications of PLA in modern medicine. Eng. Regen. 2020, 1, 76–87. [Google Scholar] [CrossRef]
- Kwak, S.; Haider, A.; Gupta, K.C.; Kim, S.; Kang, I.-K. Micro/Nano Multilayered Scaffolds of PLGA and Collagen by Alternately Electrospinning for Bone Tissue Engineering. Nanoscale Res. Lett. 2016, 11, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Butreddy, A.; Gaddam, R.P.; Kommineni, N.; Dudhipala, N.; Voshavar, C. PLGA/PLA-Based Long-Acting Injectable Depot Microspheres in Clinical Use: Production and Characterization Overview for Protein/Peptide Delivery. Int. J. Mol. Sci. 2021, 22, 8884. [Google Scholar] [CrossRef] [PubMed]
- Virlan, M.J.R.; Miricescu, D.; Totan, A.; Greabu, M.; Tanase, C.; Sabliov, C.M.; Caruntu, C.; Calenic, B. Current Uses of Poly(lactic-co-glycolic acid) in the Dental Field: A Comprehensive Review. J. Chem. 2015, 2015, 525832. [Google Scholar] [CrossRef]
- Nair, L.S.; Laurencin, C.T. Biodegradable polymers as biomaterials. Prog. Polym. Sci. 2007, 32, 762–798. [Google Scholar] [CrossRef]
- Peter, J.E.; Ma, X. Scaffolding in Tissue Engineering, 1st ed.; CRC Press Taylor & Francis: Boca Raton, FL, USA, 2005. [Google Scholar]
- Sengupta, A.; Pattnaik, S.; Sutar, M.K. Biocomposites: An Overview. Int. J. Eng. Technol. Sci. Res. 2017, 4, 648–653. [Google Scholar]
- Carruthers, J. Technology Overview Biocomposites; Technology Strategy Board: Swindon, UK, 2012; pp. 1–40. [Google Scholar]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent advances in nanocellulose-based different biomaterials: Types, properties, and emerging applications. J. Mater. Res. Technol. 2021, 14, 2601–2623. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites; Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Nasir, M.A.; Ali, A.; Al Rashid, A.; Khan, M.R. Experimental and numerical characterization of tensile property of jute/carbon fabric reinforced epoxy hybrid composites. SN Appl. Sci. 2020, 2, 577. [Google Scholar] [CrossRef]
- Jaafar, J.; Siregar, J.P.; Salleh, S.M.; Hamdan, M.H.M.; Cionita, T.; Rihayat, T. Important Considerations in Manufacturing of Natural Fiber Composites: A Review. Int. J. Precis. Eng. Manuf. Technol. 2019, 6, 647–664. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Arrakhiz, F.; EL Achaby, M.; Malha, M.; Bensalah, M.; Fassi-Fehri, O.; Bouhfid, R.; Benmoussa, K.; Qaiss, A.E.K. Mechanical and thermal properties of natural fibers reinforced polymer composites: Doum/low density polyethylene. Mater. Des. 2013, 43, 200–205. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Al Rashid, A.; Shahid, M.I.; Ahmed, W.; Tariq, A.F.; Abbas, Z. Interlaminar shear strength (ILSS) characterization of fiber metal laminates (FMLs) manufactured through VARTM process. Forces Mech. 2021, 4, 100038. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Al Rashid, A.; Arif, Z.U.; Sheikh, M.F.; Arshad, H.; Nasir, M.A. Tensile strength evaluation of glass/jute fibers reinforced composites: An experimental and numerical approach. Results Eng. 2021, 10, 100232. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Sheikh, M.F.; Nasir, M.A. Mechanical characterization of glass and jute fiber-based hybrid composites fabricated through compression molding technique. Int. J. Mater. Form. 2021, 14, 1085–1095. [Google Scholar] [CrossRef]
- Zulkifli, N.I.; Samat, N.; Anuar, H.; Zainuddin, N. Mechanical properties and failure modes of recycled polypropylene/microcrystalline cellulose composites. Mater. Des. 2015, 69, 114–123. [Google Scholar] [CrossRef]
- Sobczak, L.; Lang, R.W.; Haider, A. Polypropylene composites with natural fibers and wood—General mechanical property profiles. Compos. Sci. Technol. 2012, 72, 550–557. [Google Scholar] [CrossRef]
- Al-Oqla, F.M.; Sapuan, S.M. Natural fiber reinforced polymer composites in industrial applications: Feasibility of date palm fibers for sustainable automotive industry. J. Clean. Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Badie, M.; Mahdi, E.; Hamouda, A.M. An investigation into hybrid carbon/glass fiber reinforced epoxy composite automotive drive shaft. Mater. Des. 2011, 32, 1485–1500. [Google Scholar] [CrossRef]
- Mahesh, V.; Joladarashi, S.; Kulkarni, S.M. An experimental study on adhesion, flexibility, interlaminar shear strength, and damage mechanism of jute/rubber-based flexible “green” composite. J. Thermoplast. Compos. Mater. 2019, 35, 149–176. [Google Scholar] [CrossRef]
- Mehanny, S.; Magd, E.E.A.-E.; Ibrahim, M.; Farag, M.; Gil-San-Millan, R.; Navarro, J.; Habbak, A.E.H.E.; El-Kashif, E. Extraction and characterization of nanocellulose from three types of palm residues. J. Mater. Res. Technol. 2020, 10, 526–537. [Google Scholar] [CrossRef]
- Tanpichai, S.; Witayakran, S.; Srimarut, Y.; Woraprayote, W.; Malila, Y. Porosity, density and mechanical properties of the paper of steam exploded bamboo microfibers controlled by nanofibrillated cellulose. J. Mater. Res. Technol. 2019, 8, 3612–3622. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical processes: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef] [PubMed]
- Faria, L.U.S.; Pacheco, B.J.S.; Oliveira, G.C.; Silva, J.L. Production of cellulose nanocrystals from pineapple crown fibers through alkaline pretreatment and acid hydrolysis under different conditions. J. Mater. Res. Technol. 2020, 9, 12346–12353. [Google Scholar] [CrossRef]
- Jozala, A.F.; de Lencastre-Novaes, L.C.; Lopes, A.M.; Santos-Ebinuma, V.D.C.; Mazzola, P.G.; Pessoa, A., Jr.; Grotto, D.; Gerenutti, M.; Chaud, M.V. Bacterial nanocellulose production and application: A 10-year overview. Appl. Microbiol. Biotechnol. 2016, 100, 2063–2072. [Google Scholar] [CrossRef] [PubMed]
- Onuaguluchi, O.; Banthia, N. Plant-based natural fibre reinforced cement composites: A review. Cem. Concr. Compos. 2016, 68, 96–108. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Lu, Y.; Hu, L.; Fan, Y.; Ma, J.; Zhou, X. Preparation of 3D printable micro/nanocellulose-polylactic acid (MNC/PLA) composite wire rods with high MNC constitution. Ind. Crops Prod. 2017, 109, 889–896. [Google Scholar] [CrossRef]
- Tran, T.N.; Bayer, I.S.; Heredia-Guerrero, J.A.; Frugone, M.; Lagomarsino, M.; Maggio, F.; Athanassiou, A. Cocoa Shell Waste Biofilaments for 3D Printing Applications. Macromol. Mater. Eng. 2017, 302, 1700219. [Google Scholar] [CrossRef]
- Kearns, A.J. Cotton Cellulose Fibers for 3D Print Material; North Carolina State University: Raleigh, NC, USA, 2017. [Google Scholar]
- Mohamed, O.A.; Masood, S.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Kumar, K.M.; Ram, P.B.; Ravichandran, M.; Vinayagamoorthy, M. A review on recent advancements in fused deposition modeling. Mater. Today Proc. 2020, 27, 752–756. [Google Scholar] [CrossRef]
- Khan, S.A.; Lazoglu, I. Development of additively manufacturable and electrically conductive graphite–polymer composites. Prog. Addit. Manuf. 2019, 5, 153–162. [Google Scholar] [CrossRef]
- Hacıoglu, A.; Yılmazer, H.; Ustundag, C.B. 3D Printing for Tissue Engineering Applications. J. Polytech. 2018. [Google Scholar] [CrossRef]
- Gunasekera, D.H.A.T.; Kuek, S.; Hasanaj, D.; He, Y.; Tuck, C.; Croft, A.K.; Wildman, R.D. Three dimensional ink-jet printing of biomaterials using ionic liquids and co-solvents. Faraday Discuss. 2016, 190, 509–523. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Yu, J.; Nierstrasz, V.A.; Bordes, R. Cellulose Nanofibril-Based Coatings of Woven Cotton Fabrics for Improved Inkjet Printing with a Potential in E-Textile Manufacturing. ACS Sustain. Chem. Eng. 2017, 5, 4793–4801. [Google Scholar] [CrossRef]
- Nguyen, K.Q.; Vuillaume, P.Y.; Hu, L. Jorge López-Beceiro, Patrice Cousin, Saïd Elkoun, and Mathieu Robert. Recycled, Bio-Based, and Blended Composite Materials for 3D Printing Filament: Pros and Cons—A Review. Mater. Sci. Appl. 2023, 14, 148–185. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, L.; Wang, W.; Su, R.; Gao, X.; Li, S.; Wang, G.; He, R. Microstructures, Mechanical Properties and Electromagnetic Wave Absorption Performance of Porous SiC Ceramics by Direct Foaming Combined with Direct-Ink-Writing-Based 3D Printing. Materials 2023, 16, 2861. [Google Scholar] [CrossRef]
- Murphy, S.V.; Atala, A. 3D bioprinting of tissues and organs. Nat. Biotechnol. 2014, 32, 773–785. [Google Scholar] [CrossRef]
- Keirouz, A.; Chung, M.; Kwon, J.; Fortunato, G.; Radacsi, N. 2D and 3D electrospinning technologies for the fabrication of nanofibrous scaffolds for skin tissue engineering: A review. WIREs Nanomed. Nanobiotechnol. 2020, 12, e01626. [Google Scholar] [CrossRef]
- Atila, D.; Keskin, D.; Tezcaner, A. Cellulose acetate based 3-dimensional electrospun scaffolds for skin tissue engineering applications. Carbohydr. Polym. 2015, 133, 251–261. [Google Scholar] [CrossRef]
- Lee, M.; Kim, H.Y. Toward nanoscale three-dimensional printing: Nanowalls built of electrospun nanofibers. Langmuir 2014, 30, 1210–1214. [Google Scholar] [CrossRef]
- Al-musawi, R. Prosthodontic using Rapid Prototyping. Am. Sci. Res. J. Eng. Technol. Sci. 2018, 26, 271–285. [Google Scholar]
- Peranidze, K.; Safronova, T.V.; Kildeeva, N.R. Electrospun Nanomaterials Based on Cellulose and Its Derivatives for Cell Cultures: Recent Developments and Challenges. Polymers 2023, 15, 1174. [Google Scholar] [CrossRef]
- Rosenthal, M.; Henneberger, C.; Gutkes, A.; Bues, C.-T. Liquid Deposition Modeling: A promising approach for 3D printing of wood. Eur. J. Wood Wood Prod. 2017, 76, 797–799. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Kuzman, M.K. Use of wood powder and adhesive as a mixture for 3D printing. Eur. J. Wood Wood Prod. 2015, 74, 123–126. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Labidi, S.; Azema, N.; Perrin, D.; Lopez-Cuesta, J.-M. Organo-modified montmorillonite/poly(ε-caprolactone) nanocomposites prepared by melt intercalation in a twin-screw extruder. Polym. Degrad. Stab. 2010, 95, 382–388. [Google Scholar] [CrossRef]
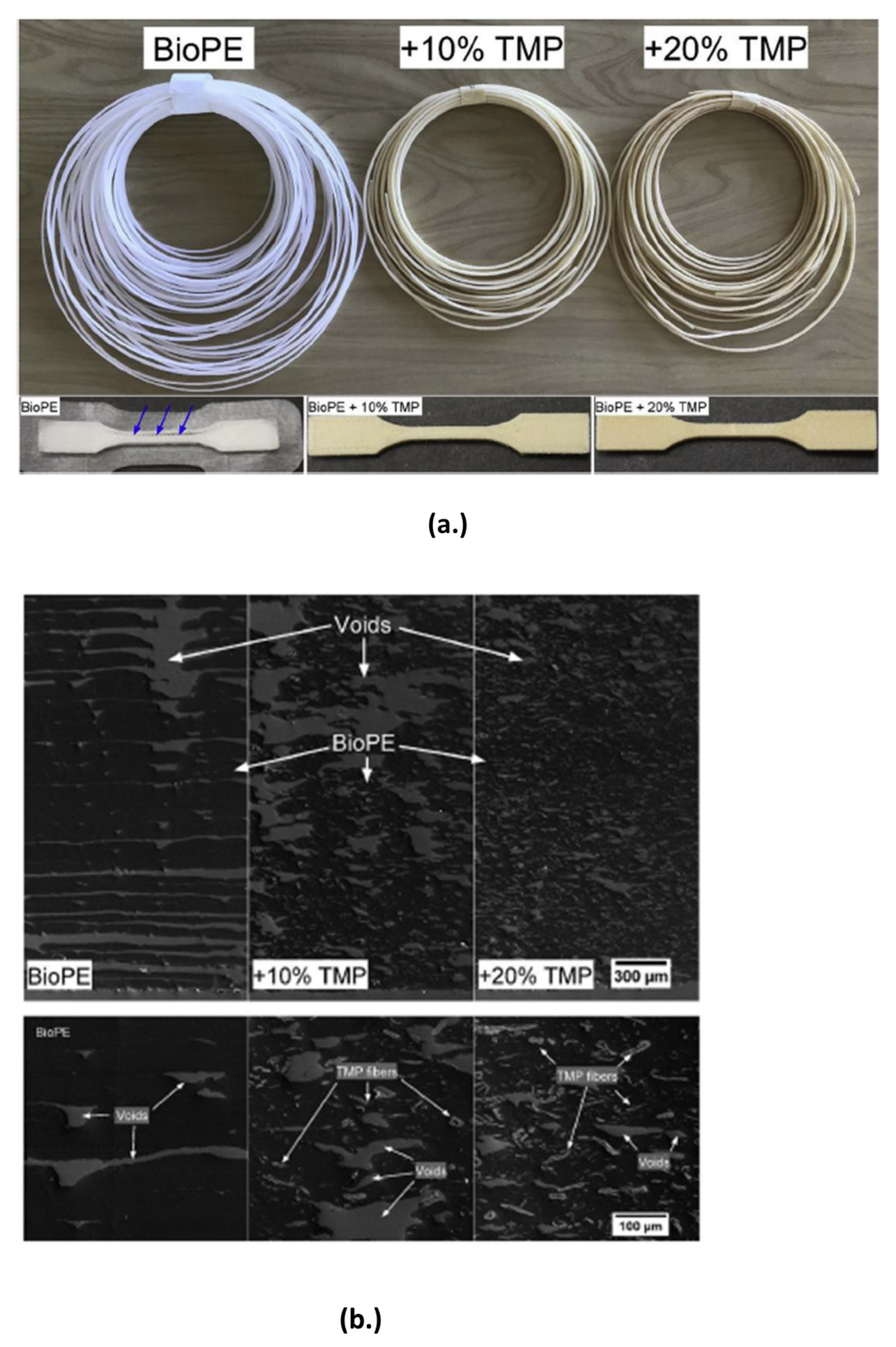
- Tarrés, Q.; Melbø, J.; Delgado-Aguilar, M.; Espinach, F.; Mutjé, P.; Chinga-Carrasco, G. Bio-polyethylene reinforced with thermomechanical pulp fibers: Mechanical and micromechanical characterization and its application in 3D-printing by fused deposition modelling. Compos. Part B Eng. 2018, 153, 70–77. [Google Scholar] [CrossRef]
- Jakus, A.E.; Rutz, A.; Shah, R.N. Advancing the field of 3D biomaterial printing. Biomed. Mater. 2016, 11, 014102. [Google Scholar] [CrossRef]
- Joffre, T.; Miettinen, A.; Berthold, F.; Gamstedt, E.K. X-ray micro-computed tomography investigation of fibre length degradation during the processing steps of short-fibre composites. Compos. Sci. Technol. 2014, 105, 127–133. [Google Scholar] [CrossRef]
- Bras, J.; Viet, D.; Bruzzese, C.; Dufresne, A. Correlation between stiffness of sheets prepared from cellulose whiskers and nanoparticles dimensions. Carbohydr. Polym. 2010, 84, 211–215. [Google Scholar] [CrossRef]
- Lee, K.-Y.; Aitomäki, Y.; Berglund, L.A.; Oksman, K.; Bismarck, A. On the use of nanocellulose as reinforcement in polymer matrix composites. Compos. Sci. Technol. 2014, 105, 15–27. [Google Scholar] [CrossRef]
- Dufresne, A. Chapter 19—Cellulose-Based Composites and Nanocomposites. In Monomers, Polymers and Composites from Renewable Resources; Belgacem, M.N., Gandini, A., Eds.; Elsevier: Amsterdam, The Neatherland, 2008; pp. 401–418. [Google Scholar]
- Yang, X.; Wang, G.; Miao, M.; Yue, J.; Hao, J.; Wang, W. The Dispersion of Pulp-Fiber in High-Density Polyethylene via Different Fabrication Processes. Polymers 2018, 10, 122. [Google Scholar] [CrossRef] [PubMed]
- Kokta, B.V.; Chen, R.; Daneault, C.; Valade, J.L. Use of wood fibers in thermoplastic composites. Polym. Compos. 1983, 4, 229–232. [Google Scholar] [CrossRef]
- Coleman, E.A. 23-Plastics Additives. In Applied Plastics Engineering Handbook; William Andrew Publishing: Oxford, UK, 2011; pp. 419–428. [Google Scholar]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical Coupling in Wood Fiber and Polymer Composites: A Review of Coupling Agents and Treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the Interface Structure and Bonding Mechanism of Coupling Agent Treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef]
- Olonisakin, K.; Fan, M.; Xin-Xiang, Z.; Ran, L.; Lin, W.; Zhang, W.; Wenbin, Y. Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites; Focus on PLA Matrix Composites. Compos. Interfaces 2021, 29, 1071–1120. [Google Scholar] [CrossRef]
- Englund, K. Tribology of natural fiber polymer composites. Mater. Today 2009, 12, 45. [Google Scholar] [CrossRef]
- Serra-Parareda, F.; Tarrés, Q.; Delgado-Aguilar, M.; Espinach, F.X.; Mutjé, P.; Vilaseca, F. Biobased Composites from Biobased-Polyethylene and Barley Thermomechanical Fibers: Micromechanics of Composites. Materials 2019, 12, 4182. [Google Scholar] [CrossRef] [PubMed]
- Ehman, N.V.; Ita-Nagy, D.; Felissia, F.E.; Vallejos, M.E.; Quispe, I.; Area, M.C.; Chinga-Carrasco, G. Biocomposites of Bio-Polyethylene Reinforced with a Hydrothermal-Alkaline Sugarcane Bagasse Pulp and Coupled with a Bio-Based Compatibilizer. Molecules 2020, 25, 2158. [Google Scholar] [CrossRef]
- Tarrés, Q.; Oliver-Ortega, H.; Espinach, F.X.; Mutjé, P.; Delgado-Aguilar, M.; Méndez, J.A. Determination of Mean Intrinsic Flexural Strength and Coupling Factor of Natural Fiber Reinforcement in Polylactic Acid Biocomposites. Polymers 2019, 11, 1736. [Google Scholar] [CrossRef] [PubMed]
- Serra-Parareda, F.; Julián, F.; Espinosa, E.; Rodríguez, A.; Espinach, F.X.; Vilaseca, F. Feasibility of Barley Straw Fibers as Reinforcement in Fully Biobased Polyethylene Composites: Macro and Micro Mechanics of the Flexural Strength. Molecules 2020, 25, 2242. [Google Scholar] [CrossRef] [PubMed]
- Narancic, T.; Cerrone, F.; Beagan, N.; O’connor, K.E. Recent Advances in Bioplastics: Application and Biodegradation. Polymers 2020, 12, 920. [Google Scholar] [CrossRef] [PubMed]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Ahmed, W.; Arshad, H. A review on four-dimensional (4D) bioprinting in pursuit of advanced tissue engineering applications. Bioprinting 2022, 27, e00203. [Google Scholar] [CrossRef]






| No. | Bioplastic Composition | Properties | Application | Ref. |
|---|---|---|---|---|
| 1 | Poly(lactic acid) and poly (butylene adipate terephthalate) |
|
| [39] |
| 2 | Chitosan, polyethylene glycol and methyl ether methacrylate |
|
| [40] |
| 3 | Thermoplastic starch |
|
| [41] |
| 4 | Cassava starch |
|
| [42] |
| 5 | Soya protein |
|
| [43] |
| 6 | Poly vinyl alcohol/poly (lactic acid) |
|
| [44] |
| 7 | Gelatinized starch |
|
| [45] |
| 8 | Seaweed extract and calcium alginate |
|
| [46] |
| 9 | Poly vinyl alcohol/poly (lactic acid) |
|
| [47] |
| 10 | Chitosan and biguanidine |
|
| [48] |
| 11 | Starch/hydroxyapatite |
|
| [49] |
| 12 | Rice starch extract coated with iron oxide nanoparticles |
|
| [50] |
| Biopolymer | Origin of Compost | Methodology | Ref. |
|---|---|---|---|
| PLA, PLA/Nanocellulose (Gum) | Food waste | ASTM D5338, chemical/morphology analysis, mass loss, thermal/microorganism characterization | [74] |
| PVA, PVA/Nanocellulose (CNF) | MSW | ASTM D5338, mass loss, morphology, visual and chemical analysis | [75] |
| PHA-based | MSW | ASTM D5338 and ISO 20200 | [81] |
| PVA/Starch | MSW | ISO 14855-1, ISO 20200, thermal/microorganism characterization | [82] |
| PLA, PLA/TAC and PLA/PHB/TAC | MSW | CO2 concentration, mass loss, chemical analysis, thermal characterization | [83] |
| Nano-reinforced PLA | MSW | ISO 16929, mass loss and microorganism characterization | [84] |
| PLA and PLA/Silica | Compost fermented with biomass | Modified ISO 17556 | [85] |
| Standard | Approach |
|---|---|
| ISO 19679:2020 | “Plastics—Determination of the aerobic biodegradation of non-floating plastic items at the seawater/sediment interface—Analyses amount of evolved CO2” |
| ISO 18830:2016 | “Plastics—Determination of the aerobic biodegradation of non-floating plastic items at the seawater/sediment interface—Measures the demand for O2 in a closed respirometer” |
| ISO 14853:2016 | “Plastics—Determination of the ultimate anaerobic biodegradation of plastic items in an aqueous system—Technique by measurement of biogas generation” |
| ASTM D7991-15 | “Standard Test Procedure for Measuring Aerobic Biodegradation of Plastics Buried in Sandy Marine Sediment in a Controlled Laboratory” |
| ASTM D7473-12 | “Standard Test Procedure for Weight Attrition of Plastic Materials in the Marine Environment by Open System Aquarium Incubations” |
| ASTM D6691-17 | “Standard Test Procedure for Determining Aerobic Biodegradation of Plastic Materials in the Marine Environment by a Natural Sea Water Inoculum or Defined Microbial Consortium” |
| Properties | NFC | CNC | BNC |
|---|---|---|---|
| Size | Diameter (1–10 µm) | Diameter (5–30 nm) | Diameter (20–100 nm) |
| Aspect Ratio | Very high | Low | Low |
| Reagent type | Corrosive | Corrosive | Non-corrosive |
| Sustainability | Not very sustainable | Not very sustainable | Green approach |
| Cost | Low cost | Low cost | High cost |
| Energy | High energy process | High energy process | Green process |
| Biocomposite | Filament Fabrication | FFF Printer | Printing Temp. (°C) | Potential Application | Ref. |
|---|---|---|---|---|---|
| PLA/wood flour 5% | Single-screw extruder | Self-assembled FDM 3D printer | 210, 0.4 mm nozzle | Functional load-bearing application | [124] |
| Micro/nanocellulose polylactic acid (MNC/PLA) composite (30 wt.% MNC + 5 wt.% PEG6000 + 65 wt.% PLA) | Twin -screw extruder | FDM Desktop 3D printer (Z603S) | 190, 0.4 mm nozzle | Structural applications | [125] |
| PCL/Cocoa Shell Waste (0–50%) | Single -screw extruder | Prusa i3 | 120, 0.3 mm nozzle | Household and biomedical application | [126] |
| Thermoplastic copolyester (TPC)/Soybean Hull Fiber (5–10%) | Capillary rheometer | Desktop FFF machine (Printrbot) | 220, 0.5 mm nozzle | Functional application | [27] |
| PLA/cotton cellulose (0–20%) | 2-step extruder | Lulzbot TAZ 5 3D printer | 210 | Automotive industry | [127] |
| Raster Angle | Specimen | Tensile Strength (MPa) | Tensile Elongation (%) | Young Modulus (GPa) |
|---|---|---|---|---|
| 0° | rPP | 26.02 ± 0.47 | 6.16 ± 0.19 | 1.34 ± 0.05 |
| rPP/RH (5 wt.%) | 13.62 ± 2.71 | 4.10 ± 0.20 | 1.06 ± 0.13 | |
| rPP/RH (10 wt.%) | 13.78 ± 0.59 | 5.06 ± 0.16 | 1.04 ± 0.04 | |
| 90° | rPP | 4.33 ± 1.73 | 1.01 ± 0.35 | 0.74 ± 0.37 |
| rPP/RH (5 wt.%) | 7.92 ± 0.67 | 2.04 ± 0.43 | 1.01 ± 0.12 | |
| rPP/RH (10 wt.%) | 5.66 ± 0.82 | 3.07 ± 0.45 | 0.66 ± 0.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andanje, M.N.; Mwangi, J.W.; Mose, B.R.; Carrara, S. Biocompatible and Biodegradable 3D Printing from Bioplastics: A Review. Polymers 2023, 15, 2355. https://doi.org/10.3390/polym15102355
Andanje MN, Mwangi JW, Mose BR, Carrara S. Biocompatible and Biodegradable 3D Printing from Bioplastics: A Review. Polymers. 2023; 15(10):2355. https://doi.org/10.3390/polym15102355
Chicago/Turabian StyleAndanje, Maurine Naliaka, James Wamai Mwangi, Bruno Roberts Mose, and Sandro Carrara. 2023. "Biocompatible and Biodegradable 3D Printing from Bioplastics: A Review" Polymers 15, no. 10: 2355. https://doi.org/10.3390/polym15102355
APA StyleAndanje, M. N., Mwangi, J. W., Mose, B. R., & Carrara, S. (2023). Biocompatible and Biodegradable 3D Printing from Bioplastics: A Review. Polymers, 15(10), 2355. https://doi.org/10.3390/polym15102355