

Extensive Characterization of Alginate, Chitosan and Microfibrillated Cellulose Cast Films to Assess their Suitability as Barrier Coating for Paper and Board


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Solution Preparation
2.2. Solution Properties
2.3. Film Casting
2.4. Films Characterisation
2.4.1. Optical Properties
2.4.2. Thickness and Apparent Density
2.4.3. Surface Properties
2.4.4. Mechanical Properties
2.4.5. Barrier Properties
3. Results
3.1. Biopolymer Solution Properties
3.2. Optical Properties
3.3. Thickness and Density
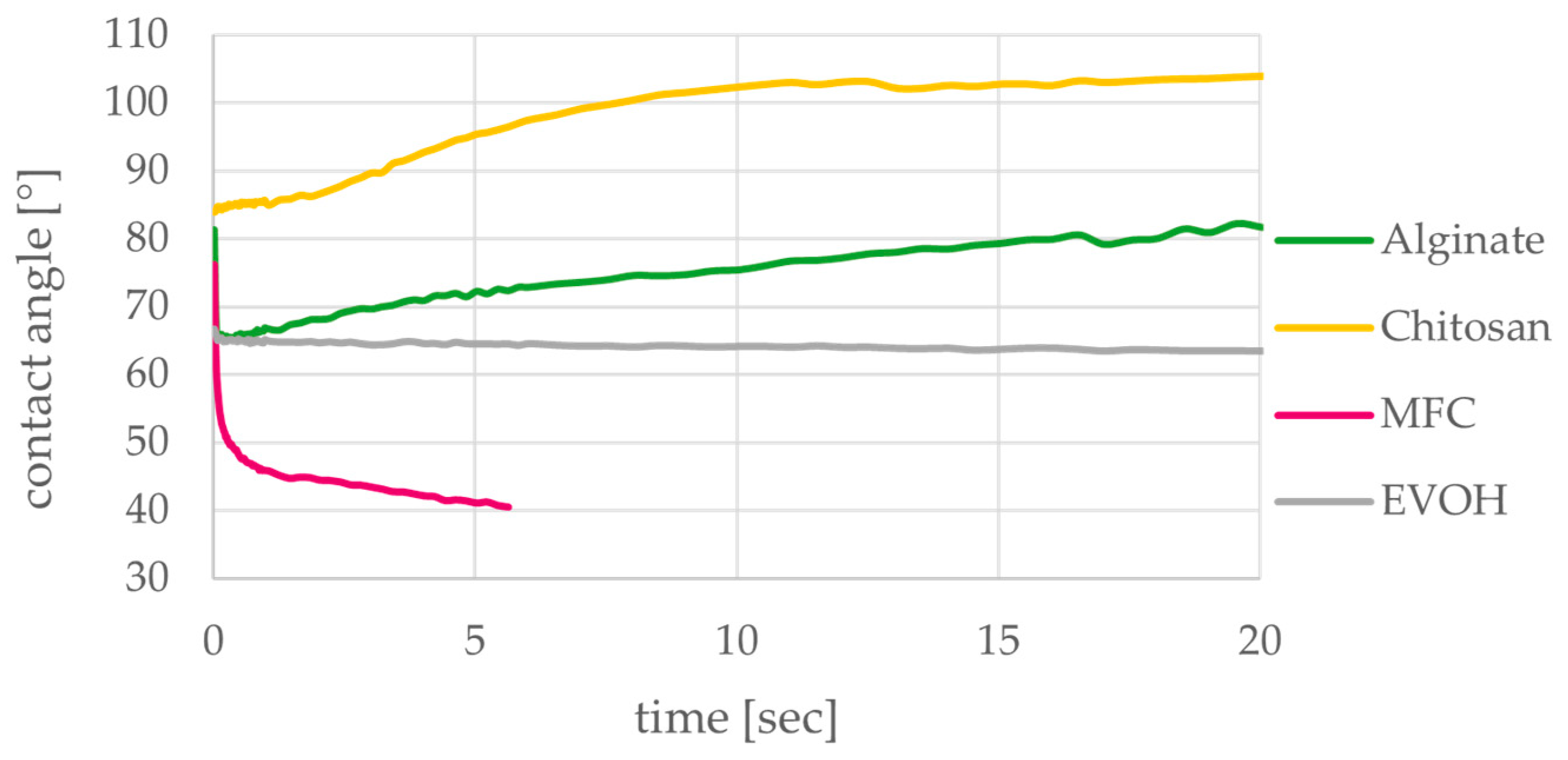
3.4. Surface Properties
3.5. Mechanical Properties
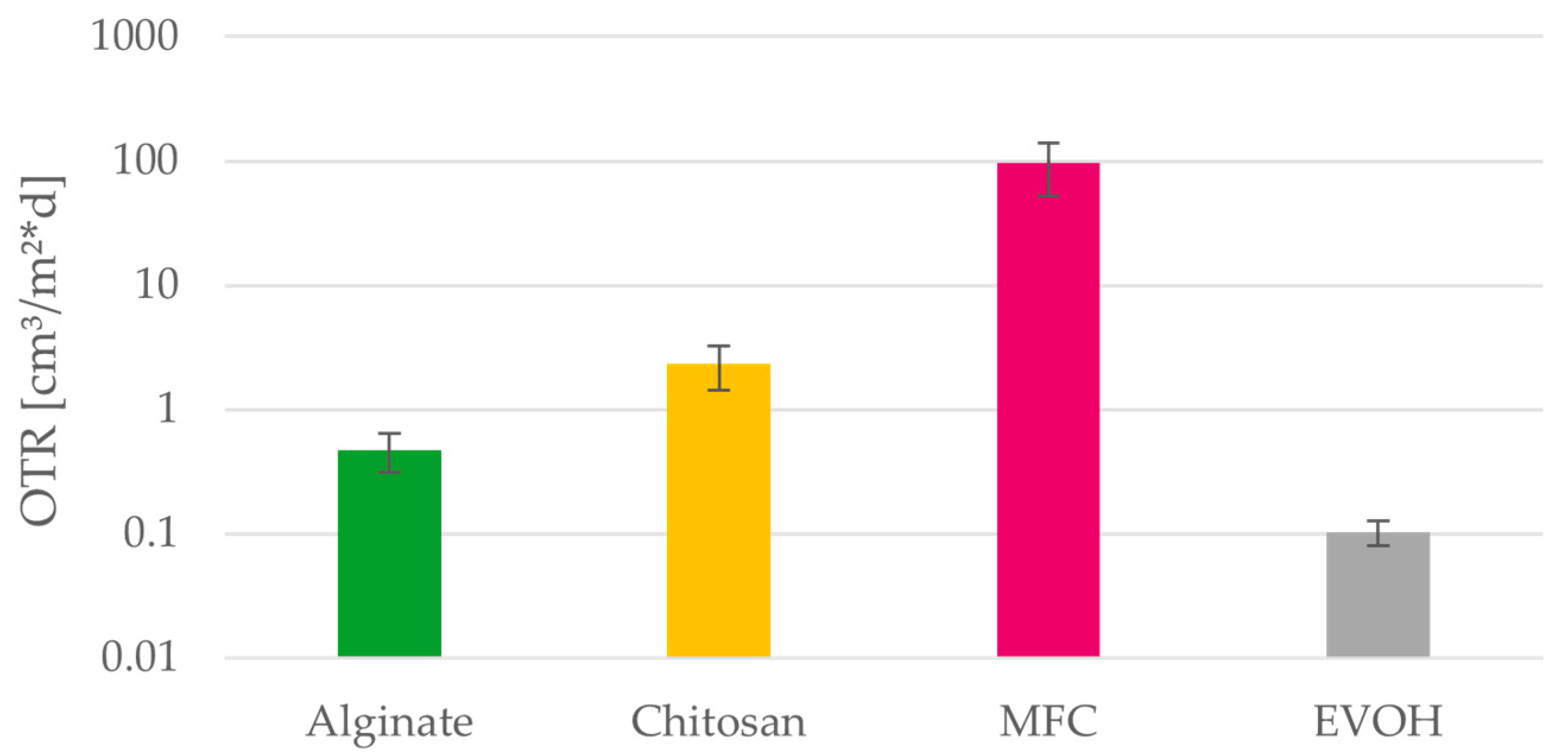
3.6. Barrier Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | L* | a* | b* |
|---|---|---|---|
| Standard | 94.95 ± 0 | −0.53 ± 0.03 | 1.2 ± 0.02 |
| Alginate | 90.57 ± 1.21 | −1.87 ± 0.69 | 7.13 ± 3.52 |
| Chitosan | 90.17 ±0.09 | −2.66 ± 0.11 | 9.08 ± 0.35 |
| MFC | 59.09 ± 0.05 | −0.93 ± 0,14 | 2.78 ± 0.41 |
| EVOH | 92.34 ± 0.41 | −0.62 ± 0.03 | 1.12 ± 0.08 |
| Material | Basis Weight (g/m²) | Thickness (µm) | Apparent Density (g/cm³) | PPS Roughness (µm) |
|---|---|---|---|---|
| Alginate | 44.80 ± 0.04 (one outlier) | 39.90 ± 2.05 | 1.14 ± 0.06 | 0.71 ± 0.19 |
| Chitosan | 42.33 ± 0.24 | 38.37 ± 1.47 | 1.11 ± 0.04 | 0.72 ± 0.26 |
| MFC | 37.07 ± 0.25 | 52.17 ± 2.07 | 0.72 ± 0.03 | 7.06 ± 0.42 |
| EVOH | 35.10 ± 0.03 | 32.16 ± 0.96 (one outlier) | 1.10 ± 0.03 (one outlier) | 0.45 ± 0.29 |
| Material | Contact Angle after 0.04 s (°) | Contact Angle after 0.1 s (°) | Contact Angle after 1 s (°) | Contact Angle after 5 s (°) |
|---|---|---|---|---|
| Alginate (three outliers) | 71.55 ± 1.38 | 65.16 ± 1.22 | 66.69 ± 2.29 | 72.24 ± 3.09 |
| Chitosan | 83.93 ± 4.71 | 84.69 ± 4.47 | 84.88 ± 4.13 | 95.37 ± 3.25 |
| MFC (two outliers) | 65.97 ± 2.81 | 56.21 ± 2.00 | 45.80 ± 2.92 | 41.08 ± 4.65 |
| EVOH | 66.17 ± 2.70 | 65.46 ± 3.37 | 64.92 ± 3.17 | 64.52 ± 3.34 |

| Material | Tensile Strength (kN/m) | Elongation at Break (%) | WVTR (g/m²·d) | OTR (cm³/m²·d) |
|---|---|---|---|---|
| Alginate | 2.25 ± 0.66 | 4.60 ± 1.56 | 258.95 ± 4.24 (one outlier) | 0.47 ± 0.16 (six outliers) |
| Chitosan | 2.29 ± 0.48 (one outlier) | 2.53 ± 0.70 (three outliers) | - | 2.32 ± 0.89 (three outliers) |
| MFC | 3.20 ± 0.42 | 3.19 ± 0.67 | 66.45 ± 6.25 | 96.40 ± 43.62 (three outliers) |
| EVOH | 1.78 ± 0.18 | 14.51 ± 5.40 | 0.45 ± 0.40 (one outlier) | 0.10 ± 0.02 (three outliers) |
| Material | Air Permeability (mL/min) | Grease Resistance KIT |
|---|---|---|
| Alginate | 0 | 12 |
| Chitosan | 0 | 12 |
| MFC | 0 | 12 |
| EVOH | 0 | 12 |
References
- Olsmats, C.; Kaivo-oja, J. European Packaging Industry Foresight Study—Identifying Global Drivers and Driven Packaging Industry Implications of the Global Megatrends. Eur. J. Futures Res. 2014, 2, 39. [Google Scholar] [CrossRef] [Green Version]
- Dieective (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste; European Environment Agency: Copenhagen, Denmark, 2018.
- Detzel, A.; Bodrogi, F.; Kauertz, B.; Bick, C.; Welle, F.; Schmid, M.; Schmitz, K.; Müller, K.; Käb, H. Biobasierte Kunststoffe Als Verpackung von Lebensmitteln; IFEU: Heidelberg/Berlin, Germany, 2018. [Google Scholar]
- Pawar, S.N.; Edgar, K.J. Alginate Derivatization: A Review of Chemistry, Properties and Applications. Biomaterials 2012, 33, 3279–3305. [Google Scholar] [CrossRef]
- Jost, V.; Kobsik, K.; Schmid, M.; Noller, K. Influence of Plasticiser on the Barrier, Mechanical and Grease Resistance Properties of Alginate Cast Films. Carbohydr. Polym. 2014, 110, 309–319. [Google Scholar] [CrossRef] [PubMed]
- Nehchiri, N.; Amiri, S.; Radi, M. Improving the Water Barrier Properties of Alginate Packaging Films by Submicron Coating with Drying Linseed Oil. Packag. Technol. Sci. 2021, 34, 283–295. [Google Scholar] [CrossRef]
- Pavlath, A.E.; Gossett, C.; Camirand, W.; Robertson, G.H. Ionomeric Films of Alginic Acid. J. Food Sci. 1999, 64, 61–63. [Google Scholar] [CrossRef]
- Bagheri, F.; Radi, M.; Amiri, S. Drying Conditions Highly Influence the Characteristics of Glycerol-Plasticized Alginate Films. Food Hydrocoll. 2019, 90, 162–171. [Google Scholar] [CrossRef]
- Barbut, S.; Harper, B.A. Dried Ca-Alginate Films: Effects of Glycerol, Relative Humidity, Soy Fibers, and Carrageenan. LWT 2019, 103, 260–265. [Google Scholar] [CrossRef]
- Pereira, R.; Tojeira, A.; Vaz, D.C.; Mendes, A.; Bártolo, P. Preparation and Characterization of Films Based on Alginate and Aloe Vera. Int. J. Polym. Anal. Charact. 2011, 16, 449–464. [Google Scholar] [CrossRef]
- da Silva, M.A.; Bierhalz, A.C.K.; Kieckbusch, T.G. Alginate and Pectin Composite Films Crosslinked with Ca2+ Ions: Effect of the Plasticizer Concentration. Carbohydr. Polym. 2009, 77, 736–742. [Google Scholar] [CrossRef]
- Yeul, V.S.; Rayalu, S.S. Unprecedented Chitin and Chitosan: A Chemical Overview. J. Polym. Environ. 2013, 21, 606–614. [Google Scholar] [CrossRef]
- Suyatma, N.E.; Tighzert, L.; Copinet, A.; Coma, V. Effects of Hydrophilic Plasticizers on Mechanical, Thermal, and Surface Properties of Chitosan Films. J. Agric. Food Chem. 2005, 53, 3950–3957. [Google Scholar] [CrossRef] [PubMed]
- Escamilla-García, M.; Reyes-Basurto, A.; García-Almendárez, B.E.; Hernández-Hernández, E.; Calderón-Domínguez, G.; Rossi-Márquez, G.; Regalado-González, C. Modified Starch-Chitosan Edible Films: Physicochemical and Mechanical Characterization. Coatings 2017, 7, 224. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.X.; Kim, K.M.; Hanna, M.A.; Nag, D. Chitosan-Starch Composite Film: Preparation and Characterization. Ind. Crop. Prod. 2005, 21, 185–192. [Google Scholar] [CrossRef]
- Butler, B.L.; Vergano, P.J.; Testin, R.F.; Bunn, J.M.; Wiles, J.L. Mechanical and Barrier Properties of Edible Chitosan Films as Affected by Composition and Storage. J. Food Sci. 1996, 61, 953–956. [Google Scholar] [CrossRef]
- Srinivasa, P.C.; Ramesh, M.N.; Kumar, K.R.; Tharanathan, R.N. Properties of Chitosan Films Prepared under Different Drying Conditions. J. Food Eng. 2004, 63, 79–85. [Google Scholar] [CrossRef]
- Liu, F.; Chang, W.; Chen, M.; Xu, F.; Ma, J.; Zhong, F. Tailoring Physicochemical Properties of Chitosan Films and Their Protective Effects on Meat by Varying Drying Temperature. Carbohydr. Polym. 2019, 212, 150–159. [Google Scholar] [CrossRef]
- Thakhiew, W.; Devahastin, S.; Soponronnarit, S. Effects of Drying Methods and Plasticizer Concentration on Some Physical and Mechanical Properties of Edible Chitosan Films. J. Food Eng. 2010, 99, 216–224. [Google Scholar] [CrossRef]
- Homez-Jara, A.; Daza, L.D.; Aguirre, D.M.; Muñoz, J.A.; Solanilla, J.F.; Váquiro, H.A. Characterization of Chitosan Edible Films Obtained with Various Polymer Concentrations and Drying Temperatures. Int. J. Biol. Macromol. 2018, 113, 1233–1240. [Google Scholar] [CrossRef]
- Walzl, A.; Kopacic, S.; Bauer, W.; Leitner, E. Comparison of the Functional Barrier Properties of Chitosan Acetate Films with Conventionally Applied Polymers. Molecules 2020, 25, 3491. [Google Scholar] [CrossRef]
- Lavoine, N.; Desloges, I.; Dufresne, A.; Bras, J. Microfibrillated Cellulose—Its Barrier Properties and Applications in Cellulosic Materials: A Review. Carbohydr. Polym. 2012, 90, 735–764. [Google Scholar] [CrossRef]
- Syverud, K.; Stenius, P. Strength and Barrier Properties of MFC Films. Cellulose 2009, 16, 75–85. [Google Scholar] [CrossRef]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. The Effect of Chemical Composition on Microfibrillar Cellulose Films from Wood Pulps: Water Interactions and Physical Properties for Packaging Applications. Cellulose 2010, 17, 835–848. [Google Scholar] [CrossRef]
- Spence, K.L.; Venditti, R.A.; Habibi, Y.; Rojas, O.J.; Pawlak, J.J. The Effect of Chemical Composition on Microfibrillar Cellulose Films from Wood Pulps: Mechanical Processing and Physical Properties. Bioresour. Technol. 2010, 101, 5961–5968. [Google Scholar] [CrossRef] [PubMed]
- Singh, P.; Magalhães, S.; Alves, L.; Antunes, F.; Miguel, M.; Lindman, B.; Medronho, B. Cellulose-Based Edible Films for Probiotic Entrapment. Food Hydrocoll. 2019, 88, 68–74. [Google Scholar] [CrossRef]
- Hassan, E.A.; Hassan, M.L.; Abou-zeid, R.E.; El-Wakil, N.A. Novel Nanofibrillated Cellulose/Chitosan Nanoparticles Nanocomposites Films and Their Use for Paper Coating. Ind. Crop. Prod. 2016, 93, 219–226. [Google Scholar] [CrossRef]
- Lan, W.; He, L.; Liu, Y. Preparation and Properties of Sodium Carboxymethyl Cellulose/Sodium Alginate/Chitosan Composite Film. Coatings 2018, 8, 291. [Google Scholar] [CrossRef] [Green Version]
- Oliveira, V.R.L.; Monteiro, M.K.S.; Santos, F.K.G.; Leite, R.H.L.; Aroucha, E.M.M. Effect of Drying Temperature in Biopolymeric Films of Cassava Starch and Its Effect on Wettability, Water Vapor Barrier and Mechanical Properties. Mater. Sci. Forum 2018, 930, 270–275. [Google Scholar] [CrossRef]
- Bhardwaj, S.; Bhardwaj, N.K.; Negi, Y.S. Surface Coating of Chitosan of Different Degree of Acetylation on Non Surface Sized Writing and Printing Grade Paper. Carbohydr. Polym. 2021, 269, 117674. [Google Scholar] [CrossRef]
- Sheng, J.; Li, J.; Zhao, L. Fabrication of Grease Resistant Paper with Non-Fluorinated Chemicals for Food Packaging. Cellulose 2019, 26, 6291–6302. [Google Scholar] [CrossRef]
- Song, Z.; Xiao, H.; Li, Y. Effects of Renewable Materials Coatings on Oil Resistant Properties of Paper. Nord. Pulp. Paper Res. J. 2015, 30, 344–349. [Google Scholar] [CrossRef]
- Tanpichai, S.; Srimarut, Y.; Woraprayote, W.; Malila, Y. Chitosan Coating for the Preparation of Multilayer Coated Paper for Food-Contact Packaging: Wettability, Mechanical Properties, and Overall Migration. Int. J. Biol. Macromol. 2022, 213, 534–545. [Google Scholar] [CrossRef]
- Zakaria, S.; Chia, C.H.; Wan Ahmad, W.H.; Kaco, H.; Chook, S.W.; Chan, C.H. Mechanical and Antibacterial Properties of Paper Coated with Chitosan. Sains. Malays. 2015, 44, 905–911. [Google Scholar] [CrossRef]
- Desbrieres, J. Viscosity of Semiflexible Chitosan Solutions: Influence of Concentration, Temperature, and Role of Intermolecular Interactions. Biomacromolecules 2002, 3, 342–349. [Google Scholar] [CrossRef] [PubMed]
- Brzezińska, M.; Szparaga, G. The Effect of Sodium Alginate Concentration on the Rheological Parameters of Spinning Solutions. Autex Res. J. 2015, 15, 123–126. [Google Scholar] [CrossRef] [Green Version]
- Schenker, M.; Schoelkopf, J.; Gane, P.; Mangin, P. Rheology of Microfibrillated Cellulose (MFC) Suspensions: Influence of the Degree of Fibrillation and Residual Fibre Content on Flow and Viscoelastic Properties. Cellulose 2019, 26, 845–860. [Google Scholar] [CrossRef]
- Calero, N.; Muñoz, J.; Ramírez, P.; Guerrero, A. Flow Behaviour, Linear Viscoelasticity and Surface Properties of Chitosan Aqueous Solutions. Food Hydrocoll. 2010, 24, 659–666. [Google Scholar] [CrossRef]
- Kopacic, S.; Walzl, A.; Zankel, A.; Leitner, E.; Bauer, W. Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings 2018, 8, 235. [Google Scholar] [CrossRef] [Green Version]
- ISO 187:2022; Paper, Board and Pulps—Standard Atmosphere for Conditioning and Testing and Procedure for Monitoring the Atmosphere and Conditioning of Samples. ISO: Geneva, Switzerland, 2022.
- ISO 5631-2:2022; Paper and Board—Determination of Colour by Diffuse Reflectance—Part 2: Outdoor Daylight Conditions (D65/10°). ISO: Geneva, Switzerland, 2022.
- ISO 534:2011; Paper and Board—Determination of Thickness, Density and Specific Volume. ISO: Geneva, Switzerland, 2022.
- TAPPI T 555; Roughness of Paper and Paperboard (Print-Surf Method). IPS Testing: Appleton, WI, USA, 2022.
- TAPPI T 558; Surface Wettability and Absorbency of Sheeted Materials Using an Automated Contact Angle Tester. IPS Testing: Appleton, WI, USA, 2020.
- ISO 1924-2:2008; Paper and Board—Determination of Tensile Properties—Part 2: Constant Rate of Elongation Method (20 mm/min). ISO: Geneva, Switzerland, 2008.
- TAPPI T 448; Water Vapor Transmission Rate of Paper and Paperboard at 23 °C and 50% RH. IPS Testing: Appleton, WI, USA, 2022.
- ISO 15105-2:2003; Plastics—Film and Sheeting—Determination of Gas-Transmission Rate—Part 2: Equal-Pressure Method. ISO: Geneva, Switzerland, 2003.
- TAPPI T 559; Grease Resistance Test for Paper and Paperboard. IPS Testing: Appleton, WI, USA, 2022.
- Winotapun, C.; Kerddonfag, N.; Kumsang, P.; Hararak, B.; Chonhenchob, V.; Yamwong, T.; Chinsirikul, W. Microperforation of Three Common Plastic Films by Laser and Their Enhanced Oxygen Transmission for Fresh Produce Packaging. Packag. Technol. Sci. 2015, 28, 367–383. [Google Scholar] [CrossRef]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Pawlak, J.J.; Hubbe, M.A. Water Vapor Barrier Properties of Coated and Filled Microfibrillated Cellulose Composite Films. Bioresources 2011, 6, 4370–4388. [Google Scholar] [CrossRef]














| Material | Solids Content (wt%) | Density (g/cm³) | pH | Surface Tension (mN/m) |
|---|---|---|---|---|
| Alginate | 5.10 | 1.025 | 6.95 | 53.47 |
| Chitosan | 4.92 | 1.019 | 4.85 | 67.87 |
| MFC | 3.30 | 1.001 | 7.23 | n.m. |
| EVOH | 10.30 | 1.008 | 5.10 | 56.769 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayrhofer, A.; Kopacic, S.; Bauer, W. Extensive Characterization of Alginate, Chitosan and Microfibrillated Cellulose Cast Films to Assess their Suitability as Barrier Coating for Paper and Board. Polymers 2023, 15, 3336. https://doi.org/10.3390/polym15163336
Mayrhofer A, Kopacic S, Bauer W. Extensive Characterization of Alginate, Chitosan and Microfibrillated Cellulose Cast Films to Assess their Suitability as Barrier Coating for Paper and Board. Polymers. 2023; 15(16):3336. https://doi.org/10.3390/polym15163336
Chicago/Turabian StyleMayrhofer, Anna, Samir Kopacic, and Wolfgang Bauer. 2023. "Extensive Characterization of Alginate, Chitosan and Microfibrillated Cellulose Cast Films to Assess their Suitability as Barrier Coating for Paper and Board" Polymers 15, no. 16: 3336. https://doi.org/10.3390/polym15163336
APA StyleMayrhofer, A., Kopacic, S., & Bauer, W. (2023). Extensive Characterization of Alginate, Chitosan and Microfibrillated Cellulose Cast Films to Assess their Suitability as Barrier Coating for Paper and Board. Polymers, 15(16), 3336. https://doi.org/10.3390/polym15163336