
Thermoplastic Electromagnetic Shielding Materials from the Integral Recycling of Waste from Electronic Equipment

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
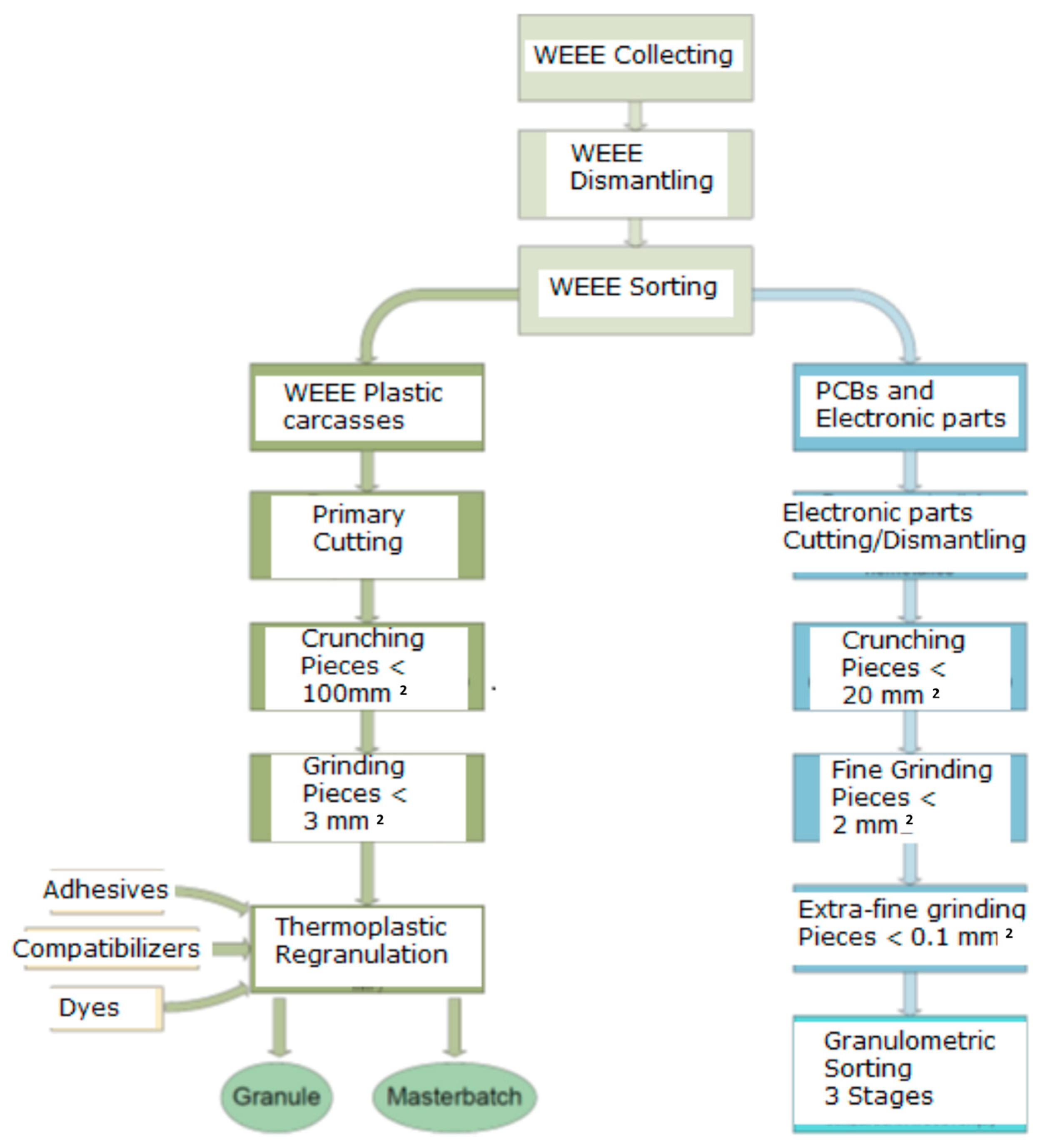
2.1. Integral Recycling of WEEE
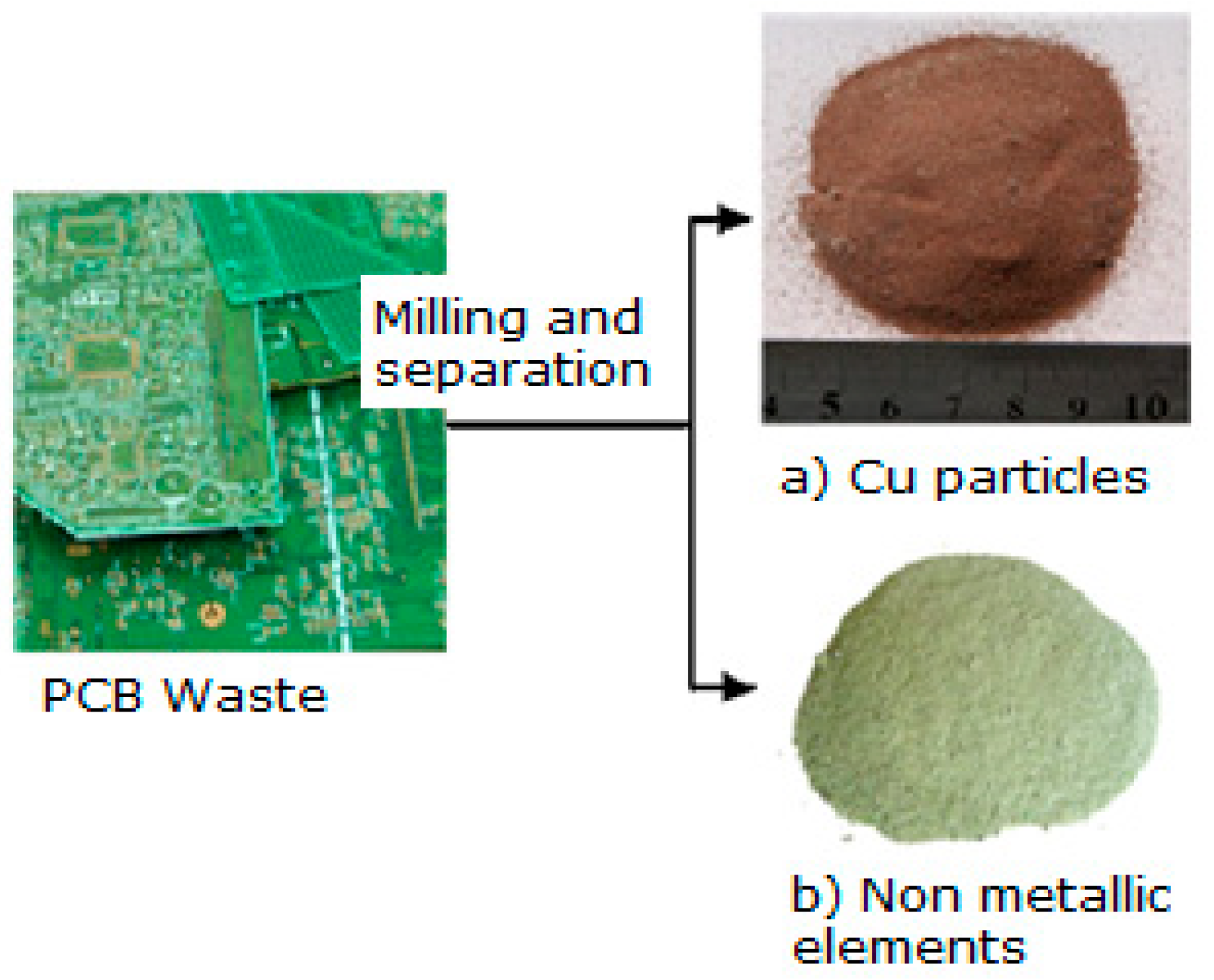
2.2. Powder Obtaining from Thermoset Components of WEEE (Electronic Components)
2.3. Composites Obtained from Recycled Polyethylene and Powder from WEEE
- LDPE + 3%-Regranulated LDPE from electronic waste/3% WEEE powder;
- LDPE + 7%-Regranulated LDPE from electronic waste/7% WEEE powder;
- LDPE + 10%-Regranulated LDPE from electronic waste/10% WEEE powder;
- HDPE + 3%-Grinding of HDPE from electronic waste/3% WEEE powder;
- HDPE + 7%-Grinding of HDPE from electronic waste/7% WEEE powder;
- HDPE + 10%-Grinding of HDPE from electronic waste/10% WEEE powder;
- PP + 3%-Regranulated PP from electronic waste/3% WEEE powder;
- PP + 7%-Regranulated PP from electronic waste/7% WEEE powder;
- PP + 10%-Regranulated PP from electronic waste/10% WEEE powder.
3. Results and Discussion
3.1. Physical Property Testing and Hydrostatic Density Determination
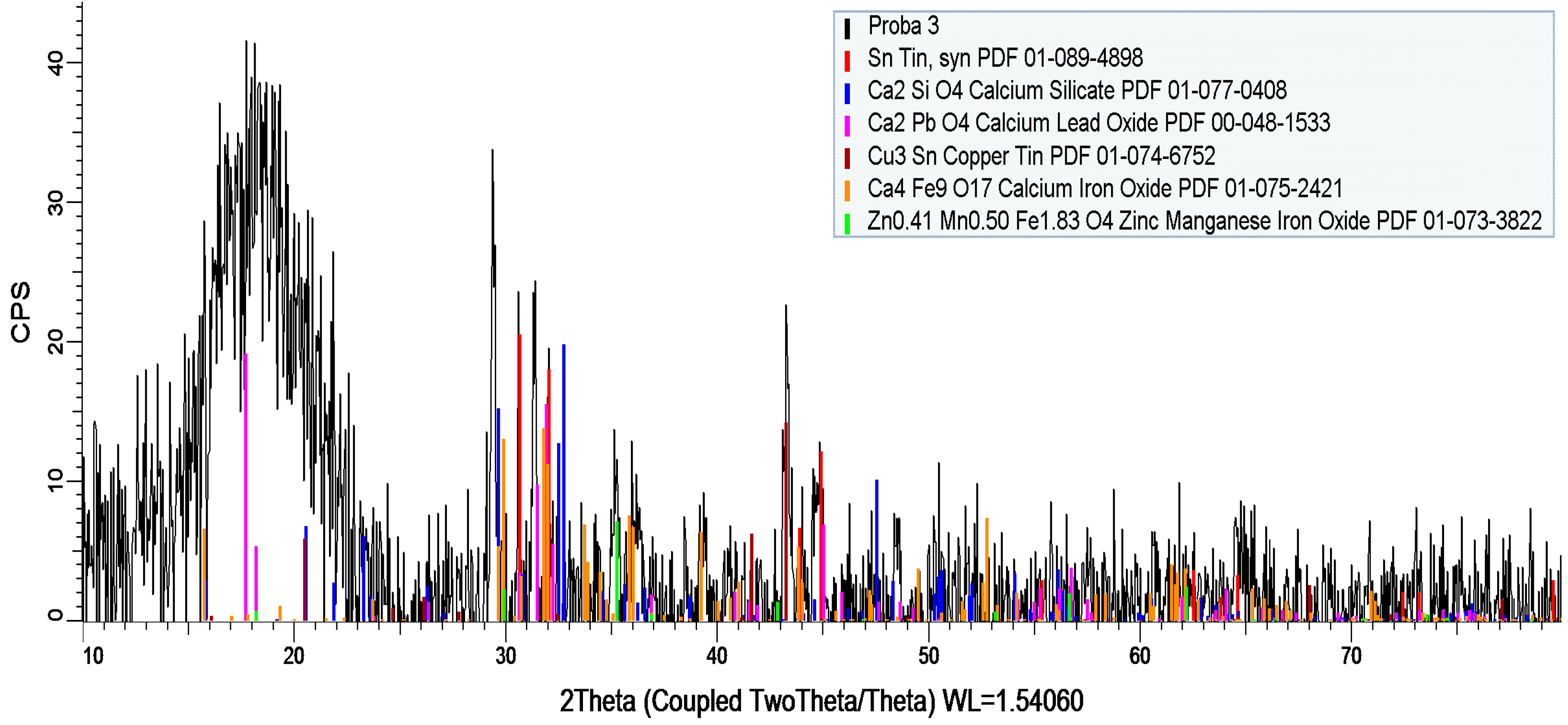
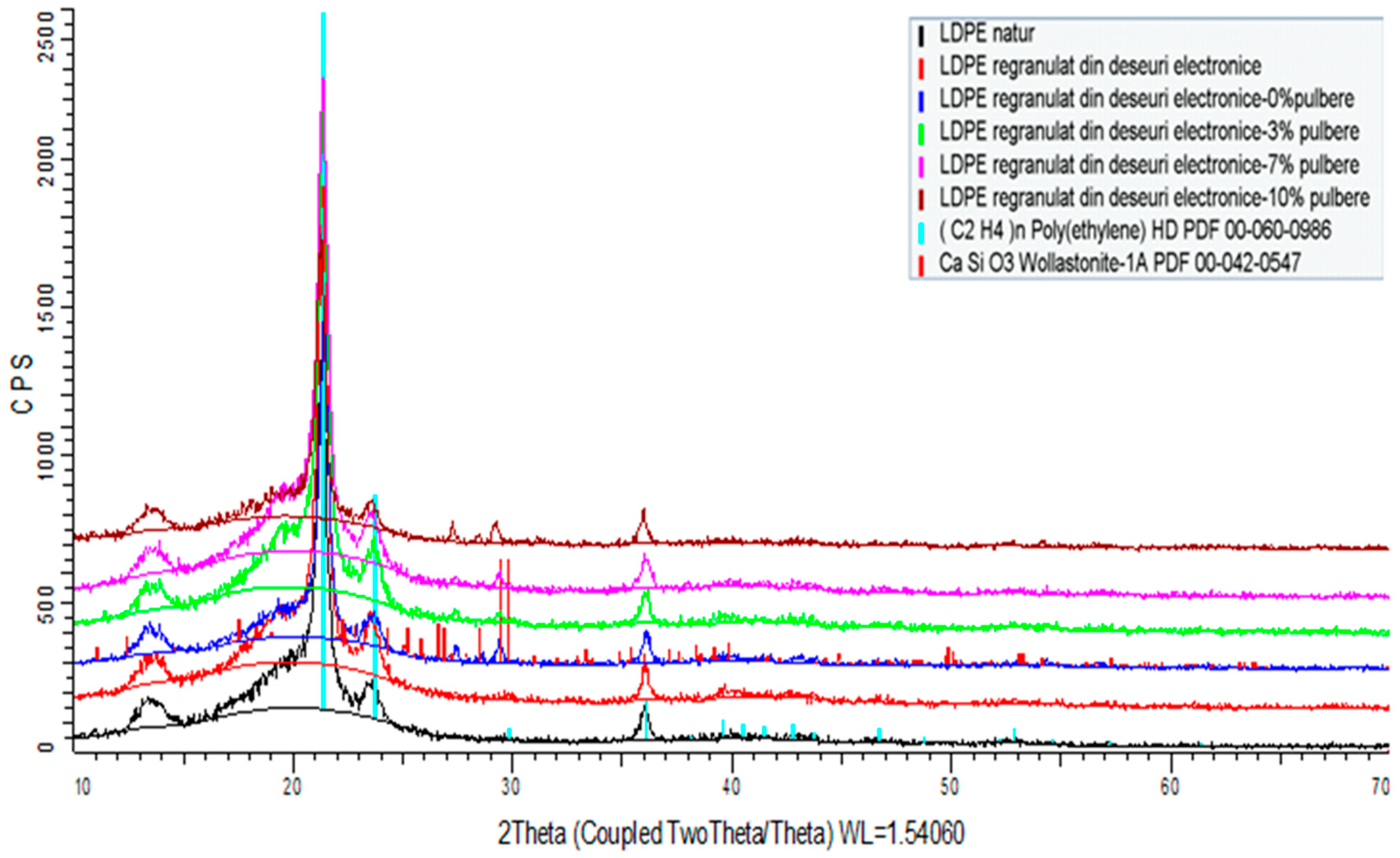
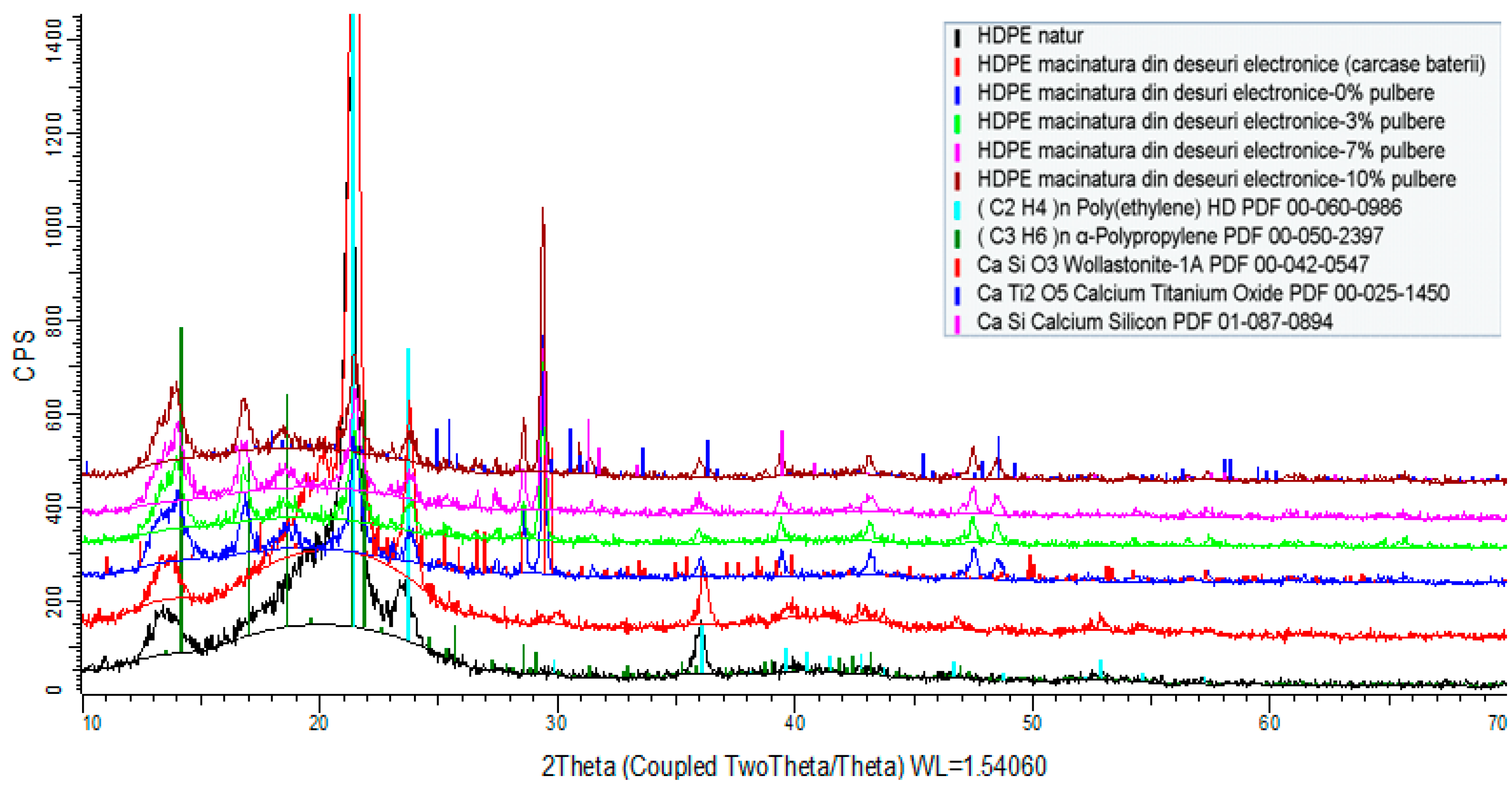
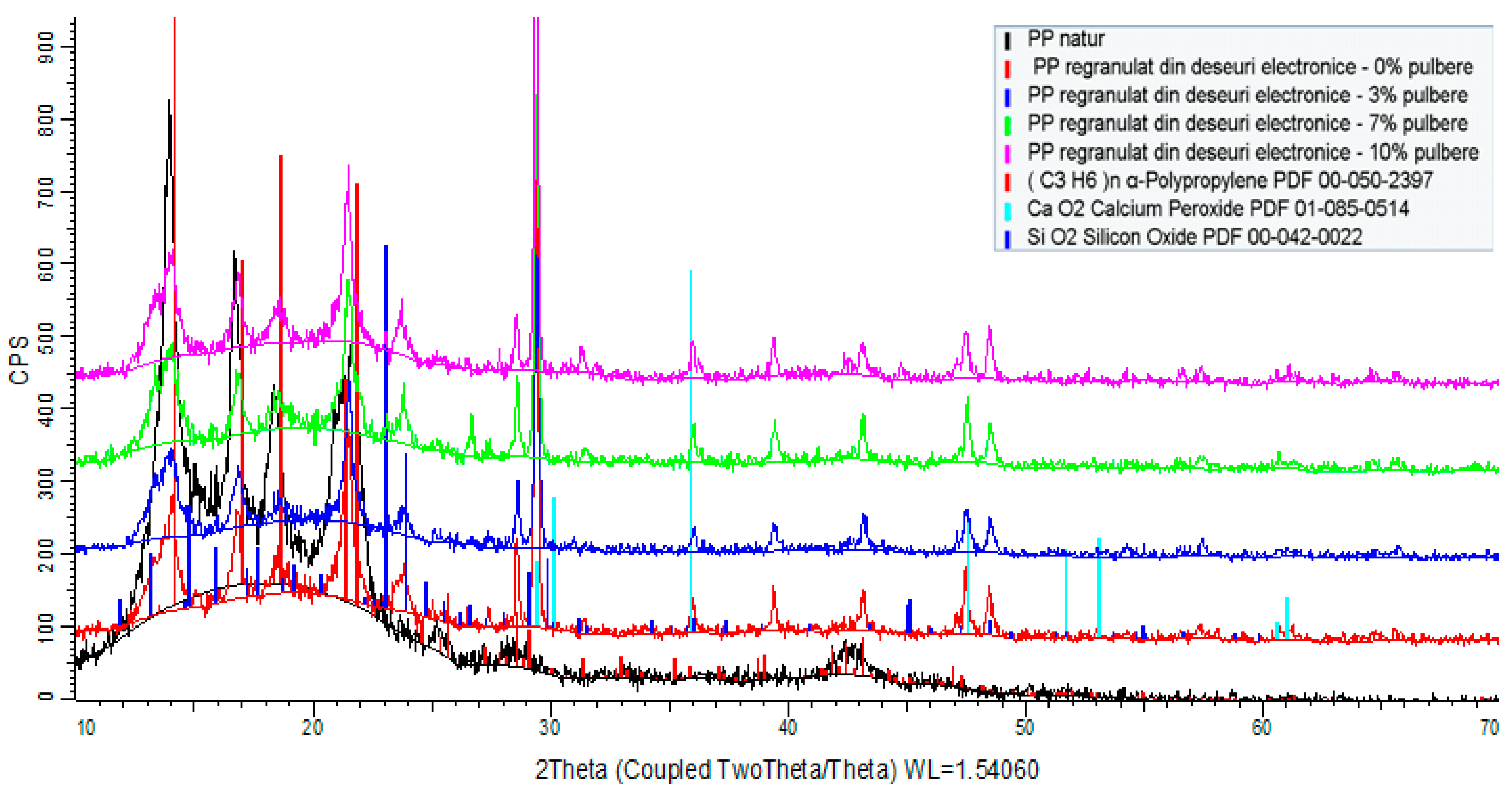
3.2. Identifying Crystalline Phases
- High-density polyethylene (re-granulated HDPE from electronic trash) product samples:
- -
- The basic polymer composition is made up of a blend of high-density polyethylene and residual polypropylene (about 4%);
- -
- Adding conductive nanopowder resulted in the emergence of peaks specific to the compounds present (calcium oxides, titanium oxides, silicon oxides, and/or their mixtures).
- Samples of regranulated low-density polyethylene products (regranulated LDPE from electronic waste):
- -
- The basic polymer composition is entirely composed of low-density polyethylene;
- -
- The addition of conductive nanopowder resulted in the emergence of distinct peaks.
- Polypropylene-based product samples (regranulated from electronic waste):
- -
- The fundamental polymer composition consists completely of low-density polyethylene;
- -
- Peaks specific to the chemicals present (calcium oxides, silicon oxides) occurred with the addition of conductive nanoparticles.
3.3. Mechanical Characteristics Determination
3.3.1. Tensile Strength Determination
3.3.2. Three-Point Bending Strength Measurement
3.3.3. Shore Hardness Determination
3.4. Chemical Property Testing
3.4.1. Swelling Degree Determination in Water and Solvent
- Q—degree of swelling;
- X2—the inflated polymer mass;
- X1—dry polymer mass.
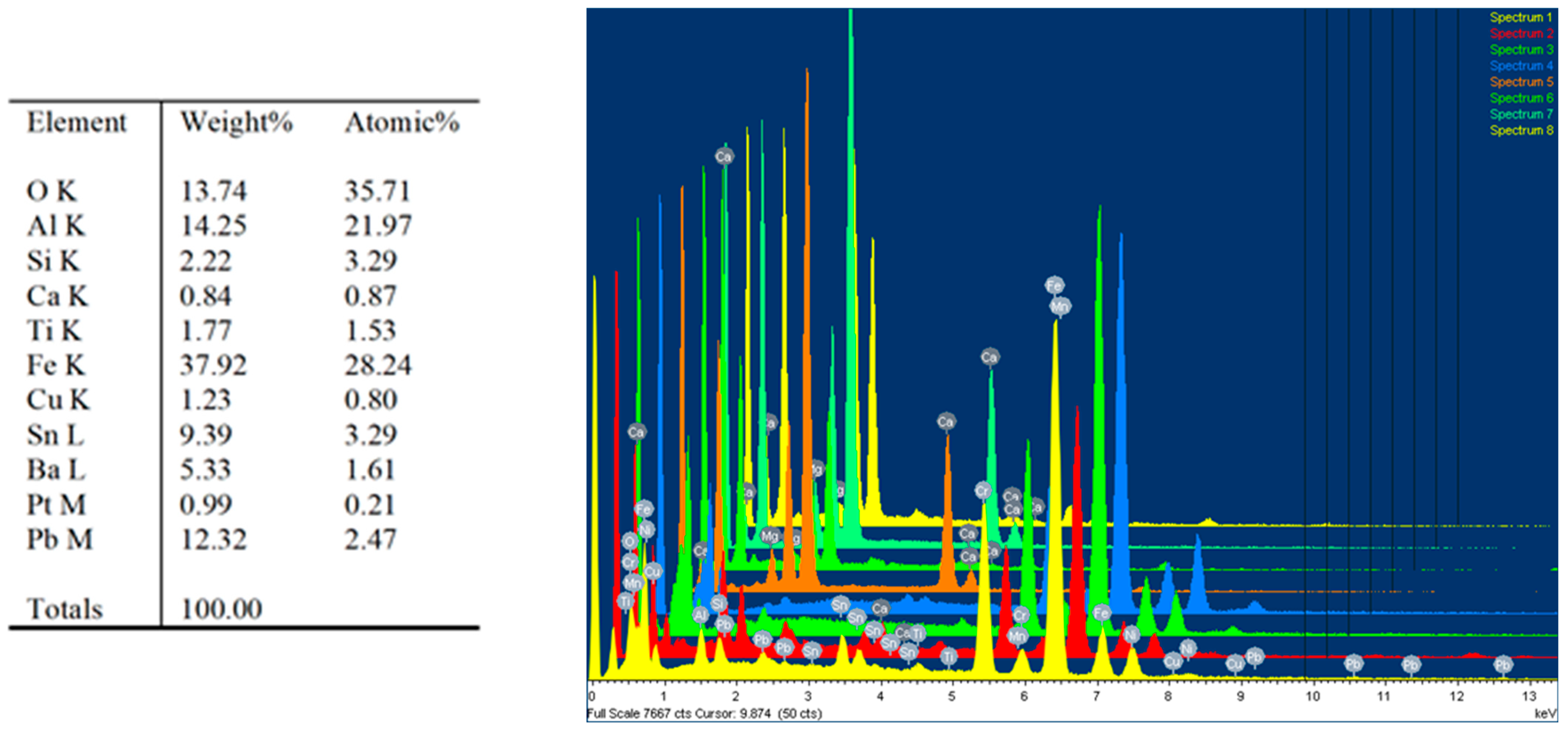
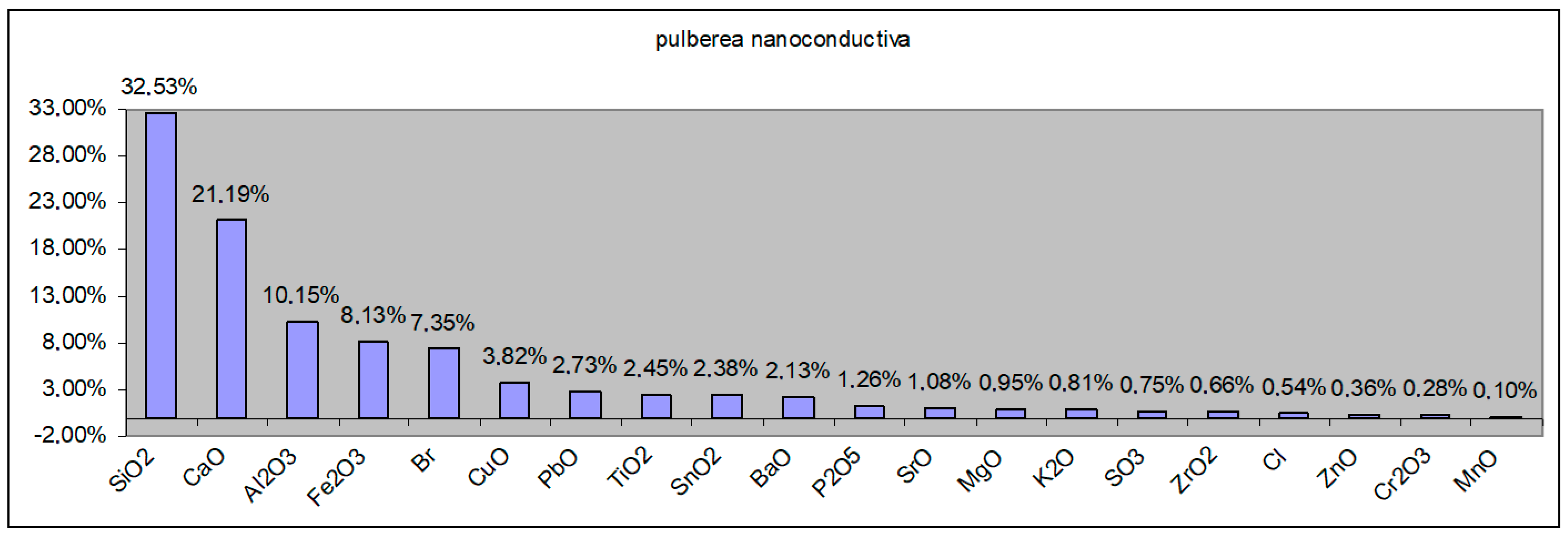
3.4.2. X-ray Fluorescence Spectrometry (XRF) Elemental Chemical Analysis
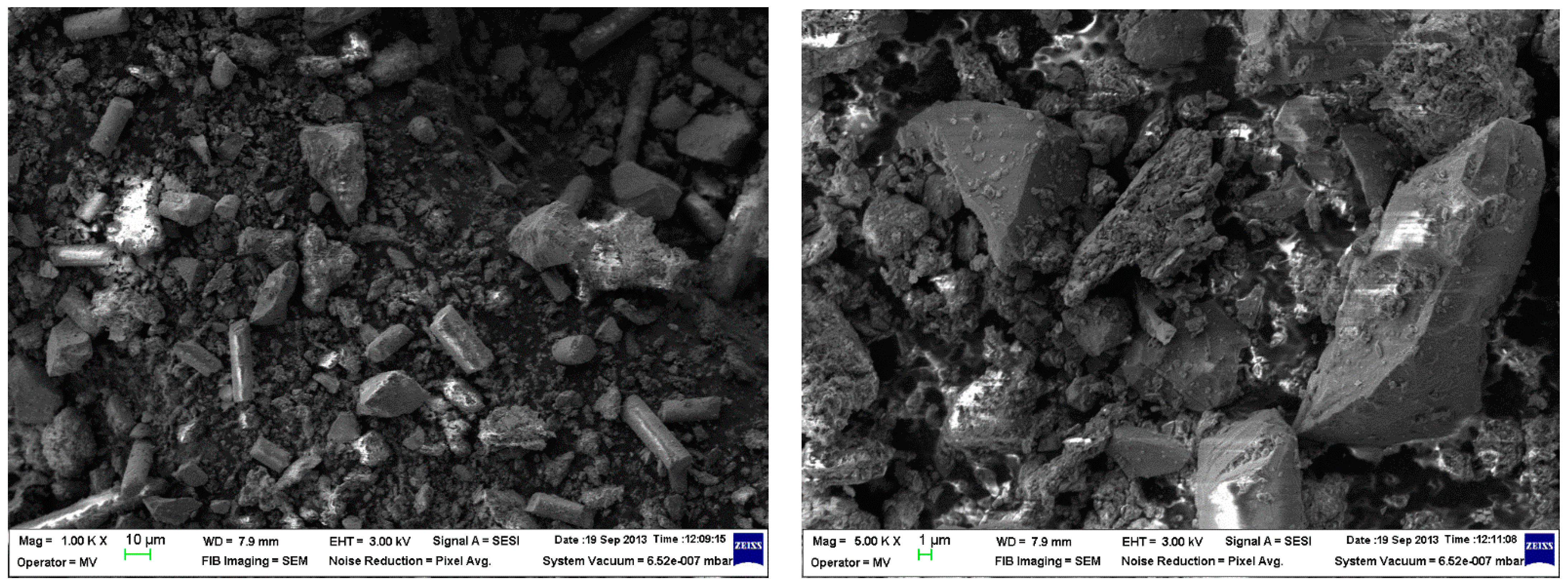
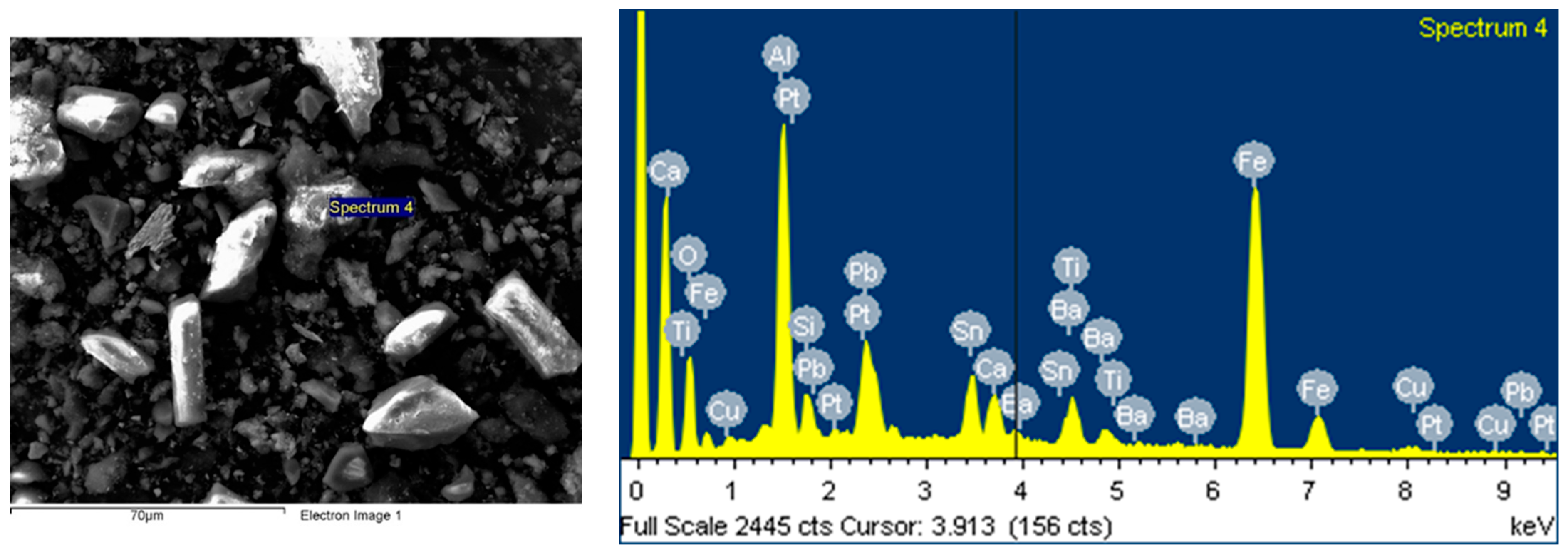
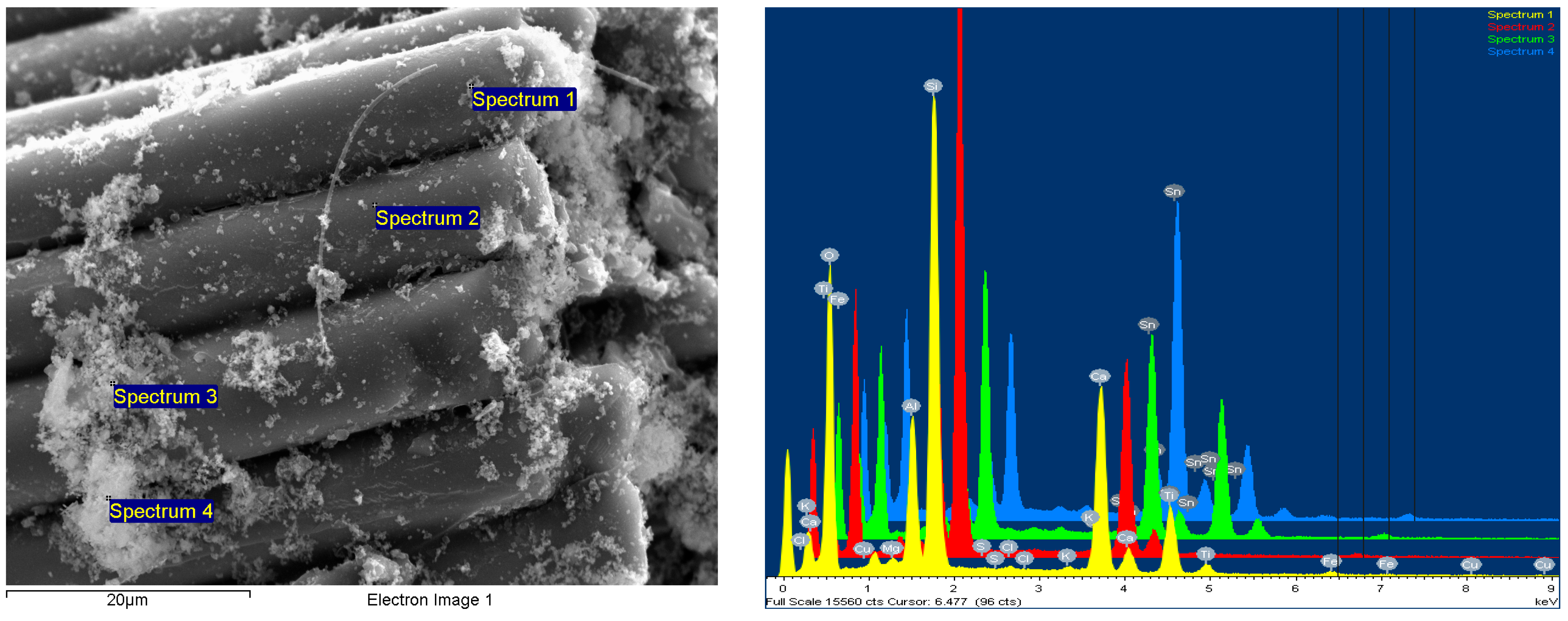
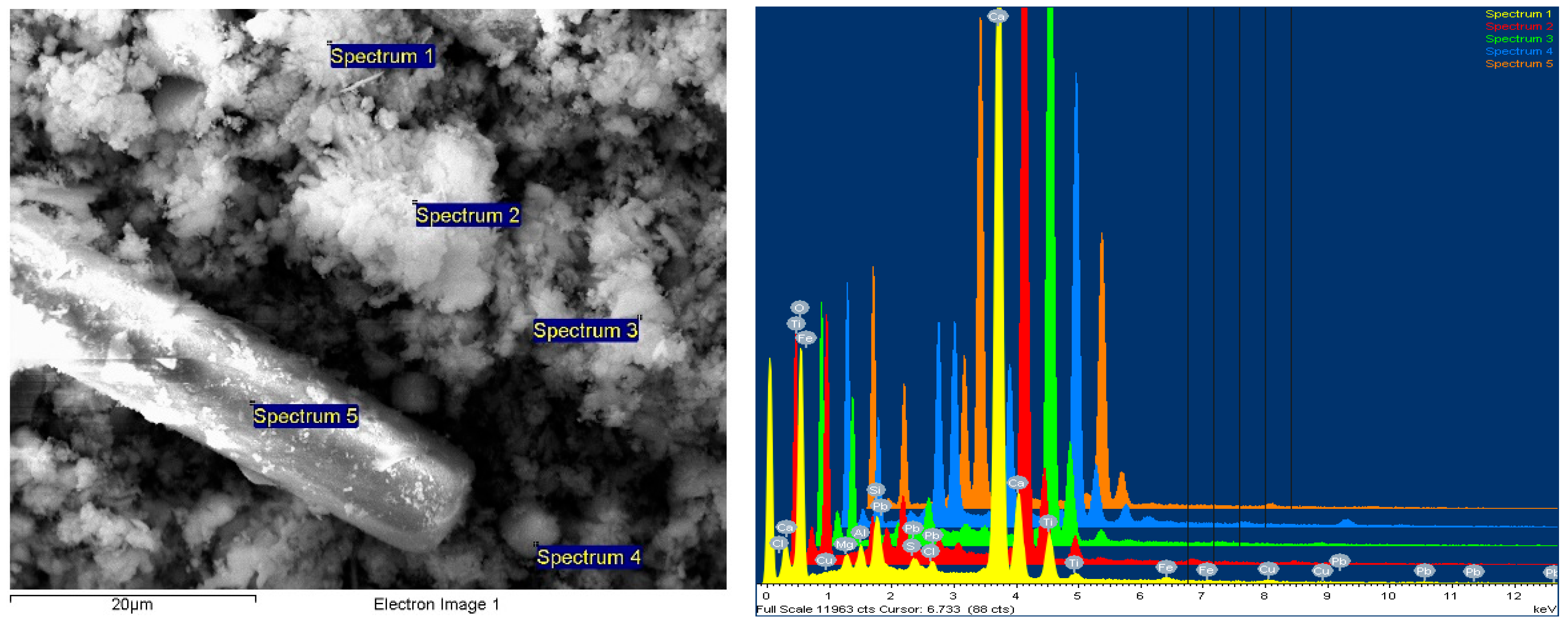
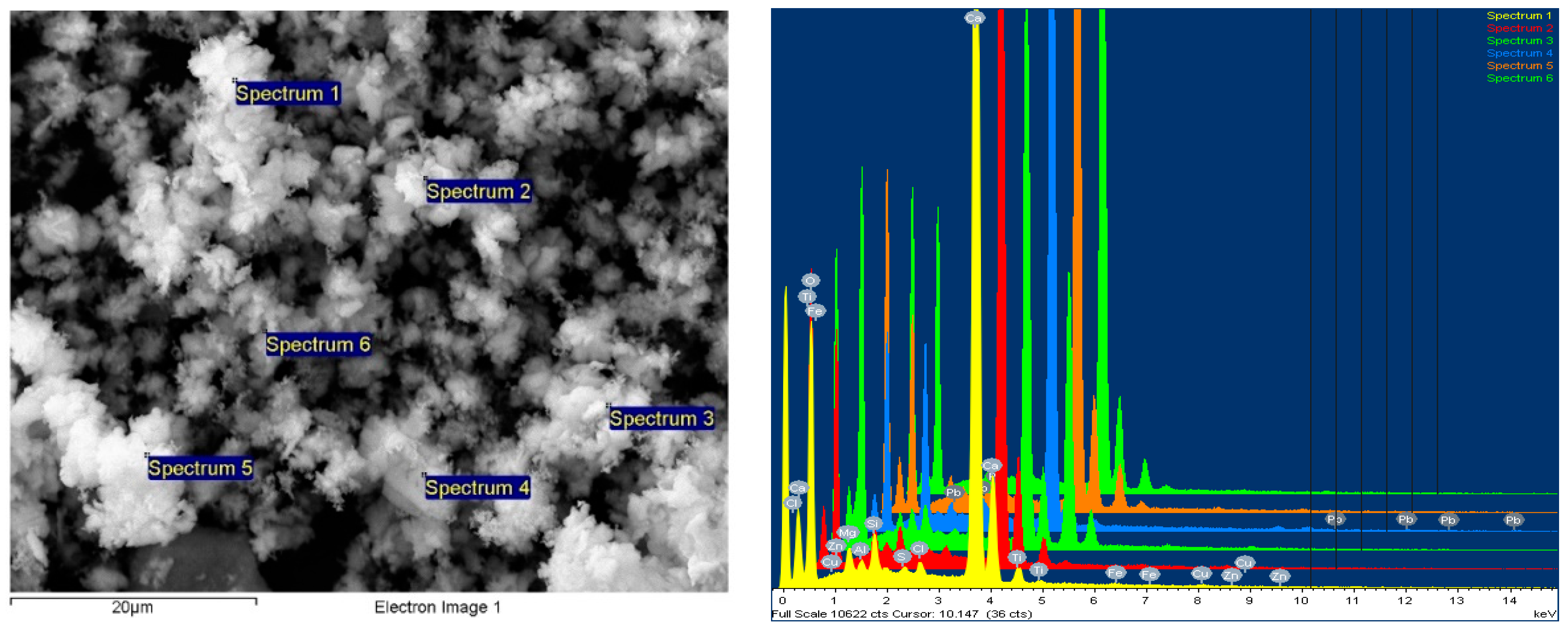
3.4.3. Chemical Element Analysis—SEM with the EDX Dispersive Probe
3.5. Thermal Property Analysis
- α = thermal diffusivity (mm2/s);
- I = sample height (mm);
- t1/2 = the time (s) when the temperature rises to half, measured on the other side of the sample.
- CP = specific heat (J/kg·K);
- Q = heat (J);
- m = sample mass (kg);
- ΔT = temperature variation of the sample (K).
- V = voltage variation recorded by the detector (proportional to T) (V);
- G = detector gain, which is a constant equal to 50,020.
Thermal Conductivity Measurement
- λ = thermal conductivity (W/m·K);
- α = thermal diffusivity (m2/s);
- CP= specific heat (J/kg·K);
- d = density (kg/m3).
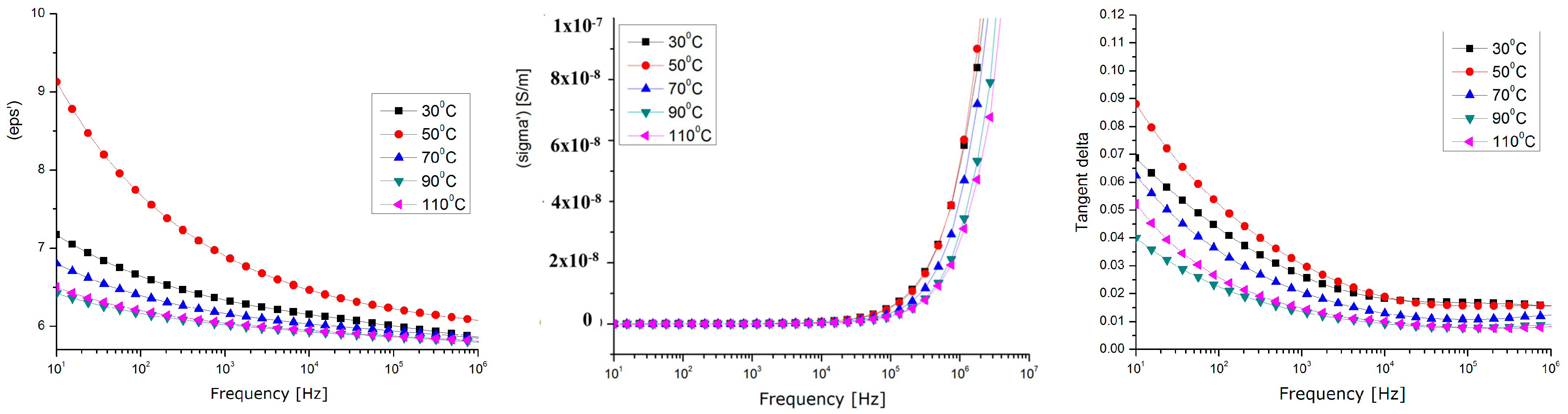
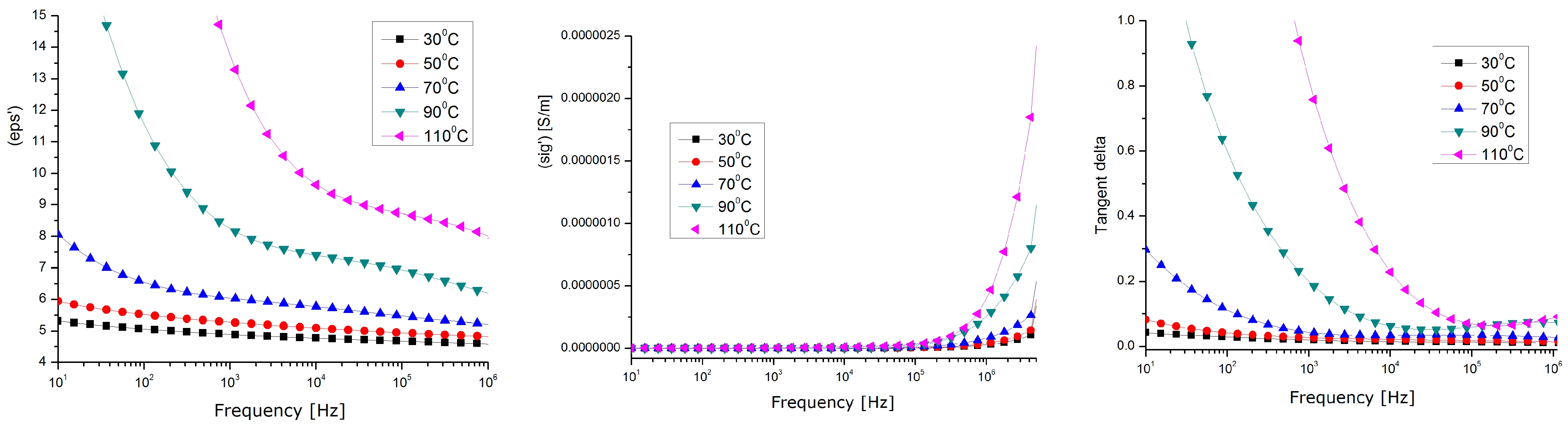
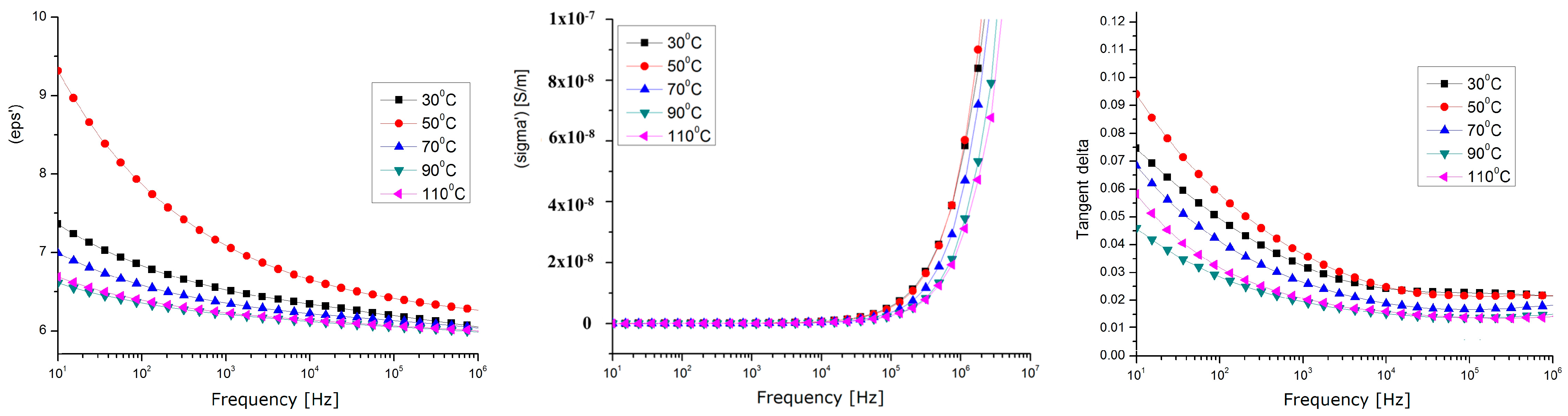
3.6. Dielectric Properties
- Novocontrol AlphaN, broadband dielectric analysis stand;
- Novocontrol BDS 1200, calibrated cells (max. freq. 8 GHz);
- QUATRO-Cryosystem: cooling and heating system with liquid nitrogen (−160 °C ÷ +400 °C);
- WinDETA/WinFIT—software package for measurement, calibration, and analysis;
- Rhode–Schwartz NVR Network Analyzer, frequency range 20 kHz ÷ 8 GHz, impedance 0.1 Ω ... 10 kΩ, tan(δ) accuracy > 3 × 10−2.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- EU Commission: A European Strategy for Plastics in a Circular Economy. Available online: https://ec.europa.eu/environment/circular-economy/pdf/plasticsstrategy-brochure (accessed on 1 August 2023).
- Rahaman, M.; Al Ghufais, I.A.; Periyasami, G.; Aldalbahi, A. Recycling and Reusing Polyethylene Waste as Antistatic and Electromagnetic Interference Shielding Materials. Int. J. Polym. Sci. 2020, 2020, 6421470. [Google Scholar] [CrossRef]
- Verma, S.; Mili, M.; Dhangar, M.; Jagatheesan, K.; Paul, S.; Bajpai, H.; Vedanti, N.; Mallik, J.; Khan, M.A.; Bhargaw, H.N.; et al. A review on efficient electromagnetic interference shielding materials by recycling waste—A trio of land to lab to land concept. Environ. Sci. Pollut. Res. 2021, 28, 64929–64950. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Wang, X.; Lei, Z.; Wang, L.; Tian, M.; Zhu, S.; Xiao, H.; Tang, X.; Qu, L. A flexible MXene-decorated fabric with interwoven conductive networks for integrated joule heating, electromagnetic interference shielding and strain sensing performances. ACS Appl. Mater. Interfaces 2020, 12, 14459–14467. [Google Scholar] [CrossRef] [PubMed]
- Safdar, F.; Ashraf, M.; Javid, A.; Iqbal, K. Polymeric textile-based electromagnetic interference shielding materials, their synthesis, mechanism and applications—A review. J. Ind. Textiles 2022, 51, 7293S–7358S. [Google Scholar] [CrossRef]
- Calvert, G.; Ghadiri, M.; Tweedie, R. Aerodynamic dispersion of cohesive powders: A review of understanding and technology. Adv. Powder Technol. 2009, 20, 4–16. [Google Scholar] [CrossRef]
- Zhang, J.; Shields, T.J.; Silcock, G.W.H. Effect of melting behaviour on flame spread of thermoplastics. Fire Mater. 1997, 21, 1–6. [Google Scholar] [CrossRef]
- Jahed, H.; Shirazi, R. Loading and unloading behavior of a thermoplastic disc. Int. J. Press. Vessels Pip. 2001, 78, 637–645. [Google Scholar] [CrossRef]
- Das, M.K.; Ghoshdastidar, P.S. Experimental validation of a quasi three-dimensional conjugate heat transfer model for the metering section of a single-screw plasticating extruder. J. Mater. Process. Technol. 2001, 120, 397–411. [Google Scholar] [CrossRef]
- Qu, J.; Wong, C.P. Effective elastic modulus of underfill material for flip-chip applications. IEEE Trans. Compon. Packag. 2002, 25, 53–55. [Google Scholar]
- Vo, H.T.; Shi, F.G. Towards model-based engineering of optoelectronic packaging materials: Dielectric constant modeling. Microelectron. J. 2002, 33, 409–415. [Google Scholar] [CrossRef]
- Todd, M.G.; Shi, F.G. Validation of a Novel Dielectric Constant Simulation Model and the Determination of Its Physical Parameters. Microelectron. J. 2002, 33, 627–632. [Google Scholar] [CrossRef]
- Todd, M.G.; Shi, F.G. Molecular basis of the interphase dielectric properties of microelectronic and optoelectronic packaging materials. IEEE Trans. Compon. Packag. 2003, 26, 667–672. [Google Scholar] [CrossRef]
- Sriraam, R.C.; Brajendra, K.S. 13—From Waste to Resources: How to Integrate Recycling Into the Production Cycle of Plastics. In Plastics Design Library, Plastics to Energy; Al-Salem, S.M., Ed.; William Andrew Publishing: Norwich, NY, USA, 2019; pp. 345–364. [Google Scholar] [CrossRef]
- Schwedes, J. Review on testers for measuring flow properties of bulk solids. Granul. Matter 2003, 5, 1–43. [Google Scholar] [CrossRef]
- Li, K.; Qin, Y.; Zhu, D.; Zhang, S. Upgrading waste electrical and electronic equipment recycling through extended producer responsibility: A case study. Circ. Econ. 2023, 2, 100025. [Google Scholar] [CrossRef]
- Eraslan, A.N.; Orcan, Y. On the rotating elastic–plastic solid disks of variable thickness having concave profiles. Int. J. Mech. Sci. 2002, 44, 1445–1466. [Google Scholar] [CrossRef]
- Kaynak, I.; Sen, F.; Sayman, O. Thermo-elastic stress analysis of injection molding short glass fiber filled polymer composite disc with holes. J. Reinf. Plast. Compos. 2008, 27, 1117–1134. [Google Scholar] [CrossRef]
- Jia, L.-C.; Yan, D.-X.; Cui, C.-H.; Jiang, X.; Ji, X.; Li, Z.-M. Electrically conductive and electromagnetic interference shielding of polyethylene composites with devisable carbon nanotube networks. J. Mater. Chem. 2015, 3, 9369–9378. [Google Scholar] [CrossRef]
- Tagami, N.; Hyuga, M.; Ohki, Y.; Tanaka, T.; Imai, T.; Harada, M.; Ochi, M. Comparison of dielectric properties between epoxy composites with nanosized clay fillers modified by primary amine and tertiary amine. IEEE Trans. Dielectr. Electr. Insul. 2010, 17, 214–220. [Google Scholar] [CrossRef]
- Todd, M.G.; Shi, F.G. Characterizing the interphase dielectric constant of polymer composite materials: Effect of chemical coupling agents. J. Appl. Phys. 2003, 94, 4551–4557. [Google Scholar] [CrossRef]
- Yi, Y.B.; Sastry, A.M. Analytical approximation of the two-dimensional percolation threshold for fields of overlapping ellipses. Phys. Rev. E 2002, 66, 066130. [Google Scholar] [CrossRef]
- Brosseau, C.; Queffelec, P.; Talbot, P. Microwave characterization of filled polymers. J. Appl. Phys. 2001, 89, 4532–4540. [Google Scholar] [CrossRef]
- Farag, N.; Kliem, H. Interactions in Point-Dipole Systems: Effects of Size, Electrodes, and Lattice Defects. Phys. Status Solidi B 2002, 233, 180–187. [Google Scholar] [CrossRef]
- Wagner, H.D. Paving the way to stronger materials. Nat. Nanotechnol. 2007, 2, 742–744. [Google Scholar] [CrossRef] [PubMed]
- Sen, F. An investigation of thermal elasto-plastic stress analysis of laminated thermoplastic composites with a circular hole under uniform temperature loading. Sci. Eng. Compos. Mater. 2006, 13, 213–224. [Google Scholar] [CrossRef]
- Sen, F. Estimation of elasto-plastic thermal and residual stresses in a thermoplastic composite disc under uniform temperature effect. J. Reinf. Plast. Compos. 2006, 25, 1485–1498. [Google Scholar] [CrossRef]
- Ciobanu, R.C.; Aradoaei, M.; Caramitu, A.R.; Ion, I.; Schreiner, C.M.; Tsakiris, V.; Marinescu, V.; Hitruc, E.G.; Aflori, M. Special Packaging Materials from Recycled PET and Metallic Nano-Powders. Polymers 2023, 15, 3161. [Google Scholar] [CrossRef] [PubMed]
- Kuehn, M.; Kliem, H. Simulation of heterogeneous nanodielectrics using the local field method. IEEE Trans. Dielectr. Electr. Insul. 2005, 12, 844–853. [Google Scholar] [CrossRef]
- Kuhn, M.; Kliem, H. Local Fields in Dielectric Nanospheres from a Microscopic and Macroscopic Point of View. IEEE Trans. Dielectr. Electr. Insul. 2009, 16, 596–600. [Google Scholar] [CrossRef]
- Kuehn, M.; Kliern, H. The method of local fields: A bridge between molecular modelling and dielectric theory. J. Electrostat. 2009, 67, 203–208. [Google Scholar] [CrossRef]
- From Waste to Wealth: A Critical Review on Advanced Materials for EMI Shielding. Available online: https://onlinelibrary.wiley.com/doi/full/10.1002/app.52974 (accessed on 10 July 2023).
- Structural Design Strategies of Polymer Matrix Composites for Electromagnetic Interference Shielding: A Review. Available online: https://link.springer.com/article/10.1007/s40820-021-00707-2 (accessed on 21 July 2023).
- Progress in Polymers and Polymer Composites Used as Efficient Materials for EMI Shielding. Available online: https://pubs.rsc.org/en/content/articlelanding/2021/na/d0na00760a (accessed on 5 July 2023).
- Thermoplastic Polymer Composites for EMI Shielding Applications. Available online: https://www.sciencedirect.com/science/article/abs/pii/B9780128175903000051 (accessed on 1 August 2023).
- Polymer-Based EMI Shielding Composites with 3D Conductive Networks: A Mini-Review. Available online: https://onlinelibrary.wiley.com/doi/full/10.1002/sus2.21 (accessed on 21 July 2023).
- Comprehensive Review on Polymer Composites as Electromagnetic Interference Shielding Materials. Available online: https://journals.sagepub.com/doi/full/10.1177/09673911221102127 (accessed on 21 July 2023).
- Kuhn, M.; Kliem, H. Time variance of interacting dipole systems. Phys. Status Solidi B 2007, 244, 1418–1428. [Google Scholar] [CrossRef]
- Karkkainen, K.; Sihvola, A.; Nikoskinen, K. Analysis of a three-dimensional dielectric mixture with finite difference method. IEEE Trans. Geosci. Remote Sens. 2001, 39, 1013–1018. [Google Scholar] [CrossRef]
- Bektas, N.B.; Sayman, O. Elasto-plastic stress analysis in simply supported thermoplastic laminated plates under thermal loads. Compos. Sci. Technol. 2001, 61, 1695–1701. [Google Scholar] [CrossRef]
- Metallic Powders—Determination of Apparent Density. Part 1: Funnel Method. Available online: https://cdn.standards.iteh.ai/samples/69219/73e768c2dd64481eb5d96ff1c0e0a6a2/ISO-3923-1-2018.pdf (accessed on 14 July 2023).
- Metallic Powders—Determination of Apparent Density. Part 2: Scott Volumeter Method. Available online: https://cdn.standards.iteh.ai/samples/9559/99cc189d9e014797b3fc44916d52bf11/ISO-3923-2-1981.pdf (accessed on 12 July 2023).
- AURIGA Series. Modular CrossBeam Workstation. Available online: http://www.rochester.edu/urnano/assets/pdf/sem_fib_zeiss_auriga_manual.pdf (accessed on 1 August 2023).
- Comparison of Properties with Relevance for the Automotive Sector in Mechanically Recycled and Virgin Polypropylene. Available online: https://www.mdpi.com/2313-4321/6/4/76 (accessed on 21 July 2023).
- Closed Loop Recycling of WEEE Plastics: A Case Study for Payment Terminals. Available online: https://www.sciencedirect.com/science/article/pii/S2212827120301852: (accessed on 14 July 2023).
- Reprocessing of Polymer Blends from WEEE: A Methodology for Predicting Embrittlement. Available online: https://hal.science/hal-03520723/document (accessed on 2 July 2023).
- Mechanical and Thermal Properties of Recycled WEEE Plastic Blends. Available online: https://publications.lib.chalmers.se/records/fulltext/229768/229768.pdf (accessed on 1 August 2023).
- Electronic Waste Plastics Characterisation and Recycling by Melt-processing. Available online: https://publications.lib.chalmers.se/records/fulltext/175356/175356.pdf (accessed on 12 July 2023).
- ASTM E-1461:2007; Standard Test Method for Thermal Diffusivity of Solids by the Flash Method. ASTM International: West Conshohocken, PA, USA, 2007.
- Concept Turnkey Dielectric, Conductivity and Impedance Spectrometers with Temperature Control. Available online: https://www.novocontrol.de/php/turn_key_10_90.php (accessed on 25 July 2023).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nr. Test | Hole Size (mm) | Powder Weight (mg) | ρa = m/Va (g/cm3) | ρaverage (g/cm3) |
|---|---|---|---|---|
| 1 | 5 | 3.0234 | 0.6694 | 0.6630 |
| 2 | 3.0321 | 0.6713 | ||
| 3 | 2.9886 | 0.6617 | ||
| 4 | 2.9346 | 0.6497 |
| Formula | Z | Concentration (%) | The Most Intense Peak | The Net Intensity of the Signal | Statistical Error (%) | Lower Limit of Detection | The Thickness of the Analyzed Layer |
|---|---|---|---|---|---|---|---|
| CaO | 20 | 25.16 | Ca KA1-HR-Tr | 25.2 | 0.625 | 282.3 PPM | 42 μm |
| Fe2O3 | 26 | 15.72 | Fe KA1-HR-Tr | 15.72 | 0.409 | 126.0 PPM | 101 μm |
| CuO | 29 | 13.91 | Cu KA1-HR-Tr | 13.9 | 0.657 | 126.4 PPM | 145 μm |
| SiO2 | 14 | 12.69 | Si KA1-HR-Tr | 12.7 | 1.61 | 478.4 PPM | 7.2 μm |
| SnO2 | 50 | 7.93 | Sn KA1-HR-Tr | 7.93 | 0.865 | 699.6 PPM | 1.80 mm |
| PbO | 82 | 7.68 | Pb LB1-HR-Tr | 7.683 | 0.528 | 219.1 PPM | 0.37 mm |
| BaO | 56 | 3.39 | Ba LA1-HR-Tr | 3.39 | 2.73 | 574.9 PPM | 44 μm |
| Br | 35 | 3.10 | Br KA1-HR-Tr | 3.105 | 0.504 | 78.5 PPM | 0.31 mm |
| Cr2O3 | 24 | 2.68 | Cr KA1-HR-Tr | 2.68 | 1.35 | 133.7 PPM | 69 μm |
| ZnO | 30 | 2.61 | Zn KA1-HR-Tr | 2.61 | 0.652 | 73.2 PPM | 172 μm |
| MnO | 25 | 1.88 | Mn KA1-HR-Tr | 1.88 | 1.27 | 133.0 PPM | 85 μm |
| NiO | 28 | 1.57 | Ni KA1-HR-Tr | 1.57 | 2.06 | 97.2 PPM | 119 μm |
| ZrO2 | 40 | 0.69 | Zr KA1-HR-Tr | 0.532 | 1.22 | 134.7 PPM | 0.52 mm |
| SrO | 38 | 0.61 | Sr KA1-HR-Tr | 0.605 | 1.24 | 70.7 PPM | 0.42 mm |
| Ag | 47 | 0.38 | Ag KA1-HR-Tr | 0.38 | 8.77 | 381.5 PPM | 1.25 mm |
| Material | Density (g/cm3) |
|---|---|
| LDPE | 0.893 |
| LDPE + 3% | 0.902 |
| LDPE + 7% | 0.903 |
| LDPE + 10% | 0.952 |
| HDPE | 0.929 |
| HDPE + 3% | 0.935 |
| HDPE + 7% | 0.941 |
| HDPE + 10% | 1.02 |
| PP | 1.001 |
| PP + 3% | 1.003 |
| PP + 7% | 1.005 |
| PP + 10% | 1.006 |
| Material | Mechanical Resistance (MPa) | Flow Resistance (MPa) | Elongation A (%) | Young’s Modulus (GPa) |
|---|---|---|---|---|
| LDPE | 12.9 | 2.13 | 351.1 | 0.16 |
| LDPE + 3% | 13.2 | 2.06 | 349.5 | 0.14 |
| LDPE + 7% | 13.54 | 1.81 | 342.26 | 0.1 |
| LDPE + 10% | 14.03 | 0.66 | 339.87 | 0.07 |
| HDPE | 14.23 | 8.82 | 0.29 | 0.61 |
| HDPE + 3% | 14.61 | 8.68 | 0.26 | 0.59 |
| HDPE + 7% | 15.77 | 7.37 | 0.24 | 0.57 |
| HDPE + 10% | 15.93 | 6.34 | 0.17 | 0.56 |
| PP | 17.89 | 8.53 | 0.28 | 0.69 |
| PP + 3% | 18.03 | 8.42 | 0.21 | 0.65 |
| PP + 7% | 18.89 | 8.17 | 0.18 | 0.64 |
| PP + 10% | 19.66 | 8.08 | 0.17 | 0.57 |
| Material | Mechanical Resistance (MPa) | Flow Resistance (MPa) | Young’s Modulus (GPa) |
|---|---|---|---|
| LDPE | 16.34 | 2.32 | 0.17 |
| LDPE + 3% | 16.85 | 2.79 | 0.2 |
| LDPE + 7% | 17.48 | 3.1 | 0.29 |
| LDPE + 10% | 18.23 | 3.25 | 0.33 |
| HDPE | 38.02 | 22.76 | 1.00 |
| HDPE + 3% | 38.67 | 24.56 | 1.01 |
| HDPE + 7% | 38.82 | 20.17 | 1.41 |
| HDPE + 10% | 39.07 | 20.07 | 1.45 |
| PP | 35.09 | 26.83 | 1.23 |
| PP + 3% | 36.49 | 27 | 1.67 |
| PP + 7% | 38.07 | 24.07 | 1.36 |
| PP + 10% | 45.18 | 21.02 | 1.53 |
| Material | Shore Hardness A (HS) |
|---|---|
| LDPE | 97 |
| LDPE + 3% | 97 |
| LDPE + 7% | 97 |
| LDPE + 10% | 97 |
| HDPE | 97 |
| HDPE + 3% | 97 |
| HDPE + 7% | 98 |
| HDPE + 10% | 98 |
| PP | 95 |
| PP + 3% | 95 |
| PP + 7% | 95 |
| PP + 10% | 97 |
| Material | X1 | X2 | ∆m | Q |
|---|---|---|---|---|
| LDPE | 1.2156 | 1.4453 | 0.0179 | 2.012 |
| LDPE + 3% | 1.4259 | 1.4563 | 0.0213 | 2.132 |
| LDPE + 7% | 1.4351 | 1.4919 | 0.0396 | 3.9579 |
| LDPE + 10% | 1.4512 | 1.5004 | 0.0339 | 3.3903 |
| HDPE | 1.3903 | 1.3981 | 0.0083 | 0.8103 |
| HDPE + 3% | 1.3927 | 1.4051 | 0.0089 | 0.8904 |
| HDPE + 7% | 1.3975 | 1.425 | 0.0197 | 1.9678 |
| HDPE + 10% | 1.4035 | 1.4237 | 0.0144 | 1.4393 |
| PP | 1.3698 | 1.3902 | 0.0187 | 2.0951 |
| PP + 3% | 1.3739 | 1.4064 | 0.0237 | 2.3655 |
| PP + 7% | 1.3711 | 1.3927 | 0.0158 | 1.5754 |
| PP + 10% | 1.3946 | 1.4979 | 0.0741 | 7.4071 |
| LDPE + 10% | HDPE + 10% | PP + 10% | |
|---|---|---|---|
| C (organic) | 93.80% | 92.50% | 90.30% |
| CaO | 3.75% | 5.41% | 7.18% |
| TiO2 | 0.63% | 0.53% | 0.49% |
| SiO2 | 0.58% | 0.51% | 0.49% |
| Al2O3 | 0.47% | 0.10% | 0.10% |
| Cl | 0.11% | 0.16% | 0.16% |
| Fe2O3 | 0.19% | 0.19% | 0.16% |
| MgO | 0.10% | 0.11% | 0.14% |
| PbO | 0.14% | 0.10% | 0.10% |
| P2O5 | 0.07% | 0.09% | 0.08% |
| Br | 0.03% | 0.09% | 0.10% |
| CuO | 0.10% | 0.08% | 0.07% |
| SnO2 | 0.04% | 0.05% | 0.05% |
| ZnO | 0.02% | 0.02% | 0.02% |
| SrO | 0.0046% | 0.01% | 0.02% |
| ZrO2 | 0.0026% | 0.01% | 0.01% |
| SO3 | 0.00% | 0.00% | 0.06% |
| Cr2O3 | 0.00% | 0.01% | 0.00% |
| As2O3 | 0.0036% | 0.00% | 0.00% |
| O | Mg | Al | Si | S | Cl | K | Ca | Ti | Fe | Cu | Zn | Pb | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| LDPE + 3% | 49.19 | 0.95 | 20.26 | 42.78 | 0.77 | 1.13 | 4.35 | 57.63 | 32.03 | 0.48 | 0.48 | 0.75 | 1.56 |
| LDPE + 7% | 46.29 | 13.07 | 0.83 | 23.68 | 0.36 | 0.55 | 62.9 | 6.83 | 1.53 | 0.61 | 4.38 | 1.93 | 46.29 |
| LDPE + 10% | 54.89 | 0.94 | 7.98 | 25.82 | 0.22 | 0.39 | 0.32 | 18.81 | 15.04 | 0.78 | 0.22 | 8.74 | 54.89 |
| HDPE + 3% | 58.76 | 1.34 | 8.17 | 27.04 | 0.19 | 1.09 | 50.65 | 2.56 | 0.5 | 0.47 | 0.82 | 58.76 | 1.34 |
| HDPE + 7% | 57.83 | 1.91 | 0.29 | 1.31 | 0.39 | 0.57 | 57.7 | 2.51 | 0.31 | 0.37 | 57.83 | - | - |
| HDPE + 10% | 53.26 | 1.76 | 9.16 | 26.05 | 0.27 | 9.33 | 48.73 | 3.87 | 0.7 | 2.11 | 1.17 | 53.26 | 1.76 |
| PP + 3% | 57.63 | 8.16 | 0.67 | 1.08 | 0.26 | 0.71 | 44.59 | 16.56 | 0.23 | 0.63 | 0.9 | 1.74 | 57.63 |
| PP + 7% | 57.83 | 1.91 | 0.29 | 1.66 | 0.39 | 0.57 | 56.7 | 10.56 | 2.13 | 0.37 | 57.83 | - | - |
| PP + 10% | 55.54 | 12.77 | 7.8 | 25.81 | 0.32 | 0.65 | 47.57 | 4.66 | 1.24 | 0.54 | 0.96 | 55.54 | 12.77 |
| Material | Melting | Glass Transitions | ||
|---|---|---|---|---|
| Q (J/g) | Cp J/g·K | Initial Temperature (°C) | Final Temperature (°C) | |
| LDPE | 92.86 | 0.102 | 230.9 | 249.0 |
| LDPE + 3% | 93.82 | 0.121 | 230.4 | 248.9 |
| LDPE + 7% | 196.5 | 0.462 | 224.3 | 239.6 |
| LDPE + 10% | 90.43 | - | - | - |
| HDPE | 46.02 | 1.932 | 221 | 230 |
| HDPE + 3% | 46.86 | 1.951 | 225 | 234 |
| HDPE + 7% | 48.32 | - | - | - |
| HDPE + 10% | 59.61 | 1.111 | 229.1 | 238.7 |
| PP | 62.00 | 0.800 | 247.3 | 253.8 |
| PP + 3% | 62.45 | 0.718 | 246.9 | 254.9 |
| PP + 7% | 54.86 | 2.962 | 232 | 239.6 |
| PP + 10% | 62.57 | 0.407 | 249.8 | 259.3 |
| Material | Diffusivity (mm2/s) | Conductivity (W/(m·K)) | Cp (J/g/K) |
|---|---|---|---|
| LDPE + 3% | 0.197 | 0.179 | 2.551 |
| LDPE + 7% | 0.22 | 0.202 | 2.327 |
| LDPE + 10% | 0.226 | 0.208 | 2.275 |
| HDPE + 3% | 0.198 | 0.18 | 1.716 |
| HDPE + 7% | 0.2 | 0.182 | 2.155 |
| HDPE + 10% | 0.24 | 0.222 | 1.733 |
| PP + 3% | 0.223 | 0.205 | 1.597 |
| PP + 7% | 0.231 | 0.213 | 1.766 |
| PP + 10% | 0.273 | 0.255 | 2.018 |
| Material Matrix + x% Powder | Air/Static Conditions | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Process I Melting | Process II Oxidation | Process III Thermo-Oxidatuion | Process IV Decomposition | %Δm Total | |||||||
| Tmin DSC, °C | Tmax DSC, °C | TDTG, °C | %Δm | Tmax DSC, °C | TDTG, °C | %Δm | Tmax DSC, °C | TDTG, °C | %Δm | ||
| LDPE | 116 | 413 | 474 | 97 | 517 | - | - | 662 | 664 | - | 97 |
| 122 | |||||||||||
| LDPE + 3% | 118 | 415 | 474 | 97 | 516 | - | - | 665 | 665 | - | 98 |
| 123 | |||||||||||
| LDPE + 7% | 115 | 418 | 474 | 97 | 514 | - | - | 681 | 680 | - | 99 |
| 124 | 530 | ||||||||||
| LDPE + 10% | 116 | 406 | 474 | 87 | 521 | - | - | 672 | 672 | - | 89 |
| 126 | |||||||||||
| HDPE | 130 | 397 | 430 | 81 | 486 | 486 | 3.65 | 701 | 701 | 8.07 | 89 |
| 165 | |||||||||||
| HDPE + 3% | 131 | 399 | 432 | 81 | 489 | 489 | 3.69 | 702 | 702 | 8.08 | 89 |
| 166 | 429 | 457 | |||||||||
| HDPE + 7% | 130 | 385 | 431 | 82 | 490 | 488 | 3.64 | 700 | 701 | 8 | 88 |
| 165 | 423 | ||||||||||
| HDPE + 10% | 130 | 379 | 427 | 75.24 | 473 | 492 | 3.71 | 696 | 700 | 5.32 | 84.43 |
| 165 | 422 | 488 | |||||||||
| PP | 130 | 401 | 455 | 80.02 | - | - | - | 708 | 708 | 6.09 | 88.71 |
| 163 | 425 | ||||||||||
| PP + 3% | 130 | 402 | 456 | 79.52 | - | - | - | 709 | 708 | 6.12 | 88.93 |
| 165 | 426 | ||||||||||
| PP + 7% | 129 | 297 | 385 | 72.12 | 482 | 482 | 6.32 | 707 | 702 | 6.32 | 84.76 |
| 164 | 398 | 398 | |||||||||
| 420 | 427 | ||||||||||
| PP + 10% | 129 | 438 | 457 | - | 487 | - | - | 708 | 708 | 6.57 | 84.41 |
| 163 | 514 | ||||||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aradoaei, M.; Ciobanu, R.C.; Schreiner, C.; Ursan, A.G.; Hitruc, E.G.; Aflori, M. Thermoplastic Electromagnetic Shielding Materials from the Integral Recycling of Waste from Electronic Equipment. Polymers 2023, 15, 3859. https://doi.org/10.3390/polym15193859
Aradoaei M, Ciobanu RC, Schreiner C, Ursan AG, Hitruc EG, Aflori M. Thermoplastic Electromagnetic Shielding Materials from the Integral Recycling of Waste from Electronic Equipment. Polymers. 2023; 15(19):3859. https://doi.org/10.3390/polym15193859
Chicago/Turabian StyleAradoaei, Mihaela, Romeo C. Ciobanu, Cristina Schreiner, Andrei George Ursan, Elena Gabriela Hitruc, and Magdalena Aflori. 2023. "Thermoplastic Electromagnetic Shielding Materials from the Integral Recycling of Waste from Electronic Equipment" Polymers 15, no. 19: 3859. https://doi.org/10.3390/polym15193859
APA StyleAradoaei, M., Ciobanu, R. C., Schreiner, C., Ursan, A. G., Hitruc, E. G., & Aflori, M. (2023). Thermoplastic Electromagnetic Shielding Materials from the Integral Recycling of Waste from Electronic Equipment. Polymers, 15(19), 3859. https://doi.org/10.3390/polym15193859