
Web Wrinkle Defects due to Temperature Profile in Roll-to-Roll Manufacturing Systems




Abstract
:1. Introduction
2. Materials and Methods
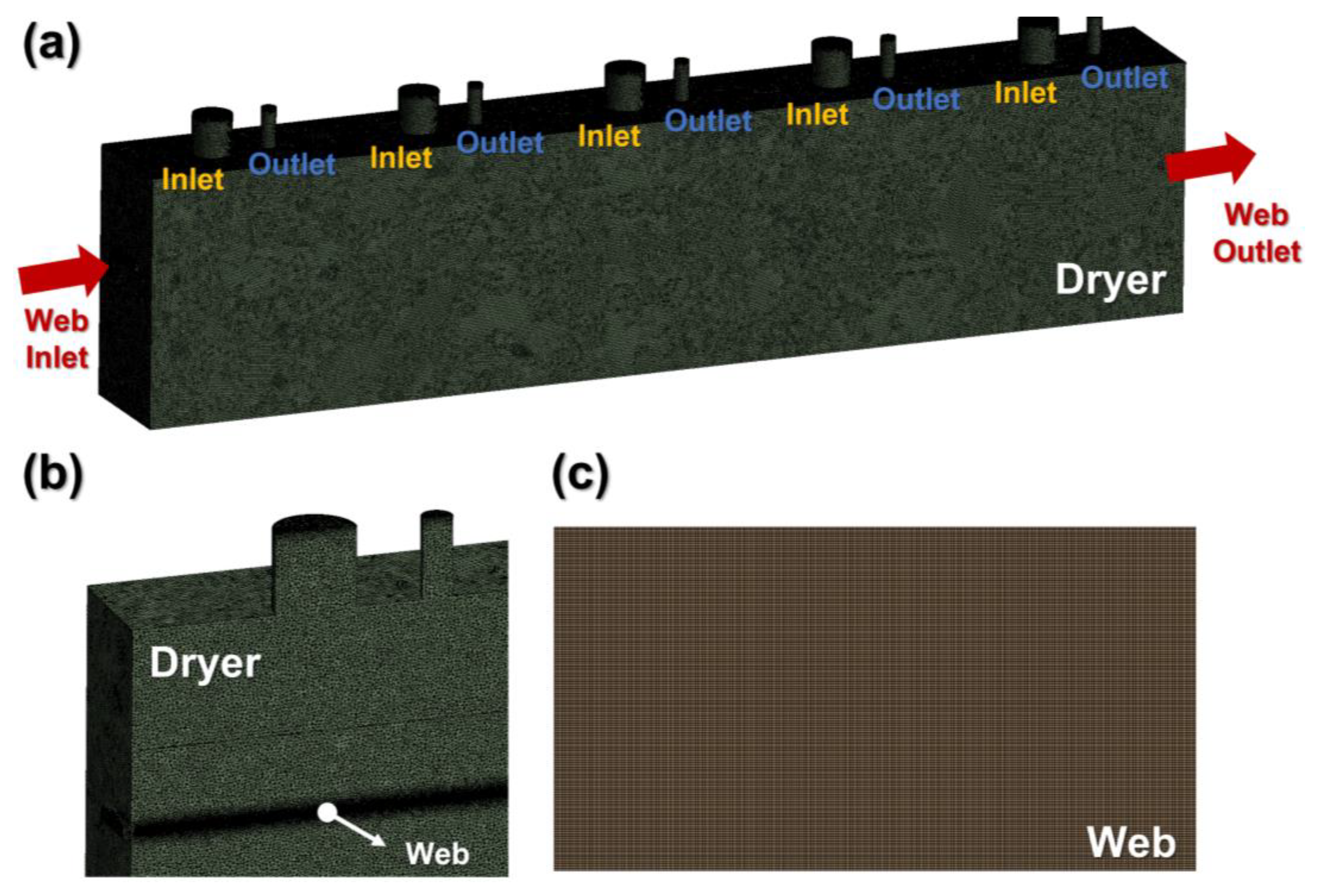
2.1. Roll-to-Roll Manufacturing Systems with Drying Section
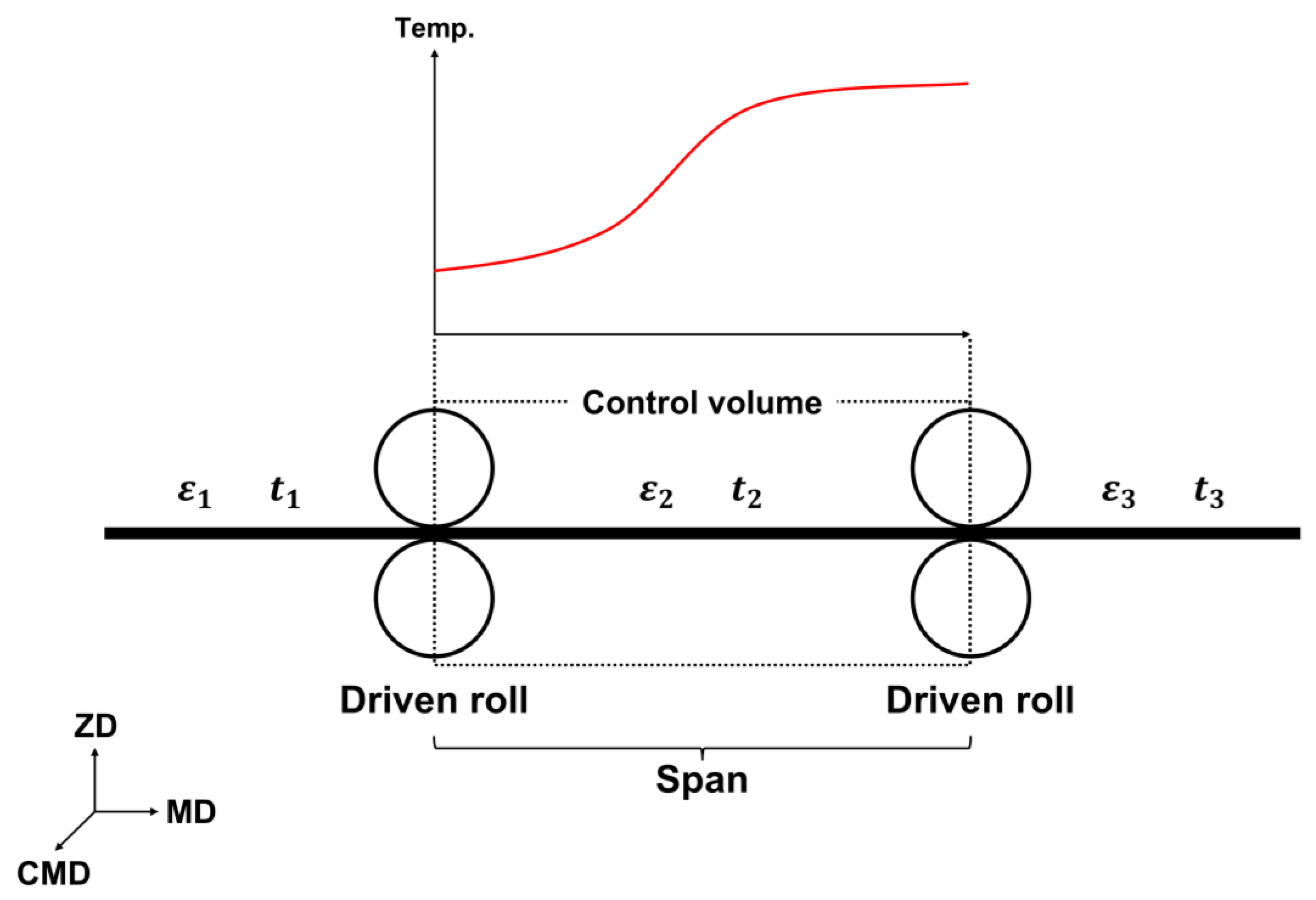
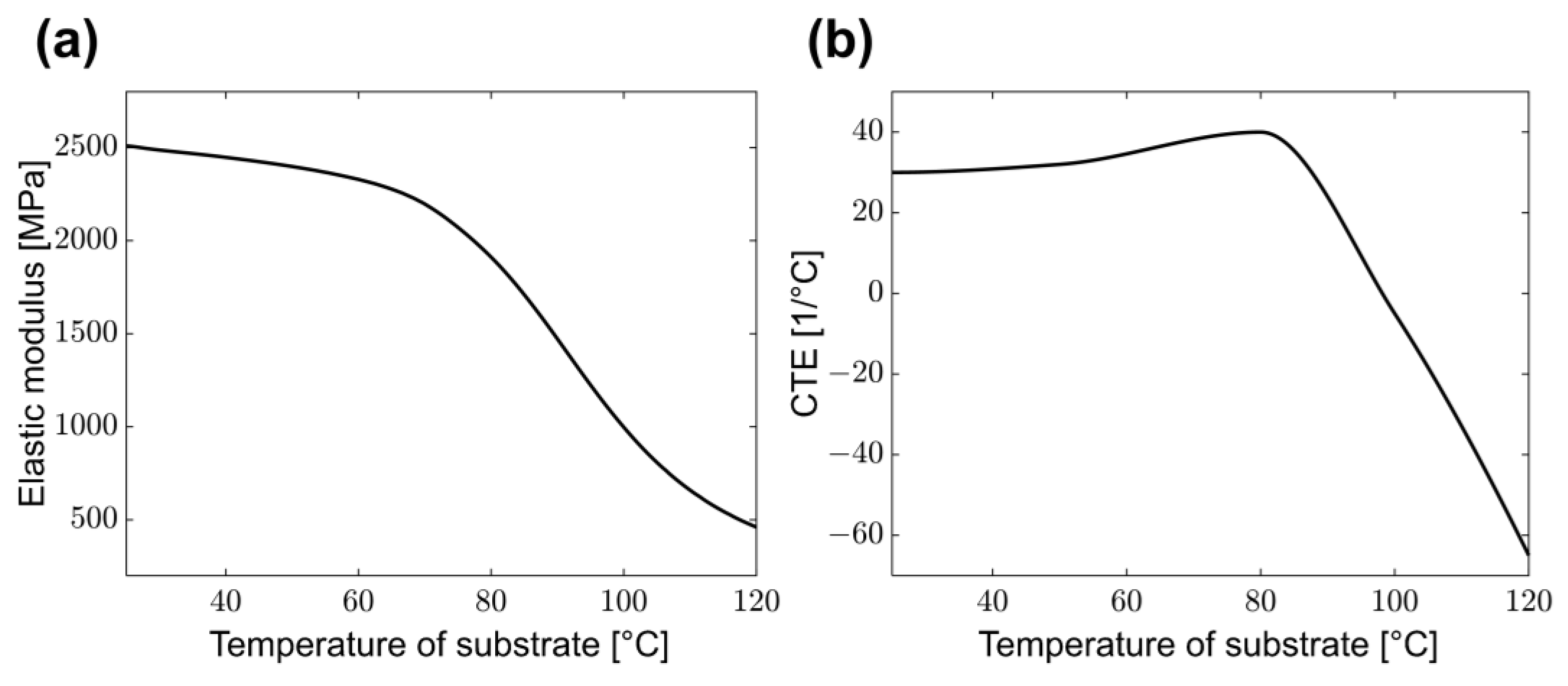
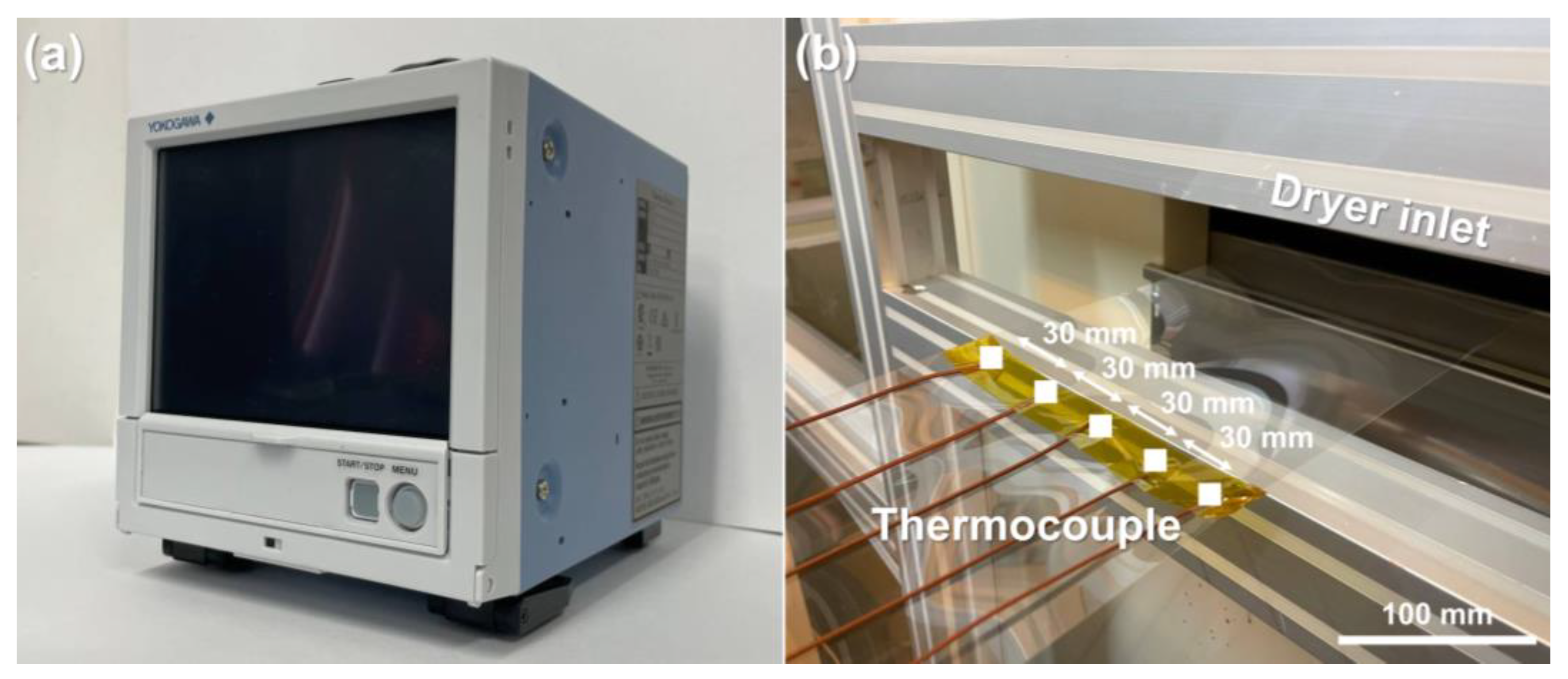
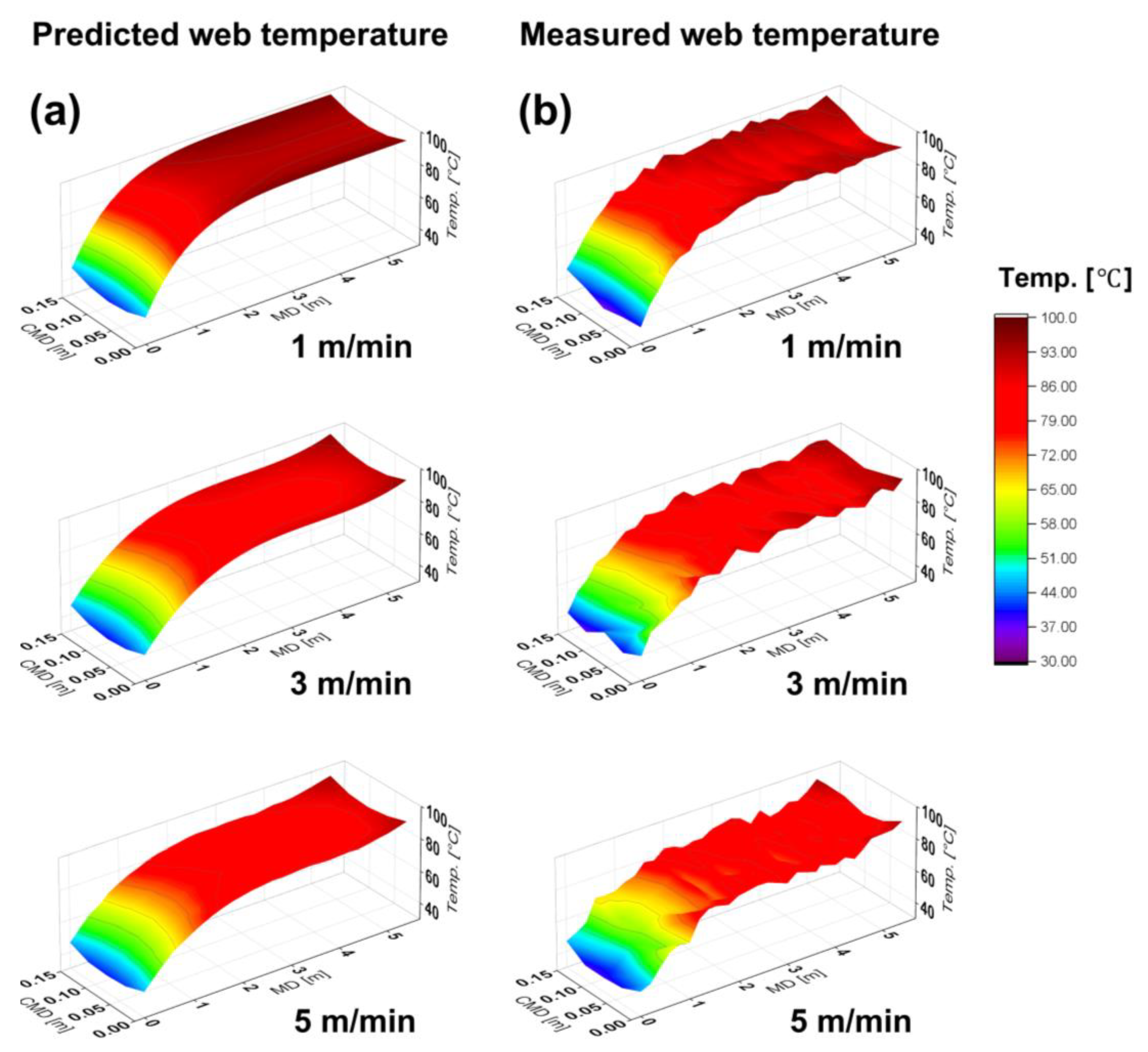
2.2. Web Temperature and Strain Distribution
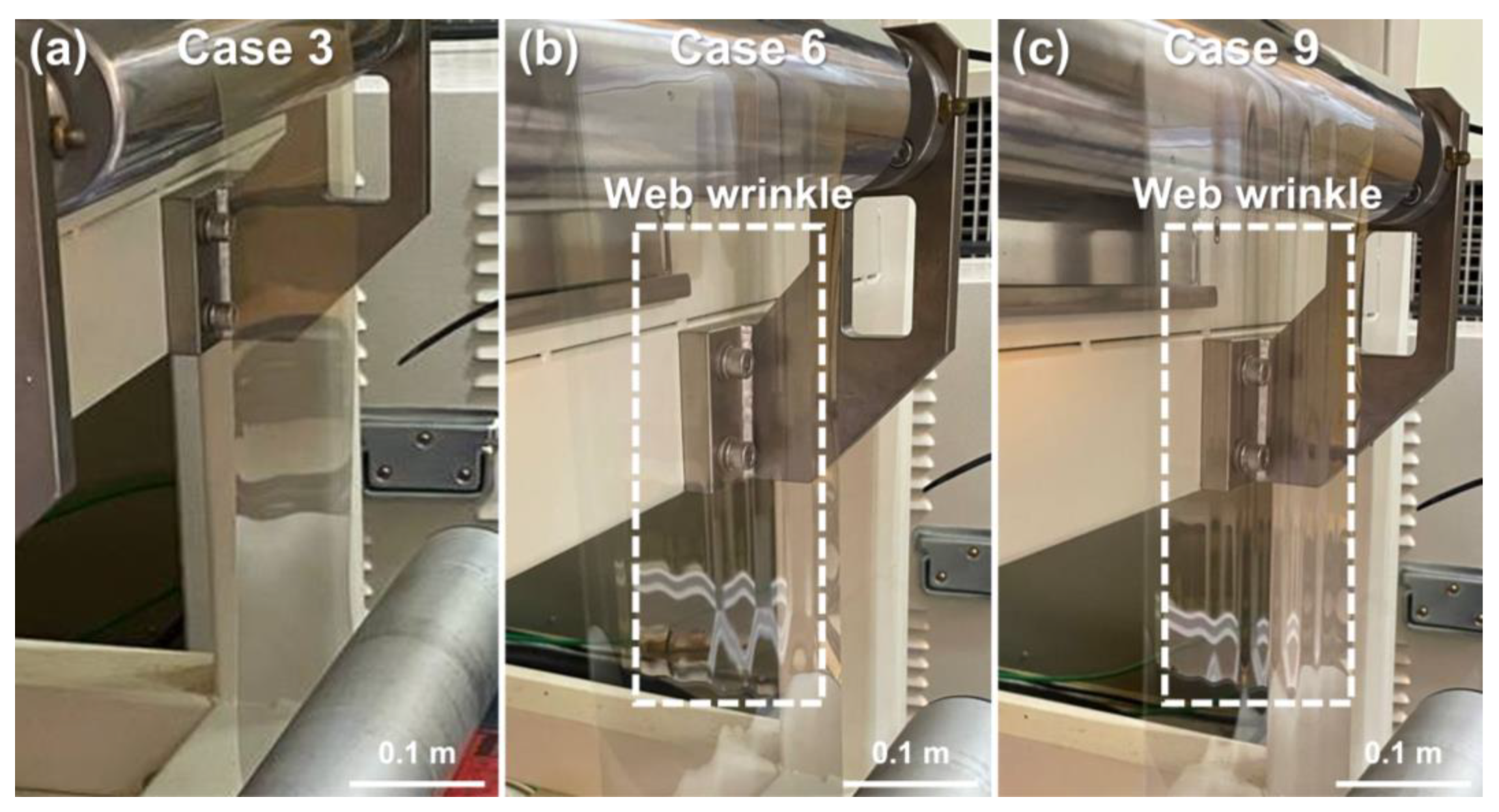
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, H.; Kang, H.; Lee, Y.; Park, Y.; Noh, J.; Cho, G. Fully Roll-to-Roll Gravure Printed Rectenna on Plastic Foils for Wireless Power Transmission at 13.56 MHz. Nanotechnology 2012, 23, 344006. [Google Scholar] [CrossRef]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-Roll Fabrication of Large Area Functional Organic Materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Lee, W.; Koo, H.; Sun, J.; Noh, J.; Kwon, K.S.; Yeom, C.; Choi, Y.; Chen, K.; Javey, A.; Cho, G. A Fully Roll-to-Roll Gravure-Printed Carbon Nanotube-Based Active Matrix for Multi-Touch Sensors. Sci. Rep. 2015, 5, 17707. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xu, Y.; Tian, L.; Li, J.; Lv, X.; Li, F.; Sun, L.; Niu, L.; Li, X.; Zhang, Z. Roll to Roll in Situ Preparation of Recyclable, Washable, Antibacterial Ag Loaded Nonwoven Fabric. Sci. Rep. 2022, 12, 13206. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Hu, X.; Torfeh, M.; Okoroanyanwu, U.; Arbabi, A.; Watkins, J.J. Exceptional Electromagnetic Shielding Efficiency of Silver Coated Carbon Fiber Fabrics: Via a Roll-to-Roll Spray Coating Process. J. Mater. Chem. C 2020, 8, 11070–11078. [Google Scholar] [CrossRef]
- Cagnani, G.R.; Ibáñez-Redín, G.; Tirich, B.; Gonçalves, D.; Balogh, D.T.; Oliveira, O.N. Fully-Printed Electrochemical Sensors Made with Flexible Screen-Printed Electrodes Modified by Roll-to-Roll Slot-Die Coating. Biosens. Bioelectron. 2020, 165, 112428. [Google Scholar] [CrossRef]
- Hong, N.; Kireev, D.; Zhao, Q.; Chen, D.; Akinwande, D.; Li, W. Roll-to-Roll Dry Transfer of Large-Scale Graphene. Adv. Mater. 2022, 34, 2106615. [Google Scholar] [CrossRef]
- Hwang, K.; Jung, Y.S.; Heo, Y.J.; Scholes, F.H.; Watkins, S.E.; Subbiah, J.; Jones, D.J.; Kim, D.Y.; Vak, D. Toward Large Scale Roll-to-Roll Production of Fully Printed Perovskite Solar Cells. Adv. Mater. 2015, 27, 1241–1247. [Google Scholar] [CrossRef]
- Wood, D.L.; Wood, M.; Li, J.; Du, Z.; Ruther, R.E.; Hays, K.A.; Muralidharan, N.; Geng, L.; Mao, C.; Belharouak, I. Perspectives on the Relationship between Materials Chemistry and Roll-to-Roll Electrode Manufacturing for High-Energy Lithium-Ion Batteries. Energy Storage Mater. 2020, 29, 254–265. [Google Scholar] [CrossRef]
- Noh, B.I.; Yoon, J.W.; Choi, J.H.; Jung, S.B. Effect of Thermal Treatment on Adhesion Strength of Cu/Ni-Cr/Polyimide Flexible Copper Clad Laminate Fabricated by Roll-to-Roll Process. Microelectron. Eng. 2011, 88, 718–723. [Google Scholar] [CrossRef]
- Sheng, Y.; Huang, T.T.; Lin, Y.T.; Wu, T.Z.; Li, W.; Huang, C.H. Layered Graphene Composite for Flexible Bioelectrical Sensor Applications. Surf. Coat. Technol. 2020, 397, 125973. [Google Scholar] [CrossRef]
- Bae, S.; Kim, H.; Lee, Y.; Xu, X.; Park, J.S.; Zheng, Y.; Balakrishnan, J.; Lei, T.; Ri Kim, H.; Song, Y.I.; et al. Roll-to-Roll Production of 30-Inch Graphene Films for Transparent Electrodes. Nat. Nanotechnol. 2010, 5, 574–578. [Google Scholar] [CrossRef] [Green Version]
- Luo, C.; Wang, J.; Fan, X.; Zhu, Y.; Han, F.; Suo, L.; Wang, C. Roll-to-Roll Fabrication of Organic Nanorod Electrodes for Sodium Ion Batteries. Nano Energy 2015, 13, 537–545. [Google Scholar] [CrossRef]
- Jeong, J.; Gafurov, A.N.; Park, P.; Kim, I.; Kim, H.C.; Kang, D.; Oh, D.; Lee, T.M. Tension Modeling and Precise Tension Control of Roll-to-Roll System for Flexible Electronics. Flex. Print. Electron. 2021, 6, 015005. [Google Scholar] [CrossRef]
- Ponniah, G.; Zubair, M.; Doh, Y.H.; Choi, K.H. Fuzzy Decoupling to Reduce Propagation of Tension Disturbances in Roll-to-Roll System. Int. J. Adv. Manuf. Technol. 2014, 71, 153–163. [Google Scholar] [CrossRef]
- Ahn, S.H.; Guo, L.J. High-Speed Roll-to-Roll Nanoimprint Lithography on Flexible Plastic Substrates. Adv. Mater. 2008, 20, 2044–2049. [Google Scholar] [CrossRef] [Green Version]
- Abbel, R.; Galagan, Y.; Groen, P. Roll-to-Roll Fabrication of Solution Processed Electronics. Adv. Eng. Mater. 2018, 20, 1701190. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; Chen, J.; Tang, W.; Yin, Z. Vibration-Based Estimation of Tension for an Axially Travelling Web in Roll-to-Roll Manufacturing. Meas. Sci. Technol. 2018, 29, 015102. [Google Scholar] [CrossRef] [Green Version]
- Tsai, S.; Mukhopadhyay, S.C.; Yoksen, N.; Chang, J.Y. Design of Lateral Dynamics Control for Web Roll-to-Roll Systems. In Proceedings of the 2012 19th International Conference on Mechatronics and Machine Vision in Practice (M2VIP), Auckland, New Zealand, 28–30 November 2012; pp. 339–343. [Google Scholar]
- Liang, Z.; Wang, L.; Xue, B.; Ji, R.; Du, D.; Chang, B. Sag Feedback Based Multi-Roll Coordinating Optimal Control of a Low-Tension Roll-to-Roll System. J. Manuf. Syst. 2021, 61, 351–364. [Google Scholar] [CrossRef]
- Krebs, F.C. Roll-to-Roll Fabrication of Monolithic Large-Area Polymer Solar Cells Free from Indium-Tin-Oxide. Sol. Energy Mater. Sol. Cells 2009, 93, 1636–1641. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, S. Fabrication and Characterization of Roll-to-Roll Printed Air-Gap Touch Sensors. Polymers 2019, 11, 245. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.A.; Jiang, Y.; Venkatesh, R.B.; Raney, J.R.; Stebe, K.J.; Yang, S.; Lee, D. Scalable Manufacturing of Bending-Induced Surface Wrinkles. ACS Appl. Mater. Interfaces 2020, 12, 7658–7664. [Google Scholar] [CrossRef] [PubMed]
- Finn, M.; Martens, C.J.; Zaretski, A.V.; Roth, B.; Søndergaard, R.R.; Krebs, F.C.; Lipomi, D.J. Mechanical Stability of Roll-to-Roll Printed Solar Cells under Cyclic Bending and Torsion. Sol. Energy Mater. Sol. Cells 2018, 174, 7–15. [Google Scholar] [CrossRef]
- Kim, J.; Park, S.J.; Nguyen, T.; Chu, M.; Pegan, J.D.; Khine, M. Highly Stretchable Wrinkled Gold Thin Film Wires. Appl. Phys. Lett. 2016, 108, 061901. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jo, I.; Park, S.; Kim, D.; Moon, J.S.; Park, W.B.; Kim, T.H.; Kang, J.H.; Lee, W.; Kim, Y.; Lee, D.N.; et al. Tension-Controlled Single-Crystallization of Copper Foils for Roll-to-Roll Synthesis of High-Quality Graphene Films. 2D Mater. 2018, 5, 024002. [Google Scholar] [CrossRef]
- Noh, J.; Jo, M.; Cho, G.; Nam, S.; Lee, C. Effect of Radial Stress on the Nanoparticle-Based Electrolyte Layer in a Center-Wound Roll with Roll-to-Roll Systems. Nanomaterials 2022, 12, 1014. [Google Scholar] [CrossRef]
- Park, J.; Kang, H.J.; Shin, K.H.; Kang, H. Fast Sintering of Silver Nanoparticle and Flake Layers by Infrared Module Assistance in Large Area Roll-to-Roll Gravure Printing System. Sci. Rep. 2016, 6, 34470. [Google Scholar] [CrossRef] [Green Version]
- Raul, P.R.; Manyam, S.G.; Pagilla, P.R.; Darbha, S. Output Regulation of Nonlinear Systems with Application to Roll-to-Roll Manufacturing Systems. IEEE/ASME Trans. Mechatron. 2015, 20, 1089–1098. [Google Scholar] [CrossRef]
- Pastorelli, F.; Schmidt, T.M.; Hösel, M.; Søndergaard, R.R.; Jørgensen, M.; Krebs, F.C. The Organic Power Transistor: Roll-to-Roll Manufacture, Thermal Behavior, and Power Handling When Driving Printed Electronics. Adv. Eng. Mater. 2016, 18, 51–55. [Google Scholar] [CrossRef] [Green Version]
- Yeo, J.; Kim, G.; Hong, S.; Kim, M.S.; Kim, D.; Lee, J.; Lee, H.B.; Kwon, J.; Suh, Y.D.; Kang, H.W.; et al. Flexible Supercapacitor Fabrication by Room Temperature Rapid Laser Processing of Roll-to-Roll Printed Metal Nanoparticle Ink for Wearable Electronics Application. J. Power Sources 2014, 246, 562–568. [Google Scholar] [CrossRef]
- Lee, J.; Seong, J.; Park, J.; Park, S.; Lee, D.; Shin, K.H. Register Control Algorithm for High Resolution Multilayer Printing in the Roll-to-Roll Process. Mech. Syst. Signal Process. 2015, 60, 706–714. [Google Scholar] [CrossRef]
- Lee, J.; Jo, M.; Lee, C. Advanced Tension Model for Highly Integrated Flexible Electronics in Roll-to-Roll Manufacturing. IEEE/ASME Trans. Mechatron. 2021, 27, 2908–2917. [Google Scholar] [CrossRef]
- Feng, D.; Wagner, R.B.; Raman, A. Measuring Nonuniform Web Tension for Roll-to-Roll Manufacturing of Flexible and Printed Electronics. Flex. Print. Electron. 2021, 6, 035006. [Google Scholar] [CrossRef]
- Lee, J.; Byeon, J.; Lee, C. Theories and Control Technologies for Web Handling in the Roll-to-Roll Manufacturing Process. Int. J. Precis. Eng. Manuf.—Green Technol. 2020, 7, 525–544. [Google Scholar] [CrossRef]
- Kang, Y.; Jeon, Y.; Ji, H.; Kwon, S.; Kim, G.E.; Lee, M.G. Optimizing Roller Design to Improve Web Strain Uniformity in Roll-to-Roll Process. Appl. Sci. 2020, 10, 7564. [Google Scholar] [CrossRef]
- Ho, T.; Shin, H.; Lee, S. Lateral Position Control of a Moving Web in Roll-to-Roll Processes. In Proceedings of the 2008 IEEE Conference on Robotics, Automation and Mechatronics, Chengdu, China, 21–24 September 2008; pp. 66–71. [Google Scholar] [CrossRef]
- Zhang, H.; Peng, L.; Zhang, H.; Zhang, T.; Zhu, Q. Phased Array Ultrasonic Inspection and Automated Identification of Wrinkles in Laminated Composites. Compos. Struct. 2022, 300, 116170. [Google Scholar] [CrossRef]
- Pan, M.; Zhang, Y.; Shan, C.; Zhang, X.; Gao, G.; Pan, B. Flat Graphene-Enhanced Electron Transfer Involved in Redox Reactions. Environ. Sci. Technol. 2017, 51, 8597–8605. [Google Scholar] [CrossRef]
- Shin, K. Tension Control, 1st ed.; TAPPI Press: Atlanta, GA, USA, 2000; pp. 13–16. [Google Scholar]
- Lee, C.; Kang, H.; Shin, K. A Study on Tension Behavior Considering Thermal Effects in Roll-to-Roll e-Printing. J. Mech. Sci. Technol. 2010, 24, 1097–1103. [Google Scholar] [CrossRef]
- Deng, B.; Hsu, P.C.; Chen, G.; Chandrashekar, B.N.; Liao, L.; Ayitimuda, Z.; Wu, J.; Guo, Y.; Lin, L.; Zhou, Y.; et al. Roll-to-Roll Encapsulation of Metal Nanowires between Graphene and Plastic Substrate for High-Performance Flexible Transparent Electrodes. Nano Lett. 2015, 15, 4206–4213. [Google Scholar] [CrossRef]
- Kobayashi, T.; Bando, M.; Kimura, N.; Shimizu, K.; Kadono, K.; Umezu, N.; Miyahara, K.; Hayazaki, S.; Nagai, S.; Mizuguchi, Y.; et al. Production of a 100-m-Long High-Quality Graphene Transparent Conductive Film by Roll-to-Roll Chemical Vapor Deposition and Transfer Process. Appl. Phys. Lett. 2013, 102, 023112. [Google Scholar] [CrossRef]
- Hösel, M.; Krebs, F.C. Large-Scale Roll-to-Roll Photonic Sintering of Flexo Printed Silver Nanoparticle Electrodes. J. Mater. Chem. 2012, 22, 15683–15688. [Google Scholar] [CrossRef]
- Shui, H.; Jin, X.; Ni, J. Twofold Variation Propagation Modeling and Analysis for Roll-to-Roll Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2019, 16, 599–612. [Google Scholar] [CrossRef]
- Yang, M.; Chon, M.; Kim, J.; Lee, S.; Jo, J.; Yeo, J.; Hwan, S.; Choa, S. Microelectronics Reliability Mechanical and Environmental Durability of Roll-to-Roll Printed Silver Nanoparticle Film Using a Rapid Laser Annealing Process for Flexible Electronics. Microelectron. Reliab. 2014, 54, 2871–2880. [Google Scholar] [CrossRef]
- Shin, K.H.; Kwon, S.O. The Effect of Tension on the Lateral Dynamics and Control of a Moving Web. IEEE Trans. Ind. Appl. 2007, 43, 403–411. [Google Scholar] [CrossRef]
- Jo, M.; Lee, J.; Kim, S.; Cho, G.; Lee, T.M.; Lee, C. Resistance control of an additively manufactured conductive layer in roll-to-roll gravure printing systems. Int. J. Precis. Eng. Manuf.—Green Technol. 2021, 8, 817–828. [Google Scholar] [CrossRef]
- Forestier, E.; Combeaud, C.; Guigo, N.; Corvec, G.; Pradille, C.; Sbirrazzuoli, N.; Billon, N. Comparative Analysis of the Mechanical Behaviour of Pef and Pet Uniaxial Stretching Based on the Time/Temperature Superposition Principle. Polymers 2021, 13, 3295. [Google Scholar] [CrossRef]
- Lee, D.; Song, Y.S. Modeling the Effects of Elastic Modulus and Thermal Expansion Coefficient on the Shrinkage of Glass Fiber Reinforced Composites. Compos. Part B Eng. 2018, 146, 98–105. [Google Scholar] [CrossRef]
- Hawkins, W.E. The Plastic Film and Foil Web Handling Guide, 1st ed.; CRC Press: Boca Raton, FL, USA, 2002; pp. 17–19. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Property | Unit | Value |
|---|---|---|---|
| PET film | Width | mm | 150 |
| Thickness | mm | 0.1 | |
| Density | kg/m3 | 1390 | |
| Elastic modulus () | MPa | 2510 | |
| Poisson’s ratio | - | 0.33 | |
| Yield strength | MPa | 110 | |
| Specific heat | J/kg∙K | 1172 | |
| Thermal conductivity | W/m∙K | 0.256 | |
| Coefficient of thermal expansion () | 0.00003 |
| CFD Model Specification | |
|---|---|
| Solver | Pressure-based |
| Dimensions | 5.50 m 0.64 m 1.28 m |
| Number of nodes | 15,981,533 |
| Average mesh skewness | 0.22 |
| Moving web | Solid motion |
| Boundary Conditions | |
| Heat source | Hot air, infrared |
| Hot air temperature | 100.0 |
| Hot air inlet speed | 0.05 m/s |
| Hot air outlet pressure | Negative pressure |
| Wall | No-slip |
| Case | Operating Speed [m/min] | Operating Tension [kgf] | Max. Predicted CMD Temperature Deviation [] | Max. Measured CMD Temperature Deviation [] | Max. Strain Deviation [mm/mm] |
|---|---|---|---|---|---|
| 1 | 1 | 2 | 1.9 | 2.1 | 1.49 |
| 2 | 6 | 3.63 | |||
| 3 | 10 | 6.53 | |||
| 4 | 3 | 2 | 2.5 | 2.8 | 2.02 |
| 5 | 6 | 5.40 | |||
| 6 | 10 | 9.01 | |||
| 7 | 5 | 2 | 3.5 | 3.8 | 3.13 |
| 8 | 6 | 7.69 | |||
| 9 | 10 | 13.11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Noh, J.; Jo, M.; Jeon, H.; Kim, M.; Jo, J.; Lee, C. Web Wrinkle Defects due to Temperature Profile in Roll-to-Roll Manufacturing Systems. Polymers 2023, 15, 457. https://doi.org/10.3390/polym15020457
Noh J, Jo M, Jeon H, Kim M, Jo J, Lee C. Web Wrinkle Defects due to Temperature Profile in Roll-to-Roll Manufacturing Systems. Polymers. 2023; 15(2):457. https://doi.org/10.3390/polym15020457
Chicago/Turabian StyleNoh, Jaehyun, Minho Jo, Hojin Jeon, Minjae Kim, Jeongdai Jo, and Changwoo Lee. 2023. "Web Wrinkle Defects due to Temperature Profile in Roll-to-Roll Manufacturing Systems" Polymers 15, no. 2: 457. https://doi.org/10.3390/polym15020457
APA StyleNoh, J., Jo, M., Jeon, H., Kim, M., Jo, J., & Lee, C. (2023). Web Wrinkle Defects due to Temperature Profile in Roll-to-Roll Manufacturing Systems. Polymers, 15(2), 457. https://doi.org/10.3390/polym15020457