
Polymeric Materials Obtained by Extrusion and Injection Molding from Lignocellulosic Agroindustrial Biomass

 , , , , , ,
, , , , , ,  and
and
Abstract
:1. Introduction
2. Sources and Components of Lignocellulosic Agroindustrial Biomass
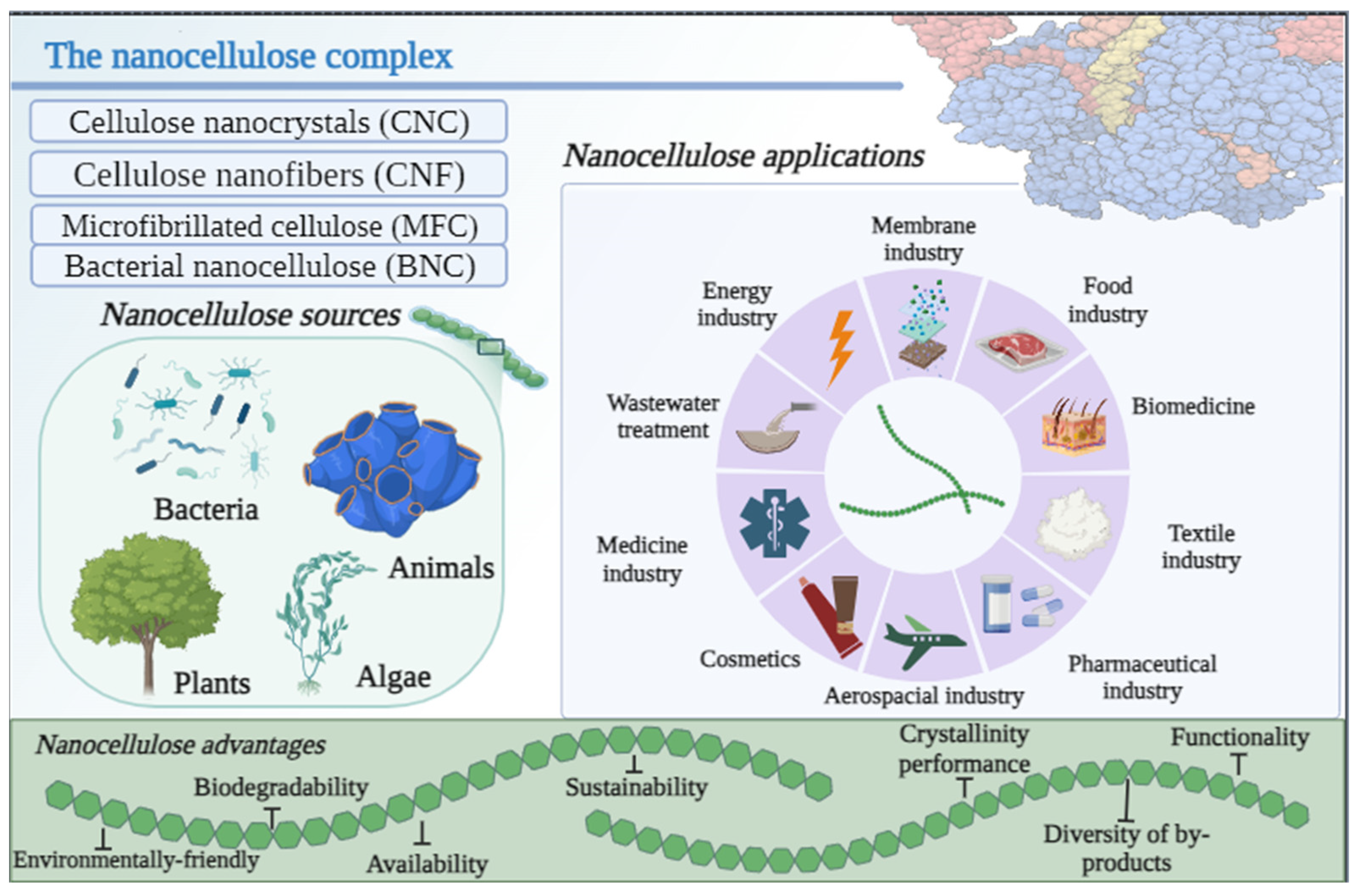
2.1. Cellulose
Nanocellulose
2.2. Lignin
3. Modification and Characterization of Cellulose
3.1. Surface Modification
3.2. Grafting
3.3. Chemical Procedures
3.4. Other Treatments

{kind=link}
{kind=link}
{kind=link}
| Modification Methods | Process Methods | Advantages | Drawbacks | References |
|---|---|---|---|---|
| Surface adsorption |
|
|
| [37,96,117] |
| Chemicals |
|
|
| [37,54,118] |
| Grafting |
|
|
| [95,96,119,120] |
| Molecule chemical grafting |
|
|
| [37,54,66,120] |
4. Modification and Characterization of Lignin
5. Manufacturing Technology
5.1. Extrusion Technology
5.2. Injection Molding (IM)
Parts of an Injection Molding Machine
5.3. Materials
5.4. Polymer Composites: Issues, Challenges, and Progress
5.4.1. Cellulose and Hemicellulose Used in Injection Molding
5.4.2. Lignin-Based Polymeric Materials
6. Applications
7. Concluding Remarks and Future Trends
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Blasi, A.; Verardi, A.; Lopresto, C.G.; Siciliano, S.; Sangiorgio, P. Lignocellulosic Agricultural Waste Valorization to Obtain Valuable Products: An Overview. Recycling 2023, 8, 61. [Google Scholar] [CrossRef]
- Varghese, S.A.; Pulikkalparambil, H.; Promhuad, K.; Srisa, A.; Laorenza, Y.; Jarupan, L.; Nampitch, T.; Chonhenchob, V.; Harnkarnsujarit, N. Renovation of Agro-Waste for Sustainable Food Packaging: A Review. Polymers 2023, 15, 648. [Google Scholar] [CrossRef] [PubMed]
- Daszkiewicz, T. Food Production in the Context of Global Developmental Challenges. Agriculture 2022, 12, 832. [Google Scholar] [CrossRef]
- Sala, S.; Anton, A.; McLaren, S.J.; Notarnicola, B.; Saouter, E.; Sonesson, U. In Quest of Reducing the Environmental Impacts of Food Production and Consumption. J. Clean. Prod. 2017, 140, 387–398. [Google Scholar] [CrossRef]
- Campoy-Muñoz, P.; Cardenete, M.A.; Delgado, M.C. Economic Impact Assessment of Food Waste Reduction on European Countries through Social Accounting Matrices. Resour. Conserv. Recycl. 2017, 122, 202–209. [Google Scholar] [CrossRef]
- Oluseun Adejumo, I.; Adebukola Adebiyi, O. Agricultural Solid Wastes: Causes, Effects, and Effective Management. In Strategies of Sustainable Solid Waste Management; Saleh, H.M., Ed.; IntechOpen: London, UK, 2021; ISBN 978-1-83962-559-6. [Google Scholar]
- Bedoya-Perales, N.S.; Dal’ Magro, G.P. Quantification of Food Losses and Waste in Peru: A Mass Flow Analysis along the Food Supply Chain. Sustainability 2021, 13, 2807. [Google Scholar] [CrossRef]
- Ishangulyyev, R.; Kim, S.; Lee, S. Understanding Food Loss and Waste—Why Are We Losing and Wasting Food? Foods 2019, 8, 297. [Google Scholar] [CrossRef]
- Sharma, V.; Tsai, M.-L.; Nargotra, P.; Chen, C.-W.; Kuo, C.-H.; Sun, P.-P.; Dong, C.-D. Agro-Industrial Food Waste as a Low-Cost Substrate for Sustainable Production of Industrial Enzymes: A Critical Review. Catalysts 2022, 12, 1373. [Google Scholar] [CrossRef]
- Wang, Y.; Yuan, Z.; Tang, Y. Enhancing Food Security and Environmental Sustainability: A Critical Review of Food Loss and Waste Management. Resour. Environ. Sustain. 2021, 4, 100023. [Google Scholar] [CrossRef]
- Mujtaba, M.; Fernandes Fraceto, L.; Fazeli, M.; Mukherjee, S.; Savassa, S.M.; Araujo De Medeiros, G.; Do Espírito Santo Pereira, A.; Mancini, S.D.; Lipponen, J.; Vilaplana, F. Lignocellulosic Biomass from Agricultural Waste to the Circular Economy: A Review with Focus on Biofuels, Biocomposites and Bioplastics. J. Clean. Prod. 2023, 402, 136815. [Google Scholar] [CrossRef]
- Nargotra, P.; Sharma, V.; Tsai, M.-L.; Hsieh, S.-L.; Dong, C.-D.; Wang, H.-M.D.; Kuo, C.-H. Recent Advancements in the Valorization of Agro-Industrial Food Waste for the Production of Nanocellulose. Appl. Sci. 2023, 13, 6159. [Google Scholar] [CrossRef]
- Saravanan, A.; Yaashikaa, P.R.; Kumar, P.S.; Thamarai, P.; Deivayanai, V.C.; Rangasamy, G. A Comprehensive Review on Techno-Economic Analysis of Biomass Valorization and Conversional Technologies of Lignocellulosic Residues. Ind. Crops Prod. 2023, 200, 116822. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Jagtap, S.S.; Bedekar, A.A.; Bhatia, R.K.; Patel, A.K.; Pant, D.; Rajesh Banu, J.; Rao, C.V.; Kim, Y.-G.; Yang, Y.-H. Recent Developments in Pretreatment Technologies on Lignocellulosic Biomass: Effect of Key Parameters, Technological Improvements, and Challenges. Bioresour. Technol. 2020, 300, 122724. [Google Scholar] [CrossRef]
- Singh, N.; Singhania, R.R.; Nigam, P.S.; Dong, C.-D.; Patel, A.K.; Puri, M. Global Status of Lignocellulosic Biorefinery: Challenges and Perspectives. Bioresour. Technol. 2022, 344, 126415. [Google Scholar] [CrossRef]
- Zhang, Y.; Ding, Z.; Shahadat Hossain, M.; Maurya, R.; Yang, Y.; Singh, V.; Kumar, D.; Salama, E.-S.; Sun, X.; Sindhu, R.; et al. Recent Advances in Lignocellulosic and Algal Biomass Pretreatment and Its Biorefinery Approaches for Biochemicals and Bioenergy Conversion. Bioresour. Technol. 2023, 367, 128281. [Google Scholar] [CrossRef]
- Raj, T.; Chandrasekhar, K.; Naresh Kumar, A.; Kim, S.-H. Lignocellulosic Biomass as Renewable Feedstock for Biodegradable and Recyclable Plastics Production: A Sustainable Approach. Renew. Sustain. Energy Rev. 2022, 158, 112130. [Google Scholar] [CrossRef]
- Synyuk, O.; Musiał, J.; Zlotenko, B.; Kulik, T. Development of Equipment for Injection Molding of Polymer Products Filled with Recycled Polymer Waste. Polymers 2020, 12, 2725. [Google Scholar] [CrossRef]
- Wilczyński, K.; Wilczyński, K.J.; Buziak, K. Modeling and Experimental Studies on Polymer Melting and Flow in Injection Molding. Polymers 2022, 14, 2106. [Google Scholar] [CrossRef]
- Yang, J.; Ching, Y.C.; Chuah, C.H. Applications of Lignocellulosic Fibers and Lignin in Bioplastics: A Review. Polymers 2019, 11, 751. [Google Scholar] [CrossRef]
- Ortega, F.; Versino, F.; López, O.V.; García, M.A. Biobased Composites from Agro-Industrial Wastes and by-Products. Emergent Mater. 2022, 5, 873–921. [Google Scholar] [CrossRef]
- Rabbi, M.S.; Islam, T.; Islam, G.M.S. Injection-Molded Natural Fiber-Reinforced Polymer Composites—A Review. Int. J. Mech. Mater. Eng. 2021, 16, 15. [Google Scholar] [CrossRef]
- Pannu, A.S.; Singh, S.; Dhawan, V. Composite manufacturing techniques—A review on injection, compression, pultrusion and extrusion process. J. Adv. Sci. Res. 2019, 10, 146–151. [Google Scholar]
- Root, K.P.; Pal, A.K.; Pesaranhajiabbas, E.; Mohanty, A.K.; Misra, M. Injection Moulded Composites from High Biomass Filled Biodegradable Plastic: Properties and Performance Evaluation for Single-Use Applications. Compos. Part C Open Access 2023, 11, 100358. [Google Scholar] [CrossRef]
- Ashokkumar, V.; Venkatkarthick, R.; Jayashree, S.; Chuetor, S.; Dharmaraj, S.; Kumar, G.; Chen, W.-H.; Ngamcharussrivichai, C. Recent Advances in Lignocellulosic Biomass for Biofuels and Value-Added Bioproducts—A Critical Review. Bioresour. Technol. 2022, 344, 126195. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Gui, C.; Wu, J.; Gao, X.; Huang, T.; Cui, F.; Liu, H.; Sethupathy, S. Spatio-Temporal Modification of Lignin Biosynthesis in Plants: A Promising Strategy for Lignocellulose Improvement and Lignin Valorization. Front. Bioeng. Biotechnol. 2022, 10, 917459. [Google Scholar]
- Stepanova, M.; Korzhikova-Vlakh, E. Modification of cellulose micro- and nanomaterials to improve properties of aliphatic polyesters/cellulose composites: A review. Polymers 2022, 14, 1477. [Google Scholar] [CrossRef] [PubMed]
- Szymanska-Chargot, M.; Ciesla, J.; Pekala, P.; Pieczywek, P.M.; Oleszek, W.; Zyla, M.; Szkopek, Z.; Zdunek, A. The Influence of High-Intensity Ultrasonication on Properties of Cellulose Produced from the Hop Stems, the Byproduct of the Hop Cones Production. Molecules 2022, 27, 2624. [Google Scholar] [CrossRef]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-Industrial Lignocellulosic Biomass a Key to Unlock the Future Bio-Energy: A Brief Review. J. Radiat. Res. Appl. Sci. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Haq, I.U.; Qaisar, K.; Nawaz, A.; Akram, F.; Mukhtar, H.; Zohu, X.; Xu, Y.; Mumtaz, M.W.; Rashid, U.; Ghani, W.A.W.A.K.; et al. Advances in Valorization of Lignocellulosic Biomass towards Energy Generation. Catalysts 2021, 11, 309. [Google Scholar] [CrossRef]
- Xie, Y.; Zhang, K.; Cui, S.; Liu, Y. A Review on the Structure and Biodegradation of Cellulose-Lignin Complexes. Pap. Biomater. 2020, 5, 44–50. [Google Scholar] [CrossRef]
- Mankar, A.R.; Pandey, A.; Modak, A.; Pant, K.K. Pretreatment of Lignocellulosic Biomass: A Review on Recent Advances. Bioresour. Technol. 2021, 334, 125235. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Li, P.; Huang, L.; Wei, Y.; Li, J.; Zhang, L.; Jin, Y. The Role of Lignin Structure on Cellulase Adsorption and Enzymatic Hydrolysis. Biomass 2023, 3, 96–107. [Google Scholar] [CrossRef]
- Adewuyi, A. Underutilized Lignocellulosic Waste as Sources of Feedstock for Biofuel Production in Developing Countries. Front. Energy Res. 2022, 10, 741570. [Google Scholar] [CrossRef]
- Zoghlami, A.; Paës, G. Lignocellulosic Biomass: Understanding Recalcitrance and Predicting Hydrolysis. Front. Chem. 2019, 7, 874. [Google Scholar] [CrossRef]
- Seddiqi, H.; Oliaei, E.; Honarkar, H.; Jin, J.; Geonzon, L.C.; Bacabac, R.G.; Klein-Nulend, J. Cellulose and Its Derivatives: Towards Biomedical Applications. Cellulose 2021, 28, 1893–1931. [Google Scholar] [CrossRef]
- Aziz, T.; Farid, A.; Haq, F.; Kiran, M.; Ullah, A.; Zhang, K.; Li, C.; Ghazanfar, S.; Sun, H.; Ullah, R.; et al. A Review on the Modification of Cellulose and Its Applications. Polymers 2022, 14, 3206. [Google Scholar] [CrossRef]
- Przypis, M.; Wawoczny, A.; Gillner, D. Biomass and Cellulose Dissolution—The Important Issue in Renewable Materials Treatment. Appl. Sci. 2023, 13, 1055. [Google Scholar] [CrossRef]
- Potenza, M.; Bergamonti, L.; Lottici, P.P.; Righi, L.; Lazzarini, L.; Graiff, C. Green Extraction of Cellulose Nanocrystals of Polymorph II from Cynara scolymus L.: Challenge for a “Zero Waste” Economy. Crystals 2022, 12, 672. [Google Scholar] [CrossRef]
- Uusi-Tarkka, E.-K.; Skrifvars, M.; Haapala, A. Fabricating Sustainable All-Cellulose Composites. Appl. Sci. 2021, 11, 10069. [Google Scholar] [CrossRef]
- Magagula, L.P.; Masemola, C.M.; Ballim, M.A.; Tetana, Z.N.; Moloto, N.; Linganiso, E.C. Lignocellulosic Biomass Waste-Derived Cellulose Nanocrystals and Carbon Nanomaterials: A Review. Int. J. Mol. Sci. 2022, 23, 4310. [Google Scholar] [CrossRef]
- Heydorn, R.L.; Lammers, D.; Gottschling, M.; Dohnt, K. Effect of Food Industry By-Products on Bacterial Cellulose Production and Its Structural Properties. Cellulose 2023, 30, 4159–4179. [Google Scholar] [CrossRef]
- Lawson, L.; Degenstein, L.M.; Bates, B.; Chute, W.; King, D.; Dolez, P.I. Cellulose Textiles from Hemp Biomass: Opportunities and Challenges. Sustainability 2022, 14, 15337. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, H.; Du, C.; Zhang, D.; Lin, H.; Chen, Y.; Xiong, J. Cellulose for Sustainable Triboelectric Nanogenerators. Adv. Energy Sustain. Res. 2022, 3, 2100161. [Google Scholar] [CrossRef]
- Rocha Ferreira, S.; Ukrainczyk, N.; Defáveri do Carmo e Silva, K.; Eduardo Silva, L.; Koenders, E. Effect of Microcrystalline Cellulose on Geopolymer and Portland Cement Pastes Mechanical Performance. Constr. Build. Mater. 2021, 288, 123053. [Google Scholar] [CrossRef]
- Fatema, N.; Ceballos, R.M.; Fan, C. Modifications of Cellulose-Based Biomaterials for Biomedical Applications. Front. Bioeng. Biotechnol. 2022, 10, 993711. [Google Scholar] [CrossRef]
- Ciolacu, D.E.; Nicu, R.; Ciolacu, F. Cellulose-Based Hydrogels as Sustained Drug-Delivery Systems. Materials 2020, 13, 5270. [Google Scholar] [CrossRef]
- Rahman, U.U.; Humayun, M.; Khan, A.; Farooq, S.; Sadiq, M.; Bououdina, M.; Shah, N. Thermo-Chemical Modification of Cellulose for the Adsorptive Removal of Titan Yellow from Wastewater. Molecules 2023, 28, 3955. [Google Scholar] [CrossRef]
- Zhang, R.; Tian, Y. Characteristics of Natural Biopolymers and Their Derivative as Sorbents for Chromium Adsorption: A Review. J. Leather Sci. Eng. 2020, 2, 24. [Google Scholar] [CrossRef]
- Das, S.; Ghosh, B.; Sarkar, K. Nanocellulose as Sustainable Biomaterials for Drug Delivery. Sens. Int. 2022, 3, 100135. [Google Scholar] [CrossRef]
- Tahir, D.; Karim, M.R.A.; Hu, H.; Naseem, S.; Rehan, M.; Ahmad, M.; Zhang, M. Sources, Chemical Functionalization, and Commercial Applications of Nanocellulose and Nanocellulose-Based Composites: A Review. Polymers 2022, 14, 4468. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Habibi, Y.; Adhikari, B. Surface Modifications of Nanocellulose: From Synthesis to High-Performance Nanocomposites. Prog. Polym. Sci. 2021, 119, 101418. [Google Scholar] [CrossRef]
- Randhawa, A.; Dutta, S.D.; Ganguly, K.; Patil, T.V.; Patel, D.K.; Lim, K.-T. A Review of Properties of Nanocellulose, Its Synthesis, and Potential in Biomedical Applications. Appl. Sci. 2022, 12, 7090. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Rahimian Koloor, S.S.; Petrů, M. Micro- and Nanocellulose in Polymer Composite Materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef] [PubMed]
- Tayeb, A.H.; Amini, E.; Ghasemi, S.; Tajvidi, M. Cellulose Nanomaterials—Binding Properties and Applications: A Review. Molecules 2018, 23, 2684. [Google Scholar] [CrossRef]
- Abushammala, H.; Mao, J. A Review of the Surface Modification of Cellulose and Nanocellulose Using Aliphatic and Aromatic Mono- and Di-Isocyanates. Molecules 2019, 24, 2782. [Google Scholar] [CrossRef]
- Li, A.; Xu, D.; Luo, L.; Zhou, Y.; Yan, W.; Leng, X.; Dai, D.; Zhou, Y.; Ahmad, H.; Rao, J.; et al. Overview of Nanocellulose as Additives in Paper Processing and Paper Products. Nanotechnol. Rev. 2021, 10, 264–281. [Google Scholar] [CrossRef]
- Silva, F.A.G.S.; Dourado, F.; Gama, M.; Poças, F. Nanocellulose Bio-Based Composites for Food Packaging. Nanomaterials 2020, 10, 2041. [Google Scholar] [CrossRef]
- Almeida, T.; Silvestre, A.J.D.; Vilela, C.; Freire, C.S.R. Bacterial Nanocellulose toward Green Cosmetics: Recent Progresses and Challenges. Int. J. Mol. Sci. 2021, 22, 2836. [Google Scholar] [CrossRef]
- Huo, Y.; Liu, Y.; Xia, M.; Du, H.; Lin, Z.; Li, B.; Liu, H. Nanocellulose-Based Composite Materials Used in Drug Delivery Systems. Polymers 2022, 14, 2648. [Google Scholar] [CrossRef]
- Ghilan, A.; Nicu, R.; Ciolacu, D.E.; Ciolacu, F. Insight into the Latest Medical Applications of Nanocellulose. Materials 2023, 16, 4447. [Google Scholar] [CrossRef]
- Bacakova, L.; Pajorova, J.; Bacakova, M.; Skogberg, A.; Kallio, P.; Kolarova, K.; Svorcik, V. Versatile Application of Nanocellulose: From Industry to Skin Tissue Engineering and Wound Healing. Nanomaterials 2019, 9, 164. [Google Scholar] [CrossRef] [PubMed]
- Fornari, A.; Rossi, M.; Rocco, D.; Mattiello, L. A Review of Applications of Nanocellulose to Preserve and Protect Cultural Heritage Wood, Paintings, and Historical Papers. Appl. Sci. 2022, 12, 12846. [Google Scholar] [CrossRef]
- Yang, J.; Luo, Z.; Wang, M. Novel Fluorescent Nanocellulose Hydrogel Based on Nanocellulose and Carbon Dots for Detection and Removal of Heavy Metal Ions in Water. Foods 2022, 11, 1619. [Google Scholar] [CrossRef]
- Mautner, A. Nanocellulose Water Treatment Membranes and Filters: A Review. Polym. Int. 2020, 69, 741–751. [Google Scholar] [CrossRef]
- Missoum, K.; Belgacem, M.N.; Bras, J. Nanofibrillated Cellulose Surface Modification: A Review. Materials 2013, 6, 1745–1766. [Google Scholar] [CrossRef]
- Borrero-López, A.M.; Valencia, C.; Franco, J.M. Lignocellulosic Materials for the Production of Biofuels, Biochemicals and Biomaterials and Applications of Lignocellulose-Based Polyurethanes: A Review. Polymers 2022, 14, 881. [Google Scholar] [CrossRef]
- Roy, R.; Rahman, M.S.; Amit, T.A.; Jadhav, B. Recent Advances in Lignin Depolymerization Techniques: A Comparative Overview of Traditional and Greener Approaches. Biomass 2022, 2, 130–154. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Pourhashem, G.; Ullah, A.H.; Bajwa, S.G. A Concise Review of Current Lignin Production, Applications, Products and Their Environmental Impact. Ind. Crops Prod. 2019, 139, 111526. [Google Scholar] [CrossRef]
- Iram, A.; Berenjian, A.; Demirci, A. A Review on the Utilization of Lignin as a Fermentation Substrate to Produce Lignin-Modifying Enzymes and Other Value-Added Products. Molecules 2021, 26, 2960. [Google Scholar] [CrossRef]
- Hussain, S.; Iqbal, N.; Rahman, T.; Liu, T.; Brestic, M.; Safdar, M.E.; Asghar, M.A.; Farooq, M.U.; Shafiq, I.; Ali, A.; et al. Shade Effect on Carbohydrates Dynamics and Stem Strength of Soybean Genotypes. Environ. Exp. Bot. 2019, 162, 374–382. [Google Scholar] [CrossRef]
- Li, Q.; Fu, C.; Liang, C.; Ni, X.; Zhao, X.; Chen, M.; Ou, L. Crop Lodging and The Roles of Lignin, Cellulose, and Hemicellulose in Lodging Resistance. Agronomy 2022, 12, 1795. [Google Scholar] [CrossRef]
- Gbenebor, O.P.; Olanrewaju, O.A.; Usman, M.A.; Adeosun, S.O. Lignin from Brewers’ Spent Grain: Structural and Thermal Evaluations. Polymers 2023, 15, 2346. [Google Scholar] [CrossRef] [PubMed]
- Abaide, E.R.; Ugalde, G.; Di Luccio, M.; Moreira, R.d.F.P.M.; Tres, M.V.; Zabot, G.L.; Mazutti, M.A. Obtaining Fermentable Sugars and Bioproducts from Rice Husks by Subcritical Water Hydrolysis in a Semi-Continuous Mode. Bioresour. Technol. 2019, 272, 510–520. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Maraver, A.; Salvachúa, D.; Martínez, M.J.; Diaz, L.F.; Zamorano, M. Analysis of the Relation between the Cellulose, Hemicellulose and Lignin Content and the Thermal Behavior of Residual Biomass from Olive Trees. Waste Manag. 2013, 33, 2245–2249. [Google Scholar] [CrossRef]
- Dos Santos, M.S.N.; Zabot, G.L.; Mazutti, M.A.; Ugalde, G.A.; Rezzadori, K.; Tres, M.V. Optimization of Subcritical Water Hydrolysis of Pecan Wastes Biomasses in a Semi-Continuous Mode. Bioresour. Technol. 2020, 306, 123129. [Google Scholar] [CrossRef]
- Sharma, S.; Tsai, M.-L.; Sharma, V.; Sun, P.-P.; Nargotra, P.; Bajaj, B.K.; Chen, C.-W.; Dong, C.-D. Environment Friendly Pretreatment Approaches for the Bioconversion of Lignocellulosic Biomass into Biofuels and Value-Added Products. Environments 2023, 10, 6. [Google Scholar] [CrossRef]
- Fabbri, F.; Bischof, S.; Mayr, S.; Gritsch, S.; Jimenez Bartolome, M.; Schwaiger, N.; Guebitz, G.M.; Weiss, R. The Biomodified Lignin Platform: A Review. Polymers 2023, 15, 1694. [Google Scholar] [CrossRef]
- Gaudenzi, E.; Cardone, F.; Lu, X.; Canestrari, F. The Use of Lignin for Sustainable Asphalt Pavements: A Literature Review. Constr. Build. Mater. 2023, 362, 129773. [Google Scholar] [CrossRef]
- Stanisz, M.; Klapiszewski, Ł.; Collins, M.N.; Jesionowski, T. Recent Progress in Biomedical and Biotechnological Applications of Lignin-Based Spherical Nano- and Microstructures: A Comprehensive Review. Mater. Today Chem. 2022, 26, 101198. [Google Scholar] [CrossRef]
- Verdini, F.; Gaudino, E.C.; Canova, E.; Tabasso, S.; Behbahani, P.J.; Cravotto, G. Lignin as a Natural Carrier for the Efficient Delivery of Bioactive Compounds: From Waste to Health. Molecules 2022, 27, 3598. [Google Scholar] [CrossRef]
- Chen, M.; Li, Y.; Liu, H.; Zhang, D.; Shi, Q.-S.; Zhong, X.-Q.; Guo, Y.; Xie, X.-B. High Value Valorization of Lignin as Environmental Benign Antimicrobial. Mater. Today Bio 2023, 18, 100520. [Google Scholar] [CrossRef]
- Wang, B.; Sun, Y.-C.; Sun, R.-C. Fractionational and Structural Characterization of Lignin and Its Modification as Biosorbents for Efficient Removal of Chromium from Wastewater: A Review. J. Leather Sci. Eng. 2019, 1, 5. [Google Scholar] [CrossRef]
- Kocaturk, E.; Salan, T.; Ozcelik, O.; Alma, M.H.; Candan, Z. Recent Advances in Lignin-Based Biofuel Production. Energies 2023, 16, 3382. [Google Scholar] [CrossRef]
- Nikolic, M.; Cáceres Najarro, M.; Johannsen, I.; Iruthayaraj, J.; Ceccato, M.; Feilberg, A. Copper Adsorption on Lignin for the Removal of Hydrogen Sulfide. Molecules 2020, 25, 5577. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; You, X.; Wang, L.; Qi, S.; Wang, R.; Uraki, Y.; Zhang, H. Fabrication of Graphitized Carbon Fibers from Fusible Lignin and Their Application in Supercapacitors. Polymers 2023, 15, 1947. [Google Scholar] [CrossRef]
- Vieira, F.R.; Gama, N.; Magina, S.; Barros-Timmons, A.; Evtuguin, D.V.; Pinto, P.C.O.R. Polyurethane Adhesives Based on Oxyalkylated Kraft Lignin. Polymers 2022, 14, 5305. [Google Scholar] [CrossRef]
- Hopa, D.Y.; Fatehi, P. Using Sulfobutylated and Sulfomethylated Lignin as Dispersant for Kaolin Suspension. Polymers 2020, 12, 2046. [Google Scholar] [CrossRef]
- Piccinino, D.; Capecchi, E.; Tomaino, E.; Gabellone, S.; Gigli, V.; Avitabile, D.; Saladino, R. Nano-Structured Lignin as Green Antioxidant and UV Shielding Ingredient for Sunscreen Applications. Antioxidants 2021, 10, 274. [Google Scholar] [CrossRef]
- Kumar, R.; Butreddy, A.; Kommineni, N.; Reddy, P.G.; Bunekar, N.; Sarkar, C.; Dutt, S.; Mishra, V.K.; Aadil, K.R.; Mishra, Y.K.; et al. Lignin: Drug/Gene Delivery and Tissue Engineering Applications. Int. J. Nanomed. 2021, 16, 2419–2441. [Google Scholar] [CrossRef]
- Vasić, K.; Knez, Ž.; Leitgeb, M. Bioethanol Production by Enzymatic Hydrolysis from Different Lignocellulosic Sources. Molecules 2021, 26, 753. [Google Scholar] [CrossRef]
- Yi, T.; Zhao, H.; Mo, Q.; Pan, D.; Liu, Y.; Huang, L.; Xu, H.; Hu, B.; Song, H. From Cellulose to Cellulose Nanofibrils—A Comprehensive Review of the Preparation and Modification of Cellulose Nanofibrils. Materials 2020, 13, 5062. [Google Scholar] [CrossRef] [PubMed]
- Tyrka, M.; Nowak, M.; Misic, D.; Półbrat, T.; Koter, S.; Trusek, A.; Zizovic, I. Cellulose Acetate Membranes Modification by Aminosilane Grafting in Supercritical Carbon Dioxide towards Antibiofilm Properties. Membranes 2022, 12, 33. [Google Scholar] [CrossRef] [PubMed]
- Cichosz, S.; Masek, A.; Rylski, A. Cellulose Modification for Improved Compatibility with the Polymer Matrix: Mechanical Characterization of the Composite Material. Materials 2020, 13, 5519. [Google Scholar] [CrossRef] [PubMed]
- Liyanage, S.; Acharya, S.; Parajuli, P.; Shamshina, J.L.; Abidi, N. Production and Surface Modification of Cellulose Bioproducts. Polymers 2021, 13, 3433. [Google Scholar] [CrossRef]
- Wohlhauser, S.; Delepierre, G.; Labet, M.; Morandi, G.; Thielemans, W.; Weder, C.; Zoppe, J.O. Grafting Polymers from Cellulose Nanocrystals: Synthesis, Properties, and Applications. Macromolecules 2018, 51, 6157–6189. [Google Scholar] [CrossRef]
- Lee, H.Y.; Seok, J.H.; Lee, J.-C.; Lee, W.; Iwata, T. One-pot synthesis of cellulose ester–graft–polylactide copolymers in an ionic liquid and the effect of graft-chain composition on their thermoplasticities and enzymatic degradabilities. Polym. Degrad. Stab. 2023, 214, 110401. [Google Scholar] [CrossRef]
- An, L.; Perkins, P.; Yi, R.; Ren, T. Development of polylactic acid based antimicrobial food packaging films with N-halamine modified microcrystalline cellulose. Int. J. Biol. Macromol. 2023, 242, 124685. [Google Scholar] [CrossRef]
- Fang, H.-G.; Yang, K.-J.; Xie, Q.-Z.; Chen, X.; Wu, S.-L.; Ding, Y.-S. Influence of Interfacial Enantiomeric Grafting on Melt Rheology and Crystallization of Polylactide/Cellulose Nanocrystals Composites. Chin. J. Polym. Sci. 2022, 40, 93–106. [Google Scholar] [CrossRef]
- Taylor, M.; Alabdrabalameer, H.; Skoulou, V. Choosing Physical, Physicochemical and Chemical Methods of Pre-Treating Lignocellulosic Wastes to Repurpose into Solid Fuels. Sustainability 2019, 11, 3604. [Google Scholar] [CrossRef]
- Cichosz, S.; Masek, A. Drying of the Natural Fibers as A Solvent-Free Way to Improve the Cellulose-Filled Polymer Composite Performance. Polymers 2020, 12, 484. [Google Scholar] [CrossRef]
- Zheng, H.; Sun, Y.; Zheng, T.; Zeng, Y.; Fu, L.; Zhou, T.; Jia, F.; Xu, Y.; He, K.; Yang, Y. Effects of Shear Emulsifying/Ball Milling/Autoclave Modification on Structure, Physicochemical Properties, Phenolic Compounds, and Antioxidant Capacity of Lotus (Nelumbo) Leaves Dietary Fiber. Front. Nutr. 2023, 10, 1064662. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Yan, P.; Xu, Z.; Zhang, Z.C. The effect of mix-milling with P2O5 on cellulose physicochemical properties responsible for increased glucose yield. Carbohydr. Polym. 2021, 258, 117652. [Google Scholar] [CrossRef] [PubMed]
- Jacquet, N.; Vanderghem, C.; Danthine, S.; Quiévy, N.; Blecker, C.; Devaux, J.; Paquot, M. Influence of steam explosion on physicochemical properties and hydrolysis rate of pure cellulose fibers. Bioresour. Technol. 2012, 121, 221–227. [Google Scholar] [CrossRef]
- Tienne, L.G.P.; Cordeiro, S.B.; Brito, E.B.; Marques, M.F.V. Microcrystalline cellulose treated by steam explosion and used for thermo-mechanical improvement of polypropylene. J. Compos. Mater. 2020, 54, 3611–3624. [Google Scholar] [CrossRef]
- Muthamma, K.; Sunil, D. cellulose as an eco-friendly and sustainable material for optical anticounterfeiting applications: An up-to-date appraisal. ACS Omega 2022, 7, 42681–42699. [Google Scholar] [CrossRef]
- Duceac, I.A.; Tanasa, F.; Coseri, S. Selective oxidation of cellulose—A multitask platform with significant environmental impact. Materials 2022, 15, 5076. [Google Scholar] [CrossRef]
- Jimenez-Gutierrez, J.M.; Verlinden, R.A.J.; Van Der Meer, P.C.; Van Der Wielen, L.A.M.; Straathof, A.J.J. Liquid Hot Water Pretreatment of Lignocellulosic Biomass at Lab and Pilot Scale. Processes 2021, 9, 1518. [Google Scholar] [CrossRef]
- Cui, J.-Y.; Zhang, N.; Jiang, J.-C. Effects of Microwave-Assisted Liquid Hot Water Pretreatment on Chemical Composition and Structure of Moso Bamboo. Front. Bioeng. Biotechnol. 2021, 9, 821982. [Google Scholar] [CrossRef]
- Jiang, S.; Daly, H.; Xiang, H.; Yan, Y.; Zhang, H.; Hardacre, C.; Fan, X. Microwave-assisted catalyst-free hydrolysis of fibrous cellulose for deriving sugars and biochemicals. Front. Chem. Sci. Eng. 2018, 13, 718–726. [Google Scholar] [CrossRef]
- Santos, D.; Giacobe, K.; Silva, C.M.; Saldanha, L.F.; Martins, A.F.; Flores, E.M.M.; Bizzi, C.A. Ultrasound-Assisted Demineralization Process of Sugarcane Straw and Its Influence on the Further Biomass Conversion. Sustainability 2022, 14, 557. [Google Scholar] [CrossRef]
- Mazela, B.; Perdoch, W.; Peplińska, B.; Zieliński, M. Influence of Chemical Pre-Treatments and Ultrasonication on the Dimensions and Appearance of Cellulose Fibers. Materials 2020, 13, 5274. [Google Scholar] [CrossRef] [PubMed]
- Nadányi, R.; Ház, A.; Lisý, A.; Jablonský, M.; Šurina, I.; Majová, V.; Baco, A. Lignin Modifications, Applications, and Possible Market Prices. Energies 2022, 15, 6520. [Google Scholar] [CrossRef]
- Courtenay, J.C.; Sharma, R.I.; Scott, J.L. Recent Advances in Modified Cellulose for Tissue Culture Applications. Molecules 2018, 23, 654. [Google Scholar] [CrossRef] [PubMed]
- Montesantos, N.; Maschietti, M. Supercritical Carbon Dioxide Extraction of Lignocellulosic Bio-Oils: The Potential of Fuel Upgrading and Chemical Recovery. Energies 2020, 13, 1600. [Google Scholar] [CrossRef]
- Viñas-Ospino, A.; López-Malo, D.; Esteve, M.J.; Frígola, A.; Blesa, J. Green Solvents: Emerging Alternatives for Carotenoid Extraction from Fruit and Vegetable By-Products. Foods 2023, 12, 863. [Google Scholar] [CrossRef]
- Leszczyńska, A.; Radzik, P.; Szefer, E.; Mičušík, M.; Omastová, M.; Pielichowski, K. Surface Modification of Cellulose Nanocrystals with Succinic Anhydride. Polymers 2019, 11, 866. [Google Scholar] [CrossRef]
- Zhu, H.; Han, Z.; Cheng, J.-H.; Sun, D.-W. Modification of Cellulose from Sugarcane (Saccharum Officinarum) Bagasse Pulp by Cold Plasma: Dissolution, Structure and Surface Chemistry Analysis. Food Chem. 2022, 374, 131675. [Google Scholar] [CrossRef]
- Kang, H.; Liu, R.; Huang, Y. Graft Modification of Cellulose: Methods, Properties and Applications. Polymer 2015, 70, A1–A16. [Google Scholar] [CrossRef]
- Zhang, Z.; Sèbe, G.; Hou, Y.; Wang, J.; Huang, J.; Zhou, G. Grafting Polymers from Cellulose Nanocrystals via Surface-Initiated Atom Transfer Radical Polymerization. J. Appl. Polym. Sci. 2021, 138, 51458. [Google Scholar] [CrossRef]
- Sugiarto, S.; Leow, Y.; Tan, C.L.; Wang, G.; Kai, D. How far is Lignin from being a biomedical material? Bioact. Mater. 2022, 8, 71–94. [Google Scholar] [CrossRef]
- Wilczyński, K.; Nastaj, A.; Lewandowski, A.; Wilczyński, K.J.; Buziak, K. Fundamentals of Global Modeling for Polymer Extrusion. Polymers 2019, 11, 2106. [Google Scholar] [CrossRef]
- Dutta, N.; Usman, M.; Luo, G.; Zhang, S. An Insight into Valorization of Lignocellulosic Biomass by Optimization with the Combination of Hydrothermal (HT) and Biological Techniques: A Review. Sustain. Chem. 2022, 3, 35–55. [Google Scholar] [CrossRef]
- Komisarz, K.; Majka, T.M.; Pielichowski, K. Chemical and Physical Modification of Lignin for Green Polymeric Composite Materials. Materials 2023, 16, 16. [Google Scholar] [CrossRef]
- Shi, K.; Liu, G.; Sun, H.; Weng, Y. Polylactic Acid/Lignin Composites: A Review. Polymers 2023, 15, 2807. [Google Scholar] [CrossRef]
- Attia, A.A.M.; Abas, K.M.; Nada, A.A.A.; Shouman, M.A.H.; Šišková, A.O.; Mosnáček, J. Fabrication, modification, and characterization of lignin-based electrospun fibers derived from distinctive biomass sources. Polymers 2021, 13, 2277. [Google Scholar] [CrossRef] [PubMed]
- Nastaj, A.; Wilczyński, K. Optimization and Scale-Up for Polymer Extrusion. Polymers 2021, 13, 1547. [Google Scholar] [CrossRef] [PubMed]
- Forsgren, L.; Venkatesh, A.; Rigoulet, F.; Sahlin-Sjövold, K.; Westman, G.; Rigdahl, M.; Boldizar, A. Water-Assisted Extrusion and Injection Moulding of Composites with Surface-Grafted Cellulose Nanocrystals—An Upscaling Study. Compos. Part B Eng. 2021, 208, 108590. [Google Scholar] [CrossRef]
- Moreira, A.A.; De Carvalho, F.A.; Bilck, A.P.; De Paula, M.T.; Mali, S.; Yamashita, F.; De Oliveira, A.L.M. Tannin Improves the Processability and Delays the Biodegradability of Poly (Lactic Acid)-starch-based Thermoset Materials Produced by Injection Molding Made with Renewable Compounds. J. Appl. Polym. Sci. 2023, 140, e53815. [Google Scholar] [CrossRef]
- Da Silva, S.C.; Simões, B.M.; Yamashita, F.; de Carvalho, F.A. Compatibilizers for Biodegradable Starch and Poly (Lactic Acid) Materials Produced by Thermoplastic Injection. Res. Soc. Dev. 2022, 11, e476111436521. [Google Scholar] [CrossRef]
- Bortolatto, R.; Bittencourt, P.R.S.; Yamashita, F. Biodegradable Starch / Polyvinyl Alcohol Composites Produced by Thermoplastic Injection Containing Cellulose Extracted from Soybean Hulls (Glycine max L.). Ind. Crops Prod. 2022, 176, 114383. [Google Scholar] [CrossRef]
- De Carvalho, F.A.; Moreira, A.A.; De Oliveira, A.L.M.; Yamashita, F. Biodegradation of Poly(Lactic Acid)—Cassava Bagasse Composites Produced by Injection Molding. J. Appl. Polym. Sci. 2021, 138, 50667. [Google Scholar] [CrossRef]
- Finkeldey, F.; Volke, J.; Zarges, J.-C.; Heim, H.-P.; Wiederkehr, P. Learning Quality Characteristics for Plastic Injection Molding Processes Using a Combination of Simulated and Measured Data. J. Manuf. Process. 2020, 60, 134–143. [Google Scholar] [CrossRef]
- Fu, H.; Xu, H.; Liu, Y.; Yang, Z.; Kormakov, S.; Wu, D.; Sun, J. Overview of Injection Molding Technology for Processing Polymers and Their Composites. ES Mater. Manuf. 2020, 8, 3–23. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Nasiri, S. Injection Molding Manufacturing Process: Review of Case-Based Reasoning Applications. J. Intell. Manuf. 2020, 31, 847–864. [Google Scholar] [CrossRef]
- Tosello, G.; Charalambis, A.; Kerbache, L.; Mischkot, M.; Pedersen, D.B.; Calaon, M.; Hansen, H.N. Value Chain and Production Cost Optimization by Integrating Additive Manufacturing in Injection Molding Process Chain. Int. J. Adv. Manuf. Technol. 2019, 100, 783–795. [Google Scholar] [CrossRef]
- Spiering, T.; Kohlitz, S.; Sundmaeker, H.; Herrmann, C. Energy Efficiency Benchmarking for Injection Moulding Processes. Robot. Comput. Integr. Manuf. 2015, 36, 45–59. [Google Scholar] [CrossRef]
- Park, H.S.; Phuong, D.X.; Kumar, S. AI Based Injection Molding Process for Consistent Product Quality. Procedia Manuf. 2019, 28, 102–106. [Google Scholar] [CrossRef]
- He, H.; Xing, Y.; Wang, R.; Lu, Y.; Zhang, L.; Li, F. Optimization Design of Cooling System for Injection Molding Mold of Non-Pneumatic Tire. Therm. Sci. Eng. Prog. 2023, 42, 101866. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Nguyen, T.-D.; Zhu, Y.-J.; Lin, S.-X. Rapid Development of an Injection Mold with High Cooling Performance Using Molding Simulation and Rapid Tooling Technology. Micromachines 2021, 12, 311. [Google Scholar] [CrossRef] [PubMed]
- Park, H.-S.; Dang, X.-P.; Nguyen, D.-S.; Kumar, S. Design of Advanced Injection Mold to Increase Cooling Efficiency. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 7, 319–328. [Google Scholar] [CrossRef]
- Torres-Alba, A.; Mercado-Colmenero, J.M.; Diaz-Perete, D.; Martin-Doñate, C. A New Conformal Cooling Design Procedure for Injection Molding Based on Temperature Clusters and Multidimensional Discrete Models. Polymers 2020, 12, 154. [Google Scholar] [CrossRef] [PubMed]
- Cheng, C.-C.; Wu, Y.-L. Diagnosis of Multi-Stage Injection Molding Process by Ultrasonic Technology at a T-Shape Extension Nozzle. J. Mater. Process. Technol. 2020, 282, 116650. [Google Scholar] [CrossRef]
- Zhao, N.; Lian, J.; Wang, P.; Xu, Z. Recent Progress in Minimizing the Warpage and Shrinkage Deformations by the Optimization of Process Parameters in Plastic Injection Molding: A Review. Int. J. Adv. Manuf. Technol. 2022, 120, 85–101. [Google Scholar] [CrossRef] [PubMed]
- Selvaraj, S.K.; Raj, A.; Rishikesh Mahadevan, R.; Chadha, U.; Paramasivam, V. A Review on Machine Learning Models in Injection Molding Machines. Adv. Mater. Sci. Eng. 2022, 2022, e1949061. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Valino, A.D.; Souza, L.R.; Espera, A.H.; Chen, Q.; Advincula, R.C. Three-dimensional-printed molds and materials for injection molding and rapid tooling applications. MRS Commun. 2019, 9, 1267–1283. [Google Scholar] [CrossRef]
- Ramkumar, P.L.; Gupta, N.; Shukla, A.; Kumar, A. Bio-Polymer Selection for Injection Molding Process Using Multi Objective Optimization by Ratio Analysis Method. Mater. Today Proc. 2021, 45, 4447–4450. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.-M.; Bouvard, D.; Chaix, J.-M. Copper Extrusion 3D Printing Using Metal Injection Moulding Feedstock: Analysis of Process Parameters for Green Density and Surface Roughness Optimization. Addit. Manuf. 2021, 38, 101778. [Google Scholar] [CrossRef]
- Oliveira, G.H.M.; Maia, T.H.S.; Talabi, S.I.; Canto, L.B.; Lucas, A.A. Characterization of Cellulose Nano/Microfibril Reinforced Polypropylene Composites Processed via Solid-State Shear Pulverization. Polym. Compos. 2021, 42, 1371–1382. [Google Scholar] [CrossRef]
- Agüero, Á.; Garcia-Sanoguera, D.; Lascano, D.; Rojas-Lema, S.; Ivorra-Martinez, J.; Fenollar, O.; Torres-Giner, S. Evaluation of Different Compatibilization Strategies to Improve the Performance of Injection-Molded Green Composite Pieces Made of Polylactide Reinforced with Short Flaxseed Fibers. Polymers 2020, 12, 821. [Google Scholar] [CrossRef]
- Berzin, F.; Lemkhanter, L.; Marcuello, C.; Chabbert, B.; Aguié-Béghin, V.; Molinari, M.; Castellani, R.; Vergnes, B. Influence of the Polarity of the Matrix on the Breakage Mechanisms of Lignocellulosic Fibers during Twin-Screw Extrusion. Polym. Compos. 2020, 41, 1106–1117. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; González-López, M.E.; Martín del Campo, A.S.; Pérez-Fonseca, A.A. Lignocellulosic Materials as Reinforcement of Polyhydroxybutyrate and Its Copolymer with Hydroxyvalerate: A Review. J. Polym. Environ. 2021, 29, 1350–1364. [Google Scholar] [CrossRef]
- Dolçà, C.; Fages, E.; Gonga, E.; Garcia-Sanoguera, D.; Balart, R.; Quiles-Carrillo, L. The Effect of Varying the Amount of Short Hemp Fibers on Mechanical and Thermal Properties of Wood–Plastic Composites from Biobased Polyethylene Processed by Injection Molding. Polymers 2022, 14, 138. [Google Scholar] [CrossRef] [PubMed]
- Merijs-Meri, R.; Zicans, J.; Ivanova, T.; Bochkov, I.; Varkale, M.; Franciszczak, P.; Bledzki, A.K.; Danilovas, P.P.; Gravitis, J.; Rubenis, K.; et al. Development and Characterization of Grain Husks Derived Lignocellulose Filler Containing Polypropylene Composites. Polym. Eng. Sci. 2019, 59, 2467–2473. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Salinas, E. Mechanical, Thermal, Viscoelastic Performance and Product Application of PP- Rice Husk Colombian Biocomposites. Compos. Part B Eng. 2019, 176, 107135. [Google Scholar] [CrossRef]
- Soto-Salcido, L.A.; Anugwom, I.; Ballinas-Casarrubias, L.; Mänttäri, M.; Kallioinen, M. NADES-Based Fractionation of Biomass to Produce Raw Material for the Preparation of Cellulose Acetates. Cellulose 2020, 27, 6831–6848. [Google Scholar] [CrossRef]
- Tsegaye, B.; Ström, A.; Hedenqvist, M.S. Thermoplastic Lignocellulose Materials: A Review on Recent Advancement and Utilities. Carbohydr. Polym. Technol. Appl. 2023, 5, 100319. [Google Scholar] [CrossRef]
- Zarna, C.; Opedal, M.T.; Echtermeyer, A.T.; Chinga-Carrasco, G. Reinforcement Ability of Lignocellulosic Components in Biocomposites and Their 3D Printed Applications—A Review. Compos. Part C Open Access 2021, 6, 100171. [Google Scholar] [CrossRef]
- Domenek, S.; Berzin, F.; Ducruet, V.; Plessis, C.; Dhakal, H.; Richaud, E.; Beaugrand, J. Extrusion and Injection Moulding Induced Degradation of Date Palm Fibre—Polypropylene Composites. Polym. Degrad. Stab. 2021, 190, 109641. [Google Scholar] [CrossRef]
- Ortiz-Barajas, D.L.; Arévalo-Prada, J.A.; Fenollar, O.; Rueda-Ordóñez, Y.J.; Torres-Giner, S. Torrefaction of Coffee Husk Flour for the Development of Injection-Molded Green Composite Pieces of Polylactide with High Sustainability. Appl. Sci. 2020, 10, 6468. [Google Scholar] [CrossRef]
- Koffi, A.; Koffi, D.; Toubal, L. Mechanical Properties and Drop-Weight Impact Performance of Injection-Molded HDPE/Birch Fiber Composites. Polym. Test. 2021, 93, 106956. [Google Scholar] [CrossRef]
- Parres, F.; Peydro, M.A.; Juarez, D.; Arrieta, M.P.; Aldas, M. Study of the Properties of a Biodegradable Polymer Filled with Different Wood Flour Particles. Polymers 2020, 12, 2974. [Google Scholar] [CrossRef] [PubMed]
- Montanes, N.; Quiles-Carrillo, L.; Ferrandiz, S.; Fenollar, O.; Boronat, T. Effects of Lignocellulosic Fillers from Waste Thyme on Melt Flow Behavior and Processability of Wood Plastic Composites (WPC) with Biobased Poly(Ethylene) by Injection Molding. J. Polym. Environ. 2019, 27, 747–756. [Google Scholar] [CrossRef]
- Agüero, Á.; Lascano, D.; Garcia-Sanoguera, D.; Fenollar, O.; Torres-Giner, S. Valorization of Linen Processing By-Products for the Development of Injection-Molded Green Composite Pieces of Polylactide with Improved Performance. Sustainability 2020, 12, 652. [Google Scholar] [CrossRef]
- Berzin, F.; David, C.; Vergnes, B. Use of Flow Modeling to Optimize the Twin-Screw Extrusion Process for the Preparation of Lignocellulosic Fiber-Based Composites. Front. Mater. 2020, 7, 218. [Google Scholar] [CrossRef]
- Masanabo, M.A.; Tribot, A.; Luoma, E.; Sharmin, N.; Sivertsvik, M.; Emmambux, M.N.; Keränen, J. Faba Bean Lignocellulosic Sidestream as a Filler for the Development of Biodegradable Packaging. Polym. Test. 2023, 123, 108047. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-Based Biocomposites: Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef]
- Lamm, M.E.; Wang, L.; Kishore, V.; Tekinalp, H.; Kunc, V.; Wang, J.; Gardner, D.J.; Ozcan, S. Material Extrusion Additive Manufacturing of Wood and Lignocellulosic Filled Composites. Polymers 2020, 12, 2115. [Google Scholar] [CrossRef]
- Fal, J.; Bulanda, K.; Traciak, J.; Sobczak, J.; Kuzioła, R.; Grąz, K.M.; Budzik, G.; Oleksy, M.; Żyła, G. Electrical and Optical Properties of Silicon Oxide Lignin Polylactide (SiO2-L-PLA). Molecules 2020, 25, 1354. [Google Scholar] [CrossRef]
- Menta, V.G.K.; Tahir, I.; Abutunis, A. Effects of Blending Tobacco Lignin with HDPE on Thermal and Mechanical Properties. Materials 2022, 15, 4437. [Google Scholar] [CrossRef]
- Abdelwahab, M.A.; Misra, M.; Mohanty, A.K. Injection Molded Biocomposites from Polypropylene and Lignin: Effect of Compatibilizers on Interfacial Adhesion and Performance. Ind. Crops Prod. 2019, 132, 497–510. [Google Scholar] [CrossRef]
- Pregi, E.; Faludi, G.; Kun, D.; Móczó, J.; Pukánszky, B. Three-Component Polypropylene/Lignin/Flax Composites with High Natural Additive Content for Structural Applications. Ind. Crops Prod. 2022, 182, 114890. [Google Scholar] [CrossRef]
- Rojas-Lema, S.; Ivorra-Martinez, J.; Lascano, D.; Garcia-Garcia, D.; Balart, R. Improved Performance of Environmentally Friendly Blends of Biobased Polyethylene and Kraft Lignin Compatibilized by Reactive Extrusion with Dicumyl Peroxide. Macromol. Mater. Eng. 2021, 306, 2100196. [Google Scholar] [CrossRef]
- Younesi-Kordkheili, H.; Pizzi, A. Ionic Liquid- Modified Lignin as a Bio- Coupling Agent for Natural Fiber- Recycled Polypropylene Composites. Compos. Part B Eng. 2020, 181, 107587. [Google Scholar] [CrossRef]
- Aguilar, G.J.; Tapia-Blácido, D.R. Evaluating How Avocado Residue Addition Affects the Properties of Cassava Starch-Based Foam Trays. Int. J. Biol. Macromol. 2023, 240, 124348. [Google Scholar] [CrossRef] [PubMed]
- Rao, J.; Lv, Z.; Chen, G.; Peng, F. Hemicellulose: Structure, Chemical Modification, and Application. Prog. Polym. Sci. 2023, 140, 101675. [Google Scholar] [CrossRef]
- Martelli-Tosi, M.; Esposto, B.S.; Cristina da Silva, N.; Tapia-Blácido, D.R.; Jafari, S.M. 14—Reinforced Nanocomposites for Food Packaging. In Handbook of Food Nanotechnology; Jafari, S.M., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 533–574. ISBN 978-0-12-815866-1. [Google Scholar]
- Ochi, D.; Barbieri, D.; Reis, A.F.; Severino, P.; Venturini, A.C.; Pedroso Yoshida, C.M.; Souto, E.B.; da Silva, C.F. Chapter 1—Agro-Industrial Waste as Fillers for Green Composites. In Green Sustainable Process for Chemical and Environmental Engineering and Science; Inamuddin Altalhi, T., Alrooqi, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2023; pp. 1–26. ISBN 978-0-323-95183-8. [Google Scholar]
- Bruton, K.; Hazael, R.; Critchley, R.; Bloodworth-Race, S. Lignocellulosic Natural Fibers in Polymer Composite Materials: Benefits, Challenges and Applications. In Encyclopedia of Materials: Plastics and Polymers; Hashmi, M.S.J., Ed.; Elsevier: Oxford, UK, 2022; pp. 353–369. ISBN 978-0-12-823291-0. [Google Scholar]
- Ferreira, D.C.M.; Molina, G.; Pelissari, F.M. Biodegradable Trays Based on Cassava Starch Blended with Agroindustrial Residues. Compos. Part B Eng. 2020, 183, 107682. [Google Scholar] [CrossRef]
- Fuentes, R.A.; Berthe, J.A.; Barbosa, S.E.; Castillo, L.A. Development of Biodegradable Pots from Different Agroindustrial Wastes and Byproducts. Sustain. Mater. Technol. 2021, 30, e00338. [Google Scholar] [CrossRef]
- Cravo, J.C.M.; Sartori, D.L.; Fiorelli, J. 2—Agro-Industrial Waste Composites as Components for Rural Buildings. In Lignocellulosic Fibre and Biomass-Based Composite Materials; Jawaid, M., Paridah, M.T., Saba, N., Eds.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Sawston, UK, 2017; pp. 13–25. ISBN 978-0-08-100959-8. [Google Scholar]
- Terroba-Delicado, E.; Fiori, S.; Gomez-Caturla, J.; Montanes, N.; Sanchez-Nacher, L.; Torres-Giner, S. Valorization of Liquor Waste Derived Spent Coffee Grains for the Development of Injection-Molded Polylactide Pieces of Interest as Disposable Food Packaging and Serving Materials. Foods 2022, 11, 1162. [Google Scholar] [CrossRef]
- Dobrzyńska-Mizera, M.; Knitter, M.; Barczewski, M. Walnut Shells as a Filler for Polymeric Materials. Drew. Pr. Nauk. Doniesienia Komun. 2019, 62, 153–168. [Google Scholar] [CrossRef]
- Gomez-Caturla, J.; Balart, R.; Ivorra-Martinez, J.; Garcia-Garcia, D.; Dominici, F.; Puglia, D.; Torre, L. Biopolypropylene-Based Wood Plastic Composites Reinforced with Mango Peel Flour and Compatibilized with an Environmentally Friendly Copolymer from Itaconic Acid. ACS Appl. Polym. Mater. 2022, 4, 4398–4410. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, Ł.; Grochowicz, M. Artificial Ageing, Chemical Resistance, and Biodegradation of Biocomposites from Poly(Butylene Succinate) and Wheat Bran. Materials 2021, 14, 7580. [Google Scholar] [CrossRef]
- Lima, E.M.B.; Middea, A.; Neumann, R.; da Silva Moreira Thiré, R.M.; Pereira, J.F.; de Freitas, S.C.; Penteado, M.S.; Lima, A.M.; da Silva Minguita, A.P.; da Costa Mattos, M.; et al. Biocomposites of PLA and Mango Seed Waste: Potential Material for Food Packaging and a Technological Alternative to Reduce Environmental Impact. Starch Stärke 2021, 73, 2000118. [Google Scholar] [CrossRef]
- Bavasso, I.; Bracciale, M.P.; Sbardella, F.; Tirillò, J.; Sarasini, F.; Di Palma, L. Effect of Yerba Mate (Ilex paraguariensis) Residue and Coupling Agent on the Mechanical and Thermal Properties of Polyolefin-Based Composites. Polym. Compos. 2020, 41, 161–173. [Google Scholar] [CrossRef]
- Bordón, P.; Paz, R.; Peñalva, C.; Vega, G.; Monzón, M.; García, L. Biodegradable Polymer Compounds Reinforced with Banana Fiber for the Production of Protective Bags for Banana Fruits in the Context of Circular Economy. Agronomy 2021, 11, 242. [Google Scholar] [CrossRef]
- Boussetta, A.; Benhamou, A.A.; Barba, F.J.; Grimi, N.; Simirgiotis, M.J.; Moubarik, A. Effect of Cellulose Microfibers from Sugar Beet Pulp By-Product on the Reinforcement of HDPE Composites Prepared by Twin-screw Extrusion and Injection Molding. J. Bionic Eng. 2023, 20, 349–365. [Google Scholar] [CrossRef]
- Montava-Jordà, S.; Torres-Giner, S.; Ferrandiz-Bou, S.; Quiles-Carrillo, L.; Montanes, N. Development of Sustainable and Cost-Competitive Injection-Molded Pieces of Partially Bio-Based Polyethylene Terephthalate through the Valorization of Cotton Textile Waste. Int. J. Mol. Sci. 2019, 20, 1378. [Google Scholar] [CrossRef] [PubMed]
- Gigante, V.; Seggiani, M.; Cinelli, P.; Signori, F.; Vania, A.; Navarini, L.; Amato, G.; Lazzeri, A. Utilization of Coffee Silverskin in the Production of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) Biopolymer-Based Thermoplastic Biocomposites for Food Contact Applications. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106172. [Google Scholar] [CrossRef]
- Pawlak, F.; Aldas, M.; Parres, F.; López-Martínez, J.; Arrieta, M.P. Silane-Functionalized Sheep Wool Fibers from Dairy Industry Waste for the Development of Plasticized PLA Composites with Maleinized Linseed Oil for Injection-Molded Parts. Polymers 2020, 12, 2523. [Google Scholar] [CrossRef]
- Suffo, M.; de la Mata, M.; Molina, S.I. A Sugar-Beet Waste Based Thermoplastic Agro-Composite as Substitute for Raw Materials. J. Clean. Prod. 2020, 257, 120382. [Google Scholar] [CrossRef]
- Amena, B.T.; Altenbach, H.; Tibba, G.S.; Hossain, N. Investigation of Mechanical Properties of Coffee Husk-HDPE-ABS Polymer Composite Using Injection-Molding Method. J. Compos. Sci. 2022, 6, 354. [Google Scholar] [CrossRef]
- Farhadi, S.; Javanmard, M. Mechanical and Physical Properties of Polyethylene/Sour Cherry Shell Powder Bio-Composite as Potential Food Packaging. Food Sci. Nutr. 2021, 9, 3071–3077. [Google Scholar] [CrossRef]
- Reinaldo, J.S.; Milfont, C.H.R.; Gomes, F.P.C.; Mattos, A.L.A.; Medeiros, F.G.M.; Lopes, P.F.N.; Filho, M.d.s.M.S.; Matsui, K.N.; Ito, E.N. Influence of Grape and Acerola Residues on the Antioxidant, Physicochemical and Mechanical Properties of Cassava Starch Biocomposites. Polym. Test. 2021, 93, 107015. [Google Scholar] [CrossRef]
- Anuar, H.; Rashid, S.M.S.A.; Nordin, N.M.; Ali, F.; Buys, Y.F.; Thomas, S.; Nasir, N.A.M.; Asri, S.E.A.M. Potential of fabrication of durian skin fiber biocomposites for food packaging application through the electricity impact analysis. IIUM Eng. J. 2021, 22, 294–305. [Google Scholar] [CrossRef]
- Suaduang, N.; Ross, S.; Ross, G.M.; Wangsoub, S.; Mahasaranon, S. The Physical and Mechanical Properties of Biocomposite Films Composed of Poly(Lactic Acid) with Spent Coffee Grounds. Key Eng. Mater. 2019, 824, 87–93. [Google Scholar] [CrossRef]
- Yang, S.; Bai, S.; Wang, Q. Sustainable Packaging Biocomposites from Polylactic Acid and Wheat Straw: Enhanced Physical Performance by Solid State Shear Milling Process. Compos. Sci. Technol. 2018, 158, 34–42. [Google Scholar] [CrossRef]
- Abotbina, W.; Sapuan, S.M.; Ilyas, R.A.; Sultan, M.T.H.; Alkbir, M.F.M. Preparation and Characterization of Black Seed/Cassava Bagasse Fiber-Reinforced Cornstarch-Based Hybrid Composites. Sustainability 2022, 14, 12042. [Google Scholar] [CrossRef]
- Travalini, A.P.; Lamsal, B.; Magalhães, W.L.E.; Demiate, I.M. Cassava Starch Films Reinforced with Lignocellulose Nanofibers from Cassava Bagasse. Int. J. Biol. Macromol. 2019, 139, 1151–1161. [Google Scholar] [CrossRef]
- da Silva, D.J.; de Oliveira, M.M.; Wang, S.H.; Carastan, D.J.; Rosa, D.S. Designing Antimicrobial Polypropylene Films with Grape Pomace Extract for Food Packaging. Food Packag. Shelf Life 2022, 34, 100929. [Google Scholar] [CrossRef]
- Berthet, M.-A.; Angellier-Coussy, H.; Chea, V.; Guillard, V.; Gastaldi, E.; Gontard, N. Sustainable Food Packaging: Valorising Wheat Straw Fibres for Tuning PHBV-Based Composites Properties. Compos. Part A Appl. Sci. Manuf. 2015, 72, 139–147. [Google Scholar] [CrossRef]
- Bascón-Villegas, I.; Pereira, M.; Espinosa, E.; Sánchez-Gutiérrez, M.; Rodríguez, A.; Pérez-Rodríguez, F. A New Eco-Friendly Packaging System Incorporating Lignocellulose Nanofibres from Agri-Food Residues Applied to Fresh-Cut Lettuce. J. Clean. Prod. 2022, 372, 133597. [Google Scholar] [CrossRef]
- Gomez-Caturla, J.; Ivorra-Martinez, J.; Quiles-Carrillo, L.; Balart, R.; Garcia-Garcia, D.; Dominici, F.; Puglia, D.; Torre, L. Improvement of the Barrier and Mechanical Properties of Environmentally Friendly Mango Kernel Flour/Glycerol Films by Varying the Particle Size of Mango Kernel Flour. Ind. Crops Prod. 2022, 188, 115668. [Google Scholar] [CrossRef]
- Torres-León, C.; Vicente, A.A.; Flores-López, M.L.; Rojas, R.; Serna-Cock, L.; Alvarez-Pérez, O.B.; Aguilar, C.N. Edible Films and Coatings Based on Mango (Var. Ataulfo) by-Products to Improve Gas Transfer Rate of Peach. LWT 2018, 97, 624–631. [Google Scholar] [CrossRef]
- Da Silva, A.P.; de Paula Pereira, M.; Passador, F.R.; Montagna, L.S. PLA/Coffee Grounds Composites: A Study of Photodegradation and Biodegradation in Soil. Macromol. Symp. 2020, 394, 2000091. [Google Scholar] [CrossRef]
- Ounkaew, A.; Kasemsiri, P.; Kamwilaisak, K.; Saengprachatanarug, K.; Mongkolthanaruk, W.; Souvanh, M.; Pongsa, U.; Chindaprasirt, P. Polyvinyl Alcohol (PVA)/Starch Bioactive Packaging Film Enriched with Antioxidants from Spent Coffee Ground and Citric Acid. J. Polym. Environ. 2018, 26, 3762–3772. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Peponi, L.; López, D.; Fernández-García, M. Recovery of Yerba Mate (Ilex paraguariensis) Residue for the Development of PLA-Based Bionanocomposite Films. Ind. Crops Prod. 2018, 111, 317–328. [Google Scholar] [CrossRef]
- Srivastava, K.R.; Singh, M.K.; Mishra, P.K.; Srivastava, P. Pretreatment of Banana Pseudostem Fibre for Green Composite Packaging Film Preparation with Polyvinyl Alcohol. J. Polym. Res. 2019, 26, 95. [Google Scholar] [CrossRef]
- Benítez, A.N.; Monzón, M.D.; Angulo, I.; Ortega, Z.; Hernández, P.M.; Marrero, M.D. Treatment of Banana Fiber for Use in the Reinforcement of Polymeric Matrices. Measurement 2013, 46, 1065–1073. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khazaeian, A.; Tabarsa, T. The Potential for Using Walnut (Juglans regia L.) Shell as a Raw Material for Wood-Based Particleboard Manufacturing. Compos. Part B Eng. 2012, 43, 3276–3280. [Google Scholar] [CrossRef]
- Orue, A.; Eceiza, A.; Arbelaiz, A. The Use of Alkali Treated Walnut Shells as Filler in Plasticized Poly(Lactic Acid) Matrix Composites. Ind. Crops Prod. 2020, 145, 111993. [Google Scholar] [CrossRef]
- Orue, A.; Eceiza, A.; Arbelaiz, A. Preparation and Characterization of Poly(Lactic Acid) Plasticized with Vegetable Oils and Reinforced with Sisal Fibers. Ind. Crops Prod. 2018, 112, 170–180. [Google Scholar] [CrossRef]
- Aldas Carrasco, M.F.; Rouault, N.J.; Ferri Azor, J.M.; López-Martínez, J.; Samper Madrigal, M.D. A New Bio-Based Fibre-Reinforced Polymer Obtained from Sheep Wool Short Fibres and PLA. Green Mater. 2020, 8, 79–91. [Google Scholar] [CrossRef]
- Conzatti, L.; Giunco, F.; Stagnaro, P.; Patrucco, A.; Tonin, C.; Marano, C.; Rink, M.; Marsano, E. Wool Fibres Functionalised with a Silane-Based Coupling Agent for Reinforced Polypropylene Composites. Compos. Part A Appl. Sci. Manuf. 2014, 61, 51–59. [Google Scholar] [CrossRef]
- Wang, L.; Huang, S.; Wang, Y. Recycling of Waste Cotton Textile Containing Elastane Fibers through Dissolution and Regeneration. Membranes 2022, 12, 355. [Google Scholar] [CrossRef]
- Shen, Z.; Ghasemlou, M.; Kamdem, D.P. Development and Compatibility Assessment of New Composite Film Based on Sugar Beet Pulp and Polyvinyl Alcohol Intended for Packaging Applications. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]



| Application | Matrix | Reinforcing Material | Processing Method | Coupling Agent | Improved Properties | Ref. |
|---|---|---|---|---|---|---|
| Seedling tubes | PLA | Cassava bagasse | Extrusion and IM | - | Increased biodegradability | [132] |
| Food-serving utensils and tableware | PLA | Spent coffee grounds | Extrusion and IM | Oligomers of lactic acid (OLAs) | Tensile strength ductility and thermal stability | [183] |
| Masking panels, fiberboards, and plywood | PP | Walnut shells | Twin-screw extrusion and IM | MAPP | Thermal stability | [184] |
| Floors, doors, and furniture | BioPP | Mango peel flour | Reactive extrusion and IM | PP-g-IA and DCP | Elongation at break and thermal stability | [185] |
| Bio packaging materials, and food films | PBSA/PHBV | Faba bean stems and pods | Twin-screw extrusion and IM | - | Mechanical and barrier | [166] |
| Pellets (for packaging and disposable utensils) | PBS | Raw wheat bran | Extrusion | - | Increased biodegradability | [186] |
| Rigid food packaging | PLA | Mango seeds | Extrusion and IM | - | Mechanical and barrier | [187] |
| Thermoplastic composite products | HDPE | Yerba mate | Extrusion and IM | MAPE | Tensile strength and modulus | [188] |
| Protective bags for banana fruits | Mater-Bi | Banana fiber | Twin-screw extrusion and film blowing/IM | - | Flexibility and mechanical properties | [189] |
| Bio composites | PP | Bagasse cane | Twin-screw extrusion and IM | SEBS-g-MA | Yung’s modulus, tensile strength, and hardness | [190] |
| Rigid food packaging | Bio PET | Recycled cotton fibers | Twin-screw extrusion and IM | - | Elasticity, hardness, and thermal stability | [191] |
| Coffee capsules | PHBV/ATBC/CaCO3 | Coffee silverskin | Melt extrusion and IM | - | Elastic modulus, crystallinity, and biodegradability | [192] |
| Industrial materials | PLA/MLO | Sheep wool fibers | Extrusion and IM | TVS silane | Matrix/reinforcement interaction | [193] |
| Packaging products | LLDPE | Carbocal | Extrusion and IM | - | Mechanical and rheological | [194] |
| Food packaging and industrial applications | HDPE | Coffee husk | Extrusion and IM | Acrilonitrilo butadieno estireno (ABS) | Tensile modulus, tensile strength, and melting temperature | [195] |
| Food stretch film, food shrink film, and bags of fruit | PE | Sour cherry shell powder | Single-screw extrusion with blowing die film | Maleic anhydride polyethylene | Mechanical and moisture absorption | [196] |
| Flexible bioactive packaging | Starch/glycerol/water | Acerola residue | Extrusion and IM | - | Antioxidant characteristics | [197] |
| Rigid bioactive packaging | Starch/glycerol/water | Grape skin | Extrusion and IM | - | Antioxidant characteristic | [197] |
| Biodegradable food packaging | PLA | Durian skin fiber | Extrusion and IM | - | Biodegradability | [198] |
| Agricultural film products | PLA | Spent coffee grounds | Twin-screw extruder and blow film extrusion | - | Flow rate increasing and viscosity decreasing | [199] |
| Fruit and vegetable packaging | PLA | Wheat straw | Twin-screw extrusion and IM | - | Flexural modulus and mechanical and thermal performance | [200] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pacheco, A.; Evangelista-Osorio, A.; Muchaypiña-Flores, K.G.; Marzano-Barreda, L.A.; Paredes-Concepción, P.; Palacin-Baldeón, H.; Dos Santos, M.S.N.; Tres, M.V.; Zabot, G.L.; Olivera-Montenegro, L. Polymeric Materials Obtained by Extrusion and Injection Molding from Lignocellulosic Agroindustrial Biomass. Polymers 2023, 15, 4046. https://doi.org/10.3390/polym15204046
Pacheco A, Evangelista-Osorio A, Muchaypiña-Flores KG, Marzano-Barreda LA, Paredes-Concepción P, Palacin-Baldeón H, Dos Santos MSN, Tres MV, Zabot GL, Olivera-Montenegro L. Polymeric Materials Obtained by Extrusion and Injection Molding from Lignocellulosic Agroindustrial Biomass. Polymers. 2023; 15(20):4046. https://doi.org/10.3390/polym15204046
Chicago/Turabian StylePacheco, Ada, Arian Evangelista-Osorio, Katherine Gabriela Muchaypiña-Flores, Luis Alejandro Marzano-Barreda, Perla Paredes-Concepción, Heidy Palacin-Baldeón, Maicon Sérgio Nascimento Dos Santos, Marcus Vinícius Tres, Giovani Leone Zabot, and Luis Olivera-Montenegro. 2023. "Polymeric Materials Obtained by Extrusion and Injection Molding from Lignocellulosic Agroindustrial Biomass" Polymers 15, no. 20: 4046. https://doi.org/10.3390/polym15204046
APA StylePacheco, A., Evangelista-Osorio, A., Muchaypiña-Flores, K. G., Marzano-Barreda, L. A., Paredes-Concepción, P., Palacin-Baldeón, H., Dos Santos, M. S. N., Tres, M. V., Zabot, G. L., & Olivera-Montenegro, L. (2023). Polymeric Materials Obtained by Extrusion and Injection Molding from Lignocellulosic Agroindustrial Biomass. Polymers, 15(20), 4046. https://doi.org/10.3390/polym15204046