
Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications

 , , ,
, , ,
Abstract
:1. Introduction
- -
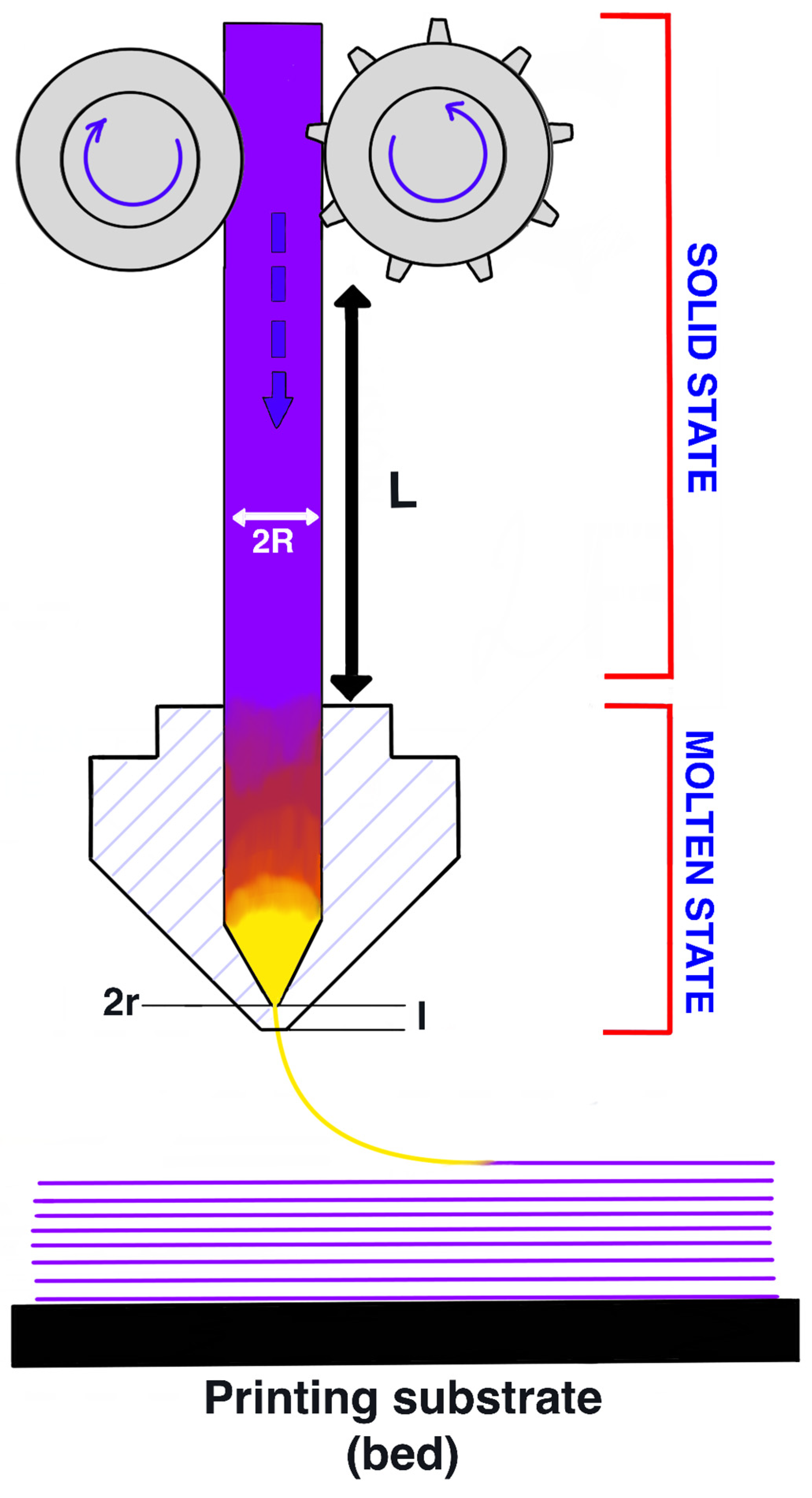
- Firstly, the material must exit the die of a certain diameter with a given volumetric velocity. Obviously, this parameter depends on the melt viscosity (η) at a given printing temperature (Tp) and shear rate (γ);
- -
- Secondly, it is necessary that after laying on the working table, the material maintains a certain height (thickness) and geometry (semi-rectangular), which depends on the surface energy (γse) and melt density (ρ);
- -
- Thirdly, the laid layer should serve as a reliable support for the subsequent layer, which creates a certain pressure on it. The degree of deformation of the laid layer from the subsequent one (preferably < 10%) depends on the viscoelastic properties of the material, i.e., on the ratio of loss modulus (E″) and accumulation modulus (E′) under printing conditions. In addition, in order to realize the possibility of obtaining objects with complex geometry and varying degrees of filling, the material must provide overlapping of the rasters without sagging and also not deform under the force of the flow when laying the next layer, especially when the flow is reoriented, which also depends on the viscoelastic properties;
- -
- Fourthly, the integrity and accuracy of the geometry of the entire structure must be maintained. Different shrinkage of the layers can cause a violation of the geometry of the entire construction object, or residual stresses can find a way out through the formation of a local crack.
2. Materials and Methods
3. Results and Discussion
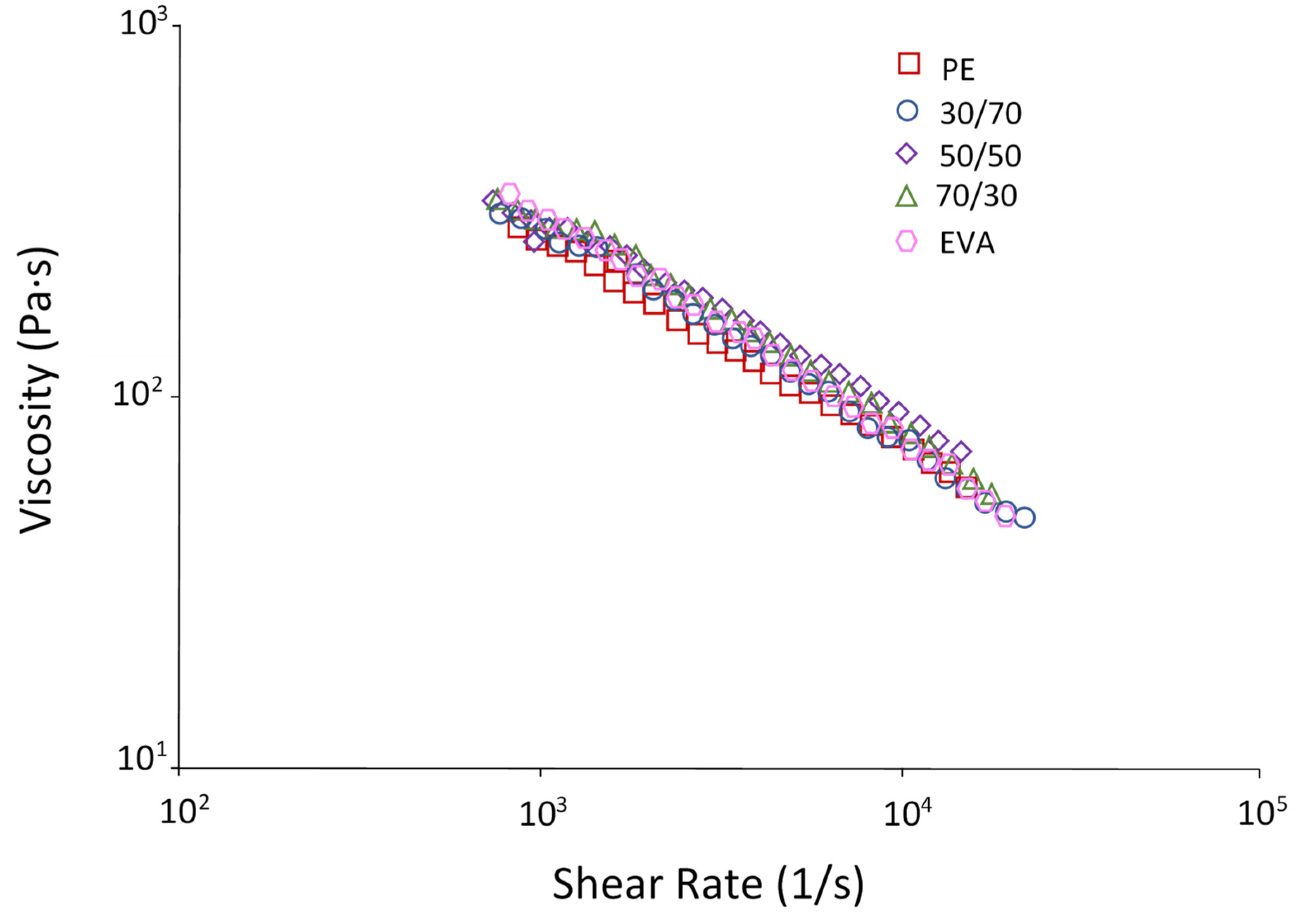
3.1. Rheological Properties
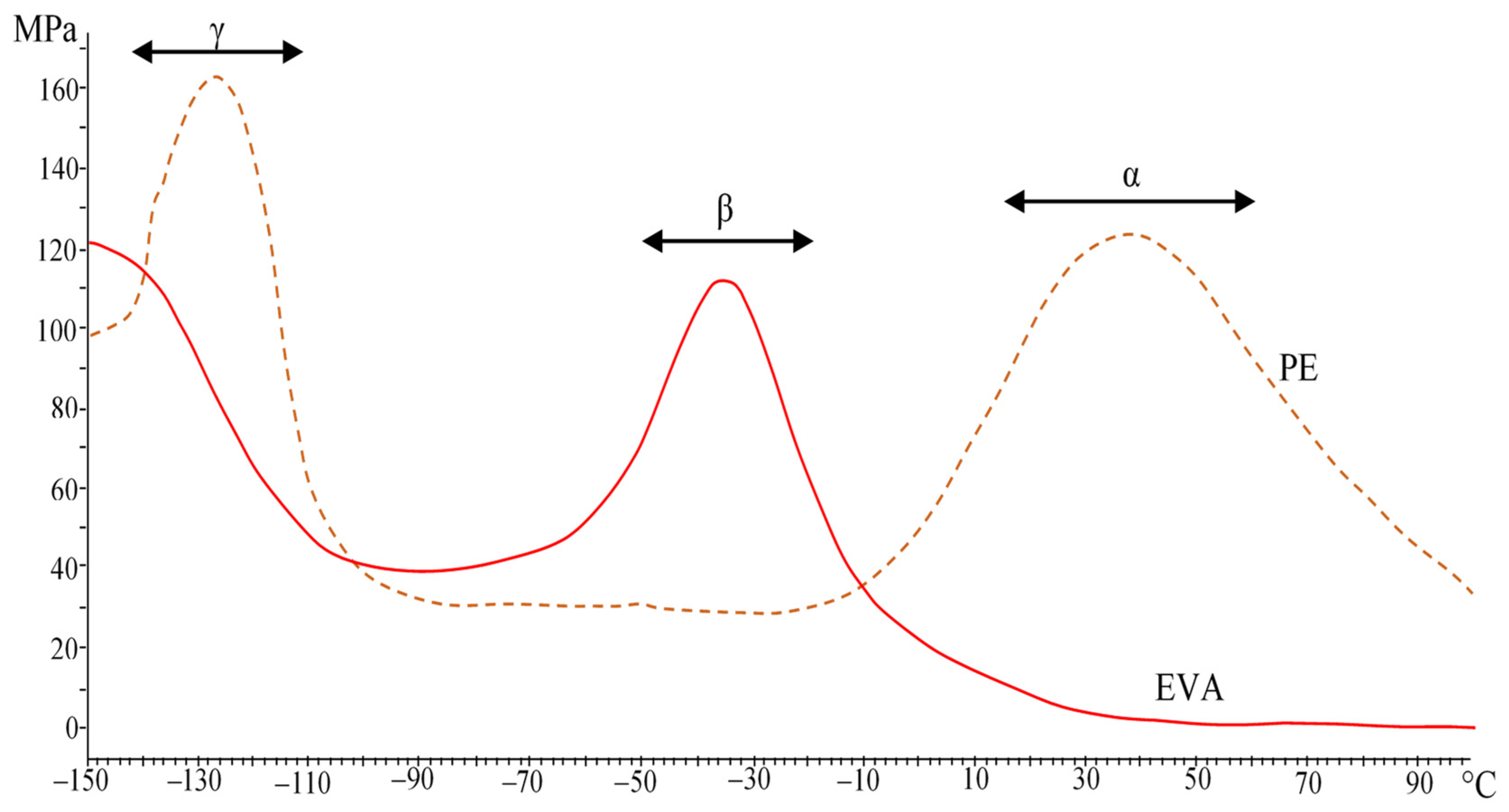
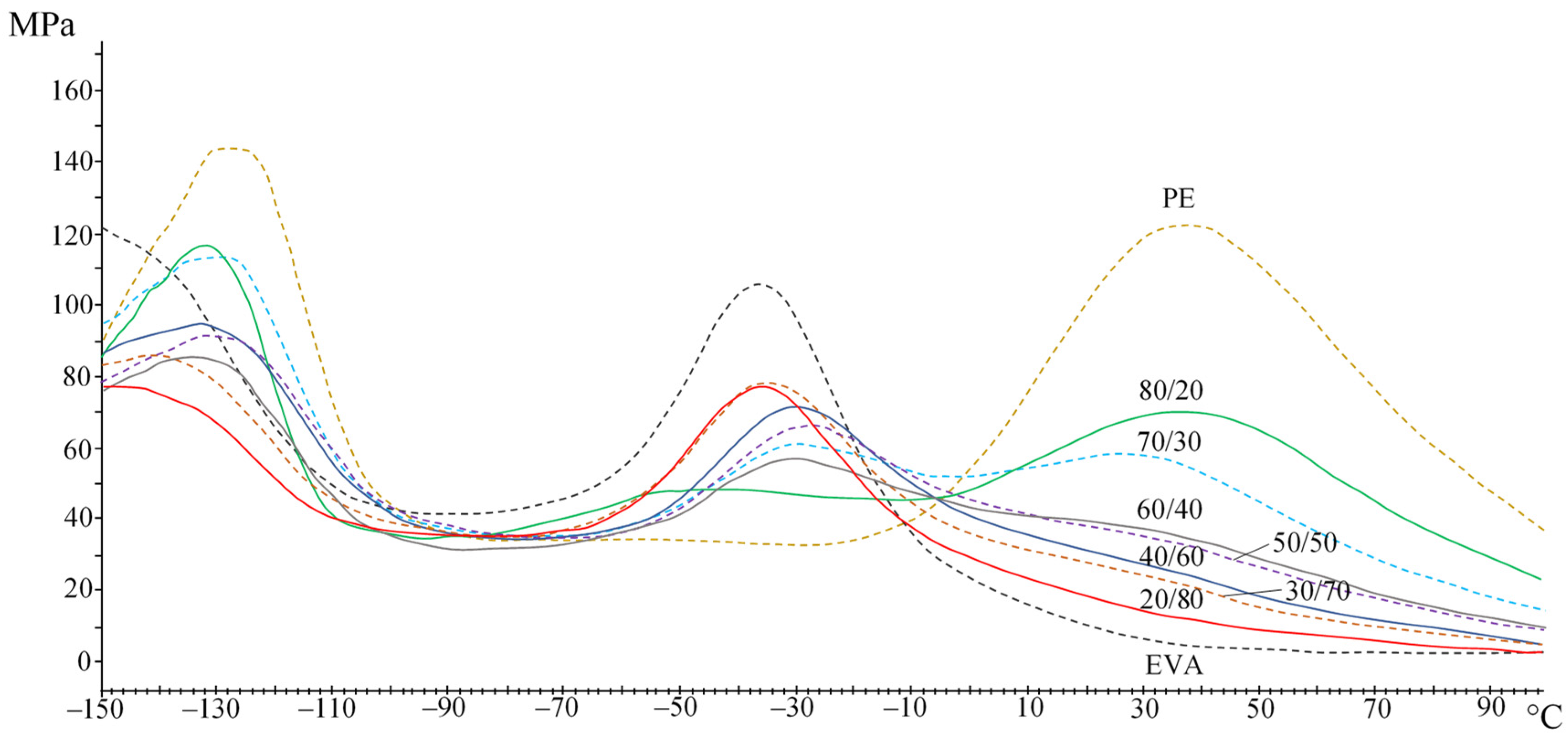
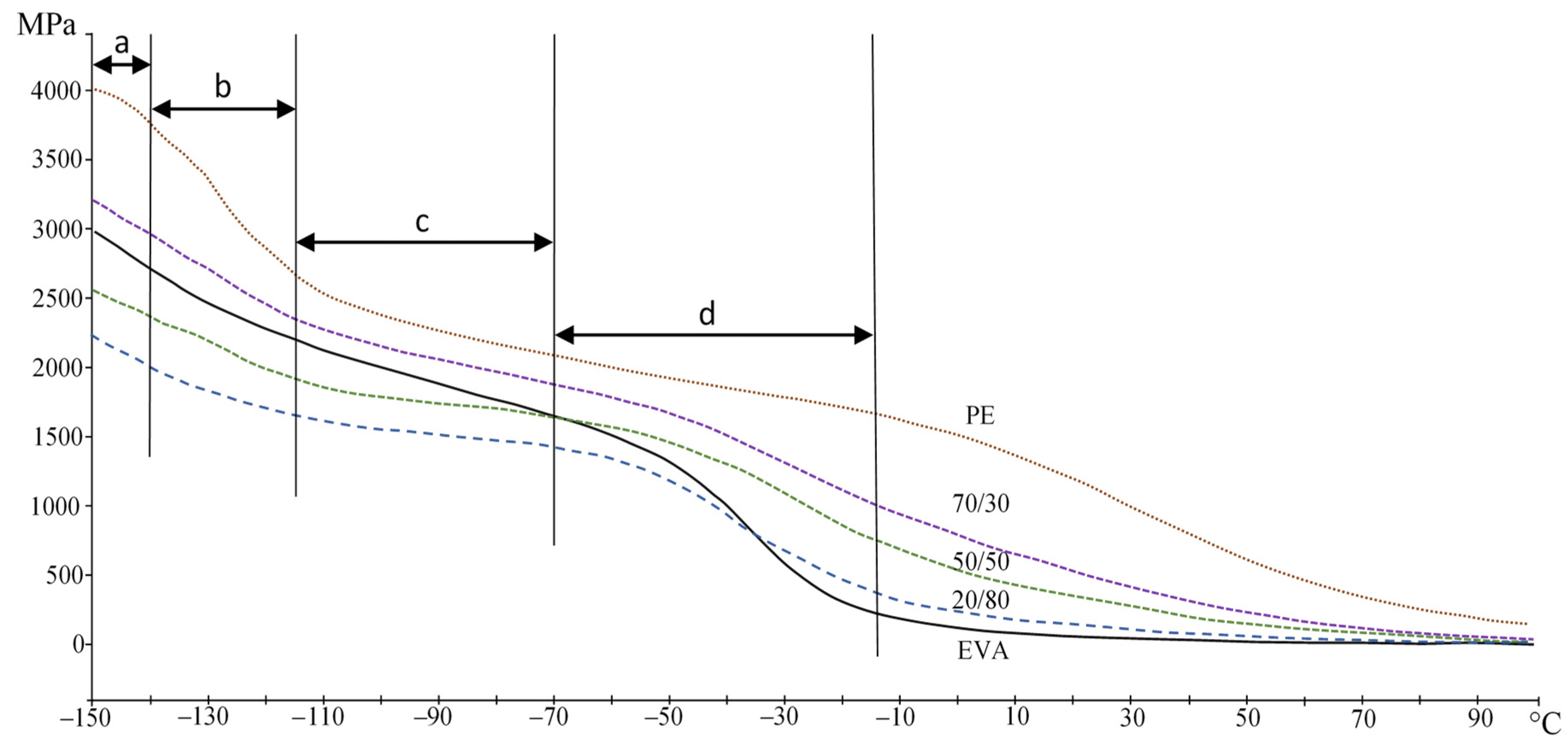
3.2. Viscoelastic Properties
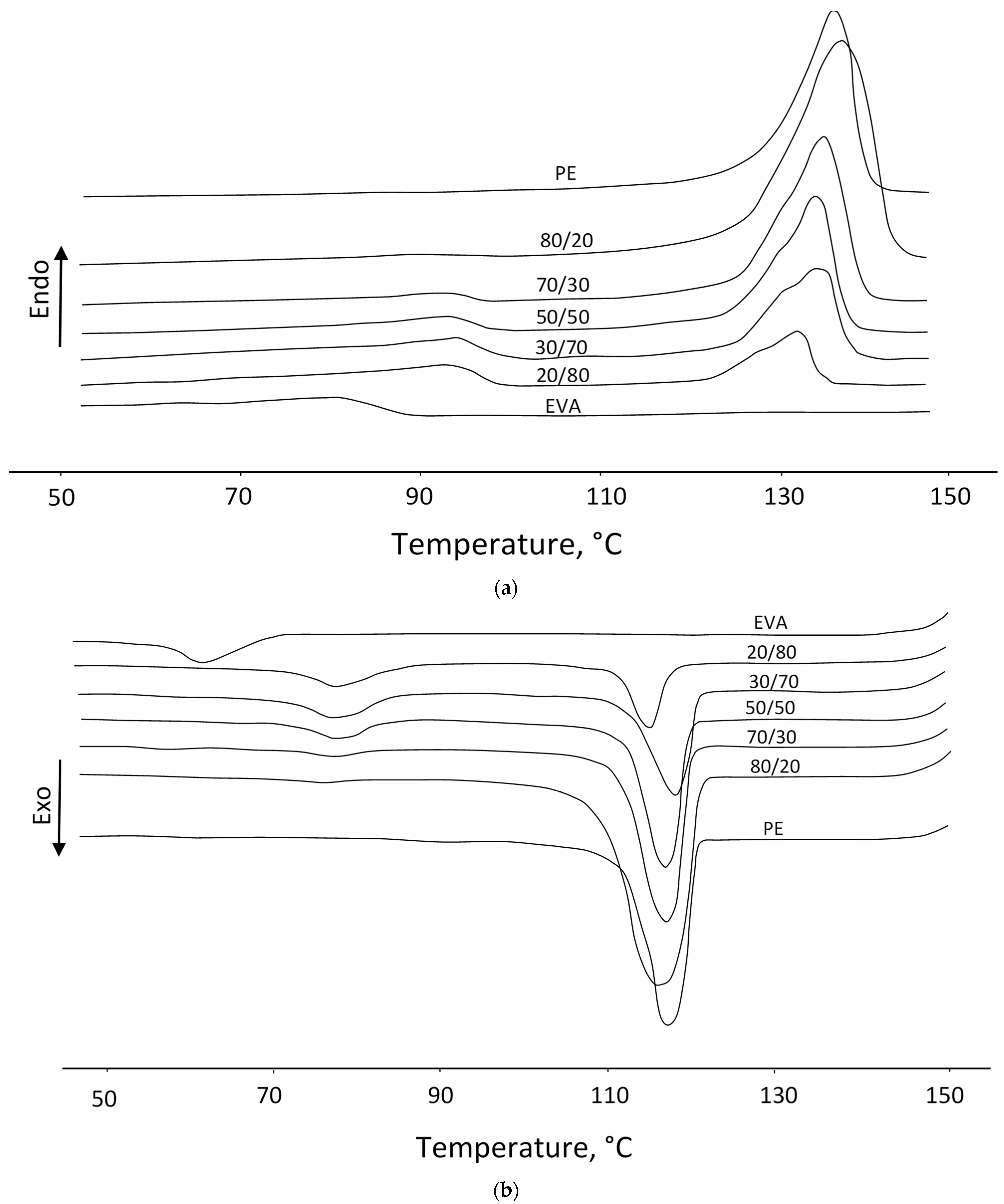
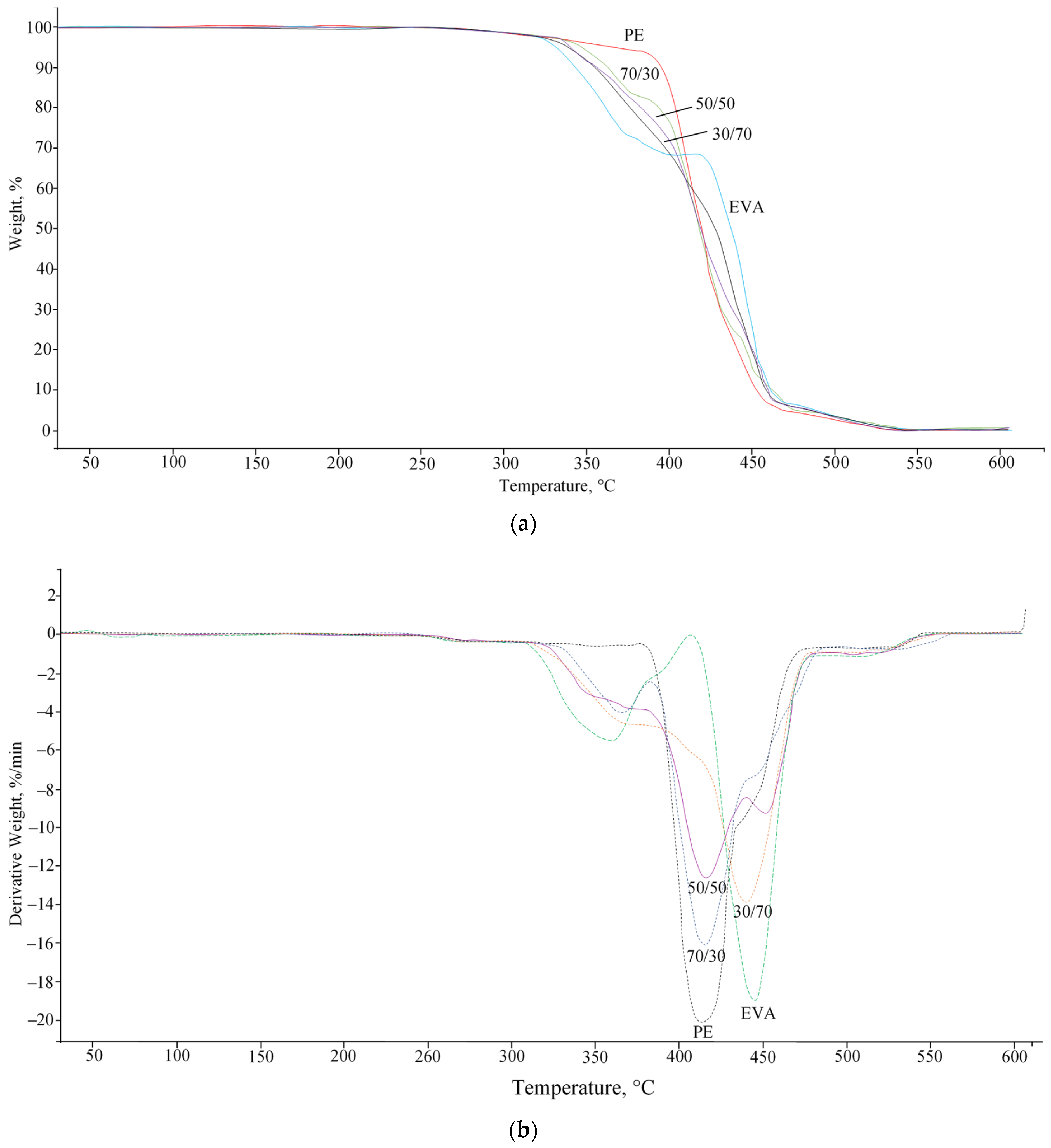
3.3. Thermal Properties
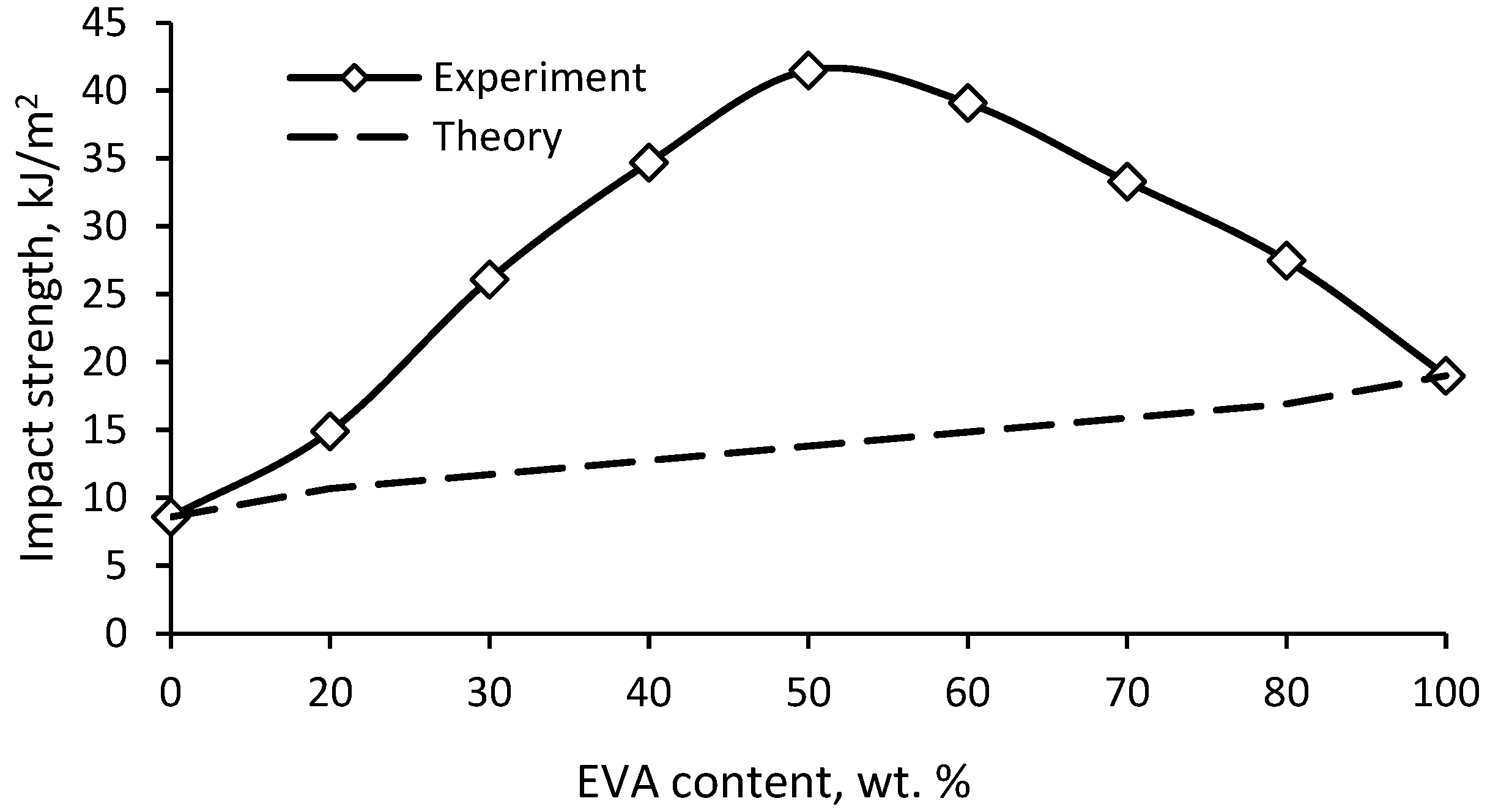
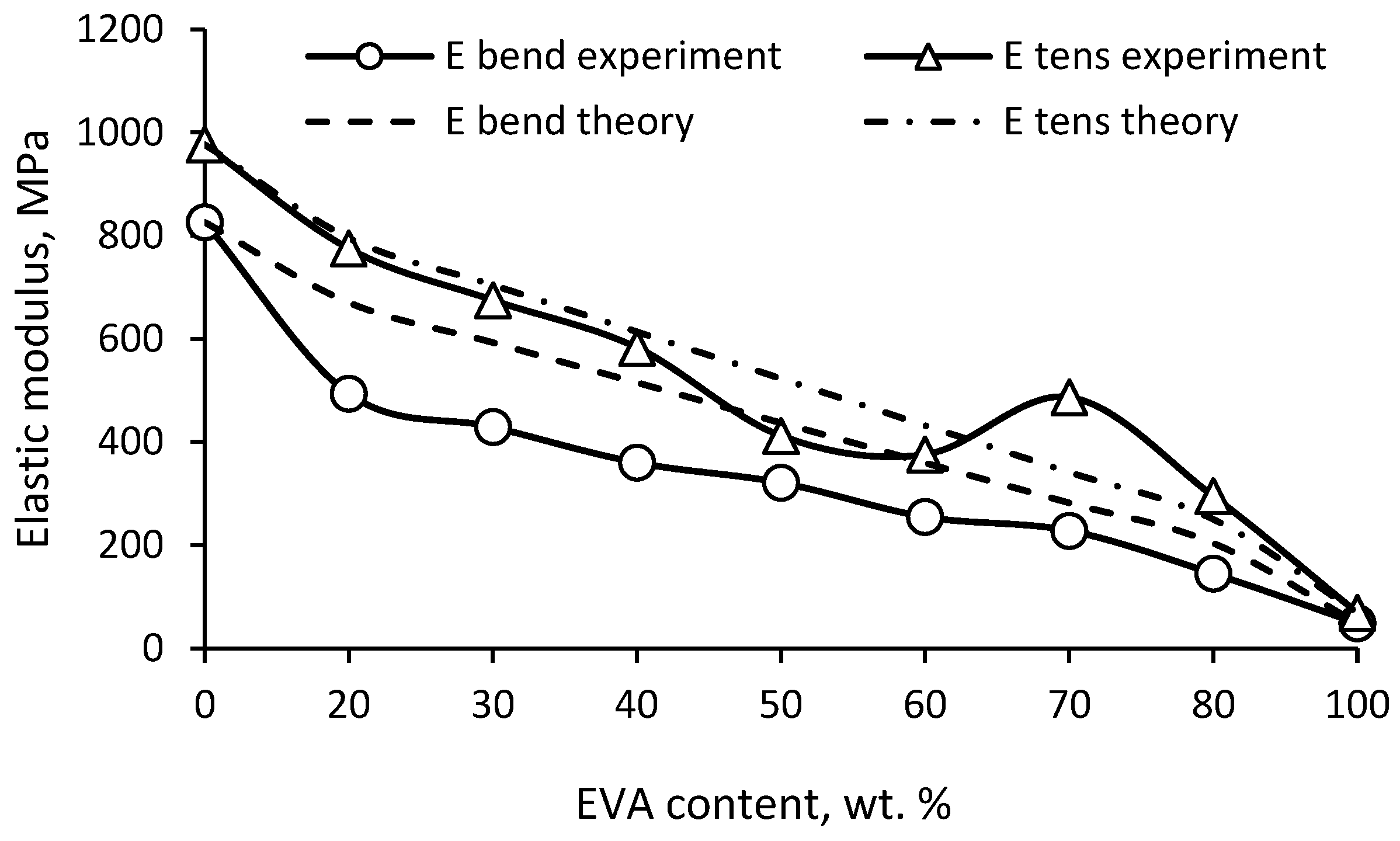
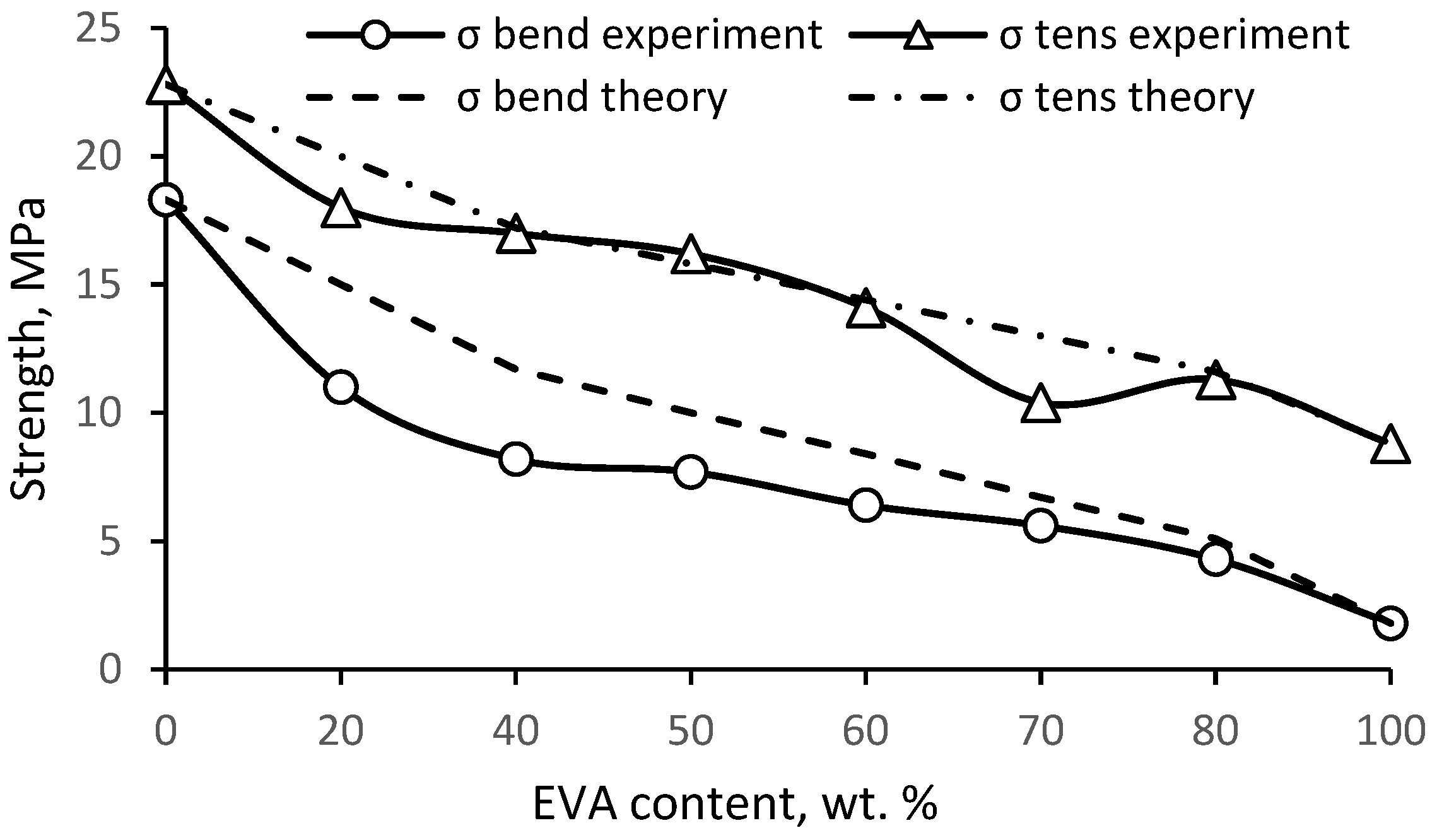
3.4. Mechanical Properties
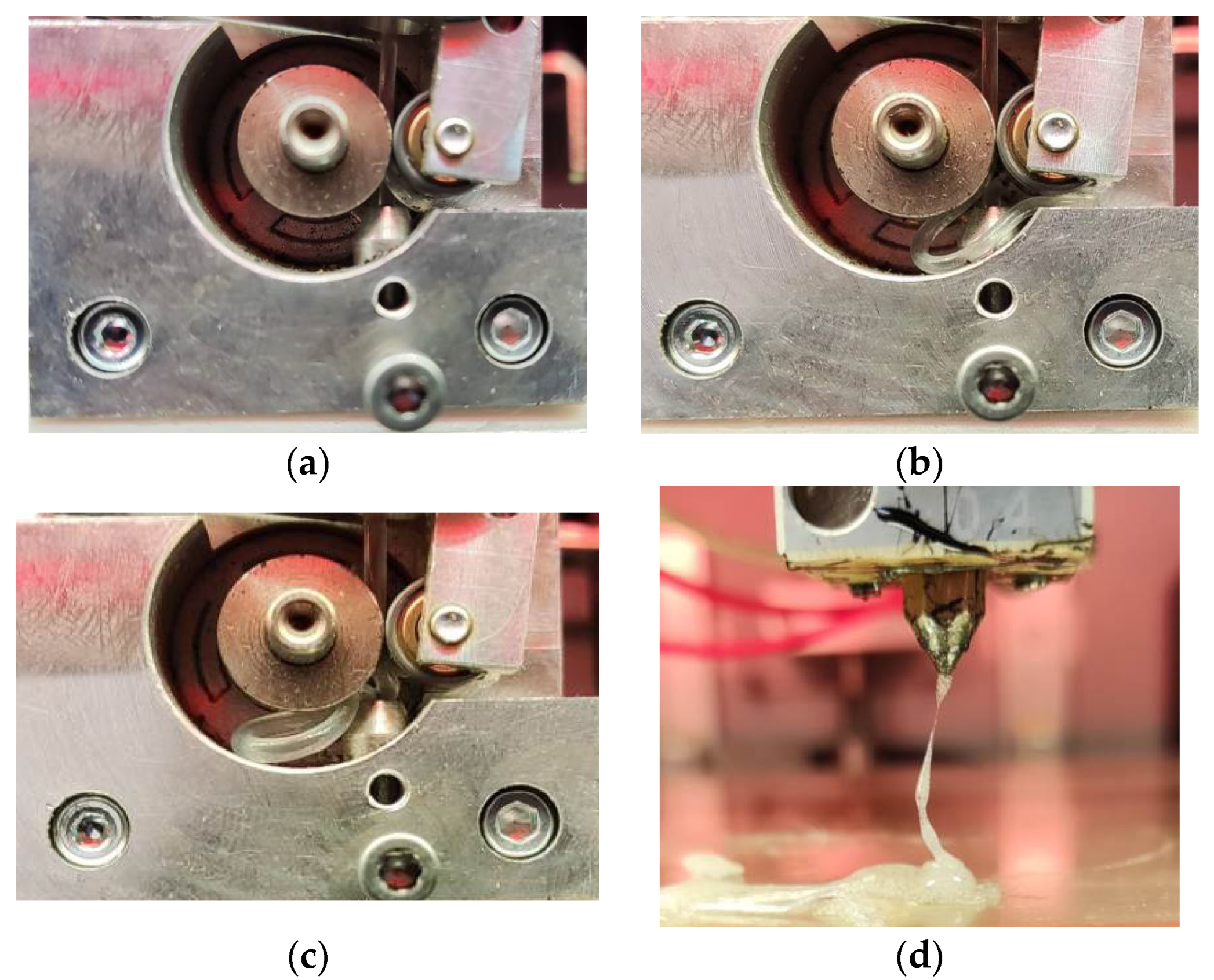
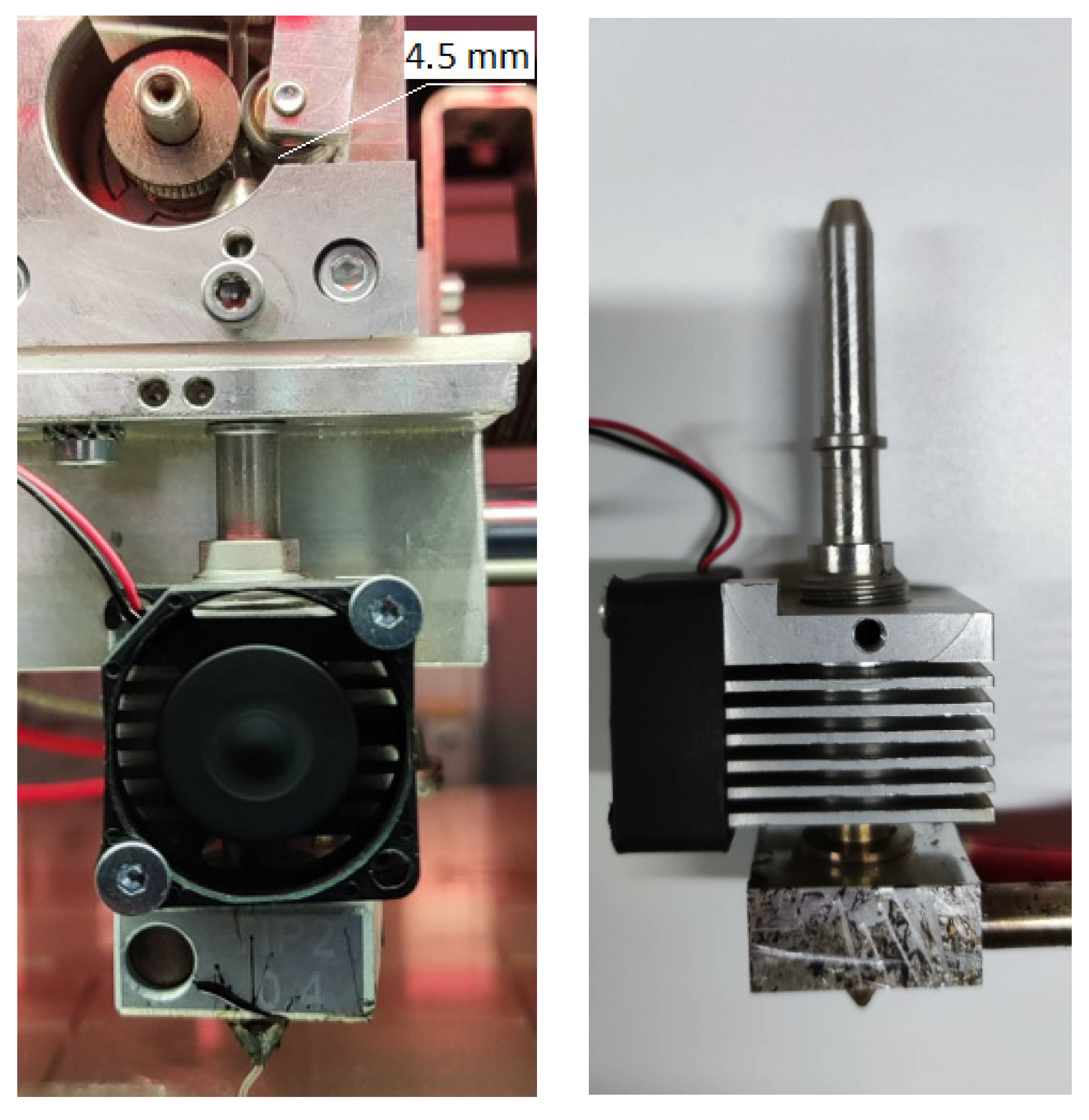
3.5. Filament Making and 3D Printing
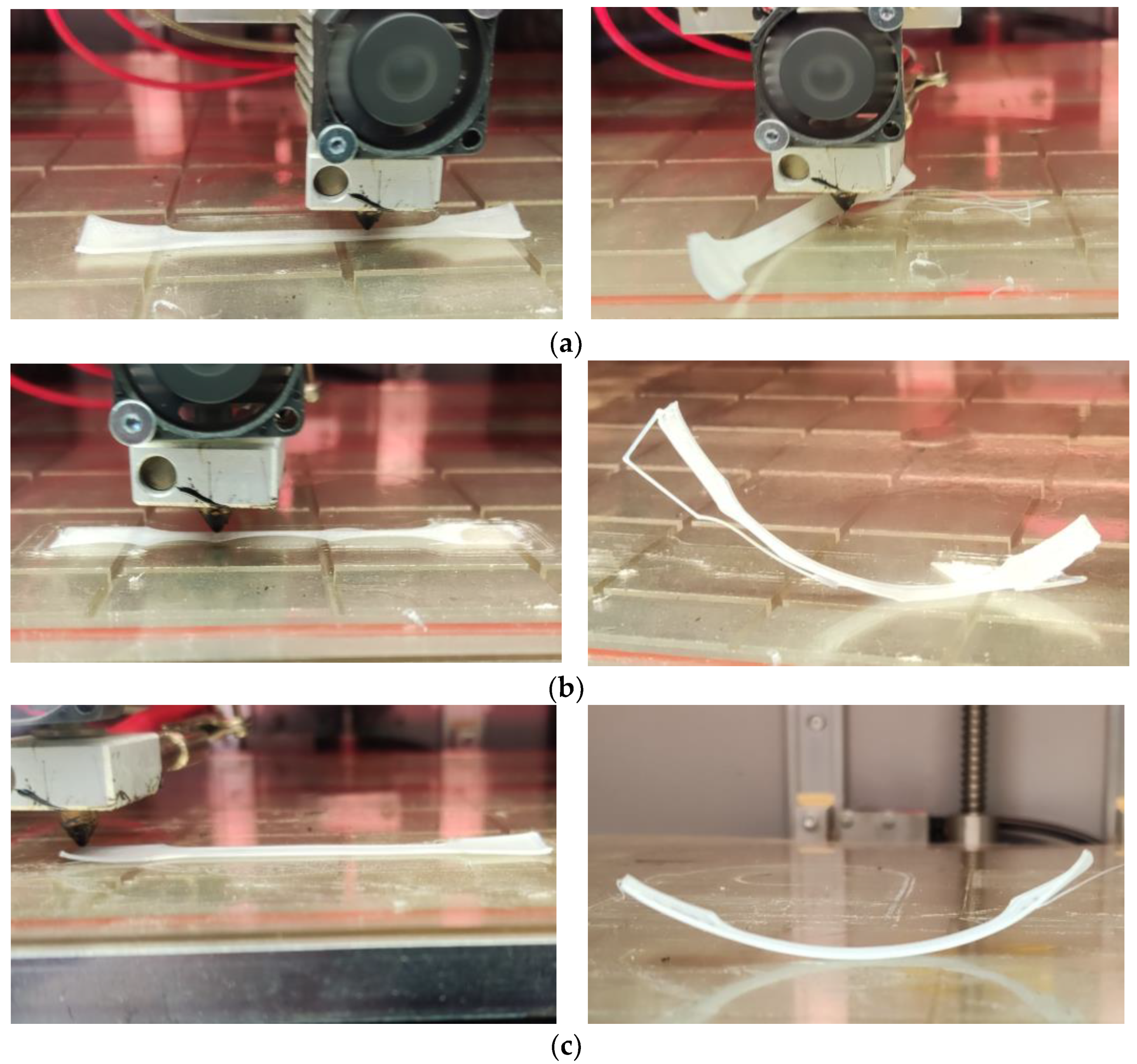
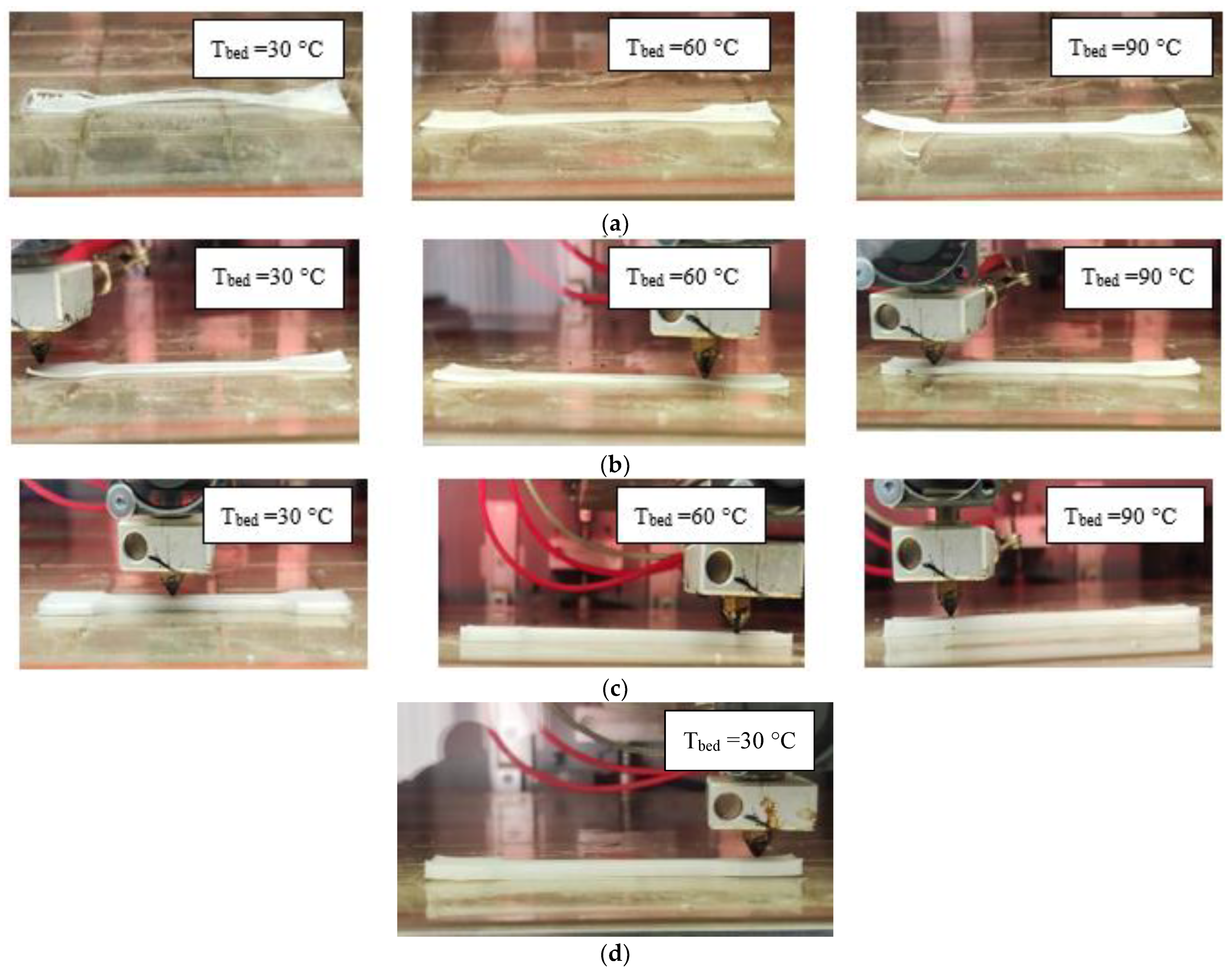
3.6. Warping of 3D Printed Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Phan, D.D.; Swain, Z.R.; Michael, E. Rheological and heat transfer effects in fused filament fabrication Mackay. J. Rheol. 2018, 62, 1097. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashania, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Patel, R.; Desai, C.; Kushwah, S.; Mangrola, M.H. A review article on FDM process parameters in 3D printing for composite materials. Mater. Today Proc. 2022, 60, 2162–2166. [Google Scholar] [CrossRef]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material extrusion-based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef]
- Duty, C.; Ajinjeru, C.; Kishore, V.; Compton, B.; Hmeidat, N.; Chen, X.; Liu, P.; Hassen, A.A.; Lindahl, J.; Kunc, V. What makes a material printable? A viscoelastic model for extrusion-based 3D printing of polymers. J. Manuf. Process 2018, 35, 526–537. [Google Scholar] [CrossRef]
- Schirmeister, C.G.; Hees, T.; Licht, E.H.; Mulhaupt, R. 3D printing of high density polyethylene by fused filament fabrication. Addit. Manuf. 2019, 28, 152–159. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef]
- Wang, L.; Sanders, J.E.; Gardner, D.J.; Han, Y. Effect of fused deposition modeling process parameters on the mechanical properties of a filled polypropylene. Prog. Addit. Manuf. 2018, 3, 205–214. [Google Scholar] [CrossRef]
- Wang, L.; Gardner, D.J. Effect of Fused Modeling Processing Parameters on Impact Strength of Cellular Polypropylene. Polymer 2017, 113, 74–80. [Google Scholar] [CrossRef]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Traxler, G.; Cardon, L.; Holzer, C.; Sapkota, J. Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Compos. A Appl. Sci. Manuf. 2018, 113, 95–104. [Google Scholar] [CrossRef]
- Jin, M.; Neuber, C.; Schmidt, H.-W. Tailoring polypropylene for extrusion-based additive manufacturing. Addit. Manuf. 2020, 33, 101101. [Google Scholar] [CrossRef]
- Kablov, E.N.; Kondrashov, S.V.; Melnikov, A.A.; Pavlenko, S.A.; Guseva, M.A.; Pykhtin, A.A.; Larionov, S.A. Investigation of the influence of the thermal regime of FDM printing on the structuring and warping of polyethylene samples. Trudi VIAM 2021, 7, 48–58. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Maniadi, A.; Papadakis, V.; Manousaki, A. MEX 3D Printed HDPE/TiO2 Nanocomposites Physical and Mechanical Properties Investigation. J. Compos. Sci. 2022, 6, 209. [Google Scholar] [CrossRef]
- Bedi, P.; Singh, R.; Ahuja, I. Investigations for tool life of 3D printed HDPE and LDPE composite based rapid tooling for thermoplastics machining applications. Eng. Res. Express 2019, 1, 015003. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, S.; Bedi, P.; Hashmi, M.S.J. On SiC/Al2O3 reinforced HDPE 3D printed rapid tooling Mater. Today 2020, 33, 1483–1487. [Google Scholar] [CrossRef]
- Chatkunakasem, P.; Luangjuntawong, P.; Pongwisuthiruchte, A.; Aumnate, C.; Potiyaraj, P. Tuning of HDPE Properties for 3D Printing 2018. Key Eng. Mater. 2018, 773, 67–71. [Google Scholar] [CrossRef]
- Barvinsky, I.A.; Barvinskaya, I.E. Problems of polymeric materials injection molding: Short shot. Polymer Mater. 2011, 1, 42–46. [Google Scholar]
- Khonakdar, H.A.; Wagenknecht, U.; Jafari, S.H.; Hassler, R.; Eslami, H. Dynamic Mechanical Properties and Morphology of Polyethylene/Ethylene Vinyl Acetate Copolymer Blends. Adv. Polym. Technol. 2004, 23, 307–315. [Google Scholar] [CrossRef]
- Laredoa, E.; Suareza, N.; Belloa, A.; Rojas de Ga´scueb, B.; Gomezb, M.A.; Fatoub, J.M.G. α, β and γ relaxations of functionalized HD polyethylene: A TSDC and a mechanical study. Polymer 1999, 40, 6405–6416. [Google Scholar] [CrossRef]
- El-Taweel, S.H.; Stoll, B.; Schick, C. Crystallization kinetics and miscibility of blends of polyhydroxybutyrate (PHB) with ethylene vinyl acetate copolymers (EVA). e-Polymers 2011, 11, 18. [Google Scholar] [CrossRef]
- Wang, K.; Deng, Q. The Thermal and Mechanical Properties of Poly(ethylene-co-vinyl acetate) Random Copolymers (PEVA) and its Covalently Crosslinked Analogues (cPEVA). Polymers 2019, 11, 1055. [Google Scholar] [CrossRef]
- Chen, Y.; Zou, H.; Liang, M.; Cao, Y. Melting and crystallization behavior of partially miscible high density polyethylene/ethylene vinyl acetate copolymer (HDPE/EVA) blends. Thermochim. Acta 2014, 586, 1–8. [Google Scholar] [CrossRef]
- Faker, M.; Razavi Aghjeh, M.K.; Ghaffari, M.; Seyyedi, S.A. Rheology, morphology and mechanical properties of polyethylene/ethylene vinyl acetate copolymer (PE/EVA) blends. Eur. Polym. J. 2008, 44, 1834–1842. [Google Scholar] [CrossRef]
- Sefadi, J.S.; Luyt, A.S. Morphology and properties of EVA/emptyfruit bunch composites. J. Thermoplast. Compos. Mater. 2012, 25, 895–914. [Google Scholar] [CrossRef]
- Calafel, I.; Aguirresarobe, R.H.; Peñas, M.I.; Santamaria, A.; Tierno, M.; Conde, J.I.; Pascual, B. Searching for Rheological Conditions for FFF 3D Printing with PVC Based Flexible Compounds. Materials 2020, 13, 178. [Google Scholar] [CrossRef] [PubMed]
- Bertolino, M.; Battegazzore, D.; Arrigo, R.; Frache, A. Designing 3D printable polypropylene: Material and process optimization through rheology. Addit. Manuf. 2021, 40, 101944. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PE/EVA Ratio | |
|---|---|
| 100/0 | 0.688 |
| 80/20 | 0.715 |
| 70/30 | 0.686 |
| 30/70 | 0.658 |
| 20/80 | 0.615 |
| 0/100 | 0.585 |
| PE/EVA Ratio | Temperature Transition, °C | ||
|---|---|---|---|
| γ | β | α | |
| 100/0 | −130.4 | - | 36.4 |
| 80/20 | −132.4 | (−26.2) | 37.2 |
| 70/30 | −127.0 | −28.9 | 26.0 |
| 60/40 | −131.7 | −29.9 | 16.2 |
| 50/50 | −133.1 | −30.7 | 17.4 |
| 40/60 | −136.0 | −32.6 | (15.0) |
| 30/70 | −135.4 | −33.1 | (14.9) |
| 20/80 | −137.7 | −34.2 | - |
| 0/100 | −143.0 | −36.0 | - |
| PE/EVA Ratio | Tm, °C | Tcr, °C | X, % | |||
|---|---|---|---|---|---|---|
| PE | EVA | PE | EVA | PE | EVA | |
| 100/0 | 135.9 | - | 117.4 | - | 63.7 | - |
| 80/20 | 136.6 | 90.8 | 116.0 | 76.4 | 63.8 | 1.9 |
| 70/30 | 134.6 | 92.3 | 117.1 | 77.2 | 60.1 | 4.5 |
| 50/50 | 134.0 | 93.1 | 117.0 | 77.8 | 53.2 | 5.5 |
| 30/70 | 134.2 | 93.2 | 118.2 | 78.0 | 56.0 | 5.3 |
| 20/80 | 131.8 | 92.6 | 114.9 | 78.1 | 56.6 | 7.0 |
| 0/100 | - | 81.2 | - | 62.0 | - | 1.9 |
| PE/EVA Ratio | Tcr (Max), °C | Tcr (Onset), °C | ΔHcr, J/g | t½, s | K, J/g/s | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| PE | EVA | PE | EVA | PE | EVA | PE | EVA | PE | EVA | |
| 100/0 | 117.4 | - | 122.5 | - | 194.3 | - | 30.6 | - | 3.2 | - |
| 80/20 | 116.0 | 76.4 | 122.5 | 82.9 | 157.6 | 2.3 | 39.0 | 39.0 | 2.0 | 0.03 |
| 70/30 | 117.1 | 77.1 | 122.1 | 85.8 | 130.8 | 7.5 | 30.0 | 52.2 | 2.2 | 0.07 |
| 50/50 | 117.0 | 77.8 | 122.0 | 87.6 | 80.5 | 13.0 | 30.0 | 58.8 | 1.3 | 0.11 |
| 30/70 | 118.2 | 78.0 | 122.0 | 89.0 | 53.9 | 17.2 | 22.8 | 66.0 | 1.2 | 0.13 |
| 20/80 | 114.9 | 78.1 | 121.8 | 89.2 | 34.0 | 22.7 | 41.4 | 66.6 | 0.4 | 0.17 |
| 0/100 | - | 62.1 | - | 74.0 | - | 16.6 | - | 71.4 | - | 0.12 |
| PE/EVA Ratio | T5%, °C | T10%, °C | T50%, °C |
|---|---|---|---|
| 100/0 | 368.8 | 395.7 | 418.9 |
| 80/20 | 351.5 | 364.0 | 432.4 |
| 70/30 | 346.9 | 363.0 | 417.9 |
| 50/50 | 341.2 | 357.5 | 418.5 |
| 30/70 | 339.6 | 355.5 | 429.1 |
| 20/80 | 340.9 | 353.0 | 425.1 |
| 0/100 | 331.6 | 343.2 | 437.3 |
| PE/EVA Ratio | Extrusion Temperature, °C | Diameter of Filaments, mm | Ovality, mm | |
|---|---|---|---|---|
| D1 | D2 | (D1 − D2) | ||
| 100/0 | 180 | 1.93 ± 0.07 | 1.69 ± 0.07 | 0.24 |
| 70/30 | 175 | 1.72 ± 0.05 | 1.66 ± 0.03 | 0.06 |
| 50/50 | 175 | 1.73 ± 0.05 | 1.68 ± 0.05 | 0.05 |
| 30/70 | 175 | 1.71 ± 0.04 | 1.61 ± 0.05 | 0.10 |
| 20/80 | 175 | 1.91 ± 0.05 | 1.70 ± 0.05 | 0.21 |
| 0/100 | 165 | 1.75 ± 0.07 | 1.66 ± 0.07 | 0.09 |
| PE/EVA Ratio | , s−1 | , Pa·s | K, MPa | , MPa | , MPa | Lcr, mm | |
|---|---|---|---|---|---|---|---|
| 100/0 | 1.3 × 104 | 0.438 | 60 | 665.0 | 1.09 | 6.2 | 14.2 |
| 80/20 | 1.3 × 104 | 0.442 | 60 | 539.0 | 0.83 | 6.2 | 12.8 |
| 70/30 | 1.3 × 104 | 0.433 | 62 | 527.3 | 0.76 | 6.4 | 12.5 |
| 50/50 | 1.3 × 104 | 0.514 | 75 | 445.5 | 0.65 | 7.7 | 10.4 |
| 30/70 | 1.3 × 104 | 0.452 | 58 | 259.5 | 0.36 | 6.0 | 9.0 |
| 20/80 | 1.3 × 104 | 0.454 | 60 | 170.0 | 0.28 | 6.2 | 7.2 |
| 0/100 | 1.4 × 104 | 0.408 | 60 | 51.5 | 0.07 | 6.2 | 3.8 |
| PE/EVA Ratio | Bed Temperature, °C | Extrusion Temperature, °C | Filament Buckling | Printability | Number of Layers before Separation | Warping (DP), mm |
|---|---|---|---|---|---|---|
| 100/0 | 30 | 200 | No | No | 5 | 12.5 |
| 60 | No | No | 2 | 16.8 | ||
| 90 | No | No | 2 | 14.7 | ||
| 70/30 | 30 | 200 | No | No | 1 | 3.2 |
| 60 | No | 2 | 3.4 | |||
| 90 | No | 3 | 4.3 | |||
| 50/50 | 30 | 200 | No | No | 2 | 4.9 |
| 60 | No | 4 | 3.1 | |||
| 90 | Poor | 8 | 3.0 | |||
| 30/70 | 30 | 200 | No | Yes | No separation | 0.34 |
| 60 | Yes | No separation | 0.25 | |||
| 90 | Yes | No separation | 0.29 | |||
| 20/80 | 30 | 200 | No | Yes | No separation | 2.2 |
| 0/100 | 30 | 200 | Yes | - | - | - |
| 240 | Yes | - | - | - | ||
| 260 | Yes | - | - | - | ||
| 280 | Yes | - | - | - | ||
| 300 | Yes | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slonov, A.; Musov, I.; Zhansitov, A.; Khashirov, A.; Tlupov, A.; Musov, K.; Rzhevskaya, E.; Fomicheva, I.; Potapov, A.; Khashirova, S. Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications. Polymers 2023, 15, 4129. https://doi.org/10.3390/polym15204129
Slonov A, Musov I, Zhansitov A, Khashirov A, Tlupov A, Musov K, Rzhevskaya E, Fomicheva I, Potapov A, Khashirova S. Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications. Polymers. 2023; 15(20):4129. https://doi.org/10.3390/polym15204129
Chicago/Turabian StyleSlonov, Azamat, Ismel Musov, Azamat Zhansitov, Azamat Khashirov, Aslanbek Tlupov, Khasan Musov, Elena Rzhevskaya, Irina Fomicheva, Andrey Potapov, and Svetlana Khashirova. 2023. "Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications" Polymers 15, no. 20: 4129. https://doi.org/10.3390/polym15204129
APA StyleSlonov, A., Musov, I., Zhansitov, A., Khashirov, A., Tlupov, A., Musov, K., Rzhevskaya, E., Fomicheva, I., Potapov, A., & Khashirova, S. (2023). Investigation of the Properties of Polyethylene and Ethylene-Vinyl Acetate Copolymer Blends for 3D Printing Applications. Polymers, 15(20), 4129. https://doi.org/10.3390/polym15204129