
Deformation Behavior of Single Carbon Fibers Impregnated with Polysulfone by Polymer Solution Method

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
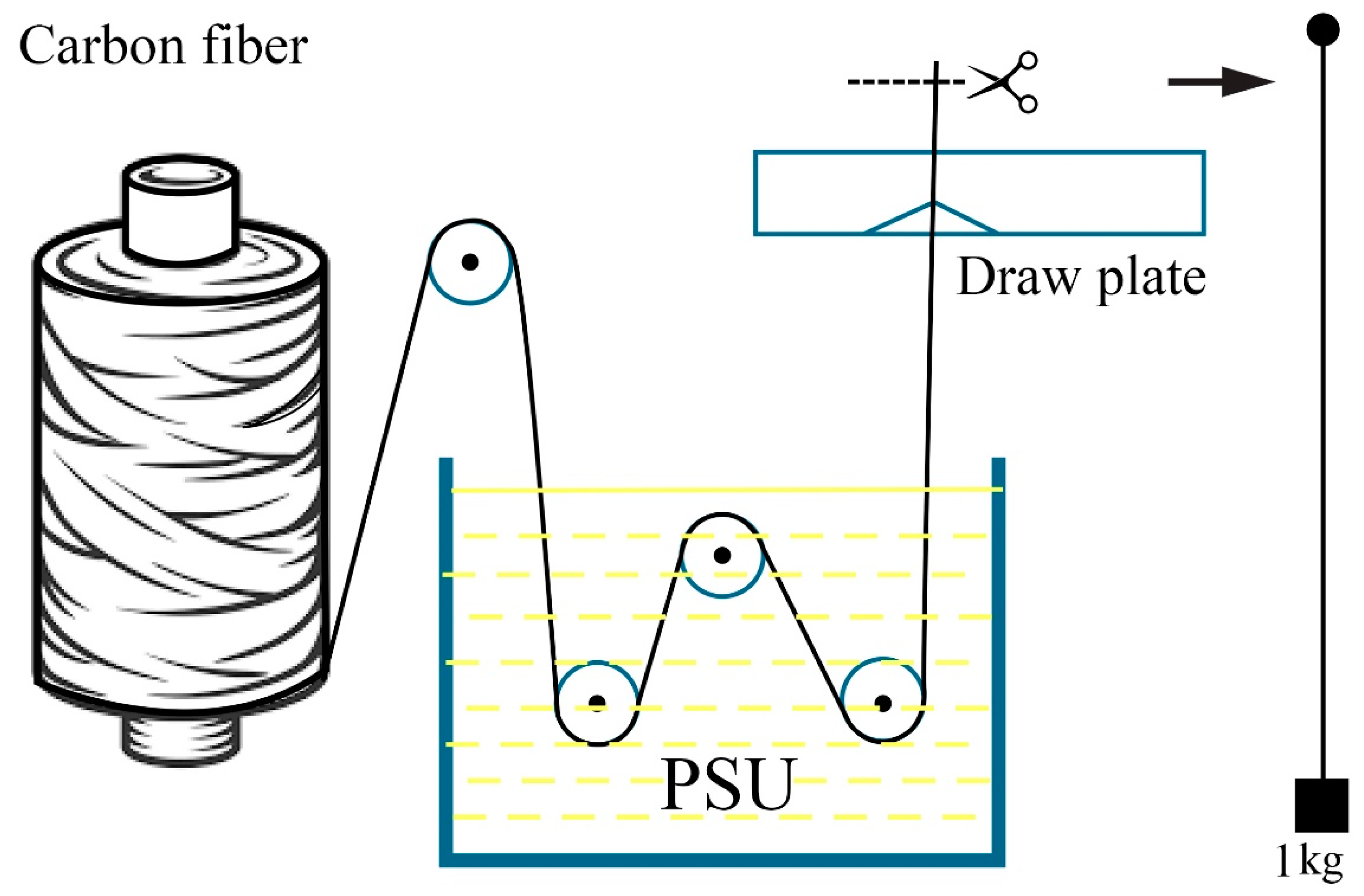
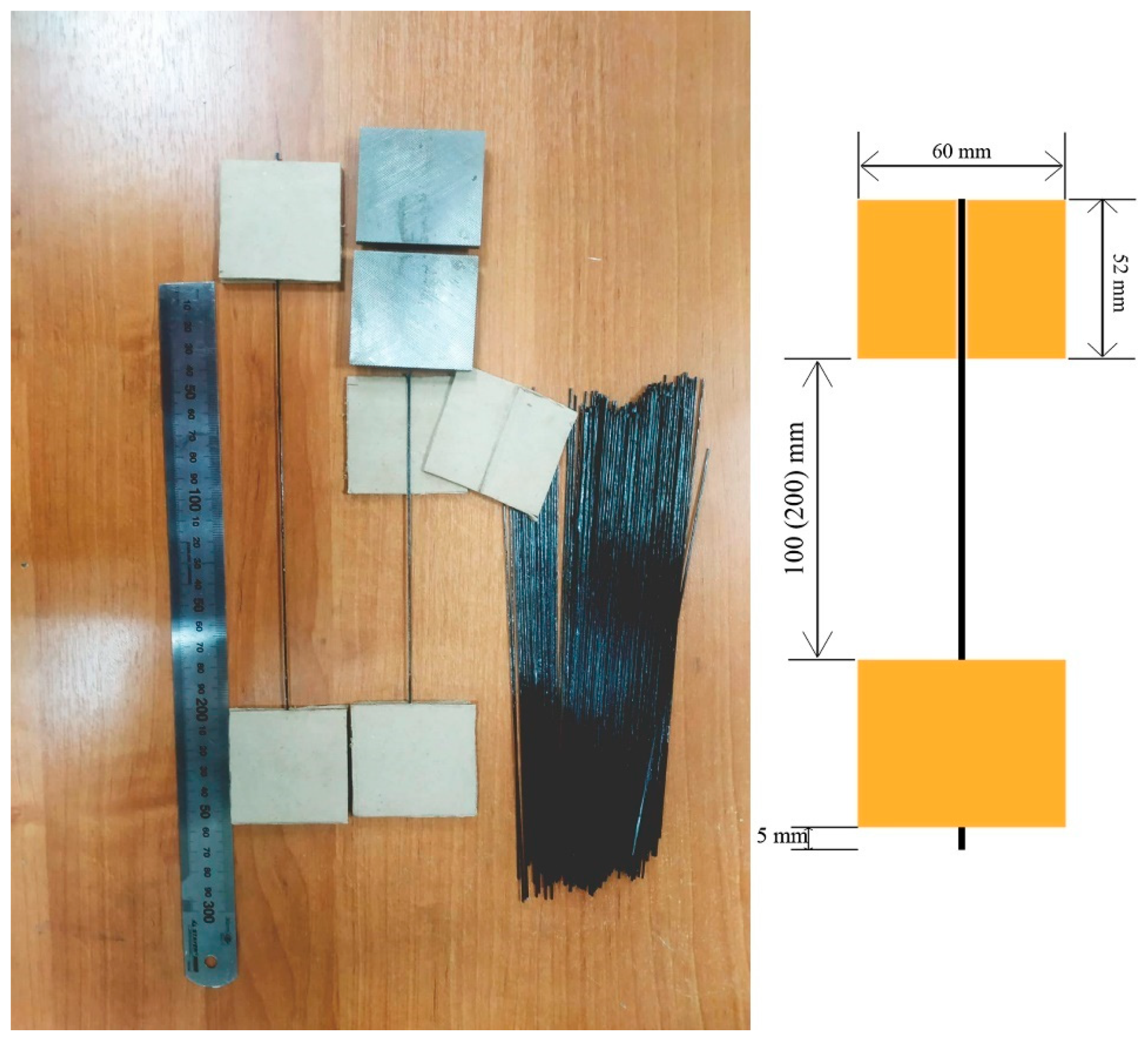
2.2. Composites Preparation
2.3. Characterization
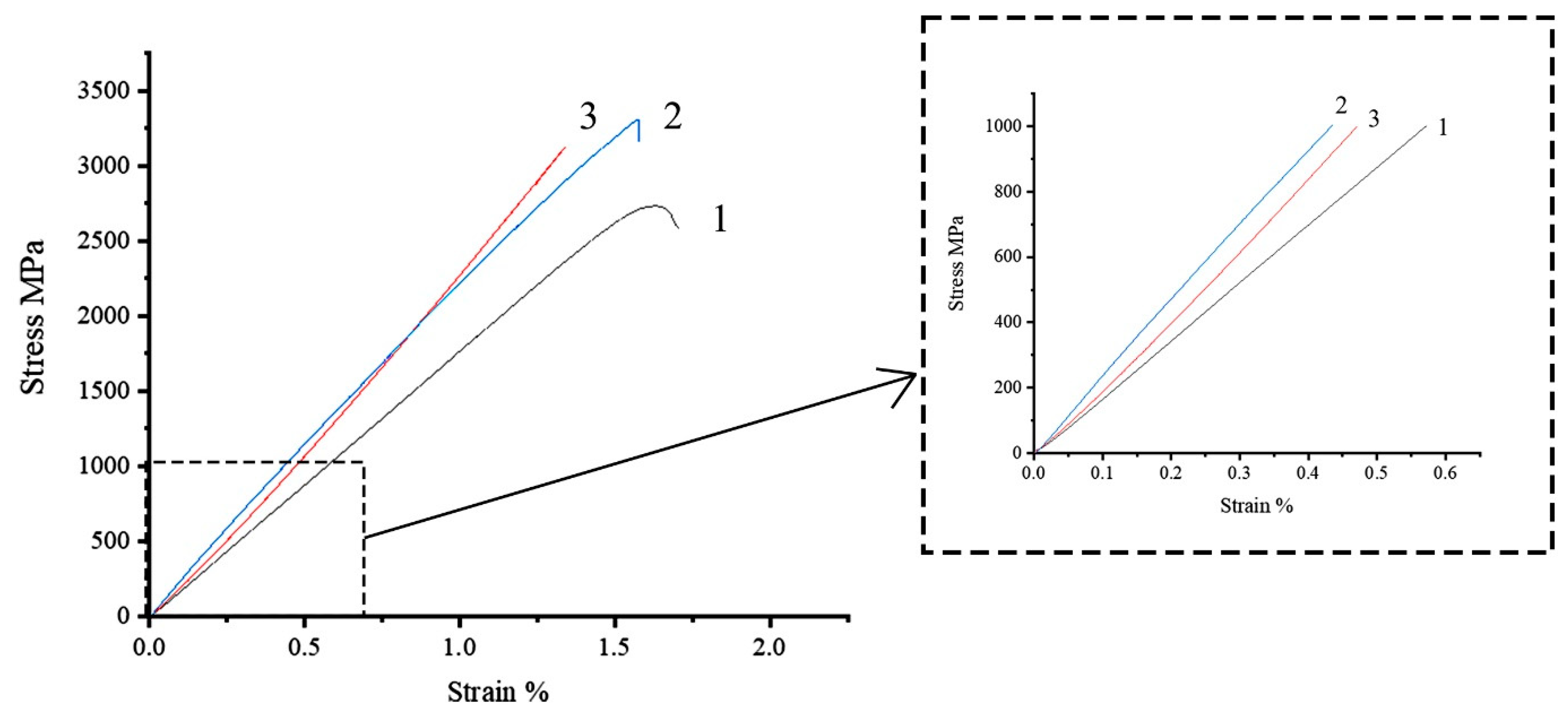
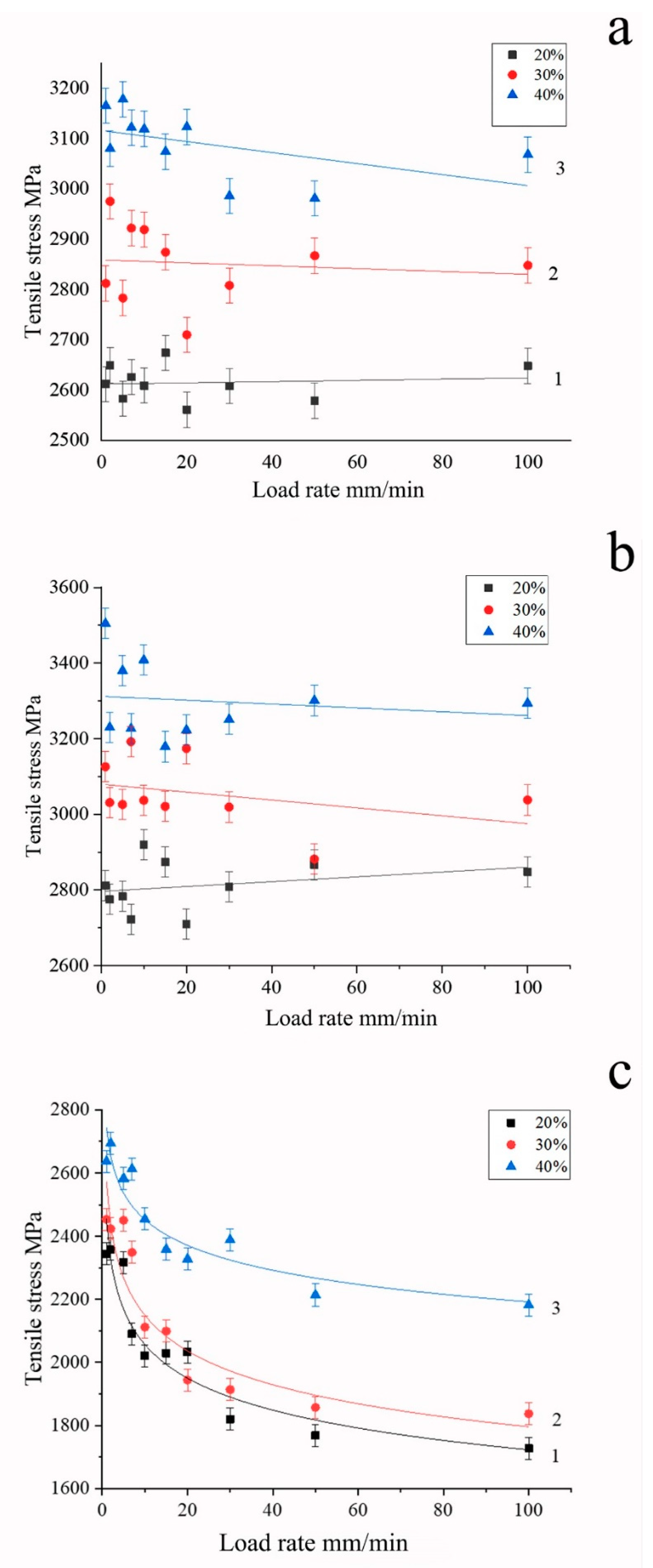
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fitzer, E. Technical Status and Future Prospects of Carbon Fibers and their Application in Composites with Polymer Matrix (CFRPs). In Carbon Fibers and Their Composites; Fitzer, E.P., Ed.; Springer: Berlin/Heidelberg, Germany, 1985; ISBN 978-3-642-70725-4. [Google Scholar]
- Fitzer, E.; Manocha, L.M. Carbon Fiber Architecture. In Carbon Reinforcements and Carbon/Carbon Composites; Springer: Berlin/Heidelberg, Germany, 1998; pp. 82–96. ISBN 978-3-642-58745-0. [Google Scholar]
- Yao, S.-S.; Jin, F.-L.; Rhee, K.Y.; Hui, D.; Park, S.-J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B Eng. 2018, 142, 241–250. [Google Scholar] [CrossRef]
- Fitzer, E. Pan-based carbon fibers—Present state and trend of the technology from the viewpoint of possibilities and limits to influence and to control the fiber properties by the process parameters. Carbon 1989, 27, 621–645. [Google Scholar] [CrossRef]
- Siemens Gamesa. Available online: https://www.siemensgamesa.com/en-int (accessed on 10 December 2022).
- Solvay, S.A. Available online: https://www.solvay.com/en/chemical-categories/our-composite-materials-solutions/thermoplastic-composites/aerospace-tpc (accessed on 10 December 2022).
- Al-Mahmoud, F. CFRP Reinforcement Rods. In Comprehensive Composite Materials II; Peter, W.R., Beaumont, C., Zweben, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 578–591. ISBN 9780081005347. [Google Scholar]
- Veazey, D.; Hsu, T.; Gomez, E.D. Next generation high-performance carbon fiber thermoplastic composites based on poly-aryletherketones. J. Appl. Polym. Sci. 2017, 134, 44441. [Google Scholar] [CrossRef]
- Sudhin, A.U.; Remanan, M.; Ajeesh, G.; Jayanarayanan, K. Comparison of Properties of Carbon Fiber Reinforced Thermoplastic and Thermosetting Composites for Aerospace Applications. Mater. Today Proc. 2020, 24, 453–462. [Google Scholar] [CrossRef]
- Köhler, T.; Tim, R.; Thomas, G.; Gunnar, S. An overview of impregnation methods for carbon fibre reinforced thermoplastics. Key Eng. Mater. 2017, 742, 473–481. [Google Scholar] [CrossRef] [Green Version]
- Terekhov, I.V.; Chistyakov, E.M. Binders used for the manufacturing of composite materials by liquid composite molding. Polymers 2022, 14, 87. [Google Scholar] [CrossRef] [PubMed]
- Fan, B.M. Weclawski. 6—Long natural fibre composites. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 141–177. ISBN 9780081004111. [Google Scholar]
- Carbon and Graphite Product Manufacturing Company. Available online: https://www.sglcarbon.com/en/markets-solutions/material/thermoplastic-composite-materials/ (accessed on 15 December 2022).
- TEIJIN Human Chemistry, Human Solutions. Available online: https://www.teijin.com/rd/technology/cfrp/ (accessed on 15 December 2022).
- Friedrich, K. Carbon fiber reinforced thermoplastic composites for future automotive applications. AIP Conf. Proc. 2016, 1736, 020001. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.A.; Almushaikeh, M.A.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Global Market Insights. Available online: https://www.gminsights.com/industry-analysis/advanced-polymer-composites-market (accessed on 16 December 2022).
- Witten, E.; Mathes, V. The European Market for Fibre Reinforced Plastics. In Composites in 2021 Market Developments, Trends, Challenges and Outlook; Reinforced Plastics (GRP): Sharjah, United Arab Emirates, 2021; 120p. [Google Scholar]
- Throne, J. Thermoforming. In Applied Plastics Engineering Handbook, 2nd ed.; Plastics Design Library; William Andrew Publishing: New York, NY, USA, 2017; pp. 345–375. ISBN 978-0-323-39040-8. [Google Scholar]
- Lin, M.; Lin, J.; Bao, L. Extrusion/hot pressing processing and laminated layers of continuous carbon fiber/thermoplastic polyurethane knitted composites. Polym. Int. 2021, 71, 283–291. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. Polymer Processing and Rheology. In Functional Polymers. Polymers and Polymeric Composites: A Reference Series; Jafar Mazumder, M., Sheardown, H., Al-Ahmed, A., Eds.; Springer: Cham, Switzerland, 2019; pp. 133–180. ISBN 978-3-319-95987-0. [Google Scholar]
- Biron, M. Plastics Solutions for Practical Problems. In Thermoplastics and Thermoplastic Composites, 3rd ed.; Biron, M., Ed.; Plastics Design Library: Amsterdam, The Netherlands, 2018; pp. 883–1038. ISBN 9780081025017. [Google Scholar]
- Han, C.D. Flow of Polymeric Liquid in Complex Geometry. In Rheology in Polymer Proccessing; Oxford University Press: Oxford, UK, 1976; ISBN 9780195187823. [Google Scholar]
- Abbood, I.S.; Odaa, S.A.; Hasan, K.F.; Jasim, M.A. Properties evaluation of fiber reinforced polymers and their constituent materials used in structures—A review. Mater. Today Proc. 2020, 43, 1003–1008. [Google Scholar] [CrossRef]
- Vlachopoulos, J.; Polychronopoulos, N. Basic concepts in polymer melt rheology and their importance in processing. In Applied Polymer Rheology: Polymeric Fluids with Industrial Applications; Kontopoulou, M., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2012; pp. 1–27. [Google Scholar]
- DeArmitt, C.; Hancock, M. Particulate-Filled Polymer Composites. In Particulate-Filled Polymer Composites; RAPRA: London, UK, 2003; pp. 357–424. ISBN 1-85957-382-7. [Google Scholar]
- Plastic theory. In Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2009; p. 437. ISBN 13 978-0-511-65836-5.
- Strungar, E.; Lobanov, D.; Wildemann, V. Evaluation of the Sensitivity of Various Reinforcement Patterns for Structural Carbon Fibers to Open Holes during Tensile Tests. Polymers 2021, 13, 4287. [Google Scholar] [CrossRef] [PubMed]
- Brooks, R.A.; Wang, H.; Ding, Z.; Xu, J.; Song, Q.H.; Liu, H.B.; Dear, J.P.; Li, N. A review on stamp forming of continuous fibre-reinforced thermoplastics. Int. J. Lightweight Mater. Manuf. 2022, 5, 411–430. [Google Scholar] [CrossRef]
- Papanicolaou, G.C.; Zaoutsos, S.P.; Kontou, E.A. Fiber orientation dependence of continuous carbon/epoxy composites non-linear viscoelastic behavior. Compos. Sci. Technol. 2004, 64, 2535–2545. [Google Scholar] [CrossRef]
- Kawai, M.; Saito, S. Off-axis strength differential effects in unidirectional carbon/epoxy laminates at different strain rates and predictions of associated failure envelopes. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1632–1649. [Google Scholar] [CrossRef]
- Koerber, H.; Xavier, J.; Camanho, P.P. High strain rate characterisation of unidirectional carbon-epoxy IM7-8552 in transverse compression and in-plane shear using digital image correlation. Mech. Mater. 2010, 42, 1004–1019. [Google Scholar] [CrossRef]
- París, F.; Correa, E.; Cañas, J. Micromechanical view of failure of the matrix in fibrous composite materials. Compos. Sci. Technol. 2003, 63, 1041–1052. [Google Scholar] [CrossRef]
- Bieniasś, J.; Debski, H.; Surowska, F.; Sadowski, T. Analysis of microstructure damage in carbon/epoxy composites using FEM. Comput. Mater. Sci. 2012, 64, 168–172. [Google Scholar] [CrossRef]
- Kant, M.E.; Crabtree, J.D.; Young, S.; Penumadu, D. Concept of limit stress for the tensile behavior of carbon fiber composite tows. Compos. Part B Eng. 2020, 201, 108384. [Google Scholar] [CrossRef]
- Varandas, L.F.; Catalanotti, G.; Melro, A.R.; Tavares, R.P.; Falzon, B.G. Micromechanical modelling of the longitudinal com-pressive and tensile failure of unidirectional composites: The effect of fibre misalignment introduced via a stochastic process. Int. J. Solids Struct. 2020, 203, 157–176. [Google Scholar] [CrossRef]
- Aroush, D.R.B.; Maire, E.; Gauthier, C.; Youssef, S.; Cloetens, P.; Wagner, H.D. A study of fracture of unidirectional composites using in situ high-resolution synchrotron X-ray microtomography. Compos. Sci. Technol. 2006, 66, 1348–1353. [Google Scholar] [CrossRef]
- Scott, A.E.; Mavrogordato, M.; Wright, P.; Sinclair, L.; Spearing, S.M. In situ fibre fracture measurement in carbon–epoxy laminates using high resolution computed tomography. Compos. Sci. Technol. 2011, 71, 1471–1477. [Google Scholar] [CrossRef] [Green Version]
- Bie, B.X.; Huang, J.Y.; Fanc, D.; Sund, T.; Fezzaa, K.; Xiao, X.H.; Qi, M.L.; Luo, S.N. Orientation-dependent tensile deformation and damage of a T700 carbon fiber/epoxy composite: A synchrotron-based study. Carbon 2017, 121, 127–133. [Google Scholar] [CrossRef]
- Kimura, M.; Watanabe, T.; Oshim, S.; Takeichi, Y.; Niwa, Y.; Seryo, Y.; Hojo, M. Nanoscale in situ observation of damage formation in carbon fiber/epoxy composites under mixed-mode loading using synchrotron radiation X-ray computed tomog-raphy. Compos. Sci. and Technol. 2022, 230, 109332. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Majko, J.; Vaško, M.; Handrik, M.; Sága, M. Tensile Properties of Additively Manufactured Thermoplastic Composites Reinforced with Chopped Carbon Fibre. Materials 2022, 15, 4224. [Google Scholar] [CrossRef]
- Chang, B.; Li, X.; Parandoush, P.; Ruan, S.; Shen, C.; Lin, D. Additive manufacturing of continuous carbon fiber reinforced poly-ether-ether-ketone with ultrahigh mechanical properties. Polym. Test. 2020, 88, 106563. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The mechanical testing and performance analysis of polymer-fibre composites prepared through the additive manufacturing. Polym. Test. 2020, 93, 106925. [Google Scholar] [CrossRef]
- Uematsu, H.; Yoshida, K.; Yamaguchi, A.; Fukushima, A.; Sugihara, S.; Yamane, M.; Ozaki, Y.; Tanoue, S. Enhancement of interfacial shear strength due to cooperative π-π interaction between polyphenylene sulfide and carbon fiber and molecular orientation of polyphenylene sulfide via the π-π interaction Compos. Part A Appl. 2023, 165, 107355. [Google Scholar] [CrossRef]
- Hernandez, T.P.A.; Mills, A.R.; Nezhad, H.Y. Shear driven deformation and damage mechanisms in High-performance carbon Fibre-reinforced thermoplastic and toughened thermoset composites subjected to high strain loading. Compos. Struct. 2021, 261, 113289. [Google Scholar] [CrossRef]
- Taniguchi, N.; Nishiwaki, T.; Hirayama, N.; Nishida, H.; Kawada, H. Dynamic tensile properties of carbon fiber composite based on thermoplastic epoxy resin loaded in matrix-dominant directions. Compos. Sci. Technol. 2009, 69, 207–213. [Google Scholar] [CrossRef]
- Astrouski, I.; Kudelova, T.; Kalivoda, J.; Raudensky, M. Shear Strength of Adhesive Bonding of Plastics Intended for High Temperature Plastic Radiators. Processes 2022, 10, 806. [Google Scholar] [CrossRef]
- Chukov, D.; Nematulloev, S.; Zadorozhnyy, M.; Tcherdyntsev, V.; Stepashkin, A.; Zherebtsov, D. Structure, Mechanical and Thermal Properties of Polyphenylene Sulfide and Polysulfone Impregnated Carbon Fiber Composites. Polymers 2019, 11, 684. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sherif, G.; Chukov, D.; Tcherdyntsev, V.; Torokhov, V. Effect of formation route on the mechanical properties of the polyeth-ersulfone composites reinforced with glass fibers. Polymers 2019, 11, 1364. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dong, B.; Tian, L.; Pan, B. Tensile testing of carbon fiber multifilament using an advanced video extensometer assisted by dual-reflector imaging. Measurement 2019, 138, 325–331. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, Y.; Xia, Y.; Jeelani, S. Tensile behavior of carbon fiber bundles at different strain rates. Mater. Lett. 2010, 64, 246–248. [Google Scholar] [CrossRef]
- Fu, S.Y.; Lauke, B.; Mäder, E.; Yue, C.Y.; Hu, X. Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced pol-ypropylene composites. Compos. A Appl. Sci. Manufact 2000, 31, 1117–1125. [Google Scholar] [CrossRef]
- Holmes, J.; Sommacal, S.; Das, R.; Stachurski, Z.; Compston, P. Characterisation of off-axis tensile behaviour and mesoscale deformation of woven carbon-fibre/PEEK using digital image correlation and X-ray computed tomography. Compos. Part B Eng. 2021, 229, 109448. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Grade | Number of Filaments | Filament Diameter, µm | Strength, GPa | Elastic Modulus, GPa | Deformation Limit, % |
|---|---|---|---|---|---|
| T700SC | 12,000 | 7.0 | 4.9 | 230 | 2.1 |
| UMT49 | 12,000 | 7.0 | 4.9 | 260 | 1.8 |
| UMT400 | 12,000 | 6.5 | 4.2 | 400 | 1.1 |
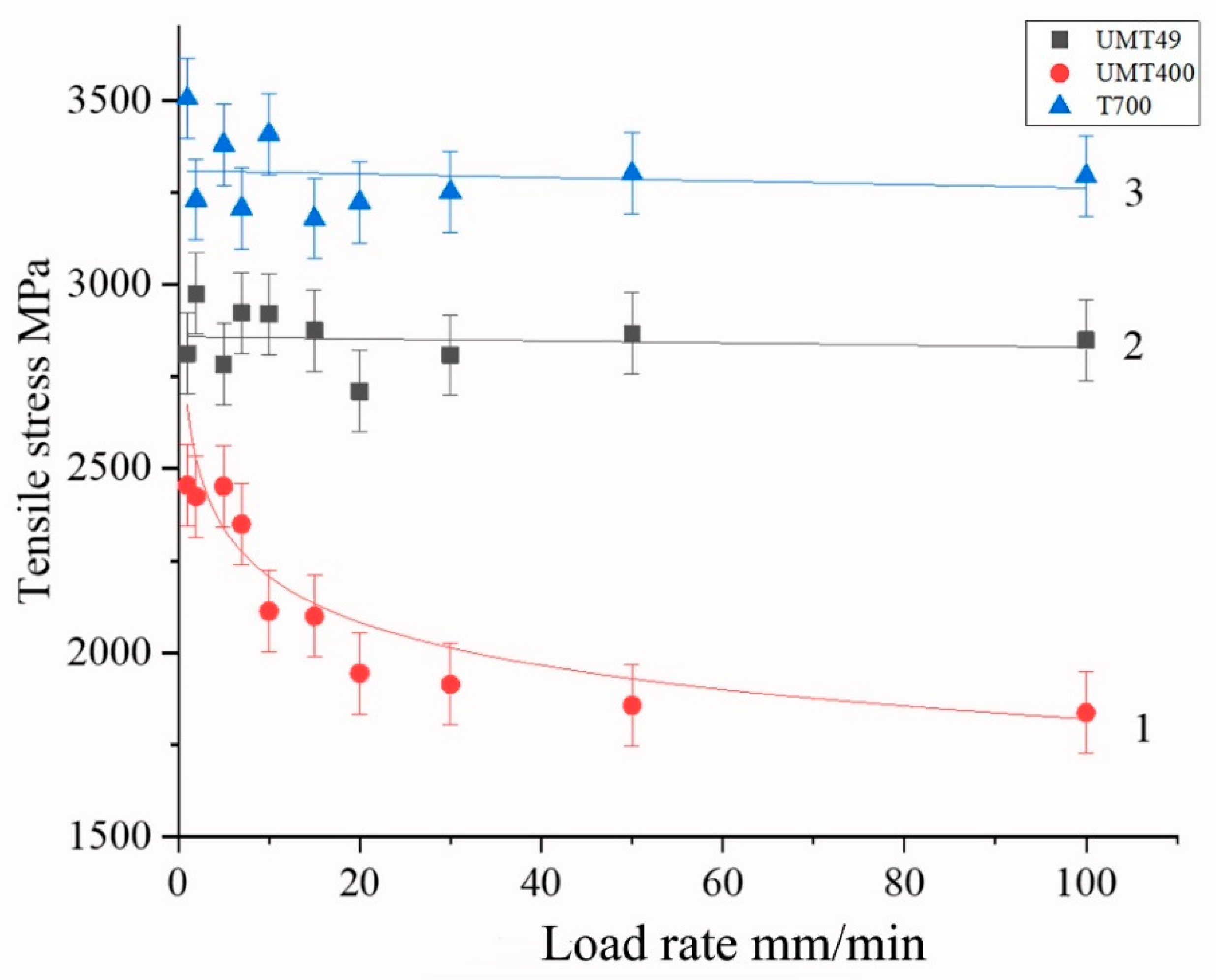
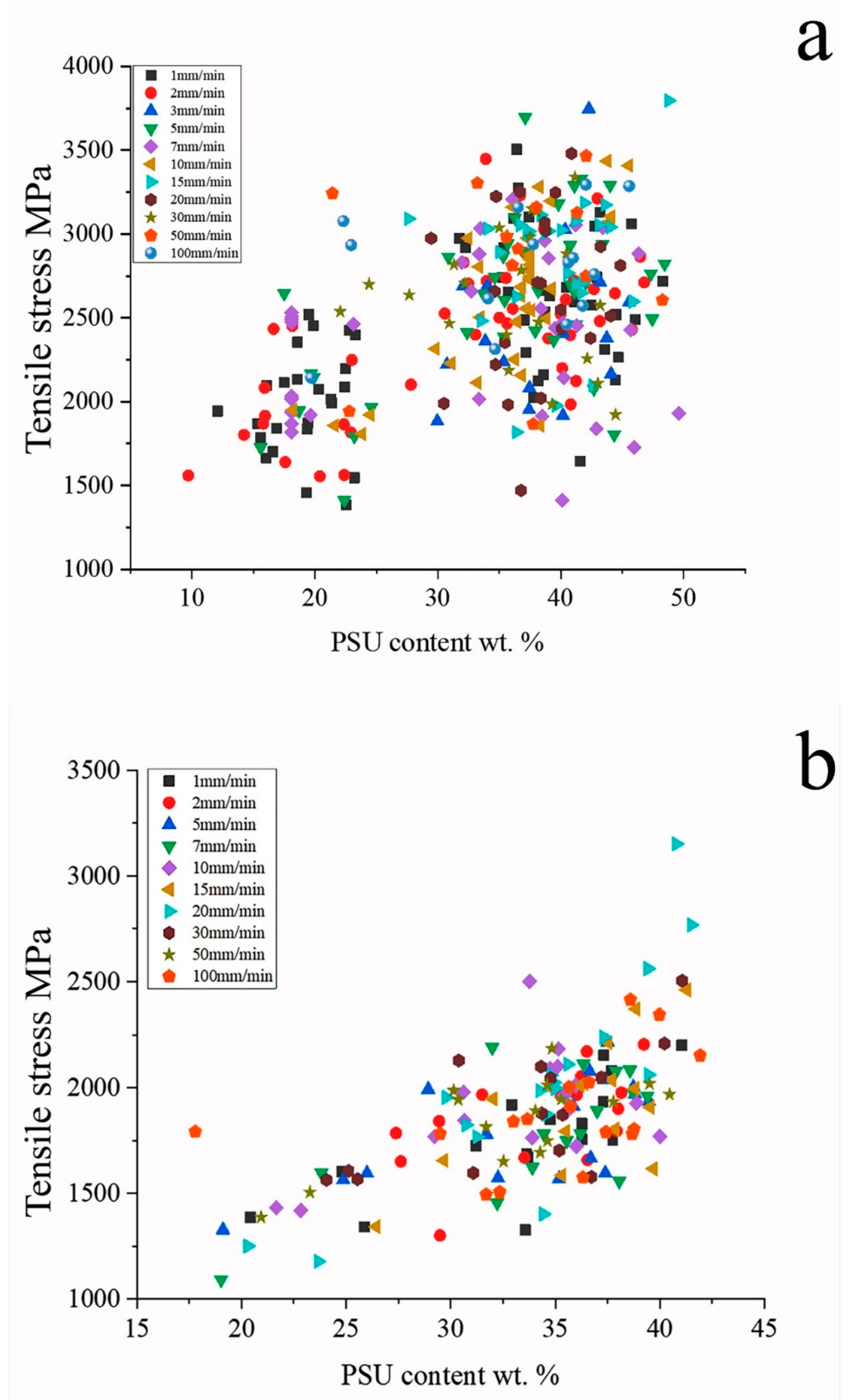
| Loading Rate, mm/min | T700 | UMT49 | UMT400 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| PSU Content, wt. % | PSU Content, wt. % | PSU Content, wt. % | |||||||
| 20% | 30% | 40% | 20% | 30% | 40% | 20% | 30% | 40% | |
| 1 | 2812 ± 116 | 3505 ± 124 | 3126 ± 111 | 2612 ± 107 | 2812 ± 119 | 3165 ± 94 | 2345 ± 96 | 2454 ± 125 | 2637 ± 141 |
| 2 | 2775 ± 109 | 3230 ± 140 | 3031 ± 113 | 2649 ± 113 | 2975 ± 104 | 3080 ± 136 | 2359 ± 113 | 2424 ± 101 | 2694 ± 103 |
| 5 | 2783 ± 129 | 3380 ± 143 | 3026 ± 95 | 2583 ± 106 | 2783 ± 108 | 3178 ± 88 | 2317 ± 95 | 2451 ± 104 | 2583 ± 134 |
| 7 | 2722 ± 130 | 3227 ± 103 | 3192 ± 92 | 2626 ± 130 | 2922 ± 120 | 3122 ± 137 | 2090 ± 91 | 2349 ± 121 | 2613 ± 94 |
| 10 | 2919 ± 106 | 3408 ± 136 | 3037 ± 115 | 2609 ± 91 | 2919 ± 108 | 3119 ± 113 | 2021 ± 87 | 2112 ± 135 | 2455 ± 125 |
| 15 | 2874 ± 108 | 3179 ± 122 | 3021 ± 126 | 2674 ± 125 | 2874 ± 102 | 3074 ± 125 | 2029 ± 125 | 2099 ± 123 | 2359 ± 97 |
| 20 | 2710 ± 163 | 3223 ± 89 | 3174 ± 88 | 2561 ± 123 | 2710 ± 95 | 3123 ± 96 | 2033 ± 112 | 1944 ± 81 | 2328 ± 94 |
| 30 | 2808 ± 112 | 3251 ± 115 | 3019 ± 114 | 2608 ± 99 | 2808 ± 123 | 2986 ± 106 | 1820 ± 107 | 1914 ± 114 | 2389 ± 76 |
| 50 | 2867 ± 122 | 3301 ± 95 | 2882 ± 112 | 2579 ± 97 | 2867 ± 104 | 2981 ± 78 | 1768 ± 105 | 1857 ± 91 | 2214 ± 161 |
| 100 | 2848 ± 118 | 3294 ± 103 | 3038 ± 109 | 2648 ± 131 | 2848 ± 78 | 3068 ± 117 | 1727 ± 89 | 1837 ± 153 | 2182 ± 81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stepashkin, A.A.; Mohammad, H.; Makarova, E.D.; Odintsova, Y.V.; Laptev, A.I.; Tcherdyntsev, V.V. Deformation Behavior of Single Carbon Fibers Impregnated with Polysulfone by Polymer Solution Method. Polymers 2023, 15, 570. https://doi.org/10.3390/polym15030570
Stepashkin AA, Mohammad H, Makarova ED, Odintsova YV, Laptev AI, Tcherdyntsev VV. Deformation Behavior of Single Carbon Fibers Impregnated with Polysulfone by Polymer Solution Method. Polymers. 2023; 15(3):570. https://doi.org/10.3390/polym15030570
Chicago/Turabian StyleStepashkin, Andrey A., Hussam Mohammad, Elena D. Makarova, Yulia V. Odintsova, Alexander I. Laptev, and Victor V. Tcherdyntsev. 2023. "Deformation Behavior of Single Carbon Fibers Impregnated with Polysulfone by Polymer Solution Method" Polymers 15, no. 3: 570. https://doi.org/10.3390/polym15030570
APA StyleStepashkin, A. A., Mohammad, H., Makarova, E. D., Odintsova, Y. V., Laptev, A. I., & Tcherdyntsev, V. V. (2023). Deformation Behavior of Single Carbon Fibers Impregnated with Polysulfone by Polymer Solution Method. Polymers, 15(3), 570. https://doi.org/10.3390/polym15030570