
Effect of Low-Thermal Treatment on the Particle Size Distribution in Wood Dust after Milling

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Material and Methods
2.1. Tested Wood Species
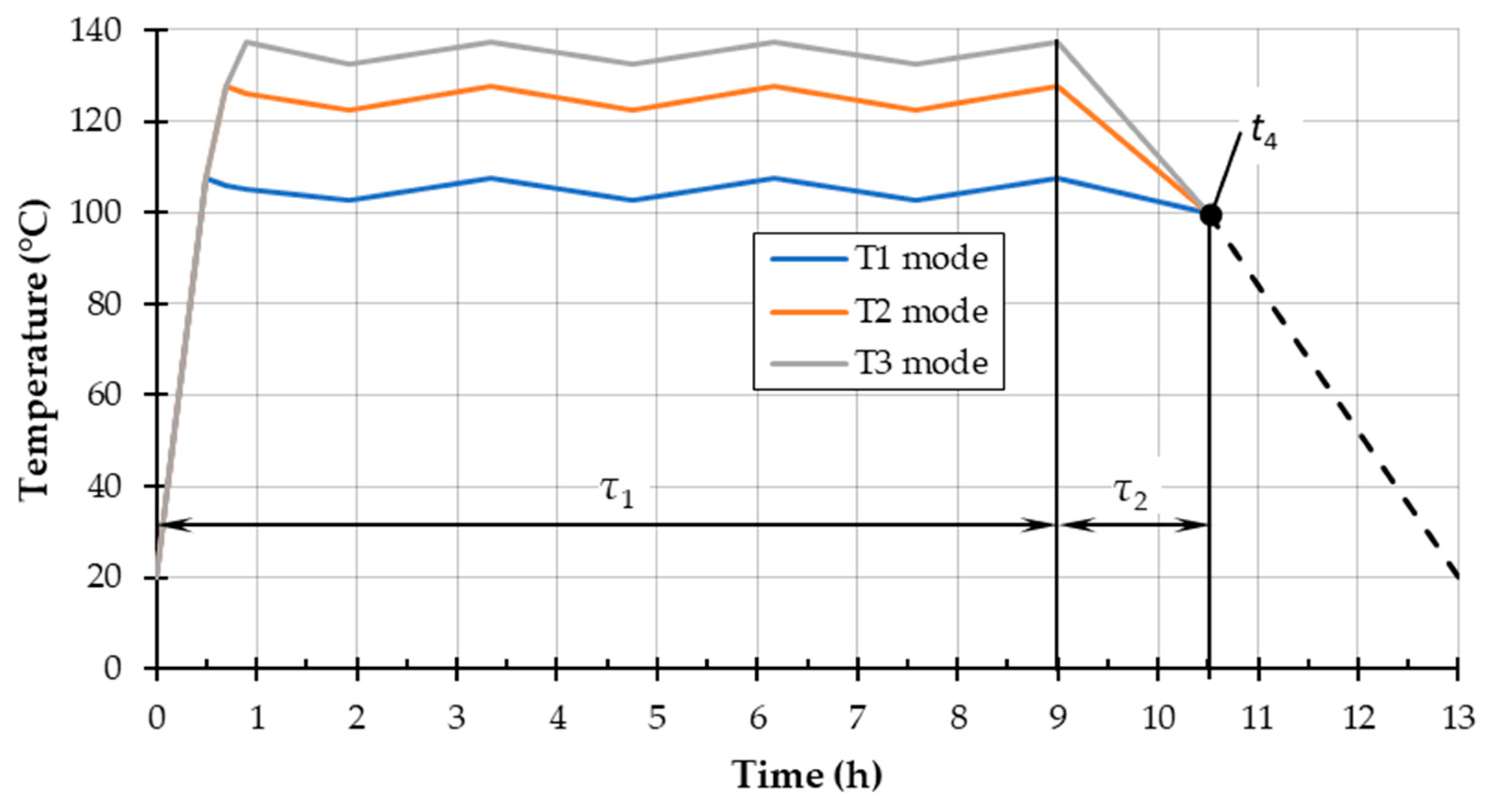
2.2. The Thermal Treatment
2.3. Creating Dust by Milling
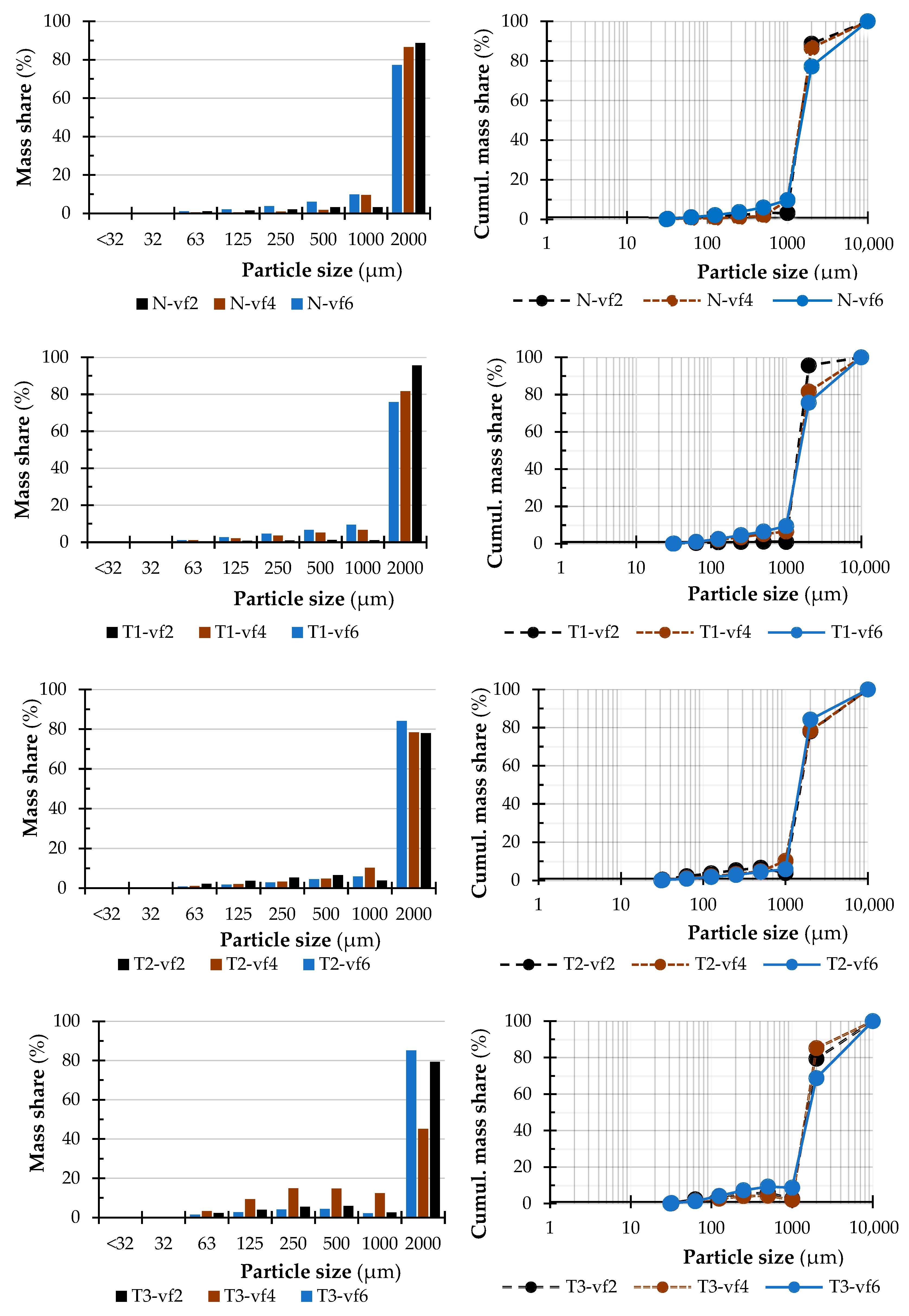
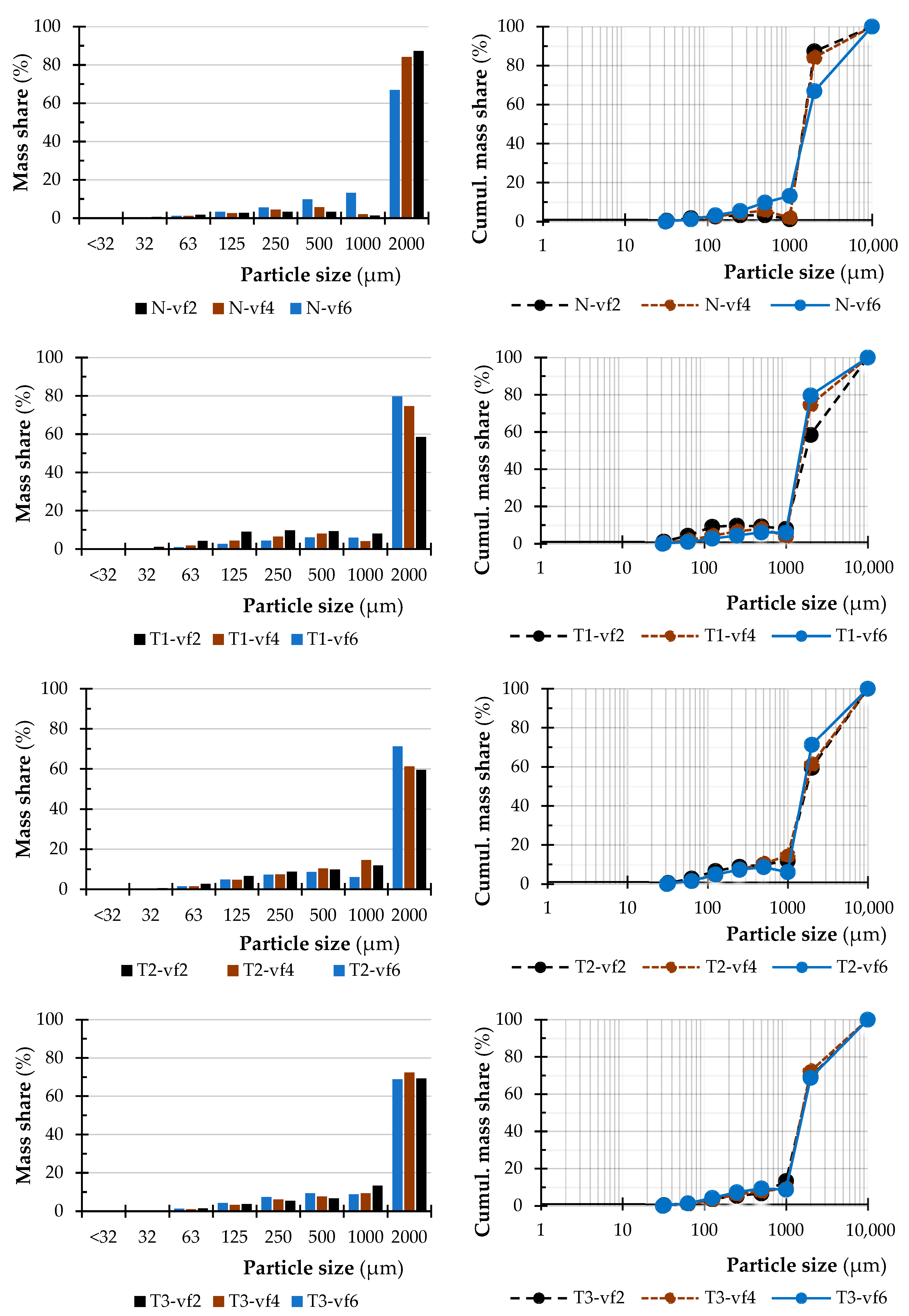
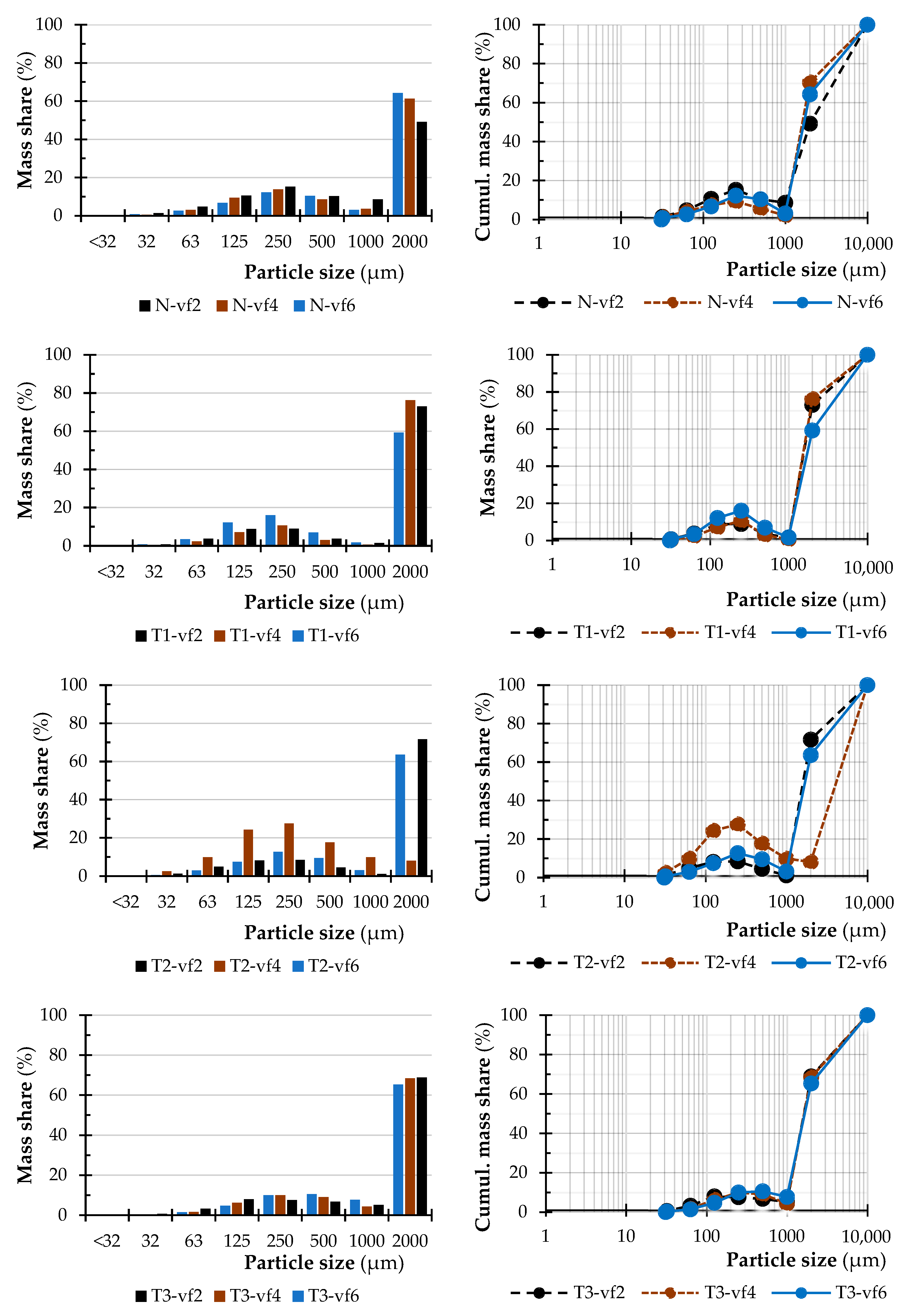
2.4. Dust Particles Size Distribution
- Birch-N-2—birch wood in a natural state (not thermally modified) and milled at a feed of 2 m·min−1
- Beech-T1-4—beech wood thermally treated in T1 mode and milled at a feed of 4 m·min−1
2.5. Statistical Analysis
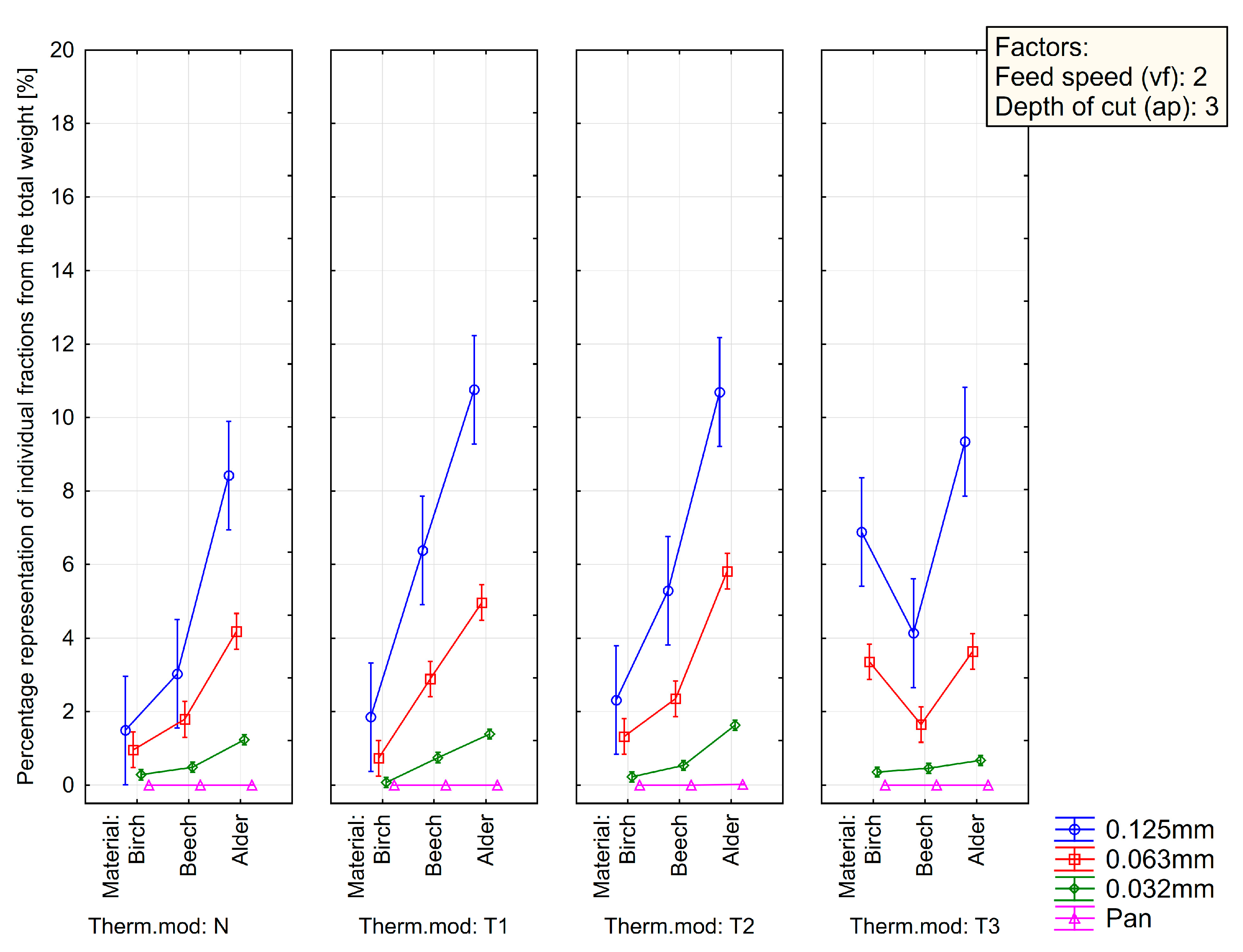
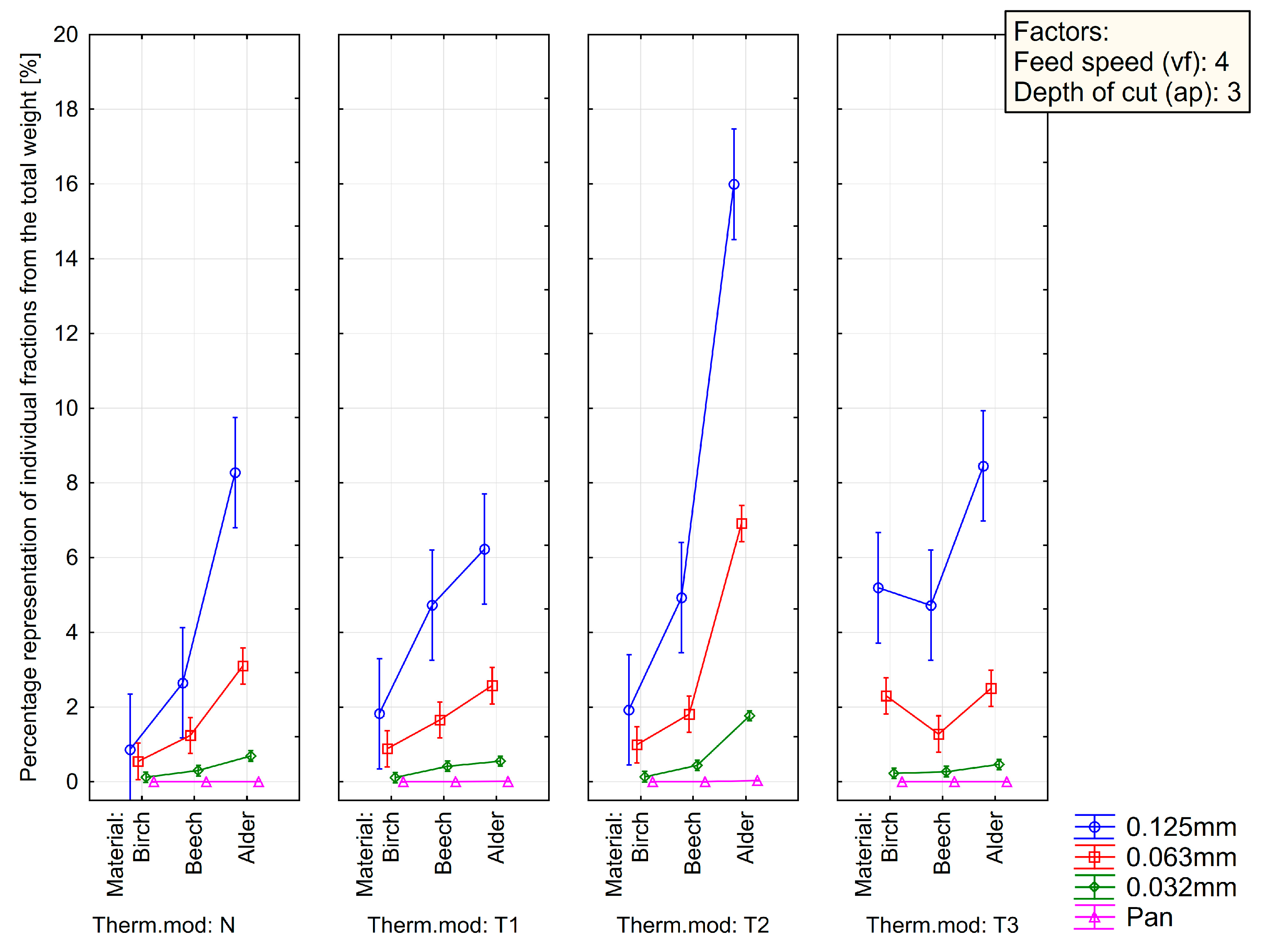
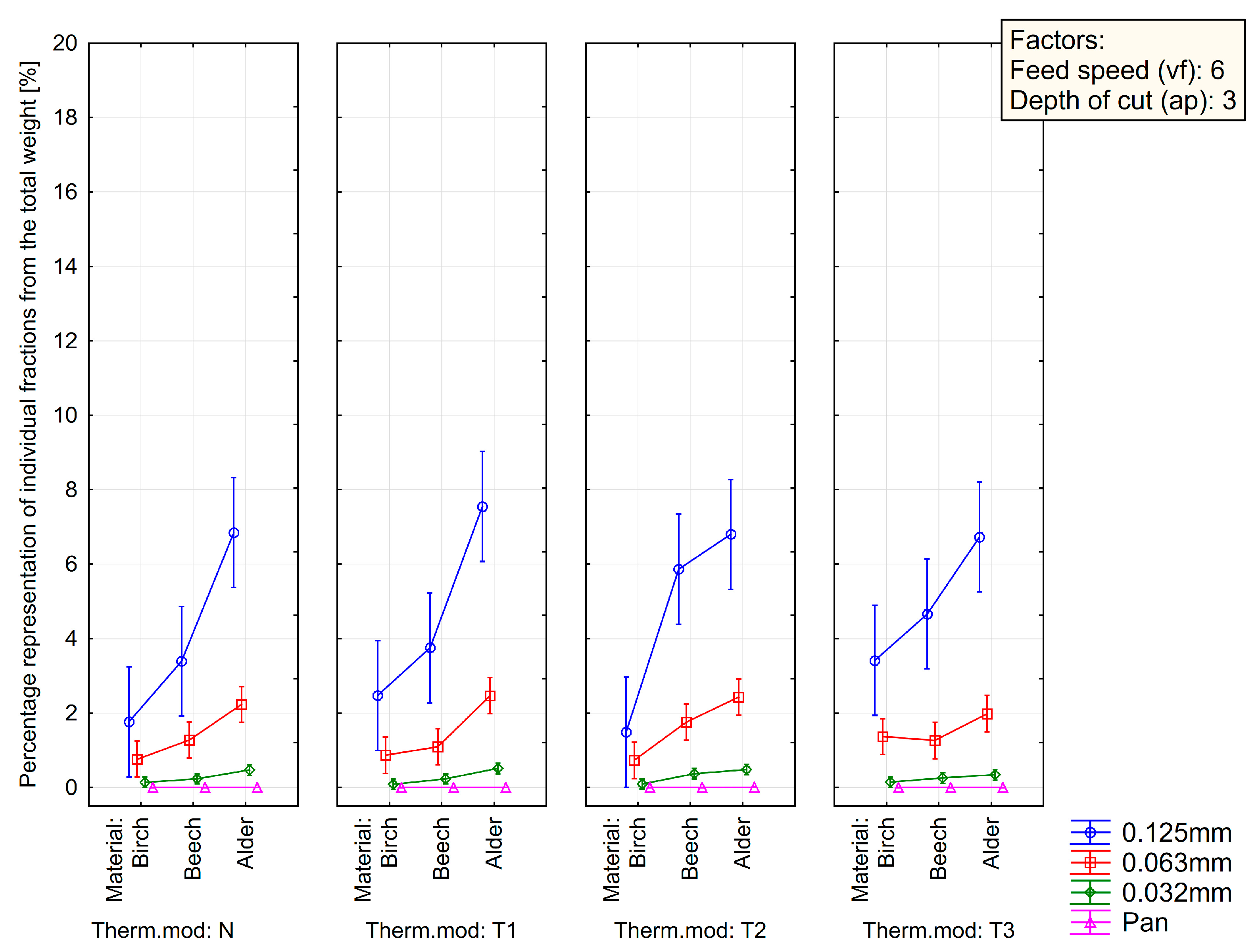
3. Results and Discussion
- The level of statistical significance for material factor was proven in all four cases;
- The statistical importance of thermal treatment was not proven in all four cases;
- The statistical importance of feed rate was not proven in all four cases;
- And the statistical importance of combination material and thermal treatment was proven only for dust fractions lower than 0.032 mm.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kauppinen, T. Occupational Exposure to Carcinogens in the European Union. Occup. Environ. Med. 2000, 57, 10–18. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. A Review on Wood Machining: Characterization, Optimization, and Monitoring of the Sawing Process. Wood Mater. Sci. Eng. 2020, 15, 1–16. [Google Scholar] [CrossRef]
- Jacobsen, G.; Schaumburg, I.; Sigsgaard, T.; Schlünssen, V. Wood Dust Exposure Levels and Respiratory Symptoms 6 Years Apart: An Observational Intervention Study Within the Danish Furniture Industry. Ann. Work. Expo. Health 2021, 65, 1029–1039. [Google Scholar] [CrossRef]
- Douwes, J.; Cheung, K.; Prezant, B.; Sharp, M.; Corbin, M.; McLean, D.; ‘t Mannetje, A.; Schlunssen, V.; Sigsgaard, T.; Kromhout, H.; et al. Wood Dust in Joineries and Furniture Manufacturing: An Exposure Determinant and Intervention Study. Ann. Work. Expo. Health 2017, 61, 416–428. [Google Scholar] [CrossRef] [Green Version]
- Yuan, Z.; Khakzad, N.; Khan, F.; Amyotte, P. Dust Explosions: A Threat to the Process Industries. Process Saf. Environ. Prot. 2015, 98, 57–71. [Google Scholar] [CrossRef]
- Sydor, M.; Mirski, R.; Stuper-Szablewska, K.; Rogoziński, T. Efficiency of Machine Sanding of Wood. Appl. Sci. 2021, 11, 2860. [Google Scholar] [CrossRef]
- Teuber, L.; Osburg, V.-S.; Toporowski, W.; Militz, H.; Krause, A. Wood Polymer Composites and Their Contribution to Cascading Utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Janiszewska, D.; Frackowiak, I.; Mytko, K. Exploitation of Liquefied Wood Waste for Binding Recycled Wood Particleboards. Holzforschung 2016, 70, 1135–1138. [Google Scholar] [CrossRef]
- Demers, P.A.; Weinrich, A.J. Wood Dusts. In Encyclopedia of Toxicology; Elsevier: Amsterdam, The Netherlands, 2014; pp. 981–983. ISBN 978-0-12-386455-0. [Google Scholar]
- Top, Y. Relationship between Employees’ Perception of Airborne Wood Dust and Ventilation Applications in Micro-Scale Enterprises Producing Furniture. Bioresources 2020, 15, 1252–1264. [Google Scholar] [CrossRef]
- Özkaya, E.; Aslan, M.S.E. Occupational Allergic Contact Dermatitis: A 24-year, Retrospective Cohort Study from Turkey. Contact Dermat. 2021, 85, 503–513. [Google Scholar] [CrossRef]
- Hancock, D.G.; Langley, M.E.; Chia, K.L.; Woodman, R.J.; Shanahan, E.M. Wood Dust Exposure and Lung Cancer Risk: A Meta-Analysis. Occup. Environ. Med. 2015, 72, 889–898. [Google Scholar] [CrossRef]
- Gu, J.; Kirsch, I.; Schripp, T.; Froning-Ponndorf, F.; Berthold, D.; Salthammer, T. Human Exposure to Airborne Particles during Wood Processing. Atmos. Environ. 2018, 193, 101–108. [Google Scholar] [CrossRef]
- Siew, S.S.; Martinsen, J.I.; Kjaerheim, K.; Sparén, P.; Tryggvadottir, L.; Weiderpass, E.; Pukkala, E. Occupational Exposure to Wood Dust and Risk of Nasal and Nasopharyngeal Cancer: A Case-Control Study among Men in Four Nordic Countries-with an Emphasis on Nasal Adenocarcinoma. Int. J. Cancer 2017, 141, 2430–2436. [Google Scholar] [CrossRef] [Green Version]
- Lim, S.S.; Vos, T.; Flaxman, A.D.; Danaei, G.; Shibuya, K.; Adair-Rohani, H.; AlMazroa, M.A.; Amann, M.; Anderson, H.R.; Andrews, K.G.; et al. A Comparative Risk Assessment of Burden of Disease and Injury Attributable to 67 Risk Factors and Risk Factor Clusters in 21 Regions, 1990–2010: A Systematic Analysis for the Global Burden of Disease Study 2010. Lancet 2012, 380, 2224–2260. [Google Scholar] [CrossRef] [Green Version]
- Directive 2004/37/EC of the European Parliament and of the Council of 29 April 2004 on the Protection of Workers from the Risks Related to Exposure to Carcinogens or Mutagens at Work (Sixth Individual Directive within the Meaning of Article 16(1) of Council Directive 89/391/EEC) (Codified Version)–European Sources Online. Available online: https://osha.europa.eu/en/legislation/directive/directive-200437ec-carcinogens-or-mutagens-work (accessed on 1 February 2023).
- Ding, T.; Zhao, J.; Zhu, N.; Wang, C. A Comparative Study of Morphological Characteristics of Medium-Density Fiberboard Dust by Sieve and Image Analyses. J. Wood Sci. 2020, 66, 55. [Google Scholar] [CrossRef]
- EN 481: 1993; Workplace Atmospheres-Size Fraction Definitions for Measurement of Airborne Particles. European Committee for Standarization: Brussels, Belgium, 1993.
- ISO 7708: 1995; Air Quality–Particle Size Fraction Definitions for Health-Related Sampling. International Organization for Standardization: Geneve, Switzerland, 1995.
- Thomas, R.J. Particle Size and Pathogenicity in the Respiratory Tract. Virulence 2013, 4, 847–858. [Google Scholar] [CrossRef] [Green Version]
- Micallef, C.M.; Shield, K.D.; Baldi, I.; Charbotel, B.; Fervers, B.; Ilg, A.G.S.; Guénel, P.; Olsson, A.; Rushton, L.; Hutchings, S.J.; et al. Occupational Exposures and Cancer: A Review of Agents and Relative Risk Estimates. Occup. Environ. Med. 2018, 75, 604–614. [Google Scholar] [CrossRef]
- Baran, S.; Teul, I. Wood Dust: An Occupational Hazard Which Increases the Risk of Respiratory Disease. J. Physiol. Pharm. 2007, 58, 43–50. [Google Scholar]
- Proto, A.R.; Negri, M.; Marra, M. Dust Exposures in the Wood Processing Industry in Northeast Italy. In Proceedings of the International Sci-Entific Conference on Hardwood Processing; FPInnovations-Forintek Division Publisher: Paris, France, 2009. [Google Scholar]
- Hlásková, L.; Rogoziński, T.; Kopecký, Z. Influence of Feed Speed on the Content of Fine Dust during Cutting of Two-Side-Laminated Particleboards. Drv. Ind. 2016, 67, 9–15. [Google Scholar] [CrossRef] [Green Version]
- Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Appl. Sci. 2020, 10, 8165. [Google Scholar] [CrossRef]
- Rogoziński, T.; Chuchala, D.; Pędzik, M.; Orlowski, K.A.; Dzurenda, L.; Muzinski, T. Influence of Drying Mode and Feed per Tooth Rate on the Fine Dust Creation in Pine and Beech Sawing on a Mini Sash Gang Saw. Eur. J. Wood Wood Prod. 2021, 79, 91–99. [Google Scholar] [CrossRef]
- Beljo-Lučić, R.; Čavlović, A.O.; Antonović, A.; Vujasinović, E.; Šimičić, I. Properties of Chipped Wood Generated during Mechanical Wood Processing. Drv. Ind. 2005, 56, 11–19. [Google Scholar]
- Jehlička, T.; Sander, J. Separation of Dust Particles in the Low-Pressure Pneumatic Conveying System. Agron. Res. 2019, 17 (Suppl. S1), 1013–1022. [Google Scholar]
- Liang, X.; Yao, Y.; Xiao, X.; Liu, X.; Wang, X.; Li, Y. Pressure-Steam Heat Treatment-Enhanced Anti-Mildew Property of Arc-Shaped Bamboo Sheets. Polymers 2022, 14, 3644. [Google Scholar] [CrossRef] [PubMed]
- Ye, C.; Huang, Y.; Feng, Q.; Fei, B. Effect of Hygrothermal Treatment on the Porous Structure and Nanomechanics of Moso Bamboo. Sci. Rep. 2020, 10, 6553. [Google Scholar] [CrossRef] [Green Version]
- Kolya, H.; Kang, C.-W. Hygrothermal Treated Paulownia Hardwood Reveals Enhanced Sound Absorption Coefficient: An Effective and Facile Approach. Appl. Acoust. 2021, 174, 107758. [Google Scholar] [CrossRef]
- Kozakiewicz, P.; Laskowska, A.; Drożdżek, M.; Zawadzki, J. Influence of Thermal Modification in Nitrogen Atmosphere on Physical and Technological Properties of European Wood Species with Different Structural Features. Coatings 2022, 12, 1663. [Google Scholar] [CrossRef]
- Abe, K.; Yamamoto, H. Change in Mechanical Interaction between Cellulose Microfibril and Matrix Substance in Wood Cell Wall Induced by Hygrothermal Treatment. J. Wood Sci. 2006, 52, 107–110. [Google Scholar] [CrossRef]
- Tang, T.; Fei, B.; Song, W.; Su, N.; Sun, F. Tung Oil Thermal Treatment Improves the Visual Effects of Moso Bamboo Materials. Polymers 2022, 14, 1250. [Google Scholar] [CrossRef]
- Boonstra, M.J.; van Acker, J.; Tjeerdsma, B.F.; Kegel, E.v. Strength Properties of Thermally Modified Softwoods and Its Relation to Polymeric Structural Wood Constituents. Ann. For. Sci. 2007, 64, 679–690. [Google Scholar] [CrossRef] [Green Version]
- Yildiz, S.; Gezer, E.D.; Yildiz, U.C. Mechanical and Chemical Behavior of Spruce Wood Modified by Heat. Build Environ. 2006, 41, 1762–1766. [Google Scholar] [CrossRef]
- Mburu, F.; Dumarçay, S.; Bocquet, J.F.; Petrissans, M.; Gérardin, P. Effect of Chemical Modifications Caused by Heat Treatment on Mechanical Properties of Grevillea Robusta Wood. Polym. Degrad. Stab. 2008, 93, 401–405. [Google Scholar] [CrossRef]
- Bal, B.C. Some Physical and Mechanical Properties of Thermally Modified Juvenile and Mature Black Pine Wood. Eur. J. Wood Wood Prod. 2014, 72, 61–66. [Google Scholar] [CrossRef]
- Korkut, S. Performance of Three Thermally Treated Tropical Wood Species Commonly Used in Turkey. Ind. Crops Prod. 2012, 36, 355–362. [Google Scholar] [CrossRef]
- Garcia, R.A.; de Carvalho, A.M.; de Figueiredo Latorraca, J.V.; de Matos, J.L.M.; Santos, W.A.; de Medeiros Silva, R.F. Nondestructive Evaluation of Heat-Treated Eucalyptus Grandis Hill Ex Maiden Wood Using Stress Wave Method. Wood Sci. Technol. 2012, 46, 41–52. [Google Scholar] [CrossRef]
- Cademartori, P.H.G.; dos Santos, P.S.B.; Serrano, L.; Labidi, J.; Gatto, D.A. Effect of Thermal Treatment on Physicochemical Properties of Gympie Messmate Wood. Ind. Crops Prod. 2013, 45, 360–366. [Google Scholar] [CrossRef]
- Majka, J.; Sydor, M.; Pędzik, M.; Antov, P.; Krišťák, Ľ.; Kminiak, R.; Kučerka, M.; Rogoziński, T. Quantifying the Finest Particles in Dust Fractions Created during the Sanding of Untreated and Thermally Modified Beech Wood. Bioresources 2021, 17, 7–20. [Google Scholar] [CrossRef]
- EN 13183-1: 2003; Moisture Content of a Piece of Sawn Timber-Part 1: Determination by Oven Dry Method. European Committee for Standarization: Brussels, Belgium, 2003.
- Dzurenda, L. Mode for Hot Air Drying of Steamed Beech Blanks While Keeping the Colours Acquired in the Steaming Process. Acta Fac. Xylologiae 2022, 64, 81–88. [Google Scholar]
- Kvietková, M.; Gašparík, M.; Gaff, M. Effect of Thermal Treatment on Surface Quality of Beech Wood after Plane Milling. Bioresources 2015, 10, 4226–4238. [Google Scholar] [CrossRef]
- Yildiz, S. Physical, Mechanical, Technological and Chemical Properties of Beech and Spruce Wood Treated by Heating. Ph.D. Thesis, Karadeniz Technical University, Trabzon, Turkey, 2002. [Google Scholar]
- Kminiak, R.; Kučerka, M.; Kristak, L.; Reh, R.; Antov, P.; Očkajová, A.; Rogoziński, T.; Pędzik, M. Granulometric Characterization of Wood Dust Emission from Cnc Machining of Natural Wood and Medium Density Fiberboard. Forests 2021, 12, 1039. [Google Scholar] [CrossRef]
- Kučerka, M.; Očkajová, A. Thermowood and Granularity of Abrasive Wood Dust. Acta Fac. Xylologiae Zvolen 2018, 60, 43–51. [Google Scholar]
- Piernik, M.; Rogoziński, T.; Krauss, A.; Pinkowski, G. The Influence of the Thermal Modification of Pine (Pinus sylvestris L.) Wood on the Creation of Fine Dust Particles in Plane Milling. J. Occup. Health 2019, 61, 481–488. [Google Scholar] [CrossRef] [PubMed] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Material | Density (ρ) (kg·m−3) | Thermal Treatment Mode |
|---|---|---|
| birch wood | 649 | N |
| 625 | T1 | |
| 620 | T2 | |
| 621 | T3 | |
| beech wood | 683 | N |
| 670 | T1 | |
| 682 | T2 | |
| 684 | T3 | |
| alder wood | 523 | N |
| 512 | T1 | |
| 510 | T2 | |
| 500 | T3 |
| Modes | Saturated Steam Temperature (°C) | Pressure (N/mm2) | Duration of Steaming (Hours) | ||||
|---|---|---|---|---|---|---|---|
| tmin | tmax | t4 | τ1—Phase I | τ2—Phase II | Total Time | ||
| Mode T1 | 102.5 | 107.5 | 100 | 0.12 | 9.0 | 1.5 | 10.5 |
| Mode T2 | 122.5 | 127.5 | 100 | 0.23 | |||
| Mode T3 | 132.5 | 137.5 | 100 | 0.31 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Júda, M.; Sydor, M.; Rogoziński, T.; Kučerka, M.; Pędzik, M.; Kminiak, R. Effect of Low-Thermal Treatment on the Particle Size Distribution in Wood Dust after Milling. Polymers 2023, 15, 1059. https://doi.org/10.3390/polym15041059
Júda M, Sydor M, Rogoziński T, Kučerka M, Pędzik M, Kminiak R. Effect of Low-Thermal Treatment on the Particle Size Distribution in Wood Dust after Milling. Polymers. 2023; 15(4):1059. https://doi.org/10.3390/polym15041059
Chicago/Turabian StyleJúda, Martin, Maciej Sydor, Tomasz Rogoziński, Martin Kučerka, Marta Pędzik, and Richard Kminiak. 2023. "Effect of Low-Thermal Treatment on the Particle Size Distribution in Wood Dust after Milling" Polymers 15, no. 4: 1059. https://doi.org/10.3390/polym15041059
APA StyleJúda, M., Sydor, M., Rogoziński, T., Kučerka, M., Pędzik, M., & Kminiak, R. (2023). Effect of Low-Thermal Treatment on the Particle Size Distribution in Wood Dust after Milling. Polymers, 15(4), 1059. https://doi.org/10.3390/polym15041059