
Effect of Heating and Citric Acid on the Performance of Cellulose Nanocrystal Thin Films


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Production and Characterization of Cellulose Nanocrystals
2.3. Casting of CNC Films
2.4. Characterization of CNC Films
3. Results
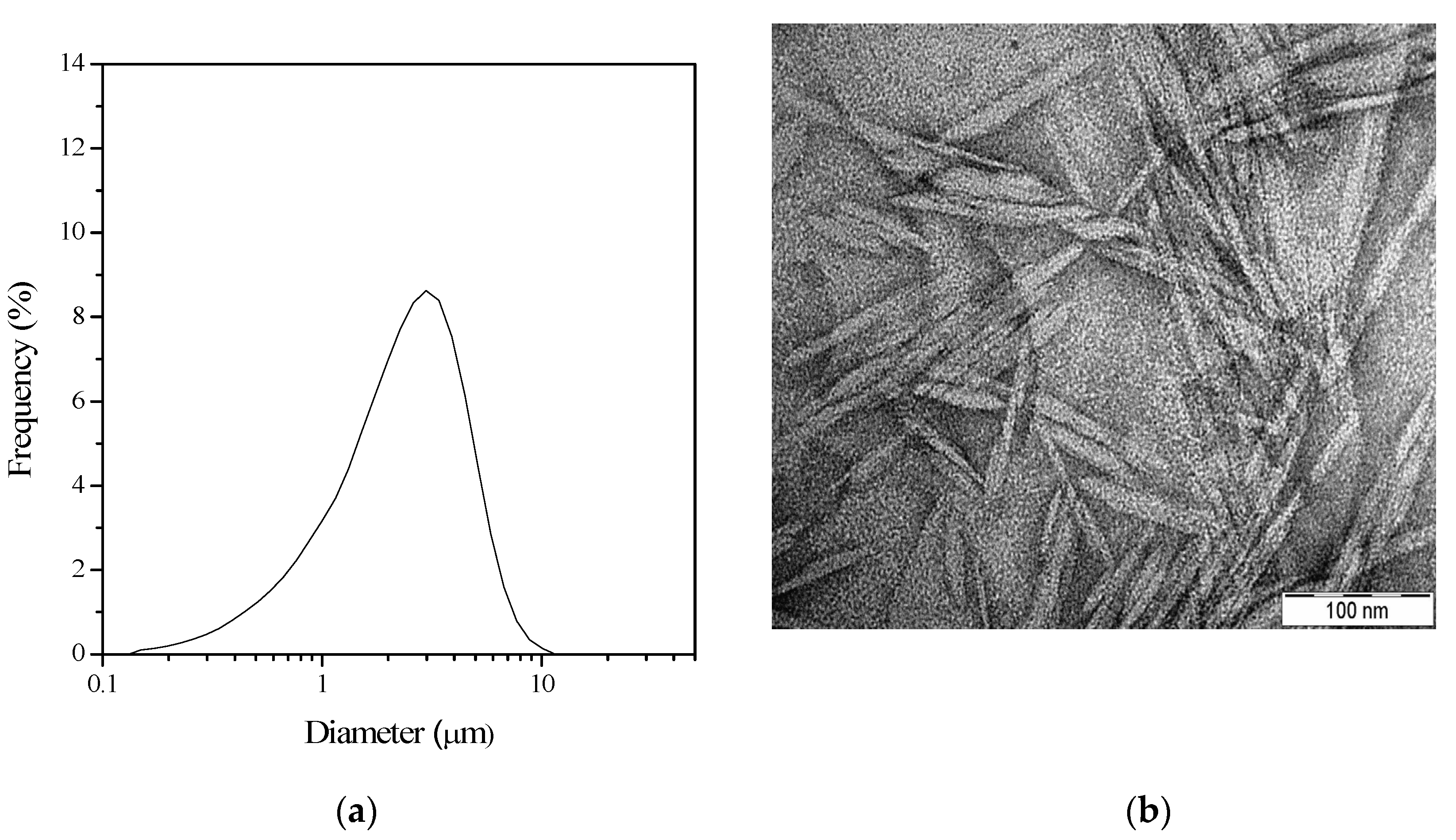
3.1. Cellulose Nanocrystals in Aqueous Suspension
3.2. Cellulose Nanocrystals Films
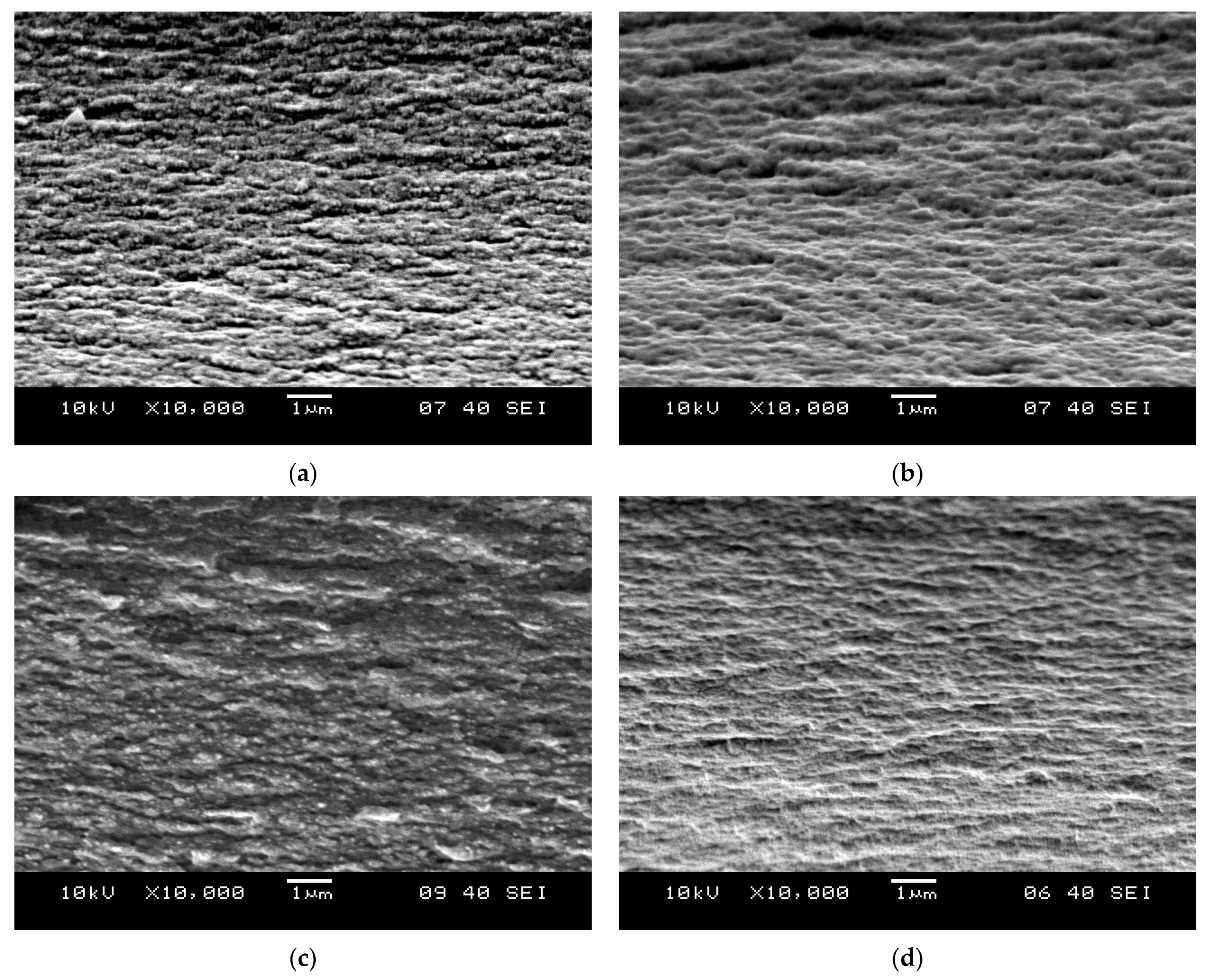
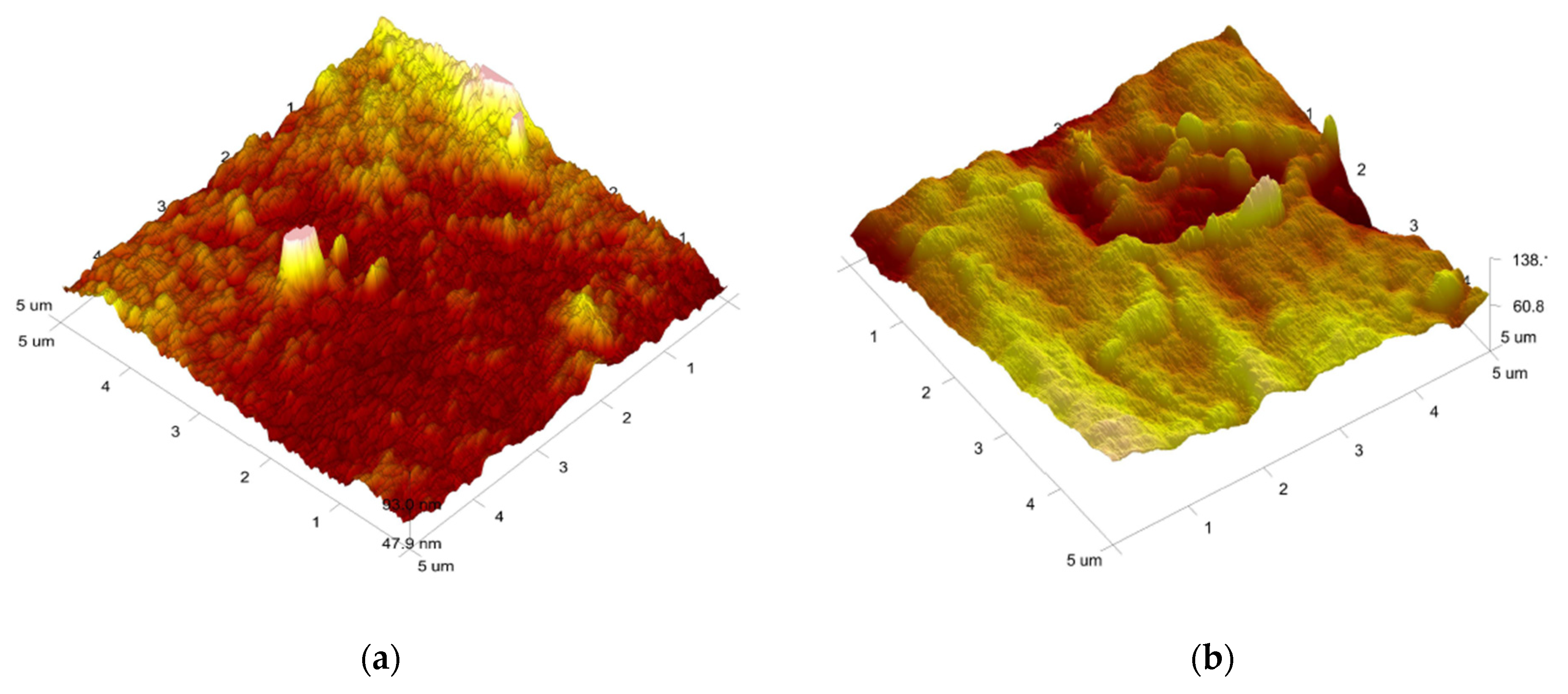
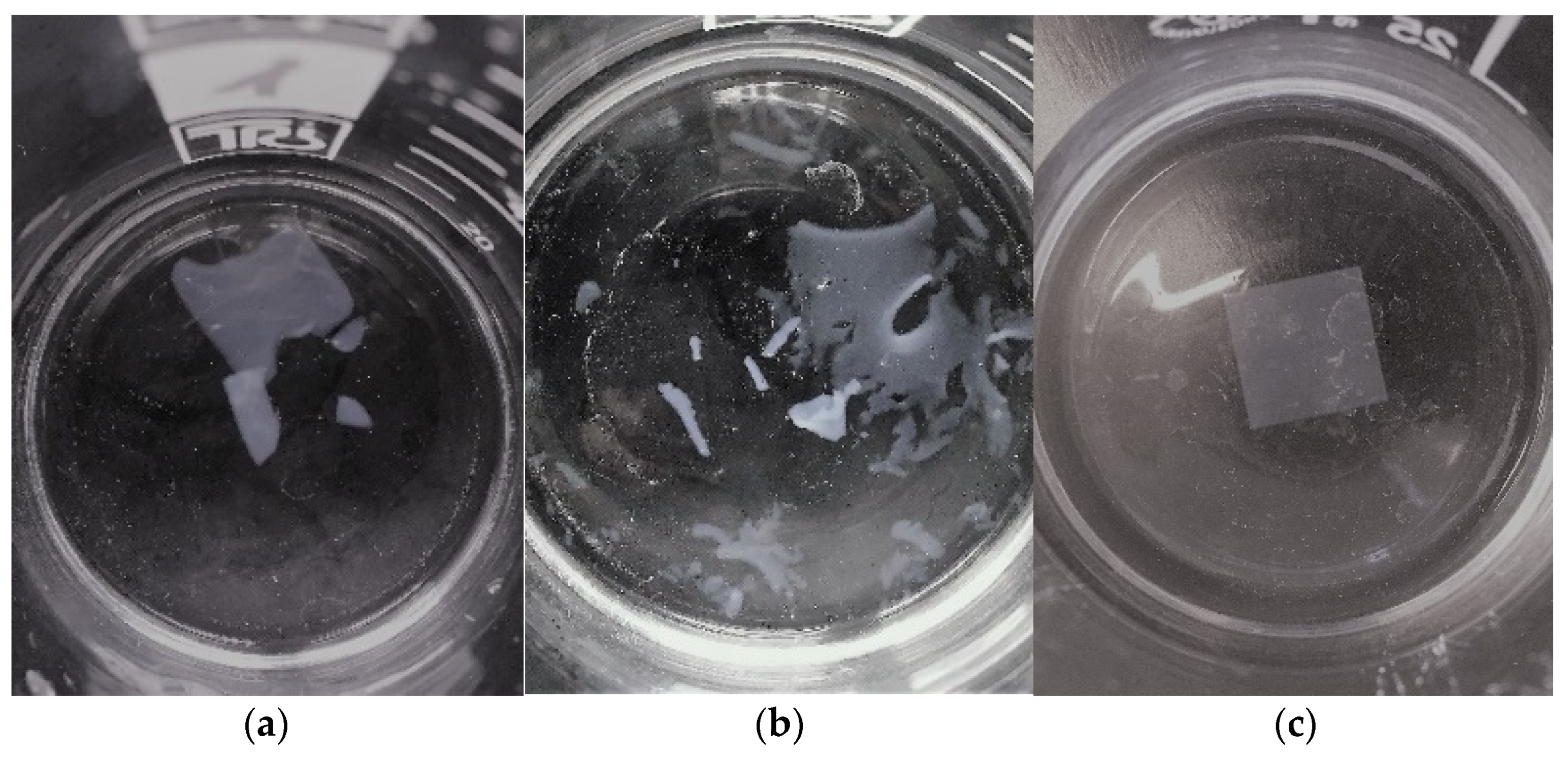
3.2.1. Appearance, Surface Roughness, and Morphology
3.2.2. Contact Angle and Surface Free Energy
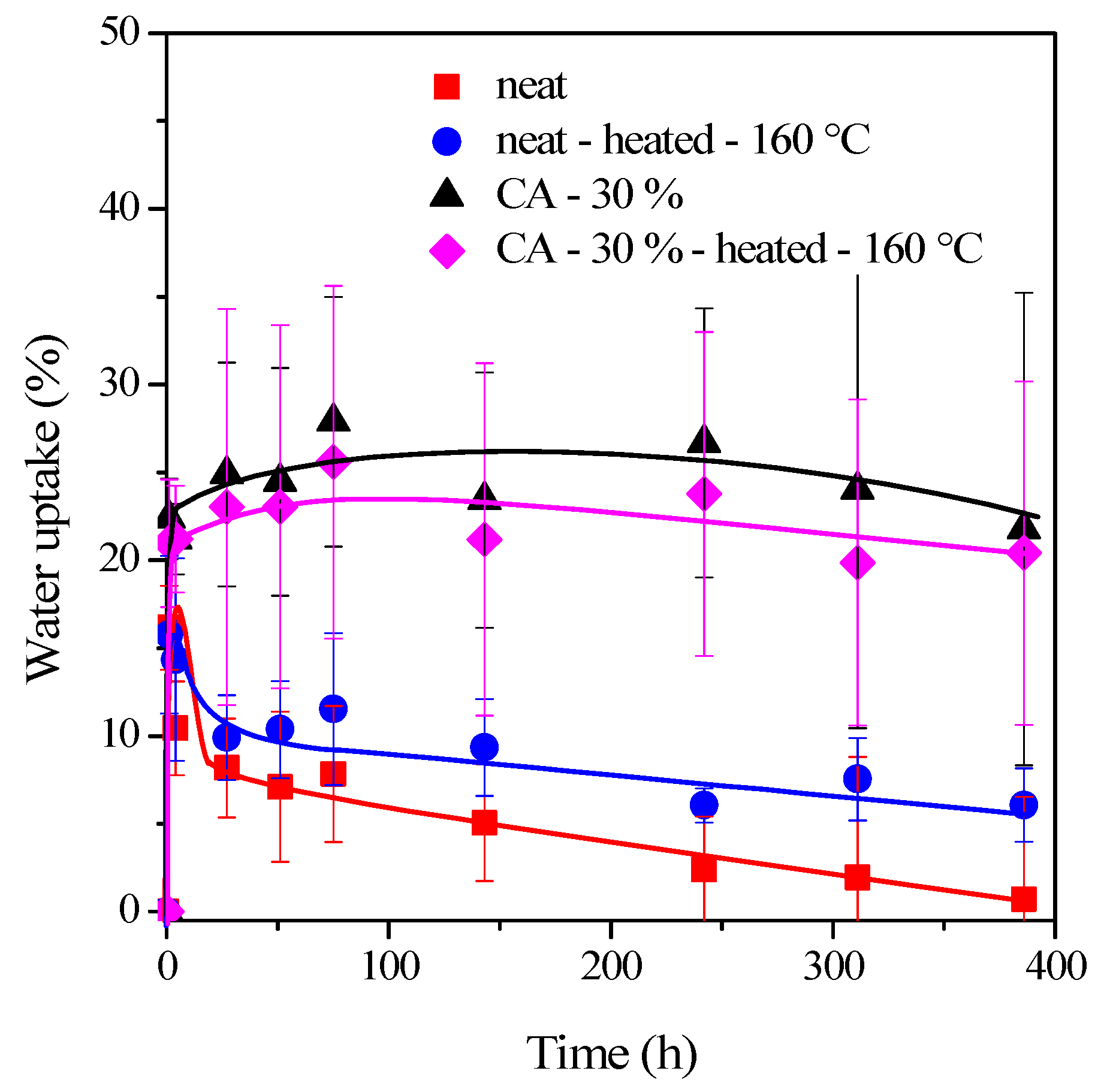
3.2.3. Interaction with Water Vapor and Liquid Water
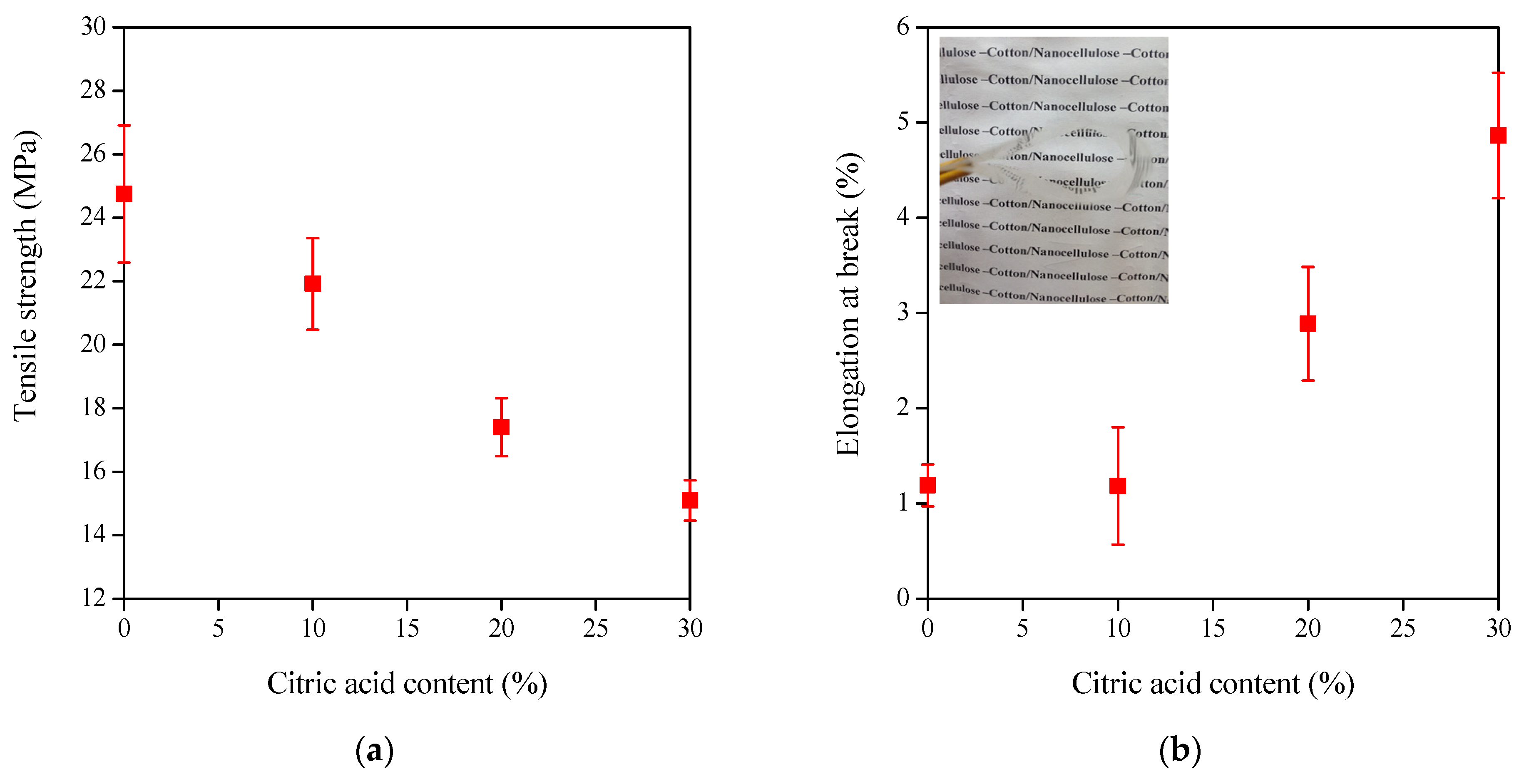
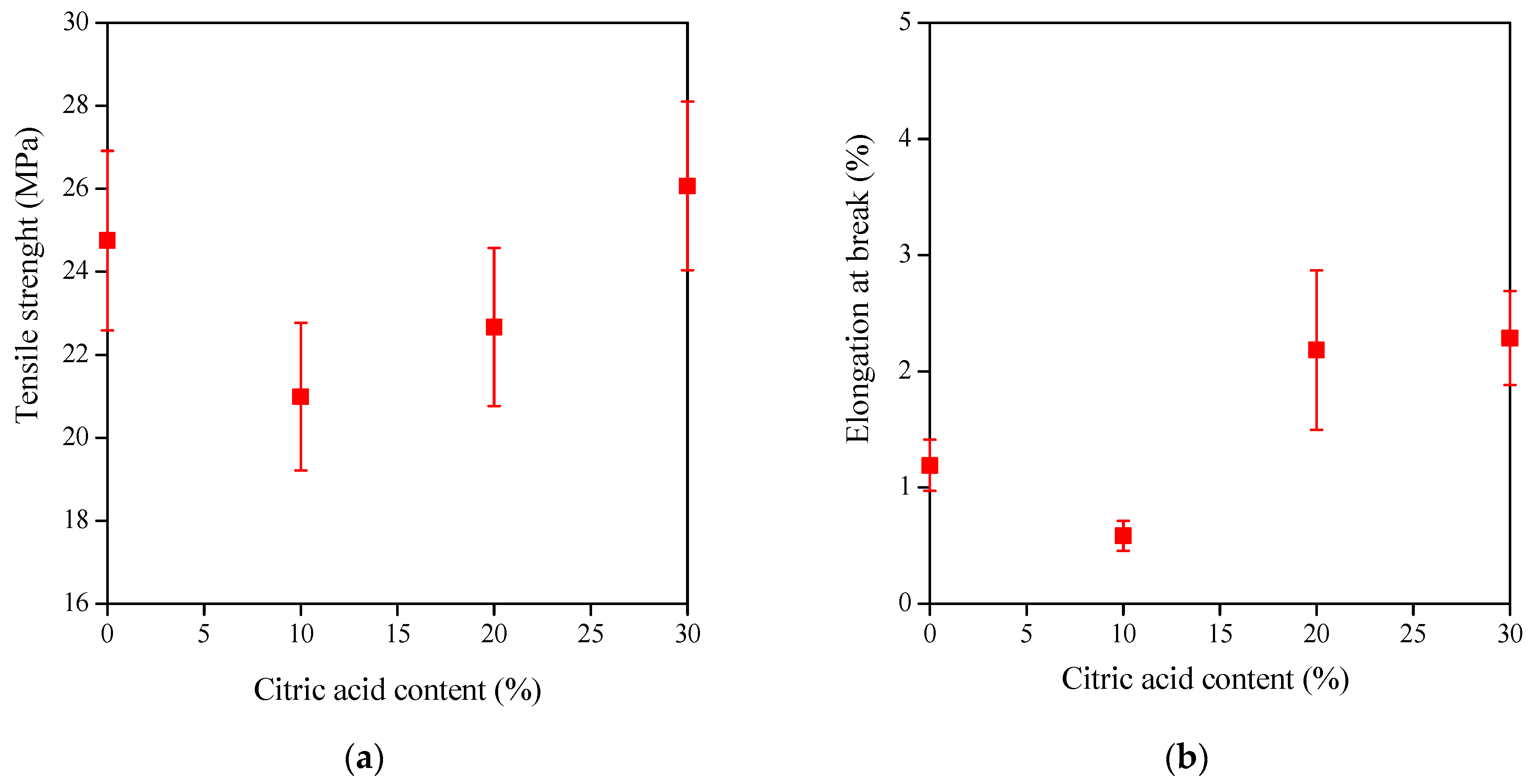
3.2.4. Mechanical Properties of the CNC Nanocomposite Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Noremylia, M.B.; Hassan, M.Z.; Ismail, Z. Recent advancement in isolation, processing, characterization and applications of emerging nanocellulose: A review. Int. J. Biol. Macromol. 2022, 206, 954–976. [Google Scholar] [CrossRef] [PubMed]
- Niinivaara, E.; Faustini, M.; Tammelin, T.; Kontturi, E. Water vapor uptake of ultrathin films of biologically derived nanocrystals: Quantitative assessment with quartz crystal microbalance and spectroscopic ellipsometry. Langmuir 2015, 31, 12170–12176. [Google Scholar] [CrossRef]
- Nagy, S.; Csiszár, E.; Kun, D.; Koczka, B. Cellulose nanocrystal/amino-aldehyde biocomposite film. Carbohydr. Polym. 2018, 194, 51–60. [Google Scholar] [CrossRef] [Green Version]
- Reddy, N.; Yang, Y. Citric acid cross-linking of starch films. Food Chem. 2010, 118, 702–711. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Edberg, J.; Gueskine, V.; Vagin, M.; Say, M.G.; Erlandsson, J.; Wagberg, L.; Engquist, I.; Berggren, M. The effect of crosslinking on ion transport in nanocellulose-based membranes. Carbohydr. Polym. 2022, 278, 118938. [Google Scholar] [CrossRef]
- Dobaj-Stiglic, A.; Gurer, F.; Lackner, F.; Bracic, D.; Winter, A.; Gradisnik, L.; Makuc, D.; Kargl, R.; Duarte, I.; Plavec, J.; et al. Organic acid cross-linked 3D printed cellulose nanocomposite bioscaffolds with controlled porosity, mechanical strength, and biocompatibility. iScience 2022, 25, 104263. [Google Scholar] [CrossRef]
- Almeida, A.P.C.; Saraiva, J.N.; Cavaco, G.; Portela, R.P.; Leal, C.R.; Sobral, R.G.; Almeida, P.L. Crosslinked bacterial cellulose hydrogels for biomedical applications. Eur. Polym. J. 2022, 177, 111438. [Google Scholar] [CrossRef]
- Seligra, P.G.; Jaramillo, C.M.; Famá, L.; Goyanes, S. Biodegradable and non-retrogradable eco-films based on starch-glycerol with citric acid as crosslinking agent. Carbohydr. Polym. 2016, 138, 66–74. [Google Scholar] [CrossRef] [Green Version]
- Quellmalz, A.; Mihranyan, A. Citric acid cross-linked nanocellulose-based paper for sizeexclusion nanofiltration. ACS Biomater. Sci. Eng. 2015, 1, 271–276. [Google Scholar] [CrossRef] [PubMed]
- Lacaran, V.T.; Narceda, R.J.A.; Bilo, J.A.V.; Leaño, J.L., Jr. Citric acid crosslinked nanofibrillated cellulose from banana (Musa acuminata x balbisiana) pseudostem for adsorption of Pb2+ and Cu2+ in aqueous solutions. Cellul. Chem. Technol. 2021, 55, 403–415. [Google Scholar] [CrossRef]
- Yu, J.; Wang, N.; Ma, X. The effects of citric acid on the properties of thermoplastic starch plasticized by glycerol. Starch Starke 2005, 57, 494–504. [Google Scholar]
- Olsson, E.; Menzel, B.; Johansson, C.; Andersson, R.; Järnström, L. The effect of pH on hydrolysis, cross-linking and barrier properties of starch barriers containing citric acid. Carbohydr. Polym. 2013, 98, 1505–1513. [Google Scholar] [CrossRef] [PubMed]
- Pereira, P.H.F.; Waldron, K.W.; Wilson, D.R.; Cunha, A.P.; de Brito, E.S.; Rodrigues, T.H.S.; Rosa, M.F.; Azeredo, H.M.C. Wheat straw hemicelluloses added with cellulose nanocrystals and citric acid. Effect on film physical properties. Carbohydr. Polym. 2017, 164, 317–324. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Soheilmoghaddam, S.; Sharifzadeh, G.; Adelnia, H.; Wahit, M.U. Development of regenerated cellulose/citric acid films with ionic liquids. J. Polym. Environ. 2022, 30, 613–621. [Google Scholar] [CrossRef]
- Sharma, P.R.; Sharma, S.K.; Lindström, T.; Hsiao, B.S. Nanocellulose-enabled membranes for water purification: Perspectives. Adv. Sustain. Syst. 2020, 4, 1900114. [Google Scholar] [CrossRef]
- Csiszár, E.; Kalic, P.; Köböl, Á.; Ferreira, P.E. The effect of low frequency ultrasound on the production and properties of nanocrystalline cellulose suspensions and films. Ultrason. Sonochem. 2016, 31, 473–480. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Csiszár, E.; Nagy, S. A comparative study on cellulose nanocrystals extracted from bleached cotton and flax and used for casting films with glycerol and sorbitol plasticisers. Carbohydr. Polym. 2017, 174, 740–749. [Google Scholar] [CrossRef]
- Bardet, R.; Belgacem, N.; Bras, J. Flexibility and color monitoring of cellulose nanocrystal iridescent solid films using anionic or neutral polymers. ACS Appl. Mater. Interfaces 2015, 7, 4010–4018. [Google Scholar] [CrossRef] [PubMed]
- Ramirez, J.A.Á.; Fortunati, E.; Kenny, J.M.; Torre, L.; Foresti, M.L. Simple citric acid-catalyzed surface esterification of cellulose nanocrystals. Carbohydr. Polym. 2017, 157, 1358–1364. [Google Scholar] [CrossRef] [PubMed]
- Shi, R.; Bi, J.; Zhang, Z.; Zhu, A.; Chen, D.; Zhou, X.; Zhang, L.; Tian, W. The effect of citric acid on the structural properties and cytotoxicity of the polyvinyl alcohol/starch films when molding at high temperature. Carbohydr. Polym. 2008, 74, 763–770. [Google Scholar] [CrossRef]
- Cuadro, P.; Belt, T.; Kontturi, K.S.; Reza, M.; Kontturi, E.; Vuorinen, T.; Hughes, M. Cross-linking of cellulose and poly(ethylene glycol) with citric acid. React. Funct. Polym. 2015, 90, 21–24. [Google Scholar] [CrossRef]
- Hassan, M.M.; Tucker, N.; Le Guen, M.J. Thermal, mechanical and viscoelastic properties of citric acid-crosslinked starch/cellulose composite foams. Carbohydr. Polym. 2020, 230, 115675. [Google Scholar] [CrossRef]
- Jonoobi, M.; Oladi, R.; Davoudpour, Y.; Oksman, K.; Dufresne, A.; Hamzeh, Y.; Davoodi, R. Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: A review. Cellulose 2015, 22, 935–969. [Google Scholar] [CrossRef]
- Raghuwanshi, V.S.; Garnier, G. Cellulose nano-film as bio-interfaces. Front. Chem. 2019, 7, 535. [Google Scholar] [CrossRef] [Green Version]
- Tang, J.; Sisler, J.; Grishkewich, N.; Tam, K.C. Functionalization of cellulose nanocrystals for advanced applications. J. Colloid. Interface Sci. 2017, 497, 397–409. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating (°C) | Citric Acid Concentration (%) | Contact Angle (°) | Surface Tension (mJ/m2) | |
|---|---|---|---|---|
| Water | Diiodomethane | |||
| - | 0 | 35.2 ± 1.9 | 38.5 ± 6.1 | 66.5 |
| 10 | 32.3 ± 5.6 | 33.4 ± 5.3 | 69.1 | |
| 20 | 31.9 ± 4.3 | 35.6 ± 4.8 | 68.3 | |
| 30 | 31.4 ± 2.6 | 38.0 ± 1.7 | 68.5 | |
| 100 | 0 | 27.2 ± 2.3 | 36.4 ± 7.2 | 70.8 |
| 10 | 36.6 ± 4.7 | 26.8 ± 6.8 | 68.3 | |
| 20 | 31.1 ± 3.1 | 35.4 ± 2.3 | 69.2 | |
| 30 | 54.0 ± 1.2 | 43.2 ± 1.6 | 54.4 | |
| 120 | 0 | 36.4 ± 0.8 | 36.9 ± 6.5 | 66.2 |
| 10 | 38.8 ± 1.4 | 34.7 ± 1.7 | 65.5 | |
| 20 | 32.2 ± 2.3 | 37.2 ± 1.8 | 68.3 | |
| 30 | 51.1 ± 1.5 | 38.1 ± 2.9 | 57.7 | |
| 160 | 0 | 38.7 ± 1.4 | 37.2 ± 9.1 | 64.9 |
| 10 | 42.3 ± 6.5 | 36.5 ± 1.6 | 63.1 | |
| 20 | 37.6 ± 4.2 | 38.4 ± 2.1 | 65.2 | |
| 30 | 54.2 ± 3.8 | 39.4 ± 3.8 | 55.5 | |
| Heating (°C) | Citric Acid Concentration (%) | SR (%) |
|---|---|---|
| 10 | d 1 | |
| 100 | 20 | d 1 |
| 30 | d 1 | |
| 10 | d 2 | |
| 120 | 20 | 250 ± 15 |
| 30 | 150 ± 10 | |
| 10 | 160 ± 10 | |
| 160 | 20 | 150 ± 10 |
| 30 | 110 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Csiszár, E.; Herceg, I.; Fekete, E. Effect of Heating and Citric Acid on the Performance of Cellulose Nanocrystal Thin Films. Polymers 2023, 15, 1698. https://doi.org/10.3390/polym15071698
Csiszár E, Herceg I, Fekete E. Effect of Heating and Citric Acid on the Performance of Cellulose Nanocrystal Thin Films. Polymers. 2023; 15(7):1698. https://doi.org/10.3390/polym15071698
Chicago/Turabian StyleCsiszár, Emília, Imola Herceg, and Erika Fekete. 2023. "Effect of Heating and Citric Acid on the Performance of Cellulose Nanocrystal Thin Films" Polymers 15, no. 7: 1698. https://doi.org/10.3390/polym15071698
APA StyleCsiszár, E., Herceg, I., & Fekete, E. (2023). Effect of Heating and Citric Acid on the Performance of Cellulose Nanocrystal Thin Films. Polymers, 15(7), 1698. https://doi.org/10.3390/polym15071698