
Investigation on the Correlation between Biaxial Stretching Process and Macroscopic Properties of BOPA6 Film

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
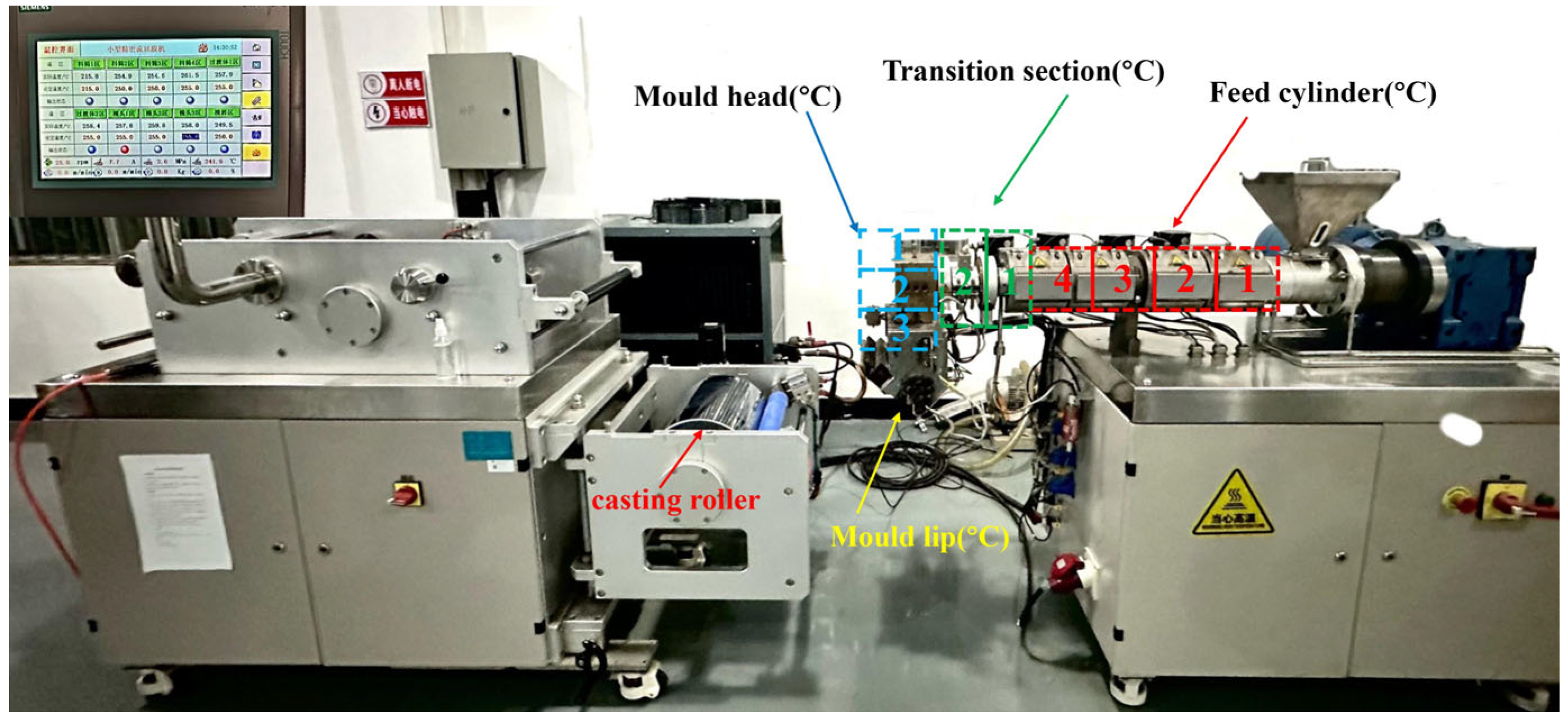
2.2. Preparation of BOPA6 Film
2.3. Testing and Characterization
3. Results and Discussion
3.1. Biaxial Stretching Data Analysis
- (1)
- With the increase in temperature, the force required for the casting film during the biaxial stretching process decreases; the force required for the biaxial stretching is 45 N at 180 °C, which is 55% lower than that at 70 °C. This indicates that high-temperature conditions will promote the movement of polymer chains and improve the flexibility and ductility of the film, thereby reducing the force required for the stretching process. At high temperatures, the molecular slip of the BOPA6 internal structure is more active under the action of external force, which makes the material more prone to deformation [27,28]. During stretching and thermal shaping processes, the force in the machine direction (MD) is consistently higher than that in the transverse direction (TD) because the PA6 film exhibits significant anisotropy during the extrusion process, resulting in smoother stress transmission in the MD direction during biaxial stretching. In the heat setting stage (post 40 s), the force was increased from 70 °C to 120 °C and then decreased from 120 °C to 180 °C. The reason is that although the setting temperature of the heat setting chamber is 30 °C higher than that of the stretching chamber, due to the different stretching temperatures, BOPA6 experienced significant temperature variations when exposed to different temperature environments during the transfer process, resulting in differences in the molecular structure and state of the samples, such as shape memory effect, crystallization behavior and molecular entanglement effect, which in turn affect the order of force in the heat setting stage;
- (2)
- The force–time curves in the biaxial stretching process under different stretching ratios are shown in Figure 3b, indicating that the force required for initial deformation is basically the same, approximately 60 N. At the same stretching temperature and rate, the force required to complete the stretching process with a stretching ratio of 1.5 × 1.5 is 50 N, which is less than the force needed for the initial deformation, and the stretching completion time is 0.5 s. When the stretching ratio is 3 × 3, the force required to complete the stretching is 85 N, and the stretching completion time is 2 s. This is because the molecular structure of the material has not been greatly stretched and deformed when the stretching ratio is small. As the stretching ratio increases, the strain difference of BOPA6 becomes larger, and the obvious change of the molecular structure needs to extend a longer distance to maintain the overall structure, thus increasing the interaction force between the molecules, resulting in stress concentration. Macroscopically, the force required for biaxial stretching is increased. When the stretching ratio is small (1.5 × 1.5, 2 × 2), the force in the MD direction is always greater than that in the TD direction during the stretching stage and the heat setting stage. However, it can be found that the force in the MD direction will be less than the force in the TD direction at a large stretching ratio (2.5 × 2.5, 3 × 3) after the stretching is completed after the BOPA6 is moved into the heat setting chamber (post 40 s), the same phenomenon as observed with a small stretching ratio occurs. This is because as the stretching ratio increases, the concentration of stress in the TD direction increases. During the heat setting stage, due to the molecules having enough time to rearrange, the stress difference between the MD direction and the TD direction is twisted so that the force in the MD direction is greater than that in the TD direction;
- (3)
- The stretching temperature of 160 °C and the stretching ratio of 2.5 × 2.5 were selected in this group of experimental conditions because the film structure was more uniform at a high stretching ratio and temperature. The force–time curves of samples at different stretching rates during the biaxial stretching process are shown in Figure 3c. It can be observed that when the stretching rate increases from 25%/s to 50%/s, the force decreases from 85 N to 71 N, and the stretching time is reduced to 3 s. At higher stretching rates (100%/s, 200%/s, 300%/s), the force required for biaxial stretching is approximately the same, about 64 N, which is 24.7% lower than that at 25%/s. This indicates that higher stretching rates are beneficial in reducing the force requirement during the biaxial stretching process and shortening the stretching time. In addition, it can be observed that after stretching under these experimental conditions, the force in the TD is greater than that in the MD. However, after BOPA6 enters the heat-setting chamber, the force becomes greater in the MD direction than in the TD direction, which is consistent with our previous analysis under high stretching ratios.

3.2. Rheological Properties
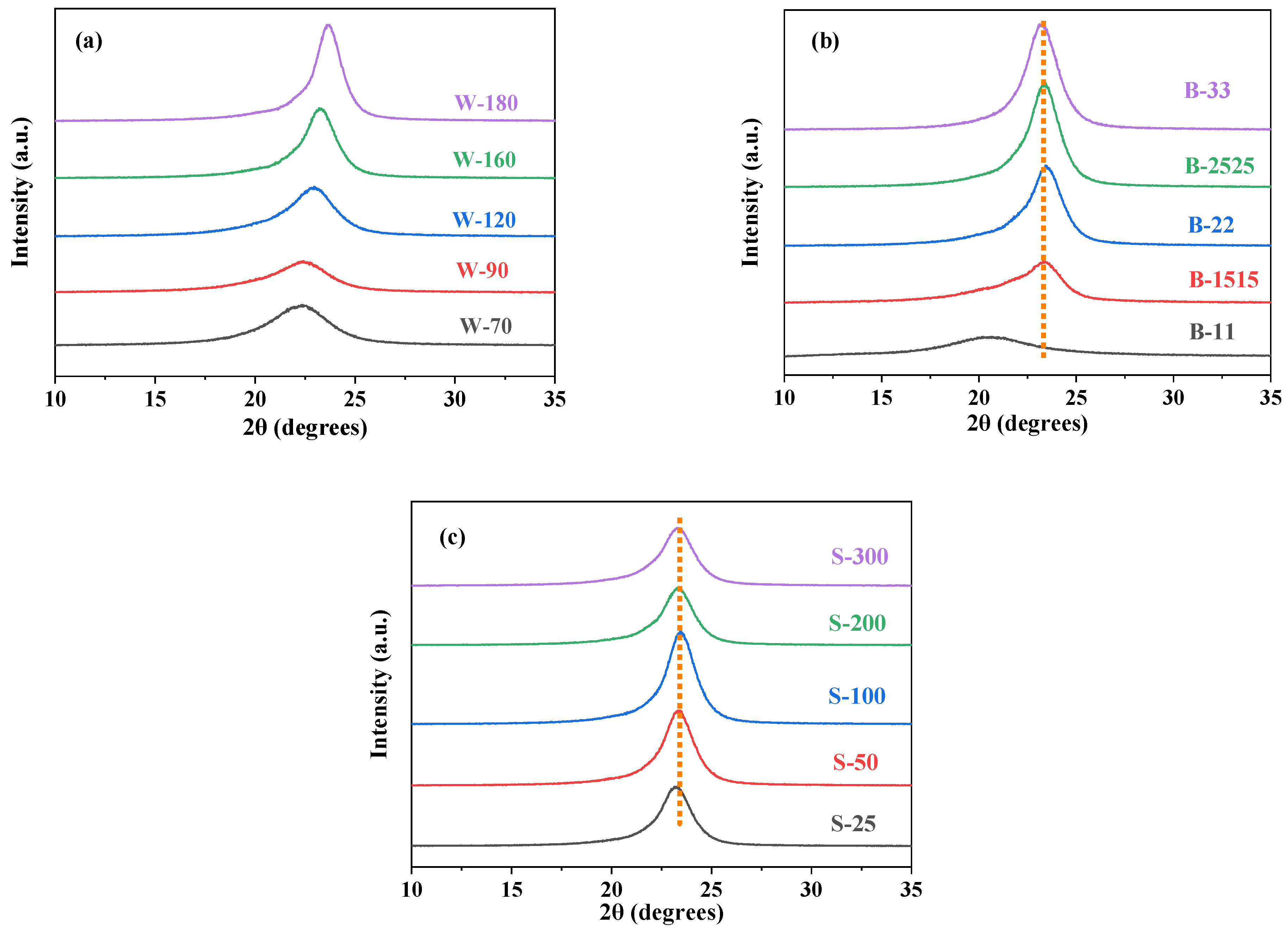
3.3. Crystallization Properties of BOPA6
3.4. Mechanical Properties of BOPA6
3.5. BOPA6 Oxygen Barrier Properties
3.6. Optical Properties of BOPA6
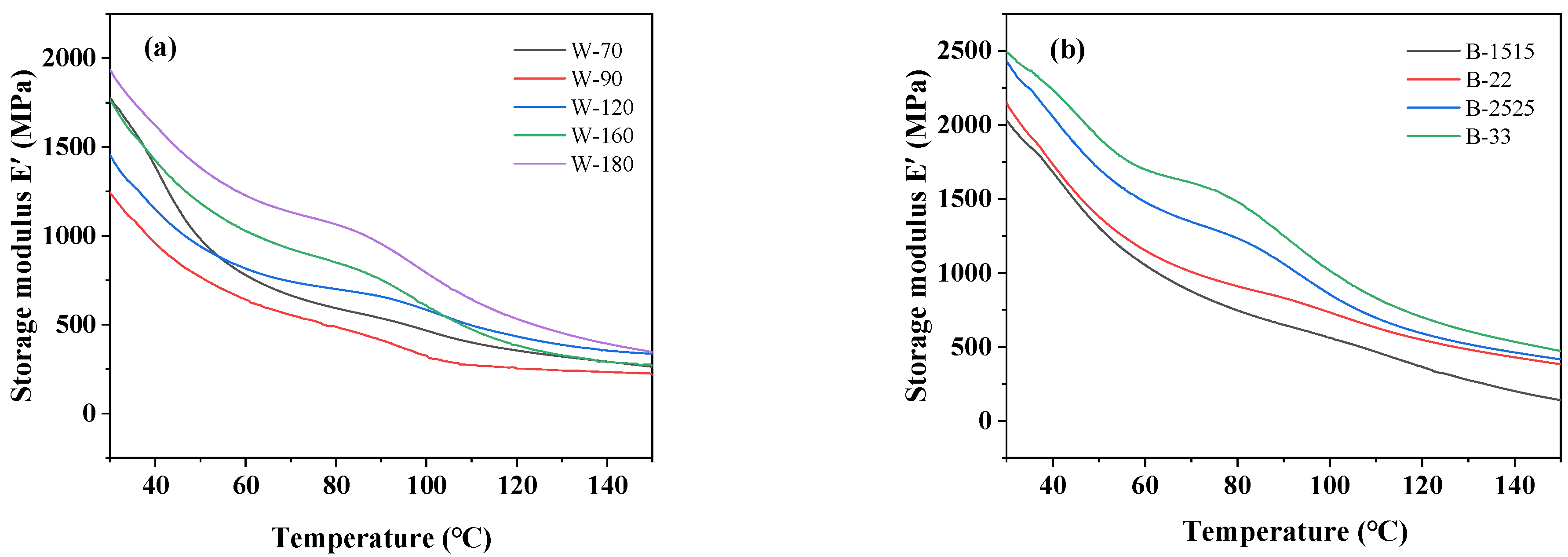
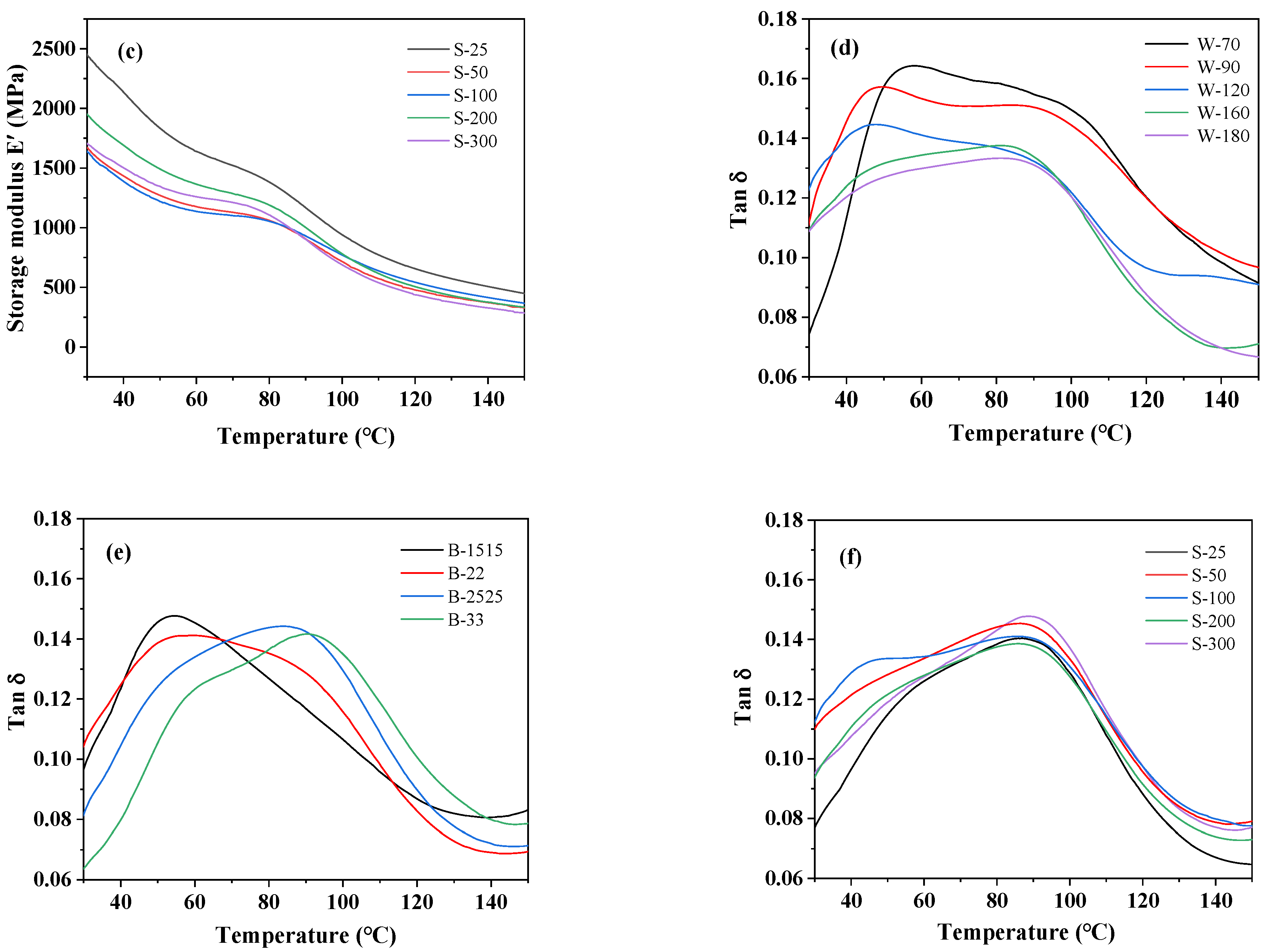
3.7. Dynamic Mechanical Properties of BOPA6
4. Conclusions
- (1)
- The change in temperature has an important influence on the physical properties of BOPA6. The increase in stretching temperature is beneficial to the flow and directional arrangement of BOPA6 molecular chains, which makes the material more prone to deformation and reduces the stretching force required for the biaxial stretching process; the force required for the biaxial stretching is 45N at 180 °C, which is 55% lower than that at 70 °C. In addition, increasing the biaxial stretching temperature can promote the crystallization of BOPA6, improve its tensile strain and barrier properties, and reduce the haze. The tensile strength is relatively stable at high stretching temperatures, reaching peak values at 120 °C; the tensile strength of MD and TD were 232% and 270%, respectively, indicating that at this temperature, the material had good toughness and could withstand large pre-fracture deformation. When the temperature is above the glass transition temperature and below the melting point, the storage modulus of the BOPA6 film increases with the increase of the stretching temperature and the loss factor decreases;
- (2)
- At the same stretching temperature and rate, the force required for the biaxial stretching process increases with the increase of the stretching ratio. When the stretching ratio is 3 × 3, the force required to complete the stretching is 85 N. At a large stretching ratio, the stress concentration in the TD direction increases, which affects the force distribution in the biaxial stretching process. Through the DSC and XRD data, it was found that strain-induced crystallization (SIC) occurs during the biaxial stretching process with different stretching ratios. The formation of crystallization reduced the randomness of molecular chain movement and reduced the activation energy. The grain size reached its maximum value at a stretching ratio of 2.5 × 2.5, which was 37 Å, but excessive stretching ratios can lead to a decrease in grain size. When the stretching ratio is 3 × 3, the melting enthalpy is 69.785 J/g, which increased by 32.39% compared with the unstretched sample. With the increase of the stretching ratio, the structure of BOPA6 film becomes more uniform and compact, the haze is significantly reduced, decreases by 4.2% compared to the unstretched sample, and the stretching strength and oxygen barrier properties are improved. When the tensile ratio was 3 × 3, it reached about 150 MPa, which was twice the tensile strength of the unstretched sample;
- (3)
- Changing the stretching rate can adjust the force of the biaxial stretching process. It can be observed that when the stretching rate increases from 25%/s to 50%/s, the force decreases from 85 N to 71 N. However, at higher stretching rates (100%/s, 200%/s, 300%/s), the force required for biaxial stretching is approximately the same, about 64N. The grain size reached its maximum value of 39 Å at a stretching rate of 100%/s, indicating that there is an optimal stretching rate that promotes grain growth up to a certain extent. When the crystals in the BOPA6 film are influenced by high strain rates, this leads to an increase in the degree of crystal defects and disorder. With the increase of the stretching rate, the haze of BOPA6 increases and the oxygen barrier property decreases, the tensile strength in the MD direction is always higher than that in the TD direction, and the overall trend of failure strain during tensile deformation shows a decrease.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, L.; Lai, C.; Lu, M.; Wu, C.; Chen, C. Manufacture of biaxially-oriented polyamide 6 (BOPA6) films with high transparencies, mechanical performances, thermal resistance, and gas blocking capabilities. Mater. Sci. Eng. B 2020, 259, 114605. [Google Scholar] [CrossRef]
- Kanai, T.; Okuyama, Y.; Takashige, M. Dynamics and structure development for biaxial stretching PA6/MXD6 blend packaging films. Adv. Polym. Technol. 2018, 37, 2828–2837. [Google Scholar] [CrossRef]
- Marais, S.; Lozay, Q.; Follain, N.; Soulestin, J.; Couvrat, N.; Dargent, E. Multinanolayered PA6/Cloisite and PE/PA6/Cloisite composites: Structure, mechanical and barrier properties. Compos. Part B Eng. 2024, 271, 111167. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Y.; Cui, L.; Li, X.; Fan, S. Effect of Biaxial Stretching Process on Microstructure and Macro Properties of Nylon 6 Film. China Plast. Ind. 2020, 48, 35–42. [Google Scholar] [CrossRef]
- Li, B.; Liao, G.; Liu, J.; Xie, Z.; Cui, L.; Yang, Y.; Liu, Y. Investigation on the tensile rheological behavior of pa6 film based on fractional order model. Mater. Res. Express 2023, 10, 105302. [Google Scholar] [CrossRef]
- Wu, S.; Wang, X.; Zhou, Y.; Liu, X. Preparation and Properties of Biaxially Oriented PEFT Film. Eng. Plast. Appl. 2023, 51, 1–7. [Google Scholar] [CrossRef]
- Chen, X.; Xiang, D.; Zhou, Z.; Wu, Y.; Li, H.; Zhao, C.; Li, Y. Biaxial Stretching of Polymer Nanocomposites: A Mini-Review. Front. Mater. 2021, 8, 725422. [Google Scholar] [CrossRef]
- Lu, Y.; Men, Y. Cavitation-Induced Stress Whitening in Semi-Crystalline Polymers. Macromol. Mater. Eng. 2018, 303, 1800203. [Google Scholar] [CrossRef]
- Xu, J.; Ren, X.; Yang, T.; Jiang, X.; Chang, W.; Yang, S.; Stroeks, A.; Chen, E. Revisiting the Thermal Transition of β-Form Polyamide-6: Evolution of Structure and Morphology in Uniaxially Stretched Films. Macromolecules 2018, 51, 137–150. [Google Scholar] [CrossRef]
- Ania, F.; Baltá-Calleja, F.J.; Flores, A.; Michler, G.H.; Scholtyssek, S.; Khariwala, D.; Hiltner, A.; Baer, E.; Rong, L.; Hsiao, B.S. Nanostructure and crystallization phenomena in multilayered films of alternating iPP and PA6 semicrystalline polymers. Eur. Polym. J. 2012, 48, 86–96. [Google Scholar] [CrossRef]
- Liu, J.; Liao, G.; Xie, Z.; Li, B.; Cui, L.; Liu, Y. Investigation on the rheological behavior of PA6 film during biaxial stretching. Mater. Today Commun. 2024, 38, 107616. [Google Scholar] [CrossRef]
- Petreny, R.; Meszaros, L.; Almasy, L. Investigation of the interphase structure in polyamide 6–matrix, multi-scale composites. Compos. Sci. Technol. 2022, 225, 109489. [Google Scholar] [CrossRef]
- Ziabicki, A.; Kedzierska, K. Studies on the orientation phenomena by fiber formation from polymer melts. Part I. Preliminary investigations on polycapronamide. J. Appl. Polym. Sci. 1959, 2, 14–23. [Google Scholar] [CrossRef]
- Zhang, X.; Gohn, A.; Mendis, G.; Buzinkai, J.F.; Weigand, S.J.; Rhoades, A.M. Probing Three Distinct Crystal Polymorphs of Melt-Crystallized Polyamide 6 by an Integrated Fast Scanning Calorimetry Chip System. Macromolecules 2021, 54, 7512–7528. [Google Scholar] [CrossRef]
- Chen, J.; Zhu, J.; Wu, H.; Guo, S.; Qiu, J. Constructing highly aligned crystalline structure to enhance sliding wear performance of bulk polyamide 6. Polymer 2021, 237, 124353. [Google Scholar] [CrossRef]
- Al-Itry, R.; Lamnawar, K.; Maazouz, A.; Billon, N.; Combeaud, C. Effect of the simultaneous biaxial stretching on the structural and mechanical properties of PLA, PBAT and their blends at rubbery state. Eur. Polym. J. 2015, 68, 288–301. [Google Scholar] [CrossRef]
- Chen, Q.; Wang, Z.; Zhang, S.; Cao, Y.; Chen, J. Structure Evolution and Deformation Behavior of Polyethylene Film during Biaxial Stretching. ACS Omega 2020, 5, 655–666. [Google Scholar] [CrossRef]
- Shi, K.; Ye, L.; Li, G. Thermal oxidative aging behavior and stabilizing mechanism of highly oriented polyamide 6. J. Therm. Anal. Calorim. 2016, 126, 795–805. [Google Scholar] [CrossRef]
- Lin, Y.; Li, X.; Chen, X.; An, M.; Li, L. Deformation mechanism of hard elastic polyethylene film during uniaxial stretching: Effect of stretching speed. Polymer 2019, 178, 121579. [Google Scholar] [CrossRef]
- Doumeng, M.; Makhlouf, L.; Berthet, F.; Marsan, O.; Delbé, K.; Denape, J.; Chabert, F. A comparative study of the crystallinity of polyetheretherketone by using density, DSC, XRD, and Raman spectroscopy techniques. Polym. Test. 2020, 93, 106878. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, Y.; Li, X.; Cui, L.; Liu, X.; Li, Z.; Fan, S. Effect of Hot Stretching on Microstructure and Mechanical Properties of Nylon 6 Films. Mater. Rep. 2021, 35, 6. [Google Scholar] [CrossRef]
- Muniz, F.T.L.; Miranda, M.A.R.; Morilla Dos Santos, C.; Sasaki, J.M. The Scherrer equation and the dynamical theory of X-ray diffraction. Acta Crystallogr. Sect. A Found. Adv. 2016, 72, 385–390. [Google Scholar] [CrossRef] [PubMed]
- Cook, D.S.; Wu, Y.; Lienau, K.; Moré, R.; Kashtiban, R.J.; Magdysyuk, O.V.; Patzke, G.R.; Walton, R.I. Time-Resolved Powder X-ray Diffraction of the Solvothermal Crystallization of Cobalt Gallate Spinel Photocatalyst Reveals Transient Layered Double Hydroxides. Chem. Mater. 2017, 29, 5053–5057. [Google Scholar] [CrossRef]
- Chen, G.; Ng, K.Y.S.; Lin, C. Effects of Nitrogen-Doping or Alumina Films on Graphene as Anode Materials of Lithium-Ion Batteries Verified by In Situ XRD. J. Nanomater. 2022, 2022, 1758789. [Google Scholar] [CrossRef]
- Bohn, M.A. The Connection Between the Parameters of WLF Equation and of Arrhenius Equation. Propellants Explos. Pyrotech. 2019, 44, 696–705. [Google Scholar] [CrossRef]
- Liu, F.; Wang, J.; Long, H.Y.X. Experimental and modeling study of the viscoelastic-viscoplastic deformation behavior of amorphous polymers over a wide temperature range. Mech. Mater. 2022, 167, 104241. [Google Scholar] [CrossRef]
- Bowden, P.B.; Young, R.J. Deformation mechanisms in crystalline polymers. J. Mater. Sci. 1974, 9, 2034–2051. [Google Scholar] [CrossRef]
- Miri, V.; Persyn, O.; Seguela, R.; Lefebvre, J.M. On the deformation induced order–disorder transitions in the crystalline phase of polyamide 6. Eur. Polym. J. 2011, 47, 88–97. [Google Scholar] [CrossRef]
- Hiraiwa, S.; Mai, T.; Tsunoda, K.; Urayama, K. Strain hardening in biaxially stretched elastomers undergoing strain-induced crystallization. RSC Adv. 2023, 13, 34630–34636. [Google Scholar] [CrossRef]
- Hsiao, K. Embedded single carbon fibre to sense the thermomechanical behavior of an epoxy during the cure process. Compos. Part A Appl. Sci. Manuf. 2013, 46, 117–121. [Google Scholar] [CrossRef]
- Yin, B.; Hu, X.; Luo, W.; Song, K. Application of fractional calculus methods to asymmetric dynamical response of CB-Filled rubber. Polym. Test. 2017, 61, 416–420. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Feed Cylinder (°C) | Transition Section (°C) | Mold Head (°C) | Mold Lip (°C) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zone 1 | Zone 2 | Zone 3 | Zone 4 | Zone 1 | Zone 2 | Zone 1 | Zone 2 | Zone 3 | Zone 1 | |
| PA6 | 215 | 250 | 250 | 255 | 255 | 255 | 255 | 255 | 255 | 250 |
| Biaxial Stretching Process | Sample | Preheating Time | Stretching Temperature | Stretching Ratio | Stretching Rate | Setting Temperature | Setting Time |
|---|---|---|---|---|---|---|---|
| (s) | (°C) | (MD × TD) | (%/s) | (°C) | (s) | ||
| Different stretching temperatures | W-70 | 30 | 70 | 2 × 2 | 100 | 100 | 60 |
| W-90 | 30 | 90 | 2 × 2 | 100 | 120 | 60 | |
| W-120 | 30 | 120 | 2 × 2 | 100 | 150 | 60 | |
| W-160 | 30 | 160 | 2 × 2 | 100 | 190 | 60 | |
| W-180 | 30 | 180 | 2 × 2 | 100 | 210 | 60 | |
| Different stretching ratios | B-11 | 30 | 160 | 1 × 1 | 100 | 190 | 60 |
| B-1515 | 30 | 160 | 1.5 × 1.5 | 100 | 190 | 60 | |
| B-22 | 30 | 160 | 2 × 2 | 100 | 190 | 60 | |
| B-2525 | 30 | 160 | 2.5 × 2.5 | 100 | 190 | 60 | |
| B-33 | 30 | 160 | 3 × 3 | 100 | 190 | 60 | |
| Different stretching rates | S-25 | 30 | 160 | 2.5 × 2.5 | 25 | 190 | 60 |
| S-50 | 30 | 160 | 2.5 × 2.5 | 50 | 190 | 60 | |
| S-100 | 30 | 160 | 2.5 × 2.5 | 100 | 190 | 60 | |
| S-200 | 30 | 160 | 2.5 × 2.5 | 200 | 190 | 60 | |
| S-300 | 30 | 160 | 2.5 × 2.5 | 300 | 190 | 60 |
| Gauge Length (L0) | Narrow Portion Width (B1) | Initial Distance between Fixtures (L) | Narrow Part Parallel Length (L1) | Overall Length (L3) |
|---|---|---|---|---|
| 20 mm | 4 mm | 50 mm | 30 mm | 75 mm |
| Biaxial Stretching Process | Sample | Tm | ΔHm | Crystallinity | FWHM | Grain Size |
|---|---|---|---|---|---|---|
| (°C) | (J/g) | (%) | (Å) | |||
| Different Stretching temperature | W-70 | 221.97 | 62.611 | 27.22 | 3.629 | 22 |
| W-90 | 222.01 | 63.021 | 27.40 | 3.559 | 22 | |
| W-120 | 222.05 | 63.421 | 27.57 | 3.136 | 43 | |
| W-160 | 222.06 | 63.465 | 27.59 | 2.247 | 26 | |
| W-180 | 222.11 | 64.119 | 27.97 | 2.089 | 35 | |
| Different Stretching ratio | B-11 | 222.87 | 60.260 | 26.20 | 5.385 | 15 |
| B-1515 | 222.56 | 63.076 | 27.42 | 3.479 | 23 | |
| B-22 | 222.63 | 63.234 | 27.49 | 2.422 | 33 | |
| B-2525 | 221.96 | 66.295 | 28.82 | 2.214 | 37 | |
| B-33 | 221.50 | 69.785 | 30.34 | 2.324 | 35 | |
| Different Stretching rate | S-25 | 221.47 | 63.708 | 27.70 | 2.214 | 37 |
| S-50 | 221.42 | 60.925 | 26.49 | 2.113 | 38 | |
| S-100 | 221.32 | 59.477 | 25.86 | 2.085 | 39 | |
| S-200 | 221.54 | 51.809 | 22.53 | 2.198 | 37 | |
| S-300 | 221.50 | 49.919 | 21.70 | 2.323 | 35 |
| Biaxial Stretching Process | Sample | Transmission Rate | Permeation |
|---|---|---|---|
| cc/(m2·Day) | cc·mil/(m2·Day) | ||
| Different stretching temperatures | W-140 | 25.623 | 70.617 |
| W-160 | 31.761 | 69.538 | |
| W-180 | 35.326 | 66.273 | |
| Different stretching ratios | B-22 | 26.184 | 79.377 |
| B-2525 | 27.171 | 53.448 | |
| B-33 | 38.505 | 57.606 | |
| Different stretching rates | S-100 | 22.662 | 47.286 |
| S-200 | 29.808 | 50.463 | |
| S-300 | 32.080 | 59.361 |
| f/Hz | 1 | 2 | 2.5 | 3.33 | 5 | 10 | 16.66 | 20 | 33.33 | 50 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 × 2 | Tg/K | 353.96 | 356.21 | 357.47 | 359.80 | 361.09 | 364.05 | 367.20 | 368.20 | 369.33 | 370.52 |
| 2.5 × 2.5 | 330.52 | 334.59 | 335.86 | 337.86 | 338.44 | 340.53 | 344.19 | 345.57 | 346.74 | 348.89 | |
| 3 × 3 | 360.45 | 362.73 | 363.79 | 365.03 | 370.98 | 373.17 | 376.48 | 377.48 | 380.98 | 382.90 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Liao, G.; Li, Y.; Yin, H.; Cui, L.; Cao, K.; Xie, Z.; Liu, J.; Liu, Y. Investigation on the Correlation between Biaxial Stretching Process and Macroscopic Properties of BOPA6 Film. Polymers 2024, 16, 961. https://doi.org/10.3390/polym16070961
Li B, Liao G, Li Y, Yin H, Cui L, Cao K, Xie Z, Liu J, Liu Y. Investigation on the Correlation between Biaxial Stretching Process and Macroscopic Properties of BOPA6 Film. Polymers. 2024; 16(7):961. https://doi.org/10.3390/polym16070961
Chicago/Turabian StyleLi, Bowen, Guangkai Liao, Yuankang Li, Haomin Yin, Lingna Cui, Kaikai Cao, Zhenyan Xie, Jiaxin Liu, and Yuejun Liu. 2024. "Investigation on the Correlation between Biaxial Stretching Process and Macroscopic Properties of BOPA6 Film" Polymers 16, no. 7: 961. https://doi.org/10.3390/polym16070961
APA StyleLi, B., Liao, G., Li, Y., Yin, H., Cui, L., Cao, K., Xie, Z., Liu, J., & Liu, Y. (2024). Investigation on the Correlation between Biaxial Stretching Process and Macroscopic Properties of BOPA6 Film. Polymers, 16(7), 961. https://doi.org/10.3390/polym16070961