



Enhancing the Weld Quality of Polylactic Acid Biomedical Materials Using Rotary Friction Welding



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
4. Conclusions
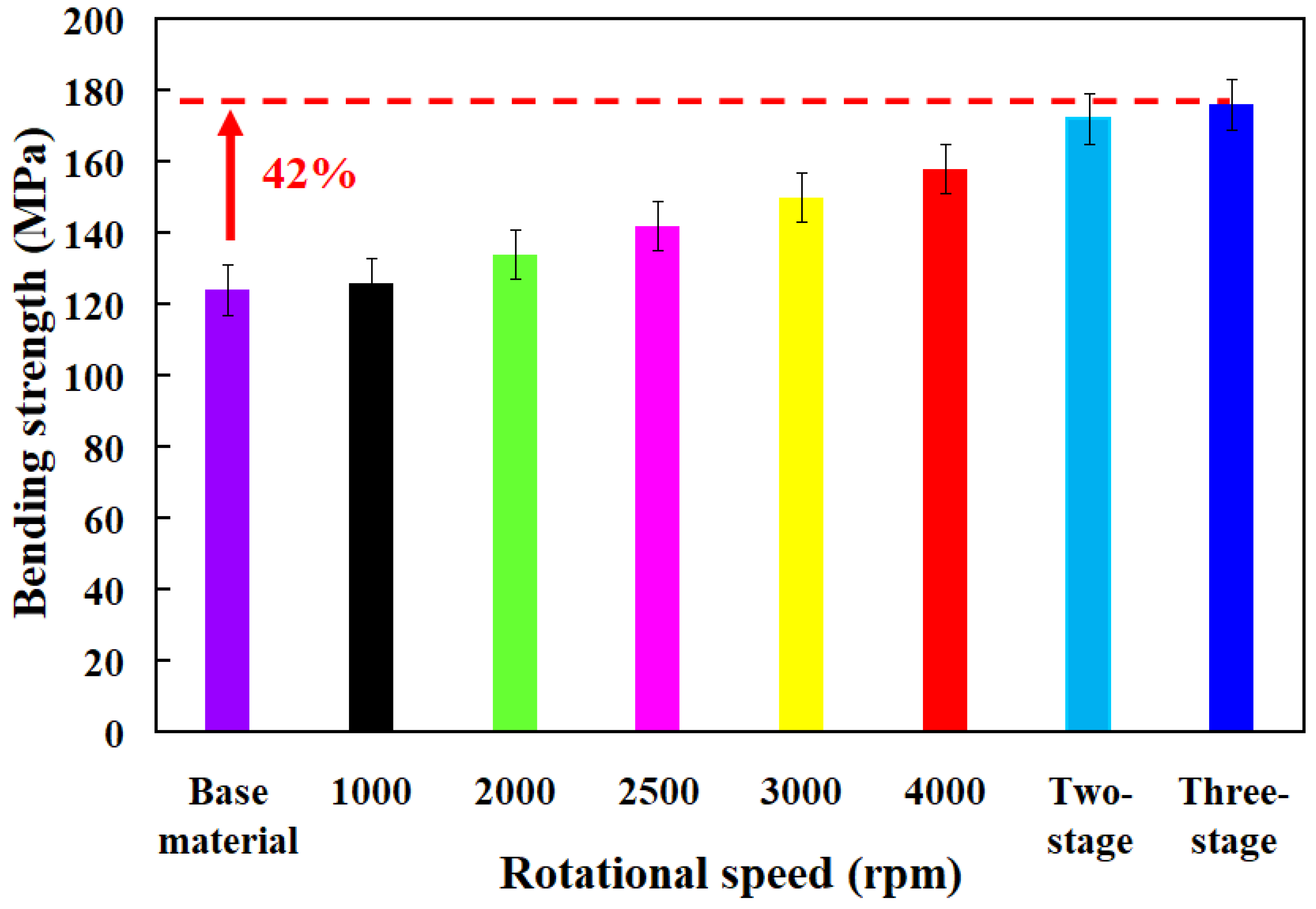
- The average bending strength of the welded components utilizing seven distinct rotational speeds surpasses that of the PLA base material.
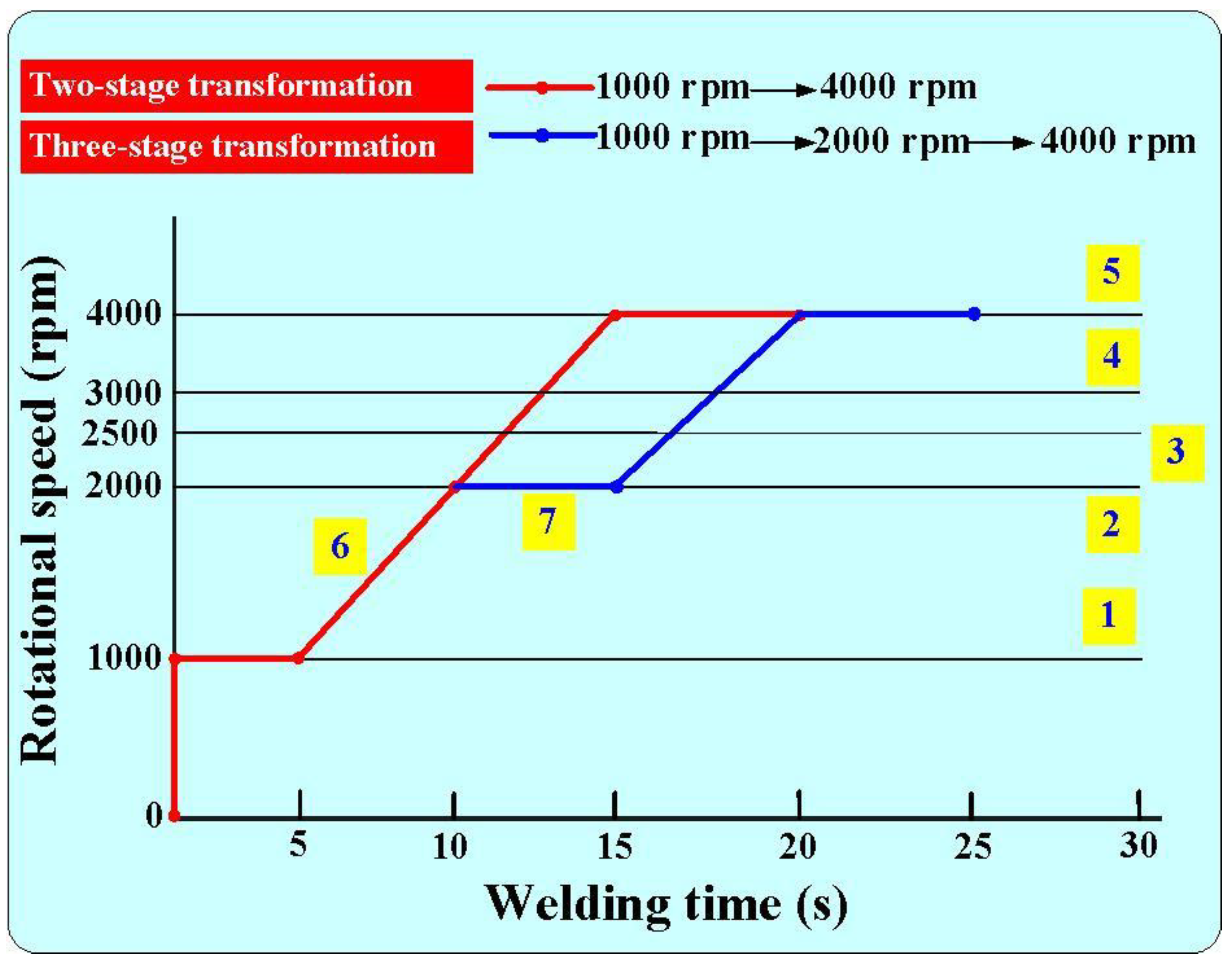
- The average bending strength enhancement rate for welded components produced through RFW with a three-stage transformation at 4000 rpm is approximately 41.94% when compared to the average bending strength of the PLA base material.
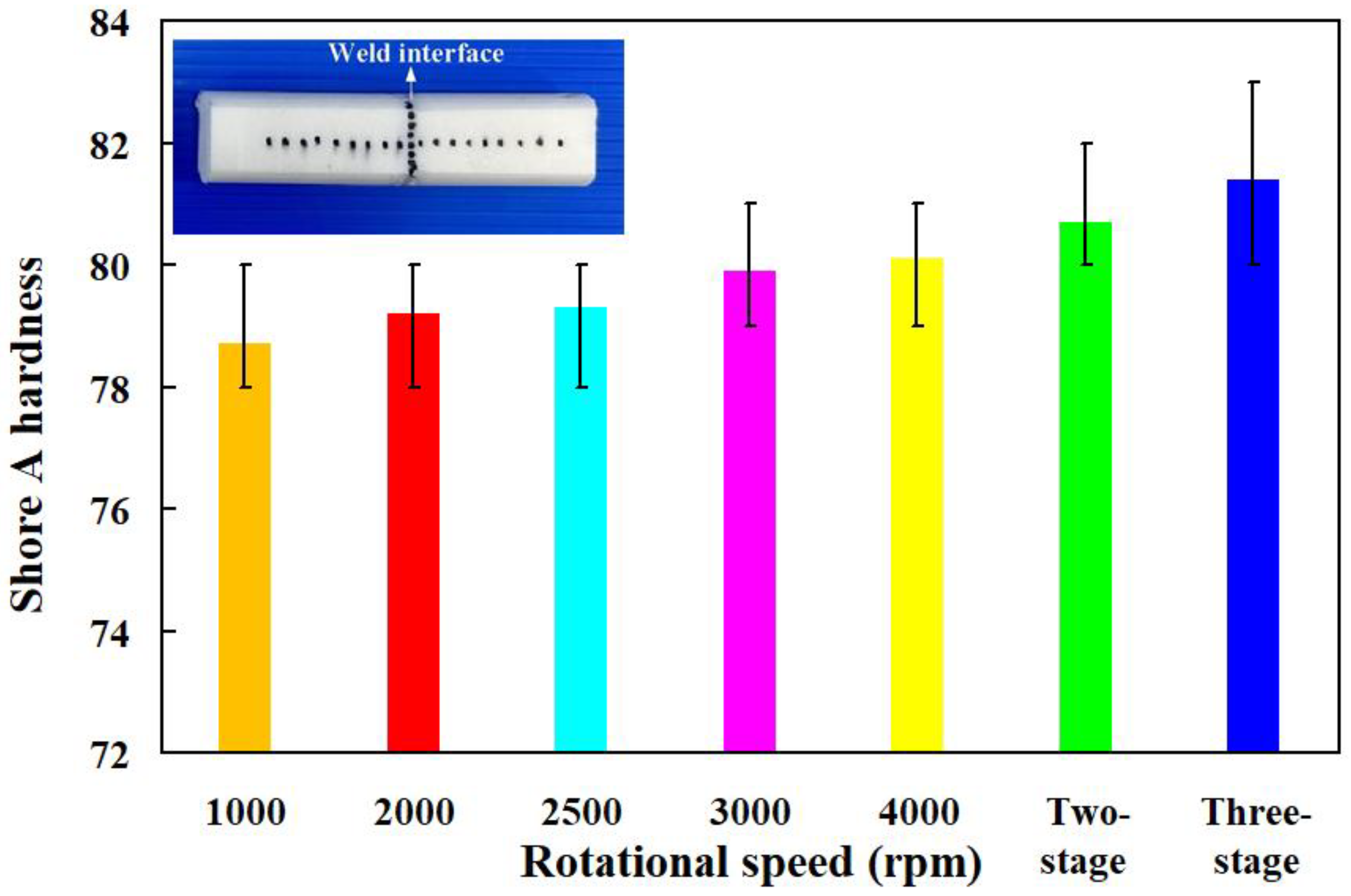
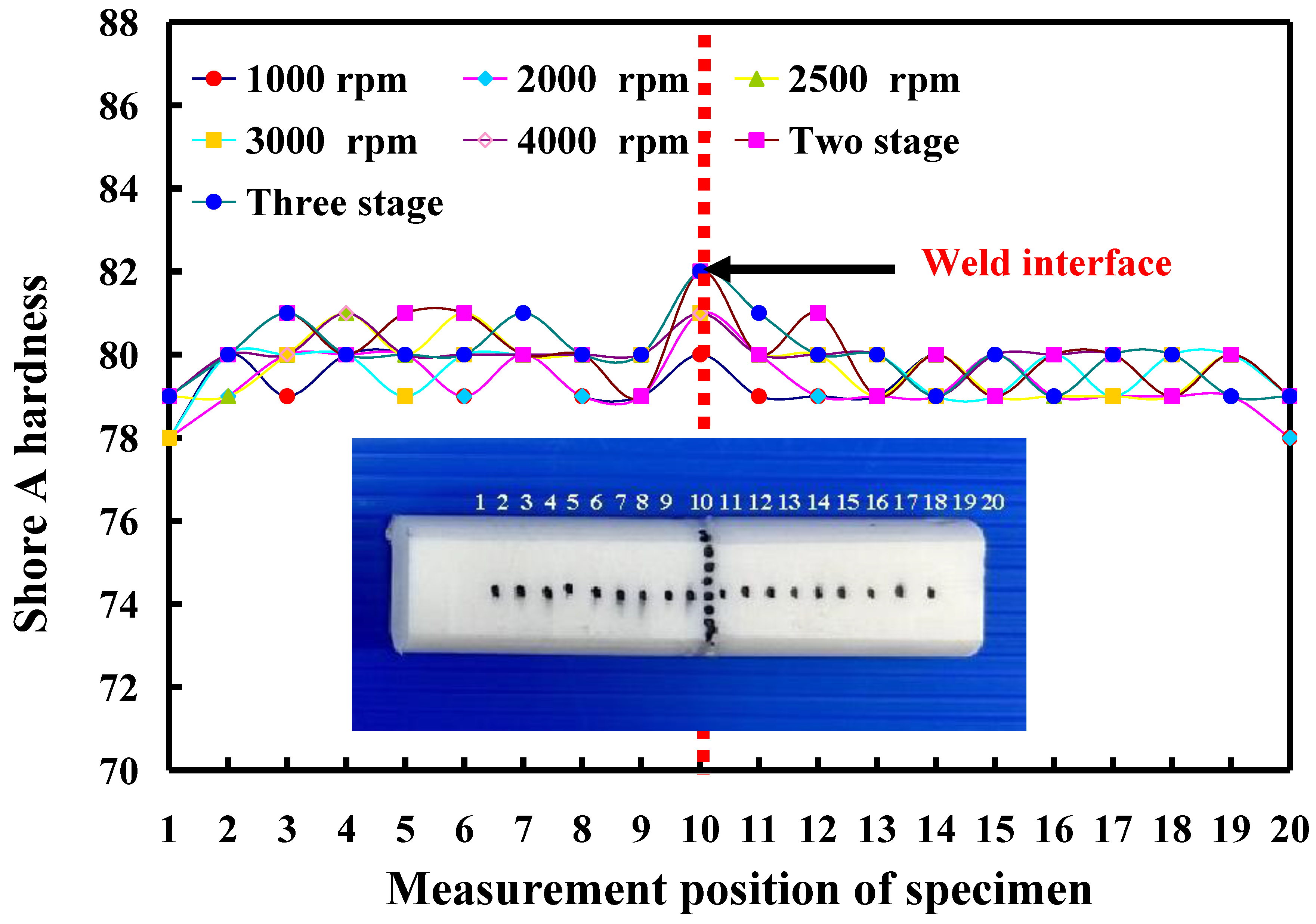
- The average surface hardness at the weld interface achieved through RFW with variable rotational speed exceeds that of the weld interface produced by a fixed rotating friction speed. The average surface hardness at the weld interface is approximately 1.25% to 3.80% higher than the average surface hardness of the PLA base material.
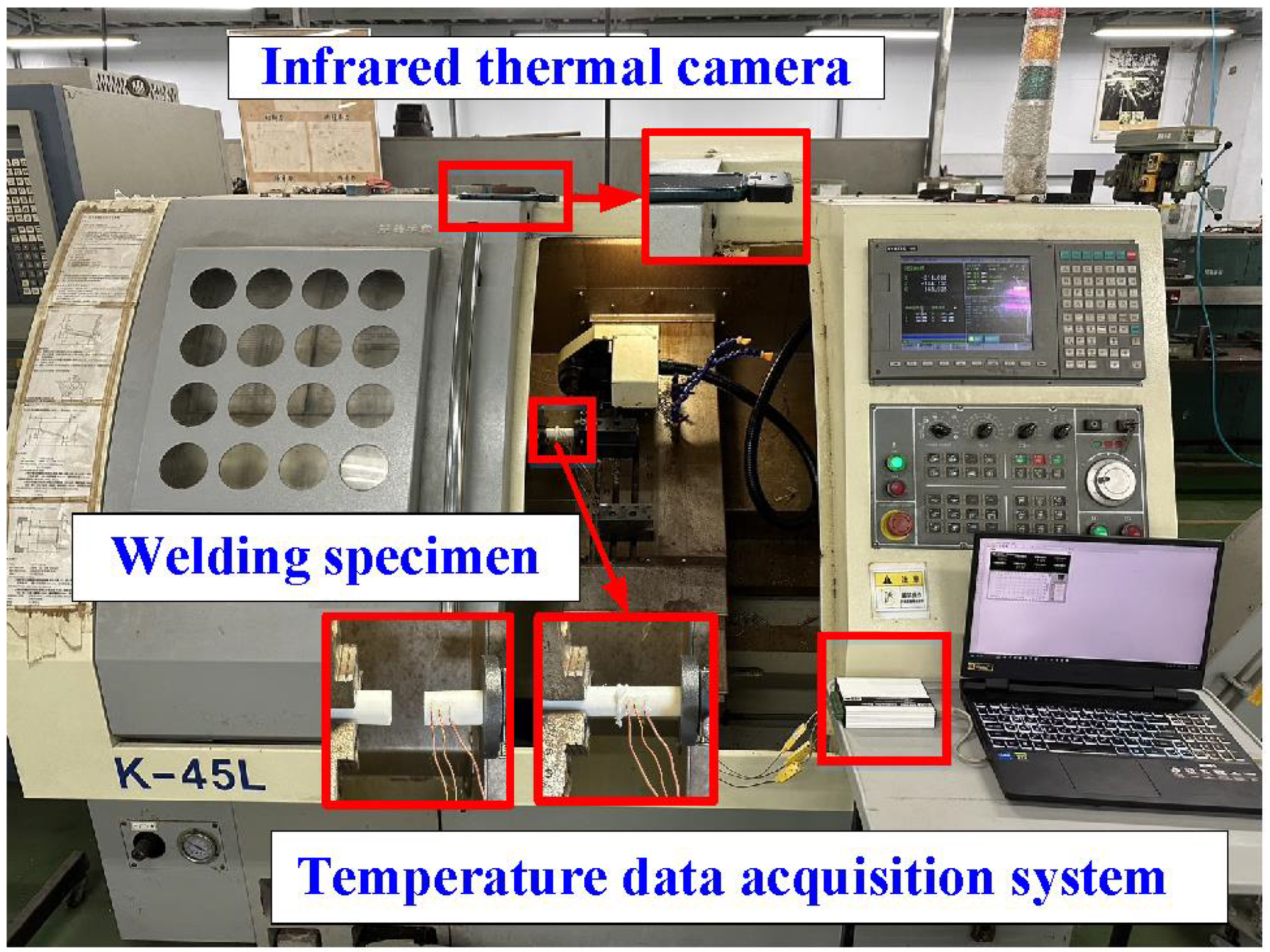
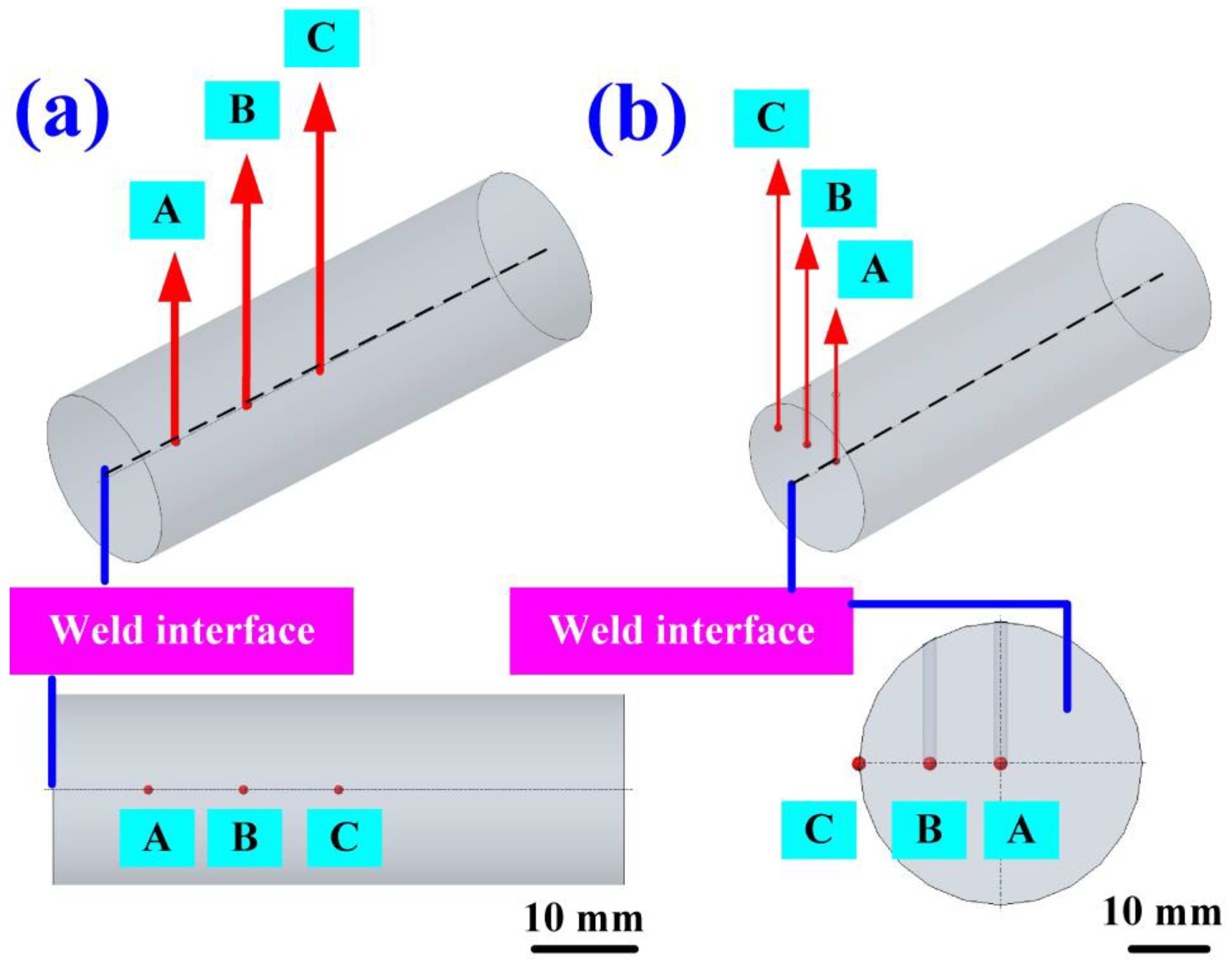
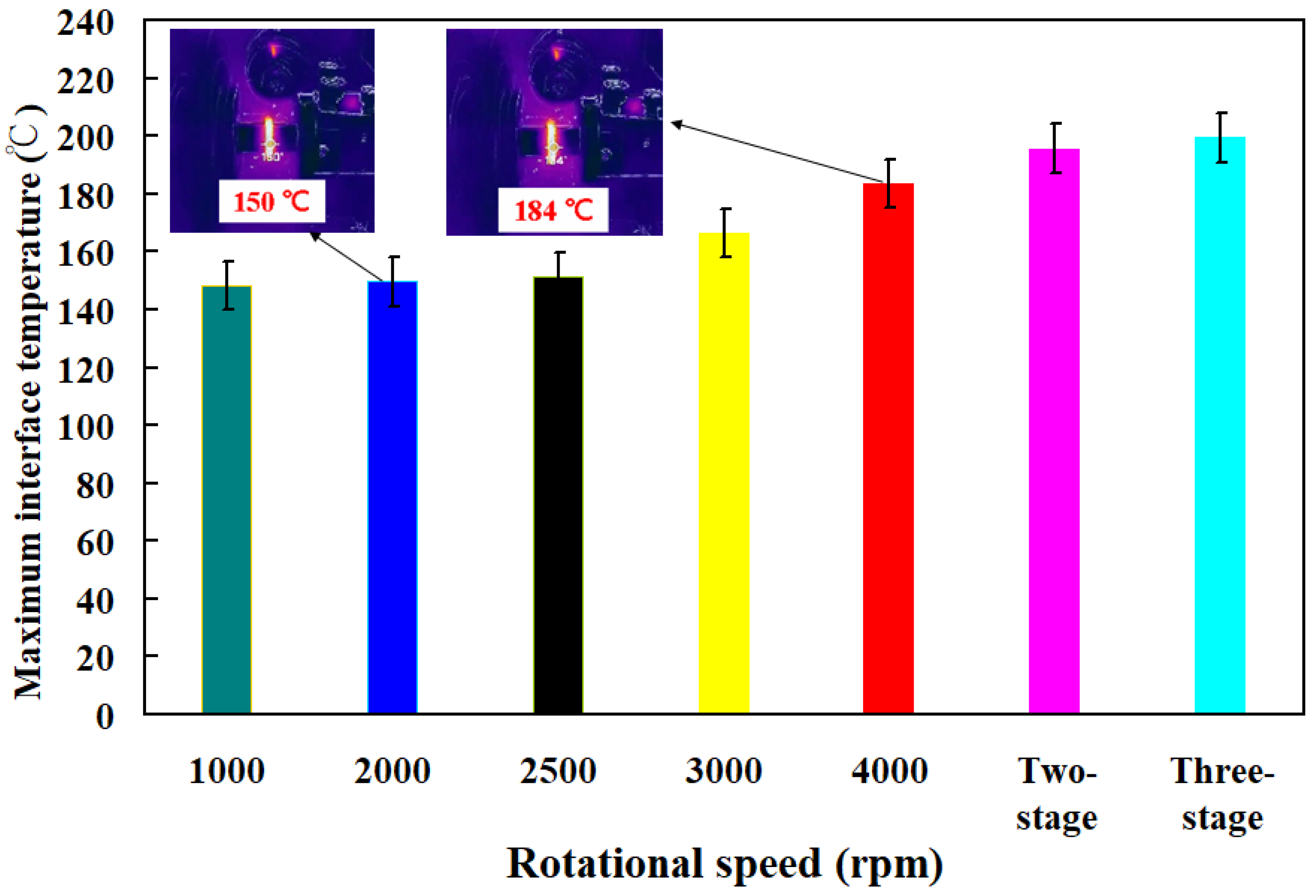
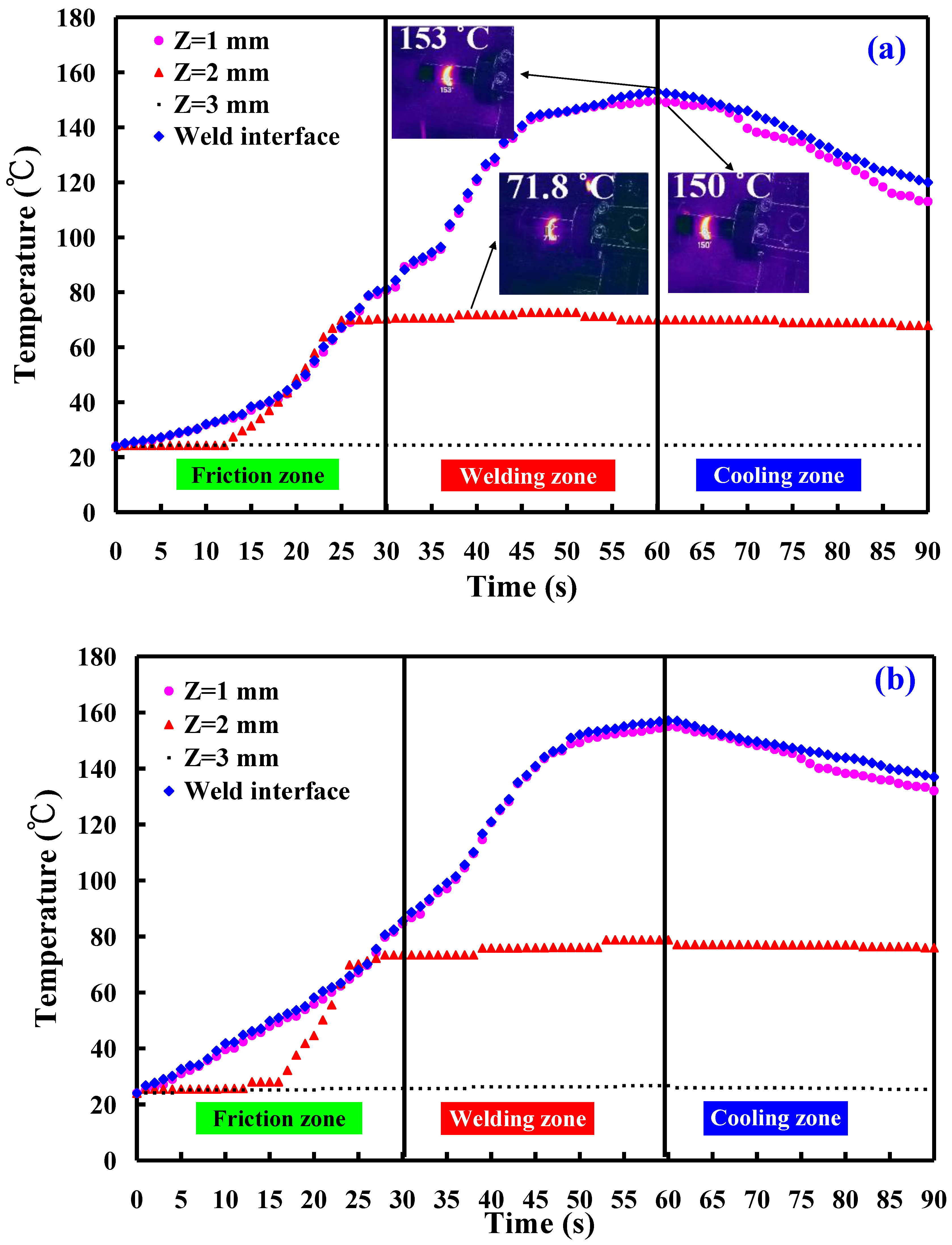
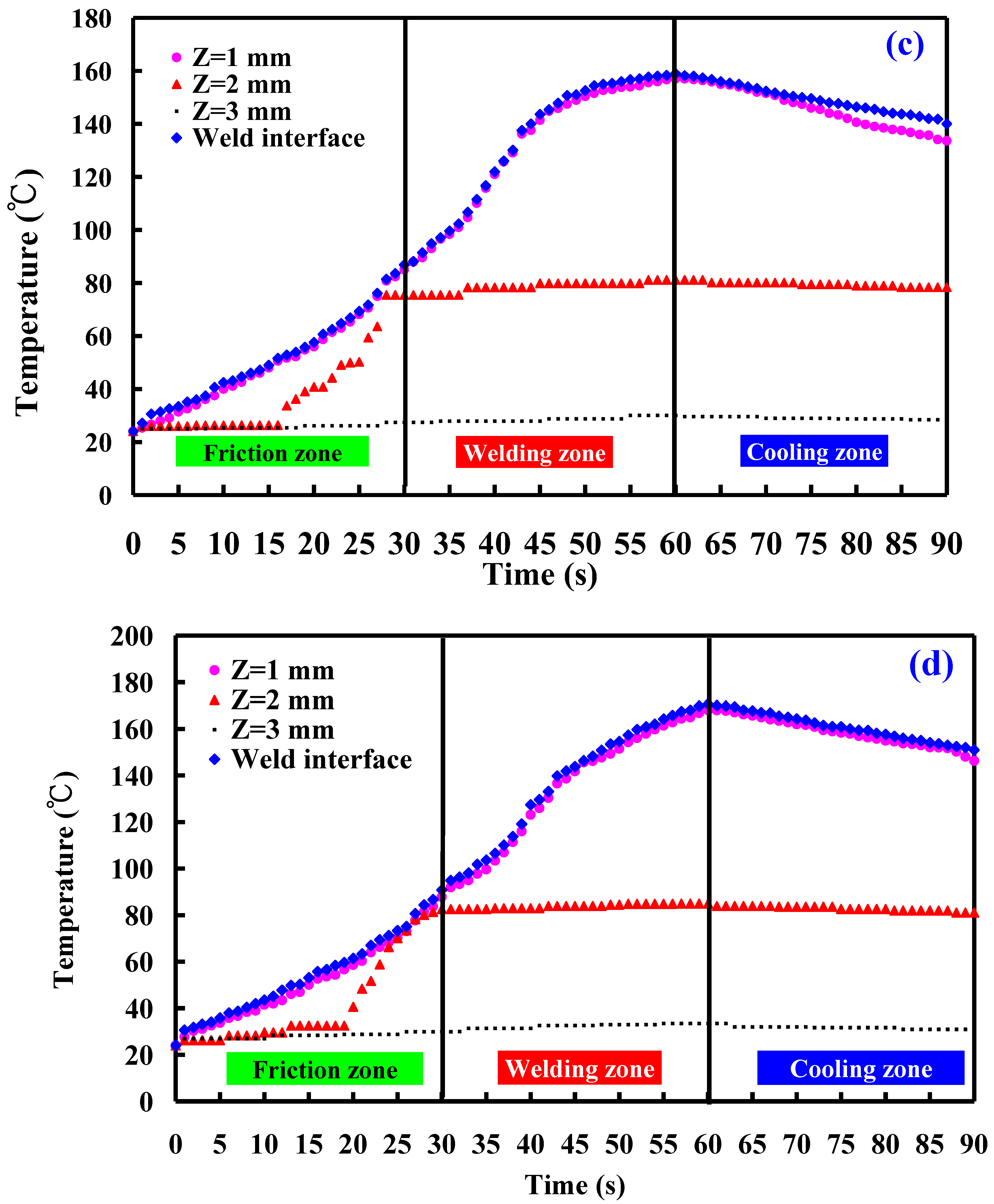
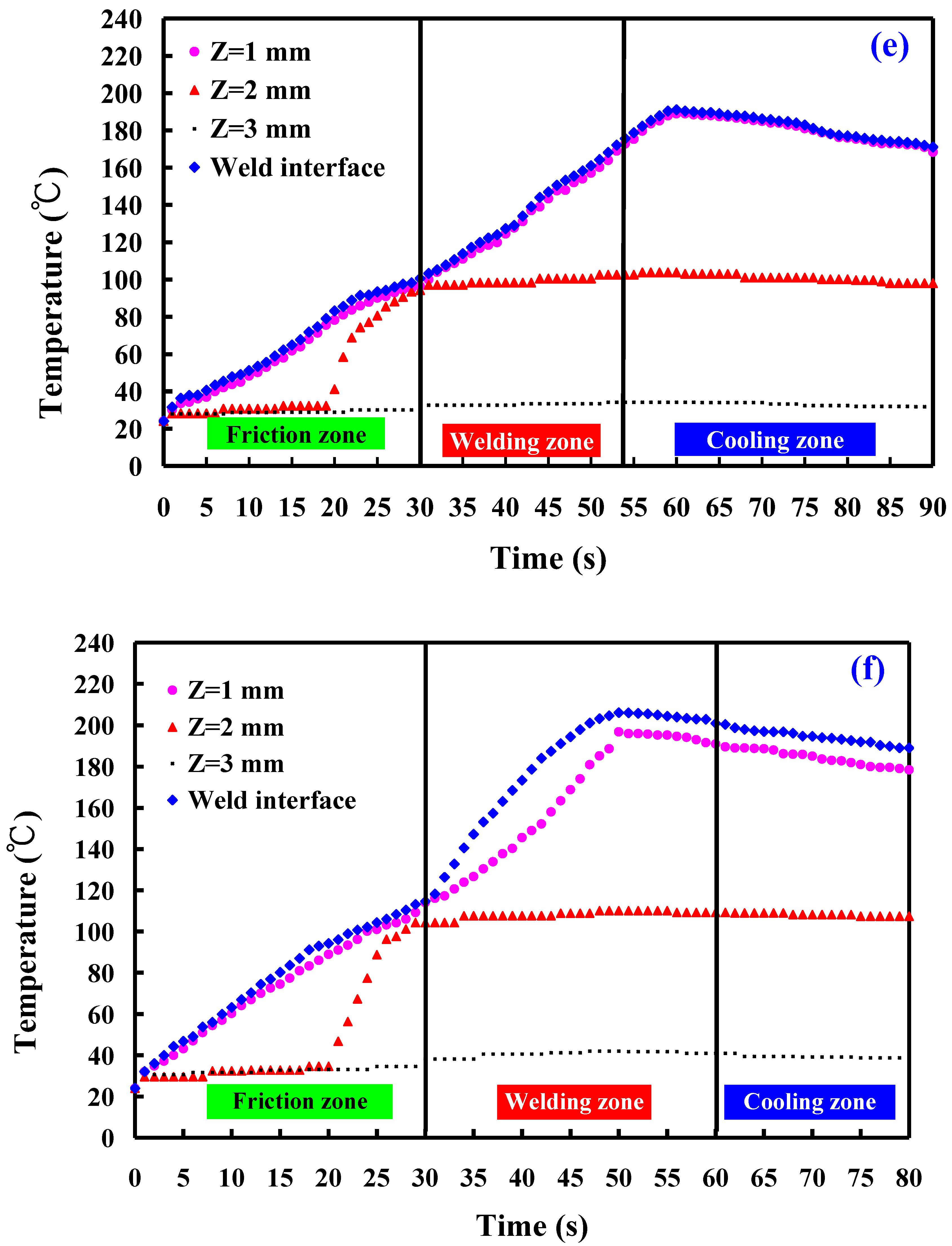
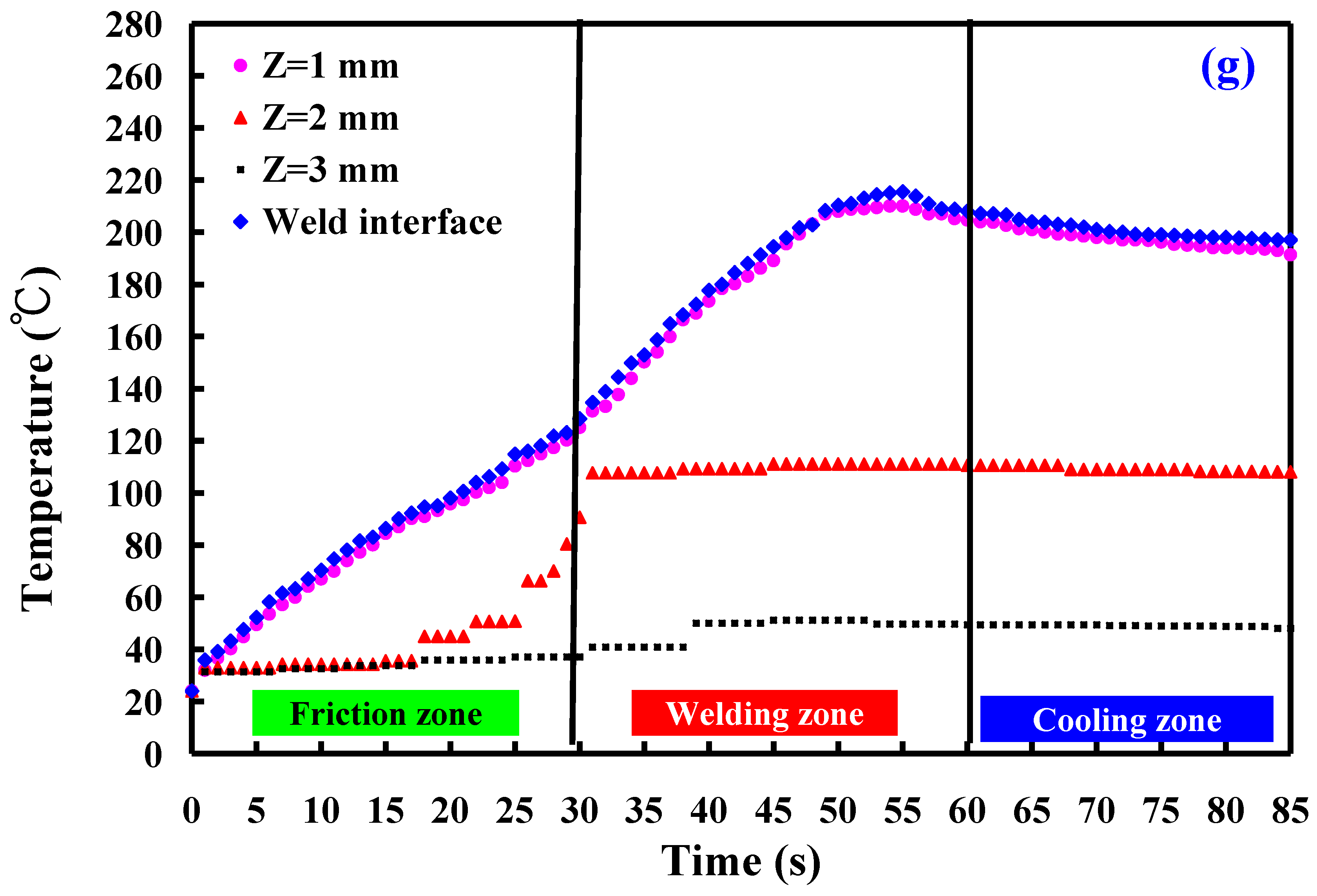
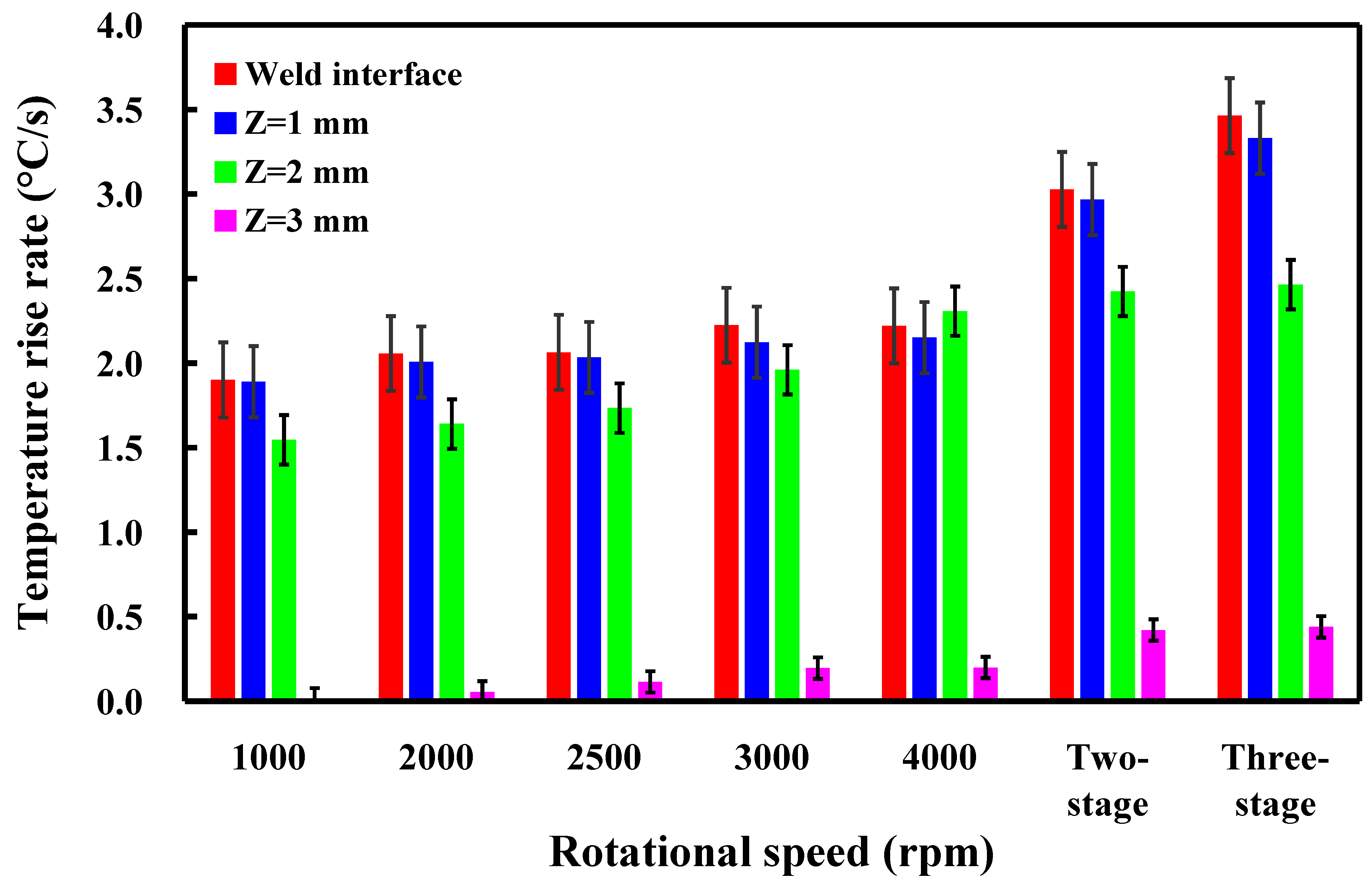
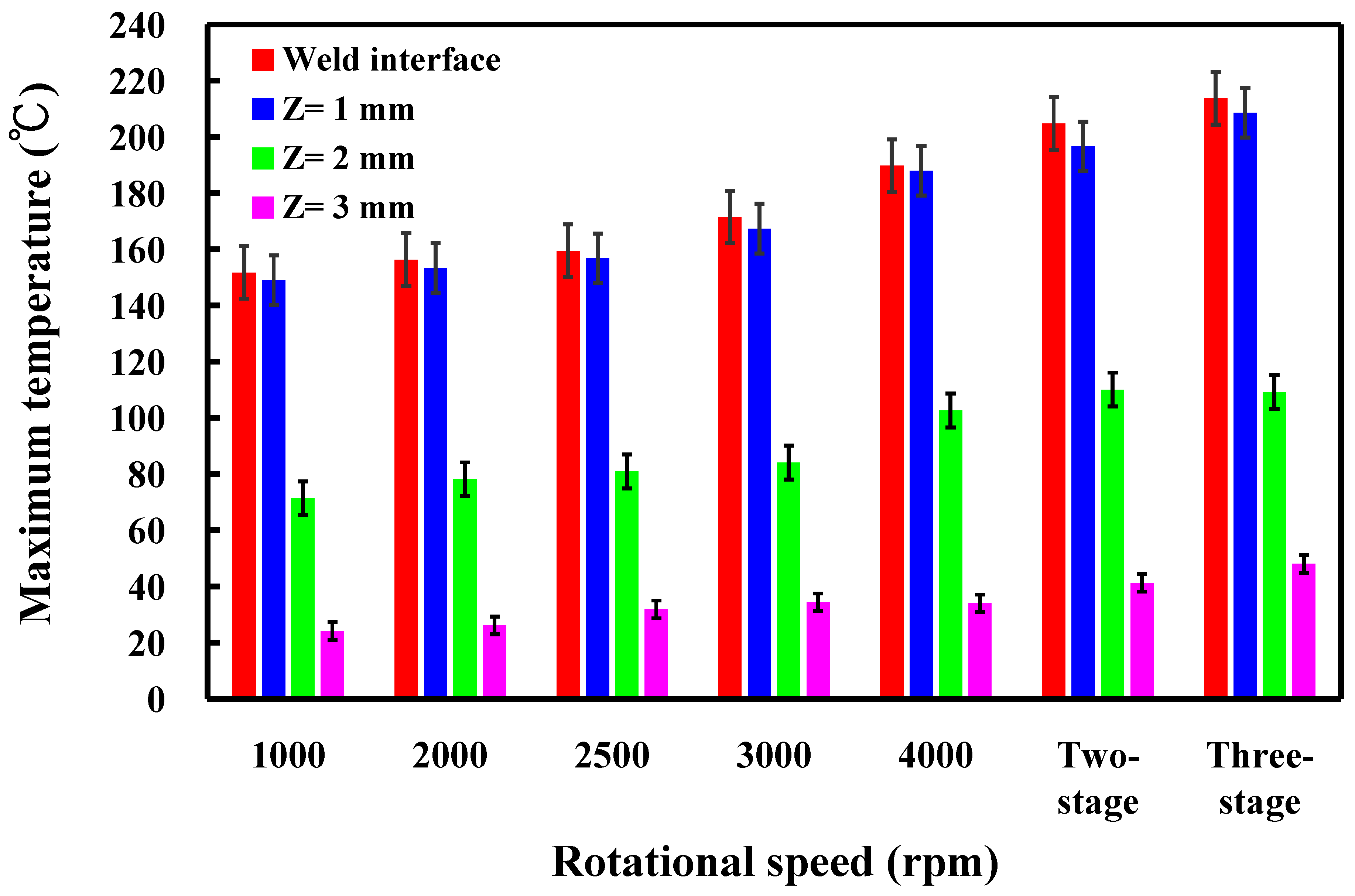
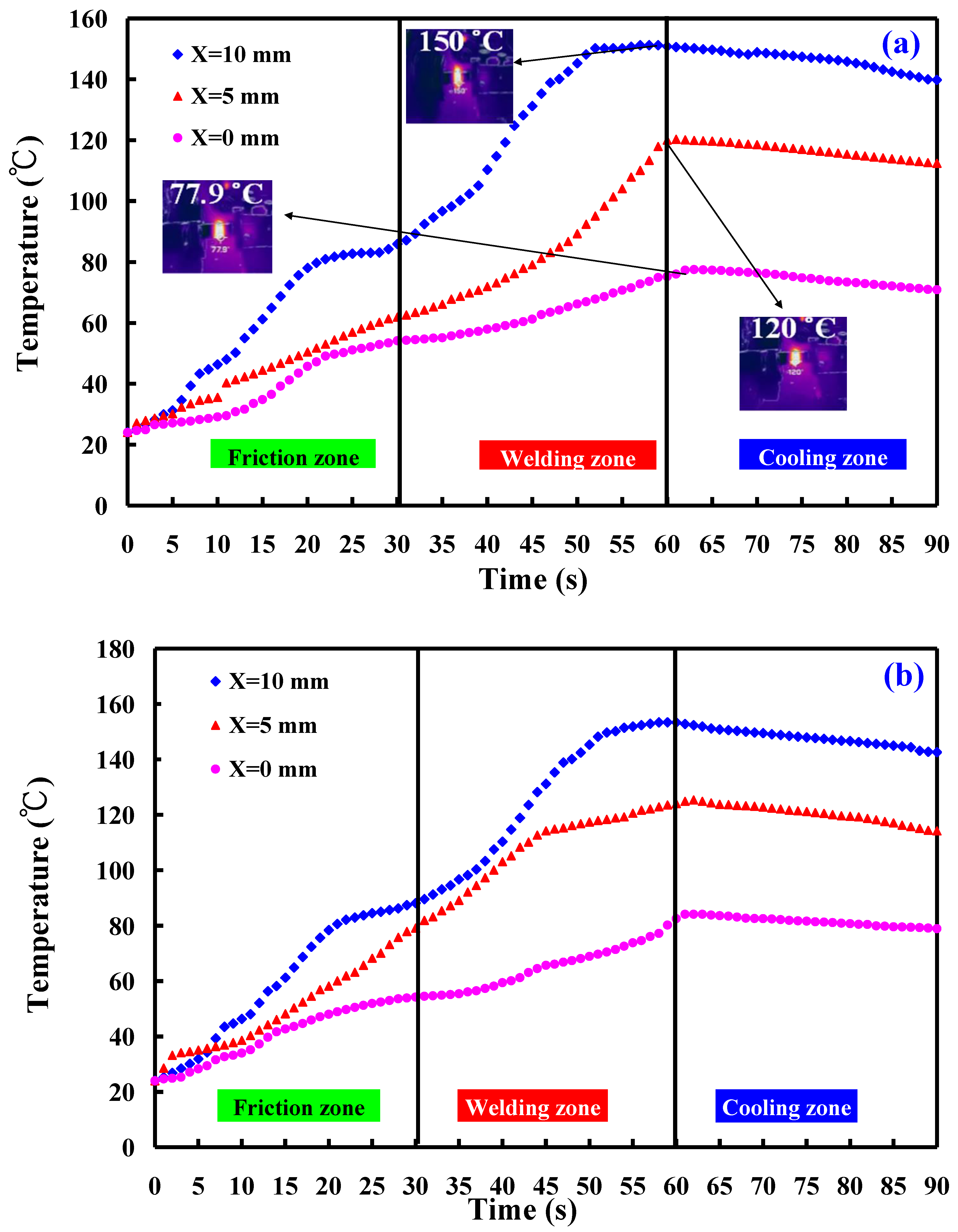
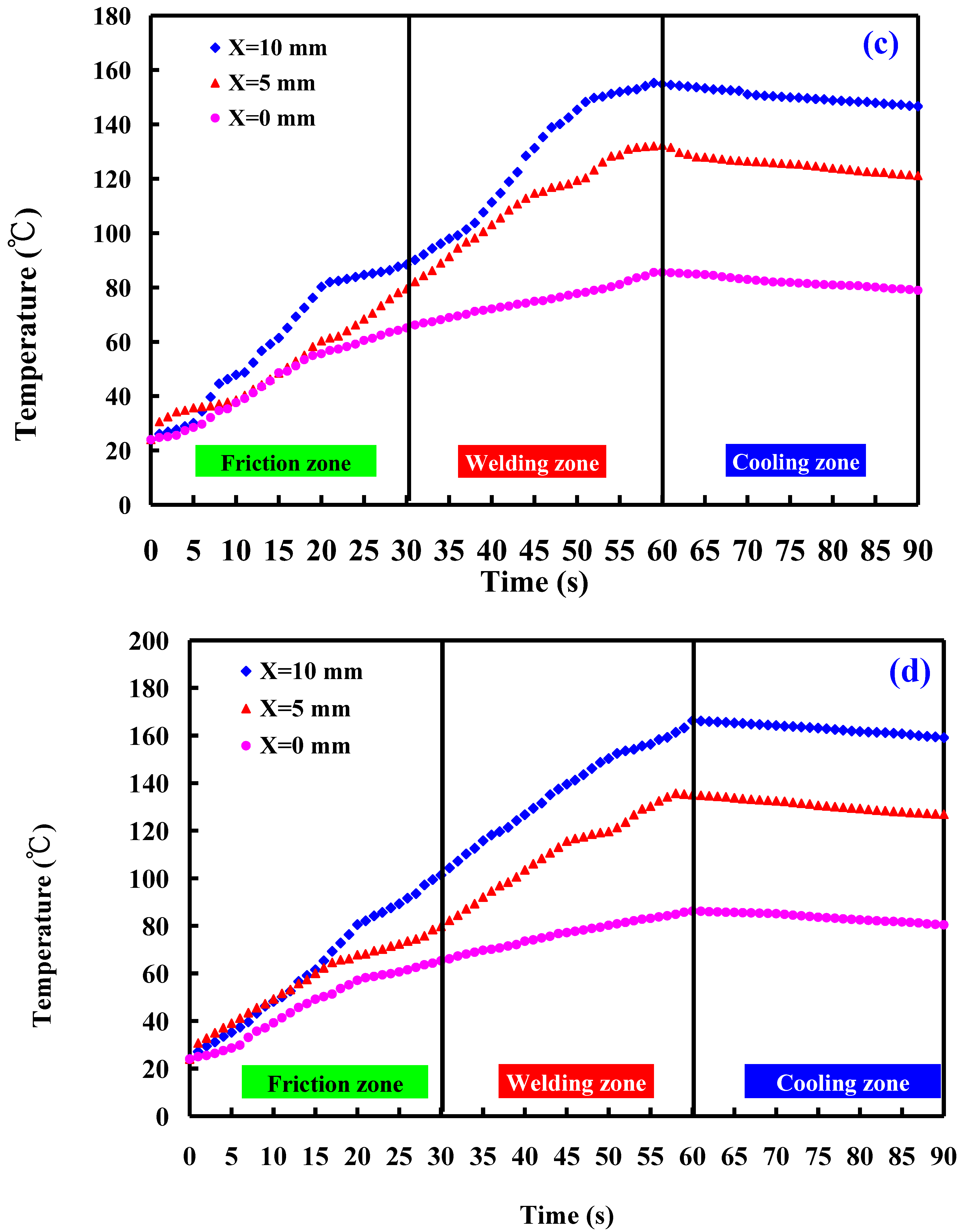
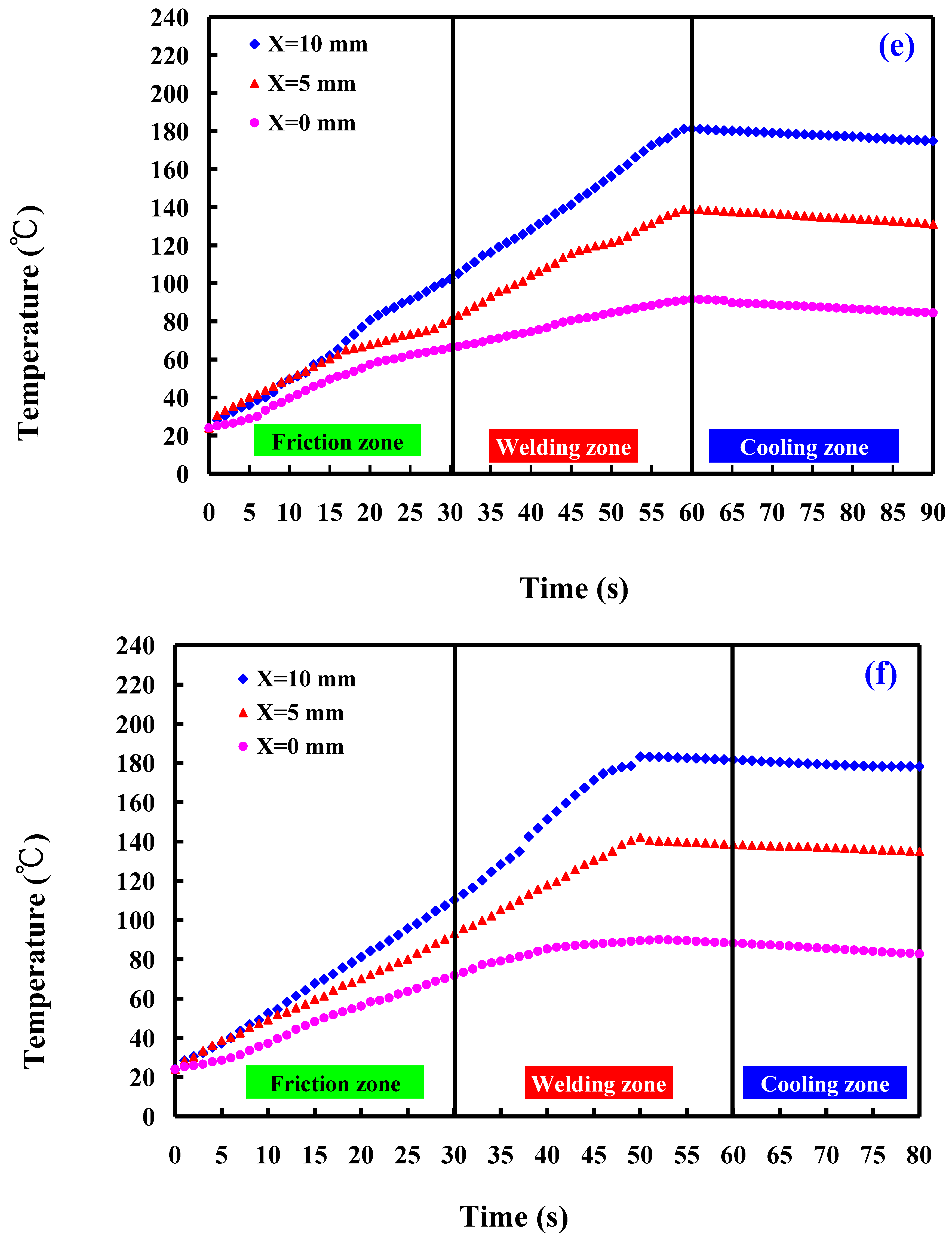
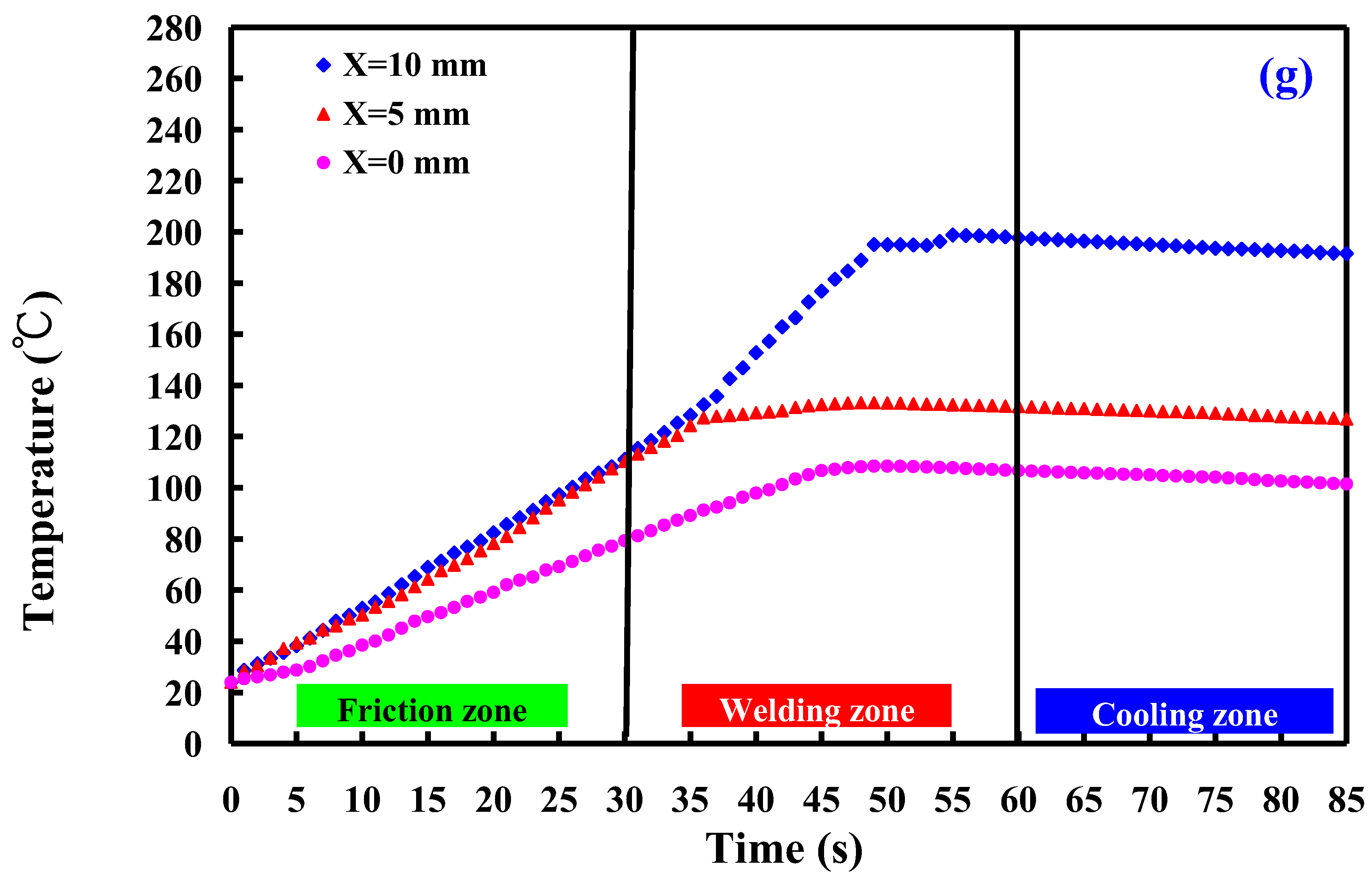
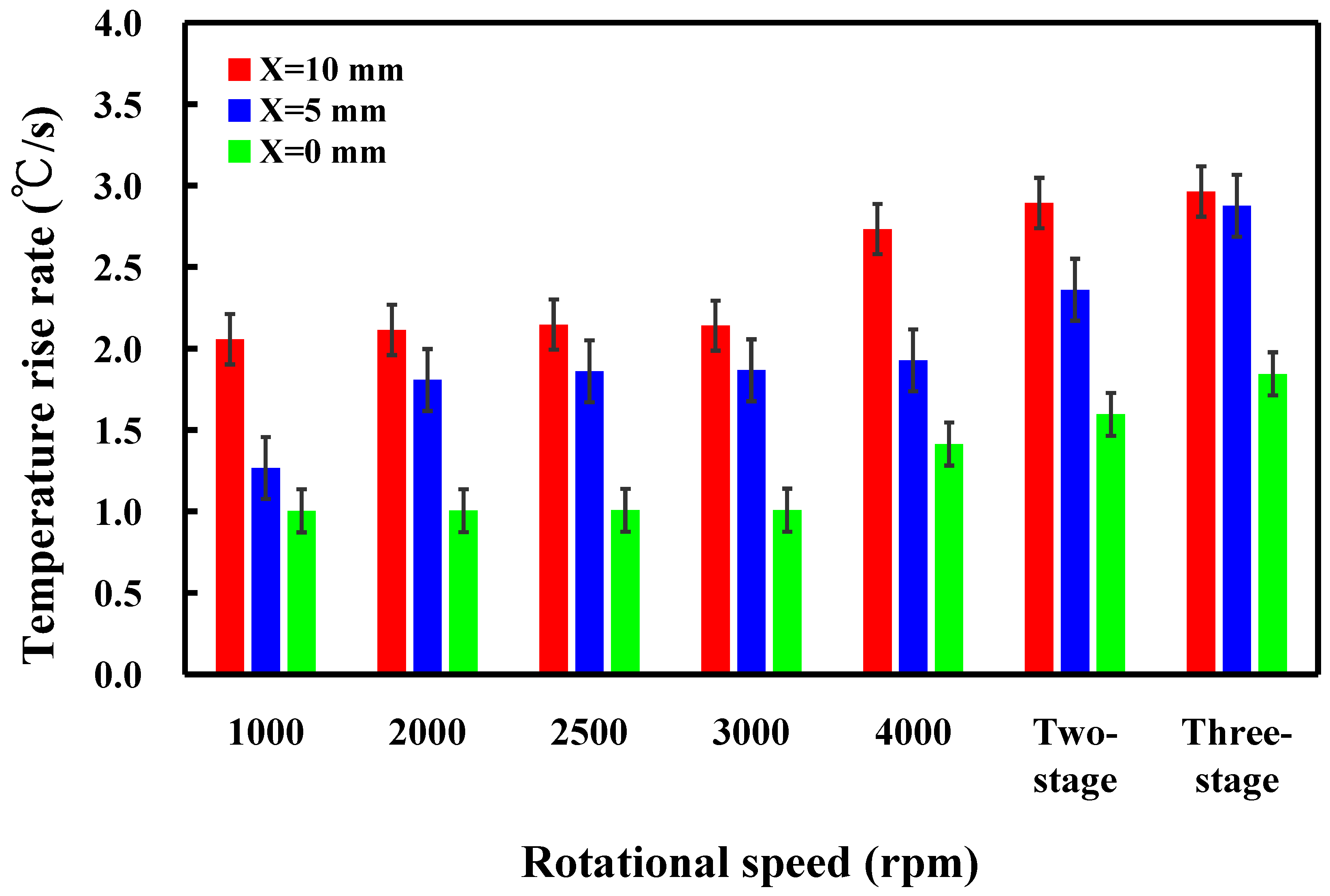
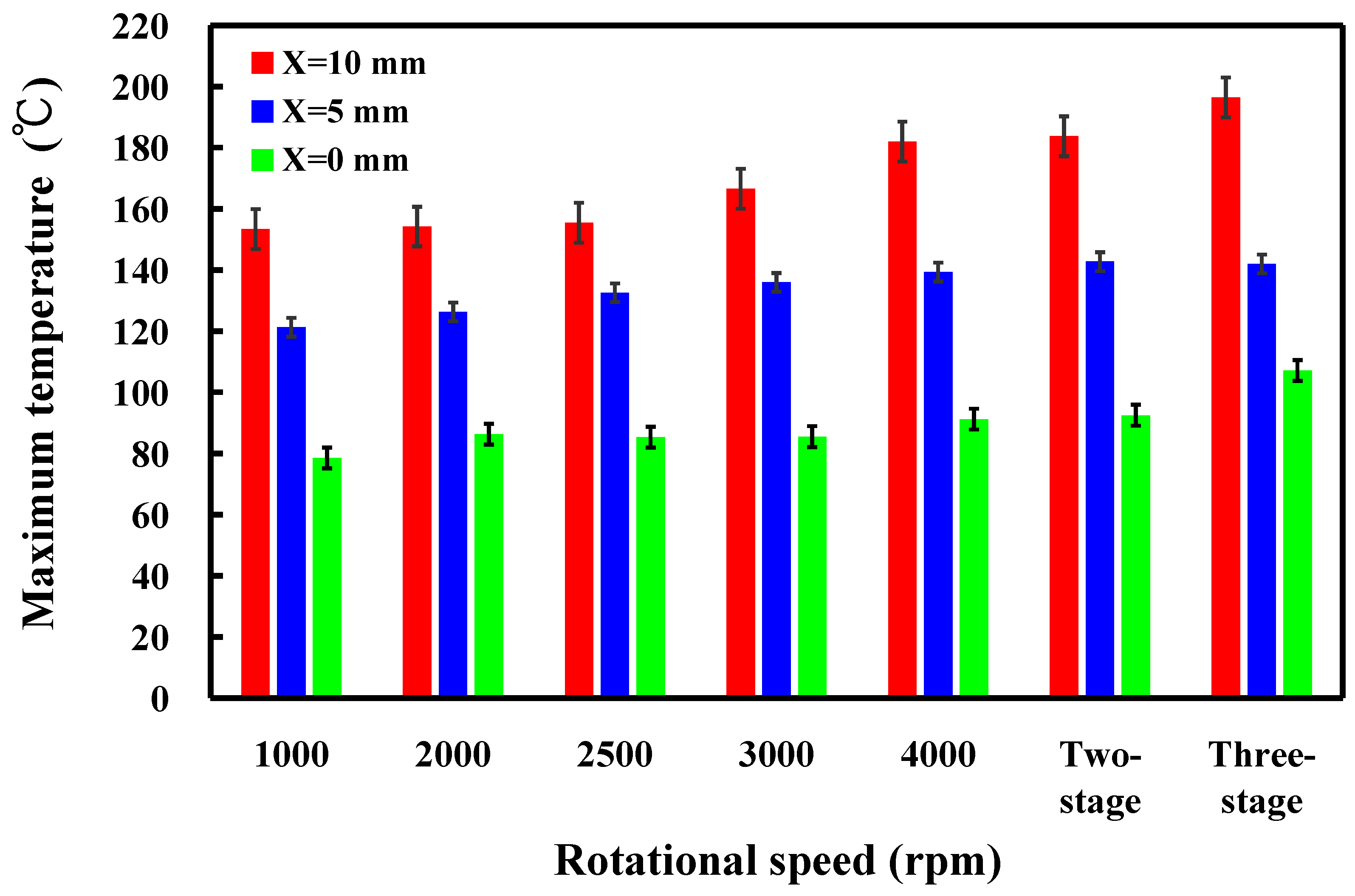
- The temperature rise rate in the Z-axis of the CNC turning machine does not change significantly when the rotational speed is constant. The maximum temperatures measured during RFW gradually increase as the rotational speed increases. Both the temperature rise rate and maximum temperature measured during RFW in the X-axis of the CNC turning machine at the outer edge of the welding part are higher than that of the internal temperature of the welding part.
- The thermal conductivity of PLA materials is about 0.179 W/m-K, which is generally consistent with the data in the literature.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Lambiase, F.; Grossi, V.; Paoletti, A. Effect of tilt angle in FSW of polycarbonate sheets in butt configuration. Int. J. Adv. Manuf. Technol. 2020, 107, 489–501. [Google Scholar] [CrossRef]
- Delijaicov, S.; Rodrigues, M.; Farias, A.; Neves, M.; Bortolussi, R.; Miyazaki, M.; Brandão, F. Microhardness and residual stress of dissimilar and thick aluminum plates AA7181-T7651 and AA7475-T7351 using bobbin, top, bottom, and double-sided FSW methods. Int. J. Adv. Manuf. Technol. 2020, 108, 277–287. [Google Scholar] [CrossRef]
- Hassan, A.J.; Boukharouba, T.; Miroud, D. Concept of forge application under effect of friction time for AISI 316 using friction welding process. Int. J. Adv. Manuf. Technol. 2021, 112, 2223–2231. [Google Scholar] [CrossRef]
- Yin, P.; Xu, C.; Pan, Q.; Zhang, W.; Jiang, X. Effect of Different Ultrasonic Power on the Properties of RHA Steel Welded Joints. Materials 2022, 15, 768. [Google Scholar] [CrossRef] [PubMed]
- Li, B.; Liu, Q.; Jia, S.; Ren, Y.; Yang, P. Effect of V Content and Heat Input on HAZ Softening of Deep-Sea Pipeline Steel. Materials 2022, 15, 794. [Google Scholar] [CrossRef]
- Skowrońska, B.; Chmielewski, T.; Zasada, D. Assessment of Selected Structural Properties of High-Speed Friction Welded Joints Made of Unalloyed Structural Steel. Materials 2023, 16, 93. [Google Scholar] [CrossRef]
- Eliseev, A.; Osipovich, K.; Fortuna, S. Gradient Structure of the Transfer Layer in Friction Stir Welding Joints. Materials 2022, 15, 6772. [Google Scholar] [CrossRef]
- Anwar, S.; Rehman, A.U.; Usmani, Y.; Al-Samhan, A.M. Influence of Post Weld Heat Treatment on the Grain Size, and Mechanical Properties of the Alloy-800H Rotary Friction Weld Joints. Materials 2021, 14, 4366. [Google Scholar] [CrossRef] [PubMed]
- Khalaf, H.I.; Al-Sabur, R.; Demiral, M.; Tomków, J.; Łabanowski, J.; Abdullah, M.E.; Aghajani Derazkola, H. The Effects of Pin Profile on HDPE Thermomechanical Phenomena during FSW. Polymers 2022, 14, 4632. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Korlos, A.; Mountakis, N.; Kechagias, J.D. Friction Stir Welding Optimization of 3D-Printed Acrylonitrile Butadiene Styrene in Hybrid Additive Manufacturing. Polymers 2022, 14, 2474. [Google Scholar] [CrossRef]
- Iftikhar, S.H.; Mourad, A.-H.I.; Sheikh-Ahmad, J.; Almaskari, F.; Vincent, S. A Comprehensive Review on Optimal Welding Conditions for Friction Stir Welding of Thermoplastic Polymers and Their Composites. Polymers 2021, 13, 1208. [Google Scholar] [CrossRef] [PubMed]
- Cieślik, M.; Rodak, A.; Susik, A.; Wójcik, N.; Szociński, M.; Ryl, J.; Formela, K. Multiple Reprocessing of Conductive PLA 3D-Printing Filament: Rheology, Morphology, Thermal and Electrochemical Properties Assessment. Materials 2023, 16, 1307. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Liu, Z.; Wang, Y.; Li, Y. Numerical Study of Contact Behavior and Temperature Characterization in Ultrasonic Welding of CF/PA66. Polymers 2022, 14, 683. [Google Scholar] [CrossRef] [PubMed]
- Maggiore, S.; Banea, M.D.; Stagnaro, P.; Luciano, G. A Review of Structural Adhesive Joints in Hybrid Joining Processes. Polymers 2021, 13, 3961. [Google Scholar] [CrossRef] [PubMed]
- Pereira, M.A.R.; Amaro, A.M.; Reis, P.N.B.; Loureiro, A. Effect of Friction Stir Welding Techniques and Parameters on Polymers Joint Efficiency—A Critical Review. Polymers 2021, 13, 2056. [Google Scholar] [CrossRef] [PubMed]
- Jurado-Contreras, S.; Navas-Martos, F.J.; García-Ruiz, Á.; Rodríguez-Liébana, J.A.; La Rubia, M.D. Obtaining Cellulose Nanocrystals from Olive Tree Pruning Waste and Evaluation of Their Influence as a Reinforcement on Biocomposites. Polymers 2023, 15, 4251. [Google Scholar] [CrossRef] [PubMed]
- Sola, A.; Trinchi, A. Recycling as a Key Enabler for Sustainable Additive Manufacturing of Polymer Composites: A Critical Perspective on Fused Filament Fabrication. Polymers 2023, 15, 4219. [Google Scholar] [CrossRef] [PubMed]
- Correa-Pacheco, Z.N.; Bautista-Baños, S.; Benítez-Jiménez, J.J.; Ortega-Gudiño, P.; Cisneros-López, E.O.; Hernández-López, M. Biodegradability Assessment of Prickly Pear Waste–Polymer Fibers under Soil Composting. Polymers 2023, 15, 4164. [Google Scholar] [CrossRef]
- Aijaz, M.O.; Karim, M.R.; Alnaser, I.A.; Siddiqui, M.I.H.; Assaifan, A.K. Silica NPs in PLA-Based Electrospun Nanofibrous Non-Woven Protective Fabrics with Dual Hydrophilicity/Hydrophobicity, Breathability, and Thermal Insulation Characteristics for Individuals with Disabilities. Polymers 2023, 15, 4139. [Google Scholar] [CrossRef]
- Nguyen, N.M.; Kakarla, A.B.; Nukala, S.G.; Kong, C.; Baji, A.; Kong, I. Evaluation of Physicochemical Properties of a Hydroxyapatite Polymer Nanocomposite for Use in Fused Filament Fabrication. Polymers 2023, 15, 3980. [Google Scholar] [CrossRef]
- Głowacka, J.; Derpeński, Ł.; Frydrych, M.; Sztorch, B.; Bartoszewicz, B.; Przekop, R.E. Robotization of Three-Point Bending Mechanical Tests Using PLA/TPU Blends as an Example in the 0–100% Range. Materials 2023, 16, 6927. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Chen, X.; Xu, S.; Zhao, T. Evolution of Manufacturing Defects of 3D-Printed Thermoplastic Composites with Processing Parameters: A Micro-CT Analysis. Materials 2023, 16, 6521. [Google Scholar] [CrossRef]
- Hozdić, E.; Hozdić, E. Comparative Analysis of the Influence of Mineral Engine Oil on the Mechanical Parameters of FDM 3D-Printed PLA, PLA+CF, PETG, and PETG+CF Materials. Materials 2023, 16, 6342. [Google Scholar] [CrossRef] [PubMed]
- Chmal-Fudali, E.; Basińska, D.; Kucharska-Jastrząbek, A.; Struszczyk, M.H.; Muzalewska, M.; Wyleżoł, M.; Wątrobiński, M.; Andrzejewski, J.; Tarzyńska, N.; Gzyra-Jagieła, K. Effect of the Advanced Cranial and Craniofacial Implant Fabrication on Their Degradation Affinity. Materials 2023, 16, 6070. [Google Scholar] [CrossRef]
- Jurado-Contreras, S.; Navas-Martos, F.J.; Rodríguez-Liébana, J.A.; La Rubia, M.D. Effect of Olive Pit Reinforcement in Polylactic Acid Biocomposites on Environmental Degradation. Materials 2023, 16, 5816. [Google Scholar] [CrossRef]
- Pant, H.; Arora, A.; Gopakumar, G.S.; Chadha, U.; Saeidi, A.; Patterson, A. Applications of wire arc additive manufacturing (WAAM) for aerospace component manufacturing. Int. J. Adv. Manuf. Technol. 2023, 127, 4995–5011. [Google Scholar] [CrossRef]
- Wu, H.; Li, J.; Liu, H.; Zuo, D. Time-varying thermoelastic coupling analysis of heat source of ball screw feed drive system. Int. J. Adv. Manuf. Technol. 2023, 129, 923–939. [Google Scholar] [CrossRef]
- Panc, N.A.; Bocaneț, V.; Vilău, C.; Chezan, H.; Popan, I.A.; Conțiu, G. New method of fixturing the low-rigidity parts by adhesive clamping. Int. J. Adv. Manuf. Technol. 2023, 129, 2591–2608. [Google Scholar] [CrossRef]
- Kuo, C.; Chen, H.-W.; Lin, P.-H.; Chen, W.-Z.; Wei, H.-Z.; Wei, J.-Y.; Huang, S.-H.; Tseng, S.-F. Process parameters optimization of rotary friction welding of polylactic acid-containing glass fiber and polylactic acid-containing carbon fiber using the Taguchi method. Int. J. Adv. Manuf. Technol. 2023, 129, 1817–1828. [Google Scholar] [CrossRef]
- Chen, Y.; Cheng, M.; Liu, C.; Li, Y.; Luo, Z.; Ao, S. Enhancing joint strength: Investigating different interlayer effects on Ultrasonic spot–welded NiTi/304 stainless steel. Int. J. Adv. Manuf. Technol. 2023, 129, 2813–2821. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Chen, H.-W.; Huang, S.-H. Rotary Friction Welding of Dissimilar Polymer Rods Containing Metal Powder. Polymers 2023, 15, 4354. [Google Scholar] [CrossRef] [PubMed]
- Kuo, C.-C.; Gurumurthy, N.; Chen, H.-W.; Hunag, S.-H. Mechanical Performance and Microstructural Evolution of Rotary Friction Welding of Acrylonitrile Butadiene Styrene and Polycarbonate Rods. Materials 2023, 16, 3295. [Google Scholar] [CrossRef] [PubMed]
- Castanon-Jano, L.; Palomera-Obregon, P.; Blanco-Fernandez, E.; Indacoechea-Vega, I. Analysis of manufacturing and material parameters in 3D-printed polylactic acid (PLA) parts filled with glass powder: Mechanical, economic, and environmental assessment. Int. J. Adv. Manuf. Technol. 2023, 128, 1965–1979. [Google Scholar] [CrossRef]
- Zhu, Q.; Yu, K.; Li, H.; Zhang, Q.; Tu, D. Rapid residual stress prediction and feedback control during fused deposition modeling of PLA. Int. J. Adv. Manuf. Technol. 2022, 118, 3229–3240. [Google Scholar] [CrossRef]
- Morvayová, A.; Contuzzi, N.; Casalino, G. Defects and residual stresses finite element prediction of FDM 3D printed wood/PLA biocomposite. Int. J. Adv. Manuf. Technol. 2023, 129, 2281–2293. [Google Scholar] [CrossRef]
- Goument, C.; Gerges, T.; Lombard, P.; Lakhdar, H.; Arli, M.; Gilmus, V.; Lambert, S.; Allard, B.; Charmeau, J.; Cabrera, M. In-Mold Electronics on Poly(Lactic Acid): Towards a more sustainable mass production of plastronic devices. Int. J. Adv. Manuf. Technol. 2023, 125, 2643–2660. [Google Scholar] [CrossRef]
- Solano, J.L.O.; Moreno-Uribe, A.M.; Jaimes, B.R.A.; Okuyama, M.P.; Arias, A.R.; Silva, R.H.G.E. Detection and characterization of metal transfer in GMAW using computational vision algorithms. Int. J. Adv. Manuf. Technol. 2023, 128, 3415–3425. [Google Scholar] [CrossRef]
- Tian, S.; Xie, X.; Xu, W.; Liu, J.; Zhang, X. Dynamic assessment of sustainable manufacturing capability based on correlation relationship for industrial cloud robotics. Int. J. Adv. Manuf. Technol. 2023, 124, 3113–3135. [Google Scholar] [CrossRef]
- Qi, Z.; Liang, G.; Dai, Y.; Qiu, J.; Hao, H. The effects of countersink depth on fatigue performance of CFRP joint. Int. J. Adv. Manuf. Technol. 2023, 128, 4397–4412. [Google Scholar] [CrossRef]
- Wan, N.; He, Q.; Jing, X.; Jiang, Y.; Zhou, H. Numerical and experimental investigation of the effect of cold extrusion process on residual stress and fatigue life of internal thread of high-strength steel. Int. J. Adv. Manuf. Technol. 2023, 127, 4713–4726. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Gurumurthy, N.; Chen, H.-W.; Huang, S.-H. Analysis of temperature history, fatigue behavior and surface hardness in rotary friction welded dissimilar polymer rods with variable rotational speeds. J. Adv. Join. Process. 2024, 9, 100211. [Google Scholar] [CrossRef]
- Marir, M.A.; Sheng, E.L.; Bachi, I.O.; Isa, M.R. Tensile efficiency and fatigue life of similar and dissimilar carbon steel joints subjected to rotary friction welding. J. Adv. Join. Process. 2023, 8, 100168. [Google Scholar] [CrossRef]
- Banerjee, A.; da Silva, L.; Rahimi, S. Finite element modelling of transient behaviours and microstructural evolution during dissimilar rotary friction welding of 316 austenitic stainless steel to A516 ferritic steel. J. Adv. Join. Process. 2023, 8, 100167. [Google Scholar] [CrossRef]
- Barkley, K.M.; Arner, J.S.; Pike, T.A.; Diwakar, P.; Birrenkott, C.M. Correlation of surface and interfacial temperature during differential ultrasonic spot welding. J. Adv. Join. Process. 2023, 7, 100142. [Google Scholar] [CrossRef]
- Shi, Y.; Li, Y.; Zhang, L.; Cai, F.; Cao, X.; Li, X.; Wei, S.; Long, W.; Yu, H.; Sun, B.; et al. Mechanism of oxide film removal by KF-AlF3 and CsF-AlF3 mixed fluxes on Cu and Al base metals and their effect on wettability. J. Adv. Join. Process. 2022, 6, 100128. [Google Scholar] [CrossRef]
- Miao, H.; Yamashita, T.; Tsutsumi, S.; Morisada, Y.; Fujii, H. Multiple analyses of factors influencing fatigue life of linear friction welded low carbon steel. J. Adv. Join. Process. 2024, 9, 100201. [Google Scholar] [CrossRef]
- Sisodia, R.; Weglowski, M.; Sliwinski, P. In situ localised post-weld heat treatment with electron beam welding of S690QL steel. J. Adv. Join. Process. 2024, 9, 100182. [Google Scholar] [CrossRef]






















Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuo, C.-C.; Liang, H.-X.; Huang, S.-H.; Tseng, S.-F. Enhancing the Weld Quality of Polylactic Acid Biomedical Materials Using Rotary Friction Welding. Polymers 2024, 16, 991. https://doi.org/10.3390/polym16070991
Kuo C-C, Liang H-X, Huang S-H, Tseng S-F. Enhancing the Weld Quality of Polylactic Acid Biomedical Materials Using Rotary Friction Welding. Polymers. 2024; 16(7):991. https://doi.org/10.3390/polym16070991
Chicago/Turabian StyleKuo, Chil-Chyuan, Hua-Xhin Liang, Song-Hua Huang, and Shih-Feng Tseng. 2024. "Enhancing the Weld Quality of Polylactic Acid Biomedical Materials Using Rotary Friction Welding" Polymers 16, no. 7: 991. https://doi.org/10.3390/polym16070991
APA StyleKuo, C. -C., Liang, H. -X., Huang, S. -H., & Tseng, S. -F. (2024). Enhancing the Weld Quality of Polylactic Acid Biomedical Materials Using Rotary Friction Welding. Polymers, 16(7), 991. https://doi.org/10.3390/polym16070991