

Development of Polylactic Acid Films with Alkali- and Acetylation-Treated Flax and Hemp Fillers via Solution Casting Technique

 ,
,  ,
,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
2.2.1. Alkali and Acetylation Treatment
2.2.2. Milling Process
2.2.3. Preparation of PLA/Filler Films
2.3. Characterization of the Film
2.3.1. Fourier Transform Infrared Spectroscopy
2.3.2. X-ray Photoelectron Spectroscopy
2.3.3. Thermal Analysis
2.3.4. Color
2.3.5. Water Contact Angle
2.3.6. Moisture Absorption
2.3.7. Water Vapor Permeability
2.3.8. Mechanical Properties
2.4. Statistical Analysis
3. Results and Discussion
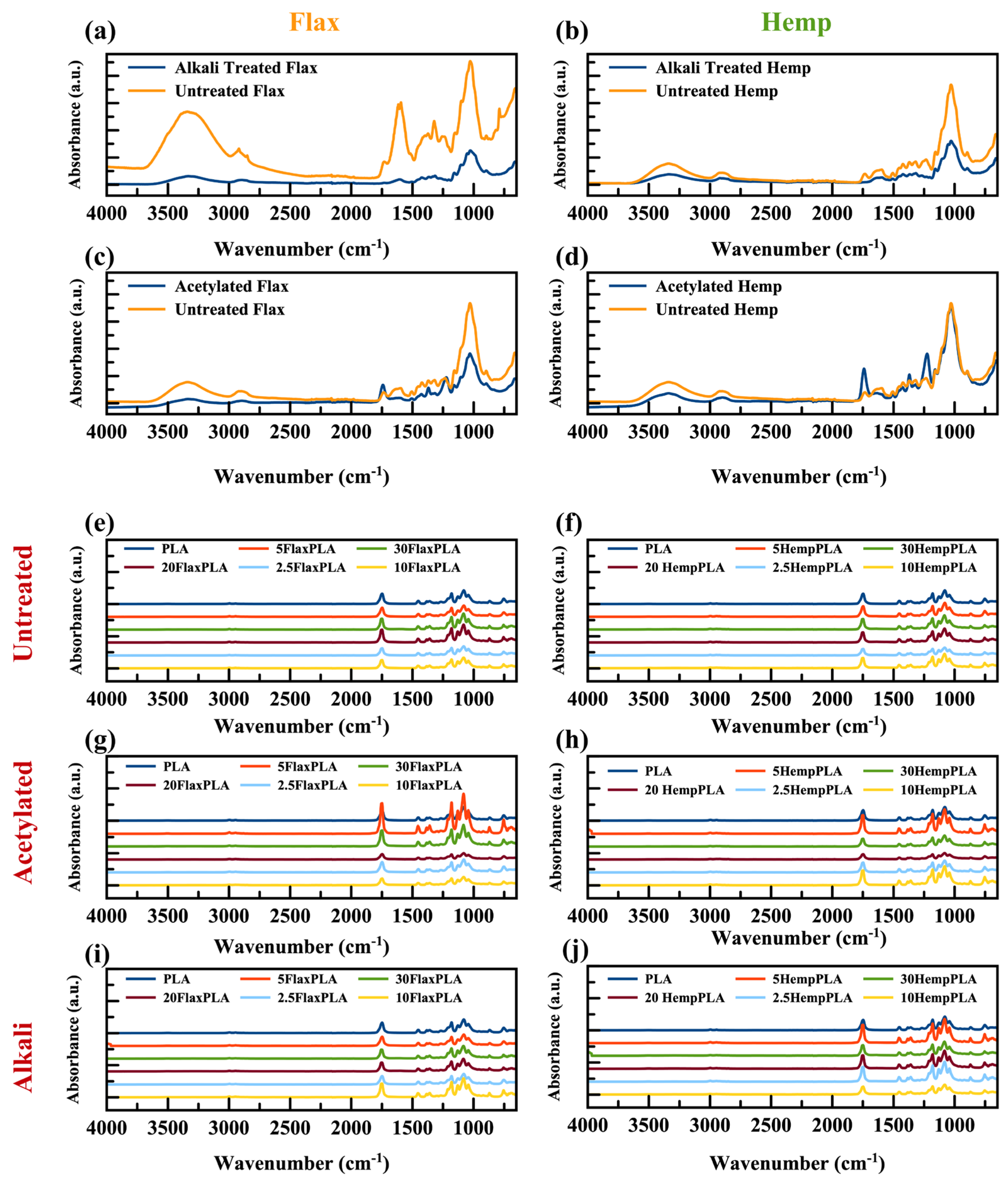
3.1. FTIR
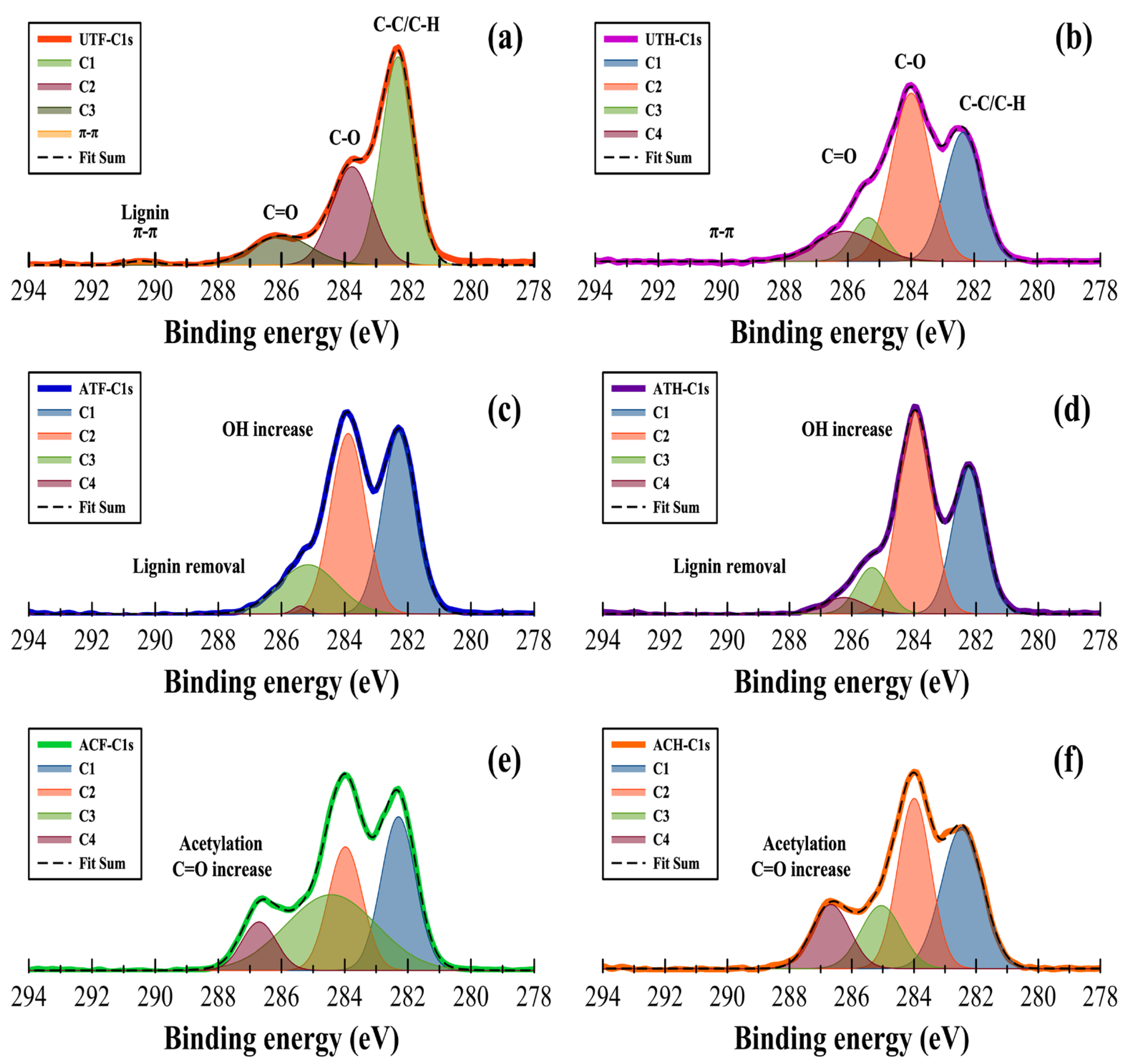
3.2. X-ray Photoelectron Spectroscopy
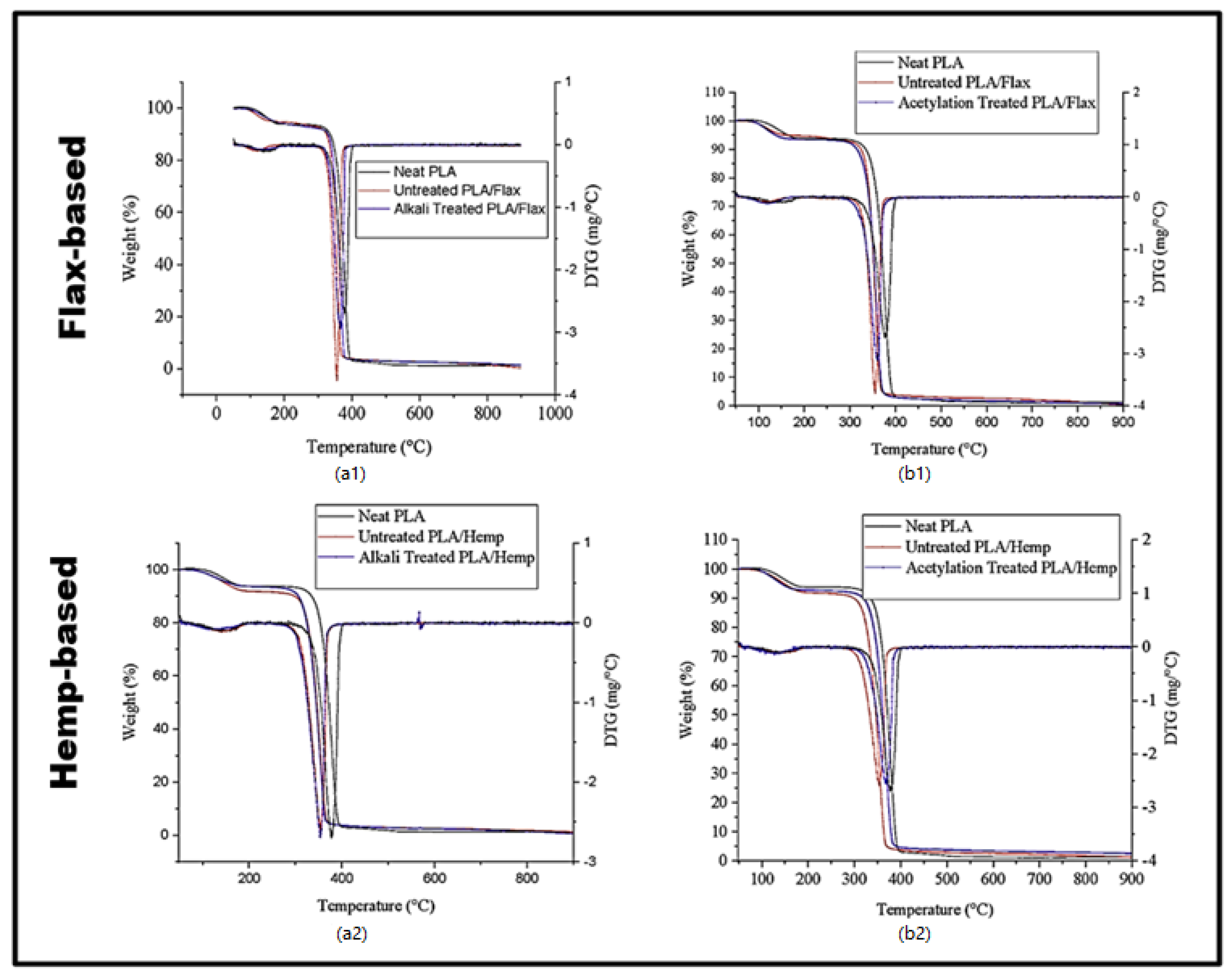
3.3. Thermogravimetric Analysis
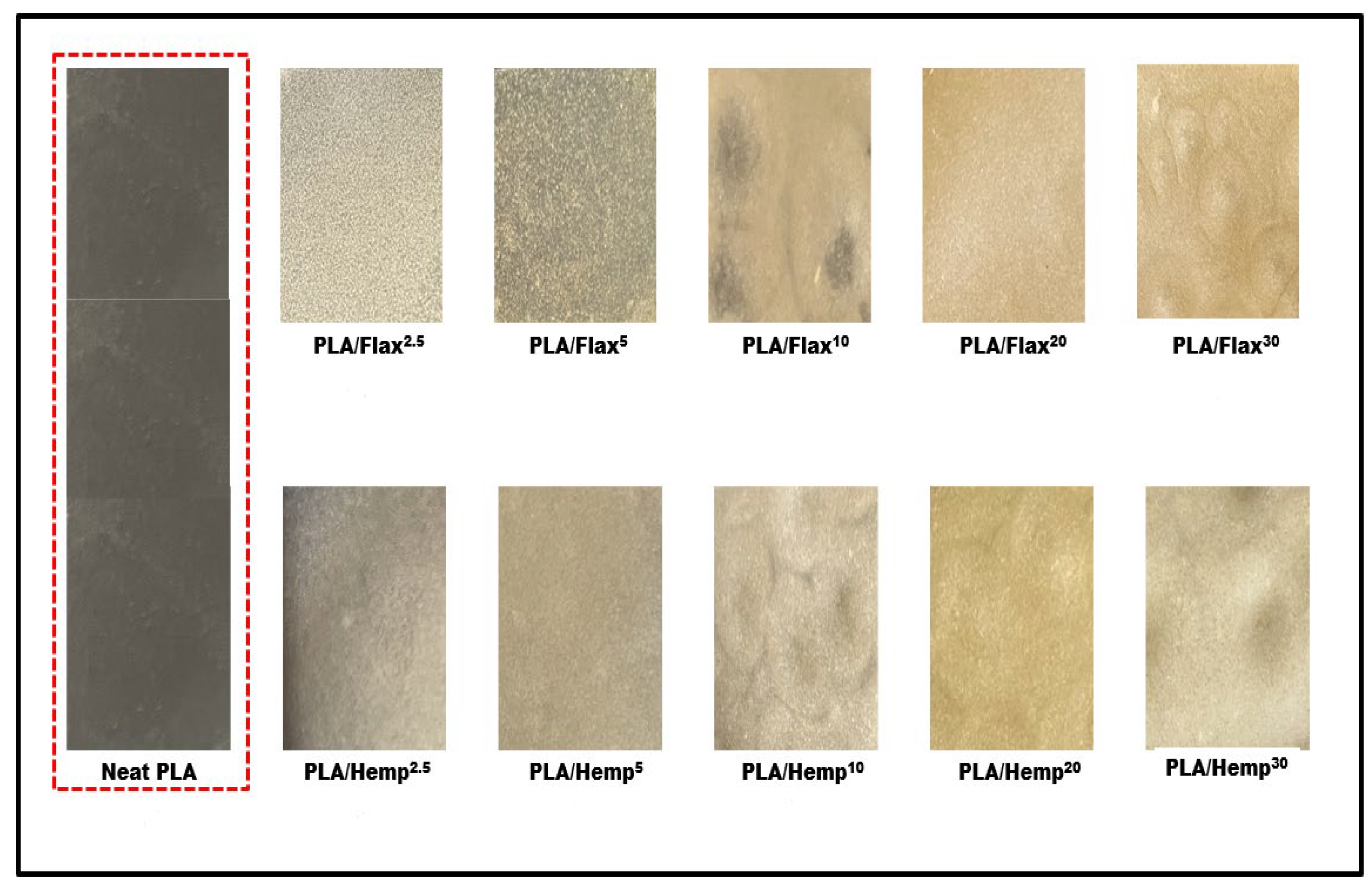
3.4. Color
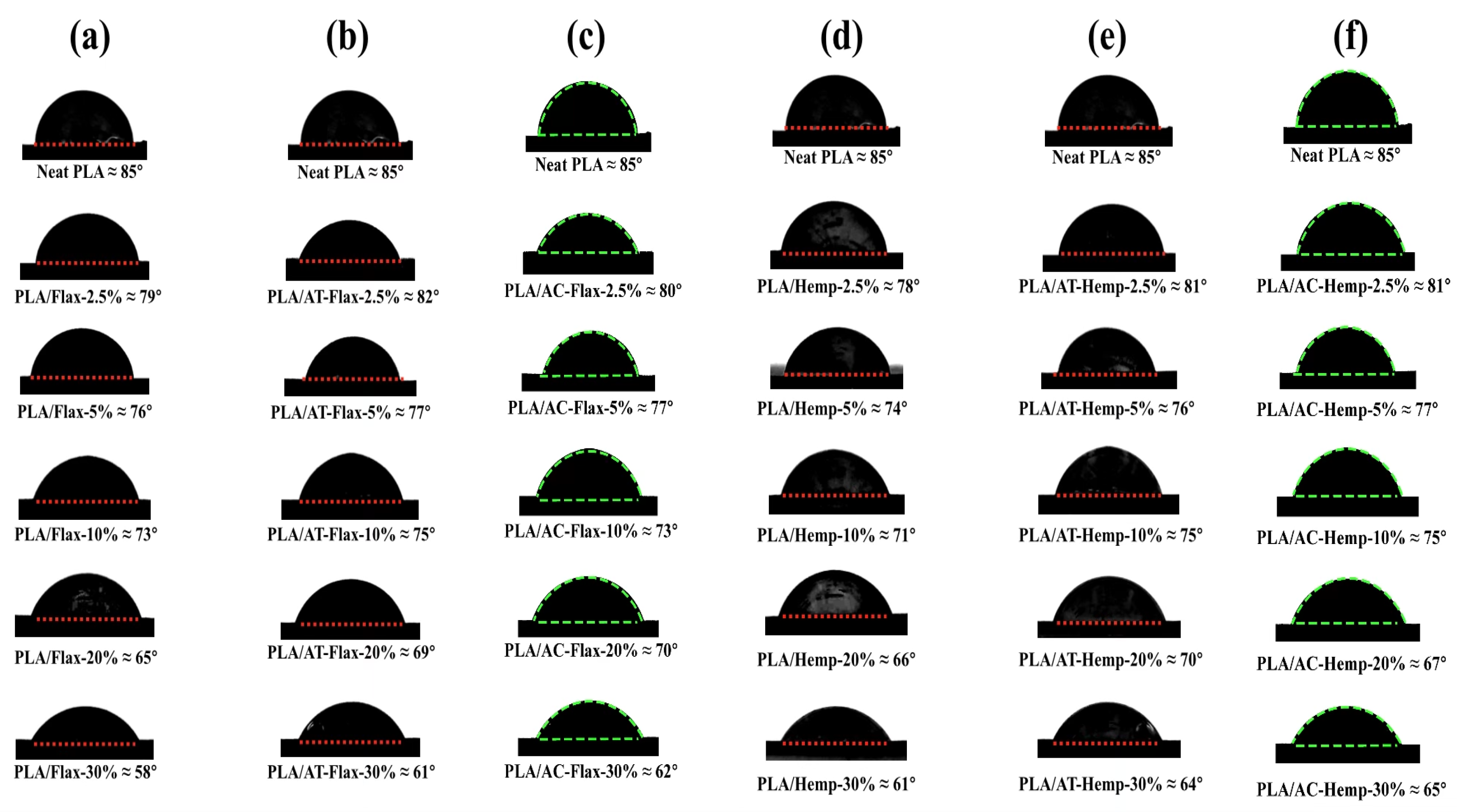
3.5. Water Contact Angle
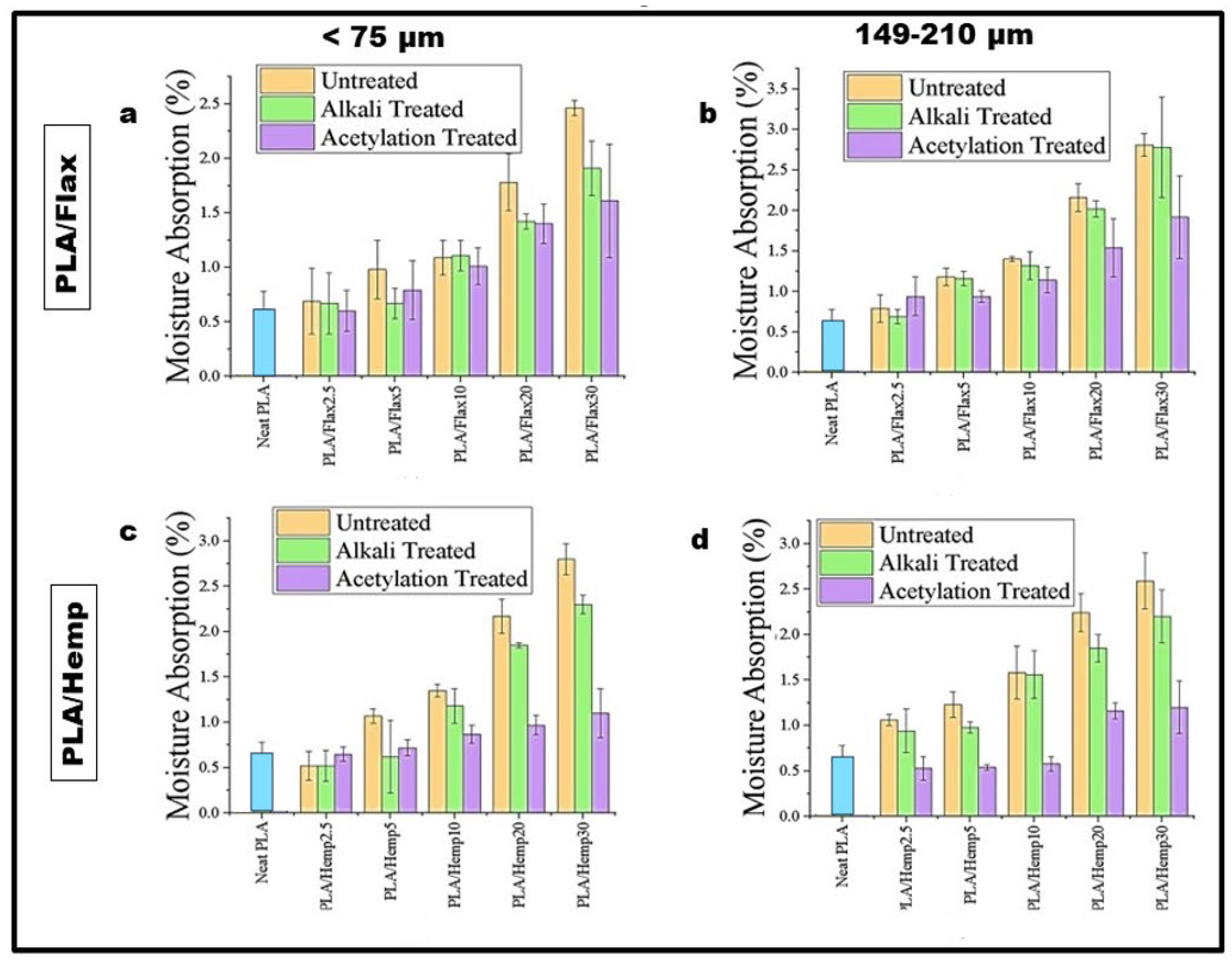
3.6. Moisture Absorption
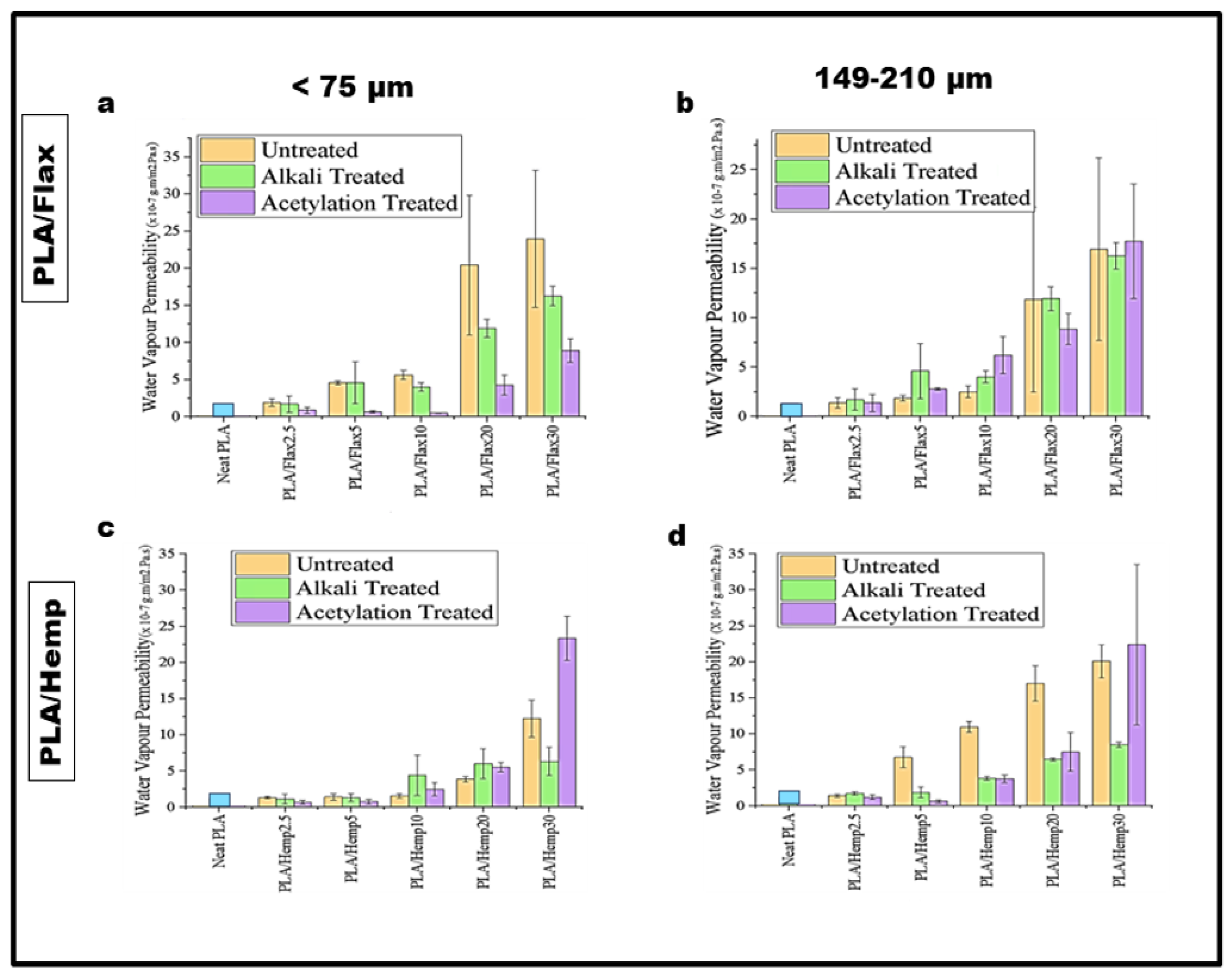
3.7. Water Vapor Permeability
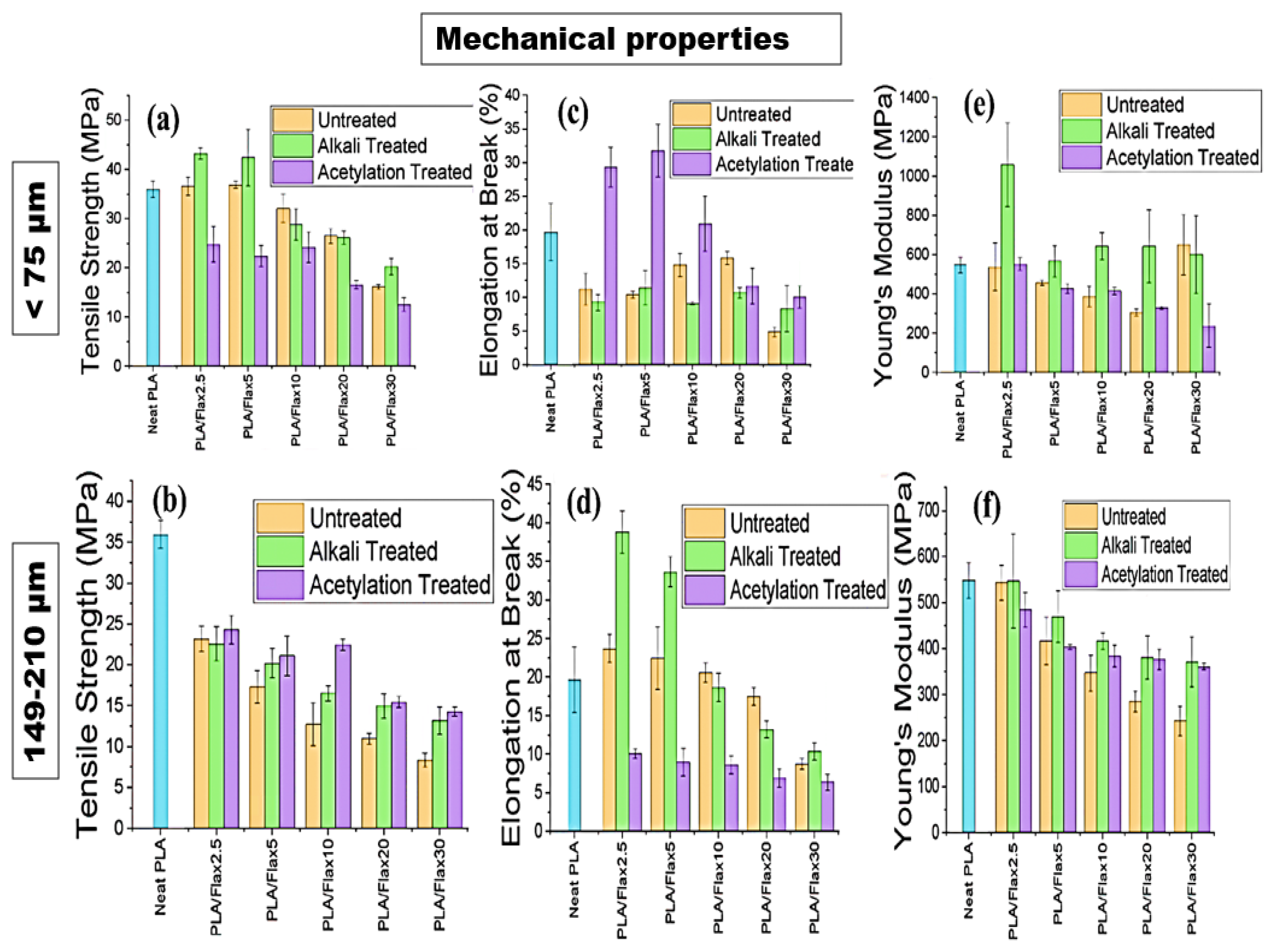
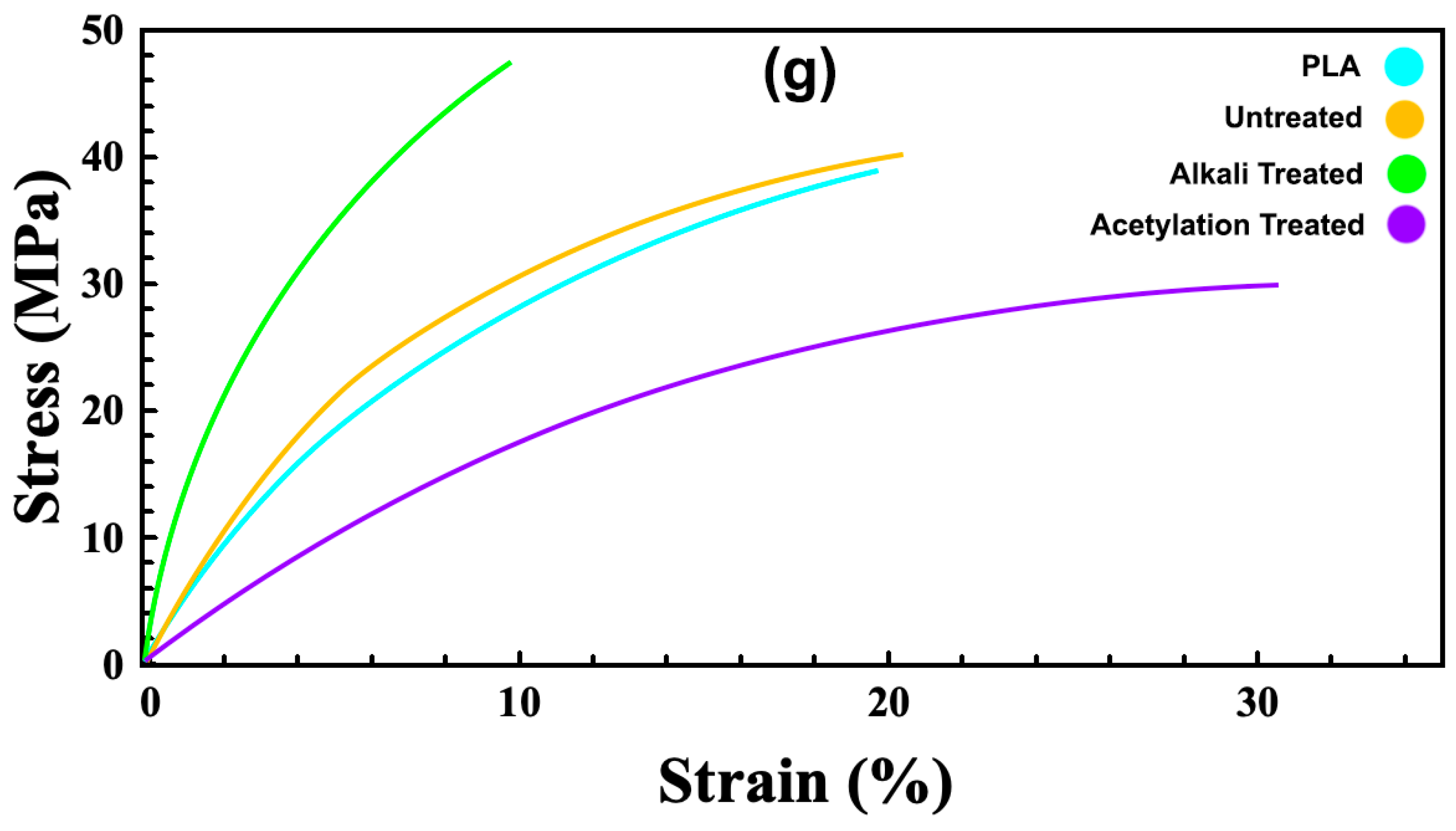
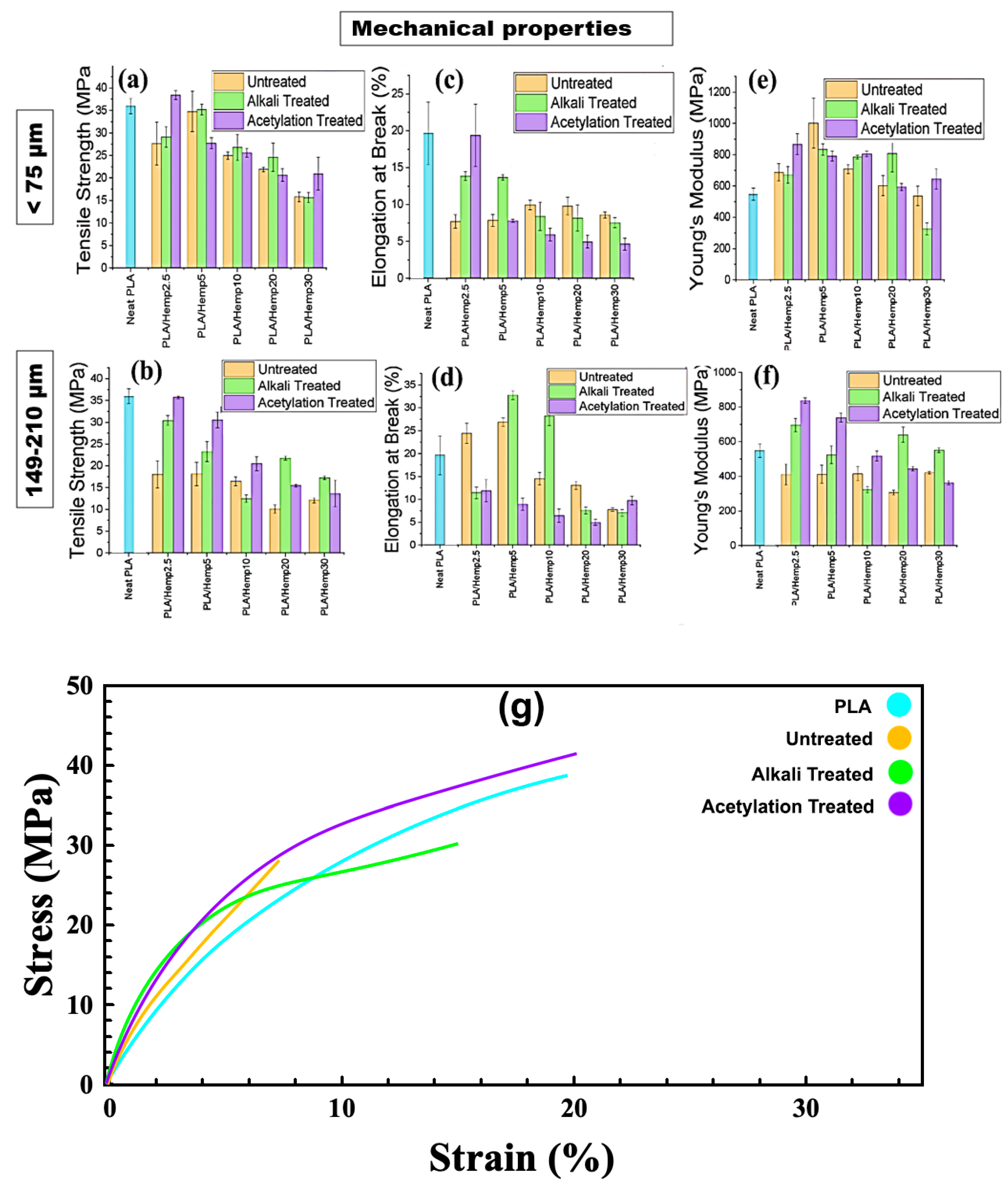
3.8. Tensile Strength (TS), Elongation at Break (EB), and Young’s Modulus (YM)
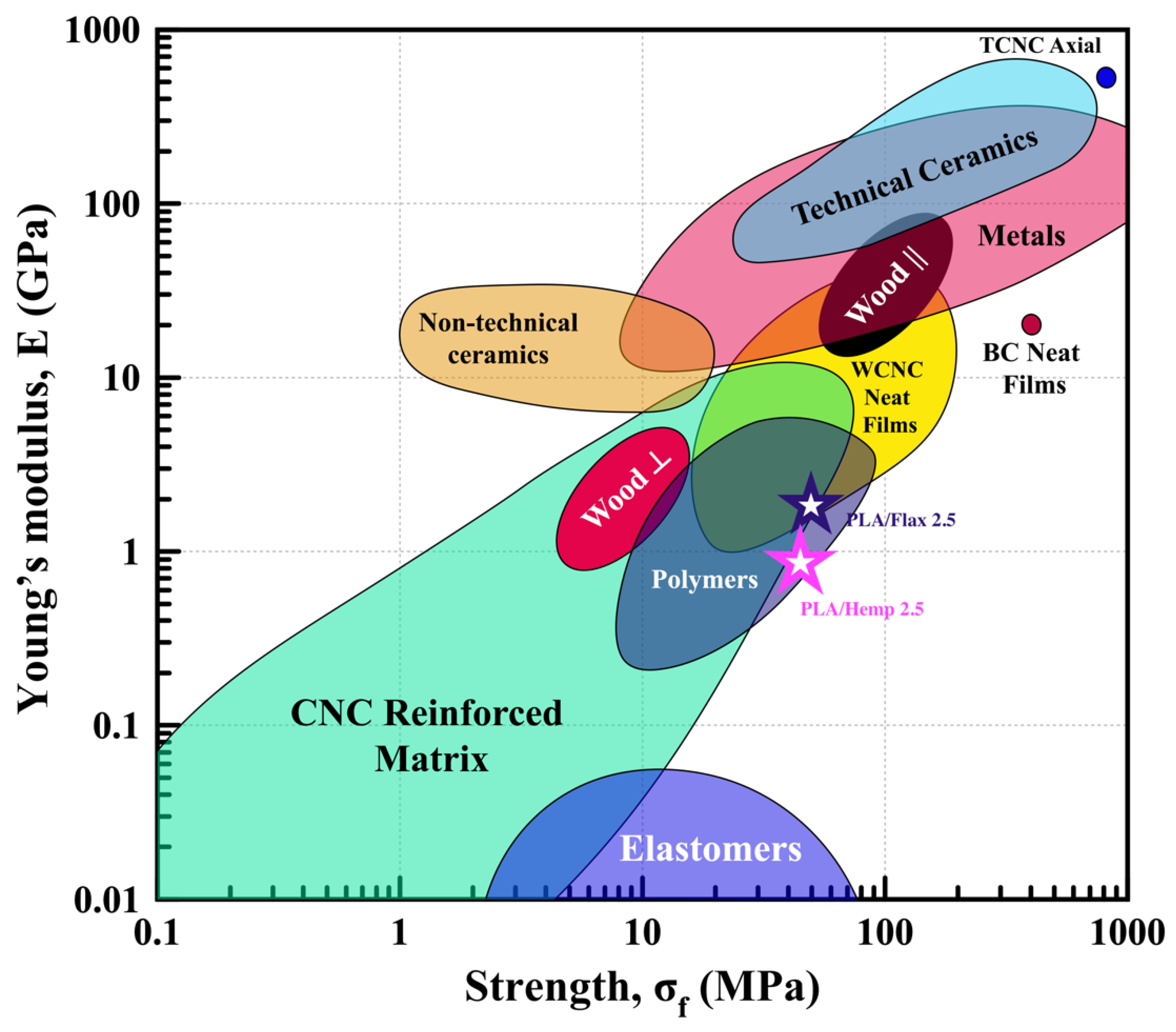
3.9. Material Chart
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Naeimirad, M.; Krins, B.; Gruter, G.-J.M. A Review on Melt-Spun Biodegradable Fibers. Sustainability 2023, 15, 14474. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Saba, N.; Ramengmawii; Nasir, M.; Sultan, M.T.H. 1—Processing of Hybrid Polymer Composites—A Review; Thakur, V.K., Thakur, M.K., Gupta, R.K., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 1–22. ISBN 978-0-08-100789-1. [Google Scholar]
- Babaei-Ghazvini, A.; Vafakish, B.; Patel, R.; Falua, K.J.; Dunlop, M.J.; Acharya, B. Cellulose Nanocrystals in the Development of Biodegradable Materials: A Review on CNC Resources, Modification, and Their Hybridization. Int. J. Biol. Macromol. 2024, 258, 128834. [Google Scholar] [CrossRef] [PubMed]
- Falua, K.J.; Pokharel, A.; Babaei-Ghazvini, A.; Ai, Y.; Acharya, B. Valorization of Starch to Biobased Materials: A Review. Polymers 2022, 14, 2215. [Google Scholar] [CrossRef] [PubMed]
- Pokharel, A. Development of Flax-and Hemp-Based Polylactic Acid Films for Bioplastic Applications; University of Saskatchewan: Saskatoon, SK, Canada, 2023. [Google Scholar]
- Pokharel, A.; Falua, K.J.; Babaei-Ghazvini, A.; Acharya, B. Biobased Polymer Composites: A Review. J. Compos. Sci. 2022, 6, 255. [Google Scholar] [CrossRef]
- Liao, Z. Development of Hemp Nanocellulose-Based Plastic Films for Food Packaging; McGill University: Montréal, QC, Canada, 2022. [Google Scholar]
- Visković, J.; Zheljazkov, V.D.; Sikora, V.; Noller, J.; Latković, D.; Ocamb, C.M.; Koren, A. Industrial Hemp (Cannabis sativa L.) Agronomy and Utilization: A Review. Agronomy 2023, 13, 931. [Google Scholar] [CrossRef]
- Sainz Martinez, A.; Lanaridi, O.; Stagel, K.; Halbwirth, H.; Schnürch, M.; Bica-Schröder, K. Extraction Techniques for Bioactive Compounds of Cannabis. Nat. Prod. Rep. 2023, 40, 676–717. [Google Scholar] [CrossRef] [PubMed]
- Berzin, F.; Amornsakchai, T.; Lemaitre, A.; Di Giuseppe, E.; Vergnes, B. Processing and Properties of Pineapple Leaf Fibers-polypropylene Composites Prepared by Twin-screw Extrusion. Polym. Compos. 2018, 39, 4115–4122. [Google Scholar] [CrossRef]
- Sarangi, P.K.; Singh, A.K.; Srivastava, R.K.; Gupta, V.K. Recent Progress and Future Perspectives for Zero Agriculture Waste Technologies: Pineapple Waste as a Case Study. Sustainability 2023, 15, 3575. [Google Scholar] [CrossRef]
- Ahmed, A.T.M.F.; Islam, M.Z.; Mahmud, M.S.; Sarker, M.E.; Islam, M.R. Hemp as a Potential Raw Material toward a Sustainable World: A Review. Heliyon 2022, 8, e08753. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp Fiber and Its Composites—A Review. J. Compos. Mater. 2011, 46, 973–986. [Google Scholar] [CrossRef]
- Mazzanti, V.; Salzano de Luna, M.; Pariante, R.; Mollica, F.; Filippone, G. Natural Fiber-Induced Degradation in PLA-Hemp Biocomposites in the Molten State. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105990. [Google Scholar] [CrossRef]
- Akin, D.E. Linen Most Useful: Perspectives on Structure, Chemistry, and Enzymes for Retting Flax. Int. Sch. Res. Notices 2013, 2013, 186534. [Google Scholar] [CrossRef] [PubMed]
- Ramesh, M. Flax (Linum usitatissimum L.) Fibre Reinforced Polymer Composite Materials: A Review on Preparation, Properties and Prospects. Prog. Mater. Sci. 2019, 102, 109–166. [Google Scholar] [CrossRef]
- Pantaloni, D.; Melelli, A.; Shah, D.U.; Baley, C.; Bourmaud, A. Influence of Water Ageing on the Mechanical Properties of Flax/PLA Non-Woven Composites. Polym. Degrad. Stab. 2022, 200, 109957. [Google Scholar] [CrossRef]
- Le Duigou, A.; Chabaud, G.; Matsuzaki, R.; Castro, M. Tailoring the Mechanical Properties of 3D-Printed Continuous Flax/PLA Biocomposites by Controlling the Slicing Parameters. Compos. B Eng. 2020, 203, 108474. [Google Scholar] [CrossRef]
- Kandola, B.K.; Pornwannachai, W.; Ebdon, J.R. Flax/PP and Flax/PLA Thermoplastic Composites: Influence of Fire Retardants on the Individual Components. Polymers 2020, 12, 2452. [Google Scholar] [CrossRef] [PubMed]
- Kanakannavar, S.; Pitchaimani, J. Fabrication and Mechanical Properties of Braided Flax Fabric Polylactic Acid Bio-Composites. J. Text. Inst. 2022, 113, 833–845. [Google Scholar] [CrossRef]
- Laziz, A.A.; Mazlan, N.; Yusoff, M.Z.M.; Ariff, A.H.M. Investigation of Alkaline Surface Treatment Effected on Flax Fibre Woven Fabric with Biodegradable Polymer Based on Mechanical Properties. J. Eng. Technol. Sci. 2020, 52, 677–690. [Google Scholar] [CrossRef]
- Marais, S.; Gouanvé, F.; Bonnesoeur, A.; Grenet, J.; Poncin-Epaillard, F.; Morvan, C.; Métayer, M. Unsaturated Polyester Composites Reinforced with Flax Fibers: Effect of Cold Plasma and Autoclave Treatments on Mechanical and Permeation Properties. Compos. Part A Appl. Sci. Manuf. 2005, 36, 975–986. [Google Scholar] [CrossRef]
- Gonzàlez, C.M.O.; Flores, S.K.; Basanta, M.F.; Gerschenson, L.N. Effect of Beetroot (Beta vulgaris L. var conditiva) Fiber Filler and Corona Treatment on Cassava Starch Films Properties. Food Packag. Shelf Life 2020, 26, 100605. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, M.; Ju, Z.; Tam, P.Y.; Hua, T.; Younas, M.W.; Kamrul, H.; Hu, H. Poly (Lactic Acid) Fibers, Yarns and Fabrics: Manufacturing, Properties and Applications. Text. Res. J. 2021, 91, 1641–1669. [Google Scholar] [CrossRef]
- Purohit, P.; Bhatt, A.; Mittal, R.K.; Abdellattif, M.H.; Farghaly, T.A. Polymer Grafting and Its Chemical Reactions. Front. Bioeng. Biotechnol. 2023, 10, 1044927. [Google Scholar] [CrossRef] [PubMed]
- Fairley, N.; Fernandez, V.; Richard-Plouet, M.; Guillot-Deudon, C.; Walton, J.; Smith, E.; Flahaut, D.; Greiner, M.; Biesinger, M.; Tougaard, S. Systematic and Collaborative Approach to Problem Solving Using X-Ray Photoelectron Spectroscopy. Appl. Surf. Sci. Adv. 2021, 5, 100112. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Acharya, B. The Effects of Aspect Ratio of Cellulose Nanocrystals on the Properties of All CNC Films: Tunicate and Wood CNCs. Carbohydr. Polym. Technol. Appl. 2023, 5, 100311. [Google Scholar] [CrossRef]
- Li, Q.; Li, Y.; Xu, P.; He, X.; Wang, R.; Zhou, X.; Liu, Q. One-Step Fabrication Bioinspired Flexible Hierarchical Micro–Nano Structures with Different Morphologies. ACS Appl. Mater. Interfaces 2023, 15, 43016–43025. [Google Scholar] [CrossRef] [PubMed]
- ASTM E 96-80; Variability of Water Vapor Transmission Rates of Extruded Polystyrene Using ASTM E 96-80 (Desiccant Method). ASTM International: West Conshohocken, PA, USA, 1989.
- Moonart, U.; Utara, S. Effect of Surface Treatments and Filler Loading on the Properties of Hemp Fiber/Natural Rubber Composites. Cellulose 2019, 26, 7271–7295. [Google Scholar] [CrossRef]
- Vilaseca, F.; Del Rey, R.; Serrat, R.; Alba, J.; Mutje, P.; Espinach, F.X. Macro and Micro-Mechanics Behavior of Stifness in Alkaline Treated Hemp Core Fibres Polypropylene-Based Composites. Compos. B Eng. 2018, 144, 118–125. [Google Scholar] [CrossRef]
- Frącz, W.; Janowski, G.; Bąk, Ł. Influence of the Alkali Treatment of Flax and Hemp Fibers on the Properties of PHBV Based Biocomposites. Polymers 2021, 13, 1965. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Rhim, J.-W. Preparation of Bioactive Functional Poly(Lactic Acid)/Curcumin Composite Film for Food Packaging Application. Int. J. Biol. Macromol. 2020, 162, 1780–1789. [Google Scholar] [CrossRef] [PubMed]
- Mohan, S.; Panneerselvam, K. A Short Review on Mechanical and Barrier Properties of Polylactic Acid-Based Films. Mater. Today Proc. 2022, 56, 3241–3246. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Acharya, B. Mechanical Responsive Visible Structural Colors Based on Chiral-Nematic Cellulose Nanocrystals Photonic Hydrogels. Chem. Eng. J. 2023, 476, 146585. [Google Scholar] [CrossRef]
- Babaei-Ghazvini, A.; Acharya, B. Functional Sensory and Biomedical Applications of Cellulose Nanocrystals as a Sustainable Source of Material. In An Introduction to Veterinary Medicine Engineering; Springer: Cham, Switzerland, 2023; pp. 61–75. [Google Scholar] [CrossRef]
- Kocaefe, D.; Huang, X.; Kocaefe, Y.; Boluk, Y. Quantitative Characterization of Chemical Degradation of Heat-treated Wood Surfaces during Artificial Weathering Using XPS. Surf. Interface Anal. 2013, 45, 639–649. [Google Scholar] [CrossRef]
- Falua, K.J.; Babaei-Ghazvini, A.; Acharya, B. Comparative Study of the Structure and Mechanical Properties of Starch Aerogels Fabricated from Air-Classified and Isolated Pulse Starches. Int. J. Biol. Macromol. 2023, 257, 128478. [Google Scholar] [CrossRef] [PubMed]
- Oza, S.; Ning, H.; Ferguson, I.; Lu, N. Effect of Surface Treatment on Thermal Stability of the Hemp-PLA Composites: Correlation of Activation Energy with Thermal Degradation. Compos. B Eng. 2014, 67, 227–232. [Google Scholar] [CrossRef]
- Zhu, J.; Zhu, H.; Njuguna, J.; Abhyankar, H. Recent Development of Flax Fibres and Their Reinforced Composites Based on Different Polymeric Matrices. Materials 2013, 6, 5171–5198. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Rhim, J.-W. Fabrication of Copper Sulfide Nanoparticles and Limonene Incorporated Pullulan/Carrageenan-Based Film with Improved Mechanical and Antibacterial Properties. Polymers 2020, 12, 2665. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Rhim, J.-W. Genipin-Crosslinked Gelatin/Chitosan-Based Functional Films Incorporated with Rosemary Essential Oil and Quercetin. Materials 2022, 15, 3769. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Kim, H.C.; Panicker, P.S.; Rhim, J.-W.; Kim, J. Cellulose Nanofiber-Based Nanocomposite Films Reinforced with Zinc Oxide Nanorods and Grapefruit Seed Extract. Nanomaterials 2021, 11, 877. [Google Scholar] [CrossRef] [PubMed]
- Olewnik-Kruszkowska, E.; Gierszewska, M.; Wrona, M.; Nerin, C.; Grabska-Zielińska, S. Polylactide-Based Films with the Addition of Poly(ethylene glycol) and Extract of Propolis—Physico-Chemical and Storage Properties. Foods 2022, 11, 1488. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Rhim, J.-W. Antioxidant and Antimicrobial Poly (Vinyl Alcohol)-Based Films Incorporated with Grapefruit Seed Extract and Curcumin. J. Environ. Chem. Eng. 2021, 9, 104694. [Google Scholar] [CrossRef]
- Subbuvel, M.; Kavan, P. Preparation and Characterization of Polylactic Acid/Fenugreek Essential Oil/Curcumin Composite Films for Food Packaging Applications. Int. J. Biol. Macromol. 2022, 194, 470–483. [Google Scholar] [CrossRef] [PubMed]
- Pejic, B.M.; Kostic, M.M.; Skundric, P.D.; Praskalo, J.Z. The Effects of Hemicelluloses and Lignin Removal on Water Uptake Behavior of Hemp Fibers. Bioresour. Technol. 2008, 99, 7152–7159. [Google Scholar] [CrossRef] [PubMed]
- Hassan, E.; Wei, Y.; Jiao, H.; Huo, Y.M. Plant Fibers Reinforced Poly (Lactic Acid)(PLA) as a Green Composites. Int. J. Eng. Sci. Technol. 2012, 4, 4429–4439. [Google Scholar]
- Hu, R.-H.; Sun, M.; Lim, J.-K. Moisture Absorption, Tensile Strength and Microstructure Evolution of Short Jute Fiber/Polylactide Composite in Hygrothermal Environment. Mater. Des. 2010, 31, 3167–3173. [Google Scholar] [CrossRef]
- Shravanabelagola Nagaraja Setty, V.K.; Govardhan, G.; Mavinkere Rangappa, S.; Siengchin, S. Raw and Chemically Treated Bio-waste Filled (Limonia Acidissima Shell Powder) Vinyl Ester Composites: Physical, Mechanical, Moisture Absorption Properties, and Microstructure Analysis. J. Vinyl Addit. Technol. 2021, 27, 97–107. [Google Scholar] [CrossRef]
- George, J.; Bhagawan, S.S.; Thomas, S. Effects of Environment on the Properties of Low-Density Polyethylene Composites Reinforced with Pineapple-Leaf Fibre. Compos. Sci. Technol. 1998, 58, 1471–1485. [Google Scholar] [CrossRef]
- Li, Y.; Guo, A.; Xu, X.; Xue, Y.; Yan, L.; Hou, F.; Liu, J. Preparation and Properties of Highly Elastic, Lightweight, and Thermally Insulating SiO2 Fibrous Porous Materials. Materials 2022, 15, 3069. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F. Hydrolytic Degradation of PLA/Posidonia Oceanica Green Composites: A Simple Model Based on Starting Morpho-Chemical Properties. Compos. Sci. Technol. 2021, 213, 108930. [Google Scholar] [CrossRef]
- Fijoł, N.; Abdelhamid, H.N.; Pillai, B.; Hall, S.A.; Thomas, N.; Mathew, A.P. 3D-Printed Monolithic Biofilters Based on a Polylactic Acid (PLA)–Hydroxyapatite (HAp) Composite for Heavy Metal Removal from an Aqueous Medium. RSC Adv. 2021, 11, 32408–32418. [Google Scholar] [CrossRef] [PubMed]
- Aji, I.S.; Zainudin, E.S.; Abdan, K.; Sapuan, S.M.; Khairul, M.D. Mechanical Properties and Water Absorption Behavior of Hybridized Kenaf/Pineapple Leaf Fibre-Reinforced High-Density Polyethylene Composite. J. Compos. Mater. 2013, 47, 979–990. [Google Scholar] [CrossRef]
- Buzarovska, A.; Bogoeva-Gaceva, G.; Fajgar, R. Effect of the Talc Filler on Structural, Water Vapor Barrier and Mechanical Properties of Poly(Lactic Acid) Composites. J. Polym. Eng. 2016, 36, 181–188. [Google Scholar] [CrossRef]
- Feng, S.; Zhang, F.; Ahmed, S.; Liu, Y. Physico-Mechanical and Antibacterial Properties of PLA/TiO2 Composite Materials Synthesized via Electrospinning and Solution Casting Processes. Coatings 2019, 9, 525. [Google Scholar] [CrossRef]
- Russo, P.; Cammarano, S.; Bilotti, E.; Peijs, T.; Cerruti, P.; Acierno, D. Physical Properties of Poly Lactic Acid/Clay Nanocomposite Films: Effect of Filler Content and Annealing Treatment. J. Appl. Polym. Sci. 2014, 131, 39798. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Krawczak, A.; Wesoły, K.; Szostak, M. Rotational Molding of Biocomposites with Addition of Buckwheat Husk Filler. Structure-Property Correlation Assessment for Materials Based on Polyethylene (PE) and Poly(Lactic Acid) PLA. Compos. B Eng. 2020, 202, 108410. [Google Scholar] [CrossRef]
- Zouari, M.; Devallance, D.B.; Marrot, L. Effect of Biochar Addition on Mechanical Properties, Thermal Stability, and Water Resistance of Hemp-Polylactic Acid (PLA) Composites. Materials 2022, 15, 2271. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M. Preparation of Hybrid Poly (Lactic Acid)/Flax Composites by the Insert Overmolding Process: Evaluation of Mechanical Performance and Thermomechanical Properties. J. Appl. Polym. Sci. 2021, 138, 49646. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-Based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef] [PubMed]
- Koyuncu, M.; Erkek, B. Effects of Particle Size, Pumice Powder Filling on The Water Absorption Behavior, and Elongation at Break Properties of Walnut Husk Particles Reinforced Epoxy Composite. Eur. J. Res. Dev. 2022, 2, 182–189. [Google Scholar] [CrossRef]
- Battegazzore, D.; Frache, A.; Abt, T.; Maspoch, M.L. Epoxy Coupling Agent for PLA and PHB Copolymer-Based Cotton Fabric Bio-Composites. Compos. B Eng. 2018, 148, 188–197. [Google Scholar] [CrossRef]
- Patanwala, H.S.; Hong, D.; Vora, S.R.; Bognet, B.; Ma, A.W.K. The Microstructure and Mechanical Properties of 3D Printed Carbon Nanotube-polylactic Acid Composites. Polym. Compos. 2018, 39, E1060–E1071. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman III, D.; Rodriguez, M., Jr.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V. Tensile Properties of 3D-Printed Wood-Filled PLA Materials Using Poplar Trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Batakliev, T.; Georgiev, V.; Ivanov, E.; Kotsilkova, R.; Di Maio, R.; Silvestre, C.; Cimmino, S. Nanoindentation Analysis of 3D Printed Poly(Lactic Acid)-Based Composites Reinforced with Graphene and Multiwall Carbon Nanotubes. J. Appl. Polym. Sci. 2019, 136, 47260. [Google Scholar] [CrossRef]
- Gao, Y.; Picot, O.T.; Bilotti, E.; Peijs, T. Influence of Filler Size on the Properties of Poly(Lactic Acid) (PLA)/Graphene Nanoplatelet (GNP) Nanocomposites. Eur. Polym. J. 2017, 86, 117–131. [Google Scholar] [CrossRef]
- Datta, J.; Kopczyńska, P. Effect of Kenaf Fibre Modification on Morphology and Mechanical Properties of Thermoplastic Polyurethane Materials. Ind. Crops Prod. 2015, 74, 566–576. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Khalina, A.; Zainudin, E.S.; Al-Shuja’a, O.M. Influence of Chemical Treatment on the Tensile Properties of Kenaf Fiber Reinforced Thermoplastic Polyurethane Composite. Express Polym. Lett. 2012, 6, 1032–1040. [Google Scholar] [CrossRef]
- Mohammed, M.; Rahman, R.; Mohammed, A.M.; Adam, T.; Betar, B.O.; Osman, A.F.; Dahham, O.S. Surface Treatment to Improve Water Repellence and Compatibility of Natural Fiber with Polymer Matrix: Recent Advancement. Polym. Test. 2022, 115, 107707. [Google Scholar] [CrossRef]
- Hajiha, H.; Sain, M. The Use of Sugarcane Bagasse Fibres as Reinforcements in Composites. In Biofiber Reinforcements in Composite Materials; Elsevier: Amsterdam, The Netherlands, 2015; pp. 525–549. [Google Scholar]
- Liu, Y.; Guo, L.; Wang, W.; Sun, Y.; Wang, H. Modifying Wood Veneer with Silane Coupling Agent for Decorating Wood Fiber/High-Density Polyethylene Composite. Constr. Build. Mater. 2019, 224, 691–699. [Google Scholar] [CrossRef]
- De León, A.S.; Domínguez-Calvo, A.; Molina, S.I. Materials with Enhanced Adhesive Properties Based on Acrylonitrile-Butadiene-Styrene (ABS)/Thermoplastic Polyurethane (TPU) Blends for Fused Filament Fabrication (FFF). Mater. Des. 2019, 182, 108044. [Google Scholar] [CrossRef]
- Nilagiri Balasubramanian, K.B.; Ramesh, T. Role, Effect, and Influences of Micro and Nano-fillers on Various Properties of Polymer Matrix Composites for Microelectronics: A Review. Polym. Adv. Technol. 2018, 29, 1568–1585. [Google Scholar] [CrossRef]
- Kumar Panda, P.; Jebastine, J.; Ramarao, M.; Fairooz, S.; Reddy, C.K.; Nasif, O.; Alfarraj, S.; Manikandan, V.; Jenish, I. Exploration on Mechanical Behaviours of Hyacinth Fibre Particles Reinforced Polymer Matrix-Based Hybrid Composites for Electronic Applications. Adv. Mater. Sci. Eng. 2021, 2021, 4933450. [Google Scholar] [CrossRef]
- Carelli, E.A.V.; Fujita, H.; Yang, J.Y.; Zok, F.W. Effects of Thermal Aging on the Mechanical Properties of a Porous-matrix Ceramic Composite. J. Am. Ceram. Soc. 2002, 85, 595–602. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M.; Salehi, M.; Bashir, T.; Rissanen, M.; Nousiainen, P. Novel Aligned Hemp Fibre Reinforcement for Structural Biocomposites: Porosity, Water Absorption, Mechanical Performances and Viscoelastic Behaviour. Compos. Part A Appl. Sci. Manuf. 2014, 61, 1–12. [Google Scholar] [CrossRef]
- Zhu, J.; Abeykoon, C.; Karim, N. Investigation into the Effects of Fillers in Polymer Processing. Int. J. Lightweight Mater. Manuf. 2021, 4, 370–382. [Google Scholar] [CrossRef]
- Branowski, B.; Zabłocki, M.; Sydor, M. The Material Indices Method in the Sustainable Engineering Design Process: A Review. Sustainability 2019, 11, 5465. [Google Scholar] [CrossRef]
- Łopusiewicz, Ł.; Jędra, F.; Mizielińska, M. New Poly(lactic acid) Active Packaging Composite Films Incorporated with Fungal Melanin. Polymers 2018, 10, 386. [Google Scholar] [CrossRef] [PubMed]
- Olewnik-Kruszkowska, E.; Gierszewska, M.; Richert, A.; Grabska-Zielińska, S.; Rudawska, A.; Bouaziz, M. Antibacterial films based on polylactide with the addition of quercetin and poly (ethylene glycol). Materials 2021, 14, 1643. [Google Scholar] [CrossRef]
- Subbuvel, M.; Kavan, P. Development and investigation of antibacterial and antioxidant characteristics of poly lactic acid films blended with neem oil and curcumin. J. Appl. Polym. Sci. 2022, 139, 51891. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pokharel, A.; Falua, K.J.; Babaei-Ghazvini, A.; Nikkhah Dafchahi, M.; Tabil, L.G.; Meda, V.; Acharya, B. Development of Polylactic Acid Films with Alkali- and Acetylation-Treated Flax and Hemp Fillers via Solution Casting Technique. Polymers 2024, 16, 996. https://doi.org/10.3390/polym16070996
Pokharel A, Falua KJ, Babaei-Ghazvini A, Nikkhah Dafchahi M, Tabil LG, Meda V, Acharya B. Development of Polylactic Acid Films with Alkali- and Acetylation-Treated Flax and Hemp Fillers via Solution Casting Technique. Polymers. 2024; 16(7):996. https://doi.org/10.3390/polym16070996
Chicago/Turabian StylePokharel, Anamol, Kehinde James Falua, Amin Babaei-Ghazvini, Mostafa Nikkhah Dafchahi, Lope G. Tabil, Venkatesh Meda, and Bishnu Acharya. 2024. "Development of Polylactic Acid Films with Alkali- and Acetylation-Treated Flax and Hemp Fillers via Solution Casting Technique" Polymers 16, no. 7: 996. https://doi.org/10.3390/polym16070996
APA StylePokharel, A., Falua, K. J., Babaei-Ghazvini, A., Nikkhah Dafchahi, M., Tabil, L. G., Meda, V., & Acharya, B. (2024). Development of Polylactic Acid Films with Alkali- and Acetylation-Treated Flax and Hemp Fillers via Solution Casting Technique. Polymers, 16(7), 996. https://doi.org/10.3390/polym16070996