
New Flexible Flame Retardant Coatings Based on Siloxane Resin and Ethylene-Vinyl Chloride Copolymer

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
Preparation of Samples
2.2. Methods
2.2.1. Flammability Methods
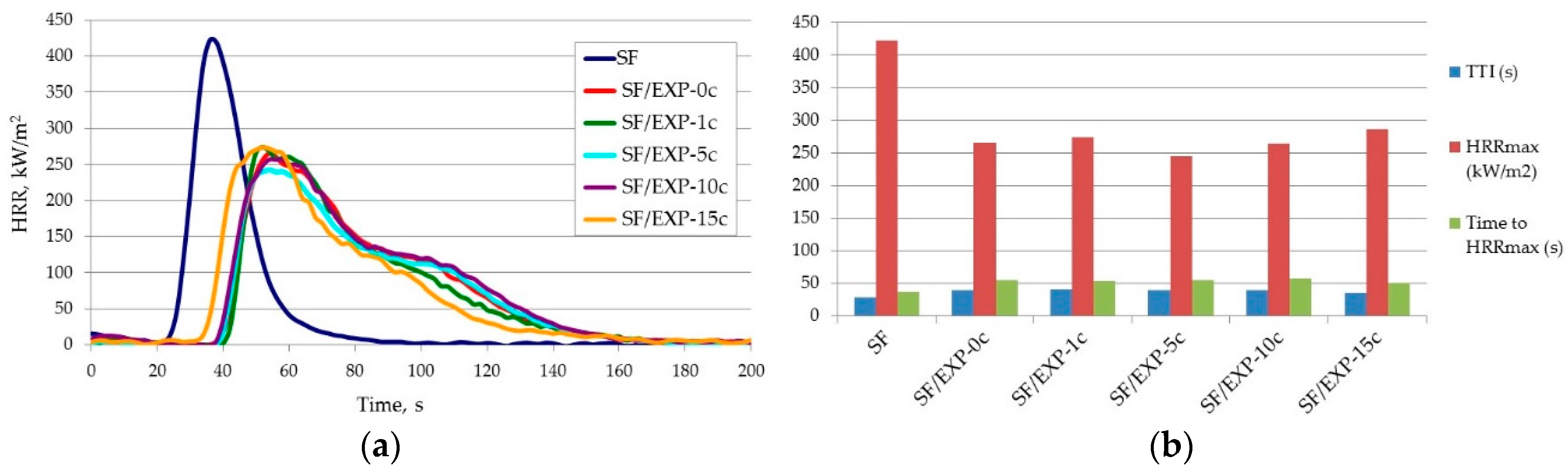
- Cone CalorimetryCombustibility measurements were performed on a cone calorimeter CONE2A made by Atlas Electric Devices (Chicago, IL, USA). The measurements were carried out in accordance with the ISO 5660-1:2002 standard. The samples were exposed to an external heat flux of 35 kW/m2. The orientation of the sample was horizontal, and a spark igniter was used to ignite the combustion gases. Taking into account the application of the fabrics as upholstery, the uncoated outer side of the samples (front face of the fabric) were facing the heater. The heat release rate measurements were taken every 2 s. The fabric samples were cut to the size of 100 mm × 100 mm and wrapped in aluminum foil with the shiny side towards the sample. The BC coating alone and the back-coated fabrics as single layers were tested. During the preliminary tests neither shrinkage nor curling of the samples was observed, therefore, the tests without the use of a wire grid were performed, which is often used in such cases. There are many reports about the cone calorimetric method exploited for textiles, where the influence of a wire grid, grid type, numbers of fabric layers, weight, and thickness of the samples on the flammability results were discussed [16,17,18,19,20,21]. A Superwool® 607 HT blanket (Morgan Thermal Ceramics, Windsor, Berkshire, UK) having a density of 96 kg/m3, and a thickness of 13 mm was used underneath aluminum foil to insulate heat transfer from the back of samples. Before the testing, the samples were conditioned for 24 h in a climate chamber at 23 °C and a relative humidity of 50%. The wrapped and conditioned samples were placed in the specimen holder on the four layers of fiber blanket and covered by a retainer frame. The construction of the specimen holder and the retainer frame were in accordance with the ISO 5660 standard. The surface of the samples exposed to the external heat flux was 0.00884 m2. The heat release rate (HRR) as a function on time, maximum and average heat release rate (HRRmax, HRRav), time to reach HRRmax, total heat release (THR) and time to sustained ignition (TTI) were recorded.
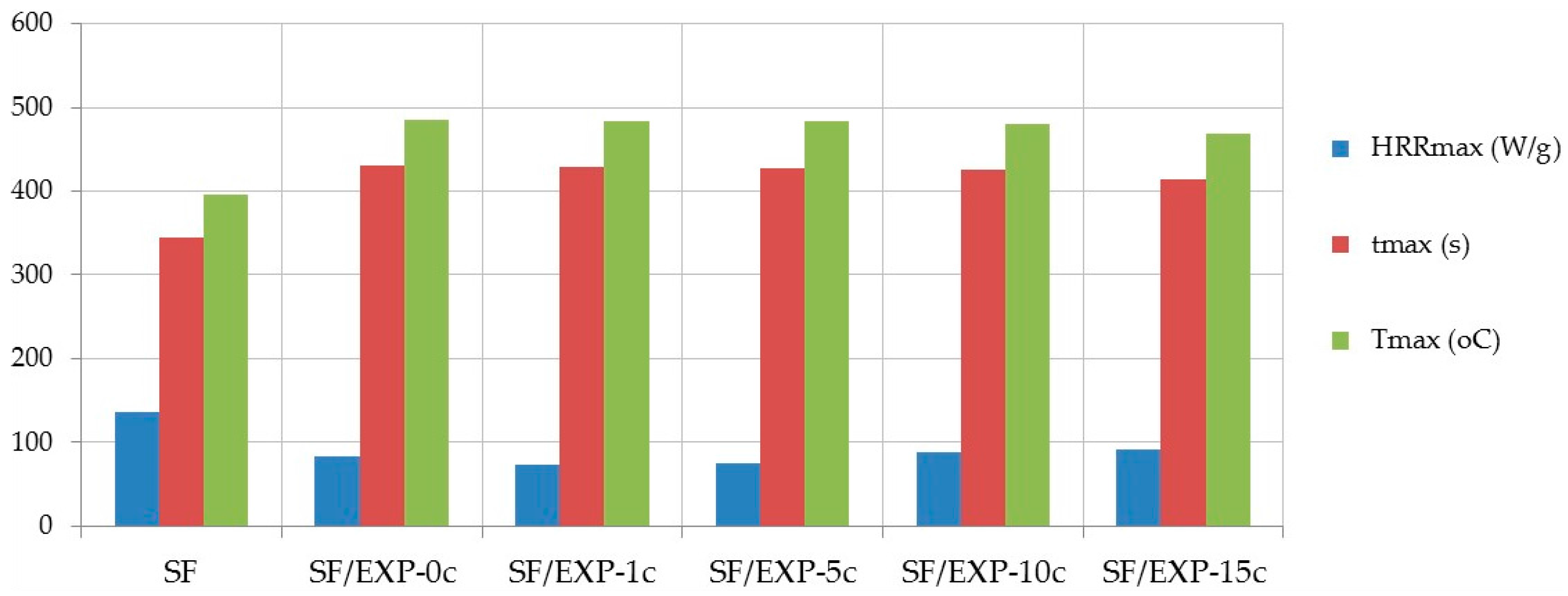
- Microcalorimetry Pyrolysis Combustion Flow Calorimetry (PCFC)Combustibility of the materials was determined using a Fire Testing Technology Ltd. PCFC instrument (East Grinstead, UK) following the procedure defined in the ASTM D7309-2007a standard. The samples weighing 5 mg (±0.01) were subjected to pyrolysis in the temperature range 75–750 °C at a heating rate 1 °C/s, and then the gaseous pyrolysis products were burnt in a combustor at a temperature 900 °C. The flow was a mixture of O2/N2 20/80 cm3/min. The heat release temperature (Tmax), maximum specific heat release rate (HRRmax), and time at which HRRmax occurs (tmax) were determined.
- Limiting Oxygen IndexThe limiting oxygen index (LOI) was measured according to the Polish Standard PN-76/C-89020. This method allows for determining the minimum concentration of oxygen (in percentage by volume) in the mixture of oxygen and nitrogen, where the sample, mounted vertically in a measuring column, just burns.
- Ignitability of Upholstered FurnitureThe upholstery systems were constructed by combining flame-retardant (FR) fabrics as a covering material and with standard flexible polyurethane foam T-25, with a density of 25 kg/m3 as a filling material. Such upholstery systems were subjected to a smouldering cigarette and a match flame equivalent as ignition sources according to EN 1021-1:2014 and EN 1021-2:2014 standards, respectively, to examine the resistance to the ignition and fire barrier effectiveness of back-coated fabrics. The ignition sources were located in the junction between the horizontal seat and vertical backrest surface. If progressive smouldering or flaming of the upholstery is observed within one hour from the beginning of the test, the material does not meet the standard. In the case of the match flame equivalent test, smouldering or flaming are disregarded if they end before 120 s after removal of the burner tube.
2.2.2. Resistance of FR to Washing Out
2.2.3. Antimicrobial Properties of the Fabrics
2.2.4. Utility Properties
3. Results and Discussion
3.1. Flammability Results of the BC Composition without and with Different Additives
3.1.1. Results from Cone Calorimetry
Back-Coated Fabric Flammability
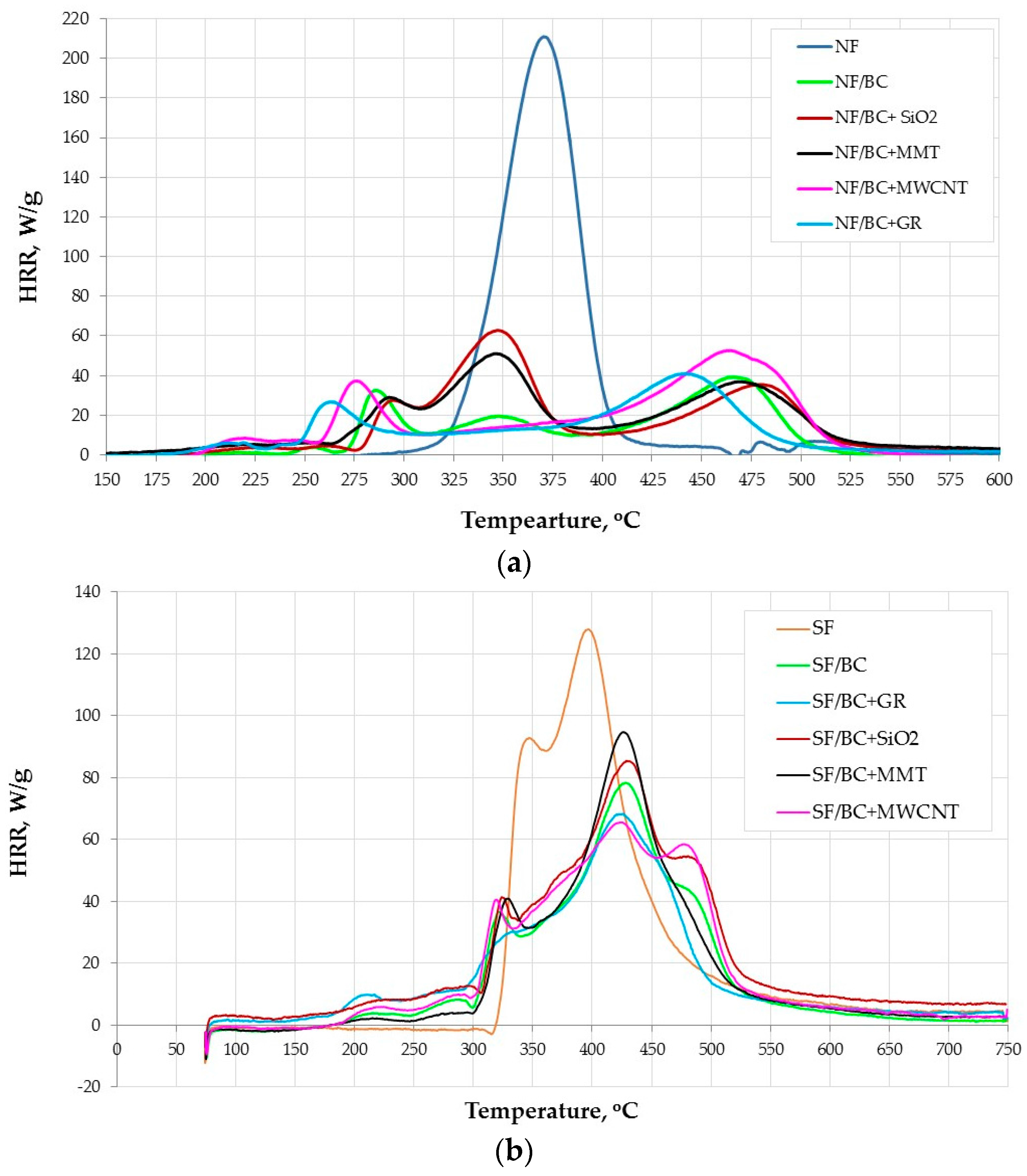
3.1.2. Results from PCFC Microcalorimetry
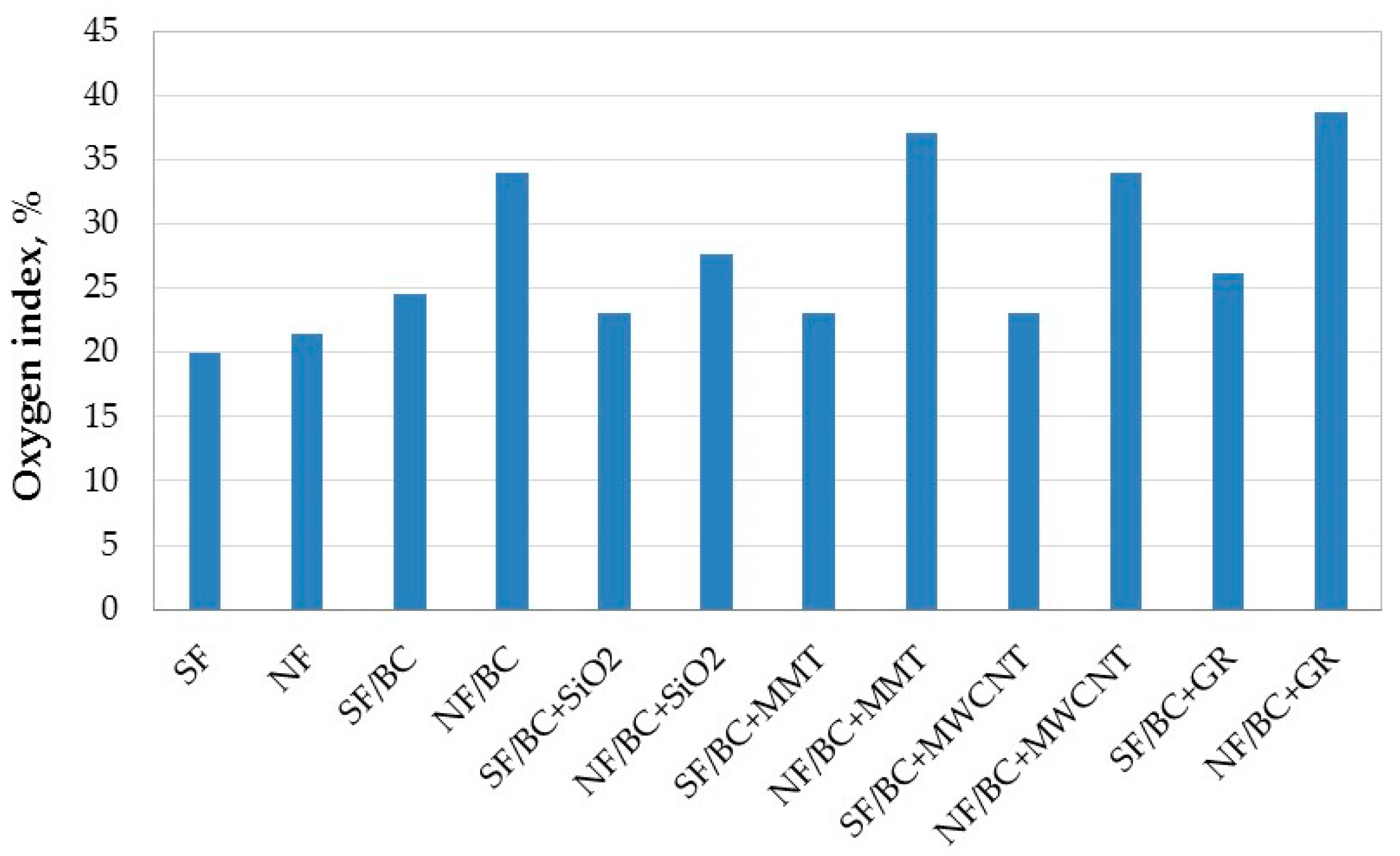
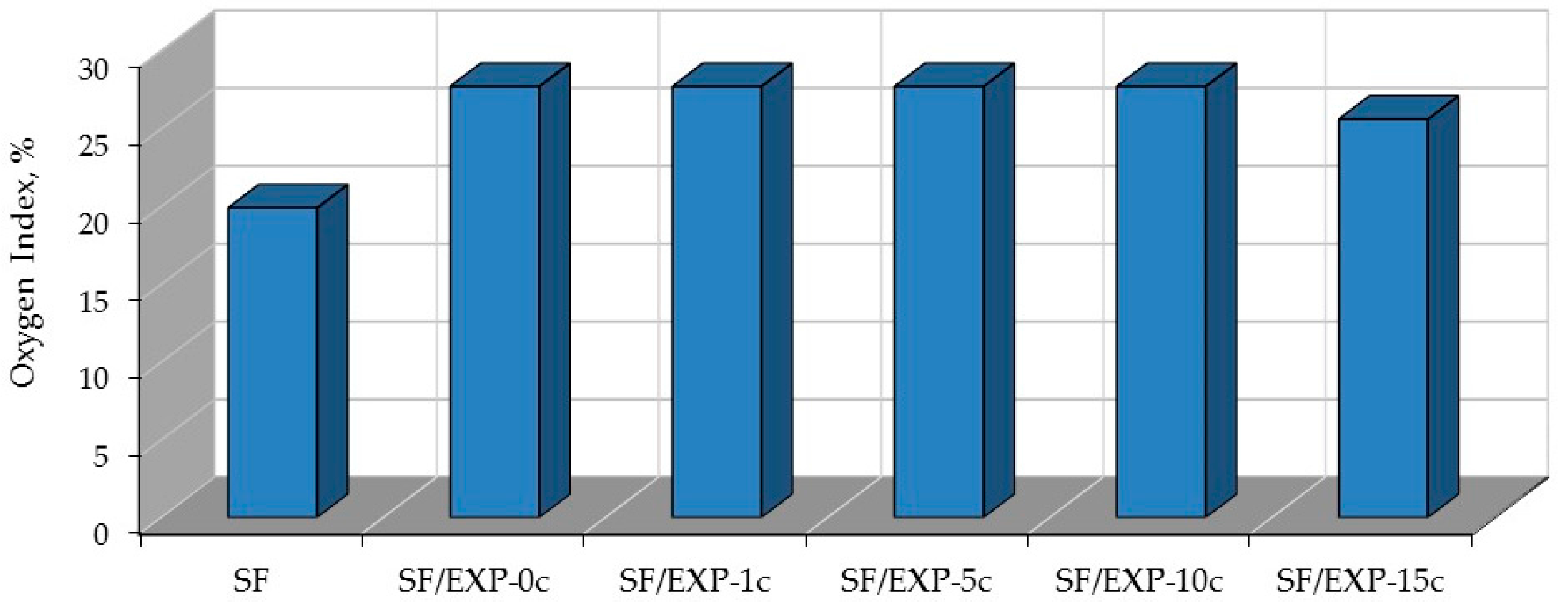
3.1.3. Limiting Oxygen Index
3.2. The Effect of the Novel Flame Retardant Back-Coating (EXP) on the Properties of the Synthetic Fabric before and after Multiple Wet Cleaning
3.2.1. The Flame Retardant Effectiveness
3.2.2. Utility Properties of the Fabric Back-Coated with the EXP Flame Retardant
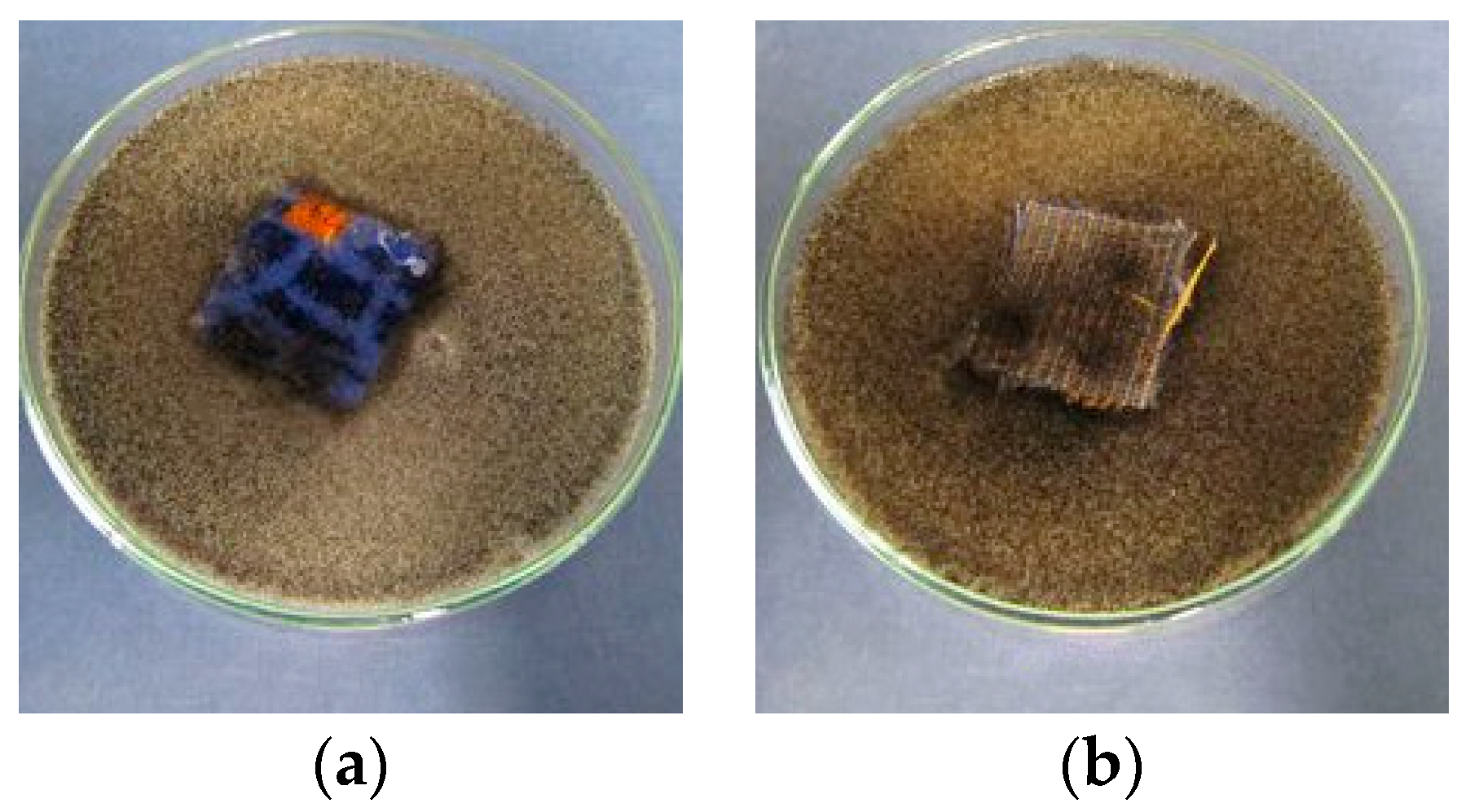
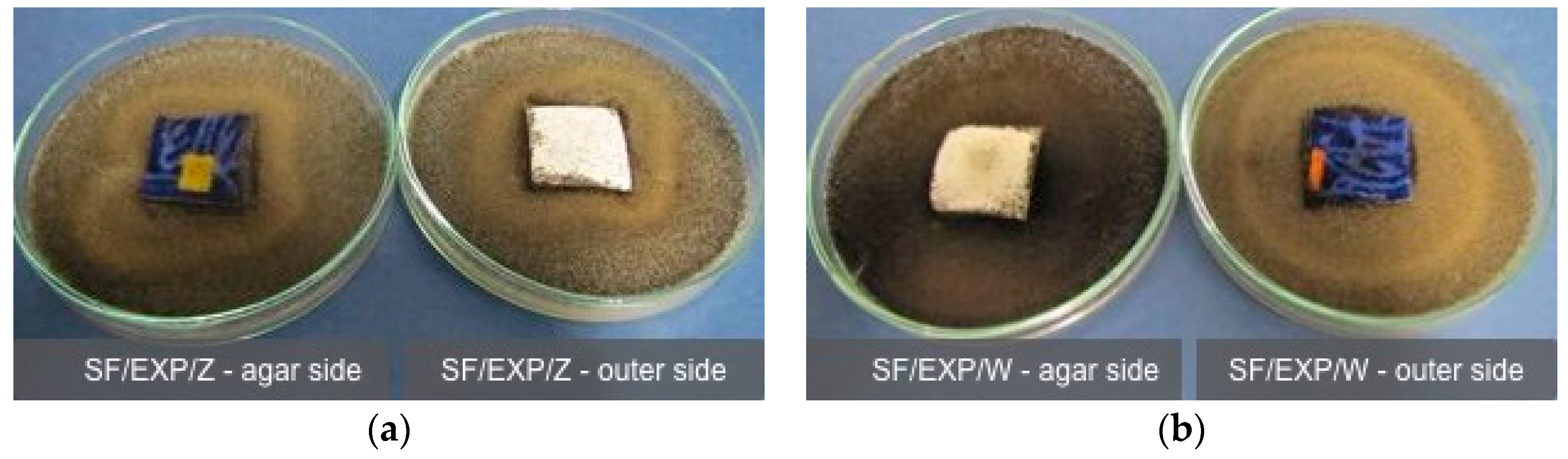
3.2.3. Antimicrobial Properties of the Synthetic Fabric Back-Coated with the EXP Flame Retardant
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Horrocks, A.R.; Davies, P.J.; Kandola, B.K.; Alderson, A. The potential for volatile phosphorus-containing flame retardants in textile back-coatings. J. Fire Sci. 2007, 25, 523–540. [Google Scholar] [CrossRef]
- Horrocks, A.R. Flame retardant challenges for textiles and fibres: New chemistry versus innovatory solution. Polym. Degrad. Stab. 2011, 96, 377–392. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Wang, M.Y.; Hall, M.E.; Sunmonu, F.; Pearson, J.S. Flame retardant textile back-coatings. Part 2. Effectiveness of phosphorus-containing flame retardants in textile back-coating formulations. Polym. Int. 2000, 49, 1079–1091. [Google Scholar] [CrossRef]
- Gaan, S.; Sun, G.; Hutches, K.; Engelhard, M.H. Effect of nitrogen additives on flame retardant action of tributyl phosphate: Phosphorus–nitrogen synergism. Polym. Degrad. Stab. 2008, 93, 99–108. [Google Scholar] [CrossRef]
- Gaan, S.; Sun, G. Effect of nitrogen additives on thermal decomposition of cotton. J. Anal. Appl. Pyrol. 2009, 84, 108–115. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Kandola, B.K.; Davies, P.J.; Zhang, S.; Padbury, S.A. Developments in flame retardant textiles—A review. Polym. Degrad. Stab. 2005, 88, 3–12. [Google Scholar] [CrossRef]
- Gaan, S.; Sun, G. Effect of phosphorus and nitrogen on flame retardant cellulose: A study of phosphorus compounds. J. Anal. Appl. Pyrol. 2007, 78, 371–377. [Google Scholar] [CrossRef]
- Giraud, S.; Bourbigot, S.; Rochery, M.; Vroman, I.; Tighzert, L.; Delobel, R.; Poutch, F. Flame retarded polyurea with microencapsulated ammonium phosphate for textile coating. Polym. Degrad. Stab. 2008, 88, 106–113. [Google Scholar] [CrossRef]
- Kozlowski, R.; Wesolek, D.; Wladyka-Przybylak, M.; Duquesne, S.; Vannier, A.; Bourbigot, S.; Delobel, R. Intumescent flame-retardant treatments for flexible barriers. In Multifunctional Barriers for Flexible Structure; Duquesne, S., Magniez, C., Camino, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2007; Chapter 3; Volume 97, pp. 39–61. [Google Scholar]
- Fang, F.; Zhang, X.; Meng, Y.; Gu, Z.; Bao, C.; Ding, X.; Li, S.; Chen, X.; Tian, X. Intumescent flame retardant coatings on cotton fabric of chitosan and ammonium polyphosphate via layer-by-layer assembly. Surf. Coat. Technol. 2015, 262, 9–14. [Google Scholar] [CrossRef]
- Saihi, D.; Vroman, I.; Giraud, S.; Bourbigot, S. Microencapsulation of ammonium phosphate with a polyurethane shell—Part I: Coacervation technique. React. Funct. Polym. 2005, 64, 127–138. [Google Scholar] [CrossRef]
- Wesolek, D.; Gieparda, W. Single and multi-walled carbon nanotubes with phosphorus based flame retardants for textiles. J. Nanomater. 2014, 2014, 727494. [Google Scholar] [CrossRef]
- Gieparda, W.; Wesolek, D.; Rojewski, S. Montmorillonite and carbon nanotubes filled polyurethane back-coating for textiles with improved flammability properties and thermal stability. JNPN 2012, 8, 82–88. [Google Scholar]
- Gieparda, W.; Wesolek, D.; Rojewski, S. Flammability properties of textiles coated with nanocomposites. Przetw. Tworzyw 2013, 19, 340–343. [Google Scholar]
- Wesolek, D.; Gasiorowski, R.; Rojewski, S.; Przybylak, M.; Gieparda, W.; Walentowska, J.; Wojcik, R. Flexible, Fibrous Intumescent Fire Retardant Coating Based on Nanomodifiers; Final Technical Implementation Report, NANOMITEX, Functional Nano- and Micro Textile Materials, POIG.01.03.01-00-004/08; Institute of Natural Fibres and Medicinal Plants: Poznan, Poland, Unpublished work; 2013; pp. 1–143. [Google Scholar]
- Tata, J.; Alongi, J.; Carosio, F.; Frache, A. Optimization of the procedure to burn textile fabrics by cone calorimeter: Part I. Combustion behavior of polyester. Fire Mater. 2011, 35, 397–409. [Google Scholar] [CrossRef]
- Nazaré, S.; Kandola, B.K.; Horrocks, A.R. Use of cone calorimetry to quantify the burning hazard of apparel fabrics. Fire Mater. 2002, 26, 191–199. [Google Scholar] [CrossRef]
- Alongi, J.; Cuttica, F.; Carosio, F.; Bourbigot, S. How much the fabric grammage may affect cotton combustion? Cellulose 2015, 22, 3477–3489. [Google Scholar] [CrossRef]
- Ceylan, O.; Alongi, J.; Van Landuyt, L.; Frache, A.; De Clerck, K. Combustion characteristics of cellulosic loose fibres. Fire Mater. 2013, 37, 482–490. [Google Scholar] [CrossRef] [Green Version]
- Spearpoint, M.; Olenick, S.M.; Torero, J.L.; Steinhaus, T. Ignition performance of new and used motor vehicle upholstery fabrics. Fire Mater. 2005, 26, 265–282. [Google Scholar] [CrossRef]
- Xie, W.; Wang, R.; Wang, X. Influence of grid on pkHRR test of cone calorimeter. In Proceedings of the 3rd International Conference on Material, Mechanical and Manufacturing Engineering (IC3ME 2015), Guangzhou, China, 27–28 June 2015.
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of expandable graphite on the properties of intumescent flame-retardant polyurethane foam. J. Appl. Polym. Sci. 2008, 110, 2586–2594. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G. Flammability and other properties of elastomeric materials and nanomaterials. Part 1. Nanocomposites of elastomers with montmorillonite or halloysite. Polimery 2013, 5, 327–334. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G. Flammability and other properties of elastomeric materials and nanomaterials. Part 2. Nanocomposites of elastomers with attapulgite, nanosilica, nanofibers and carbon nanotube. Polimery 2013, 58, 533–542. [Google Scholar] [CrossRef]
- Bourbigot, S.; Le Bras, M.; Dabrowski, F.; Gilman, J.W.; Kashiwagi, T. PA-6 clay nanocomposite hybrid as char forming agent in intumescent formulations. Fire Mater. 2000, 24, 201–208. [Google Scholar] [CrossRef]
- Zanetti, M.; Kashiwagi, T.; Falqui, L.; Camino, G. Cone calorimeter combustion and gasification studies of polymer layered silicate nanocomposites. Chem. Mater. 2002, 14, 881–887. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Du, F.; Winey, K.I.; Groth, K.M.; Shields, J.R.; Bellayera, S.P.; Kim, H.; Douglas, J.F. Flammability properties of polymer nanocomposites with single-walled carbon nanotubes: Effects of nanotube dispersion and concentration. Polymer 2005, 46, 471–481. [Google Scholar] [CrossRef]
- Rybiński, P. Stabilność Termiczna i Palność Elastomerów Oraz Materiałów Elastomerowych; Scientific Bulletin of the Lodz University of Technology: Lodz, Poland, 2014. [Google Scholar]
- Peeterbroeck, S.; Laoutid, F.; Taulemesse, J.-M.; Monteverde, F.; Lopez-Cuesta, J.-M.; Nagy, J.B.; Alexandre, M.; Dubois, P. Mechanical properties and flame-retardant behavior of ethylene vinyl acetate/high-density polyethylene coated carbon nanotube nanocomposites. Adv. Funct. Mater. 2007, 17, 2787–2791. [Google Scholar] [CrossRef]
- Vahabi, H.; Sonnier, R.; Otazaghine, B.; Le Saout, G.; Lopez-Cuesta, J.M. Nanocomposites of polypropylene/polyamide 6 blends based on three different nanoclays: Thermal stability and flame retardancy. Polimery 2013, 58, 350–360. [Google Scholar] [CrossRef]
- Qianghua, L.Y.; Qu, W.B. Synergistic effects and mechanism of multiwalled carbon nanotubes with magnesium hydroxide in halogen-free flame retardant EVA/MH/MWNT nanocomposites. Polym. Degrad. Stab. 2009, 94, 751–756. [Google Scholar]
- Kashiwagi, T.; Grulke, E.; Hilding, J.; Harris, R.; Awad, W.; Douglas, J. Thermal degradation and flammability properties of poly(propylene)/carbon nanotube composites. Macromol. Rapid Commun. 2002, 23, 761–765. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Grulke, E.; Hilding, J.; Groth, K.; Harris, R.; Butler, K.; Shields, J.; Kharchenko, S.; Douglas, J. Thermal and flammability properties of polypropylene/carbon nanotube nanocomposites. Polymer 2004, 42, 4227–4239. [Google Scholar] [CrossRef]
- Costache, M.C.; Jiang, D.D.; Wilkie, C.A. Thermal degradation of ethylene–vinyl acetate coplymer nanocomposites. Polymer 2005, 46, 6947–6958. [Google Scholar] [CrossRef]
- Bourbigot, S.; Duquesne, S.; Jama, C. Polymer nanocomposites: How to reach low flammability? Macromol. Symp. 2006, 233, 180–190. [Google Scholar] [CrossRef]
- Rahatekar, S.S.; Zammarano, M.; Matko, S.; Krzysztof, K.; Koziol, K.K.; Windle, A.H.; Nyden, M.; Kashiwagi, T.; Gilman, J.W. Effect of carbon nanotubes and montmorillonite on the flammability of epoxy nanocomposites. Polym. Degrad. Stab. 2010, 95, 870–879. [Google Scholar] [CrossRef]
- Wang, L.; He, X.; Wilkie, C.A. The utility of nanocomposites in fire retardancy. Materials 2010, 3, 4580–4606. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mater. Sci. Eng. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Kandola, B.K.; Smart, G.; Zhang, S.; Hull, T.R. Polypropylene fibers containing dispersed clays having improved fire performance. I. Effect of nanoclays on processing parameters and fiber properties. J. Appl. Polym. Sci. 2007, 106, 1707–1717. [Google Scholar] [CrossRef]
- Gilman, J.W. Flammability and thermal stability studies of polymer layered-silicate (clay) nanocomposites. Appl. Clay. Sci. 1999, 15, 31–49. [Google Scholar] [CrossRef]
- Beyer, G. Short Communication: Carbon nanotubes as flame retardants for polymers. Fire Mater. 2002, 26, 291–293. [Google Scholar] [CrossRef]
- Bourbigot, S.; Samyn, F.; Turf, T.; Duquesne, S. Nanomorphology and reaction to fire of polyurethane and polyamide nanocomposites containing flame retardants. Polym. Degrad. Stab. 2010, 95, 320–326. [Google Scholar] [CrossRef]
- Schartel, B.; Braun, U.; Knoll, U.; Bartholmai, M.; Goering, H.; Neubert, D.; Pötschke, P. Mechanical, thermal, and fire behavior of bisphenol a polycarbonate/multiwall carbon nanotube nanocomposites. Polym. Eng. Sci. 2008, 48, 149–158. [Google Scholar] [CrossRef]
- Bocchini, S.; Frache, A.; Camino, G.; Claes, M. Polyethylene thermal oxidative stabilisation in carbon nanotubes based nanocomposites. Eur. Polym. J. 2007, 43, 3222–3235. [Google Scholar] [CrossRef]
- Davies, P.J.; Horrocks, A.R.; Alderson, A. The sensitisation of thermal decomposition of APP by selected metal ions and their potential for improved cotton fabric flame retardancy. Polym. Degrad. Stab. 2005, 88, 114–122. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Davies, P.J.; Kandola, B.K.; Alderson, A. The challenge of replacing halogen flame retardants in textile applications: Phosphorus mobility in back-coating formulations. In Proceedings of the Flame Retardant Polymers and Materials, FRPM05, Berlin, Germany, 7–9 September 2005.
- Wesolek, D.; Wladyka-Przybylak, M.; Kozlowski, R. The effect of nanoadditives on effectiveness of intumescent fire retardant coatings. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2008, 66, 179–183. [Google Scholar]
- Wang, Z.; Han, E.; Ke, W. Effect of acrylic polymer and nanocomposite with nano-SiO2 on thermal degradation and fire resistance of APP–DPER–MEL coating. Polym. Degrad. Stab. 2006, 1937–1947. [Google Scholar] [CrossRef]
- Schartel, B. Development of Fire Retarded Materials—The Use of the Cone Calorimeter and the Pyrolysis Combustion Flow Calorimeter. Federal Institute for Materials Research and Testing, BAM, Germany. Available online: http://www.gefta.org/archiv/ufk_2007/abs_schartel.pdf (accessed on 12 July 2007).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | HRRmax kW/m2 | Time to HRRmax, s | TTI, s | HRRav kW/m2 | THR, MJ/m2 |
|---|---|---|---|---|---|
| BC | 209.6 | 54 | 25 | 61.5 | 16.5 |
| BC + SiO2 | 190.4 | 81 | 22 | 71.0 | 20.3 |
| BC + MMT | 158.6 | 367 | 28 | 95.2 | 46.0 |
| BC + MWCNT | 165.6 | 279 | 25 | 108.1 | 35.3 |
| BC + GR | 139.2 | 167 | 57 | 67.3 | 17.3 |
| NF | 270.8 | 21 | 13 | 20.1 | 6.1 |
| NF/BC | 117.0 | 35 | 24 | 19.3 | 5.8 |
| NF/BC + SiO2 | 135.1 | 36 | 26 | 25.6 | 7.3 |
| NF/BC + MMT | 125.8 | 38 | 25 | 23.4 | 6.7 |
| NF/BC + MWCNT | 111.6 | 61 | 42 | 25.9 | 7.5 |
| NF/BC + GR | 106.7 | 64 | 36 | 19.7 | 5.9 |
| SF | 438.8 | 37 | 27 | 31.2 | 9.4 |
| SF/BC | 314.6 | 45 | 30 | 35.2 | 10.4 |
| SF/BC + SiO2 | 345.3 | 31 | 26 | 32.9 | 9.4 |
| SF/BC + MMT | 321.2 | 40 | 27 | 33.4 | 9.7 |
| SF/BC + MWCNT | 339.7 | 44 | 32 | 39.2 | 10.8 |
| SF/BC + GR | 224.6 | 49 | 40 | 33.2 | 9.0 |
| Composition | tmax (s) | Tmax (°C) | HRRmax (W/g) |
|---|---|---|---|
| NF | 320 | 370 | 210.9 |
| NF/BC | 412 | 468 | 39.4 |
| NF/BC + SiO2 | 293 | 346 | 63.9 |
| NF/BC + MMT | 293 | 347 | 51.2 |
| NF/BC + MWCNT | 407 | 464 | 53.0 |
| NF/BC + GR | 390 | 445 | 42.1 |
| SF | 345 | 397 | 128.0 |
| SF/BC | 371 | 428 | 78.7 |
| SF/BC + SiO2 | 375 | 430 | 90.0 |
| SF/BC + MMT | 374 | 427 | 94.8 |
| SF/BC + MWCNT | 368 | 423 | 65.9 |
| SF/BC + GR | 366 | 421 | 70.6 |
| Sample | EN 1021-1 | EN 1021-2 |
|---|---|---|
| SF | Passes the test | Does not pass the test |
| SF/EXP-0c | Passes the test | Passes the test |
| SF/EXP-1c | Passes the test | Passes the test |
| SF/EXP-5c | Passes the test | Passes the test |
| SF/EXP-10c | Passes the test | Passes the test |
| SF/EXP-15c | Passes the test | Passes the test |
| Sample | Breaking force (N) | Standard deviation. | Elongation at break (%) | Standard deviation | Hygroscopicity (%) | Angle relaxation (°) | ||
|---|---|---|---|---|---|---|---|---|
| 65% | 100% | Outer side | Reverse side | |||||
| SF | 889 | 5.90 | 22.5 | 2.93 | 1.14 | 1.22 | 157 | 93 |
| SF/EXP-0c | 999 | 8.04 | 24.6 | 1.97 | 2.97 | 6.17 | 138 | 104 |
| SF/EXP-10c | 1,072 | 1.15 | 25.7 | 1.57 | 2.77 | 5.87 | 137 | 107 |
| SF/EXP-15c | 1,043 | 3.33 | 26.0 | 5.13 | 1.89 | 3.98 | 137 | 105 |
| Sample | Degree of fungus growth on the fabric | Degree of fungus growth in agar medium in the contact zone with the fabric |
|---|---|---|
| SF—Control (outer side/agar side) | 2°/4° | 5°/4° |
| SF/EXP/Z—(outer side/agar side) | 2°/2° | 5°/2° |
| SF/EXP/W—(agar side/outer side) | 2°/2° | 5°/2° |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wesolek, D.; Gasiorowski, R.; Rojewski, S.; Walentowska, J.; Wojcik, R. New Flexible Flame Retardant Coatings Based on Siloxane Resin and Ethylene-Vinyl Chloride Copolymer. Polymers 2016, 8, 419. https://doi.org/10.3390/polym8120419
Wesolek D, Gasiorowski R, Rojewski S, Walentowska J, Wojcik R. New Flexible Flame Retardant Coatings Based on Siloxane Resin and Ethylene-Vinyl Chloride Copolymer. Polymers. 2016; 8(12):419. https://doi.org/10.3390/polym8120419
Chicago/Turabian StyleWesolek, Dorota, Ryszard Gasiorowski, Szymon Rojewski, Judyta Walentowska, and Rafał Wojcik. 2016. "New Flexible Flame Retardant Coatings Based on Siloxane Resin and Ethylene-Vinyl Chloride Copolymer" Polymers 8, no. 12: 419. https://doi.org/10.3390/polym8120419
APA StyleWesolek, D., Gasiorowski, R., Rojewski, S., Walentowska, J., & Wojcik, R. (2016). New Flexible Flame Retardant Coatings Based on Siloxane Resin and Ethylene-Vinyl Chloride Copolymer. Polymers, 8(12), 419. https://doi.org/10.3390/polym8120419