1. Introduction
Polyolefin is the most widely used materials because of its excellent combination of chemical and physical properties, as well as having low production cost, superior processability, and good recyclability. However, for advanced applications, it is necessary to improve the performance of polyolefin in terms of its properties such as stiffness and rigidity in forming nanocomposites. Thus, the study of polyolefin nanocomposites has attracted considerable attention, because of their high potential as materials with improved properties, such as mechanical and thermal stability, flame resistance, and thermal and electrical conductivities.
Molybdenum disulfide (MoS
2) have enjoyed renewed interest owing to their crystallographic structure, which consists of covalently bonded S-Mo-S tri-layers in analogy to graphene [
1,
2,
3,
4,
5]. According to the reports [
6,
7], MoS
2 monolayers exhibit more higher mechanical properties (breaking strength: ~23 GPa; Young modulus: ~300 GPa) than chemically reduced graphene. Thus, MoS
2 has a great potential to fabricate high-performance organic–inorganic polymer nanocomposites. Such as PVA, PS, PMMA, and chitosan have been successfully applied in nanocomposite fabrication with EMoS
2 through a solution mixing method. After incorporation of EMoS
2, the mechanical and thermal properties were significantly improved [
8,
9,
10,
11]. The uniform dispersion of EMoS
2 in the polymer matrix can be achieved by solution mixing, which is the ideal strategy, wherein these polymers are dissolved in common organic solvents. However, the solution mixing process is difficult and uneconomical in the case of polyolefin, since these polymers are soluble only in solvents like xylene and trichlorobenzene above 120 °C. In our previous reports [
12,
13], the PE/EMoS
2 nanocomposites were prepared through an in situ polymerization of ethylene using EMoS
2 containing Ziegler–Natta catalyst. The resulting nanocomposites exhibited enhanced thermal and mechanical properties than neat PE. However, the catalyst preparation required complicated procedures, including a long lithiation of MoS
2, violent exfoliation process, excessive amounts of water to remove lithium salt, a long vacuum freeze-drying process, and so on.
During the last decade, layered fillers (such as graphite and clay) have been successfully imbedded into polyolefins by in situ exfoliation method during olefin polymerization [
14,
15,
16]. This approach is based on the intercalation of catalyst (Ziegler–Natta, metallocene, etc.) in the interlayers of the layered filler, followed by in situ polymerization. Due to the structural analogy to layered clay, a similar methodology can be applied to the synthesis of polyolefin/MoS
2 nanocomposites.
Therefore, in this research, a Ziegler–Natta catalyst intercalated MoS2 was synthesized through the intercalation of a Grignard reagent into MoS2 galleries, followed by the anchoring of TiCl4. During the olefin polymerization, the bulk MoS2 layers are predicted to be exfoliated in situ and dispersed in the polymer matrix (no need additional exfoliation process), producing polyolefin/exfoliated MoS2 (EMoS2) nanocomposites directly.
2. Materials and Methods
2.1. Materials
Molybdenum disulfide (MoS2, ~6 μm), n-butylmagnesium chloride (BuMgCl, 2.0 M in THF), triethylaluminum (TEA, 1.0 M in hexane), diisobutylphthalate (DIBP), and titanium tetrachloride (TiCl4, >99%) were purchased from Sigma-Aldrich (Seoul, Korea) and used as received. Cyclohexylmethyldimethoxysilane (CHMDMS) donor and polymerization-grade propylene were received from Korea Petrochemical Ind. Co., Ltd., Ulsan, Korea. n-Hexane was distilled from sodium/benzophenone under N2 prior to use.
2.2. Preparation of MoS2-MgCl-Supported Ziegler–Natta Catalysts
An autoclave was charged with MoS2 (1 g), followed by addition of BuMgCl (20 mL), and was heated at 150 °C for 12 h under an argon atmosphere. Subsequently, the autoclave was cooled to room temperature, and the product was filtered and five times washed with anhydrous hexane. The resulting powder was suspended in n-hexane (200 mL) under ultrasonication for 30 min. Then DIBP (0.5 mL) was added, followed by dropwise addition of TiCl4 (10 mL) to the suspension at 0 °C. After that, the temperature was slowly increased to 80 °C (2 °C/min) and the suspension was stirred for 4 h. The mixture was filtered to remove the unreacted TiCl4, and the reactor was charged with fresh TiCl4 (20 mL). The reaction was complete after stirring for 4 h at 80 °C. After filtering, the solid product was washed several times with hot n-hexane (60 °C). Then, the obtained powdery catalyst was dried under vacuum at 60 °C for 3 h. The Mg and Ti contents of the powdery catalyst were determined by inductively coupled plasma atomic emission spectroscopy (ICP-AES; MoS2: 27.0 wt %, Mg: 9.6 wt %, Ti: 7.7 wt %). The catalyst was also synthesized without the addition of MoS2 for comparison. For this, a similar procedure was followed to prepare the catalyst without including MoS2 (Mg: 2.2 wt %, Ti: 13.9 wt %).
2.3. Propylene Polymerization
Propylene polymerization was performed in a three-neck glass reactor (300 mL). The reactor was thrice back-filled with N2 and charged with 100 mL distilled n-hexane. The reaction solution was stirred at 40 °C under 1 bar of propylene for 5 min, followed by addition of the co-catalyst (TEA) and CHMDMS donor. Subsequently, the catalyst was added into the reactor, and polymerization was started under a continuous feed of propylene (1 bar). After 2 h polymerization, 10 mL HCl-methanol solution (10%) was added to the suspension to terminate to polymerization. The mixture was poured into large quantity of methanol (500 mL) to precipitate the polymer. The product was collected by filtration and washed with methanol. Then, the product was dried under vacuum at 60 °C until a constant weight was achieved.
2.4. Characterization
The Mg and Ti contents of the catalyst were determined using inductively coupled plasma atomic emission spectroscopy (ICP-AES, PerkinElmer, Optima 7300DV, Houston, TX, USA). Scanning electron microscopy (SEM) images were recorded on a JEOL JSM-6380LV microscope (Hitachi, Japan). The morphology of the support and catalyst was studied by polarized optical microscopy (POM, ANA-006, Leitz, Wetzlar, Germany) using a CCD camera. X-ray diffraction patterns were obtained on a Philips X-Pert PRO MRD (Philips, Holland) diffractometer equipped with a Cu-Kα radiation source.
The polymer product was fractionated by extraction with boiling n-heptane for 8 h to determine its isotactic index (I.I.), calculated as the weight percentage of n-heptane-insoluble polymer. The melting temperature (Tm) of the obtained polymer was determined using differential scanning calorimetry (DSC; DSC131evo, Setaram, Caluire, France) at a heating or cooling rate of 10 °C/min. The Tm was determined from the second scan. The decomposition temperature was determined under N2 atmosphere by thermogravimetric analysis (TGA; Setaram Labsys evo instruments) employing a programmed heating rate of 10 °C/min from 30 to 800 °C. The tensile mechanical properties of polymers were measured with a universal testing machine (Instron M4465, Instron Corp., Norwood, MA, USA). The resulting sample (1.5 g) was melt-blended with commercial PP (4.5 g) using a twin-screw mixer (HAAKE MiniLab Micro Compounder, Karlsruhe, Germany) at 190 °C and 100 rpm for 5 min. Five 5.0 × 75.0 × 1.0 mm3 samples were used for the tensile drawing experiment. The sample gauge length was 40.0 mm, and the crosshead speed was 50.0 mm/min.
3. Results and Discussion
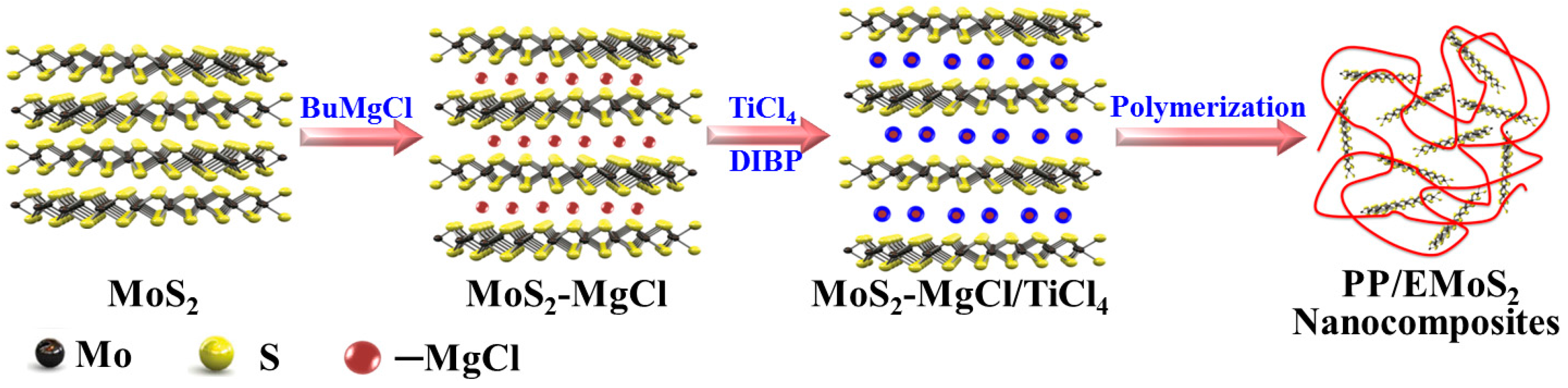
The preparation of the Ziegler–Natta catalyst intercalated MoS
2 (MoS
2-MgCl/TiCl
4) and PP/EMoS
2 nanocomposites with well-dispersed inorganic EMoS
2 filler is illustrated in
Scheme 1. In the first step, the Grignard reagent (BuMgCl) was intercalated into the MoS
2 galleries and obtained MoS
2-MgCl support, and then treated with excess TiCl
4 to generate Mg/Ti catalyst species between MoS
2 layers. During the polymerization process, the layered MoS
2 will exfoliated in situ by the polymerization force arising from the propagation of polymer chain.
The morphologies of commercial MoS
2 and Ziegler–Natta catalyst intercalated MoS
2 were characterized by SEM and the images are given in
Figure 1. It could be clearly seen that both MoS
2 and the Ziegler–Natta catalyst intercalated MoS
2 exhibited a sheet structure. Before intercalation, MoS
2 contained a large number of tightly stacked thin single MoS
2 layers. Interestingly, after intercalation of Ziegler–Natta catalyst into MoS
2 galleries, the tightly assembled thin MoS
2 layers became very loose, indicating the successful intercalation of catalyst into the interlayer spaces of MoS
2.
To confirm the successful catalyst intercalation into MoS
2 galleries, XRD analysis of pristine MoS
2 and the Ziegler–Natta catalyst intercalated MoS
2 was conducted. As shown in
Figure 2, an intense reflection at 2 theta = 14.3° (corresponding to an interlayer distance of 0.62 nm) was observed for commercial MoS
2, attributable to the (002) plane. After treatment with the Grignard reagent and TiCl
4, the above characteristic peak became very weak, and a new strong peak at 2 theta = 7.7° (corresponding to an interlayer distance of 1.2 nm) appeared. This clearly indicated that the expansion of interlayer space is due to the successful intercalation of the Ziegler–Natta catalyst into MoS
2 galleries. Although the reflection peak at 2 theta = 14.3° could still be observed after intercalation, its intensity was drastically reduced compared to that of pristine MoS
2.
The propylene polymerization behaviors of the catalysts in the absence and presence of MoS
2 were evaluated after activation with the TEA co-catalyst. As shown in
Table 1, the catalyst produced only trace amounts of PP in absence of MoS
2, while the MoS
2-MgCl-TiCl
4 catalyst showed good activity towards propylene polymerization. By controlling the catalyst feed weight and [Al]/[Ti] ratio, PP/MoS
2 nanocomposites with a MoS
2 content of 0.4–2.1 wt % were obtained in this study. In the case of the MoS
2-MgCl-TiCl
4 catalyst, the isotactic index values of the resultant PP/EMoS
2 nanocomposites were as high as 99%, varying from 98.1% to 99.0%.
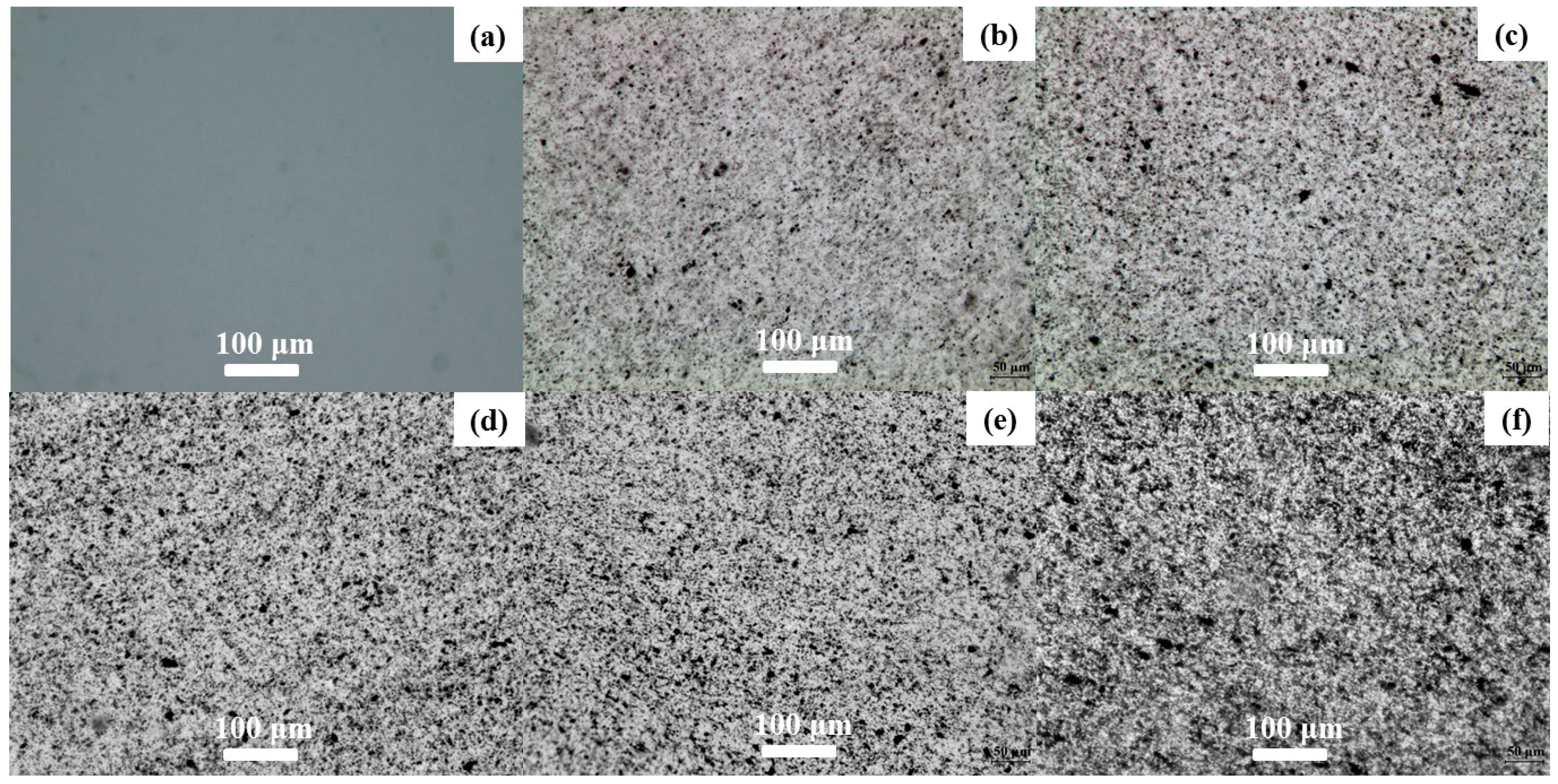
In order to investigate the dispersion of EMoS
2 in the PP matrix, the resultant PP and PP/EMoS
2 nanocomposites were hot-pressed into films. These films were observed in a transparent mode using an optical microscope; the obtained micrographs are listed in
Figure 3. The MoS
2 sheets were homogeneously dispersed in the PP matrix. Interestingly, although only 0.4 wt % of the EMoS
2 filler was added, it could be clearly observed in the PP/EMoS
2 nanocomposites. Larger amounts of the EMoS
2 nanofiller could be observed in the PP matrix at increased EMoS
2 feed ratios. Good dispersion of EMoS
2 layers in the PP matrix without aggregation could also be observed. Dispersion of the latter filler in the PP/EMoS
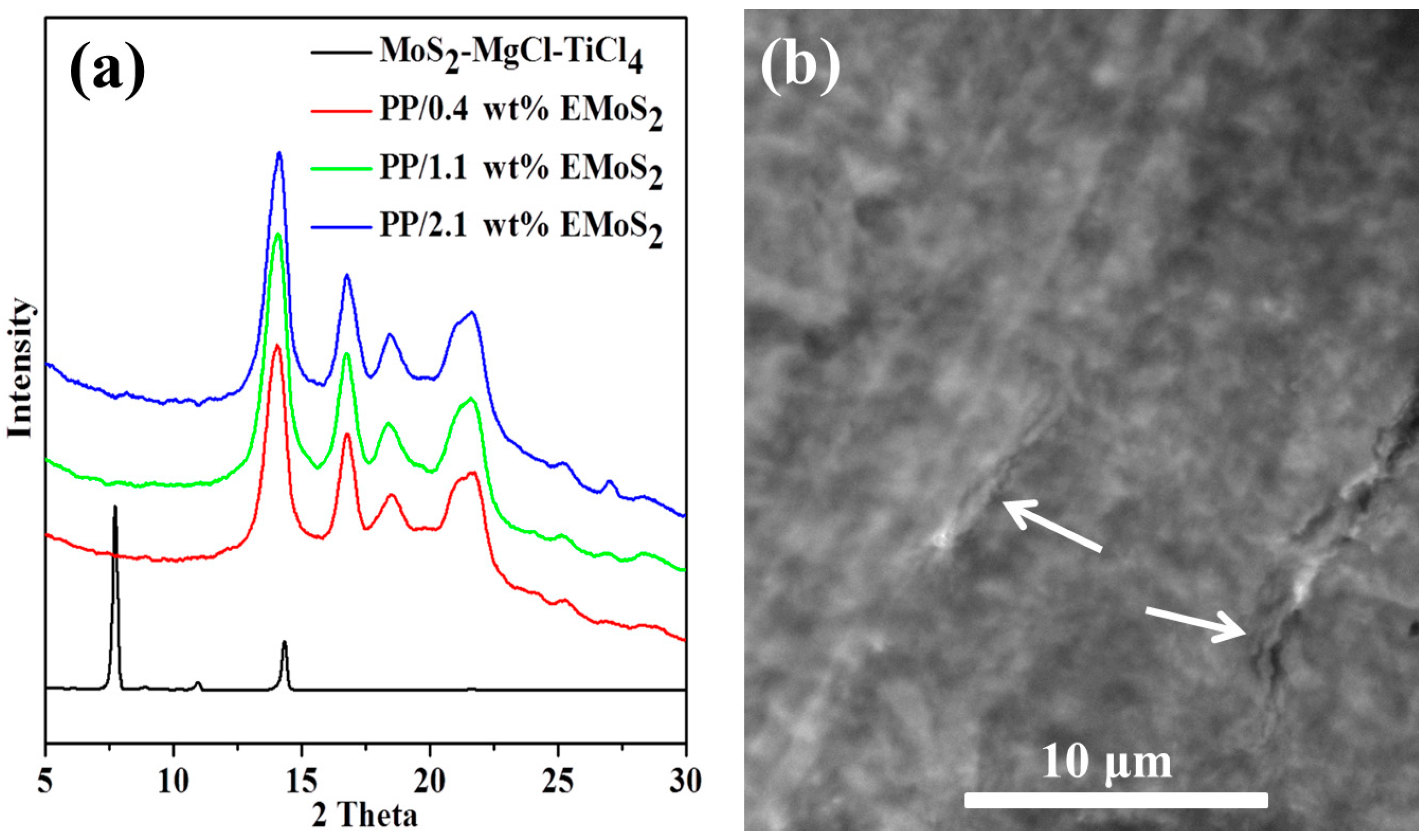
2 nanocomposites was further investigated by XRD and TEM, with the spectra shown in
Figure 4. The PP/EMoS
2 nanocomposites displayed diffraction peaks at 2 theta = 14.0°, 16.8°, 18.5°, 21.0°, and 21.8°, associated with the (110), (040), (130), (131), and (301) planes of PP, respectively. The peaks due to intercalation (7.7° and 11.0°) disappeared completely. The disappearance of these peaks is ascribed to the complete exfoliation of the intercalated EMoS
2 by the chain propagation force of propylene polymerization. No conspicuous diffraction peaks were observed in addition to the ones of crystalline PP, indicating that no obvious stacking of EMoS
2 sheets occurs in the PP/EMoS
2 nanocomposites and that the stacked MoS
2 sheets of the catalyst are completely exfoliated.
Figure 4b is a TEM image of the PP with 2.1 wt % EMoS
2 loading, showing that MoS
2 is well exfoliated in PP matrix. Therefore, we expected the PP/EMoS
2 nanocomposites to exhibit good thermal and mechanical properties.
The effects of EMoS
2 on the melting temperature, degree of crystallinity of PP are listed in
Table 1 and the DSC curves are given in
Figure 5. The degree of crystallinity was measured by means of DSC, using the ratio of fusion enthalpies of product to 100% crystalline PP. As shown in
Table 1, the melting temperature (
Tm) of PP produced using the MoS
2-free catalyst was 159.6 °C. Introduction of EMoS
2 raised the
Tm of PP/EMoS
2 nanocomposites, which could be ascribed to the restricted polymer chain motion (due to the interaction between the EMoS
2 filler and the PP matrix) and the higher isotactic index of PP obtained using the MoS
2-MgCl-TiCl
4 catalyst [
17]. Compared to neat PP, the non-isothermal crystallization peak temperature (
Tc) gradually increased with increasing EMoS
2 content in PP/EMoS
2 nanocomposites, which demonstrates that the above filler can act as a nucleating agent to induce PP crystallization. It is not surprising that Naffakh et al. [
18] also reported a similar phenomenon for PP/MoS
2 nanocomposites produced by melt mixing method.
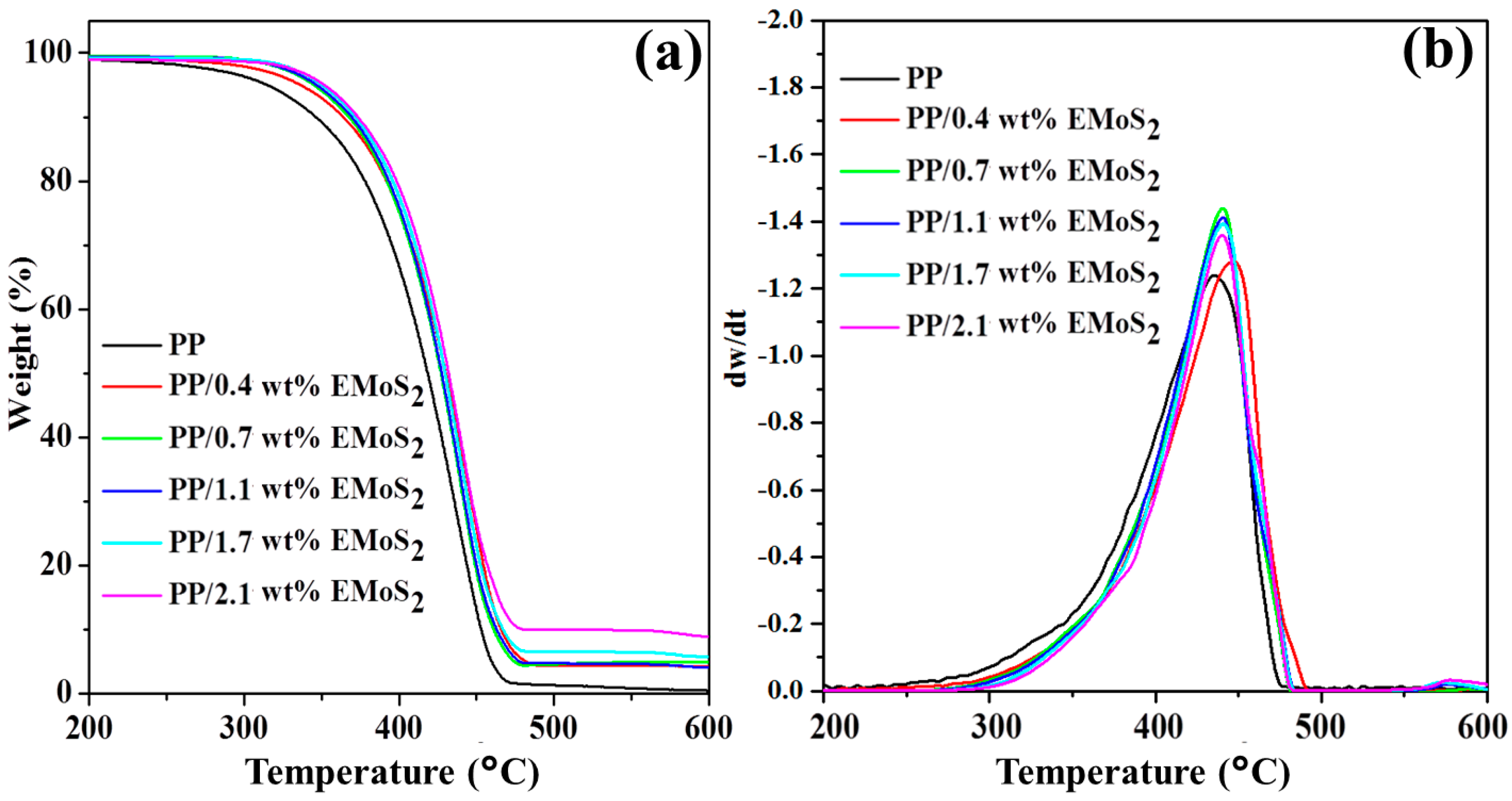
The thermal degradation of neat PP and PP/EMoS
2 nanocomposites with different EMoS
2 contents was confirmed by TGA under N
2 atmosphere (
Table 2 and
Figure 6). Compared with neat PP, the thermal stability of PP was greatly improved by the incorporation of EMoS
2 nanofillers. As shown in
Figure 6, all TGA curves corresponded to a single degradation process and the thermal degradation curves were shifted to a higher-temperature region with increasing EMoS
2 content, implying an improved thermal stability of PP.
Table 2 shows that the degradation temperatures of all nanocomposites at 5 wt % loss (
Td5%) are higher than that of pure PP. For 0.4, 1.1, and 2.1 wt % EMoS
2 content in the PP/EMoS
2 nanocomposites, the
Td5% increased by 21.6, 31.9, and 36.9 °C, respectively, relative to neat PP. With regard to 0.4 wt % EMoS
2 loading, the temperature at the maximum degradation rate increased by 10 °C compared to neat PP. This significant enhancement of PP thermal stability following the incorporation of EMoS
2 could be ascribed to the good dispersion of MoS
2 in the PP matrix. This enhancement of polymer thermal stability upon incorporation of the EMoS
2 filler has already been reported by both ourselves and other groups [
8,
9,
10,
12,
13]. The char yield of neat PP is 0.7 wt % at 600 °C, while those of PP/EMoS
2 nanocomposites are all higher, being in the range of 4.2–8.9 wt %. These results are not surprising, since Mo is a transition metal and can catalyze polymer char formation, while sulfur can improve flame retardancy [
19,
20]. Considering the above results, it is believable that the introduction of inorganic components into organic polymers, such as PP, can improve their thermal stabilities on the basis of the fact that EMoS
2 fillers have good thermal stability due to the heat insulation effect of the EMoS
2 layers and to the mass transport barrier to the volatile products generated during decomposition.
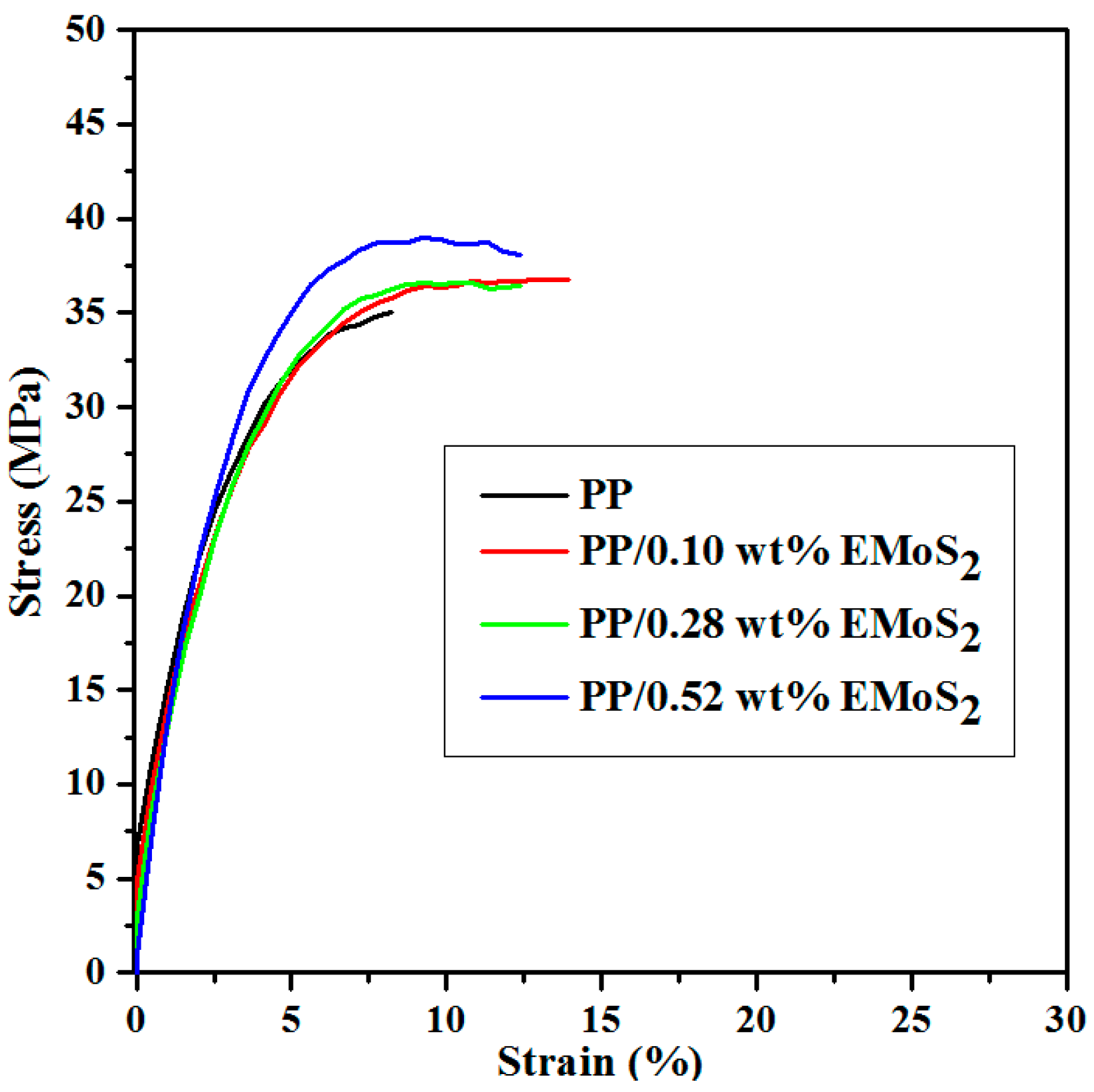
The mechanical properties of PP/EMoS
2 nanocomposites with 0.4, 1.1, and 2.1 wt % EMoS
2 fillers were studied by melt-blending with commercial PP (1:3, mass ratio). The mechanical properties were summarized in
Table 3 and the stress–strain curves were given in
Figure 7. The tensile strength, modulus, and elongation at break values of PP/EMoS
2 nanocomposites were significantly enhanced even at very low loadings of the EMoS
2 nanofiller. At an EMoS
2 loading of 0.10 wt %, the tensile modulus and tensile strength increased from 35.2 MPa and 850 MPa to 37.4 MPa and 960 MPa, respectively. When the EMoS
2 loading increased to 0.52 wt %, the tensile strength of the PP/EMoS
2 nanocomposites reached 39.2 MPa and 1370 MPa, while the elongation at break values also increased. The improved mechanical properties of PP/EMoS
2 nanocomposites prepared by in situ polymerization method could be attributed to the good dispersion of EMoS
2 fillers throughout the PP matrix. These results indicate that the PP/EMoS
2 nanocomposites obtained by in situ polymerization using the MoS
2-MgCl/TiCl
4 catalyst provide a facile approach to efficient reinforcement of polyolefins.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}