High Throughput Preparation of Aligned Nanofibers Using an Improved Bubble-Electrospinning


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
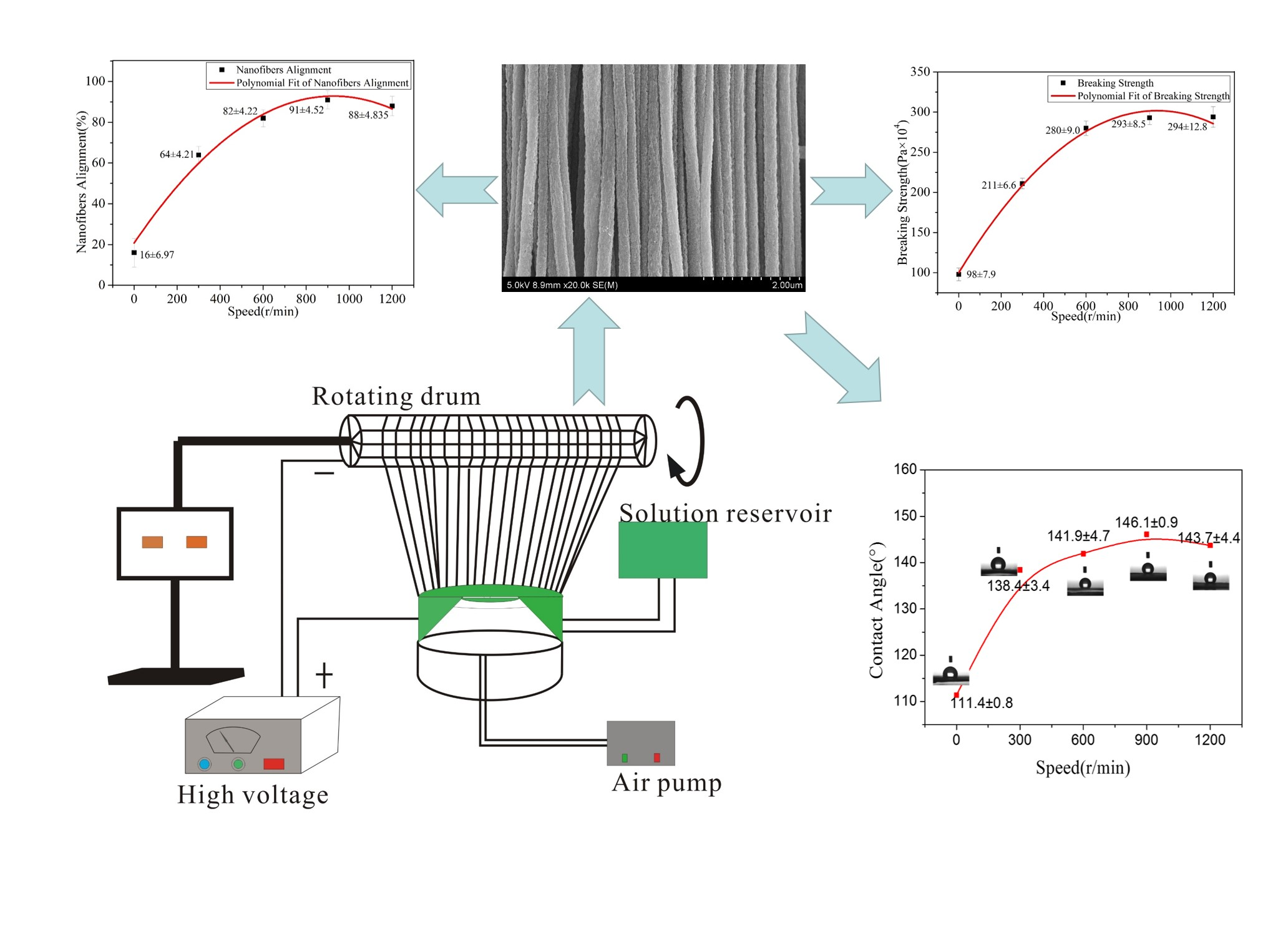
2.2. Fabrication of Highly Aligned PAN Nanofibers by the IBE
2.3. Measurements and Characterizations
3. Results and Discussion
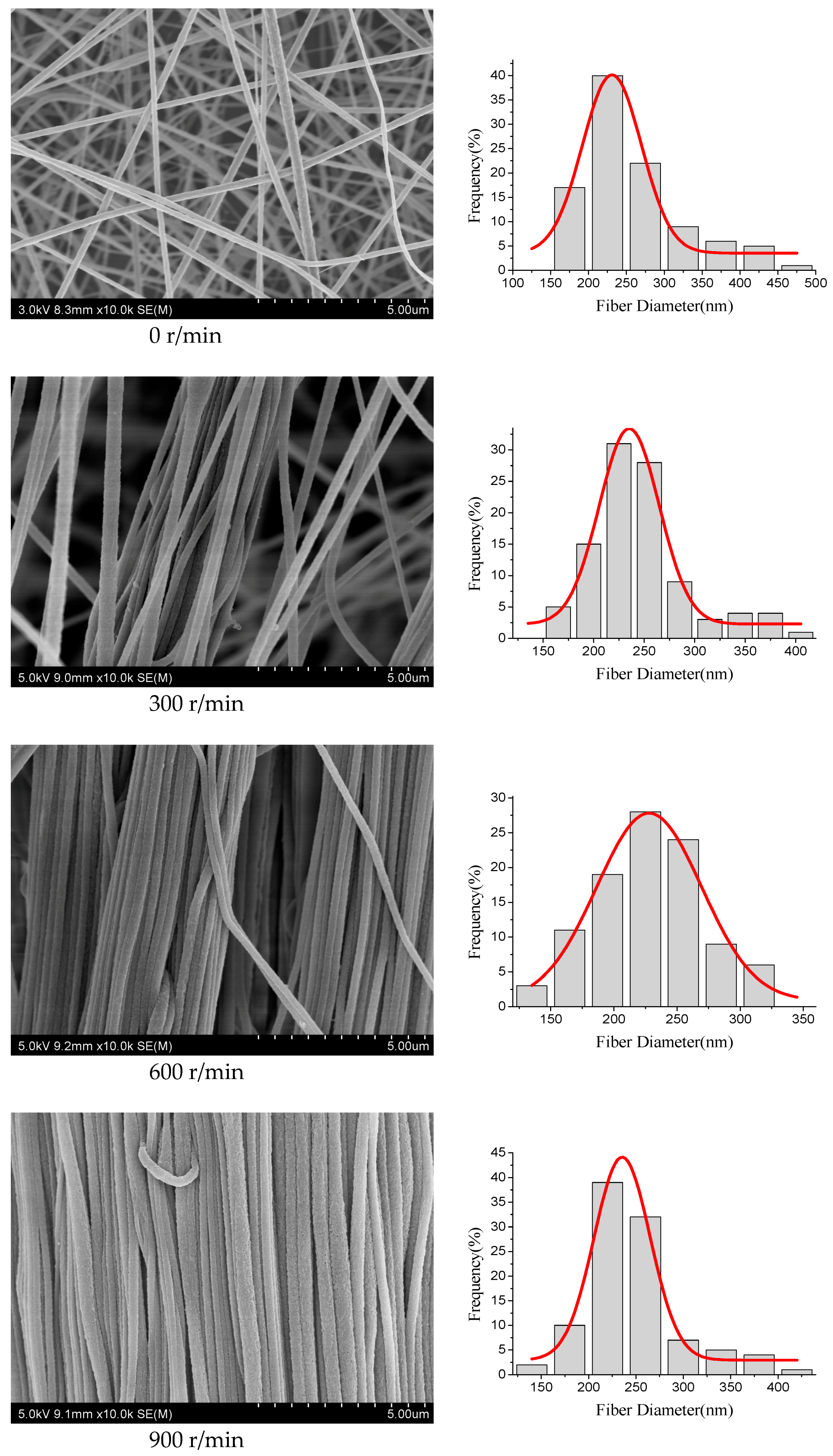
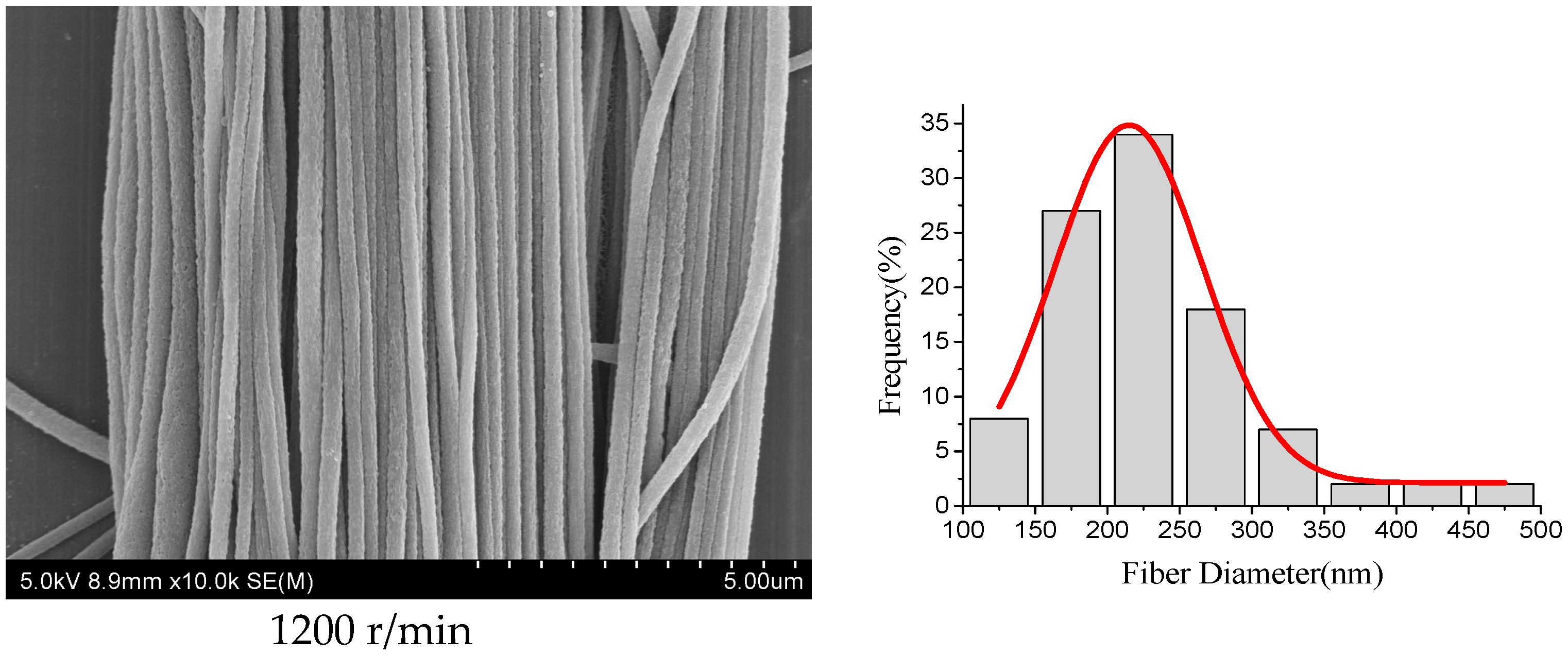
3.1. Morphological Characterization of Highly Aligned PAN Nanofibers (SEM)
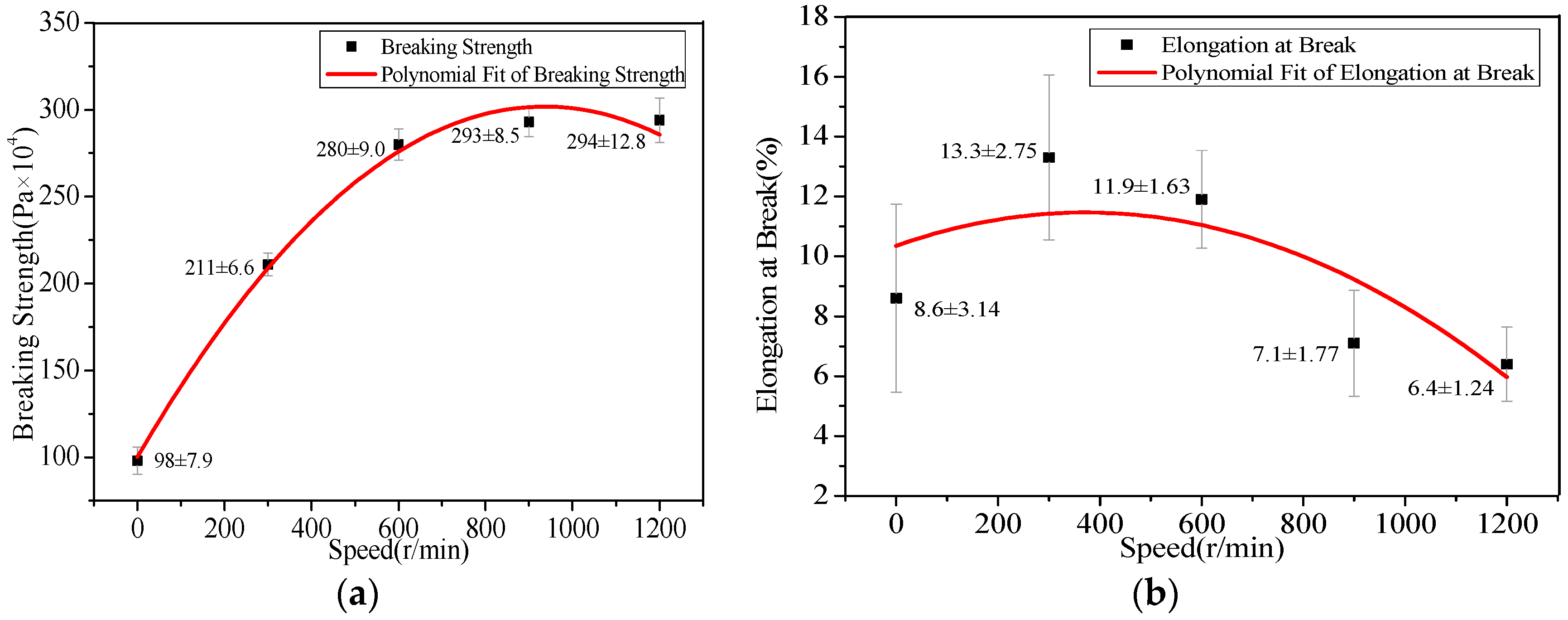
3.2. Mechanical Properties Analysis (Universal Testing Machine)
3.3. Wetting Properties
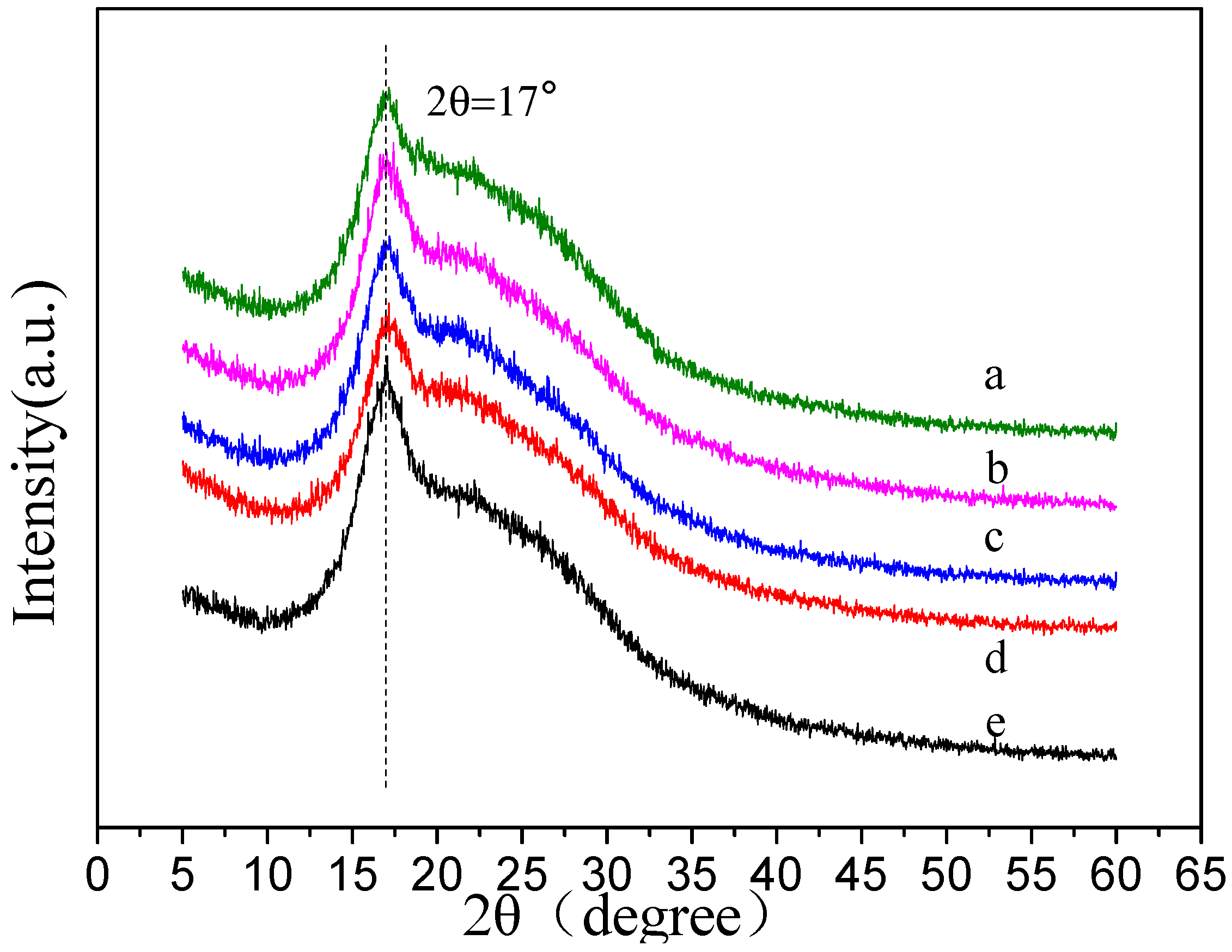
3.4. X-ray Diffraction (XRD) Spectrum Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Reneker, D.H.; Chun, I. Nanometre Diameter Fibers of Polymer, Produced by Electrospinning. Nanotechnology 1996, 7, 216–223. [Google Scholar] [CrossRef]
- Song, Y.H.; Sun, Z.Y.; Xu, L.; Shao, Z.B. Preparation and characterization of highly aligned carbon nanotubes/polyacrylonitrile composite nanofibers. Polymers 2017, 9, 1. [Google Scholar] [CrossRef]
- Boland, E.D.; Wnek, G.E.; Simpson, D.G.; Pawlowski, K.J.; Bowlin, G.L. Tailoring tissue engineering scaffolds using electrostatic processing techniques: A study of poly (glycolic acid) electrospinning. J. Macromol. Sci. A 2001, 38, 1231–1243. [Google Scholar] [CrossRef]
- Goh, Y.F.; Shakir, I.; Hussain, R. Electrospun fibers for tissue engineering, drug delivery, and wound dressing. J. Mater. Sci. 2013, 48, 3027–3054. [Google Scholar] [CrossRef]
- Mehrasa, M.; Asadollahi, M.A.; Ghaedi, K.; Salehi, H.; Arpanaei, A. Electrospun aligned PLGA and PLGA/gelatin nanofibers embedded with silica nanoparticles for tissue engineering. Int. J. Biol. Macromol. 2015, 79, 687–695. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.Y.; Fan, C.X.; Tang, T.X.; Zhao, J.H.; Song, Y.H.; Shao, Z.B.; Xu, L. Characterization and antibacterial properties of porous fibers containing silver ions. Appl. Surf. Sci. 2016, 387, 828–838. [Google Scholar] [CrossRef]
- Chen, R.X.; Li, Y.; He, J.H. Bubbfil Spinning for Mass-production of Nanofibers. Therm. Sci. 2014, 18, 1718–1719. [Google Scholar] [CrossRef]
- Liu, Y.; He, J.H. Bubble Electrospinning for Mass-production of Nanofibers. Int. J. Nonlinear Sci. 2007, 8, 393–396. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, R.X.; He, J.H. Active generation of multiple jets for producing nanofibres with high quality and high throughput. Mater. Des. 2016, 94, 496–501. [Google Scholar] [CrossRef]
- Shao, Z.B.; Yu, L.; Xu, L.; Wang, M.D. High-throughput fabrication of quality nanofibers using a modified free surface electrospinning. Nanoscale Res. Lett. 2017, 12, 470. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Niu, H.T.; Lin, T.; Wang, X.G. Needleless electrospinning of nanofibers with a conical wire coil. Polym. Eng. Sci. 2009, 49, 1582–1586. [Google Scholar] [CrossRef]
- Jiang, G.J.; Zhang, S.; Qin, X.H. High throughput of quality nanofibers via one stepped pyramid-shaped spinneret. Mater. Lett. 2013, 106, 56–58. [Google Scholar] [CrossRef]
- Chowdhury, M.; Stylios, G. Process optimization and alignment of PVA/FeCl3 nano composite fibres by electrospinning. J. Mater. Sci. 2011, 46, 3378–3386. [Google Scholar] [CrossRef]
- Arras, M.M.; Grasl, C.; Bergmeister, H.; Schima, H. Electrospinning of aligned fibers with adjustable orientation using auxiliary electrodes. Sci. Technol. Adv. Mater. 2012, 13. [Google Scholar] [CrossRef] [PubMed]
- Yin, H.M.; Li, X.; Xu, J.Z. Highly aligned and interconnected porous poly (epsilon-caprolactone) scaffolds derived from continuous polymer blends. Mater. Des. 2017, 128, 112–118. [Google Scholar] [CrossRef]
- Song, Y.H.; Xu, L. Permeability, thermal and wetting properties of aligned composite nanofiber membranes containing carbon nanotubes. Int. J. Hydrogen Energy 2017, 42, 19961–19966. [Google Scholar] [CrossRef]
- Yordem, O.S.; Papila, M.; Menceloglu, Y.Z. Effects of electrospinning parameters on polyacrylonitrile nanofiber diameter: An investigation by response surface methodology. Mater. Des. 2008, 29, 34–44. [Google Scholar] [CrossRef] [Green Version]
- Yang, Q.; He, J.H.; Mo, L.F. Bubble-electrospinning for polyacr-ylonitrile (PAN) nanofibers. Int. J. Nonlinear Sci. Numer. 2010, 11, 165–169. [Google Scholar] [CrossRef]
- Kong, H.Y. Effect of collection distance on diameter of electrospun nanofiber. Heat Transf. Res. 2013, 44, 423–427. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, X.F.; Yang, Y.; Wang, L.L.; Zhu, M.F.; Hsiao, B.S.; Chu, B. Aligned and molecularly oriented semihollow ultrafine polymer fiber yarns by a facile method. J. Polym. Sci. Polym. Phys. 2010, 48, 1118–1125. [Google Scholar] [CrossRef]
- He, J.H.; Kong, H.Y.; Yang, R.R.; Dou, H. Review on fiber morphology obtained by the bubble electrospinning and Blown bubble spinning. Therm. Sci. 2012, 16, 1263–1279. [Google Scholar] [CrossRef]
- He, J.H.; Liu, Y.; Mo, L.F.; Wan, Y.Q.; Xu, L. Electrospun Nanofibers and Their Applications; iSmithers: Shawbury, UK, 2008. [Google Scholar]
- Zhao, J.H.; Si, N.; Xu, L.; Tang, X.P.; Song, Y.H.; Sun, Z.Y. Experimental and theoretical study on the electrospinning nanoporous fibers process. Mater. Chem. Phys. 2016, 170, 294–302. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotating speed (r/min) | Average diameter () (nm) | Standard deviation (σ) (nm) | Confidence interval (nm) |
|---|---|---|---|
| 0 | 296 | 95.5 | ±18.7 |
| 300 | 270 | 68.3 | ±13.4 |
| 600 | 249 | 67.0 | ±13.1 |
| 900 | 230 | 49.0 | ±9.6 |
| 1200 | 226 | 42.6 | ±8.3 |
| Rotating speed (r/min) | Tensile strength (Pa × 104) | Elongation at break (%) |
|---|---|---|
| 0 | 98 ± 7.9 | 8.6 ± 3.14 |
| 300 | 211 ± 6.6 | 13.3 ± 2.75 |
| 600 | 280 ± 9.0 | 11.9 ± 1.63 |
| 900 | 293 ± 8.5 | 7.1 ± 1.77 |
| 1200 | 294 ± 12.8 | 6.4 ± 1.24 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, L.; Shao, Z.; Xu, L.; Wang, M. High Throughput Preparation of Aligned Nanofibers Using an Improved Bubble-Electrospinning. Polymers 2017, 9, 658. https://doi.org/10.3390/polym9120658
Yu L, Shao Z, Xu L, Wang M. High Throughput Preparation of Aligned Nanofibers Using an Improved Bubble-Electrospinning. Polymers. 2017; 9(12):658. https://doi.org/10.3390/polym9120658
Chicago/Turabian StyleYu, Liang, Zhongbiao Shao, Lan Xu, and Mingdi Wang. 2017. "High Throughput Preparation of Aligned Nanofibers Using an Improved Bubble-Electrospinning" Polymers 9, no. 12: 658. https://doi.org/10.3390/polym9120658
APA StyleYu, L., Shao, Z., Xu, L., & Wang, M. (2017). High Throughput Preparation of Aligned Nanofibers Using an Improved Bubble-Electrospinning. Polymers, 9(12), 658. https://doi.org/10.3390/polym9120658