
Mechanical Behavior of Hybrid Glass/Steel Fiber Reinforced Epoxy Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Methodology
2.2. Raw Materials
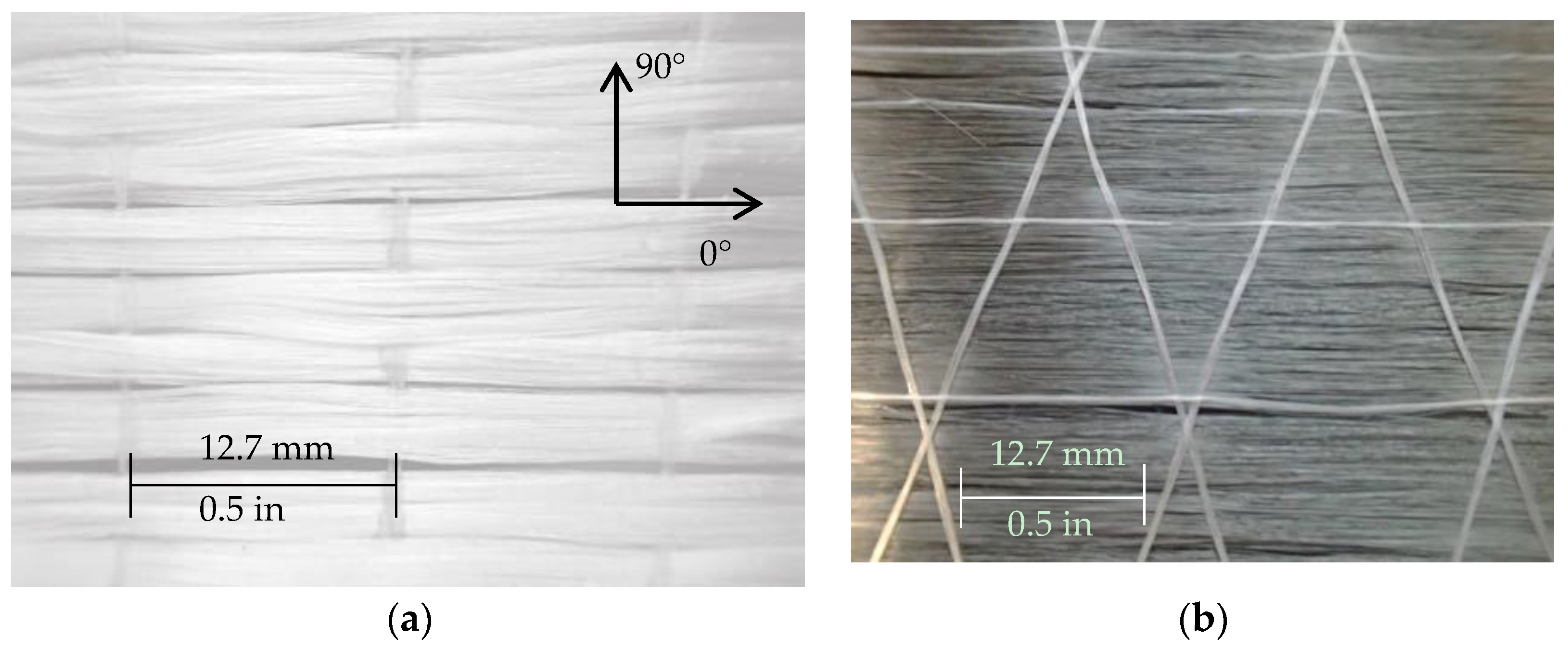
2.2.1. Reinforcing Fibers
2.2.2. Matrix
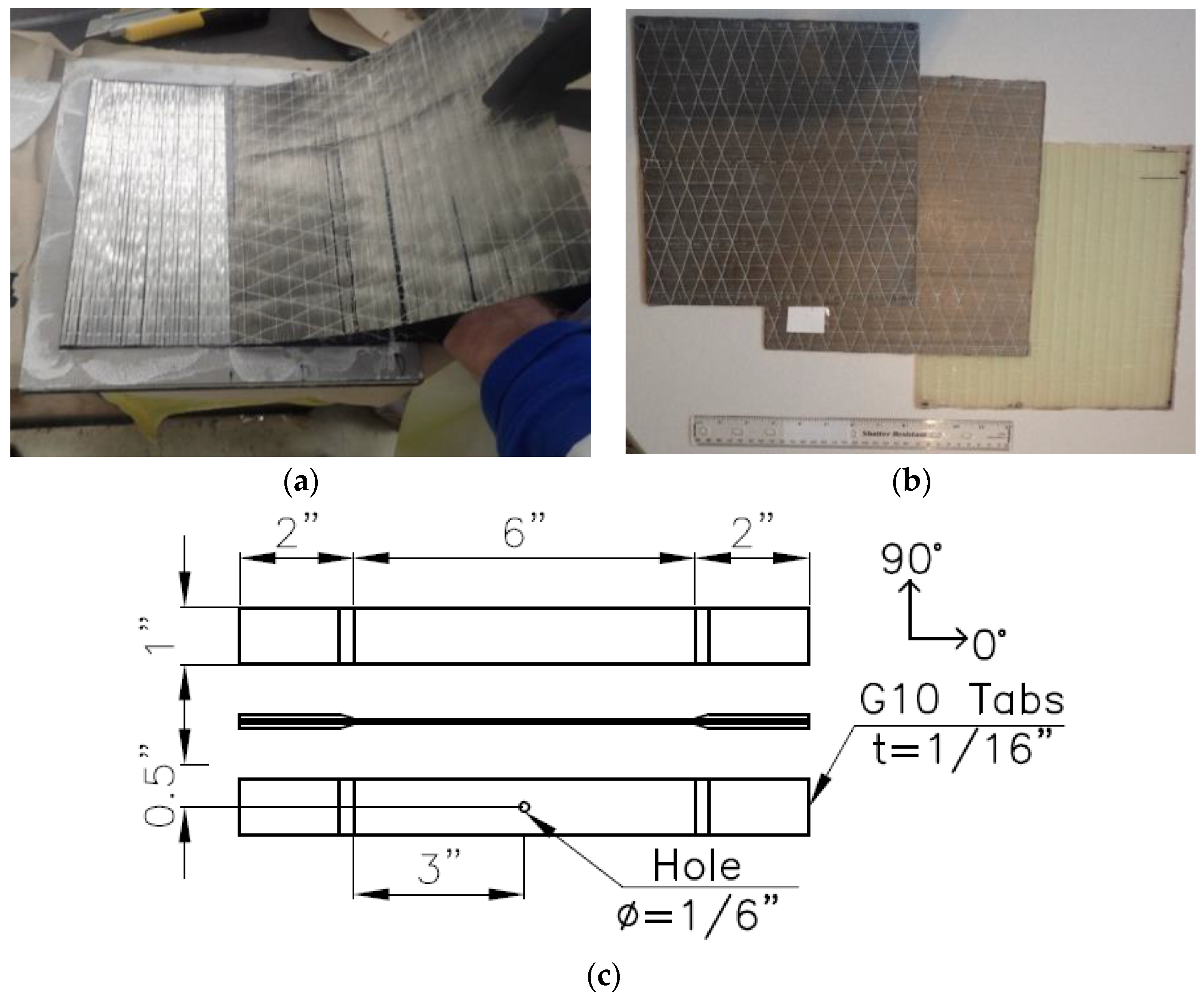
2.3. Manufacturing of Composite Specimens
2.4. Experimental Methodology
3. Results and Discussion
3.1. No-hole Composites
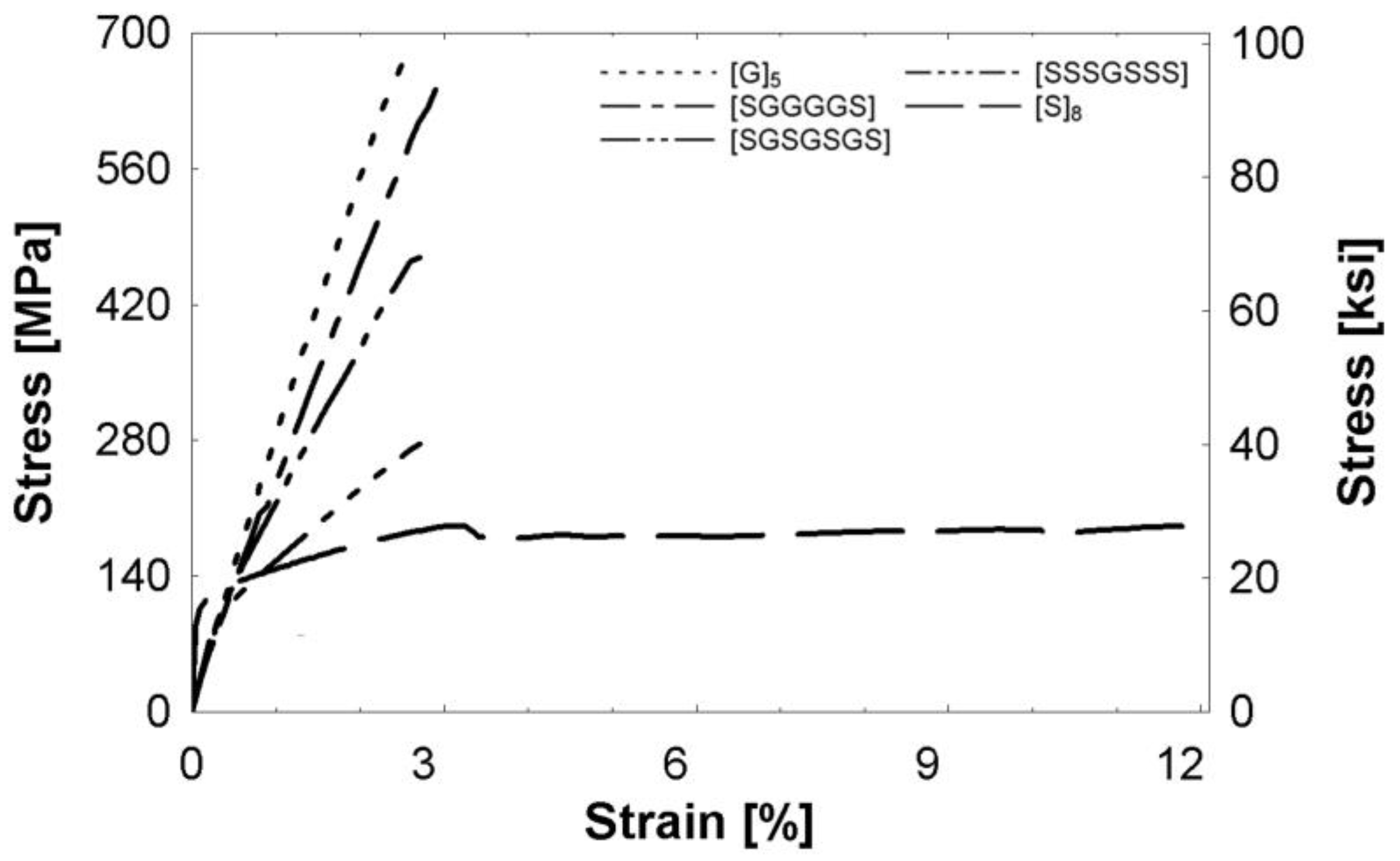
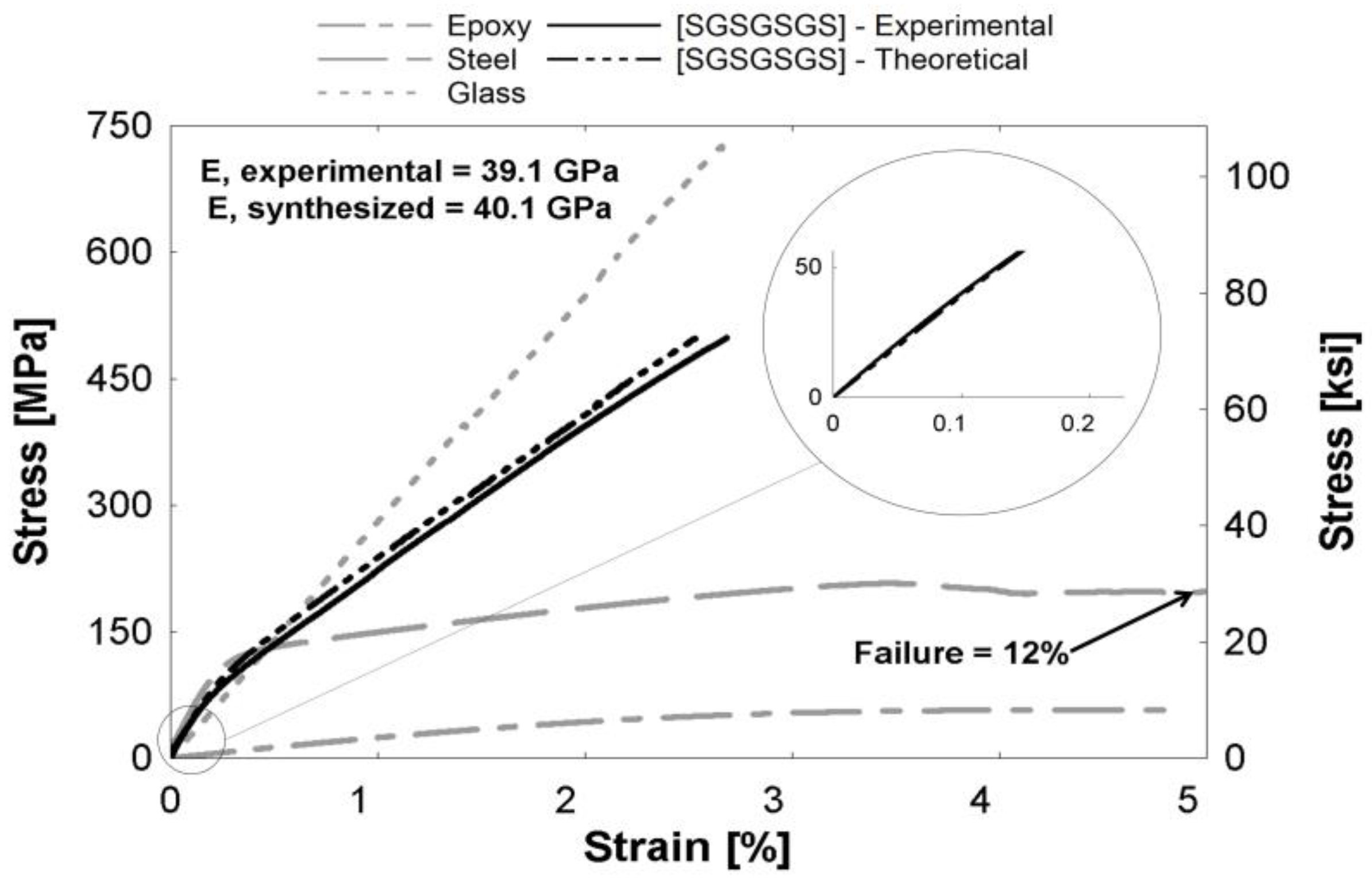
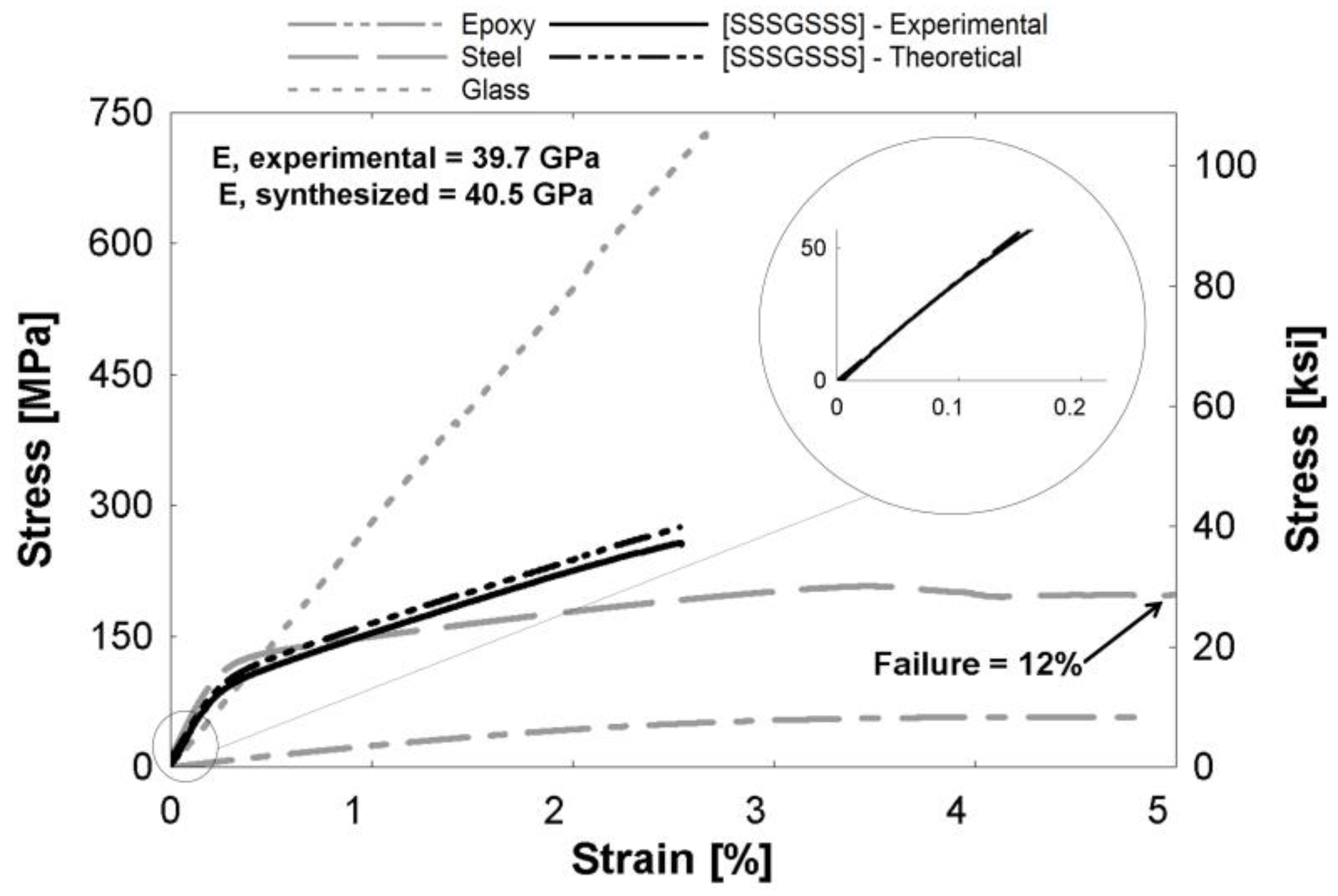
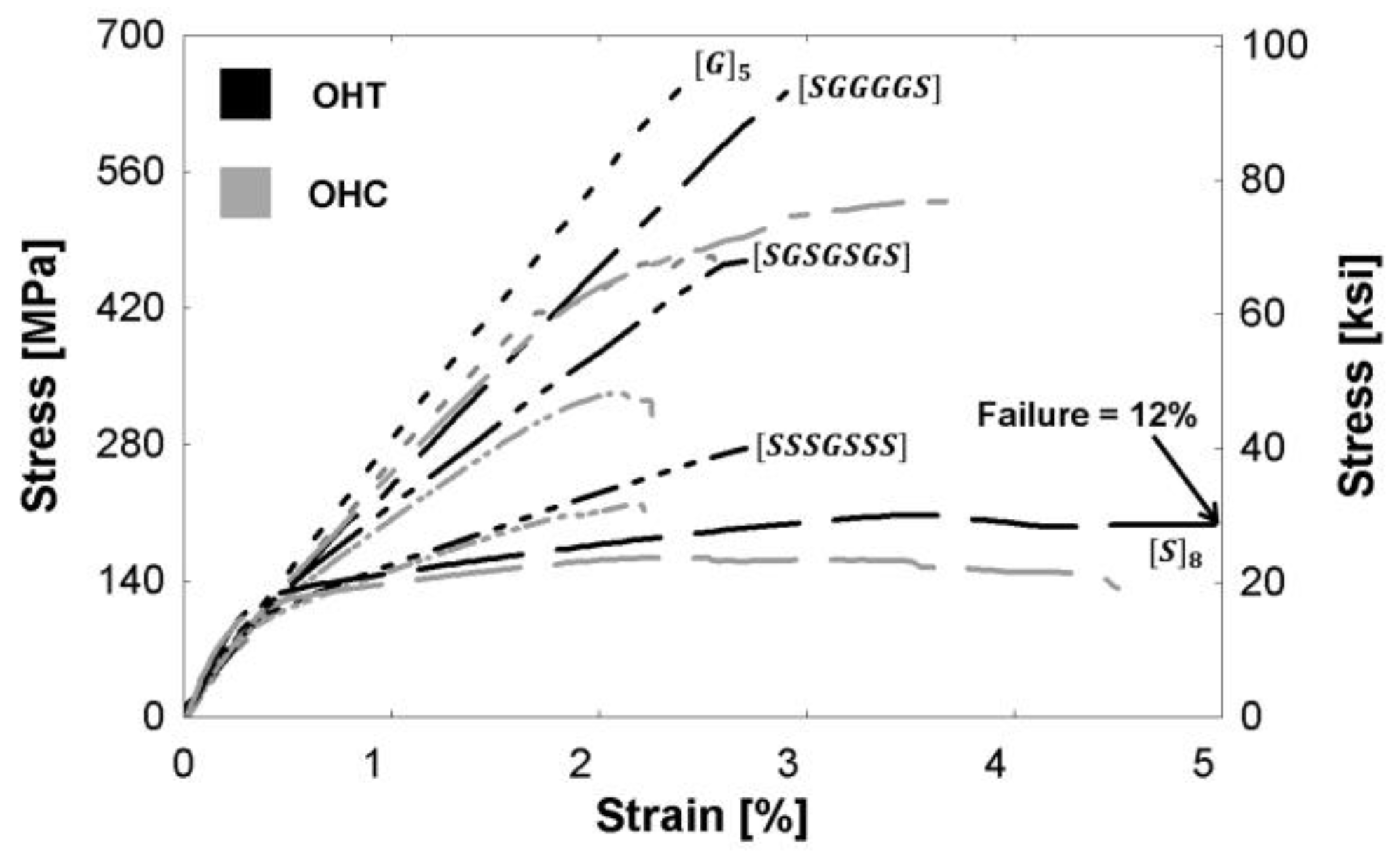
3.1.1. Tensile Properties
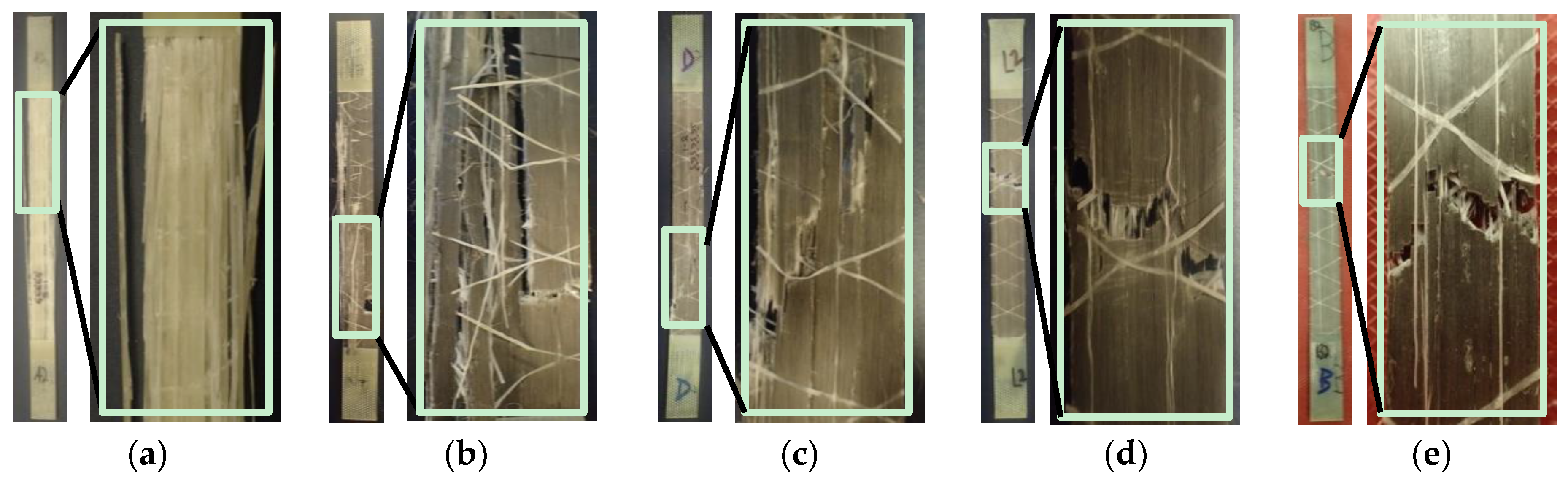
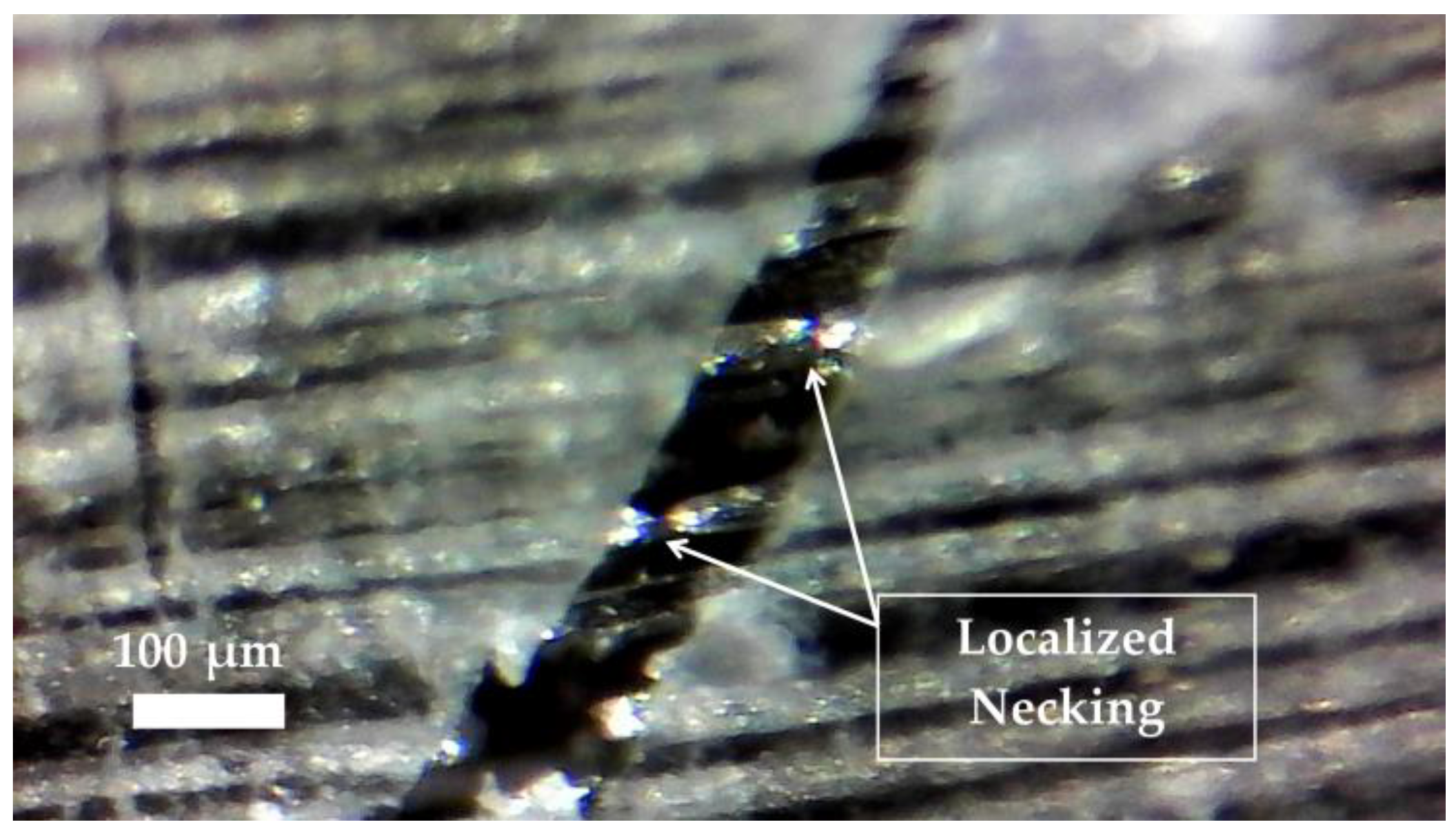
3.1.2. Failure Mechanisms
3.2. Open-Hole Composites
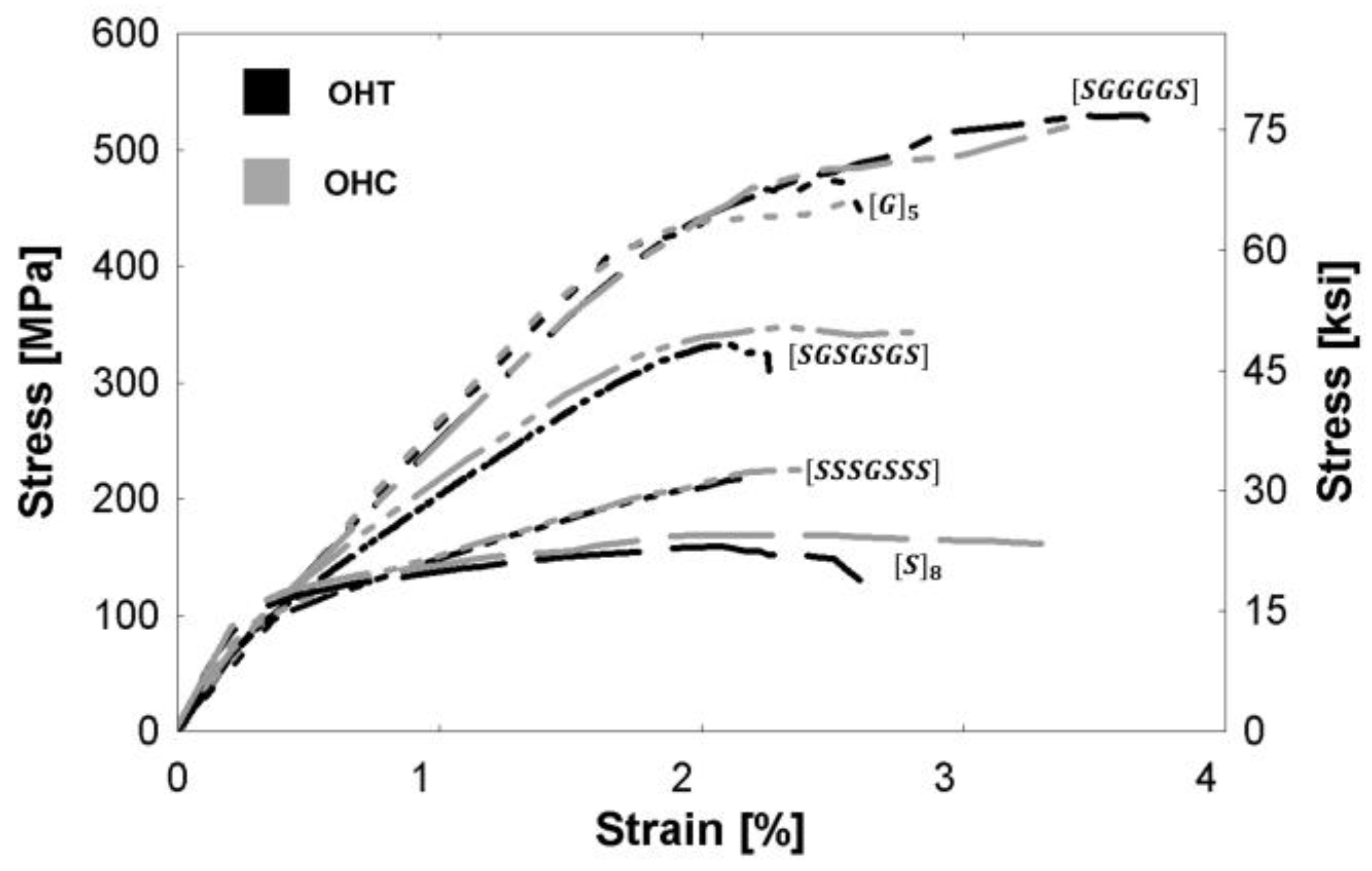
3.2.1. Tensile Properties
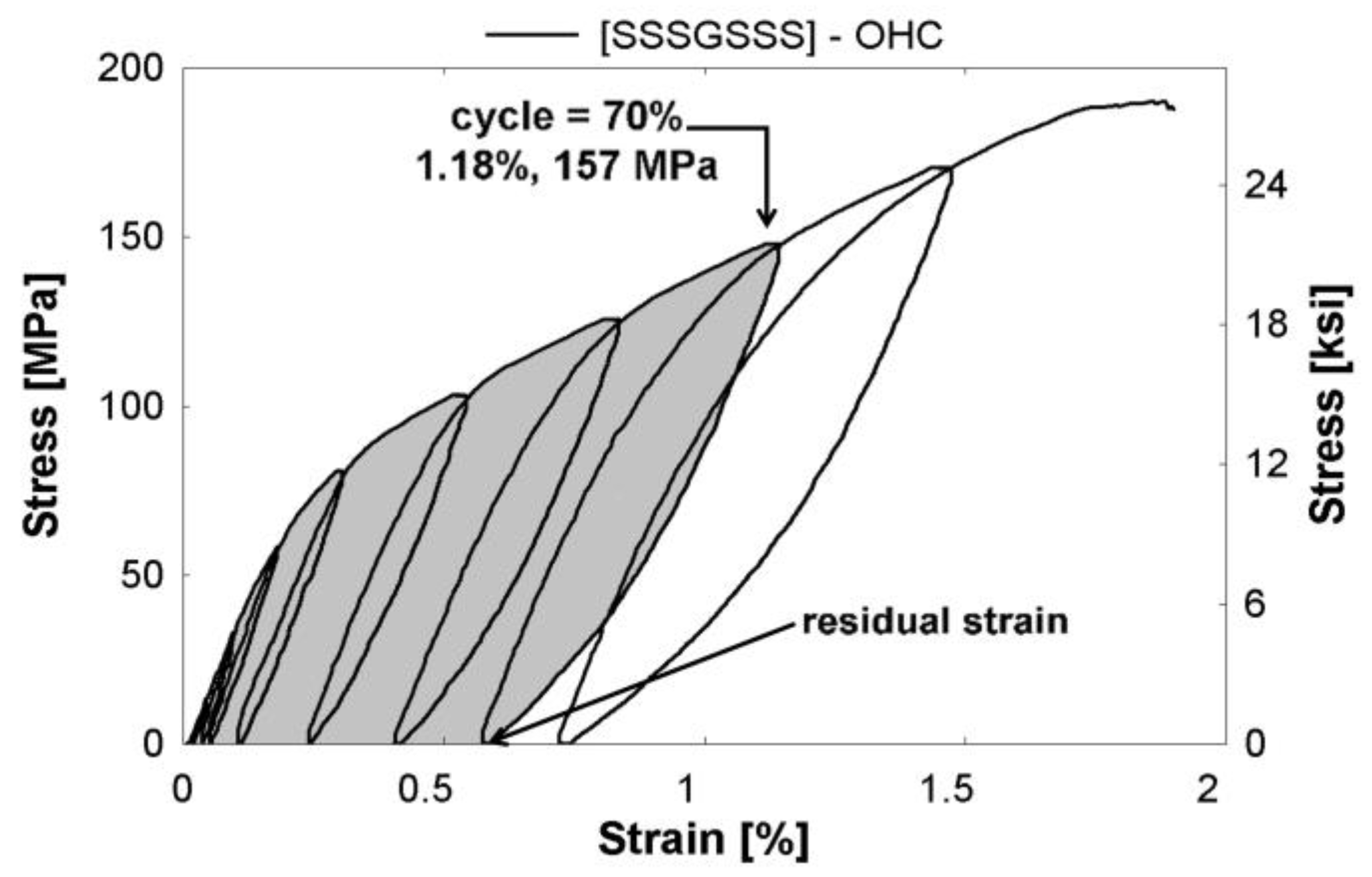
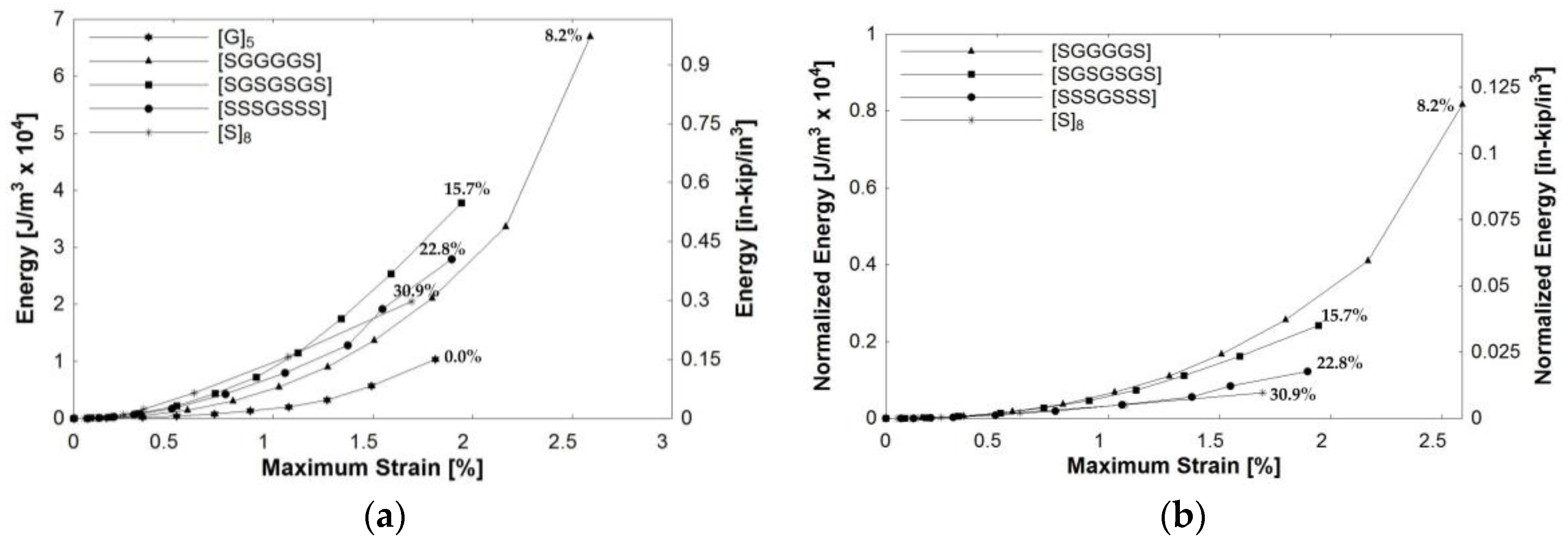
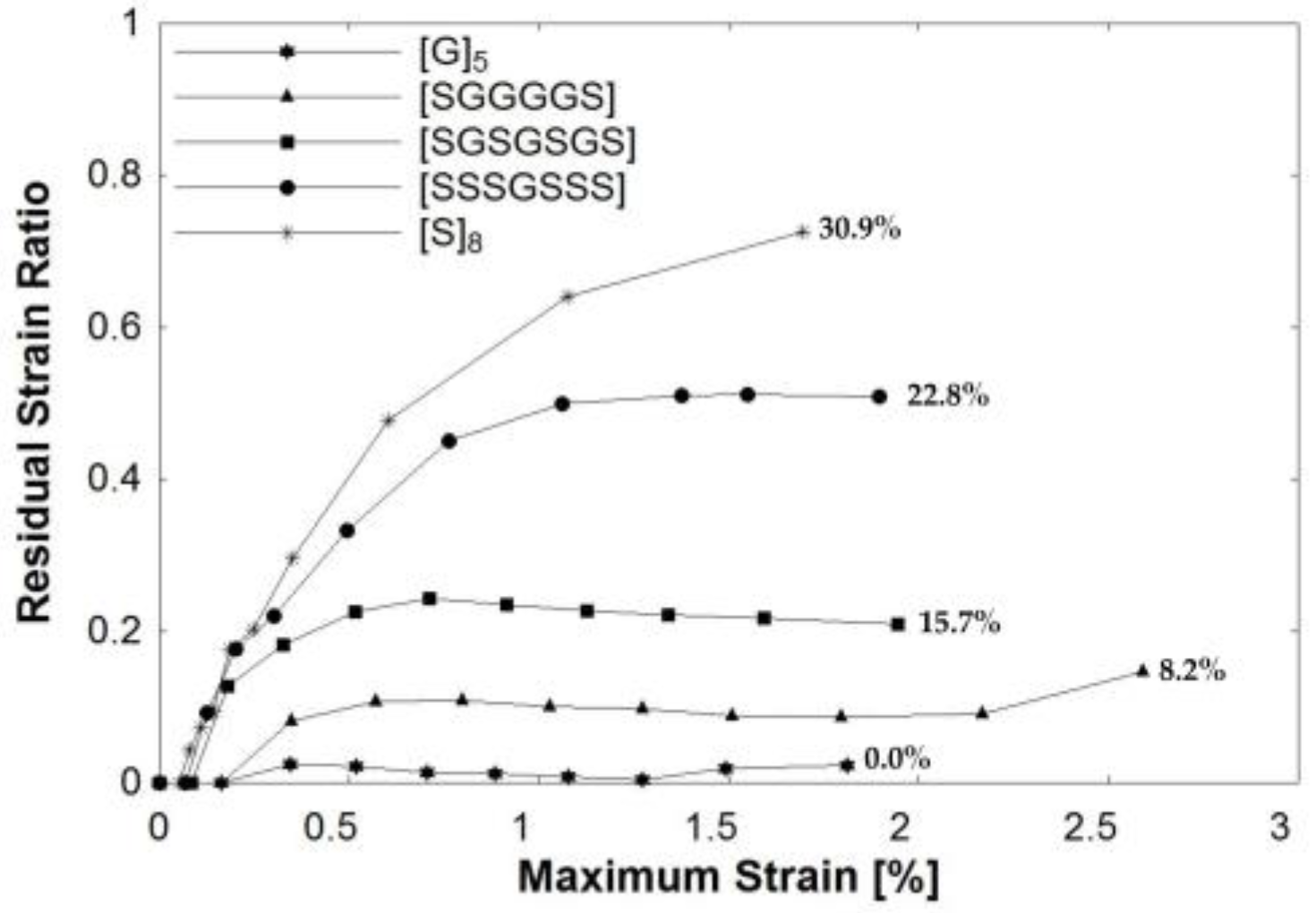
3.2.2. Cyclic Properties
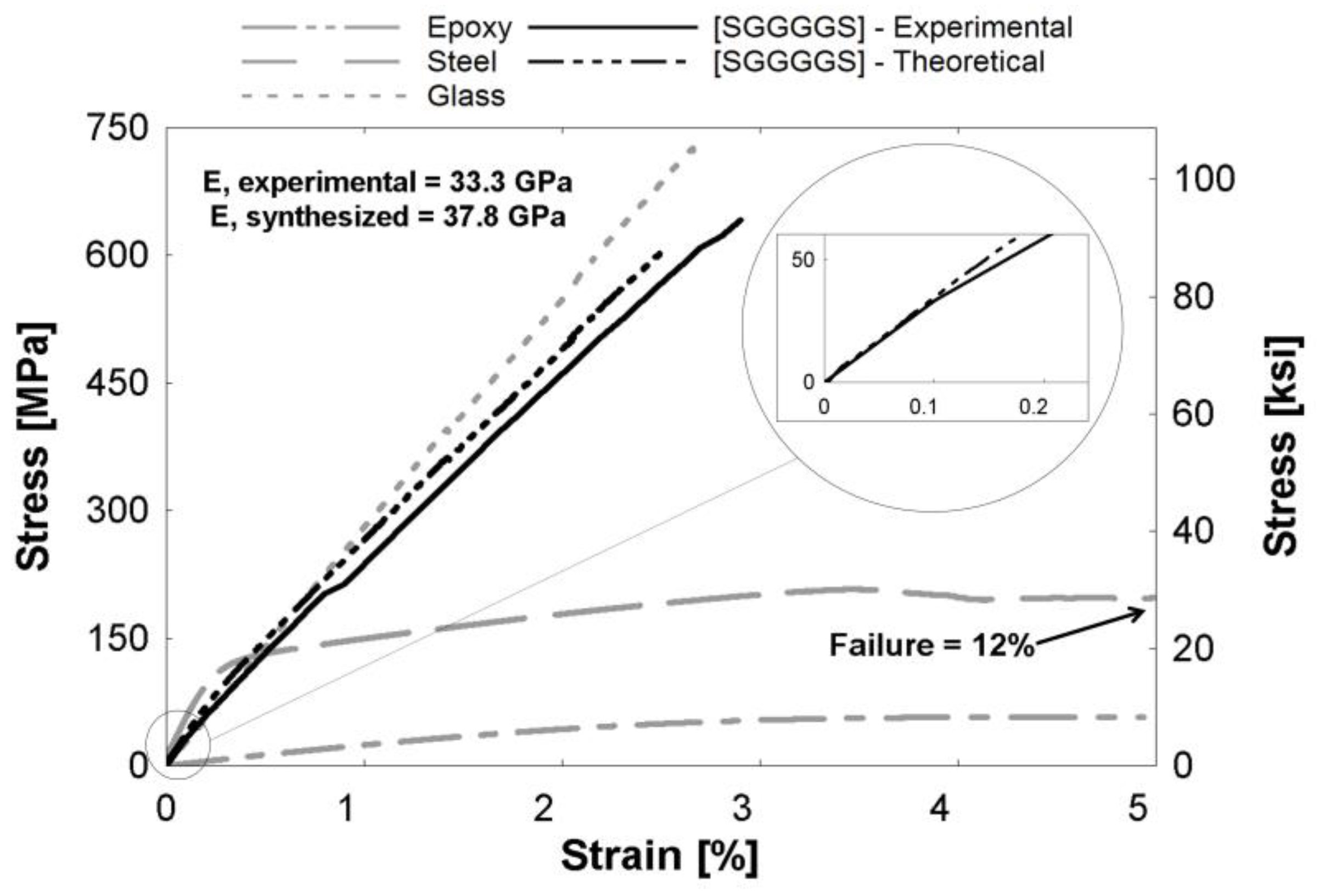
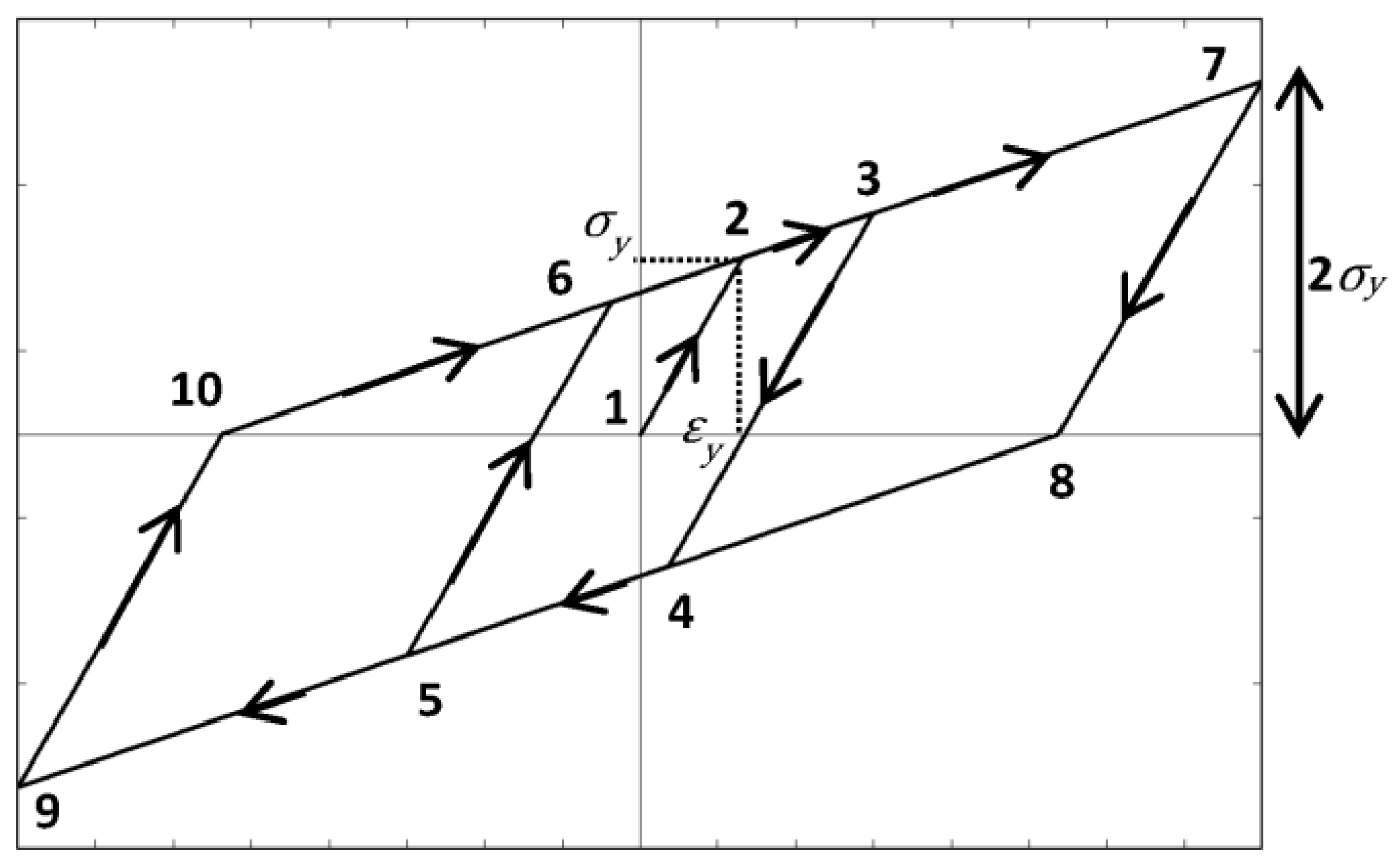
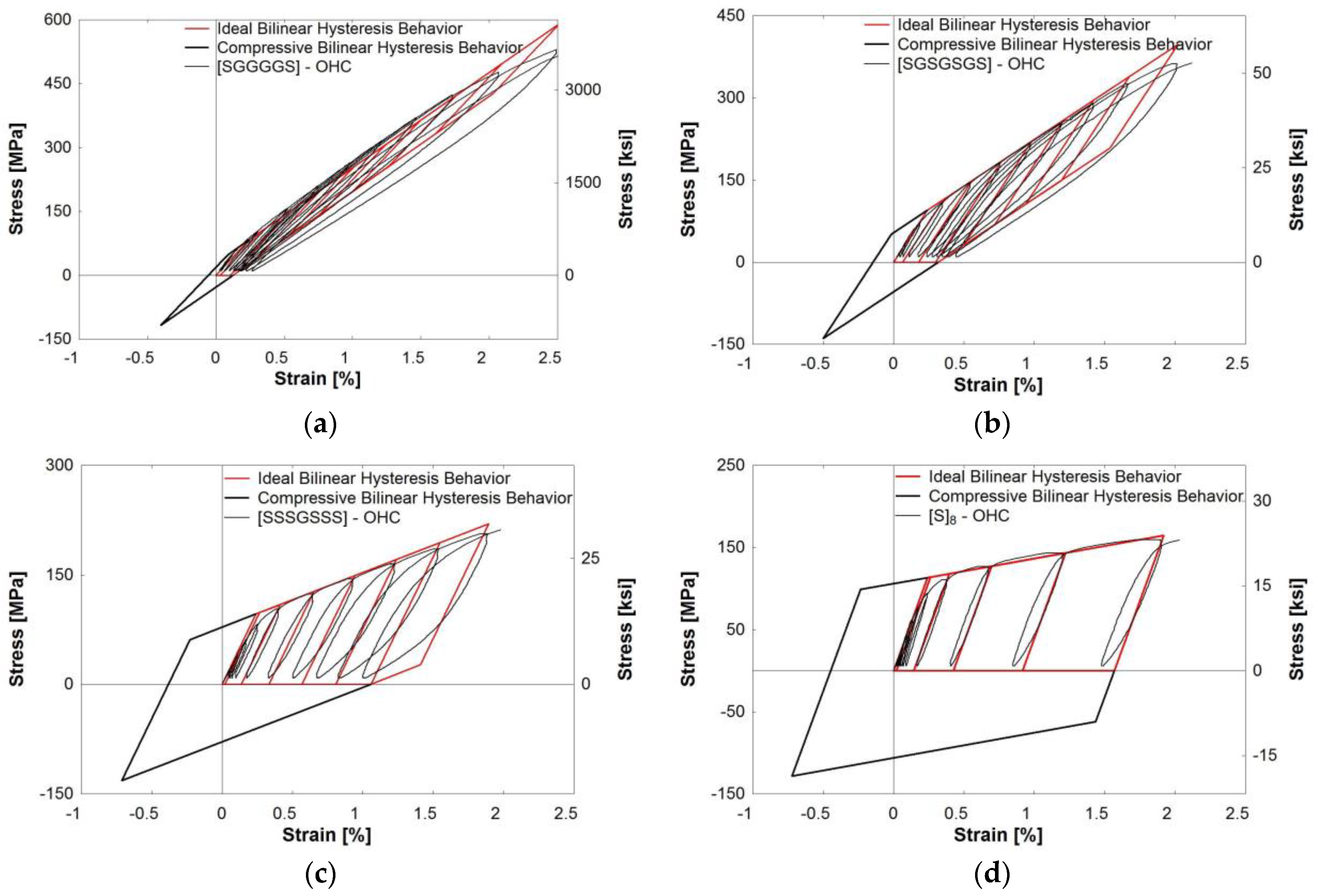
3.2.3. Theoretical Hysteresis Model
4. Conclusions
- The tensile strength of the hybrid composites was directly proportional to the respective glass and steel fiber percentages. The strengths from highest to lowest were as follows: [G]5, [SGGGGS], [SGSGSGS], [SSSGSSS], and [S]8. This order held true for tensile, open-hole tensile, and open-hole half-cyclic loading.
- The rule of mixtures proved valid in the elastic region and predicted the stiffness values accurately. However, in the post-yield region, the ROM consistently over-predicted the stress-strain relationship. More research is needed on theoretical models of nonmetal-metal hybrid composites in the inelastic region.
- Composites with a higher percentage of steel had localized failure. In contrast, composites with higher percentages of glass had a more distributed failure pattern, making it difficult to predict failure location. The addition of steel helped maintain the integrity of the composite after the failure of the glass fibers. The hybrid composites experienced a ductile failure, which may provide warning to structural failure. This was due to the spread of plasticity over a larger length of steel fibers.
- The addition of steel fibers to glass/epoxy composites decreased the vulnerability to stress concentrations. Accumulated damage from cyclic loading does not have a significant effect on the composite stress-strain relationship. This behavior is potentially beneficial in structural elements that are subject to repeated dynamic loading.
- [SGGGGS] outperformed [SGSGSGS] and [SSSGSSS] and offers balanced mechanical properties. This composite had the highest strength, dissipated the most energy during loading, and showed the most consistent re-centering capabilities. This may signify that the amount of steel reinforcement may be optimized to achieve target structural performances.
- The hybrid composite half-cyclic behavior may successfully be predicted using the bilinear hysteresis model of lead-rubber bearings. This model suggested that the hybrid composites had greater stability. This model also justified the experimental energy dissipation and residual strain ratio results.
- Overall, glass/steel fiber hybrid composites show promise in structural applications because of their high strength, energy absorption during loading, and re-centering capabilities. More research is needed to optimize the composite design to achieve higher failure strains.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bray, D.J.; Dittanet, P.; Guild, F.J.; Kinloch, A.J.; Masania, K.; Pearson, R.A.; Taylor, A.C. The modelling of the toughening of epoxy polymers via silica nanoparticles: The effects of volume fraction and particle size. Polymer 2013, 54, 7022–7032. [Google Scholar] [CrossRef]
- Swolfs, Y.; Meerten, Y.; Hine, P.; Ward, I.; Verpoest, I.; Gorbatikh, L. Introducing ductility in hybrid carbon fibre/self-reinforced composites through control of the damage mechanisms. Compos. Struct. 2015, 131, 259–265. [Google Scholar] [CrossRef]
- Asgarinia, S.; Viriyasuthee, C.; Phillips, S.; Dubé, M.; Baets, J.; Van Vuure, A.; Verpoest, I.; Lessard, L. Tension-tension fatigue behavior of woven flax/epoxy composites. J. Reinf. Plast. Compos. 2015, 34, 857–867. [Google Scholar] [CrossRef]
- Tian, Z.; Song, H.; Wan, Z.; Du, X. Fatigue properties of steel cord-rubber composite. J. Elastom. Plast. 2001, 33, 283–296. [Google Scholar] [CrossRef]
- Ahmed, S.F.U.; Maalej, M.; Paramasivam, P. Analytical model for tensile strain hardening and multiple cracking behavior of hybrid fiber-engineered cementitous composites. J. Mater. Civ. Eng. 2007, 19, 527–539. [Google Scholar] [CrossRef]
- Callens, M.G.; Gorbatikh, L.; Verpoest, I. Ductile steel fibre composites with brittle and ductile matrices. Compos. Part A Appl. Sci. Manuf. 2014, 61, 235–244. [Google Scholar] [CrossRef]
- Callens, M.G.; De Cuyper, P.; Gorbatikh, L.; Verpoest, I. Effect of fibre architecture on the tensile and impact behaviour of ductile stainless steel fibre polypropylene composites. J. Compos. Struct. 2015, 119, 528–533. [Google Scholar] [CrossRef]
- Callens, M.G.; Gorbatikh, L.; Bertels, B.; Smet, M.; Verpoest, I. Tensile behaviour of stainless steel fibre/epoxy composites with modified adhesion. Compos. Part A Appl. Sci. Manuf. 2015, 69, 208–218. [Google Scholar] [CrossRef]
- Allaer, K.; De Baere, I.; Lava, P.; Van Paepegem, W.; Degrieck, J. On the in-plane mechanical properties of stainless steel fibre reinforced ductile composites. J. Compos. Sci. Technol. 2014, 100, 34–43. [Google Scholar] [CrossRef]
- Mosleh, Y.; Clemens, D.; Gorbatikh, L.; Verpoest, I.; Van Vuure, A.W. Penetration impact resistance of novel tough steel fibre-reinforced polymer composites. J. Reinf. Plast. Compos. 2015, 34, 624–635. [Google Scholar] [CrossRef]
- Faes, J.C.; Rezaei, A.; Van Paepegem, W.; Degrieck, J. Influence of matrix toughness and interfacial strength on the toughness of epoxy composites with ductile steel fabric reinforcement. In Proceedings of the 16th European Conference on Composite Materials (ECCM16), Seville, Spain, 22–26 June 2014; Volume 22, pp. 779–793. [Google Scholar]
- Sinmazçelik, T.; Avcu, E.; Bora, M.O.; çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. J. Mater. Design 2011, 32, 3671–3685. [Google Scholar] [CrossRef]
- Botelho, E.C.; Silva, R.A.; Pardini, L.C.; Rezende, M.C. Review on the development and properties of continuous fiber/epoxy/aluminum hybrid composites for aircraft structures. Mater. Res. 2006, 9, 247–256. [Google Scholar] [CrossRef]
- Moussavi-Torshizi, S.E.; Dariushi, S.; Sadighi, M.; Safarpour, P. A study on tensile properties of a novel fiber/metal laminate. Mater. Sci. Eng. 2010, 527, 4920–4925. [Google Scholar] [CrossRef]
- Higgins, A. Along the Bond Line: Groundbreaking Aircraft Structures; Technical Bulletin for Fokker Technologies: Papendrecht, The Netherlands, 2016. [Google Scholar]
- Rubio-González, C.; Velasco, F.; Martínez, J. Analysis of notched woven composites and fiber metal laminates with previous fatigue damage. J. Compos. Mater. 2015, 50. [Google Scholar] [CrossRef]
- Kretsis, G. A review of the tensile, compressive, flexural and shear properties of hybrid fibre-reinforced plastics. Composites 1987, 18, 13–23. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Hayashi, T. On the improvement of mechanical properties of composites by hybrid composition. In Proceedings of the 8th International Reinforced Plastics Conference, Brighton, UK, 1972; British Plastics Federation: Brighton, UK; pp. 149–152. [Google Scholar]
- Marom, G.; Fischer, S.; Tuler, F.R.; Wagner, H.D. Hybrid effects in composites: Conditions for positive or negative effects versus rule-of-mixtures behaviour. J. Mater. Sci. 1978, 13, 1419–1426. [Google Scholar] [CrossRef]
- Hull, D.; Clyne, T.W. An Introduction to Composite Materials, 2nd ed.; Cambridge University Press: New Delhi, India, 1996; p. 310. [Google Scholar]
- Breuer, U.P.; Schmeer, S.; Eberth, U. Carbon and metal fiber reinforced airframe structures—A new approach to composite multifunctionality. In Proceedings of the Deutscher Luft- und Raumfahrtkongress, Stuttgart, Germany, 10–12 September 2013. [Google Scholar]
- Satish, K.G.; Siddeswarappa, K.; Kaleemulla, K.M. Characterization of in-plane mechanical properties of laminated hybrid composites. J. Min. Mater. Char. Eng. 2010, 9, 105–114. [Google Scholar] [CrossRef]
- Ahmed, T.J. Hybrid Composite Structures: Multifunctionality through Metal Fibers. Ph.D Thesis, Technical University of Delft, Delft, The Netherlands, 2009. [Google Scholar]
- Thysen, S. Mechanical Behavior of Hybrid Steel and Glass Fibre Composites. Master Thesis, KU Leuven, Leuven, Belgium, 2013. [Google Scholar]
- Stainless Steel Filler Materials for Plastics; Technical Bulletin for NV Bekaert SA; Bekaert : Zwevegem, Belgium, 2013.
- De Bondt, S.; Decrop, J. Bundle Drawn Stainless Steel Fibers. U.S. Patent 7166174 B2, 2007. [Google Scholar]
- Epon Resin 828 Technical Data Sheet; Technical Bulletin for Hexion, Inc.: Batesville, AR, Canada, 2005.
- Astm Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conschohocken, PA, USA, 2002.
- Astm Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2007; Volume ASTM D3039.
- Astm Standard Test Method for Open Hole Tensile Strength of Polymer Matrix Composite Laminates; ASTM International: West Conshohocken, PA, USA, 2011.
- Harik, V.M.; Klinger, J.R.; Bogetti, T.A. Low-Cycle Fatigue of Unidirectional Composites: Bi-Linear s-n Curves. International J. Fatigue 2002, 24, 455–462. [Google Scholar] [CrossRef]
- Hu, J.W. Response of seismically isolated steel frame buildings with sustainable lead-rubber bearing (LRB) isolator devices subjected to near-fault (NF) ground motions. Sustainability 2015, 7, 111–137. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Type | Layer Notation | Anticipated Fiber Ratio | |
|---|---|---|---|
| Glass | Steel | ||
| UD Glass | [G]5 | 100 | 0 |
| Hybrid 1 | [SGGGGS] | 70 | 30 |
| Hybrid 2 | [SGSGSGS] | 50 | 50 |
| Hybrid 3 | [SSSGSSS] | 30 | 70 |
| UD Steel | [S]8 | 0 | 100 |
| Reinforcing Fiber | Aerial Density g/m2 (oz/yd2) | Fiber Diameter μm (in) | Fiber Density g/cm3 | Young’s Modulus GPa |
|---|---|---|---|---|
| UD Glass | 327 (9.6) | 10 (0.0004) | 2.62 | 82 |
| UD Steel | 570 (16.8) | 30 (0.0012) | N.S. | 193 |
| Layer Notation | Glass Fiber Fraction | Steel Fiber Fraction | Total Fiber Volume Fraction |
|---|---|---|---|
| [G]5 | 34.7 ± 0.1% | - | 34.7 ± 0.1% |
| [SGGGGS] | 28.2 ± 0.1% | 8.2% | 36.4 ± 0.1% |
| [SGSGSGS] | 20.3 ± 0.2% | 15.7 ± 0.2% | 36.0 ± 0.4% |
| [SSSGSSS] | 6.5% | 22.8 ± 0.1% | 29.3 ± 0.2% |
| [S]8 | - | 30.9 ± 0.5% | 30.9 ± 0.5% |
| Composite | No-Hole Tension | Open-Hole Tension | Open-Hole Cyclic | |||||
|---|---|---|---|---|---|---|---|---|
| σult, MPa (ksi) | εult, % | σult, MPa (ksi) | εult, % | σtrue 1, MPa (ksi) | σtrue/ σult,no-hole | σult, MPa (ksi) | εult, % | |
| [G]5 | 667 ± 18.4 | 2.50 ± 0.12% | 474 | 2.46% | 569 | 0.852 | 455 | 2.55% |
| (96.7 ± 2.67) | (68.7) | (82.5) | (66.0) | |||||
| [SGGGGS] | 642 ± 35.5 | 2.90 ± 0.30% | 530 | 3.68% | 598 | 0.932 | 521 | 3.41% |
| (93.1 ± 5.15) | (76.9) | (86.7) | (75.6) | |||||
| [SGSGSGS] | 469 ± 29.7 | 2.71 ± 0.13% | 333 | 2.25% | 422 | 0.900 | 348 | 2.83% |
| (68.0 ± 4.31) | (48.3) | (61.2) | (50.5) | |||||
| [SSSGSSS] | 276 ± 11.2 | 2.71 ± 0.12% | 218 | 2.25% | 260 | 0.941 | 225 | 2.34% |
| (40.0 ± 1.62) | (31.6) | (37.7) | (32.6) | |||||
| [S]8 | 208 ± 6.67 | 12.0 ± 0.01% | 161 | 4.50% | 194 | 0.932 | 169 | 3.32% |
| (30.2 ± 0.97) | (23.4) | (28.1) | (24.5) | |||||
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
McBride, A.K.; Turek, S.L.; Zaghi, A.E.; Burke, K.A. Mechanical Behavior of Hybrid Glass/Steel Fiber Reinforced Epoxy Composites. Polymers 2017, 9, 151. https://doi.org/10.3390/polym9040151
McBride AK, Turek SL, Zaghi AE, Burke KA. Mechanical Behavior of Hybrid Glass/Steel Fiber Reinforced Epoxy Composites. Polymers. 2017; 9(4):151. https://doi.org/10.3390/polym9040151
Chicago/Turabian StyleMcBride, Amanda K., Samuel L. Turek, Arash E. Zaghi, and Kelly A. Burke. 2017. "Mechanical Behavior of Hybrid Glass/Steel Fiber Reinforced Epoxy Composites" Polymers 9, no. 4: 151. https://doi.org/10.3390/polym9040151
APA StyleMcBride, A. K., Turek, S. L., Zaghi, A. E., & Burke, K. A. (2017). Mechanical Behavior of Hybrid Glass/Steel Fiber Reinforced Epoxy Composites. Polymers, 9(4), 151. https://doi.org/10.3390/polym9040151