

Optimization Design of Velocity Distribution in the Airways of the Fluidized Bed Based on CFD and Taguchi Algorithm

Abstract
:1. Introduction
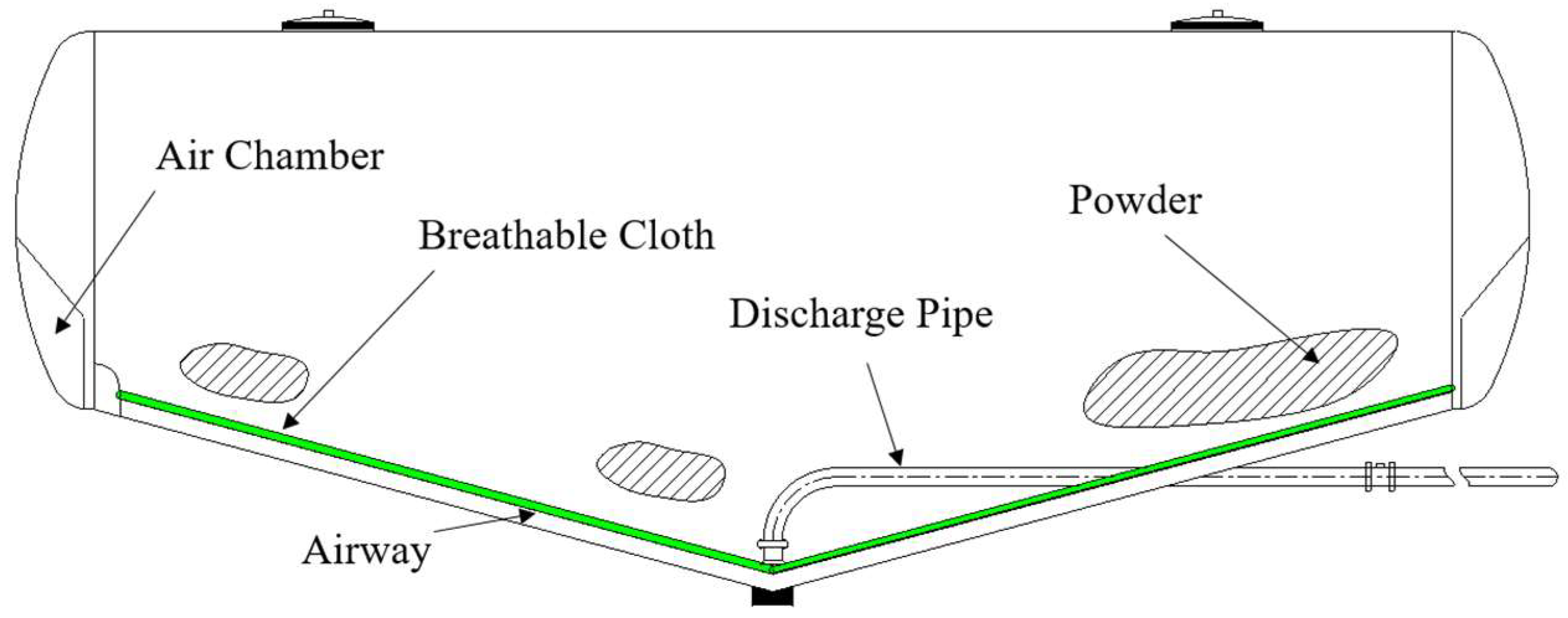
2. Fluidized Bed Physical Model and Operating Concept
3. Taguchi Technique and CFD Numerical Simulation Experimental Design
3.1. Multiple Linear Regression Analysis
- (1)
- Determining the analysis object
- (2)
- Selecting the noise factor
- (3)
- Determining response characteristics
- (4)
- Determining the factors and their levels
- (5)
- Selecting the appropriate orthogonal array
3.2. Numerical Simulation
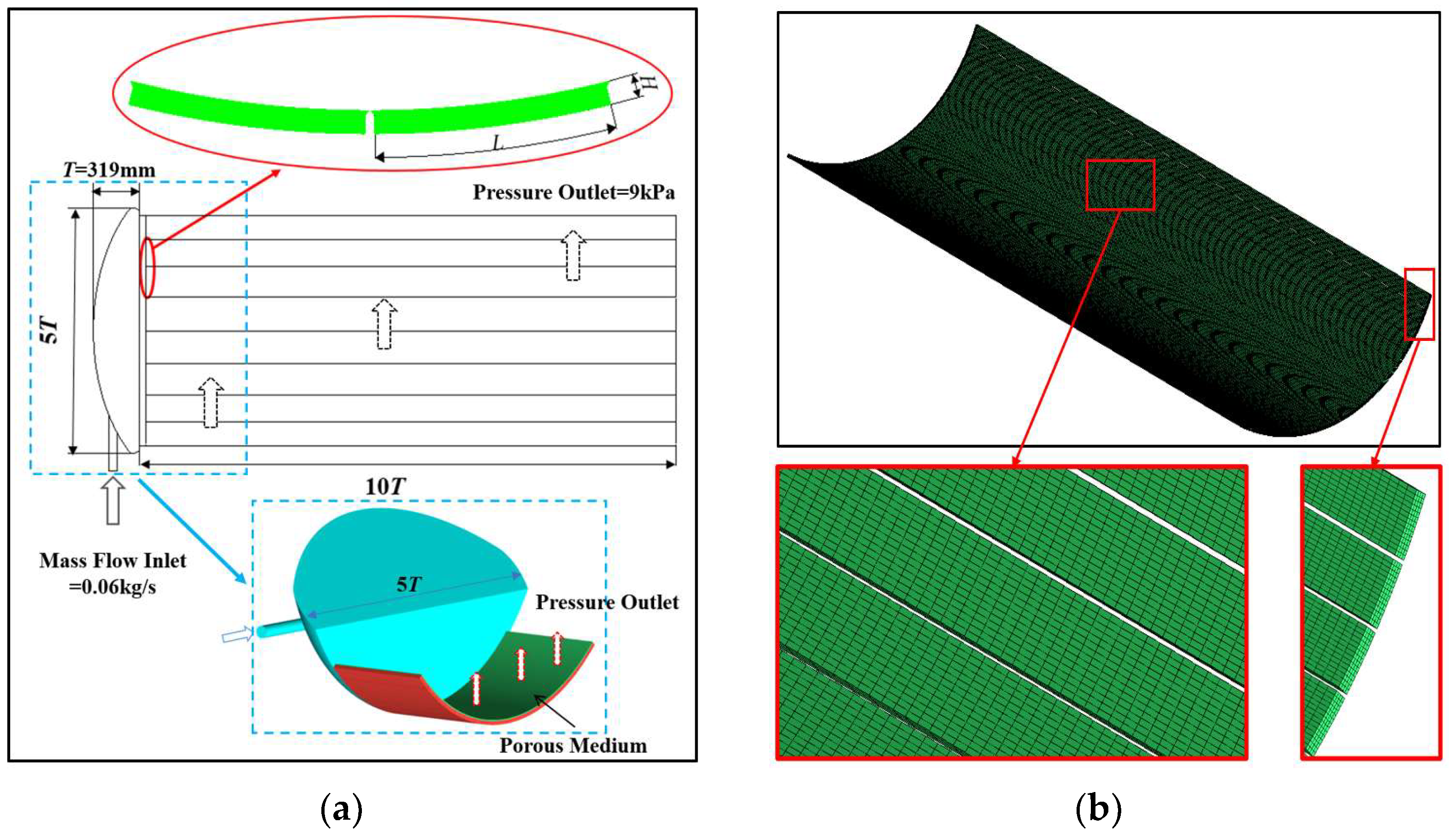
3.2.1. Calculating the Region and Boundary Conditions
3.2.2. Governing Equation
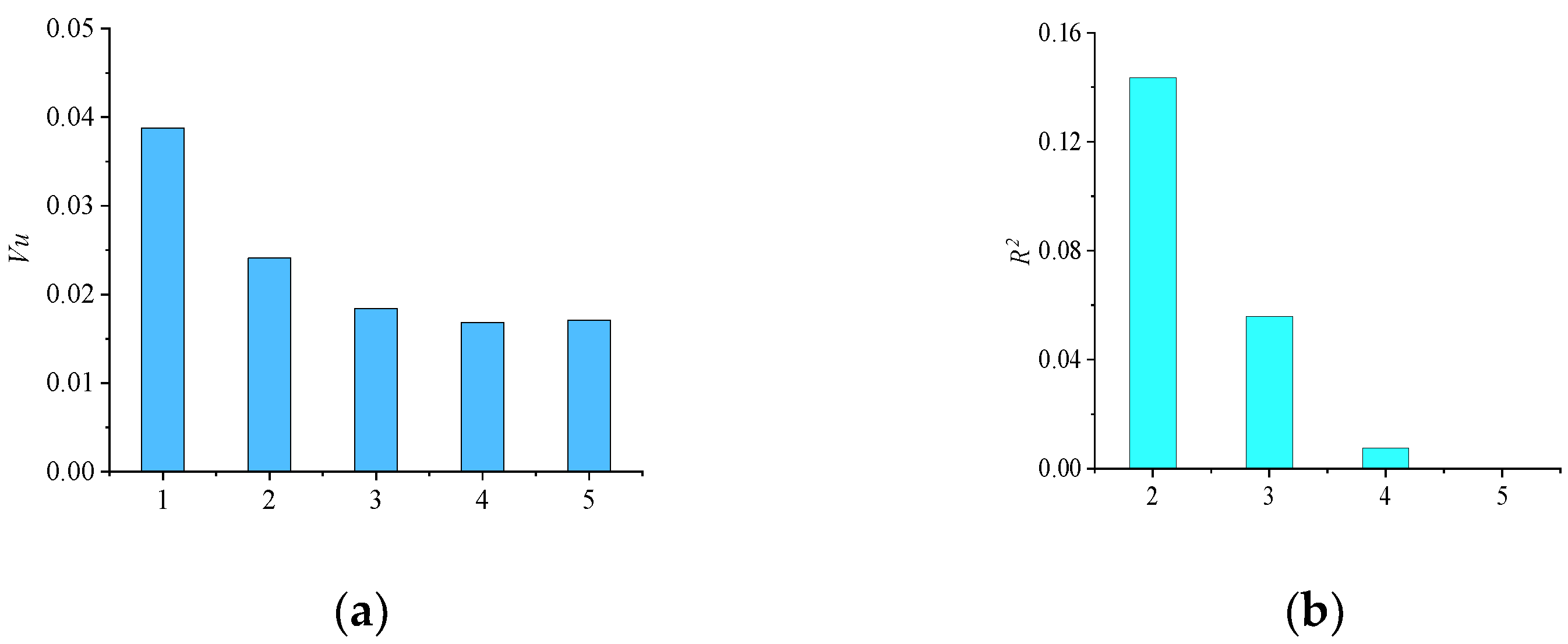
3.2.3. Mesh Partitioning and Grid Independence Validation
4. Analysis of Results
4.1. Analysis of the Taguchi Method Results
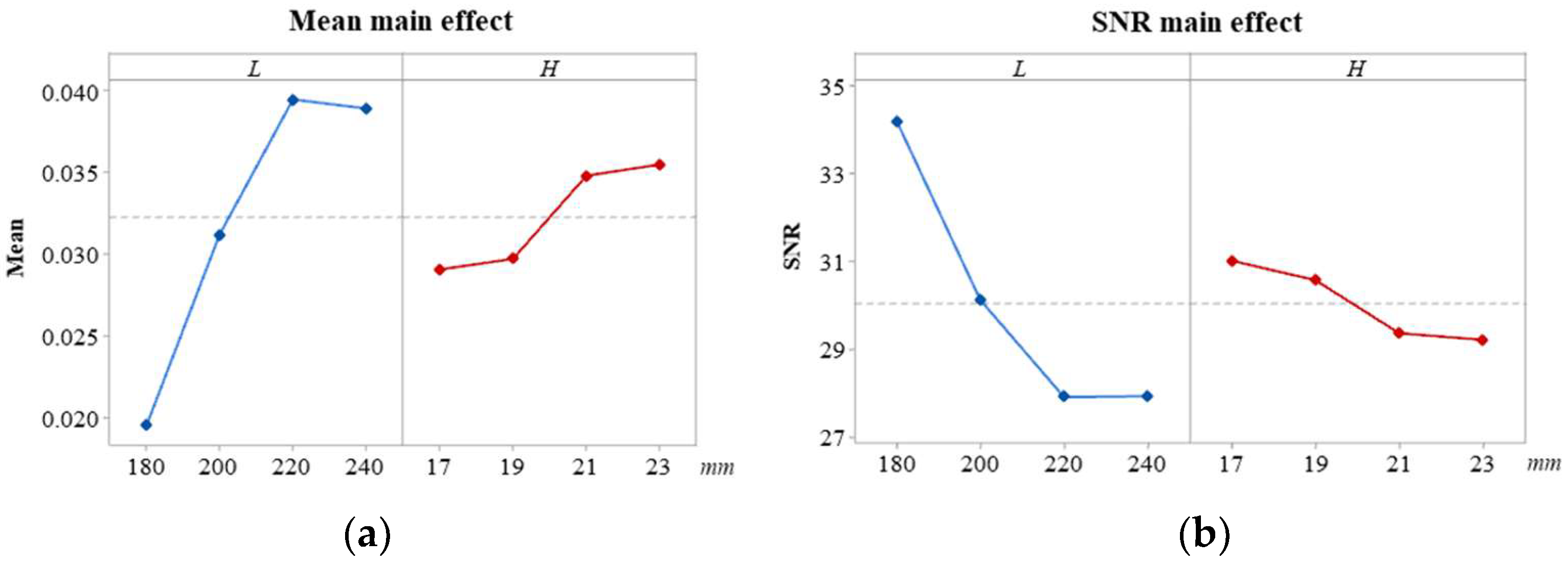
4.1.1. SNR Analysis
4.1.2. SNR Analysis
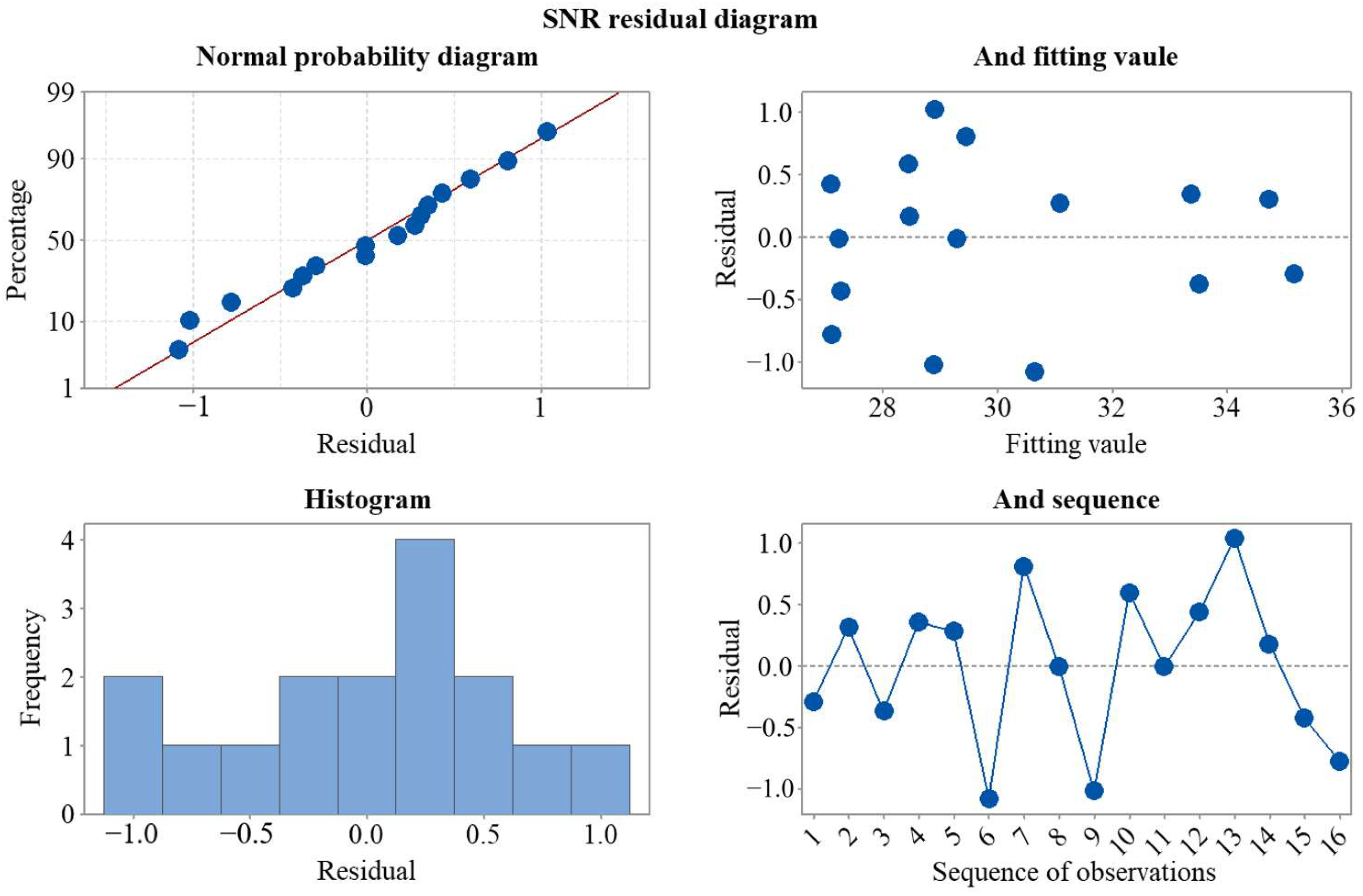
4.1.3. SNR Residual Diagram Analysis
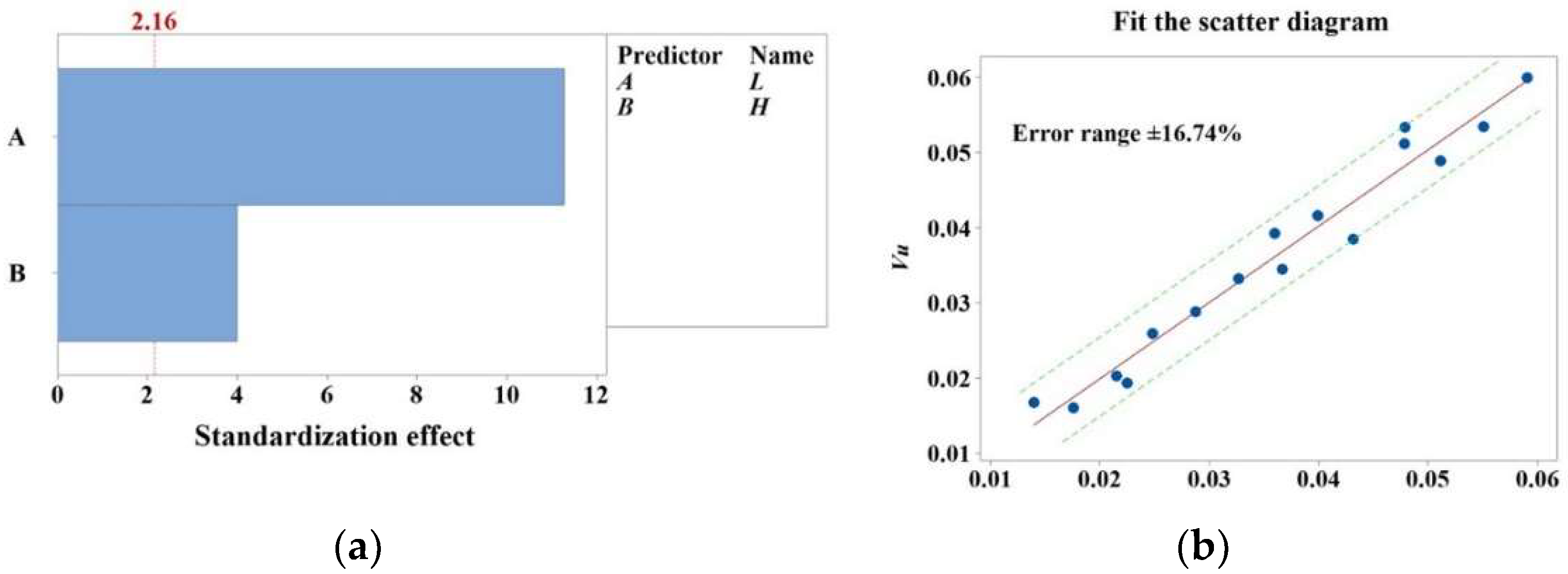
4.2. Multiple Linear Regression Analysis
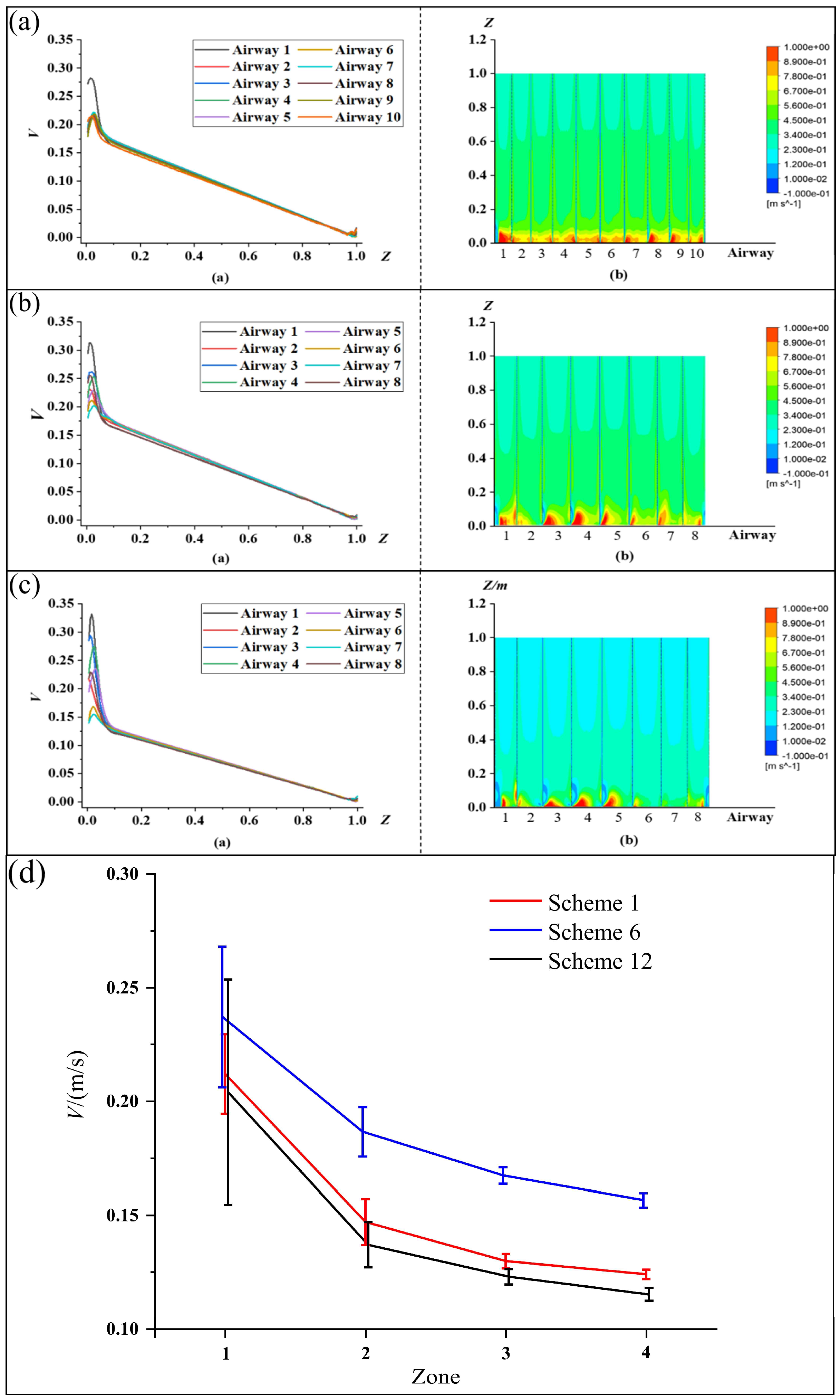
4.3. Analysis of Airway Velocity Uniformity
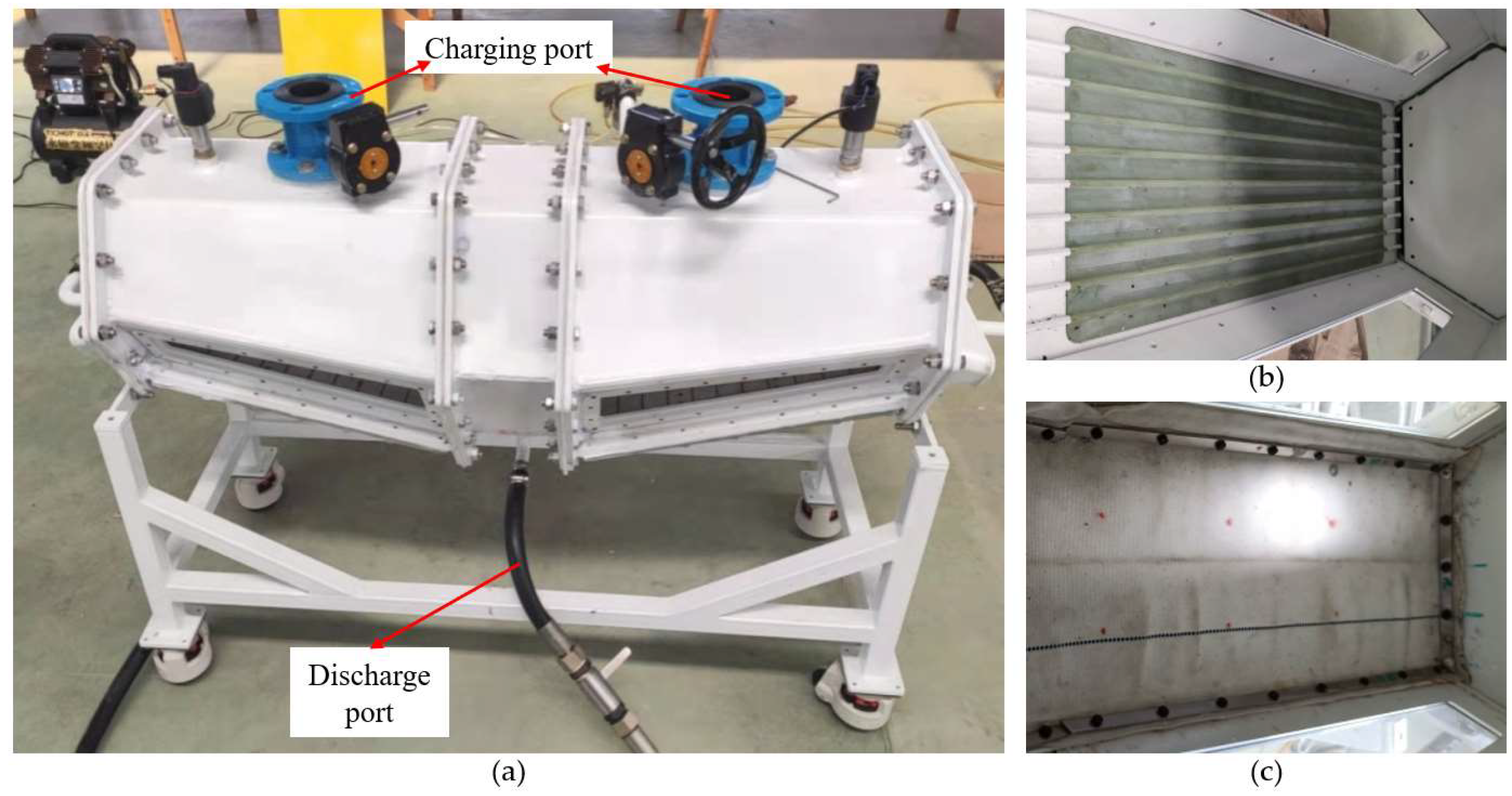
4.4. Analysis of Test Effect
5. Conclusions
- (1)
- The Taguchi method’s outcomes demonstrate that airway arc length (delta = 6.28, rank = 1) exerts a greater effect on SNR than airway height (delta = 1.80, rank = 2). The parameter combination of 180 mm L and 17 mm H for obtaining the optimal velocity distribution uniformity is determined.
- (2)
- Multiple regression analysis indicates that L and H are positively correlated with the uniformity of velocity distribution. L and H exert statistically significant effects. The effect of L is the greatest, whereas that of H is the minimum.
- (3)
- The gas velocity attenuation trends of the 16 schemes are basically the same. At the airway’s entrance, the relative velocity will decay once with a large range and the subsequent gas velocity will decelerate at a uniform rate in the airway until the attenuation at the end of the airway reaches zero. The velocity curve and velocity field diagram show that the velocity fluctuation at each airway’s entrance in Scheme 1 is small and its velocity distribution uniformity is the least.
- (4)
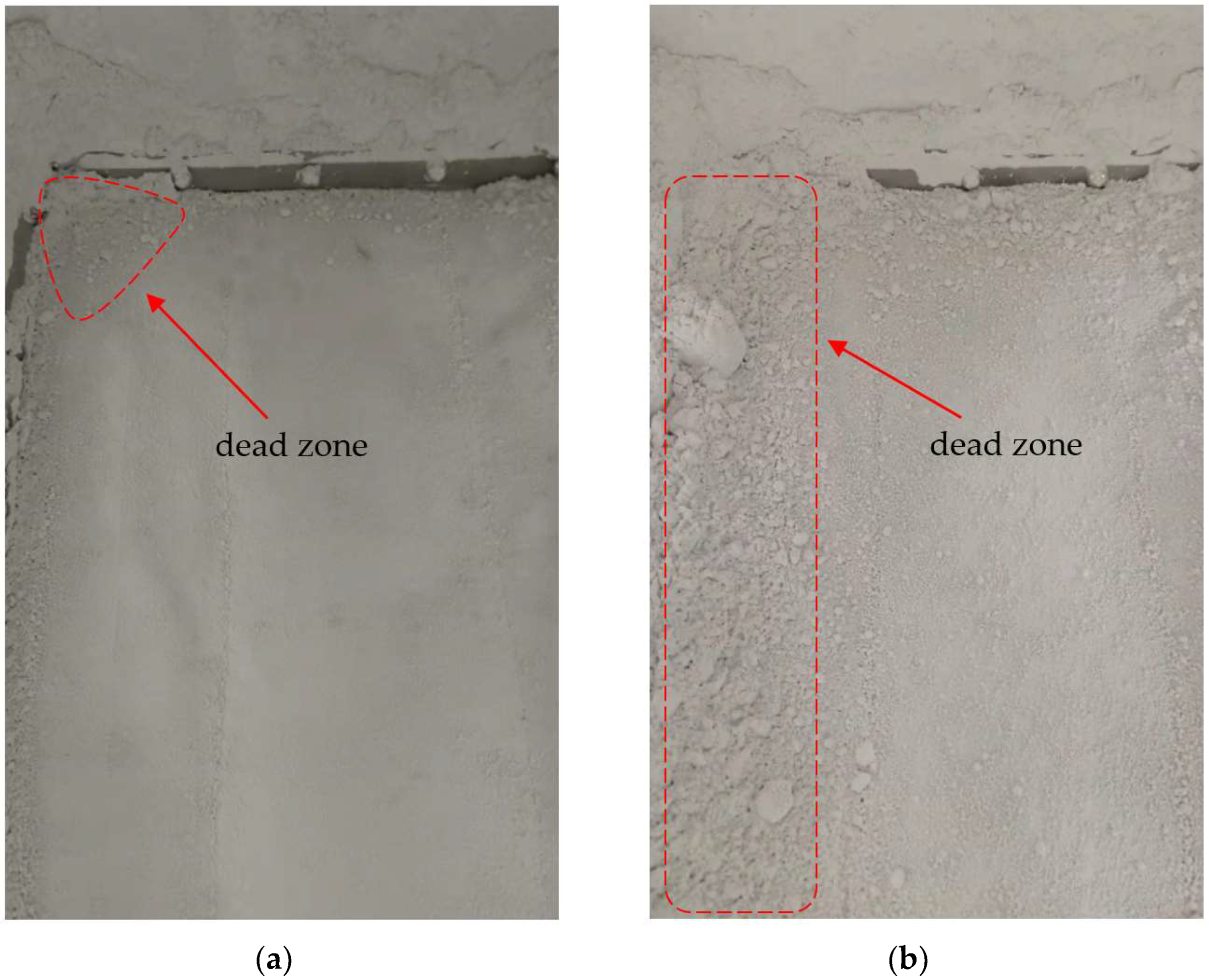
- The experimental results indicate that the overall fluidization effect of Scheme 1 is the best and the amount of powder remaining on the breathable cloth is the least. These findings are in line with the Taguchi method’s optimum outcomes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hartge, E.-U.; Ratschow, L.; Wischnewski, R.; Werther, J. CFD-simulation of a circulating fluidized bed riser. Particuology 2009, 7, 283–296. [Google Scholar] [CrossRef]
- Rashid, T.A.B.; Zhu, L.-T.; Luo, Z.-H. Comparative analysis of numerically derived drag models for development of bed expansion ratio correlation in a bubbling fluidized bed. Adv. Powder Technol. 2020, 31, 2723–2732. [Google Scholar] [CrossRef]
- Gupta, S.K.; Agarwal, V.K.; Singh, S.N.; Seshadri, V.; Mills, D. Parameters Affecting Fluidized Motion Conveying of Fly Ash. Part. Sci. Technol. 2009, 27, 469–487. [Google Scholar] [CrossRef]
- Liu, H.; Li, P.; Lew, J.V. CFD study on flow distribution uniformity in fuel distributors having multiple structural bifurcations of flow channels. Int. J. Hydrog. Energy 2010, 35, 9186–9198. [Google Scholar] [CrossRef]
- Chen, Y.; Hou, T.; Zhou, X. Qualitative analysis of coupling effect of fluid velocity distribution in microchannels on the performance of the LED water cooling system. Int. J. Numer. Methods Heat Fluid Flow 2019, 29, 3893–3907. [Google Scholar] [CrossRef]
- Joseph, V.R.; Delaney, J.D. Analysis of Optimization Experiments. J. Qual. Technol. 2017, 40, 282–298. [Google Scholar] [CrossRef]
- Maazinejad, B.; Mohammadnia, O.; Ali, G.A.M.; Makhlouf, A.S.H.; Nadagouda, M.N.; Sillanpää, M.; Asiri, A.M.; Agarwal, S.; Gupta, V.K.; Sadegh, H. Taguchi L9 (34) orthogonal array study based on methylene blue removal by single-walled carbon nanotubes-amine: Adsorption optimization using the experimental design method, kinetics, equilibrium and thermodynamics. J. Mol. Liq. 2020, 298, 112001. [Google Scholar] [CrossRef]
- Deb, M.; Majumder, A.; Banerjee, R.; Sastry, G.R.K.; Bose, P.K. A Taguchi-fuzzy based multi-objective optimization study on the soot-NOx-BTHE characteristics of an existing CI engine under dual fuel operation with hydrogen. Int. J. Hydrogen Energy 2014, 39, 20276–20293. [Google Scholar] [CrossRef]
- Arkadan, A.-R.A.; Al-Aawar, N.; Hariri, A.O. EM-Taguchi Module for Characterization of WAD. IEEE Trans. Magn. 2015, 51, 8202304. [Google Scholar] [CrossRef]
- Lin, C.-H.; Hwang, C.-C. Multiobjective Optimization Design for a Six-Phase Copper Rotor Induction Motor Mounted With a Scroll Compressor. IEEE Trans. Magn. 2016, 52, 9401604. [Google Scholar] [CrossRef]
- Sobhani, M.; Ajam, H. Taguchi optimization for natural convection heat transfer of Al2O3 nanofluid in a partially heated cavity using LBM. J. Therm. Anal. Calorim. 2019, 138, 889–904. [Google Scholar] [CrossRef]
- Toghyani, S.; Fakhradini, S.; Afshari, E.; Baniasadi, E.; Abdollahzadeh Jamalabadi, M.Y.; Safdari Shadloo, M. Optimization of operating parameters of a polymer exchange membrane electrolyzer. Int. J. Hydrogen Energy 2019, 44, 6403–6414. [Google Scholar] [CrossRef]
- Zhokh, A.A.; Strizhak, P.E. Investigation of the Time-Dependent Transitions Between the Time-Fractional and Standard Diffusion in a Hierarchical Porous Material. Transp. Porous Media 2020, 133, 497–508. [Google Scholar] [CrossRef]
- Bilirgen, H.; Levy, E.; Yilmaz, A. Prediction of pneumatic conveying flow phenomena using commercial CFD software. Powder Technol. 1998, 95, 37–41. [Google Scholar] [CrossRef]
- Miao, Z.; Kuang, S.; Zughbi, H.; Yu, A. CFD simulation of dilute-phase pneumatic conveying of powders. Powder Technol. 2019, 349, 70–83. [Google Scholar] [CrossRef]
- Behera, N.; Agarwal, V.K.; Jones, M.G.; Williams, K.C. CFD modeling and analysis of dense phase pneumatic conveying of fine particles including particle size distribution. Powder Technol. 2013, 244, 30–37. [Google Scholar] [CrossRef]
- Biçer, N.; Engin, T.; Yaşar, H.; Büyükkaya, E.; Aydın, A.; Topuz, A. Design optimization of a shell-and-tube heat exchanger with novel three-zonal baffle by using CFD and taguchi method. Int. J. Therm. Sci. 2020, 155, 106417. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Tang, Y.; He, Y.; Zhao, Y. Evaluation of drag force around bubble in an incipiently fluidized bed via a coupled CFD-DEM approach. Powder Technol. 2020, 370, 80–87. [Google Scholar] [CrossRef]
- Yan, H.; Su, X.; Zhang, H.; Hang, J.; Zhou, L.; Liu, Z.; Wang, Z. Design approach and hydrodynamic characteristics of a novel bionic airfoil. Ocean Eng. 2020, 216, 108076. [Google Scholar] [CrossRef]
- Canbolat, A.S.; Bademlioglu, A.H.; Arslanoglu, N.; Kaynakli, O. Performance optimization of absorption refrigeration systems using Taguchi, ANOVA and Grey Relational Analysis methods. J. Clean. Prod. 2019, 229, 874–885. [Google Scholar] [CrossRef]
- Chen, Q.; Zeng, M.; Zhang, J.; Wang, Q. Optimal design of bi-layer interconnector for SOFC based on CFD-Taguchi method. Int. J. Hydrogen Energy 2010, 35, 4292–4300. [Google Scholar] [CrossRef]
- Shaji, S.; Radhakrishnan, V. Analysis of process parameters in surface grinding with graphite as lubricant based on the Taguchi method. J. Mater. Process. Technol. 2003, 141, 51–59. [Google Scholar] [CrossRef]
- Rodríguez Collado, L.; Collado Contreras, M.; Rodríguez Malaver, E.; Patiño, L. Numerical analysis of air behavior in an air conditioning distribution system using k-ε turbulence, rng k-ε and reynolds tensions methods. Ingeniare. Rev. Chil. De Ing. 2008, 16, 1585–1596. [Google Scholar] [CrossRef]
- Zhan, J.M.; Fan, Q.; Hu, W.Q.; Gong, Y.J. Hybrid realizable k-ε/ laminar method in the application of 3D heaving OWCs. Renew. Energy 2020, 155, 691–702. [Google Scholar] [CrossRef]
- Ustaoglu, A.; Kursuncu, B.; Alptekin, M.; Gok, M.S. Performance optimization and parametric evaluation of the cascade vapor compression refrigeration cycle using Taguchi and ANOVA methods. Appl. Therm. Eng. 2020, 180, 115816. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Symbol | Levels of the Factors | |||
|---|---|---|---|---|---|
| Level-I | Level-II | Level-III | Level-IV | ||
| Airway arc length (mm) | L | 180 | 200 | 220 | 240 |
| Airway height (mm) | H | 17 | 19 | 21 | 23 |
| Trial No. | Qm = 0.060 kg/s | Qm = 0.045 kg/s | ||
|---|---|---|---|---|
| L | H | L | H | |
| L1 | 180 (I) | 17 (I) | 180 (I) | 17 (I) |
| L2 | 180 (I) | 19 (II) | 180 (I) | 19 (II) |
| L3 | 180 (I) | 21 (III) | 180 (I) | 21 (III) |
| L4 | 180 (I) | 23 (IV) | 180 (I) | 23 (IV) |
| L5 | 200 (II) | 17 (I) | 200 (II) | 17 (I) |
| L6 | 200 (II) | 19 (II) | 200 (II) | 19 (II) |
| L7 | 200 (II) | 21 (III) | 200 (II) | 21 (III) |
| L8 | 200 (II) | 23 (IV) | 200 (II) | 23 (IV) |
| L9 | 220 (III) | 17 (I) | 220 (III) | 17 (I) |
| L10 | 220 (III) | 19 (II) | 220 (III) | 19 (II) |
| L11 | 220 (III) | 21 (III) | 220 (III) | 21 (III) |
| L12 | 220 (III) | 23 (IV) | 220 (III) | 23 (IV) |
| L13 | 240 (IV) | 17 (I) | 240 (IV) | 17 (I) |
| L14 | 240 (IV) | 19 (II) | 240 (IV) | 19 (II) |
| L15 | 240 (IV) | 21 (III) | 240 (IV) | 21 (III) |
| L16 | 240 (IV) | 23 (IV) | 240 (IV) | 23 (IV) |
| Grid No. | Grid Number | Vu | R2 | |||
|---|---|---|---|---|---|---|
| Air Plenum | Airway | Transition Area | Porous Layer | |||
| 1 | 604490 | 1109460 | 40902 | 482804 | 0.0388 | |
| 2 | 775298 | 1382760 | 51414 | 633204 | 0.0241 | 14.35% |
| 3 | 1277401 | 1788570 | 63126 | 803604 | 0.0184 | 5.594% |
| 4 | 2097602 | 2159920 | 80661 | 994004 | 0.0168 | 0.756% |
| 5 | 3098873 | 5118390 | 187434 | 2246004 | 0.0171 | 0.032% |
| Trial No. | Factors and Levels | Vu | ||
|---|---|---|---|---|
| L (mm) | H (mm) | Qm = 0.060 kg/s | Qm = 0.045 kg/s | |
| 1 | 180 | 17 | 0.0167926 | 0.0191996 |
| 2 | 180 | 19 | 0.0160241 | 0.0192341 |
| 3 | 180 | 21 | 0.0203209 | 0.0235524 |
| 4 | 180 | 23 | 0.0193448 | 0.0217724 |
| 5 | 200 | 17 | 0.0259147 | 0.0280378 |
| 6 | 200 | 19 | 0.0288494 | 0.0370717 |
| 7 | 200 | 21 | 0.0331927 | 0.0279729 |
| 8 | 200 | 23 | 0.0345242 | 0.0341140 |
| 9 | 220 | 17 | 0.0392467 | 0.0415833 |
| 10 | 220 | 19 | 0.0416265 | 0.0275919 |
| 11 | 220 | 21 | 0.0534073 | 0.0305375 |
| 12 | 220 | 23 | 0.0511740 | 0.0303374 |
| 13 | 240 | 17 | 0.0384884 | 0.0233300 |
| 14 | 240 | 19 | 0.0488928 | 0.0185115 |
| 15 | 240 | 21 | 0.0534516 | 0.0359072 |
| 16 | 240 | 23 | 0.0599489 | 0.0325685 |
| Level | L | H |
|---|---|---|
| 1 | 34.20 | 31.02 |
| 2 | 30.12 | 30.57 |
| 3 | 27.91 | 29.37 |
| 4 | 27.94 | 29.22 |
| Delta | 6.28 | 1.80 |
| Rank | 1 | 2 |
| Level | L | H |
|---|---|---|
| 1 | 0.0195 | 0.0290 |
| 2 | 0.0312 | 0.0297 |
| 3 | 0.0394 | 0.0347 |
| 4 | 0.0389 | 0.0354 |
| Delta | 0.0199 | 0.0064 |
| Rank | 1 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, H.; Liu, S.; Wang, F.; Xu, W.; Li, J.; Xie, T.; Zeng, Y. Optimization Design of Velocity Distribution in the Airways of the Fluidized Bed Based on CFD and Taguchi Algorithm. Atmosphere 2022, 13, 1513. https://doi.org/10.3390/atmos13091513
Yan H, Liu S, Wang F, Xu W, Li J, Xie T, Zeng Y. Optimization Design of Velocity Distribution in the Airways of the Fluidized Bed Based on CFD and Taguchi Algorithm. Atmosphere. 2022; 13(9):1513. https://doi.org/10.3390/atmos13091513
Chicago/Turabian StyleYan, Hao, Shisong Liu, Fei Wang, Wei Xu, Jian Li, Tengzhou Xie, and Yishan Zeng. 2022. "Optimization Design of Velocity Distribution in the Airways of the Fluidized Bed Based on CFD and Taguchi Algorithm" Atmosphere 13, no. 9: 1513. https://doi.org/10.3390/atmos13091513
APA StyleYan, H., Liu, S., Wang, F., Xu, W., Li, J., Xie, T., & Zeng, Y. (2022). Optimization Design of Velocity Distribution in the Airways of the Fluidized Bed Based on CFD and Taguchi Algorithm. Atmosphere, 13(9), 1513. https://doi.org/10.3390/atmos13091513