Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review




Abstract
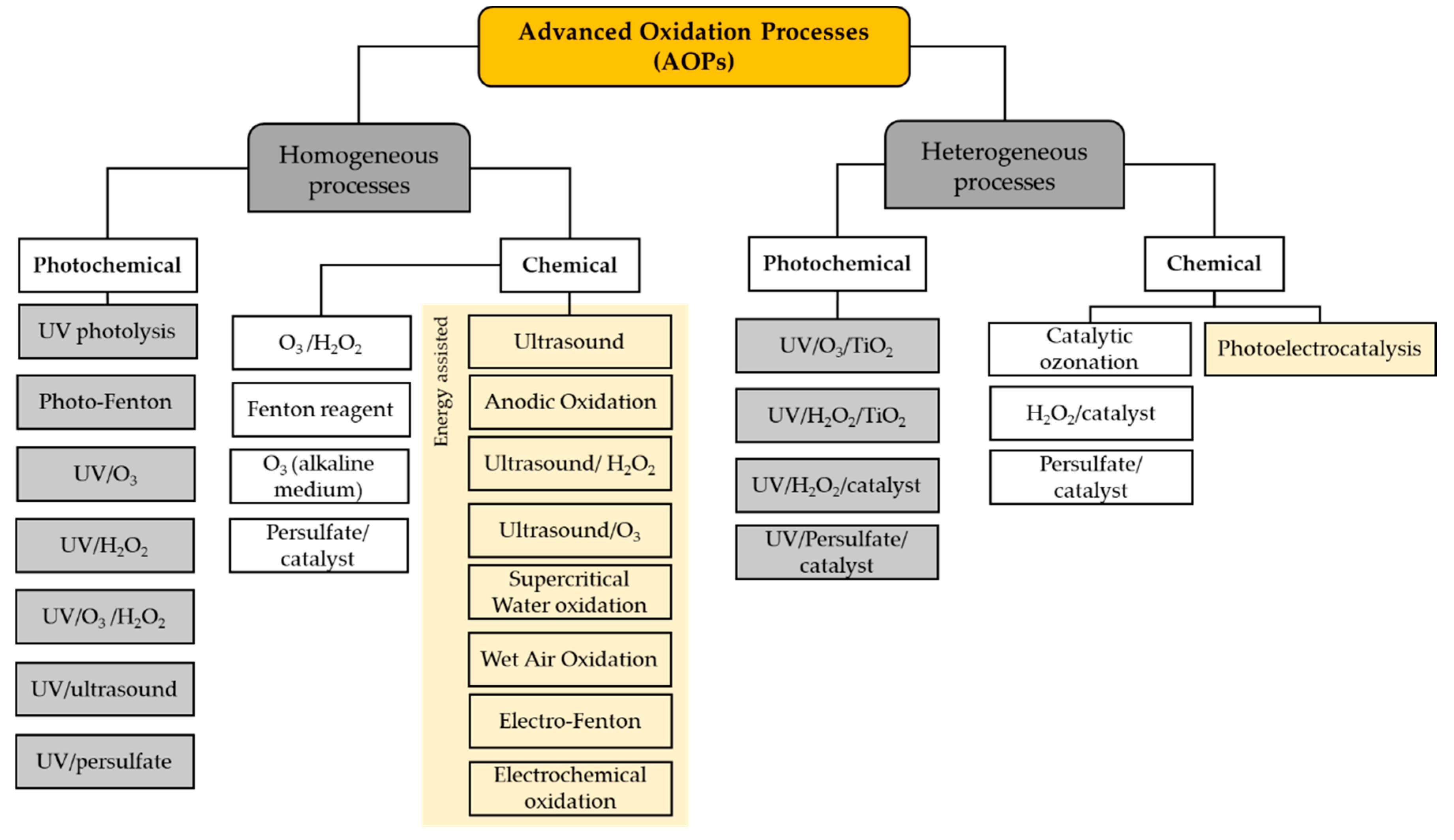
:1. Introduction
2. Olive Mill Industry
2.1. Process of Olive Oil Production
2.2. Olive Mill Wastewater
2.3. Olive Mill Wastewater Treatment by AOPs
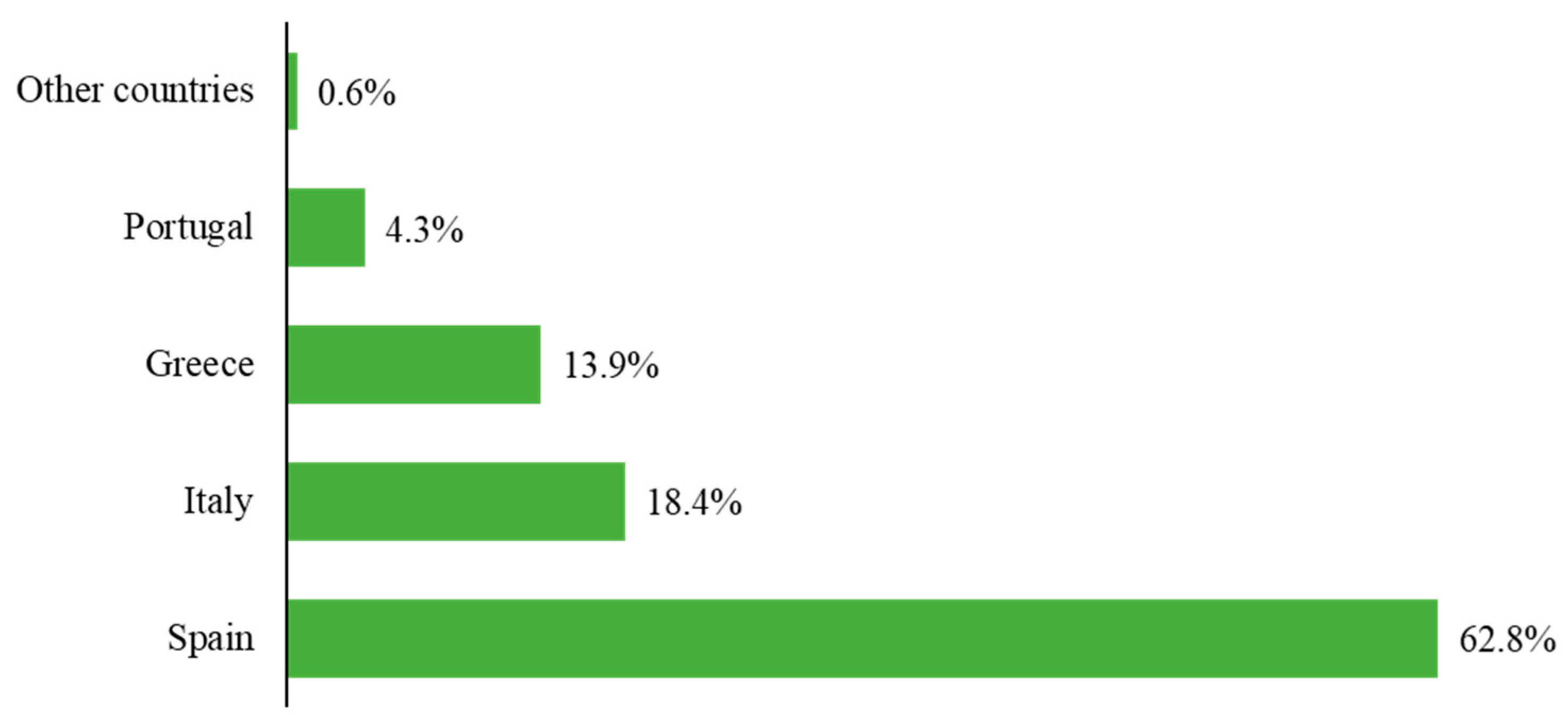
3. Winery Industry
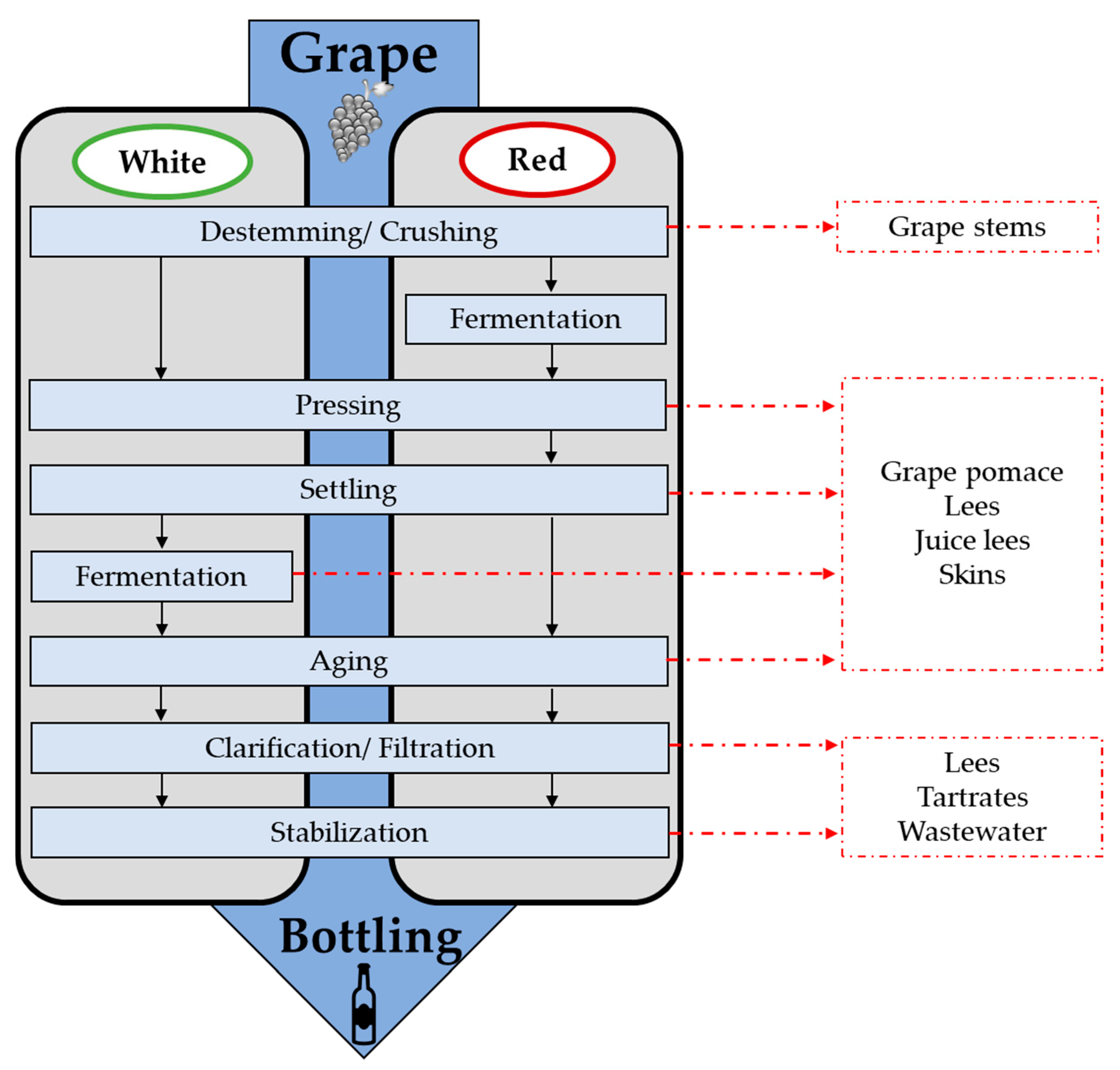
3.1. Process of Wine Production
3.2. Winery Wastewater
3.3. Winery Wastewater Treatment by AOPs
4. Pulp and Paper Mill Industry
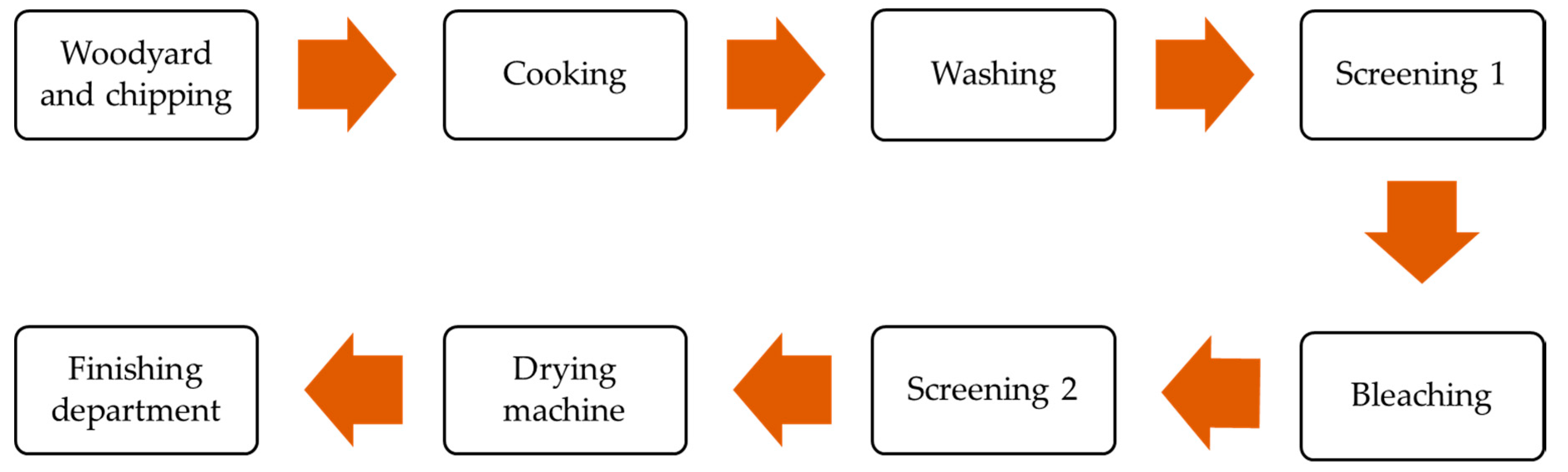
4.1. Pulp and Paper Mill Process
4.2. Pulp and Paper Mill Wastewater Characterization
4.3. Pulp Mill Treatments by AOPs
5. Other Agro-Industries
6. Cost Evaluation
7. Conclusive Remarks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Martins, R.C.; Quinta-Ferreira, R.M. A Review on the Applications of Ozonation for the Treatment of Real Agro-Industrial Wastewaters. Ozone Sci. Eng. 2014, 36, 3–35. [Google Scholar] [CrossRef]
- Mo, J.; Yang, Q.; Zhang, N.; Zhang, W.; Zheng, Y.; Zhang, Z. A review on agro-industrial waste (AIW) derived adsorbents for water and wastewater treatment. J. Environ. Manag. 2018, 227, 395–405. [Google Scholar] [CrossRef] [PubMed]
- Tunay, O.; Kabdasli, I.; Arslan-Alaton, I.; Olmez-Hanci, T. Chemical Oxidation Applications for Industrial Wastewaters; IWA Publishing: London, UK, 2010; ISBN 9781843393078. [Google Scholar]
- Rahim Pouran, S.; Abdul Aziz, A.R.; Wan Daud, W.M.A. Review on the main advances in photo-Fenton oxidation system for recalcitrant wastewaters. J. Ind. Eng. Chem. 2015, 21, 53–69. [Google Scholar] [CrossRef]
- Oller, I.; Malato, S.; Sánchez-Pérez, J.A. Combination of Advanced Oxidation Processes and biological treatments for wastewater decontamination—A review. Sci. Total Environ. 2011, 409, 4141–4166. [Google Scholar] [CrossRef] [PubMed]
- Michael, I.; Panagi, A.; Ioannou, L.A.; Frontistis, Z.; Fatta-Kassinos, D. Utilizing solar energy for the purification of olive mill wastewater using a pilot-scale photocatalytic reactor after coagulation-flocculation. Water Res. 2014, 60, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Kallel, M.; Belaid, C.; Mechichi, T.; Ksibi, M.; Elleuch, B. Removal of organic load and phenolic compounds from olive mill wastewater by Fenton oxidation with zero-valent iron. Chem. Eng. J. 2009, 150, 391–395. [Google Scholar] [CrossRef]
- Foo, K.Y.; Hameed, B.H. An overview of landfill leachate treatment via activated carbon adsorption process. J. Hazard. Mater. 2009, 171, 54–60. [Google Scholar] [CrossRef]
- Glaze, W.H.; Kang, J.-W.; Chapin, D.H. The Chemistry of Water Treatment Processes Involving Ozone, Hydrogen Peroxide and Ultraviolet Radiation. Ozone Sci. Eng. 1987, 9, 335–352. [Google Scholar] [CrossRef]
- Chamarro, E. Use of fenton reagent to improve organic chemical biodegradability. Water Res. 2001, 35, 1047–1051. [Google Scholar] [CrossRef]
- Farré, M.J.; Franch, M.I.; Ayllón, J.A.; Peral, J.; Domènech, X. Biodegradability of treated aqueous solutions of biorecalcitrant pesticides by means of photocatalytic ozonation. Desalination 2007, 211, 22–33. [Google Scholar] [CrossRef]
- Oh, W.-D.; Dong, Z.; Lim, T.-T. Generation of sulfate radical through heterogeneous catalysis for organic contaminants removal: Current development, challenges and prospects. Appl. Catal. B Environ. 2016, 194, 169–201. [Google Scholar] [CrossRef]
- Klavarioti, M.; Mantzavinos, D.; Kassinos, D. Removal of residual pharmaceuticals from aqueous systems by advanced oxidation processes. Environ. Int. 2009, 35, 402–417. [Google Scholar] [CrossRef] [PubMed]
- Mantzavinos, D. Removal of cinnamic acid derivatives from aqueous effluents by fenton and fenton-like processes as an alternative to direct biological treatment. Water Air Soil Pollut. Focus 2003, 3, 211–221. [Google Scholar] [CrossRef]
- Brenes, M.; García, A.; García, P.; Rios, J.J.; Garrido, A. Phenolic Compounds in Spanish Olive Oils. J. Agric. Food Chem. 1999, 47, 3535–3540. [Google Scholar] [CrossRef] [PubMed]
- IOC International Olive Council. Available online: http://www.internationaloliveoil.org/ (accessed on 29 October 2018).
- Rahmanian, N.; Jafari, S.M.; Galanakis, C.M. Recovery and removal of phenolic compounds from olive mill wastewater. J. Am. Oil Chem. Soc. 2014, 91, 1–18. [Google Scholar] [CrossRef]
- Takaç, S.; Karakaya, A. Recovery of Phenolic Antioxidants from Olive Mill Wastewater. Recent Pat. Chem. Eng. 2009, 2, 230–237. [Google Scholar] [CrossRef]
- Vlyssides, A.G.; Loizides, M.; Karlis, P.K. Integrated strategic approach for reusing olive oil extraction by-products. J. Clean. Prod. 2004, 12, 603–611. [Google Scholar] [CrossRef]
- Kestioǧlu, K.; Yonar, T.; Azbar, N. Feasibility of physico-chemical treatment and Advanced Oxidation Processes (AOPs) as a means of pretreatment of olive mill effluent (OME). Process Biochem. 2005, 40, 2409–2416. [Google Scholar] [CrossRef]
- Ochando-Pulido, J.M.; Hodaifa, G.; Victor-Ortega, M.D.; Rodriguez-Vives, S.; Martinez-Ferez, A. Reuse of olive mill effluents from two-phase extraction process by integrated advanced oxidation and reverse osmosis treatment. J. Hazard. Mater. 2013, 263, 158–167. [Google Scholar] [CrossRef] [PubMed]
- Zbakh, H.; El Abbassi, A. Potential use of olive mill wastewater in the preparation of functional beverages: A review. J. Funct. Foods 2012, 4, 53–65. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Kiai, H.; Hafidi, A. Phenolic profile and antioxidant activities of olive mill wastewater. Food Chem. 2012, 132, 406–412. [Google Scholar] [CrossRef]
- Hodaifa, G.; Ochando-Pulido, J.M.; Rodriguez-Vives, S.; Martinez-Ferez, A. Optimization of continuous reactor at pilot scale for olive-oil mill wastewater treatment by Fenton-like process. Chem. Eng. J. 2013, 220, 117–124. [Google Scholar] [CrossRef]
- Borja, R.; Banks, C.J.; Maestro-Durán, R.; Alba, J. The Effects of the Most Important Phenolic Constituents of Olive Mill Wastewater on Batch Anaerobic Methanogenesis. Environ. Technol. 2010, 17, 167–174. [Google Scholar] [CrossRef]
- Paredes, C.; Cegarra, J.; Roig, A.; Sánchez-Monedero, M.A.; Bernal, M.P. Characterization of olive mill wastewater (alpechin) and its sludge for agricultural purposes. Bioresour. Technol. 1999, 67, 111–115. [Google Scholar] [CrossRef]
- Gernjak, W.; Maldonado, M.L.; Malato, S.; Cáceres, J.; Krutzler, T.; Glaser, A.; Bauer, R. Pilot-plant treatment of olive mill wastewater (OMW) by solar TiO2 photocatalysis and solar photo-Fenton. Sol. Energy 2004, 77, 567–572. [Google Scholar] [CrossRef]
- Badawy, M.I.; El Gohary, F.; Ghaly, M.Y.; Ali, M.E.M. Enhancement of olive mill wastewater biodegradation by homogeneous and heterogeneous photocatalytic oxidation. J. Hazard. Mater. 2009, 169, 673–679. [Google Scholar] [CrossRef]
- Andreozzi, R.; Longo, G.; Majone, M.; Modesti, G. Integrated treatment of olive oil mill effluents (OME): Study of ozonation coupled with anaerobic digestion. Water Res. 1998, 32, 2357–2364. [Google Scholar] [CrossRef]
- Rizzo, L.; Meric, S.; Guida, M.; Kassinos, D.; Belgiorno, V. Heterogenous photocatalytic degradation kinetics and detoxification of an urban wastewater treatment plant effluent contaminated with pharmaceuticals. Water Res. 2009, 43, 4070–4078. [Google Scholar] [CrossRef]
- Klamerth, N.; Rizzo, L.; Malato, S.; Maldonado, M.I.; Agüera, A.; Fernández-Alba, A.R. Degradation of fifteen emerging contaminants at μg L−1 initial concentrations by mild solar photo-Fenton in MWTP effluents. Water Res. 2010, 44, 545–554. [Google Scholar] [CrossRef]
- Andreozzi, R.; Canterino, M.; Di Somma, I.; Lo Giudice, R.; Marotta, R.; Pinto, G.; Pollio, A. Effect of combined physico-chemical processes on the phytotoxicity of olive mill wastewaters. Water Res. 2008, 42, 1684–1692. [Google Scholar] [CrossRef]
- Amor, C.; Lucas, M.S.; García, J.; Dominguez, J.R.; De Heredia, J.B.; Peres, J.A. Combined treatment of olive mill wastewater by Fenton’s reagent and anaerobic biological process. J. Environ. Sci. Health Part A 2015, 50, 161–168. [Google Scholar] [CrossRef]
- Benitez, F.J.; Beltran-Heredia, J.; Torregrosa, J.; Acero, J.L. Treatment of olive mill wastewaters by ozonation, aerobic degradation and the combination of both treatments. J. Chem. Technol. Biotechnol. 1999, 74, 639–646. [Google Scholar] [CrossRef]
- Justino, C.I.; Duarte, K.; Loureiro, F.; Pereira, R.; Antunes, S.C.; Marques, S.M.; Gonçalves, F.; Rocha-Santos, T.A.P.; Freitas, A.C. Toxicity and organic content characterization of olive oil mill wastewater undergoing a sequential treatment with fungi and photo-Fenton oxidation. J. Hazard. Mater. 2009, 172, 1560–1572. [Google Scholar] [CrossRef]
- Rivas, F.J.; Beltra, F.J.; Gimeno, O.; Frades, J. Treatment of Olive Oil Mill Wastewater by Fenton’s Reagent. J. Agric. Food Chem. 2001, 49, 1873–1880. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A. Removal of COD from olive mill wastewater by Fenton’s reagent: Kinetic study. J. Hazard. Mater. 2009, 168, 1253–1259. [Google Scholar] [CrossRef]
- Rizzo, L.; Lofrano, G.; Grassi, M.; Belgiorno, V. Pre-treatment of olive mill wastewater by chitosan coagulation and advanced oxidation processes. Sep. Purif. Technol. 2008, 63, 648–653. [Google Scholar] [CrossRef]
- Cañizares, P.; Lobato, J.; Paz, R.; Rodrigo, M.A.; Sáez, C. Advanced oxidation processes for the treatment of olive-oil mills wastewater. Chemosphere 2007, 67, 832–838. [Google Scholar] [CrossRef]
- Ginos, A.; Manios, T.; Mantzavinos, D. Treatment of olive mill effluents by coagulation-flocculation-hydrogen peroxide oxidation and effect on phytotoxicity. J. Hazard. Mater. 2006, 133, 135–142. [Google Scholar] [CrossRef]
- García, C.A.; Hodaifa, G. Real olive oil mill wastewater treatment by photo-Fenton system using artificial ultraviolet light lamps. J. Clean. Prod. 2017, 162, 743–753. [Google Scholar] [CrossRef]
- Papaphilippou, P.C.; Yiannapas, C.; Politi, M.; Daskalaki, V.M.; Michael, C.; Kalogerakis, N.; Mantzavinos, D.; Fatta-Kassinos, D. Sequential coagulation-flocculation, solvent extraction and photo-Fenton oxidation for the valorization and treatment of olive mill effluent. Chem. Eng. J. 2013, 224, 82–88. [Google Scholar] [CrossRef]
- Lucas, M.S.; Beltran-Heredia, J.; Sanchez-Martin, J.; Garcia, J.; Peres, J.A. Treatment of high strength olive mill wastewater by Fenton’s reagent and aerobic biological process. J. Environ. Sci. Health A Toxic Hazard. Subst. Environ. Eng. 2013, 48, 954–962. [Google Scholar] [CrossRef]
- Kilic, M.Y.; Yonar, T.; Kestioglu, K. Pilot-scale treatment of olive oil mill wastewater by physicochemical and advanced oxidation processes. Environ. Technol. 2013, 34, 1521–1531. [Google Scholar] [CrossRef]
- Baransi, K.; Dubowski, Y.; Sabbah, I. Synergetic effect between photocatalytic degradation and adsorption processes on the removal of phenolic compounds from olive mill wastewater. Water Res. 2012, 46, 789–798. [Google Scholar] [CrossRef]
- Nieto, L.M.; Hodaifa, G.; Rodríguez, S.; Giménez, J.A.; Ochando, J. Degradation of organic matter in olive-oil mill wastewater through homogeneous Fenton-like reaction. Chem. Eng. J. 2011, 173, 503–510. [Google Scholar] [CrossRef]
- Lafi, W.K.; Shannak, B.; Al-Shannag, M.; Al-Anber, Z.; Al-Hasan, M. Treatment of olive mill wastewater by combined advanced oxidation and biodegradation. Sep. Purif. Technol. 2009, 70, 141–146. [Google Scholar] [CrossRef]
- Kiril Mert, B.; Yonar, T.; Yalili Kiliç, M.; Kestioǧlu, K. Pre-treatment studies on olive oil mill effluent using physicochemical, Fenton and Fenton-like oxidations processes. J. Hazard. Mater. 2010, 174, 122–128. [Google Scholar] [CrossRef]
- Nogueira, V.; Lopes, I.; Freitas, A.C.; Rocha-Santos, T.A.P.; Gonçalves, F.; Duarte, A.C.; Pereira, R. Biological treatment with fungi of olive mill wastewater pre-treated by photocatalytic oxidation with nanomaterials. Ecotoxicol. Environ. Saf. 2015, 115, 234–242. [Google Scholar] [CrossRef]
- Iboukhoulef, H.; Amrane, A.; Kadi, H. Removal of phenolic compounds from olive mill wastewater by a Fenton-like system H2O2/Cu(II)—Thermodynamic and kinetic modeling. Desalin. Water Treat. 2016, 57, 1874–1879. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Mehdipour, F.; Eslami, A.; Maleksari, H.S.; Ghanbari, F. The combination of coagulation, acid cracking and Fenton-like processes for olive oil mill wastewater treatment: Phytotoxicity reduction and biodegradability augmentation. Water Sci. Technol. 2015, 71, 1097–1105. [Google Scholar] [CrossRef]
- OIV International Organization of Vine and Wine. 2018. Available online: www.oiv.int (accessed on 29 October 2018).
- Lofrano, G.; Belgiorno, V.; Mascolo, A. Winery wastewater treatment options: Drawbacks and advantages. In Proceedings of the V International Specialized Conference on Sustainable Viticulture: Winery Waste and Ecologic Impacts Management, Verona, Italy, 30 March–3 April 2009; ITA: Trento, Italy, 2009. [Google Scholar]
- Crespo, J.G.; Brazinha, C. Membrane processing: Natural antioxidants from winemaking by-products. Filtr. Sep. 2010, 47, 32–35. [Google Scholar] [CrossRef]
- Domínguez, C.M.; Quintanilla, A.; Casas, J.A.; Rodriguez, J.J. Treatment of real winery wastewater by wet oxidation at mild temperature. Sep. Purif. Technol. 2014, 129, 121–128. [Google Scholar] [CrossRef]
- Lucas, M.S. Application of Advanced Oxidation Processes to Wastewater Treatment. Ph.D. Thesis, Universidade de Trás-os-Montes e Alto Douro, Vila Real, Portugal, 2009. [Google Scholar]
- Beltrán, F.J.; García-Araya, J.F.; Álvarez, P.M. pH sequential ozonation of domestic and wine-distillery wastewaters. Water Res. 2001, 35, 929–936. [Google Scholar] [CrossRef]
- Arienzo, M.; Christen, E.W.; Quayle, W.C. Phytotoxicity testing of winery wastewater for constructed wetland treatment. J. Hazard. Mater. 2009, 169, 94–99. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Bai, Z.H.; Wang, X.Y. Production of fungal biomass protein using microfungi from winery wastewater treatment. Bioresour. Technol. 2008, 99, 3871–3876. [Google Scholar] [CrossRef] [Green Version]
- Lucas, M.S.; Peres, J.A.; Lan, B.Y.; Puma, G.L. Ozonation kinetics of winery wastewater in a pilot-scale bubble column reactor. Water Res. 2009, 43, 1523–1532. [Google Scholar] [CrossRef]
- Arfi, V.; Bagoudou, D.; Korboulewsky, N.; Bois, G. Initial efficiency of a bamboo grove-based treatment system for winery wastewater. Desalination 2009, 246, 69–77. [Google Scholar] [CrossRef]
- Montalvo, S.; Guerrero, L.; Rivera, E.; Borja, R.; Chica, A.; Martín, A. Kinetic evaluation and performance of pilot-scale fed-batch aerated lagoons treating winery wastewaters. Bioresour. Technol. 2010, 101, 3452–3456. [Google Scholar] [CrossRef] [Green Version]
- Ioannou, L.A.; Puma, G.L.; Fatta-Kassinos, D. Treatment of winery wastewater by physicochemical, biological and advanced processes: A review. J. Hazard. Mater. 2015, 286, 343–368. [Google Scholar] [CrossRef]
- Anastasiou, N.; Monou, M.; Mantzavinos, D.; Kassinos, D. Monitoring of the quality of winery influents/effluents and polishing of partially treated winery flows by homogeneous Fe(II) photo-oxidation. Desalination 2009, 248, 836–842. [Google Scholar] [CrossRef]
- Souza, B.S.; Moreira, F.C.; Dezotti, M.W.C.; Vilar, V.J.P.; Boaventura, R.A.R. Application of biological oxidation and solar driven advanced oxidation processes to remediation of winery wastewater. Catal. Today 2013, 209, 201–208. [Google Scholar] [CrossRef]
- Petruccioli, M.; Cardoso Duarte, J.; Eusebio, A.; Federici, F. Aerobic treatment of winery wastewater using a jet-loop activated sludge reactor. Process Biochem. 2002, 37, 821–829. [Google Scholar] [CrossRef]
- Monteagudo, J.M.; Durán, A.; Corral, J.M.; Carnicer, A.; Frades, J.M.; Alonso, M.A. Ferrioxalate-induced solar photo-Fenton system for the treatment of winery wastewaters. Chem. Eng. J. 2012, 181–182, 281–288. [Google Scholar] [CrossRef]
- Mosteo, R.; Ormad, P.; Mozas, E.; Sarasa, J.; Ovelleiro, J.L. Factorial experimental design of winery wastewaters treatment by heterogeneous photo-Fenton process. Water Res. 2006, 40, 1561–1568. [Google Scholar] [CrossRef]
- Ioannou, L.A.; Michael, C.; Vakondios, N.; Drosou, K.; Xekoukoulotakis, N.P.; Diamadopoulos, E.; Fatta-Kassinos, D. Winery wastewater purification by reverse osmosis and oxidation of the concentrate by solar photo-Fenton. Sep. Purif. Technol. 2013, 118, 659–669. [Google Scholar] [CrossRef]
- Braz, R.; Pirra, A.; Lucas, M.S.; Peres, J.A. Combination of long term aerated storage and chemical coagulation/flocculation to winery wastewater treatment. Desalination 2010, 263, 226–232. [Google Scholar] [CrossRef]
- Mosse, K.P.M.; Patti, A.F.; Christen, E.W.; Cavagnaro, T.R. Review: Winery wastewater quality and treatment options in Australia. Aust. J. Grape Wine Res. 2011, 17, 111–122. [Google Scholar] [CrossRef]
- Javier Benitez, F.; Real, F.J.; Acero, J.L.; Garcia, J.; Sanchez, M. Kinetics of the ozonation and aerobic biodegradation of wine vinasses in discontinuous and continuous processes. J. Hazard. Mater. 2003, 101, 203–218. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A.; Li Puma, G. Treatment of winery wastewater by ozone-based advanced oxidation processes (O3, O3/UV and O3/UV/H2O2) in a pilot-scale bubble column reactor and process economics. Sep. Purif. Technol. 2010, 72, 235–241. [Google Scholar] [CrossRef]
- Ormad, M.P.; Mosteo, R.; Ibarz, C.; Ovelleiro, J.L. Multivariate approach to the photo-Fenton process applied to the degradation of winery wastewaters. Appl. Catal. B Environ. 2006, 66, 58–63. [Google Scholar] [CrossRef]
- Martín Santos, M.A.; Fernández Bocanegra, J.L.; Martín Martín, A.; García García, I. Ozonation of vinasse in acid and alkaline media. J. Chem. Technol. Biotechnol. 2003, 78, 1121–1127. [Google Scholar] [CrossRef]
- De Heredia, J.B.; Torregrosa, J.; Dominguez, J.R.; Partido, E. Degradation of wine distillery wastewaters by the combination of aerobic biological treatment with chemical oxidation by Fenton’s reagent. Water Sci. Technol. 2005, 51, 167–174. [Google Scholar] [CrossRef]
- Velegraki, T.; Mantzavinos, D. Solar photo-Fenton treatment of winery effluents in a pilot photocatalytic reactor. Catal. Today 2015, 240, 153–159. [Google Scholar] [CrossRef]
- Ioannou, L.A.; Fatta-Kassinos, D. Solar photo-Fenton oxidation against the bioresistant fractions of winery wastewater. J. Environ. Chem. Eng. 2013, 1, 703–712. [Google Scholar] [CrossRef]
- Agustina, T.E.; Ang, H.M.; Pareek, V.K. Treatment of winery wastewater using a photocatalytic/photolytic reactor. Chem. Eng. J. 2008, 135, 151–156. [Google Scholar] [CrossRef]
- Gimeno, O.; Rivas, F.J.; Beltrán, F.J.; Carbajo, M. Photocatalytic ozonation of winery wastewaters. J. Agric. Food Chem. 2007, 55, 9944–9950. [Google Scholar] [CrossRef]
- Orescanin, V.; Kollar, R.; Nad, K.; Mikelic, I.L.; Gustek, S.F. Treatment of winery wastewater by electrochemical methods and advanced oxidation processes. J. Environ. Sci. Health Part A 2013, 48, 1543–1547. [Google Scholar] [CrossRef]
- Amaral-Silva, N.; Martins, R.C.; Paiva, C.; Castro-Silva, S.; Quinta-Ferreira, R.M. A new winery wastewater treatment approach during vintage periods integrating ferric coagulation, Fenton reaction and activated sludge. J. Environ. Chem. Eng. 2016, 4, 2207–2215. [Google Scholar] [CrossRef]
- Santos, M.O.; Almada-Lobo, B. Integrated pulp and paper mill planning and scheduling. Comput. Ind. Eng. 2012, 63, 1–12. [Google Scholar] [CrossRef]
- Kamali, M.; Khodaparast, Z. Review on recent developments on pulp and paper mill wastewater treatment. Ecotoxicol. Environ. Saf. 2015, 114, 326–342. [Google Scholar] [CrossRef]
- Ordóñez, R.; Hermosilla, D.; Merayo, N.; Gascó, A.; Negro, C.; Blanco, Á. Application of Multi-Barrier Membrane Filtration Technologies to Reclaim Municipal Wastewater for Industrial Use. Sep. Purif. Rev. 2014, 43, 263–310. [Google Scholar] [CrossRef]
- Covinich, L.G.; Bengoechea, D.I.; Fenoglio, R.J.; Area, M.C. Advanced Oxidation Processes for Wastewater Treatment in the Pulp and Paper Industry: A Review. Am. J. Environ. Eng. 2014, 4, 56–70. [Google Scholar] [CrossRef]
- Ali, M.; Sreekrishnan, T.R. Aquatic toxicity from pulp and paper mill effluents: A review. Adv. Environ. Res. 2001, 5, 175–196. [Google Scholar] [CrossRef]
- Merayo, N.; Hermosilla, D.; Blanco, L.; Cortijo, L.; Blanco, Á. Assessing the application of advanced oxidation processes, and their combination with biological treatment, to effluents from pulp and paper industry. J. Hazard. Mater. 2013, 262, 420–427. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baycan Parilti, N.; Akten, D. Optimization of TiO2/Fe(III)/solar UV conditions for the removal of organic contaminants in pulp mill effluents. Desalination 2011, 265, 37–42. [Google Scholar] [CrossRef]
- Fernandes, L.; Lucas, M.S.; Maldonado, M.I.; Oller, I.; Sampaio, A. Treatment of pulp mill wastewater by Cryptococcus podzolicus and solar photo-Fenton: A case study. Chem. Eng. J. 2014, 245, 158–165. [Google Scholar] [CrossRef]
- Tewari, P.K.; Batra, V.S.; Balakrishnan, M. Efficient water use in industries: Cases from the Indian agro-based pulp and paper mills. J. Environ. Manag. 2009, 90, 265–273. [Google Scholar] [CrossRef] [PubMed]
- Hermosilla, D.; Merayo, N.; Gascó, A.; Blanco, Á. The application of advanced oxidation technologies to the treatment of effluents from the pulp and paper industry: A review. Environ. Sci. Pollut. Res. 2014, 22, 168–191. [Google Scholar] [CrossRef] [PubMed]
- Badshah, M.; Parawira, W.; Mattiasson, B. Anaerobic treatment of methanol condensate from pulp mill compared with anaerobic treatment of methanol using mesophilic UASB reactors. Bioresour. Technol. 2012, 125, 318–327. [Google Scholar] [CrossRef] [PubMed]
- Botía, D.C.; Rodríguez, M.S.; Sarria, V.M. Evaluation of UV/TiO2 and UV/ZnO photocatalytic systems coupled to a biological process for the treatment of bleaching pulp mill effluent. Chemosphere 2012, 89, 732–736. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A.; Amor, C.; Prieto-Rodríguez, L.; Maldonado, M.I.; Malato, S. Tertiary treatment of pulp mill wastewater by solar photo-Fenton. J. Hazard. Mater. 2012, 225–226, 173–181. [Google Scholar] [CrossRef]
- Ghaly, M.Y.; Jamil, T.S.; El-Seesy, I.E.; Souaya, E.R.; Nasr, R.A. Treatment of highly polluted paper mill wastewater by solar photocatalytic oxidation with synthesized nano TiO2. Chem. Eng. J. 2011, 168, 446–454. [Google Scholar] [CrossRef]
- Abedinzadeh, N.; Shariat, M.; Monavari, S.M.; Pendashteh, A. Evaluation of color and COD removal by Fenton from biologically (SBR) pre-treated pulp and paper wastewater. Process Saf. Environ. Prot. 2018, 116, 82–91. [Google Scholar] [CrossRef]
- Krzemińska, D.; Neczaj, E.; Borowski, G. Advanced oxidation processes for food industrial wastewater decontamination. J. Ecol. Eng. 2015, 16, 61–71. [Google Scholar] [CrossRef]
- Oliveira, M.A.; Reis, E.M.; Nozaki, J. Biological Treatment of Wastewater from the Cassava Meal Industry. Environ. Res. 2001, 85, 177–183. [Google Scholar] [CrossRef]
- El-Kamah, H.; Tawfik, A.; Mahmoud, M.; Abdel-Halim, H. Treatment of high strength wastewater from fruit juice industry using integrated anaerobic/aerobic system. Desalination 2010, 253, 158–163. [Google Scholar] [CrossRef]
- Shak, K.P.Y.; Wu, T.Y. Coagulation-flocculation treatment of high-strength agro-industrial wastewater using natural Cassia obtusifolia seed gum: Treatment efficiencies and flocs characterization. Chem. Eng. J. 2014, 256, 293–305. [Google Scholar] [CrossRef]
- Durán, A.; Monteagudo, J.M.; Gil, J.; Expósito, A.J.; San Martín, I. Solar-photo-Fenton treatment of wastewater from the beverage industry: Intensification with ferrioxalate. Chem. Eng. J. 2015, 270, 612–620. [Google Scholar] [CrossRef]
- Amuda, O.S.; Amoo, I.A. Coagulation/flocculation process and sludge conditioning in beverage industrial wastewater treatment. J. Hazard. Mater. 2007, 141, 778–783. [Google Scholar] [CrossRef]
- Zayas, P.T.; Geissler, G.; Hernandez, F. Chemical oxygen demand reduction in coffee wastewater through chemical flocculation and advanced oxidation processes. J. Environ. Sci. 2007, 19, 300–305. [Google Scholar] [CrossRef]
- Rivas, J.; Prazeres, A.R.; Carvalho, F.; Beltrán, F. Treatment of cheese whey wastewater: Combined Coagulation—Flocculation and aerobic biodegradation. J. Agric. Food Chem. 2010, 58, 7871–7877. [Google Scholar] [CrossRef]
- Davarnejad, R.; Nikseresht, M. Dairy wastewater treatment using an electrochemical method: Experimental and statistical study. J. Electroanal. Chem. 2016, 775, 364–373. [Google Scholar] [CrossRef]
- Rodríguez-Chueca, J.; Amor, C.; Fernandes, J.R.; Tavares, P.B.; Lucas, M.S.; Peres, J.A. Treatment of crystallized-fruit wastewater by UV-A LED photo-Fenton and coagulation–flocculation. Chemosphere 2016, 145, 351–359. [Google Scholar] [CrossRef] [PubMed]
- Amaral-Silva, N.; Martins, R.C.; Castro-Silva, S.; Quinta-Ferreira, R.M. Fenton’s treatment as an effective treatment for elderberry effluents: Economical evaluation. Environ. Technol. 2016, 37, 1208–1219. [Google Scholar] [CrossRef] [PubMed]
- Güven, G.; Perendeci, A.; Tanyolaç, A. Electrochemical treatment of deproteinated whey wastewater and optimization of treatment conditions with response surface methodology. J. Hazard. Mater. 2008, 157, 69–78. [Google Scholar] [CrossRef]
- Chen, C.; Bloomfield, A.J.; Sheehan, S.W. Selective Electrochemical Oxidation of Lactic Acid Using Iridium-Based Catalysts. Ind. Eng. Chem. Res. 2017, 56, 3560–3567. [Google Scholar] [CrossRef]
- Jordá, L.S.-J.; Martín, M.M.B.; Gómez, E.O.; Reina, A.C.; Sánchez, I.M.R.; López, J.L.C.; Pérez, J.A.S. Economic evaluation of the photo-Fenton process. Mineralization level and reaction time: The keys for increasing plant efficiency. J. Hazard. Mater. 2011, 186, 1924–1929. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxidant | Oxidation Potential, E0 (V) |
|---|---|
| Fluorine (F2) | 2.87 |
| Hydroxyl radical (HO•) | 2.80 |
| Sulfate radical (SO4−•) | 2.60 |
| Ozone (O3) | 2.08 |
| Hydrogen peroxide (H2O2) | 1.78 |
| Persulfate (S2O82−) | 2.12 |
| Permanganate (MnO4−) | 1.68 |
| Chlorine dioxide (ClO2) | 1.57 |
| Chlorine (Cl2) | 1.36 |
| Parameter | Range of Values |
|---|---|
| pH | 4.5–5.7 |
| COD (g O2/L) | 16.5–190 |
| BOD5 (g O2/L) | 41.3–68.7 |
| TOC (g C/L) | 53.3–74.9 |
| Conductivity (mS/cm) | 5–41 |
| Total phenols (g/L) | 12.6–21.7 |
| Total suspended solids (g/L) | 1.25–8.74 |
| Total nitrogen (g/L) | 0.06–1.15 |
| Total phosphorus (as P2O5) (g/L) | 0.73–1.1 |
| Fats and oils (g/L) | 1.77–3.84 |
| Organic acids (g/L) | 2.47–7.28 |
| OMW Origin | Treatment Process | Observations | Reference |
|---|---|---|---|
| Olive oil processing plant near El-Asamalia, Egypt (TSS 8.5 g/L; COD 117.9 g/L; BOD5 22.5 g/L; TP 6.3 g/L) | photo-Fenton and heterogeneous photocatalysis (TiO2, ZrO2 and FAZA) | Photo-Fenton process and TiO2 photocatalysis (8 h treatment), COD and TP removals of 87%, 97%, and 69%, 40% respectively. BOD5/COD ratios of both pre-treated photo-Fenton and TiO2 photocatalysis increased from 0.19 to 0.8 and 0.66, respectively | [28] |
| Olive oil production plant located in Extremadura, Spain (pH 4.8; BOD 52 g/L; COD 112 g/L; TP 2.20 g/L; TSS 5.14 g/L) | Ozonation and aerobic processes alone, O3/aerobic, aerobic/O3 | The combined process resulted in higher COD removal (82%) than either single stage treatment | [34] |
| OMW from a stepwise extraction procedure (3-phase process) in the North of Portugal (COD 44 g/L; pH 4.0) | Biological process (with fungi)/Fenton oxidation, and Fenton/biological | Toxicity was quite high also after biological process/photo-Fenton oxidation | [35] |
| Olive oil production plant located at Extremadura, Spain (4.8; COD 92.5 g/L; BOD 32,1 g/L; TP 2,1 g/L) | Fenton’s reagent process combined with anaerobic digestion | Fenton’s reagent achieved 17.6% and 82.5% of COD and TP, reductions, respectively. Combined process presented an improvement COD degradation (from 64 to 88%) | [33] |
| Olive mill located in Navalvillar de Pela, southwestern Spain (pH 4.85; BOD 89 g/L; COD 165 g/L; TP 5.78 g/L) | Fenton process on 10 times diluted OMW samples | COD removal was 85–90% after 3–4 h treatment with 0.01 M of Fe(II), 1 M of H2O2 and pH 2.8 | [36] |
| Olive oil plant (discontinuous process) from Vila Flor, Portugal (pH 4.3; COD 60.5 g/L; BOD 10.2 g/L; TP 0.56 g/L) | Fenton’s reagent | Under optimal operational conditions (pH 3.5, T 30 °C, H2O2/Fe2+ molar ratio of 15 and a H2O2/COD ratio of 1.75 makes was possible to achieve a COD conversion of 70% | [37] |
| Continuous three-phase mill located in Salerno province southern Italy (pH 4.3; COD 53.1 g/L; TSS 6.7 g/L) | Comparison among Fenton, photo-Fenton and TiO2 photocatalysis on pre-coagulated and diluted OMW | The best COD removal was achieved with photo-Fenton process (93%) after 1.0 h treatment. TiO2 photocatalysis did not significantly decrease COD | [38] |
| Three-phase processing plant located in Sfax, Tunisia. (pH 5.2; COD 19 g/L; TP 672 mg/L) | Fenton Oxidation with zero-valent iron | With a pH value within 2 and 4 the maximum COD removal was 92% | [7] |
| Continuous processing plant (pH 5.09; TSS 26.7 g/L; COD 121.8 g /L; TP 6.2 g/L) | Ozonation followed by anaerobic digestion | About 50% reduction of TP after 3h treatment; COD remained almost unvaried. Longer lag phase and a lower ethane production compared to untreated OMW | [29] |
| Olive mill plant with a daily olive processing capacity of 100 ton in Bursa City, Turkey (pH 4.65–5.50; SS 65 g/L; COD 185.6 g/L; TP 9.68 g/L) | Acidification (pH 2) /coagulation/ AOPs (H2O2/UV and O3/UV) | Both H2O2/UV (pH 2) and O3/UV (pH 7) were found to give practically same COD and TP removal efficiencies (over 99%) | [20] |
| Olive oil ill in Jaén, Spain (COD 3.0 g/L; TOC 840 mg/L; pH around 6) | Conductive diamond electro-oxidation (CDEO), ozonation and Fenton oxidation | Only CDEO allowed the complete mineralization of OMW. Ozonation and Fenton oxidation led to the generation of intermediates (mainly carboxylic acids) | [39] |
| Two olive mills (W1 and W2) located in the region of Chania, Crete, Greece (pH, TSS, TP, COD of W1 and W2 were 5.3, 36.7, 3.5 and 61.1 g/L and 5.1, 52.7, 2.5 and 29.3 g/L, respectively) | Coagulation and Fenton oxidation | Coagulation achieved a COD and TP removal between 10–40% and 30–80%, respectively. The combined process increased COD reduction to about 60% | [40] |
| OMW collected from washing olives and olive oil from an olive oil mill in Seville (pH 5.98; COD 7.06 g/L; BOD 0.68 g/L; Turbidity 1390 NTU; TP 86 mg/L) | Photo-Fenton process using FeCl3 as a catalyst | At pH 3 and 3.0 g/L of catalyst were registered >90% of removal percentages (TOC, TP and turbidity) | [41] |
| Three-phase olive mill from Nicosia, Cyprus (pH 5.3; COD 43.3 g/L; TP 1.67 g/L) | (A) Sequential coagulation–flocculation, (B) solvent extraction and (C) photo-Fenton oxidation | The addition of 6.67 g/L of FeSO4.7H2O and 0.287 g/L Flocan23 in (A) achieved 72% and 40% removal of COD and TP, respectively Combined treatment reduced the remaining COD and TP by 73% and 87%, respectively. for (240 min; 0.2 g/L Fe2+; 5 g/L H2O2 and pH 3) | [42] |
| Three-phase olive mill located in Larnaca, Cyprus (pH 5.7; COD 13.5 g/L; TP 3.1 g/L) | Solar Fenton combined with previous coagulation-flocculation | Coagulation-flocculation using FeSO4·7H2O (6.67 g/L) and Flocan23 (0.287 g/L) followed by solar Fenton in a CPC pilot plant ([Fe2+] = 0.08 g/L; [H2O2] = 1 g/L), led to a high COD removal (87%), while the polyphenolic fraction was eliminated | [6] |
| Olive mill company in Badajoz, Extremadura, Spain (pH 4.8; COD 92.5 g/L; TP 2.1 g/L) | Fenton’s reagent pre-treatment combined with an aerobic biological process | Fenton reagent-biologic combined process allowed a global removal of 80.7% COD and 93.7% TP using H2O2/COD ratio of 0.20, a pH 3.5 and a H2O2/Fe2+ molar ratio of 15 | [43] |
| Olive oil mill plant in Bursa, western Turkey (pH 4.91; COD 128 g/L; TSS 36.3 g/L; TP 3.44 g/L; TOC 26.4 g/L) | Physicochemical methods (acid cracking, oil separation and coagulation-flocculation) ultrafiltration and advanced oxidation processes (AOPs) | Physicochemical methods and ultrafiltration achieved 85% COD removal, 97% of oil & grease, 99% of TSS and 92% of TP; Combined O3/H2O2/UV achieved 99% removal for COD, TP and TOC | [44] |
| OMW anaerobically treated and diluted 1:10 (COD 1960 mg/L; TP 90 mg/L) | Suspended mixture of TiO2 and powdered activated carbon (PAC) | Under optimal conditions (24 hours exposure to 7.6 W/m2 irradiation; 3 g/L TiO2; 0.45 g/L PAC; pH 4.3) were obtained 57.9% of COD removal and 87% of TP | [45] |
| OMW from Andalusian provinces of Jaén (pH 7.24; COD 1673 mg/L; TP 44 mg/L) and Granada (pH 6.32; COD 4137 mg/L; TP 50.6 mg/L), Spain mixed in portion 1:1 | Fenton-like reaction using FeCl3 as catalyst | Under operational conditions (pH 3.0, 100 g/L H2O2, [FeCl3]/[H2O2] ratio = 0.04, and ambient temperature) 92.6% of COD and 99.8% of TP were removed | [46] |
| OMW from several olive-oil mills in Granada, Spain (pH 6.1; COD 4017 mg/L; TP 66.2 mg/L) | Pilot scale Fenton-like process | Under operational conditions (3h at pH 3, [FeCl3/H2O2] ratio between 0.026–0.058, [Fe3+] between 0.35–0.40 g/L) achieve 96% COD reduction and 99% to phenols | [24] |
| Olive oil production plant in Irbid, Jordan (pH 5.6; COD 117.1 g/L; BOD 38 g/L; TSS 29.3 g/L; TP 2.7 g/L) | Combined advanced oxidation (O3 and UV/O3) and biodegradation | Sequential UV/O3 and biodegradation reach higher COD reduction (90.7%) with diluted samples (COD0 = 45 g/L) | [47] |
| OMW from the homogenization tanks of an olive mill in Bursa City, Turkey (pH 5.2; COD 115 g/L; TSS 32 g/L; TP 5.58 g/L) | Physicochemical pre-treatment (acid cracking and coagulation) and Fenton and Fenton-like processes | Acid Cracking combined with Fenton-like process (pH 3; [H2O2] = 3 g/L; [FeCl3] = 2.5 g/L) achieve a COD and phenols reduction of 93% and 95%, respectively | [48] |
| Three-phase olive oil extraction process (pH 4.5; COD 16.5 g/L; TP 135.8 mg/L) | Photocatalytic oxidation (using TiO2 and Fe2O3 as nanomaterial catalysts) combined with biological degradation by fungi | The chemical treatment system (nano-TiO2/H2O2/UV) promoted 43%, 38% and 31% reductions in color, COD and TPC, respectively | [49] |
| Olive oil from continuous processing plant located in Algeria (pH 4.7; COD 74 g/L; TP 20.56 g/L) | Cu2+/H2O2 Fenton-like process | The phenolic compounds degradation was about 43% at 30 °C and 62% at 50 °C after 65 min treatment, using 12 M of oxidant and 0.5 g/L of catalyst | [50] |
| Olive oil plant from Iran (pH 5.02; COD 55.8 g/L; BOD5 8.25 g/L; TP 0.44 g/L) | Integrated three processes: coagulation, acid cracking and Fenton-like | Coagulation process with FeCl3 removed 91.2% of COD and 91.3% phenols. Acid cracking and Fenton-like achieved COD and phenol removal about 94% and 98%, respectively. BOD5/COD ratio increased from 0.14 to 0.83 | [51] |
| Parameter | Range of Values | Reference |
|---|---|---|
| pH | 3.5–4.95 | [57,58,59,60,61,62] |
| Conductivity (mS/cm) | 1.1–5.6 | [63,64,65] |
| BOD5 (g O2/L) | 0.2–22 | [57,59,61] |
| COD (g O2/L) | 0.3–49 | [57,58,59,60,61,62,66] |
| TOC (g C/L) | 0.04–7.4 | [57,65,67,68] |
| TSS (g/L) | 0.2–1.7 | [57,58,61,62,66] |
| Total phenols (g/L) | 0.010–0.70 | [58,60] |
| Total nitrogen (mg/L) | 10–415 | [59,60,69] |
| Total phosphorus (mg/L) | 2.1–280 | [60,65,66,70] |
| Winery Wastewater Origin | Treatment Process | Observations | Reference |
|---|---|---|---|
| Winery industry from Chania, W. Crete, Greece, after vinification process (pH 5.5–6.5; COD 1200 mg/L; DOC 435 mg/L) | Solar photo-Fenton | COD removal of 80% after 240 min irradiation (2 g/L H2O2 consumption; 25 mg/L Fe2+) and after 340 min irradiation (1.27 g/L H2O2 consumption; 5 mg/L Fe2+) | [77] |
| Wine factory located in Badajoz, Spain (pH 3.8; COD 35 g/L; TOC 11.3 g/L) | Wet oxidation processes | Catalytic wet peroxide oxidation achieved 80%of COD and TOC removals (optimal conditions: 4 h reaction time, graphite 5 g/L; pH 3.8; 125 °C) | [55] |
| Synthetic wastewaters diluted from commercial wine and grape juice (COD 5.0–10 g/L; TOC 1.5–3.0 g/L) | Photo-Fenton process with simulated solar radiation | Up to 95% TOC removal was achieved. The influence of the initial organic matter concentration and the reaction time were almost negligible for the confidence level selected (90%) compared to Fe3+ and H2O2 dosages | [74] |
| Winery wastewater at vintage period in October 2012 (pH 6; COD 5353 mg/L; TS 5040; BOD5 424 mg/L; TP 20 mg/L) | Reverse osmosis (RO) and oxidation of the concentrate by solar photo-Fenton | The removal of COD by the RO process reached 97% total suspended solids 94%, and total solids 96%. Treatment of the concentrate (COD 10290 mg/L) by solar photo-Fenton oxidation achieved a COD reduction of 75% | [69] |
| Wine industry located in Almendralejo, Spain (pH 7.1; COD 9.25 g/L; BOD 7.1 g/L; TP 268 mg gallic acid/L) | TiO2 adsorption, O3, UV/O3, UV/TiO2, and UV/TiO2/O3. WWs samples were diluted with tap water before treatment (COD 800 ± 100 mg/L) | Contrary to the use of ozone alone, UV/O3/TiO2 process led to the total mineralization of the COD removed | [80] |
| Commercial wine company located in the Swan Valley, Australia | UV and UV/TiO2 (0.5, 1.0 and 3.0 g TiO2/L) | The best COD and TOC removals were achieved with UV alone probably because of the TiO2 shading effect on the light (UV/TiO2 efficiency increased as catalyst loading decreased) | [79] |
| Wine production factory located in the Douro region, Portugal (pH 4; COD 4650 mg/L; UV254 1.562 L/cm; TC 1255 mg/L; TP 103 mg/L) | A pilot-scale, bubble column ozonation reactor | The higher removal rates (COD and UV254) were observed at alkaline pH as a result of higher formation of radicals | [60] |
| Wine industry located in the district of Paphos, Cyprus (pH 10.6 1; COD 1625 mg/l; TS 15 086 mg/L; TSS 1259 g/L; BOD5 3250 mg/L) | Photo-Fenton process as post-treatment of physical-biological treatment. | COD or BOD removal in photo Fenton process was as high as 80% after 4 h of reaction. The combined biological + photo-Fenton oxidation resulted in 95% COD removal | [64] |
| WWs as for Lucas et al. [60] | Ozone-based AOPs (O3, O3/UV and O3/UV/H2O2) | At the natural pH (4) process efficiency was in the following order: O3/UV/H2O2 > O3/UV > O3 > UV-C. COD and TOC removal increased as pH was increased to 7 and 10). The O3/UV/H2O2 may be the most economical process (1.31 Euro/m3/g of TOC mineralized under optimized conditions) | [73] |
| Winery samples from Zagreb, Croatia, collected during the vintage period (pH 3.74; COD 10 240 mg/L; SS 2860 mg/L; turbidity 3190 NTU) | Electrochemical methods (EC) and ultrasound (US) combined with AOPs (O3 + UV + H2O2) | The combined treatment achieved 77 % of COD reduction and over 99% on color, turbidity, suspended solids and phosphates | [81] |
| Spain wine producer located in Castilla-La Mancha (pH 12.4; TS 12.06 g/L; TOC 2674 mg/L) | Pre-treatment using coagulation-flocculation or precipitation + ferrioxalate induced solar photo-Fenton process | Under optimal conditions, 61% TOC removal (H2O2 260 mg/L; H2C2O4 80 mg/L; pH 3.5) | [67] |
| Winery wastewater pre-treated in an MBR operating at a winery located in Limassol, Cyprus (pH 8.2; TS 2 g/L; COD 120 mg/L; DOC 30 mg/L) | Solar photo-Fenton oxidation process (hv/Fe2+/H2O2) | COD, DOC and color removal of 70 ± 3.3%, 53 ± 3.7% and 75 ± 2.2%, respectively (optimal conditions: 120 min. of reaction time; Fe2+ 3 mg/L; H2O2 250 mg/L | [78] |
| Red wine company from Portugal after the vintage season (pH 4.1; COD 2958 mg/L; DOC 882 mg/L; TP 12 mg/L) | Solar photo-Fenton | COD removal of 95% (optimal conditions: pH 2.8; 55 mg Fe2+/L; 338 mM H2O2 consumption and UV dose of 100 kJUV/L) | [65] |
| Vinasses from industrial distillery located in Villafranca de los Barros, Spain (pH 3.7–4.1; COD 24.5 g/L; TS 21.51 g/L; TSS 12.51 g/L; BOD5 11.15 g/L) | O3, O3/UV/H2O2 and biological treatment by activated sludge system (previous centrifuged and filtered) | The organic matter removal by O3 alone (9%, 6 h) was improved by the simultaneous presence of UV and H2O2 (58%, 6 h). O3 pre-treatment improved (from 28 to 39%) activated sludge process efficiency | [72] |
| Synthetic wastewaters diluted from commercial wine and grape juice (COD 5.0–10 g/L; TOC 1.5–3.0 g/L) | Heterogeneous photo-Fenton (using natural clay as iron source) with simulated solar radiation | Up to 50% TOC removal was achieved. The degree of organic matter removal from WW did not depend on the particle size of the clay. For WW the degree of organic matter removal depends neither on the concentration of the clay nor the initial concentration of organic matter | [68] |
| Winery company from Sabrosa, Portugal (pH 4.3; COD 5.18 g/L; BOD5 1.29 g/L; TSS 556 mg/L; TP 5.49 mg/L) | Integrated coagulation Fenton-like system followed by biological biodegradation. | The integrated oxidative process endorses a global COD removal of 56.6% and enhanced the biodegradability (BOD5/COD = 0.4). After biological treatment (7 days) 74% of COD removal was achieved | [82] |
| Parameter | Range | References |
|---|---|---|
| pH | 3.9–8.2 | [88,89,90,91] |
| BOD5 (mg O2/L) | 480–1353 | |
| COD (mg O2/L) | 1314–4100 | |
| TSS (mg/L) | 83–605 | |
| Sulphates (mg/L) | 238–596 | [88] |
| Total polyphenols (mg/L) | 198–217 | [90] |
| Pulp and Paper Mill Wastewater | Treatment Process | Observations | Reference |
|---|---|---|---|
| Company of paper pulp preparation in Columbia (pH 7.7; TOC 2129 mg/L; chlorophenol 15.3 mg/L) | Biological and photocatalytic coupled system | After 10 days of biological treatment coupled with ZnO and TiO2 systems were obtained degradation rates over 90% | [94] |
| Pulp mill wastewater (PMW) from cellulose company in Portugal (pH 7.9; DOC 348 mg/L; COD 899 mg/L; TP 217 mg/L) | Solar photo-Fenton | With 5 mg Fe/L reaches 90% of DOC mineralization with 31 kJ/L of UV energy and 50 mM of H2O2; with 20 and 50 mg Fe/L can reach the same DOC degradation (90%), however, consuming less H2O2 and time | [95] |
| Pulp mill wastewater from pulp and paper industry located in Aliağa/Izmir, Turkey (pH 7.12–8.50; COD 608–1500 mg/L; TOC 206.2–303.2 mg/L) | AOP (TiO2/Fe(III)/ solar UV) | With 188 mg/L TiO2 and 0.5 mM Fe (III) achieved 78% and 64% removal of color and TOC, respectively | [89] |
| Wastewater used was obtained from Egyptian board paper mill industrial plant (pH 6.5; COD 2075 mg/L; TSS 1165 mg/L) | AOP (TiO2/solar UV) | At optimum dose of 0.75 g/L TiO2 and pH value of 6.5, 70.5% COD removal and 80% of TSS was achieved within 180 min. solar irradiation time | [96] |
| Paper pulp mill located in the center of Portugal (pH 7.7; COD 1802 mg/L; TSS 443 mg/L; DOC 820 mg/L) | Sequential biological (using yeasts) process and solar photo-Fenton | Using Cryptococcus podzolicus (AGG 691) with 32 h of incubation achieved 68% of COD removal; solar photo-Fenton under best conditions (with 19 hJ/L of energy, 41 mM of H2O2 consumed and [Fe2+] = 10 mg/L) achieved 90% DOC mineralization | [90] |
| Wastewater (mixture of alkaline and fiber wastewater) from Iran pulp and paper Industry (pH 8.0; COD 1.5 g/L; BOD 563 mg/L; TSS 2.1 g/L) | Sequential biological process (SBR) followed by Fenton oxidation | The treatment combination achieved 92.1% of COD reduction and 90.3% of color removal after 24h-SBR and 30 min-Fenton using [Fe2+] = 3 mM and [H2O2] = 6 mM | [97] |
| Agro-Industrial Wastewater | Treatment Process | Observations | Reference |
|---|---|---|---|
| Beverage industrial wastewater—juice drink from orange, grape and guava (pH 7.2; COD 1750 mg/L; BOD5 894 mg/L; TSS 1620 mg/L) | Coagulation/ Flocculation | Under optimal conditions (pH 9; 25 mg/L polyelectrolyte and 100 mg/L ferric chloride) 91% and 97% removal of COD, and TSS, respectively, were achieved. | [103] |
| Coffee industry wastewater (pH 4.6 and COD 4300 mg/L) | AOPs (UV/H2O2/O3, UV/H2O2 and UV/O3) | The UV/H2O2/O3 process was capable of reducing the COD content of the wastewater by 87% in 35 min at pH 2.0 while the UV/H2O2 and UV/O3 reduced 84% of COD content. | [104] |
| Cheese whey wastewater (pH 4.0; COD 13 494 mg/L; BOD5 11 686 mg/L; TSS 3317 mg/L) | Coagulation/Flocculation + Aerobic biodegradation | At pH 8.5 using 250 ppm of ferric chloride and ferrous sulphate and subsequent aerobic biodegradation of supernatant achieve the reduction of COD and BOD to values close to 100%. | [105] |
| Palm oil mill effluent (pH 4.7; COD 67 700 mg/L; TSS 30 000 mg/L) | Coagulation/Flocculation | Using C. obtusifolia seed gum as coagulant in optimal operational conditions (1.0 g/L of seed gum concentration, pH 3 for 45 min settling time) achieved 93% of TSS removal and 65% of COD. | [101] |
| Wastewater from beverage industries (pH 5.35, COD 6.5 g/L, BOD5 4.4 g/L, TOC 1.99 g/L) | Solar photo-Fenton mediated by ferrioxalate complexes | Under selected conditions (H2O2 = 460 mL/h, H2C2O4 = 2100 mL/h, [Fe] = 150 mg/L, pH = 2.79, solar power = 35.8 Wh) 96.6% of TOC was removed 125 min, respectively. | [102] |
| Wastewater from dairy company (pH 6.3; COD 2.5 g/L; TDS 0.98 g/L) | Electro-Fenton process using iron electrode | Optimum operational conditions achieved 93.3% of COD removal (90 min, current density of 56 mA/cm2, pH of 7.52, and H2O2/Fe2+ molar ratio of 3.965). | [106] |
| Crystallized-fruit wastewater (pH 6.95; COD 35.4 g/L; BOD 6.6 g/L; TP 0.38 g/L; TSS 1.85 g/L) | UV-A LED photo-Fenton followed by coagulation/ flocculation | Combined treatment achieved 80% of COD removal 99% of turbidity and 95% of total suspended solids | [107] |
| Wastewater from elderberry juice production (pH 6.7; COD 680 mg/L; TSS 370 mg/L; TP 29.1 mg/L) | Fenton’s oxidation | Fenton’s reaction was able to remove 70% of COD (corresponding to a final value below discharge limits, 150 mg O2/L). | [108] |
| Wastewater prepared from whey powder obtained from a milk industry (COD 48 – 52 g/L; Lactose 40 g/L; fat 0.5 g/L) | Electrochemical treatment | In the RSM runs, the highest COD removal (53.32%) was achieved to the selected values for the independent variables (waste concentration: 60 %; applied voltage: 60 V; electrolyte concentration: 25 g/L). | [109] |
| Lactic acid compound simulating a primary contaminant in acid whey from dairy industry | Electrochemical oxidation | The use of iridium-based catalyst in electrochemical oxidation allowed a complete oxidation of lactic acid into mainly CO2, from water samples. | [110] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amor, C.; Marchão, L.; Lucas, M.S.; Peres, J.A. Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review. Water 2019, 11, 205. https://doi.org/10.3390/w11020205
Amor C, Marchão L, Lucas MS, Peres JA. Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review. Water. 2019; 11(2):205. https://doi.org/10.3390/w11020205
Chicago/Turabian StyleAmor, Carlos, Leonilde Marchão, Marco S. Lucas, and José A. Peres. 2019. "Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review" Water 11, no. 2: 205. https://doi.org/10.3390/w11020205
APA StyleAmor, C., Marchão, L., Lucas, M. S., & Peres, J. A. (2019). Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review. Water, 11(2), 205. https://doi.org/10.3390/w11020205