
Membrane Distillation for Wastewater Treatment: A Mini Review



 and
and 
Abstract
:1. Introduction
2. MD System
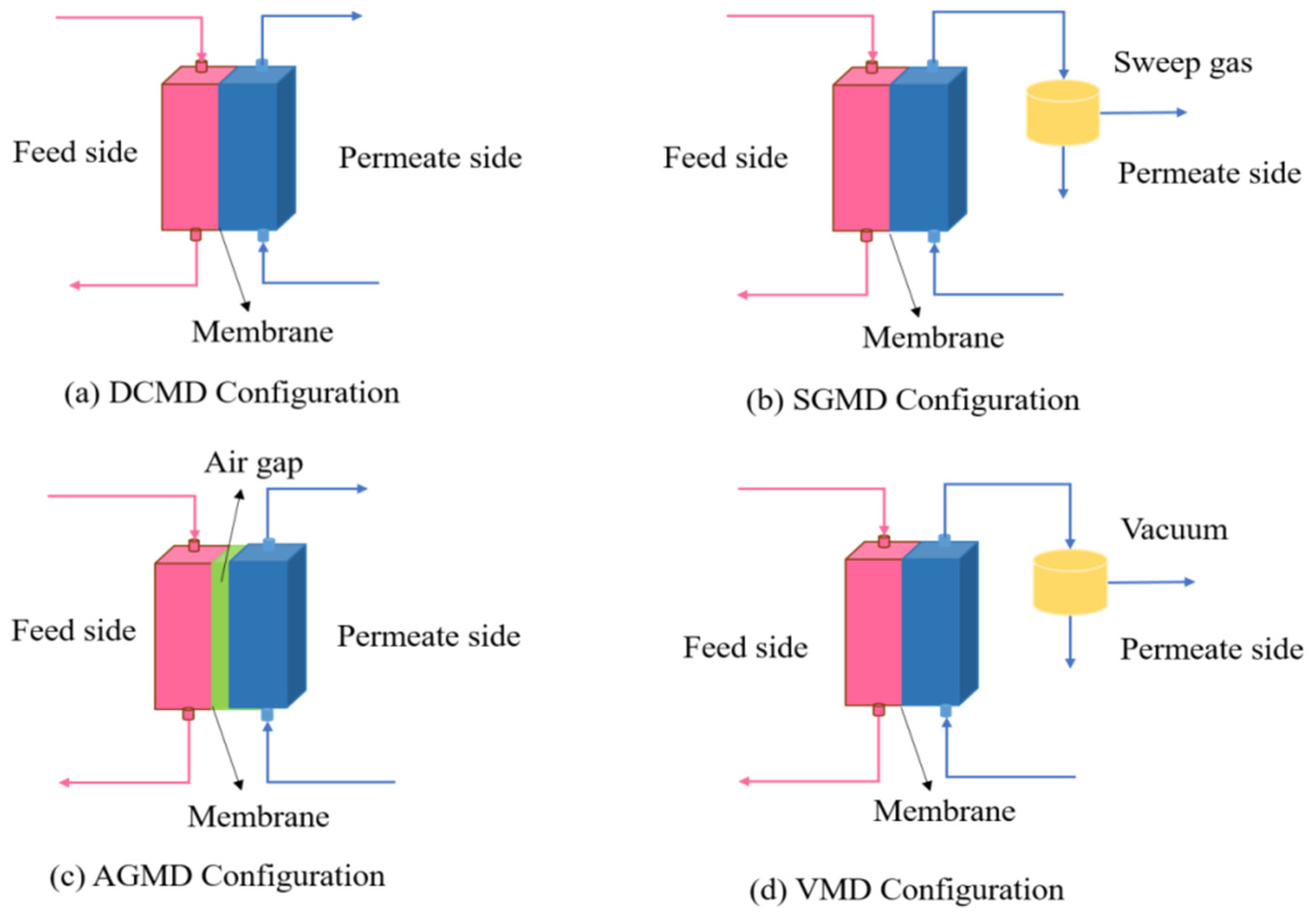
2.1. MD Configuration
- (1)
- Direct contact membrane distillation (DCMD) is an MD system with both sides in contact with the membrane surface, which does not require the structure of an external condenser (Figure 1a). The most suitable main permeable components are water and non-volatile components.
- (2)
- Air-gap membrane distillation (AGMD) is an MD system with a permeation side separated with an air gap, and an external condenser is not needed (Figure 1b). AGMD can be used to remove trace volatile components from an aqueous solution because the osmotic solution does not contact directly with the membrane surface.
- (3)
- Sweeping gas membrane distillation (SGMD) is an MD system in which the cold inert gas sweeps the permeable side of the membrane carrying the vapor molecules and condenses outside the membrane assembly (Figure 1c). This type of configuration is suitable for the removal of volatile components.
- (4)
- Vacuum membrane distillation (VMD) is an MD system with a vacuum permeation side (Figure 1d). A vacuum is applied to the permeable side of the membrane assembly through a vacuum pump at a pressure lower than the saturation pressure of the volatile molecules to be separated from the feed solution. In this case, condensation occurs outside the membrane module. This MD configuration is suitable for the removal of volatile organic components.
2.2. MD Membrane
- (1)
- High wetting resistance. The liquid entry pressure (LEP) is the minimum hydrostatic pressure that must be applied to the feed solution before it overcomes the membrane hydrophobic force and enters the membrane pores [14]. For maintaining high rejection performance, a large LEP value is preferred.
- (2)
- High permeability. The molar flux through a pore is related to the membrane’s other characteristic parameters by:
- (3)
- Low fouling tendency. Membrane fouling is one of the major problems in the application of MD. Therefore, a membrane with high fouling resistance is critical for the MD operation.
3. Applications of MD in Wastewater Treatment
3.1. Desalination Brine
3.2. Textile Wastewater
3.3. Oily Wastewater
3.4. Radioactive Wastewater

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MD Configurations | Membrane | Scale | Pollutants | DF | Ref. |
|---|---|---|---|---|---|
| DCMD | PVDF hollow-fiber membrane | Lab | Cs+ | Infinity | [105] |
| Sr2+ | Infinity | ||||
| Co2+ | Infinity | ||||
| DCMD | Commercial hydrophobic polypropylene hollow fiber membrane | Lab | Cs+ | 105–106 | [109] |
| Sr2+ | 105–106 | ||||
| Co2+ | 105–106 | ||||
| VMD | Commercial polypropylene hollow fiber membrane | Lab | Cs+ | 333.3 | [110] |
| VMD | Commercial polypropylene hollow fiber membrane | Lab | Co2+ | 550 | [111] |
| VMD | Commercial polypropylene hollow fiber membrane | Lab | Sr2+ | 200 | [112] |
| VMD | Commercial polypropylene hollow fiber membrane | Lab | Cs+ | 7600 | [113] |
| Co2+ | 8900 | ||||
| Sr2+ | 7800 | ||||
| DCMD | Surface modified membranes by surface modifying macromolecules (SMMs) | Lab | 60Co | >300 | [114] |
| 137Cs | >888 | ||||
| 85Sr | >400 | ||||
| DCMD | MFFK membranes by compositing microfiltrational fluoroplastics | Lab | 137Cs | 90–11,000 | [106] |
| 90Sr | 140–15,000 | ||||
| 90Y | 180–18,000 | ||||
| DCMD | Hydrophobized PET track-etched membrane by photografting of styrene | Lab | 60Co | 85 | [115] |
| 137Cs | 1727 | ||||
| 241Am | 5 | ||||
| DCMD | Spiral-wound PTFE membrane | Pilot | 60Co | 4336.5 | [107] |
| 137Cs | 43.8 | ||||
| 65Zn | Infinity | ||||
| 110Ag | Infinity | ||||
| 133Ba | Infinity | ||||
| 134Cs | Infinity | ||||
| 170Tm | Infinity | ||||
| 192Ir | Infinity | ||||
| VMD | PTFE hollow-fiber membrane | Pilot | 133Cs | 104.85 | [116] |
3.5. Other Wastewaters
3.5.1. Urine
3.5.2. Landfill Leachate
3.5.3. Anaerobic Digestate
3.5.4. Pharmaceutical Industry Wastewater
4. Obstacles of Applying MD in Wastewater Treatment
4.1. Membrane Fouling
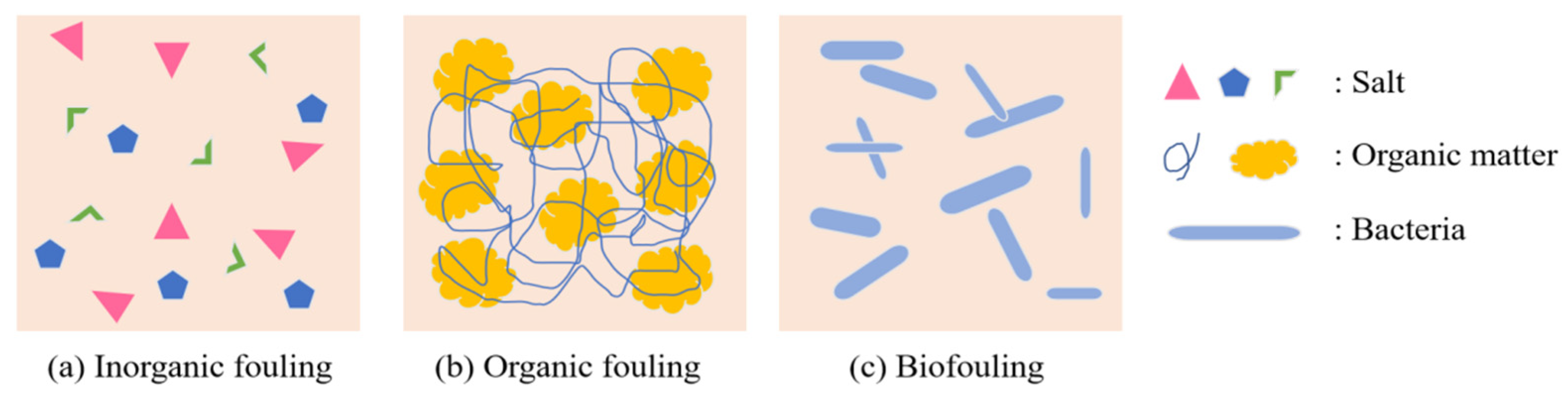
4.1.1. Inorganic Fouling
- Alkaline scales. The most typical alkaline scale is carbonate, which mainly presents in the form of bicarbonate and calcium ions [9]. These salts are called alkaline salts because they produce more alkaline solutions when they dissolve. CaCO3 is one of the most common alkaline scales and one of the primary components of desalination brine [154]. The three anhydrous crystalline polycrystalline forms of CaCO3 are classified as spherical aragonite, calcite, aragonite, and three other hydrated forms. Viader et al. found that the CaCO3 was the easiest inorganic salt when integrating MD as volume reduction technology for in-land desalination brines [40]. CaCO3 scale causes a rapid decrease in permeate flux. Gryta et al. [155] proposed that increasing the feed flow rate could reduce crystallization growth and make carbonate scales more porous and looser. However, this only works for calcium carbonate pollution alone. In the actual feed solution, the fouling pattern was more complicated with the presence of other impurities.
- Non-alkaline scales. Non-alkaline salts are ions that dissolve in water but do not cause the pH of the water to rise. CaSO4, Ca3(PO4)2, and NaCl are examples of non-alkaline scaling. Calcium sulfate is the most common non-alkaline scaling in desalination brine, which mainly takes three forms: anhydrite (CaSO4), semi-hydrate (Bassanite-CaSO4·0.5H2O), or dehydrate (Gypsum-CaSO4·2H2O) [156,157]. Since its solubility is insensitive to pH and the scaling of gypsum is more difficult to be prevented and removed, the investigation of gypsum scaling attracts great attention in MD [158,159,160]. Zhou et al. studied the performance of submerged VMD to treat desalination brine and proved that CaSO4 crystallization, which needs to be eliminated through proper feed pretreatment, is the most important cause of flux attenuation through the combination of experiments and model calculation [161]. Dosing antiscalant is the common method for gypsum scaling control [162], but phosphate-containing antiscalants may induce calcium phosphate scaling during MD operation [9]. Although NaCl has been extensively studied in various wastewaters, the effect on membrane scaling appears to be negligible due to its high solubility [163].
- Uncharged molecular scales. Silica presents in the natural water supply as colloidal silica, particulate silica, or dissolved silica. In the supersaturated feed solution, the insoluble silica begins to polymerize to form a gelatinous layer and precipitate on the film surface [164]. Silica deposits clog the membrane holes and thus reduce the osmotic flux by up to 70% [165]. However, acidification is not very successful in cleaning silica scaling due to its uncharged molecules [166].
4.1.2. Organic Fouling
4.1.3. Biological Fouling
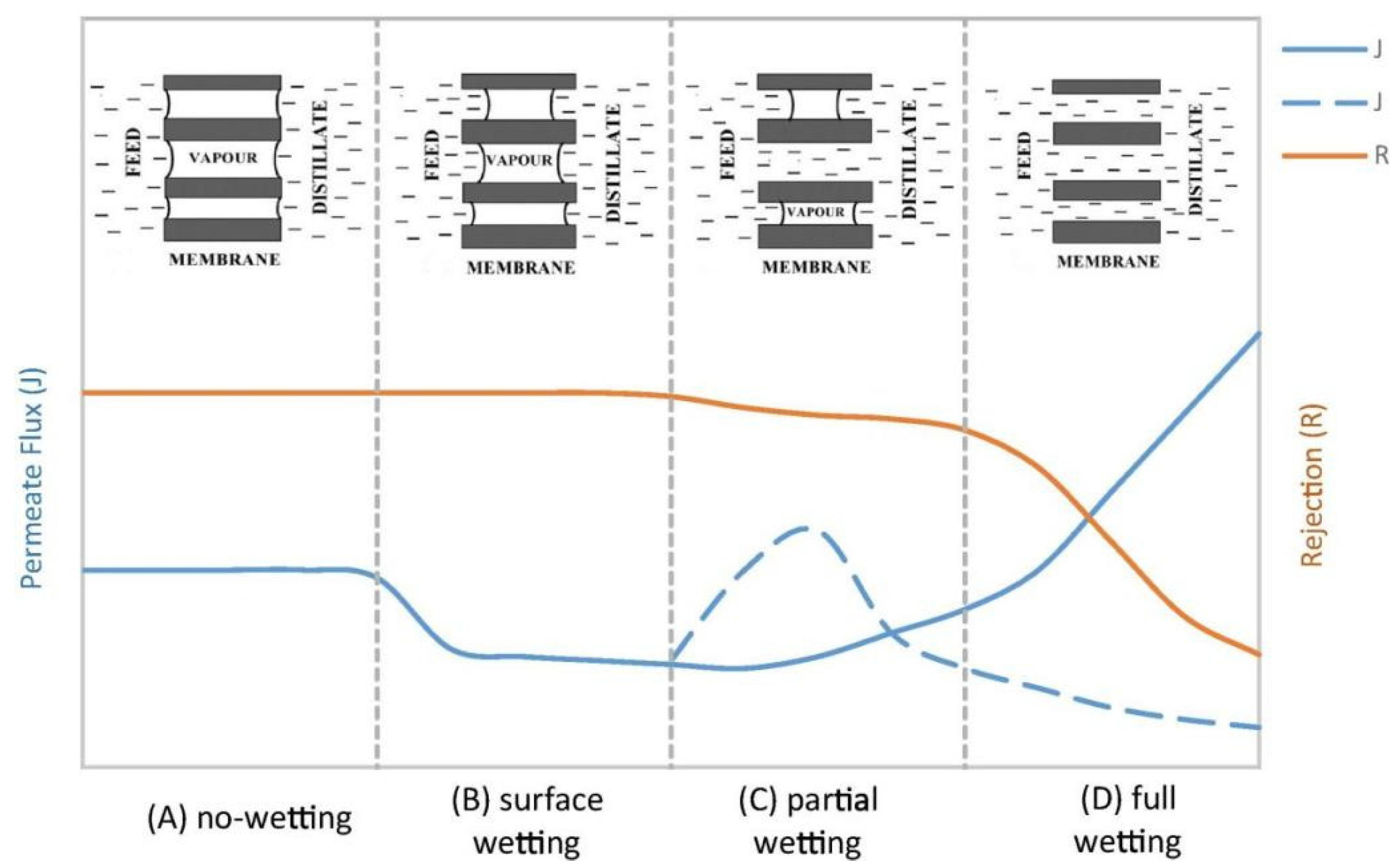
4.2. Membrane Wetting
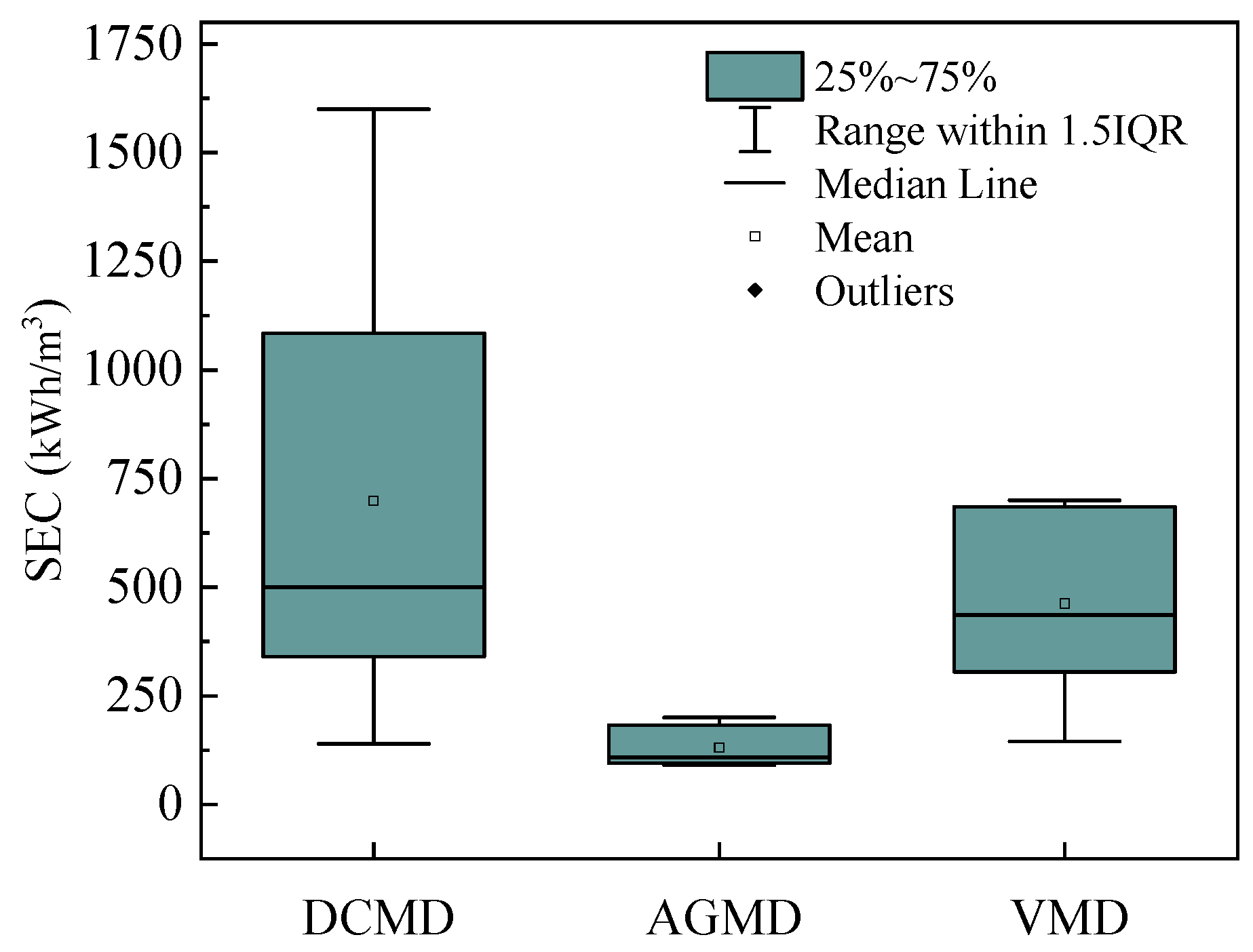
4.3. Energy Consumption
5. New Developments of MD for Wastewater Treatment
5.1. Integrated MD System
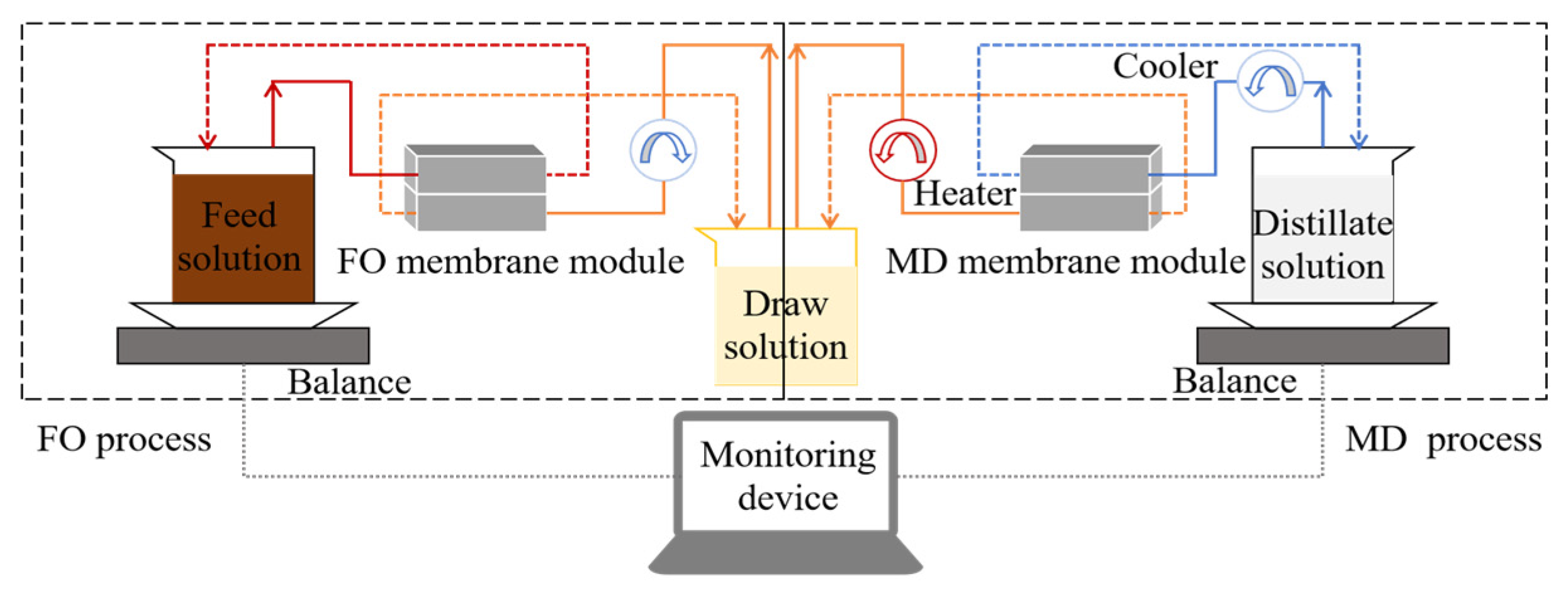
5.1.1. Forward Osmosis—Membrane Distillation (FO-MD)
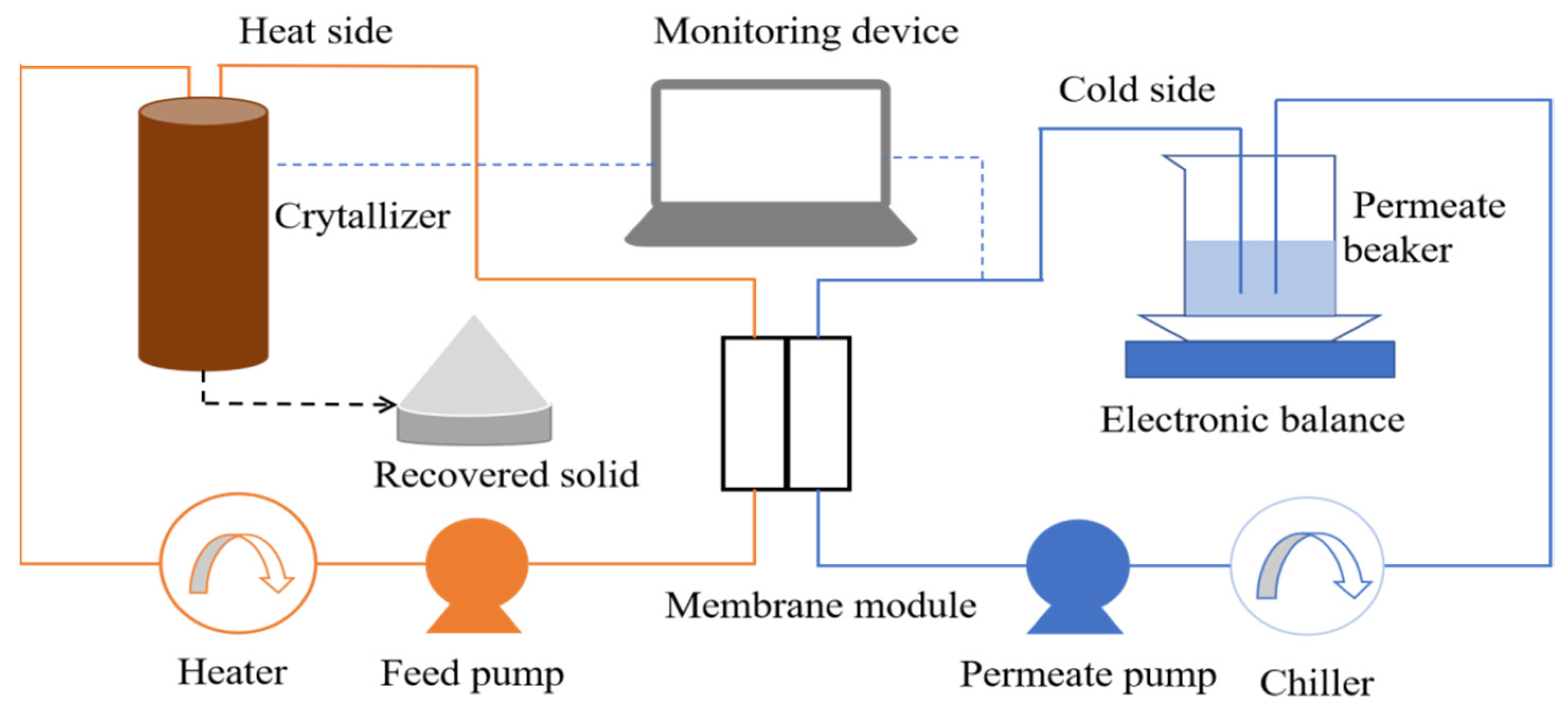
5.1.2. Membrane Distillation Crystallization (MDC)
5.2. High Antifouling and Antiwetting Membrane
5.3. Nutrient Recovery
5.4. Combination with Waste Heat
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sun, Y.; Chen, Z.; Wu, G.; Wu, Q.; Zhang, F.; Niu, Z.; Hu, H.-Y. Characteristics of water quality of municipal wastewater treatment plants in China: Implications for resources utilization and management. J. Clean. Prod. 2016, 131, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Pang, H.; He, J.; Ma, Y.; Pan, X.; Zheng, Y.; Yu, H.; Yan, Z.; Nan, J. Enhancing volatile fatty acids production from waste activated sludge by a novel cation-exchange resin assistant strategy. J. Clean. Prod. 2020, 278, 123236. [Google Scholar] [CrossRef]
- Unuabonah, E.; Taubert, A. Clay–polymer nanocomposites (CPNs): Adsorbents of the future for water treatment. Appl. Clay Sci. 2014, 99, 83–92. [Google Scholar] [CrossRef]
- Ure, D.; Awada, A.; Frowley, N.; Munk, N.; Stanger, A.; Mutus, B. Greenhouse tomato plant roots/carboxymethyl cellulose method for the efficient removal and recovery of inorganic phosphate from agricultural wastewater. J. Environ. Manag. 2019, 233, 258–263. [Google Scholar] [CrossRef]
- Dolatabadi, M.; Ghaneian, M.T.; Wang, C.; Ahmadzadeh, S. Electro-Fenton approach for highly efficient degradation of the herbicide 2,4-dichlorophenoxyacetic acid from agricultural wastewater: Process optimization, kinetic and mechanism. J. Mol. Liq. 2021, 334, 116116. [Google Scholar] [CrossRef]
- Van Vliet, M.T.; Flörke, M.; Wada, Y. Quality matters for water scarcity. Nat. Geosci. 2017, 10, 800–802. [Google Scholar] [CrossRef]
- Deshmukh, A.; Boo, C.; Karanikola, V.; Lin, S.; Straub, A.P.; Tong, T.; Warsinger, D.M.; Elimelech, M. Membrane distillation at the water-energy nexus: Limits, opportunities, and challenges. Energy Environ. Sci. 2018, 11, 1177–1196. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, K.; Yu, H.; Liang, H.; Xie, B.; Li, G.; Qu, F.; van der Bruggen, B. Treatment of anaerobic digestion effluent using membrane distillation: Effects of feed acidification on pollutant removal, nutrient concentration and membrane fouling. Desalination 2019, 449, 6–15. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Swaminathan, J.; Guillen-Burrieza, E.; Arafat, H.A.; Lienhard, J.H., V. Scaling and fouling in membrane distillation for desalination applications: A review. Desalination 2015, 356, 294–313. [Google Scholar] [CrossRef]
- Bamasag, A.; Alqahtani, T.; Sinha, S.; Ghaffour, N.; Phelan, P. Experimental investigation of a solar-heated direct contact mem-brane distillation system using evacuated tube collectors. Desalination 2020, 487, 114497. [Google Scholar] [CrossRef]
- Tibi, F.; Charfi, A.; Cho, J.; Kim, J. Fabrication of polymeric membranes for membrane distillation process and application for wastewater treatment: Critical review. Process. Saf. Environ. Prot. 2020, 141, 190–201. [Google Scholar] [CrossRef]
- Liao, Y.; Wang, R.; Fane, A.G. Engineering superhydrophobic surface on poly(vinylidene fluoride) nanofiber membranes for direct contact membrane distillation. J. Membr. Sci. 2013, 440, 77–87. [Google Scholar] [CrossRef]
- Wu, S.; Zou, S.; Liang, G.; Qian, G.; He, Z. Enhancing recovery of magnesium as struvite from landfill leachate by pretreatment of calcium with sim-ultaneous reduction of liquid volume via forward osmosis. Sci. Total Environ. 2018, 610–611, 137–146. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, M.; Deng, Q.; Cai, T. Combination and performance of forward osmosis and membrane distillation (FO-MD) for treatment of high salinity landfill leachate. Desalination 2017, 420, 99–105. [Google Scholar] [CrossRef]
- El-Bourawi, M.S.; Ding, Z.; Ma, R.; Khayet, M. A framework for better understanding membrane distillation separation process. J. Membr. Sci. 2006, 285, 4–29. [Google Scholar] [CrossRef]
- Janajreh, I.; El Kadi, K.; Hashaikeh, R.; Ahmed, R. Numerical investigation of air gap membrane distillation (AGMD): Seeking optimal performance. Desalination 2017, 424, 122–130. [Google Scholar] [CrossRef]
- Lloyd, D.R.; Lawson, K.W. Membrane distillation. J. Membr. Sci. 1997, 124, 1–25. [Google Scholar]
- Khayet, M. Membranes and theoretical modeling of membrane distillation: A review. Adv. Colloid Interface Sci. 2011, 164, 56–88. [Google Scholar] [CrossRef]
- Kim, Y.D.; Thu, K.; Choi, S.H. Solar-assisted multi-stage vacuum membrane distillation system with heat recovery unit. Desalination 2015, 367, 161–171. [Google Scholar] [CrossRef]
- Quist-Jensen, C.A.; Macedonio, F.; Conidi, C.; Cassano, A.; Aljlil, S.; Alharbi, O.A.; Drioli, E. Direct contact membrane distillation for the concentration of clarified orange juice. J. Food Eng. 2016, 187, 37–43. [Google Scholar] [CrossRef]
- Said, I.A.; Chomiak, T.; Floyd, J.; Li, Q. Sweeping gas membrane distillation (SGMD) for wastewater treatment, concentration, and desalination: A comprehensive review. Chem. Eng. Process. Process. Intensif. 2020, 153, 107960. [Google Scholar] [CrossRef]
- Drioli, E.; Ali, A.; Macedonio, F. Membrane distillation: Recent developments and perspectives. Desalination 2015, 356, 56–84. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.J.; Loizidou, M. Desalination brine disposal methods and treatment technologies—A review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef] [PubMed]
- Petersen, K.L.; Paytan, A.; Rahav, E.; Levy, O.; Silverman, J.; Barzel, O.; Potts, D.; Bar-Zeev, E. Impact of brine and antiscalants on reef-building corals in the Gulf of Aqaba—Potential effects from desalination plants. Water Res. 2018, 144, 183–191. [Google Scholar] [CrossRef] [PubMed]
- Jamil, S.; Jeong, S.; Vigneswaran, S. Application of pressure assisted forward osmosis for water purification and reuse of reverse osmosis concentrate from a water reclamation plant. Sep. Purif. Technol. 2016, 171, 182–190. [Google Scholar] [CrossRef]
- Ji, X.; Curcio, E.; Al Obaidani, S.; Di Profio, G.; Fontananova, E.; Drioli, E. Membrane distillation-crystallization of seawater reverse osmosis brines. Sep. Purif. Technol. 2010, 71, 76–82. [Google Scholar] [CrossRef]
- Kim, D.H. A review of desalting process techniques and economic analysis of the recovery of salts from retentates. Desalination 2011, 270, 1–8. [Google Scholar] [CrossRef]
- Loganathan, K.; Chelme-Ayala, P.; El-Din, M.G. Treatment of basal water using a hybrid electrodialysis reversal—Reverse osmosis system combined with a low-temperature crystallizer for near-zero liquid discharge. Desalination 2015, 363, 92–98. [Google Scholar] [CrossRef]
- Randall, D.; Nathoo, J. A succinct review of the treatment of reverse osmosis brines using freeze crystallization. J. Water Process. Eng. 2015, 8, 186–194. [Google Scholar] [CrossRef]
- Reig, M.; Casas, S.; Gibert, O.; Valderrama, C.; Cortina, J.L. Integration of nanofiltration and bipolar electrodialysis for valorization of seawater desalination brines: Production of drinking and waste water treatment chemicals. Desalination 2016, 382, 13–20. [Google Scholar] [CrossRef]
- Hickenbottom, K.L.; Cath, T.Y. Sustainable operation of membrane distillation for enhancement of mineral recovery from hypersaline solutions. J. Membr. Sci. 2014, 454, 426–435. [Google Scholar] [CrossRef]
- Abdelkader, S.; Boubakri, A.; Geissen, S.U.; Bousselmi, L. Direct contact membrane distillation applied to saline wastewater: Pa-rameter optimization. Water Sci. Technol. 2018, 77, 2823–2833. [Google Scholar] [CrossRef]
- Adham, S.; Hussain, A.; Joel, M.M.; Dores, R.; Janson, A. Application of membrane distillation for desalting brines from thermal desalination plants. Desalination 2013, 314, 101–108. [Google Scholar] [CrossRef]
- Gil, J.D.; Ruiz-Aguirre, A.; Roca, L.; Zaragoza, G.; Berenguel, M. Prediction models to analyse the performance of a commer-cial-scale membrane distillation unit for desalting brines from RO plants. Desalination 2018, 445, 15–28. [Google Scholar] [CrossRef] [Green Version]
- Tun, C.M.; Groth, A.M. Sustainable integrated membrane contactor process for water reclamation, sodium sulfate salt and energy recovery from industrial effluent. Desalination 2011, 283, 187–192. [Google Scholar] [CrossRef]
- Yan, Z.; Yang, H.; Qu, F.; Yu, H.; Liang, H.; Li, G.; Ma, J. Reverse osmosis brine treatment using direct contact membrane distillation: Effects of feed temperature and velocity. Desalination 2017, 423, 149–156. [Google Scholar] [CrossRef]
- Yan, Z.; Yang, H.; Yu, H.; Qu, F.; Liang, H.; Van der Bruggen, B.; Li, G. Reverse osmosis brine treatment using direct contact membrane distillation (DCMD): Effect of membrane characteristics on desalination performance and the wetting phenomenon. Environ. Sci. Water Res. Technol. 2018, 4, 428–437. [Google Scholar] [CrossRef]
- Bouchrit, R.; Boubakri, A.; Hafiane, A.; Bouguecha, S. Direct contact membrane distillation: Capability to treat hyper-saline solution. Desalination 2015, 376, 117–129. [Google Scholar] [CrossRef]
- Nguyen, Q.M.; Jeong, S.; Lee, S. Characteristics of membrane foulants at different degrees of SWRO brine concentration by membrane distillation. Desalination 2017, 409, 7–20. [Google Scholar] [CrossRef]
- Viader, G.; Casal, O.; Lefèvre, B.; de Arespacochaga, N.; Echevarría, C.; López, J.; Valderrama, C.; Cortina, J. Integration of membrane distillation as volume reduction technology for in-land desalination brines management: Pre-treatments and scaling limitations. J. Environ. Manag. 2021, 289, 112549. [Google Scholar] [CrossRef]
- Bogler, A.; Lin, S.; Bar-Zeev, E. Biofouling of membrane distillation, forward osmosis and pressure retarded osmosis: Principles, impacts and future directions. J. Membr. Sci. 2017, 542, 378–398. [Google Scholar] [CrossRef]
- Rajwade, K.; Barrios, A.C.; Garcia-Segura, S.; Perreault, F. Pore wetting in membrane distillation treatment of municipal wastewater desalination brine and its mitigation by foam fractionation. Chemosphere 2020, 257, 127214. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Z.; Zhong, L.; Horseman, T.; Liu, Z.; Zeng, G.; Li, Z.; Lin, S.; Wang, W. Superhydrophobic-omniphobic membrane with an-ti-deformable pores for membrane distillation with excellent wetting resistance. J. Membr. Sci. 2021, 620, 118768. [Google Scholar] [CrossRef]
- Zhu, Z.; Tan, G.; Lei, D.; Yang, Q.; Tan, X.; Liang, N.; Ma, D. Omniphobic membrane with process optimization for advancing flux and durability toward concentrating reverse-osmosis concentrated seawater with membrane distillation. J. Membr. Sci. 2021, 639, 119763. [Google Scholar] [CrossRef]
- Safavi, M.; Mohammadi, T. High-salinity water desalination using VMD. Chem. Eng. J. 2009, 149, 191–195. [Google Scholar] [CrossRef]
- Alkhudhiri, A.; Hilal, N. Air gap membrane distillation: A detailed study of high saline solution. Desalination 2017, 403, 179–186. [Google Scholar] [CrossRef] [Green Version]
- Singh, D.; Sirkar, K.K. Desalination of brine and produced water by direct contact membrane distillation at high temperatures and pressures. J. Membr. Sci. 2012, 389, 380–388. [Google Scholar] [CrossRef]
- Schwantes, R.; Bauer, L.; Chavan, K.; Dücker, D.; Felsmann, C.; Pfafferott, J. Air gap membrane distillation for hypersaline brine concentration: Operational analysis of a full-scale module—New strategies for wetting mitigation. Desalination 2018, 444, 13–25. [Google Scholar] [CrossRef]
- Chung, H.W.; Swaminathan, J.; Warsinger, D.M.; Lienhard, J.H., V. Multistage vacuum membrane distillation (MSVMD) systems for high salinity applications. J. Membr. Sci. 2016, 497, 128–141. [Google Scholar] [CrossRef] [Green Version]
- Minier-Matar, J.; Hussain, A.; Janson, A.; Benyahia, F.; Adham, S. Field evaluation of membrane distillation technologies for de-salination of highly saline brines. Desalination 2014, 351, 101–108. [Google Scholar] [CrossRef]
- Holkar, C.R.; Jadhav, A.J.; Pinjari, D.V.; Mahamuni, N.M.; Pandit, A.B. A critical review on textile wastewater treatments: Possible approaches. J. Environ. Manag. 2016, 182, 351–366. [Google Scholar] [CrossRef]
- Kant, R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012, 4, 22–26. [Google Scholar] [CrossRef] [Green Version]
- Sarayu, K.; Sandhya, S. Current technologies for biological treatment of textile wastewater—A review. Appl. Biochem. Biotechnol. 2012, 167, 645–661. [Google Scholar] [CrossRef]
- Alipour, M.R.; Mahvi, A.; Bazrafshan, E. Textile wastewater treatment by application of combined chemical coagulation, electrocoagulation, and adsorption processes. Desalination Water Treat. 2016, 57, 9203–9215. [Google Scholar]
- Konsowa, A.H. Decolorization of wastewater containing direct dye by ozonation in a batch bubble column reactor. Desalination 2003, 158, 233–240. [Google Scholar] [CrossRef]
- Papic, S. Removal of some reactive dyes from synthetic wastewater by combined Al(III) coagulation/carbon adsorption process. Dye. Pigment. 2004, 62, 291–298. [Google Scholar] [CrossRef]
- Galán, J.; Rodríguez, A.; Gómez, J.M.; Allen, S.J.; Walker, G.M. Reactive dye adsorption onto a novel mesoporous carbon. Chem. Eng. J. 2013, 219, 62–68. [Google Scholar] [CrossRef]
- Liang, C.Z.; Sun, S.P.; Li, F.-Y.; Ong, Y.K.; Chung, T.S. Treatment of highly concentrated wastewater containing multiple synthetic dyes by a combined process of coagulation/flocculation and nanofiltration. J. Membr. Sci. 2014, 469, 306–315. [Google Scholar] [CrossRef]
- Xu, D.; Liang, H.; Zhu, X.; Yang, L.; Luo, X.; Guo, Y.; Liu, Y.; Bai, L.; Li, G.; Tang, X. Metal-polyphenol dual crosslinked graphene oxide membrane for desalination of textile wastewater. Desalination 2020, 487, 114503. [Google Scholar] [CrossRef]
- Ye, W.; Liu, R.; Chen, X.; Chen, Q.; Lin, J.; Lin, X.; Van der Bruggen, B.; Zhao, S. Loose nanofiltration-based electrodialysis for highly efficient textile wastewater treatment. J. Membr. Sci. 2020, 608, 118182. [Google Scholar] [CrossRef]
- Mokhtar, N.M.; Lau, W.J.; Ismail, A.F. The potential of membrane distillation in recovering water from hot dyeing solution. J. Water Process. Eng. 2014, 2, 71–78. [Google Scholar] [CrossRef]
- Wang, P.; Chung, T.S. Recent advances in membrane distillation processes: Membrane development, configuration design and application exploring. J. Membr. Sci. 2015, 474, 39–56. [Google Scholar] [CrossRef]
- Calabro, V.; Drioli, E.; Matera, F. Membrane distillation in the textile wastewater treatment. Desalination 1991, 83, 209–224. [Google Scholar] [CrossRef]
- Banat, F.; Al-Asheh, S.; Qtaishat, M.R. Treatment of waters colored with methylene blue dye by vacuum membrane distillation. Desalination 2005, 174, 87–96. [Google Scholar] [CrossRef]
- Criscuoli, A.; Zhong, J.; Figoli, A.; Carnevale, M.; Huang, R.; Drioli, E. Treatment of dye solutions by vacuum membrane distillation. Water Res. 2008, 42, 5031–5037. [Google Scholar] [CrossRef]
- Li, F.; Huang, J.; Xia, Q.; Lou, M.; Yang, B.; Tian, Q.; Liu, Y. Direct contact membrane distillation for the treatment of industrial dyeing wastewater and characteristic pollutants. Sep. Purif. Technol. 2018, 195, 83–91. [Google Scholar] [CrossRef]
- Leaper, S.; Abdel-Karim, A.; Gad-Allah, T.A.; Gorgojo, P. Air-gap membrane distillation as a one-step process for textile wastewater treatment. Chem. Eng. J. 2019, 360, 1330–1340. [Google Scholar] [CrossRef] [Green Version]
- Dow, N.; Jesús, V.G.; Leslie, N.; Nicholas, M.; Jianhua, Z.; Stephen, G.; Mikel, D. Demonstration of membrane distillation on textile waste water: Assessment of long term performance, membrane cleaning and waste heat integration. Environ. Sci. Water Res. Technol. 2017, 3, 433–449. [Google Scholar] [CrossRef]
- Villalobos García, J.; Dow, N.; Milne, N.; Zhang, J.; Naidoo, L.; Gray, S.; Duke, M. Membrane distillation trial on textile wastewater containing surfactants using hydrophobic and hydrophilic-coated polytetrafluoroethylene (PTFE) membranes. Membranes 2018, 8, 31. [Google Scholar] [CrossRef] [Green Version]
- Shirazi, M.M.A.; Bazgir, S.; Meshkani, F. A novel dual-layer, gas-assisted electrospun, nanofibrous SAN4-HIPS membrane for industrial textile wastewater treatment by direct contact membrane distillation (DCMD). J. Water Process. Eng. 2020, 36, 101315. [Google Scholar] [CrossRef]
- Benito, J.; Ríos, G.; Ortea, E.; Fernández, E.; Cambiella, A.; Pazos, C.; Coca, J. Design and construction of a modular pilot plant for the treatment of oil-containing wastewaters. Desalination 2002, 147, 5–10. [Google Scholar] [CrossRef]
- Dassey, A.J.; Theegala, C.S. Evaluating coagulation pretreatment on poultry processing wastewater for dissolved air flotation. J. Environ. Sci. Health Part A 2012, 47, 2069–2076. [Google Scholar] [CrossRef] [PubMed]
- Jasmine, J.; Mukherji, S. Characterization of oily sludge from a refinery and biodegradability assessment using various hydro-carbon degrading strains and reconstituted consortia. J. Environ. Manag. 2015, 149, 118–125. [Google Scholar] [CrossRef]
- Siyal, M.I.; Lee, C.K.; Park, C.; Khan, A.A.; Kim, J.O. A review of membrane development in membrane distillation for emulsified industrial or shale gas wastewater treatments with feed containing hybrid impurities. J. Environ. Manag. 2019, 243, 45–66. [Google Scholar] [CrossRef] [PubMed]
- Yau, Y.-H.; Rudolph, V.; Lo, C.C.M.; Wu, K.C. Restaurant oil and grease management in Hong Kong. Environ. Sci. Pollut. Res. 2021, 28, 40735–40745. [Google Scholar] [CrossRef] [PubMed]
- Macedonio, F.; Ali, A.; Poerio, T.; El-Sayed, E.; Drioli, E.; Abdel-Jawad, M. Direct contact membrane distillation for treatment of oilfield produced water. Sep. Purif. Technol. 2014, 126, 69–81. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, Z.; Zhang, C.; Luan, J. Exploration and optimization of two-stage vacuum membrane distillation process for the treatment of saline wastewater produced by natural gas exploitation. Desalination 2016, 385, 117–125. [Google Scholar] [CrossRef]
- El Kadi, K.; Janajreh, I.; Hashaikeh, R.; Ahmed, R. Refinery processed water treatment via the low energy direct contact mem-brane distillation (DCMD). Oil Gas Sci. Technol. Revue d’IFP Energies Nouvelles 2019, 74, 3. [Google Scholar] [CrossRef] [Green Version]
- Hausmann, A.; Sanciolo, P.; Vasiljevic, T.; Weeks, M.; Schroen, K.; Gray, S.; Duke, M. Fouling of dairy components on hydrophobic polytetrafluoroethylene (PTFE) membranes for membrane distillation. J. Membr. Sci. 2013, 442, 149–159. [Google Scholar] [CrossRef] [Green Version]
- Chew, N.G.P.; Zhao, S.; Loh, C.H.; Permogorov, N.; Wang, R. Surfactant effects on water recovery from produced water via direct-contact membrane distillation. J. Membr. Sci. 2017, 528, 126–134. [Google Scholar] [CrossRef]
- Wang, Z.; Hou, D.; Lin, S. Composite membrane with underwater-oleophobic surface for anti-oil-fouling membrane distillation. Environ. Sci. Technol. 2016, 50, 3866–3874. [Google Scholar] [CrossRef]
- Boo, C.; Lee, J.; Elimelech, M. Omniphobic polyvinylidene fluoride (PVDF) membrane for desalination of shale gas produced water by membrane distillation. Environ. Sci. Technol. 2016, 50, 12275–12282. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, S. The impact of low-surface-energy functional groups on oil fouling resistance in membrane distillation. J. Membr. Sci. 2017, 527, 68–77. [Google Scholar] [CrossRef]
- Chew, N.G.P.; Zhao, S.; Malde, C.; Wang, R. Polyvinylidene fluoride membrane modification via oxidant-induced dopamine polymerization for sustainable direct-contact membrane distillation. J. Membr. Sci. 2018, 563, 31–42. [Google Scholar] [CrossRef]
- Wang, Z.; Jin, J.; Hou, D.; Lin, S. Tailoring surface charge and wetting property for robust oil-fouling mitigation in membrane distillation. J. Membr. Sci. 2016, 516, 113–122. [Google Scholar] [CrossRef]
- Tang, M.; Hou, D.; Ding, C.; Wang, K.; Wang, D.; Wang, J. Anti-oil-fouling hydrophobic-superoleophobic composite membranes for robust membrane distillation performance. Sci. Total Environ. 2019, 696, 133883. [Google Scholar] [CrossRef]
- Zuo, G.; Wang, R. Novel membrane surface modification to enhance anti-oil fouling property for membrane distillation appli-cation. J. Membr. Sci. 2013, 447, 26–35. [Google Scholar] [CrossRef]
- Qiu, H.; Peng, Y.; Ge, L.; Villacorta Hernandez, B.; Zhu, Z. Pore channel surface modification for enhancing anti-fouling membrane distillation. Appl. Surf. Sci. 2018, 443, 217–226. [Google Scholar] [CrossRef]
- Kharraz, J.A.; Farid, M.U.; Khanzada, N.K.; Deka, B.J.; Arafat, H.A.; An, A.K. Macro-corrugated and nano-patterned hierarchically structured superomniphobic membrane for treatment of low surface tension oily wastewater by membrane distillation. Water Res. 2020, 174, 115600. [Google Scholar] [CrossRef]
- Chew, N.G.P.; Zhao, S.; Malde, C.; Wang, R. Superoleophobic surface modification for robust membrane distillation performance. J. Membr. Sci. 2017, 541, 162–173. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, Z.; Zhong, L.; Song, C.; Shi, W.; Cui, F.; Wang, W. Breathable and asymmetrically superwettable Janus membrane with robust oil-fouling resistance for durable membrane distillation. J. Membr. Sci. 2018, 563, 602–609. [Google Scholar] [CrossRef]
- Zheng, R.; Chen, Y.; Wang, J.; Song, J.; Li, X.M.; He, T. Preparation of omniphobic PVDF membrane with hierarchical structure for treating saline oily wastewater using direct contact membrane distillation. J. Membr. Sci. 2018, 555, 197–205. [Google Scholar] [CrossRef]
- Han, M.; Dong, T.; Hou, D.; Yao, J.; Han, L. Carbon nanotube based Janus composite membrane of oil fouling resistance for direct contact membrane distillation. J. Membr. Sci. 2020, 607, 118078. [Google Scholar] [CrossRef]
- Fan, H.; Gao, A.; Zhang, G.; Zhao, S.; Cui, J.; Yan, Y. A facile strategy towards developing amphiphobic polysulfone membrane with double Re-entrant structure for membrane distillation. J. Membr. Sci. 2020, 602, 117933. [Google Scholar] [CrossRef]
- Li, M.; Lu, K.J.; Wang, L.; Zhang, X.; Chung, T.-S. Janus membranes with asymmetric wettability via a layer-by-layer coating strategy for robust membrane distillation. J. Membr. Sci. 2020, 603, 118031. [Google Scholar] [CrossRef]
- Khemakhem, M.; Khemakhem, S.; Ben Amar, R. Emulsion separation using hydrophobic grafted ceramic membranes by. Colloids Surf. A Physicochem. Eng. Asp. 2013, 436, 402–407. [Google Scholar] [CrossRef]
- Aloulou, H.; Aloulou, W.; Daramola, M.O.; Ben Amar, R. Silane-grafted sand membrane for the treatment of oily wastewater via air gap membrane distillation: Study of the efficiency in comparison with microfiltration and ultrafiltration ceramic membranes. Mater. Chem. Phys. 2021, 261, 124186. [Google Scholar] [CrossRef]
- Sun, W.; Shen, F.; Wang, Z.; Zhang, Y.; Wan, Y. An ultrathin, porous and in-air hydrophilic/underwater oleophobic coating sim-ultaneously increasing the flux and antifouling property of membrane for membrane distillation. Desalination 2018, 445, 40–50. [Google Scholar] [CrossRef]
- Yu, S.; Kang, G.; Zhu, Z.; Zhou, M.; Yu, H.; Cao, Y. Nafion-PTFE hollow fiber composite membranes for improvement of anti-fouling and anti-wetting properties in vacuum membrane distillation. J. Membr. Sci. 2021, 620, 118915. [Google Scholar] [CrossRef]
- Dong, B.-B.; Wang, F.-H.; Yang, M.Y.; Yu, J.L.; Hao, L.Y.; Xu, X.; Wang, G.; Agathopoulos, S. Polymer-derived porous SiOC ceramic membranes for efficient oil-water separation and membrane distillation. J. Membr. Sci. 2019, 579, 111–119. [Google Scholar] [CrossRef]
- Asahara, A.; Kawasaki, D.; Yanagihara, S. Study on strategy construction for dismantling and radioactive waste management at Fukushima Daiichi Nuclear Power Station. Nucl. Eng. Des. 2021, 374, 111066. [Google Scholar] [CrossRef]
- Zhang, X.; Gu, P.; Liu, Y. Decontamination of radioactive wastewater: State of the art and challenges forward. Chemosphere 2019, 215, 543–553. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G. Membrane distillation for radioactive wate treatment. Membr. Technol. 1998, 103, 9–12. [Google Scholar]
- Chmielewski, A.G.; Harasimowicz, M.; Zakrzewska-Trznadel, G. Purification of radioactive wastes by low temperature evaporation (membrane distillation). Sep. Sci. Technol. 1997, 32, 709–720. [Google Scholar] [CrossRef]
- Liu, H.; Wang, J. Treatment of radioactive wastewater using direct contact membrane distillation. J. Haz. Mat. 2013, 261, 307–315. [Google Scholar] [CrossRef]
- Dytnerskii, Y.I.; Karlin, Y.V.; Kropotov, B.N. Prospects for using membrane distillation for reprocessing liquid radioactive wastes. At. Energy 1993, 75, 848–852. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Concentration of radioactive components in liquid low-level radioactive waste by membrane distillation. J. Membr. Sci. 1999, 163, 257–264. [Google Scholar] [CrossRef]
- Zakrzewska-Trznadel, G.; Harasimowicz, M.; Chmielewski, A.G. Membrane processes in nuclear technology-application for liquid radioactive waste treatment. Sep. Purif. Technol. 2001, 22, 617–625. [Google Scholar] [CrossRef]
- Wen, X.; Li, F.; Zhao, X. Removal of nuclides and boron from highly saline radioactive wastewater by direct contact membrane distillation. Desalination 2016, 394, 101–107. [Google Scholar] [CrossRef]
- Jia, F.; Wang, J. Separation of cesium ions from aqueous solution by vacuum membrane distillation process. Prog. Nucl. Energy 2017, 98, 293–300. [Google Scholar] [CrossRef]
- Jia, F.; Yin, Y.; Wang, J. Removal of cobalt ions from simulated radioactive wastewater by vacuum membrane distillation. Prog. Nucl. Energy 2018, 103, 20–27. [Google Scholar] [CrossRef]
- Jia, F.; Li, J.; Wang, J.; Sun, Y. Removal of strontium ions from simulated radioactive wastewater by vacuum membrane distillation. Ann. Nucl. Energy 2017, 103, 363–368. [Google Scholar] [CrossRef]
- Wen, X.; Li, F.; Zhao, X. Filtering of low-level radioactive wastewater by means of vacuum membrane distillation. Nucl. Technol. 2016, 194, 379–386. [Google Scholar] [CrossRef]
- Khayet, M. Treatment of radioactive wastewater solutions by direct contact membrane distillation using surface modified membranes. Desalination 2013, 321, 60–66. [Google Scholar] [CrossRef]
- Korolkov, I.V.; Yeszhanov, A.B.; Zdorovets, M.V.; Gorin, Y.G.; Güven, O.; Dosmagambetova, S.S.; Khlebnikov, N.A.; Serkov, K.V.; Krasnopyorova, M.V.; Milts, O.S.; et al. Modification of PET ion track membranes for membrane distillation of low-level liquid radioactive wastes and salt solutions. Sep. Purif. Technol. 2019, 227, 115694. [Google Scholar] [CrossRef]
- Jia, X.; Lan, L.; Zhang, X.; Wang, T.; Wang, Y.; Ye, C.; Lin, J. Pilot-scale vacuum membrane distillation for decontamination of simulated radioactive wastewater: System design and performance evaluation. Sep. Purif. Technol. 2021, 275, 119129. [Google Scholar] [CrossRef]
- Simha, P.; Ganesapillai, M. Ecological sanitation and nutrient recovery from human urine: How far have we come? A review. Sustain. Environ. Res. 2017, 27, 107–116. [Google Scholar] [CrossRef]
- Grigoriev, A.I.; Sinyak, Y.E.; Samsonov, N.M.; Bobe, L.S.; Protasov, N.N.; Andreychuk, P.O. Regeneration of water at space sta-tions. Acta Astronautica 2011, 68, 1567–1573. [Google Scholar] [CrossRef]
- Udert, K.M.; Buckley, C.A.; Wächter, M.; McArdell, C.S.; Kohn, T.; Strande, L.; Zöllig, H.; Fumasoli, A.; Oberson, A.; Etter, B. Technologies for the treatment of source-separated urine in the eThekwini Municipality. Water Sa 2015, 41, 212–221. [Google Scholar] [CrossRef]
- Zhao, Z.P.; Xu, L.; Shang, X.; Chen, K. Water regeneration from human urine by vacuum membrane distillation and analysis of membrane fouling characteristics. Sep. Purif. Technol. 2013, 118, 369–376. [Google Scholar] [CrossRef]
- Tun, L.L.; Jeong, D.; Jeong, S.; Cho, K.; Lee, S.; Bae, H. Dewatering of source-separated human urine for nitrogen recovery by membrane distillation. J. Membr. Sci. 2016, 512, 13–20. [Google Scholar] [CrossRef]
- Kamranvand, F.; Davey, C.J.; Williams, L.; Parker, A.; Jiang, Y.; Tyrrel, S.; McAdam, E.J. Ultrafiltration pretreatment enhances membrane distillation flux, resilience and permeate quality during water recovery from concentrated blackwater (urine/faeces). Sep. Purif. Technol. 2020, 253, 117547. [Google Scholar] [CrossRef]
- Volpin, F.; Jiang, J.; El Saliby, I.; Preire, M.; Lim, S.; Hasan Johir, M.A.; Cho, J.; Han, D.S.; Phuntsho, S.; Shon, H.K. Sanitation and dewatering of human urine via membrane bioreactor and membrane distillation and its reuse for fertigation. J. Clean. Prod. 2020, 270, 122390. [Google Scholar] [CrossRef]
- Khumalo, N.; Nthunya, L.; Derese, S.; Motsa, M.; Verliefde, A.; Kuvarega, A.; Mamba, B.B.; Mhlanga, S.; Dlamini, D.S. Water recovery from hydrolysed human urine samples via direct contact membrane distillation using PVDF/PTFE membrane. Sep. Purif. Technol. 2019, 211, 610–617. [Google Scholar] [CrossRef]
- Ahmed, F.N.; Lan, C.Q. Treatment of landfill leachate using membrane bioreactors: A review. Desalination 2012, 287, 41–54. [Google Scholar] [CrossRef]
- Schwarzwälder Sprovieri, J.A.; Octavio de Souza, T.S.; Contrera, R.C. Ammonia removal and recovery from municipal landfill leachates by heating. J. Environ. Manag. 2020, 256, 109947. [Google Scholar] [CrossRef]
- Zoungrana, A.; Elcik, H.; Özkaya, B.; Çakmakci, M.; Zengin, I.H. The treatability of landfill leachate by direct contact membrane distillation and factors influencing the efficiency of the process. Desalination Water Treat. 2017, 71, 233–243. [Google Scholar] [CrossRef]
- Emerson, K.; Russo, R.C.; Lund, R.E.; Thurston, R.V. Aqueous ammonia equilibrium calculations: Effect of pH and temperature. J. Fish. Res. Board Can. 1975, 32, 2379–2383. [Google Scholar] [CrossRef]
- Zico, M.M.; Ricci, B.C.; Reis, B.G.; Magalhães, N.C.; Amaral, M.C.S. Sustainable ammonia resource recovery from landfill leachate by solar-driven modified direct contact membrane distillation. Sep. Purif. Technol. 2021, 264, 118356. [Google Scholar] [CrossRef]
- Chung, K.J. Membrane Distillation for Leachate Treatment with Fenton’s Oxidation as a Pre-Treatment Process. Ph.D. Thesis, State University, Blacksburg, VA, USA, December 2019. [Google Scholar]
- Shi, J.; Dang, Y.; Qu, D.; Sun, D. Effective treatment of reverse osmosis concentrate from incineration leachate using direct contact membrane distillation coupled with a NaOH/PAM pre-treatment process. Chemosphere 2019, 220, 195–203. [Google Scholar] [CrossRef]
- Yan, Z.; Jiang, Y.; Chen, X.; Lu, Z.; Wei, Z.; Fan, G.; Liang, H.; Qu, F. Evaluation of applying membrane distillation for landfill leachate treatment. Desalination 2021, 520, 115358. [Google Scholar] [CrossRef]
- Kuglarz, M.; Grűbel, K.; Bohdziewicz, J. Chemical precipitation and ammonia air stripping as effective pre-treatment methods before membrane filtration of co-digestion effluents. Desalination Water Treat. 2014, 55, 1672–1682. [Google Scholar] [CrossRef]
- Pang, H.; Chen, Y.; He, J.; Guo, D.; Pan, X.; Ma, Y.; Qu, F.; Nan, J. Cation exchange resin-induced hydrolysis for improving bio-degradability of waste activated sludge: Characterization of dissolved organic matters and microbial community. Bioresour. Technol. 2020, 302, 122870. [Google Scholar] [CrossRef] [PubMed]
- Raj, S.E.; Banu, J.R.; Kaliappan, S.; Yeom, I.T.; Kumar, S.A. Effects of side-stream, low temperature phosphorus recovery on the performance of anaerobic/anoxic/oxic systems integrated with sludge pretreatment. Bioresour. Technol. 2013, 140, 376–384. [Google Scholar] [CrossRef] [PubMed]
- Jacob, P.; Phungsai, P.; Fukushi, K.; Visvanathan, C. Direct contact membrane distillation for anaerobic effluent treatment. J. Membr. Sci. 2015, 475, 330–339. [Google Scholar] [CrossRef]
- Kim, S.; Lee, D.W.; Cho, J. Application of direct contact membrane distillation process to treat anaerobic digestate. J. Membr. Sci. 2016, 511, 20–28. [Google Scholar] [CrossRef]
- Yan, Z.; Yang, H.; Qu, F.; Zhang, H.; Rong, H.; Yu, H.; Liang, H.; Ding, A.; Li, G.; Van der Bruggen, B. Application of membrane distillation to anaerobic digestion effluent treatment: Identifying culprits of membrane fouling and scaling. Sci. Total Environ. 2019, 688, 880–889. [Google Scholar] [CrossRef]
- Charfi, A.; Kim, S.; Yoon, Y.; Cho, J. Optimal cleaning strategy to alleviate fouling in membrane distillation process to treat an-aerobic digestate. Chemosphere 2021, 279, 130524. [Google Scholar] [CrossRef]
- Khan, E.U.; Nordberg, Å. Membrane distillation process for concentration of nutrients and water recovery from digestate reject water. Sep. Purif. Technol. 2018, 206, 90–98. [Google Scholar] [CrossRef]
- Khan, E.U.; Nordberg, Å. Thermal integration of membrane distillation in an anaerobic digestion biogas plant—A tech-no-economic assessment. Appl. Energ. 2019, 239, 1163–1174. [Google Scholar] [CrossRef]
- Bu, Q.; Wang, B.; Huang, J.; Deng, S.; Yu, G. Pharmaceuticals and personal care products in the aquatic environment in China: A review. J. Hazard. Mater. 2013, 262, 189–211. [Google Scholar] [CrossRef]
- Carballa, M.; Omil, F.; Lema, J.M.; Llompart, M.; García-Jares, C.; Rodríguez, I.; Gómez, M.; Ternes, T. Behavior of pharmaceuticals, cosmetics and hormones in a sewage treatment plant. Water Res. 2004, 38, 2918–2926. [Google Scholar] [CrossRef]
- Jeong, S.; Song, K.G.; Kim, J.; Shin, J.; Maeng, S.K.; Park, J. Feasibility of membrane distillation process for potable water reuse: A barrier for dissolved organic matters and pharmaceuticals. J. Hazard. Mater. 2021, 409, 124499. [Google Scholar] [CrossRef]
- Woldemariam, D.; Kullab, A.; Fortkamp, U.; Magner, J.; Royen, H.; Martin, A. Membrane distillation pilot plant trials with pharmaceutical residues and energy demand analysis. Chem. Eng. J. 2016, 306, 471–483. [Google Scholar] [CrossRef]
- Gethard, K.; Sae-Khow, O.; Mitra, S. Carbon nanotube enhanced membrane distillation for simultaneous generation of pure water and concentrating pharmaceutical waste. Sep. Purif. Technol. 2012, 90, 239–245. [Google Scholar] [CrossRef]
- Guo, J.; Farid, M.U.; Lee, E.J.; Yan, D.Y.-S.; Jeong, S.; An, A.K. Fouling behavior of negatively charged PVDF membrane in membrane distillation for removal of antibiotics from wastewater. J. Membr. Sci. 2018, 551, 12–19. [Google Scholar] [CrossRef]
- Guo, J.; Fortunato, L.; Deka, B.J.; Jeong, S.; An, A.K. Elucidating the fouling mechanism in pharmaceutical wastewater treatment by membrane distillation. Desalination 2020, 475, 114148. [Google Scholar] [CrossRef]
- Malaeb, L.; Ayoub, G.M. Reverse osmosis technology for water treatment: State of the art review. Desalination 2011, 267, 1–8. [Google Scholar] [CrossRef]
- Alklaibi, A.M.; Lior, N. Membrane-distillation desalination: Status and potential. Desalination 2005, 171, 111–131. [Google Scholar] [CrossRef]
- Lee, S.; Kim, J.; Lee, C.H. Analysis of CaSO4 scale formation mechanism in various nanofiltration modules. J. Membr. Sci. 1999, 163, 63–74. [Google Scholar] [CrossRef]
- Jiang, S.; Li, Y.; Ladewig, B.P. A review of reverse osmosis membrane fouling and control strategies. Sci. Total Environ. 2017, 595, 567–583. [Google Scholar] [CrossRef]
- Shirazi, S.; Lin, C.J.; Chen, D. Inorganic fouling of pressure-driven membrane processes—A critical review. Desalination 2010, 250, 236–248. [Google Scholar] [CrossRef]
- Waly, T.; Kennedy, M.D.; Witkamp, G.J.; Amy, G.; Schippers, J.C. Will calcium carbonate really scale in seawater reverse osmosis? Desalination Water Treat. 2012, 5, 146–152. [Google Scholar] [CrossRef]
- Gryta, M. Alkaline scaling in the membrane distillation process. Desalination 2008, 228, 128–134. [Google Scholar] [CrossRef]
- Antony, A.; Low, J.H.; Gray, S.; Childress, A.E.; Le-Clech, P.; Leslie, G. Scale formation and control in high pressure membrane water treatment systems: A review. J. Membr. Sci. 2011, 383, 1–16. [Google Scholar] [CrossRef]
- Hoang, T.A.; Ang, H.M.; Rohl, A. Effects of temperature on the scaling of calcium sulphate in pipes. Powder Technol. 2007, 179, 31–37. [Google Scholar] [CrossRef]
- Ge, J.; Peng, Y.; Li, Z.; Chen, P.; Wang, S. Membrane fouling and wetting in a DCMD process for RO brine concentration. Desalination 2014, 344, 97–107. [Google Scholar] [CrossRef]
- Nghiem, L.D.; Cath, T. A scaling mitigation approach during direct contact membrane distillation. Sep. Purif. Technol. 2011, 80, 315–322. [Google Scholar] [CrossRef]
- Yan, Z.; Lu, Z.; Chen, X.; Fan, G.; Qu, F.; Pang, H.; Liang, H. Integration of seeding- and heating-induced crystallization with membrane distillation for membrane gypsum scaling and wetting control. Desalination 2021, 511, 115115. [Google Scholar] [CrossRef]
- Zou, T.; Kang, G.; Zhou, M.; Li, M.; Cao, Y. Investigation of flux attenuation and crystallization behavior in submerged vacuum membrane distillation (SVMD) for SWRO brine concentration. Chem. Eng. Process. Process. Intensif. 2019, 143, 107567. [Google Scholar] [CrossRef]
- Qu, F.; Yan, Z.; Yu, H.; Fan, G.; Pang, H.; Rong, H.; He, J. Effect of residual commercial antiscalants on gypsum scaling and membrane wetting during direct contact membrane distillation. Desalination 2020, 486, 114493. [Google Scholar] [CrossRef]
- Tun, C.M.; Fane, A.G.; Matheickal, J.T.; Sheikholeslami, R. Membrane distillation crystallization of concentrated salts—Flux and crystal formation. J. Membr. Sci. 2005, 257, 144–155. [Google Scholar] [CrossRef]
- Mi, B.; Elimelech, M. Silica scaling and scaling reversibility in forward osmosis. Desalination 2013, 312, 75–81. [Google Scholar] [CrossRef]
- Gilron, J.; Ladizansky, Y.; Korin, E. Silica fouling in direct contact membrane distillation. Ind. Eng. Chem. Res. 2013, 52, 10521–10529. [Google Scholar] [CrossRef]
- Karakulski, K.; Gryta, M. Water demineralisation by NF/MD integrated processes. Desalination 2005, 177, 109–119. [Google Scholar] [CrossRef]
- Jeong, S.; Naidu, G.; Vollprecht, R.; Leiknes, T.; Vigneswaran, S. In-depth analyses of organic matters in a full-scale seawater desalination plant and an autopsy of reverse osmosis membrane. Sep. Purif. Technol. 2016, 162, 171–179. [Google Scholar] [CrossRef]
- Naidu, G.; Jeong, S.; Kim, S.J.; Kim, I.S.; Vigneswaran, S. Organic fouling behavior in direct contact membrane distillation. Desalination 2014, 347, 230–239. [Google Scholar] [CrossRef]
- Tijing, L.D.; Woo, Y.C.; Choi, J.-S.; Lee, S.; Kim, S.H.; Shon, H.K. Fouling and its control in membrane distillation—A review. J. Membr. Sci. 2015, 475, 215–244. [Google Scholar] [CrossRef]
- Yan, Z.; Qu, F.; Liang, H.; Yu, H.; Pang, H.; Rong, H.; Fan, G.; Van der Bruggen, B. Effect of biopolymers and humic substances on gypsum scaling and membrane wetting during membrane distillation. J. Membr. Sci. 2021, 617, 118638. [Google Scholar] [CrossRef]
- Han, L.; Tan, Y.Z.; Netke, T.; Fane, A.G.; Chew, J.W. Understanding oily wastewater treatment via membrane distillation. J. Membr. Sci. 2017, 539, 284–294. [Google Scholar] [CrossRef]
- An, A.K.; Guo, J.; Jeong, S.; Lee, E.J.; Tabatabai, S.A.A.; Leiknes, T. High flux and antifouling properties of negatively charged membrane for dyeing wastewater treatment by membrane distillation. Water Res. 2016, 103, 362–371. [Google Scholar] [CrossRef] [Green Version]
- Goh, S.; Zhang, J.; Liu, Y.; Fane, A.G. Fouling and wetting in membrane distillation (MD) and MD-bioreactor (MDBR) for wastewater reclamation. Desalination 2013, 323, 39–47. [Google Scholar] [CrossRef]
- Gryta, M. The assessment of microorganism growth in the membrane distillation system. Desalination 2002, 142, 79–88. [Google Scholar] [CrossRef]
- Bogler, A.; Bar-Zeev, E. Membrane distillation biofouling: Impact of feedwater temperature on biofilm characteristics and membrane performance. Environ. Sci. Technol. 2018, 52, 10019–10029. [Google Scholar] [CrossRef]
- Chang, H.; Liu, B.; Zhang, Z.; Pawar, R.; Yan, Z.; Crittenden, J.C.; Vidic, R.D. A critical review of membrane wettability in membrane distillation from the perspective of interfacial interactions. Environ. Sci. Technol. 2021, 55, 1395–1418. [Google Scholar] [CrossRef]
- Rezaei, M.; Warsinger, D.M.; Duke, M.C.; Matsuura, T.; Samhaber, W.M. Wetting phenomena in membrane distillation: Mechanisms, reversal, and prevention. Water Res. 2018, 139, 329–352. [Google Scholar] [CrossRef]
- Dow, N.; Gray, S.; Li, J.; Zhang, J.; Ostarcevic, E.; Liubinas, A.; Atherton, P.; Roeszler, G.; Gibbs, A.; Duke, M. Pilot trial of membrane distillation driven by low grade waste heat: Membrane fouling and energy assessment. Desalination 2016, 391, 30–42. [Google Scholar] [CrossRef]
- Du, X.; Zhang, Z.; Carlson, K.H.; Lee, J.; Tong, T. Membrane fouling and reusability in membrane distillation of shale oil and gas produced water: Effects of membrane surface wettability. J. Membr. Sci. 2018, 567, 199–208. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, Y.; Sun, X.; Duddu, R.; Lin, S. Mechanism of pore wetting in membrane distillation with alcohol vs. surfactant. J. Membr. Sci. 2018, 559, 183–195. [Google Scholar] [CrossRef]
- Yao, M.; Woo, Y.C.; Tijing, L.D.; Choi, J.S.; Shon, H.K. Effects of volatile organic compounds on water recovery from produced water via vacuum membrane distillation. Desalination 2018, 440, 146–155. [Google Scholar] [CrossRef] [Green Version]
- Meng, S.; Ye, Y.; Mansouri, J.; Chen, V. Fouling and crystallisation behaviour of superhydrophobic nano-composite PVDF membranes in direct contact membrane distillation. J. Membr. Sci. 2014, 463, 102–112. [Google Scholar] [CrossRef]
- Hull, E.J.; Zodrow, K.R. Acid rock drainage treatment using membrane distillation: Impacts of chemical-free pretreatment on scale formation, pore wetting, and product water quality. Environ. Sci. Technol. 2017, 51, 11928–11934. [Google Scholar] [CrossRef]
- McGaughey, A.L.; Gustafson, R.D.; Childress, A.E. Effect of long-term operation on membrane surface characteristics and per-formance in membrane distillation. J. Membr. Sci. 2017, 543, 143–150. [Google Scholar] [CrossRef]
- Ahmed, F.E.; Lalia, B.S.; Hashaikeh, R. Membrane-based detection of wetting phenomenon in direct contact membrane distil-lation. J. Membr. Sci. 2017, 535, 89–93. [Google Scholar] [CrossRef]
- Chen, Y.; Ren, R.; Pu, H.; Chang, J.; Mao, S.; Chen, J. Field-effect transistor biosensors with two-dimensional black phosphorus nanosheets. Biosens. Bioelectron. 2017, 89, 505–510. [Google Scholar] [CrossRef] [Green Version]
- Gryta, M. Long-term performance of membrane distillation process. J. Membr. Sci. 2005, 265, 153–159. [Google Scholar] [CrossRef]
- Coster, H.G.L.; Chilcott, T.C.; Coster, A.C.F. Impedance spectroscopy of interfaces, membranes and ultrastructures. Bioelectrochem. Bioenerg. 1996, 40, 79–98. [Google Scholar] [CrossRef]
- He, F.; Gilron, J.; Lee, H.; Song, L.; Sirkar, K.K. Potential for scaling by sparingly soluble salts in crossflow DCMD. J. Membr. Sci. 2008, 311, 68–80. [Google Scholar] [CrossRef]
- Schäfer, A.I.; Schwicker, U.; Fischer, M.M.; Fane, A.G.; Waite, T.D. Microfiltration of colloids and natural organic matter. J. Membr. Sci. 2000, 171, 151–172. [Google Scholar] [CrossRef] [Green Version]
- Zodrow, K.R.; Bar-Zeev, E.; Giannetto, M.J.; Elimelech, M. Biofouling and microbial communities in membrane distillation and reverse osmosis. Environ. Sci. Technol. 2014, 48, 13155–13164. [Google Scholar] [CrossRef] [PubMed]
- Gryta, M.; Grzechulska-Damszel, J.; Markowska, A.; Karakulski, K. The influence of polypropylene degradation on the membrane wettability during membrane distillation. J. Membr. Sci. 2009, 326, 493–502. [Google Scholar] [CrossRef]
- Lee, J.-G.; Jang, Y.; Fortunato, L.; Jeong, S.; Lee, S.; Leiknes, T.; Ghaffour, N. An advanced online monitoring approach to study the scaling behavior in direct contact membrane distillation. J. Membr. Sci. 2018, 546, 50–60. [Google Scholar] [CrossRef] [Green Version]
- Rezaei, M.; Warsinger, D.M.; Lienhard, J.H., V; Samhaber, W.M. Wetting prevention in membrane distillation through super-hydrophobicity and recharging an air layer on the membrane surface. J. Membr. Sci. 2017, 530, 42–52. [Google Scholar] [CrossRef] [Green Version]
- Al-Obaidani, S.; Curcio, E.; Macedonio, F.; Di Profio, G.; Al-Hinai, H.; Drioli, E. Potential of membrane distillation in seawater desalination: Thermal efficiency, sensitivity study and cost estimation. J. Membr. Sci. 2008, 323, 85–98. [Google Scholar] [CrossRef]
- Elmarghany, M.R.; El-Shazly, A.H.; Salem, M.S.; Sabry, M.N.; Nady, N. Thermal analysis evaluation of direct contact membrane distillation system. Case Stud. Therm. Eng. 2019, 13, 100377. [Google Scholar] [CrossRef]
- Khayet, M. Solar desalination by membrane distillation: Dispersion in energy consumption analysis and water production costs (a review). Desalination 2013, 308, 89–101. [Google Scholar] [CrossRef]
- Gilron, J.; Song, A.L.; Sirkar, K.K. Design for cascade of crossflow direct contact membrane distillation. Ind. Eng. Chem. Res. 2007, 46, 2324–2334. [Google Scholar] [CrossRef]
- Cath, T.Y.; Childress, A.E.; Elimelech, M. Forward osmosis: Principles, applications, and recent developments. J. Membr. Sci. 2006, 281, 70–87. [Google Scholar] [CrossRef]
- Kwon, Y.N.; Kim, M.J.; Lee, Y.T. Application of a FO/MD-combined system for the desalination of saline solution. Desalination Water Treat. 2016, 51, 14347–14354. [Google Scholar] [CrossRef]
- Ge, Q.; Wang, P.; Wan, C.; Chung, T.S. Polyelectrolyte-promoted forward osmosis–membrane distillation (FO–MD) hybrid process for dye wastewater treatment. Environ. Sci. Technol. 2012, 46, 6236–6243. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, P.; Fu, X.; Chung, T.S. Sustainable water recovery from oily wastewater via forward osmosis-membrane distil-lation (FO-MD). Water Res. 2014, 52, 112–121. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Liu, C.; Zhao, L.; Ma, W.; Liu, H.; Ma, J. Integrated forward osmosis-membrane distillation process for human urine treatment. Water Res. 2016, 91, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, N.C.; Chen, S.S.; Yang, H.Y.; Hau, N.T. Application of forward osmosis on dewatering of high nutrient sludge. Bioresour. Technol. 2013, 132, 224–229. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.Y.; Teoh, M.M.; Nugroho, A.; Chung, T.S. Integrated forward osmosis–membrane distillation (FO–MD) hybrid system for the concentration of protein solutions. Chem. Eng. Sci. 2011, 66, 2421–2430. [Google Scholar] [CrossRef]
- Xie, M.; Nghiem, L.D.; Price, W.E.; Elimelech, M. A Forward osmosis–membrane distillation hybrid process for direct sewer mining: System performance and limitations. Environ. Sci. Technol. 2013, 47, 13486–13493. [Google Scholar] [CrossRef] [Green Version]
- Husnain, T.; Mi, B.; Riffat, R. A combined forward osmosis and membrane distillation system for sidestream treatment. J. Water Resour. Prot. 2015, 7, 1111–1120. [Google Scholar] [CrossRef] [Green Version]
- Pramanik, B.K.; Thangavadivel, K.; Shu, L.; Jegatheesan, V. A critical review of membrane crystallization for the purification of water and recovery of minerals. Rev. Environ. Sci. Bio/Technol. 2016, 15, 411–439. [Google Scholar] [CrossRef]
- Edwie, F.; Chung, T.S. Development of hollow fiber membranes for water and salt recovery from highly concentrated brine via direct contact membrane distillation and crystallization. J. Membr. Sci. 2012, 421, 111–123. [Google Scholar] [CrossRef]
- Edwie, F.; Chung, T.S. Development of simultaneous membrane distillation–crystallization (SMDC) technology for treatment of saturated brine. Chem. Eng. Sci. 2013, 98, 160–172. [Google Scholar] [CrossRef]
- Jia, F.; Li, J.; Wang, J. Recovery of boric acid from the simulated radioactive wastewater by vacuum membrane distillation crystallization. Ann. Nucl. Energy 2017, 110, 1148–1155. [Google Scholar] [CrossRef]
- Brito Martínez, M.; Jullok, N.; Rodríguez Negrín, Z.; van der Bruggen, B.; Luis, P. Membrane crystallization for the recovery of a pharmaceutical compound from waste streams. Chem. Eng. Res. Des. 2014, 92, 264–272. [Google Scholar] [CrossRef]
- Kim, J.; Kwon, H.; Lee, S.; Lee, S.; Hong, S. Membrane distillation (MD) integrated with crystallization (MDC) for shale gas produced water (SGPW) treatment. Desalination 2017, 403, 172–178. [Google Scholar] [CrossRef]
- Julian, H.; Meng, S.; Li, H.; Ye, Y.; Chen, V. Effect of operation parameters on the mass transfer and fouling in submerged vacuum membrane distillation crystallization (VMDC) for inland brine water treatment. J. Membr. Sci. 2016, 520, 679–692. [Google Scholar] [CrossRef]
- Shin, Y.; Sohn, J. Mechanisms for scale formation in simultaneous membrane distillation crystallization: Effect of flow rate. J. Ind. Eng. Chem. 2016, 35, 318–324. [Google Scholar] [CrossRef]
- Lu, K.J.; Chen, Y.; Chung, T.S. Design of omniphobic interfaces for membrane distillation—A review. Water Res. 2019, 162, 64–77. [Google Scholar] [CrossRef]
- Huang, Y.X.; Wang, Z.; Jin, J.; Lin, S. Novel Janus membrane for membrane distillation with simultaneous fouling and wetting resistance. Environ. Sci. Technol. 2017, 51, 13304–13310. [Google Scholar] [CrossRef]
- Wang, D.; Sun, Q.; Hokkanen, M.J.; Zhang, C.; Lin, F.Y.; Liu, Q.; Zhu, S.P.; Zhou, T.; Chang, Q.; He, B.; et al. Design of robust superhydrophobic surfaces. Nat. Cell Biol. 2020, 582, 55–59. [Google Scholar] [CrossRef]
- Karanikola, V.; Boo, C.; Rolf, J.; Elimelech, M. Engineered slippery surface to mitigate gypsum scaling in membrane distillation for treatment of hypersaline industrial wastewaters. Environ. Sci. Technol. 2018, 52, 14362–14370. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Z.; Xiao, Z.; Yin, H.; Li, X.; He, T. Synergy of slippery surface and pulse flow: An anti-scaling solution for direct contact membrane distillation. J. Membr. Sci. 2020, 603, 118035. [Google Scholar] [CrossRef]
- Xiao, Z.; Zheng, R.; Liu, Y.; He, H.; Yuan, X.; Ji, Y.; Li, D.; Yin, H.; Zhang, Y.; Li, X.M.; et al. Slippery for scaling resistance in membrane distillation: A novel porous micropillared superhydrophobic surface. Water Res. 2019, 155, 152–161. [Google Scholar] [CrossRef] [Green Version]
- Xiao, Z.; Li, Z.; Guo, H.; Liu, Y.; Wang, Y.; Yin, H.; Li, X.; Song, J.; Nghiem, L.D.; He, T. Scaling mitigation in membrane distillation: From superhydrophobic to slippery. Desalination 2019, 466, 36–43. [Google Scholar] [CrossRef]
- Di Profio, G.; Curcio, E.; Drioli, E. Trypsin crystallization by membrane-based techniques. J. Struct. Biol. 2005, 150, 41–49. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, P.; Wei, K.; Wang, Y.; Ma, R. The study of continuous membrane crystallization on lysozyme. Desalination 2008, 219, 101–117. [Google Scholar] [CrossRef]
- Di Profio, G.; Tucci, S.; Curcio, E.; Drioli, E. Controlling polymorphism with membrane-based crystallizers: Application to form I and II of paracetamol. Chem. Mater. 2007, 19, 2386–2388. [Google Scholar] [CrossRef]
- Sparenberg, M.C.; Chergaoui, S.; Sang Sefidi, V.; Luis, P. Crystallization control via membrane distillation-crystallization: A review. Desalination 2021, 519, 115315. [Google Scholar] [CrossRef]
- Ye, W.; Lin, J.; Shen, J.; Luis, P.; Van der Bruggen, B. Membrane crystallization of sodium carbonate for carbon dioxide recovery: Effect of impurities on the crystal morphology. Cryst. Growth Des. 2013, 13, 2362–2372. [Google Scholar] [CrossRef]
- Quist-Jensen, C.A.; Sørensen, J.M.; Svenstrup, A.; Scarpa, L.; Carlsen, T.S.; Jensen, H.C.; Wybrandt, L.; Christensen, M.L. Membrane crystallization for phosphorus recovery and ammonia stripping from reject water from sludge dewatering process. Desalination 2018, 440, 156–160. [Google Scholar] [CrossRef]
- Tan, H.F.; Tan, W.L.; Ooi, B.; Leo, C.P. Superhydrophobic PVDF/micro fibrillated cellulose membrane for membrane distillation crystallization of struvite. Chem. Eng. Res. Des. 2021, 170, 54–68. [Google Scholar] [CrossRef]
- Kim, J.; Kim, J.; Hong, S. Recovery of water and minerals from shale gas produced water by membrane distillation crystallization. Water Res. 2018, 129, 447–459. [Google Scholar] [CrossRef]
- Quist-Jensen, C.A.; Ali, A.; Mondal, S.; Macedonio, F.; Drioli, E. A study of membrane distillation and crystallization for lithium recovery from high-concentrated aqueous solutions. J. Membr. Sci. 2016, 505, 167–173. [Google Scholar] [CrossRef]
- Mavukkandy, M.O.; Chabib, C.M.; Mustafa, I.; Al Ghaferi, A.; AlMarzooqi, F. Brine management in desalination industry: From waste to resources generation. Desalination 2019, 472, 114187. [Google Scholar] [CrossRef]
- Qtaishat, M.R.; Banat, F. Desalination by solar powered membrane distillation systems. Desalination 2013, 308, 186–197. [Google Scholar] [CrossRef]
- Sarbatly, R.; Chiam, C.K. Evaluation of geothermal energy in desalination by vacuum membrane distillation. Appl. Energy 2013, 112, 737–746. [Google Scholar] [CrossRef]
- Amaya-Vías, D.; Nebot, E.; López-Ramírez, J.A. Comparative studies of different membrane distillation configurations and membranes for potential use on board cruise vessels. Desalination 2018, 429, 44–51. [Google Scholar] [CrossRef]
- Khraisheh, M.; Benyahia, F.; Adham, S. Industrial case studies in the petrochemical and gas industry in Qatar for the utilization of industrial waste heat for the production of fresh water by membrane desalination. Desalination Water Treat. 2012, 51, 1769–1775. [Google Scholar] [CrossRef]
- Ali, A.; Criscuoli, A.; Macedonio, F.; Argurio, P.; Figoli, A.; Drioli, E. Direct contact membrane distillation for the treatment of wastewater for a cooling tower in the power industry. H2Open J. 2018, 1, 57–68. [Google Scholar] [CrossRef]
- Lokare, O.R.; Tavakkoli, S.; Rodriguez, G.; Khanna, V.; Vidic, R.D. Integrating membrane distillation with waste heat from natural gas compressor stations for produced water treatment in Pennsylvania. Desalination 2017, 413, 144–153. [Google Scholar] [CrossRef] [Green Version]
- Morciano, M.; Fasano, M.; Bergamasco, L.; Albiero, A.; Lo Curzio, M.; Asinari, P.; Chiavazzo, E. Sustainable freshwater production using passive membrane distillation and waste heat recovery from portable generator sets. Appl. Energy 2020, 258, 114086. [Google Scholar] [CrossRef]
- Silva, M.R.; Reis, B.G.; Grossi, L.B.; Amaral, M.C.S. Improving the energetic efficiency of direct-contact membrane distillation in mining effluent by using the waste-heat-and-water process as the cooling fluid. J. Clean. Prod. 2020, 260, 121035. [Google Scholar] [CrossRef]
- Zhu, Z.; Xu, Y.; Luo, Y.; Wang, W.; Chen, X. Porous evaporators with special wettability for low-grade heat-driven water de-salination. J. Mater. Chem. A 2021, 9, 702–726. [Google Scholar] [CrossRef]
- Xu, Y.; Zhu, B.; Xu, Y. Pilot test of vacuum membrane distillation for seawater desalination on a ship. Desalination 2006, 189, 165–169. [Google Scholar] [CrossRef]
- Koo, J.; Nam, S.-H.; Kim, E.; Hwang, T.-M.; Lee, S. Operation optimization of vacuum membrane distillation using the shipboard waste heat. Desalination Water Treat. 2017, 77, 57–62. [Google Scholar] [CrossRef] [Green Version]
- Bahar, R.; Ng, K.C. Fresh water production by membrane distillation (MD) using marine engine’s waste heat. Sustain. Energy Technol. Assessments 2020, 42, 100860. [Google Scholar] [CrossRef]







| MD Configuration | Composite/Modified Membrane | Wastewater Content | MD Performance | Ref. | ||
|---|---|---|---|---|---|---|
| Oil (g/L) | Surfactant (mg/L) | Salt (wt%) | ||||
| DCMD | PVDF membrane modified with silica nanoparticles (SiNPs), chitosan hydrogel, and fluoropolymer | 1 | \ | 3.5 | 1. The salt rejection rate was 100%; 2. Stable wetting resistance; 3. No obvious fouling during the 36-h operation. | [81] |
| DCMD | PVDF membrane modified with SiNPs and fluoroalkylsilane (perfluorodecyltrichlorosilane) | 0.08 | 0.2 (mmol/L) | 5.8 | 1. The salt rejection rate was 99.99%; 2. Stable wetting resistance; 3. No fouling for 8-h operation. | [82] |
| DCMD | PVDF membrane with low-surface-energy perfluoroalkyl functional groups | 1 | \ | 3.5 | 1. The salt rejection rate was 99.9%; 2. No wetting; 3. Improved the fouling resistance. | [83] |
| DCMD | PVDF membrane modified with oxidation-induced dopamine polymerization | 0.5 | 50 | 3.5 | 1. The salt rejection > 99.99%; 2. No wetting and fouling during 80-h operation. | [84] |
| DCMD | PVDF membrane modified with SiNPs/polydopamine (PDA) | 1 | \ | 3.5 | 1. Salt rejection > 99.9%; 2. Effective and robust fouling resistance. | [85] |
| DCMD | PTFE membrane modified with polyacrylonitrile (PAN) coating | 1 | \ | 3.5 | 1. The salt rejection was 100%; 2. Robust anti-oil-fouling | [86] |
| DCMD | PVDF membrane grafted with polyethylene glycol and later coated by TiO2 | 0.01 (wt%) | \ | 3.5 | 1. No wetting and fouling during 24-h operation. | [87] |
| DCMD | PVDF membrane modified by graphene oxide (GO) | \ | 50 | 3.5 | 1. Excellent salt rejection; 2. Excellent wetting and fouling resistance. | [88] |
| DCMD | PVDF membrane with macro-corrugated and nano-patterned hierarchically structured | 1% (v/v) | 1 (mmol/L) | 5.8 | 1. No membrane wetting for 24 h. | [89] |
| DCMD | PVDF membrane modified with hydrophilic polydopamine (PDA)/polyethyleneimine (PEI) | 0.45 | 50 | 3.5 | 1. The salt rejection rates > 99.9%; 2. No wetting and fouling after 137-h operation. | [90] |
| DCMD | PVDF membrane prepared by the coating of the hydrophobic silica nanoparticles | 1 | \ | 3.5 | 1. The salt rejection is 100%; 2. Superior water-repelling ability; 3. No fouling for 30 h. | [91] |
| DCMD | Omniphobic PVDF membrane of hierarchical structure and having silica nanoparticle coating (MSF-PVDF) | 10 | 10,000 | 4 | 1. No observable wetting; 2. No fouling. | [92] |
| DCMD | PVDF membrane modified by multiwall carbon nanotube (CNT) through hydrophilization and further functionalized by polyvinyl alcohol and glutaraldehyde | 1 | \ | 0.5 | 1. Salt rejection > 99.9%; 2. Excellent oil fouling resistance. | [93] |
| DCMD | Polysulfone (PSf) membrane with double Re-entrant structure | \ | 12 | 3.5 | 1. Salt rejection was 99.99%. | [94] |
| DCMD | PTFE/PP membrane coated with Teflon and PDA | 0.5 | 0.4 | 3.5 | 1. Salt rejection ~100%; 2. Excellent wetting and fouling resistance. | [95] |
| AGMD | Novel fluorosilane-grafted ceramic membranes | 0.11 | \ | 0.7–0.9 | 1. The salt rejection was 99%. | [96] |
| AGMD | New tubular fluorosilane-grafted sand membrane | 46 ± 1 | \ | \ | 1. The salt rejection was 99.65%. | [97] |
| VMD | PTFE membranes coated with PDA | 0.5 | \ | 3.5 | 1. The salt rejection was 99.9%; 2. Excellent wetting and fouling resistance. | [98] |
| VMD | PTFE membranes with a thin Nafion layer | \ | 0.1 | 3.5 | 1. Salt rejection was 99.99% for 60 h; 2. Excellent wetting and fouling resistance. | [99] |
| SGMD | Porous SiOC ceramic membrane made up of polydimethylsiloxane (PDMS) and polysiloxane (PSO) polymers | 1 | 10 | 0.4–1.6 | 1. Salt rejection was 99.9%; 2. Wetting resistant; 3. Possibly fouling-free. | [100] |
| Cause | Mechanism | Reference |
|---|---|---|
| Membrane fouling | Inorganic fouling: inorganic salts deposition on the surface and crystallization inside the membrane pores, thereby reducing the hydrophobicity of the membrane | [189] |
| Organic fouling: due to the adsorption between the hydrophobic film and hydrophobic organic matter, thus reducing the hydrophobicity of the membrane | [190] | |
| Biofouling: the formation of biofilm on the membrane surface reduces the hydrophilicity of the membrane | [191] | |
| Membrane damage | Chemical degradation of the membrane: the chemical oxidation degradation of the membrane formed on the surface of the hydrophilic groups | [192] |
| Mechanical damage: Sharp crystals can damage the surface of the polymer membrane and accelerate the wetting | [193] | |
| Feed solution | Low-surface-tension fluid decreases the LEP | [194] |
| Resource Recovered | Source | Recovery | Yield | Purity | Ref. |
|---|---|---|---|---|---|
| NaCl | Produced water | 37% | 16.4 kg/m3 | >99.9% | [226] |
| NaCl | Saturated brine | 34 kg/m3 | [210] | ||
| NaCl | Desalination brine | 88–89% | 21 kg/m3 | [26] | |
| Na2CO3 | Na2CO3 salt solution | 99.5% | [227] | ||
| Struvite | Wastewater treatment plant | 70% | High | [228] | |
| Struvite | Phosphate-rich feed solution | 82% | >99% | [229] | |
| CaCO3 | Shale gas-produced water | 75–84% | 2.72 kg/(m2 d) | >94.4% | [230] |
| CaSO4 | Saturated calcium sulfate feed solution | 12–16 kg/(m3 d) | [160] | ||
| Boric acid | Boron containing radioactive wastewater | 50% | >99% | [211] | |
| LiCl | Single LiCl salt solution | 8.3% | 15.1 kg/h | [231] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Jiang, Y.; Liu, L.; Li, Z.; Chen, X.; Xia, M.; Fan, G.; Ding, A. Membrane Distillation for Wastewater Treatment: A Mini Review. Water 2021, 13, 3480. https://doi.org/10.3390/w13243480
Yan Z, Jiang Y, Liu L, Li Z, Chen X, Xia M, Fan G, Ding A. Membrane Distillation for Wastewater Treatment: A Mini Review. Water. 2021; 13(24):3480. https://doi.org/10.3390/w13243480
Chicago/Turabian StyleYan, Zhongsen, Yuling Jiang, Lingshan Liu, Zhongsheng Li, Xiaolei Chen, Mingqian Xia, Gongduan Fan, and An Ding. 2021. "Membrane Distillation for Wastewater Treatment: A Mini Review" Water 13, no. 24: 3480. https://doi.org/10.3390/w13243480
APA StyleYan, Z., Jiang, Y., Liu, L., Li, Z., Chen, X., Xia, M., Fan, G., & Ding, A. (2021). Membrane Distillation for Wastewater Treatment: A Mini Review. Water, 13(24), 3480. https://doi.org/10.3390/w13243480