1. Introduction
In recent years, due to the increase in energy consumption and the strict requirements of fuel efficiency, the technologies of reducing carbon emissions associated with skin-friction drag reduction have drawn much attention [
1]. For Lufthansa Cargo’s Boeing 777F freighters, reducing the skin-friction drag by 1% means annual savings of around 3700 tons of kerosene and just under 11,700 tons of
emissions [
2]. Compared with traditional drag reduction methods, bionic microstructures have a better potential for engineering applications because of their remarkable drag reduction properties and good applicability [
3,
4,
5]. Previous studies have shown that there are two types of microstructure, one is the riblets imitating shark shin [
6,
7] and the other is the transverse grooves imitating dolphin skin [
8,
9,
10,
11], which are parallel and perpendicular to the flow direction, respectively. It has been reported that longitudinal riblets are capable of delivering a reduction of surface friction drag around 10% [
12]. The drag reduction mechanism of longitudinal riblets is attributed to the damping of crossflow fluctuations or the uplift of turbulent streamwise vortices above the riblet valley [
13,
14,
15].
The better drag reduction properties of transverse grooves have been proved by the latest research. Lee et al. [
16] observed that the maximum measured drag reduction of 40% was achieved by a nanoporous transverse grooved plate. Liu et al. [
17] used large eddy simulation (LES) technology to analyze entropy generation in the flow over a transverse grooved plate. The results showed that the total entropy generation in the near-wall region decreased by approximately 25%. Wang et al. [
18] reported that an 18.76% net drag reduction was achieved by transverse grooves. These studies indicate that transverse grooves exhibit more significant potential for engineering applications than streamwise riblets.
At present, most studies focus on the drag reduction mechanisms of transverse grooves. Some studies suggested that the vortices formed within the grooves weaken the turbulence structure in the boundary layer near the wall [
19,
20]. The more popular perspective indicated that the vortices within the transverse grooves change the sliding friction into rolling friction at the solid–liquid interface, which is also named the “micro air-bearing phenomenon” [
21,
22,
23,
24,
25]. Several studies focused on the Cassie–Baxter state to reduce the solid–liquid contact area and create a superhydrophobic effect over the transverse grooves [
26,
27,
28]. The studies of Seo et al. [
29], Lang et al. [
30], and Mariotti et al. [
31] showed that the vortices formed in the transverse grooves increase the momentum in the boundary layer near the wall, thus effectively controlling the flow separation.
All the above studies are of great significance to qualitatively explain the drag reduction mechanism of the transverse groove. However, it is of more practical interest to understand which groove geometry is optimal at different inflow conditions for engineering. To the best of the authors’ knowledge, compared with a large number of studies in the context of streamwise riblets, less is known regarding the parameter studies on transverse grooves. The drag reduction characteristics of transverse grooves are mainly determined by the shape, AR (ratio of groove width to depth), and depth. Cui et al. [
22] conducted a numerical simulation on the pressure drop in microchannel flow over different transverse-grooved surfaces and found that the drag-reduction rate of V-shaped transverse grooves is better than that of rectangular transverse grooves. The experimental results of Liu et al. [
32] demonstrated that the drag reduction performance was best when the AR is 2 at a Reynolds number of 50,000. The purpose of this paper is to establish the physical model describing the relationship between the dimensionless depth (
) of the transverse groove, the dimensionless inflow velocity (
), and the drag reduction rate (
), so as to quasi-analytically solve the optimal and maximum transverse groove depth according to the different Reynolds numbers. The optimum depth of the transverse groove corresponds to the maximum drag reduction rate, and the maximum depth corresponds to the drag reduction rate of zero, which is the limit for the allowable machining error for engineering applications.
This paper is organized as follows. First, the numerical methodology is formulated in
Section 2. Secondly, the drag reduction characteristics of transverse V-grooves with different depths at different Reynolds numbers are investigated by LES in
Section 3. Then, in
Section 4, the theoretical model for the optimal and maximum depth of the transverse groove is established. Based on this model, the quasi-analytical solution of the groove depth has been solved and several grooved plates with different groove depths have been designed to verify the drag reduction characteristics in
Section 5. Finally, the conclusions are presented in
Section 6.
3. Characteristics of Drag Reduction Induced by Transverse V-Grooves with Different Depths at Different Reynolds Numbers
Before establishing the prediction model of the optimal and maximum depth, it is necessary to analyze the key physical factors affecting the drag reduction characteristics. In this section, the amounts of drag reduction induced by grooves with different depths at different Reynolds numbers are computed and the mechanisms of drag reduction are analyzed.
Figure 5 illustrates the variation in drag-reduction rate with depth at different Reynolds numbers. The drag-reduction rate is defined as,
in which
and
represent the resistance of the grooved plate and the baseline plate, respectively. The results show that the drag-reduction rate induced by the grooved plate first increases and then decreases with the increase of depth. At each Reynolds number, there is an optimal groove depth for maximum drag reduction and a maximum groove depth corresponding to the zero-drag reduction rate, which is qualitatively consistent with the results of the previous study in the context of streamwise riblets [
12]. Interestingly, the optimal and maximum depth decrease with the increase in Reynolds number, as shown in
Table 4. It is worth noting that because the groove depth in the simulation cases is discrete, the optimal groove depth chosen from
Table 4 actually corresponds to the ‘near-maximum’ drag reduction rate, and the maximum depth actually corresponds to the ’near-zero’ drag reduction rate.
Figure 6 and
Figure 7 show the flow details at different depths (h = 0.3 mm and h = 0.4 mm) and Reynolds numbers (to facilitate model building in the next section, we convert the Reynolds number into the dimensionless velocity,
, according to Equation (2) [
41]) to analyze the physical mechanism driving the variation in total drag.
here,
represents the local friction velocity.
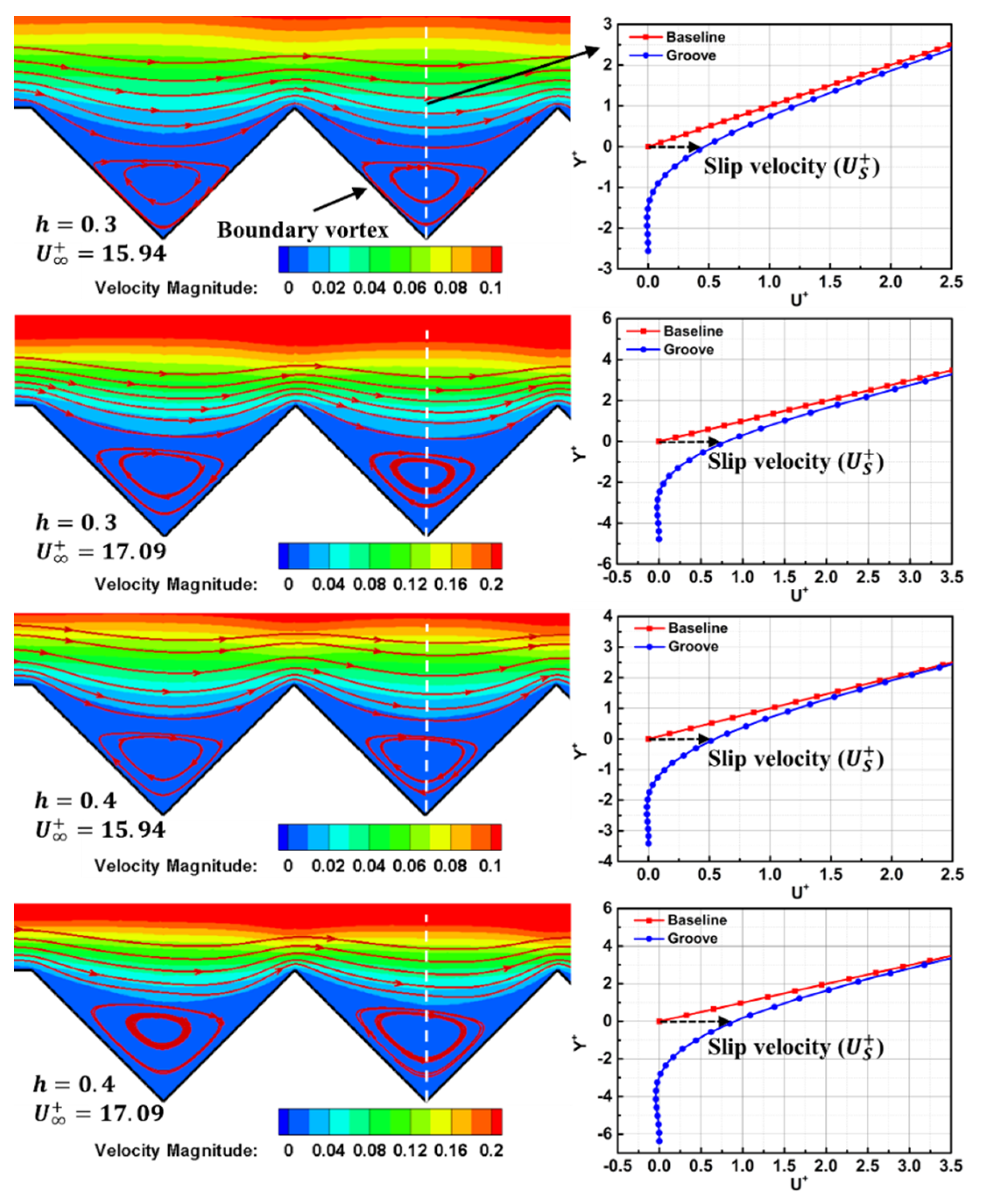
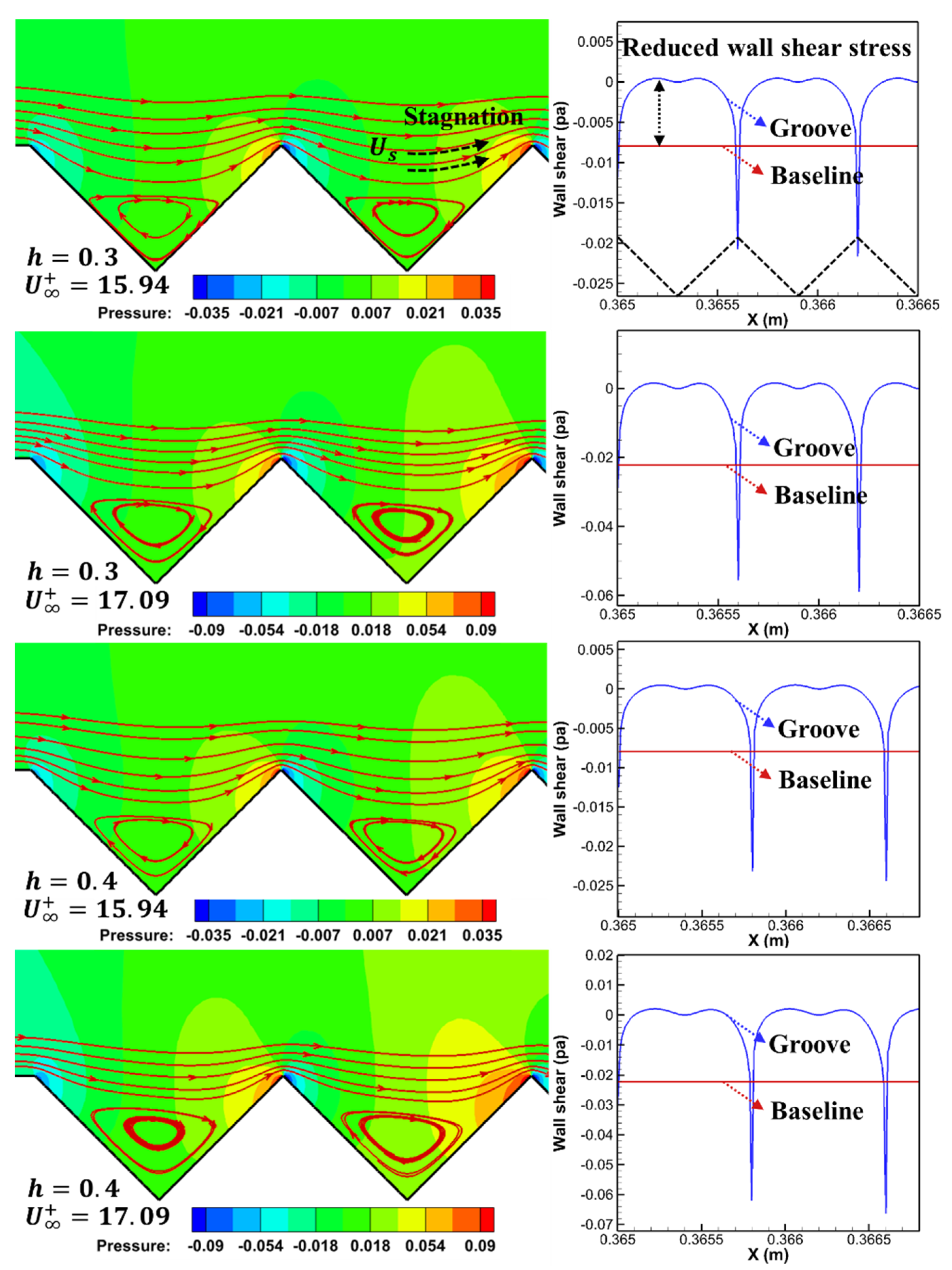
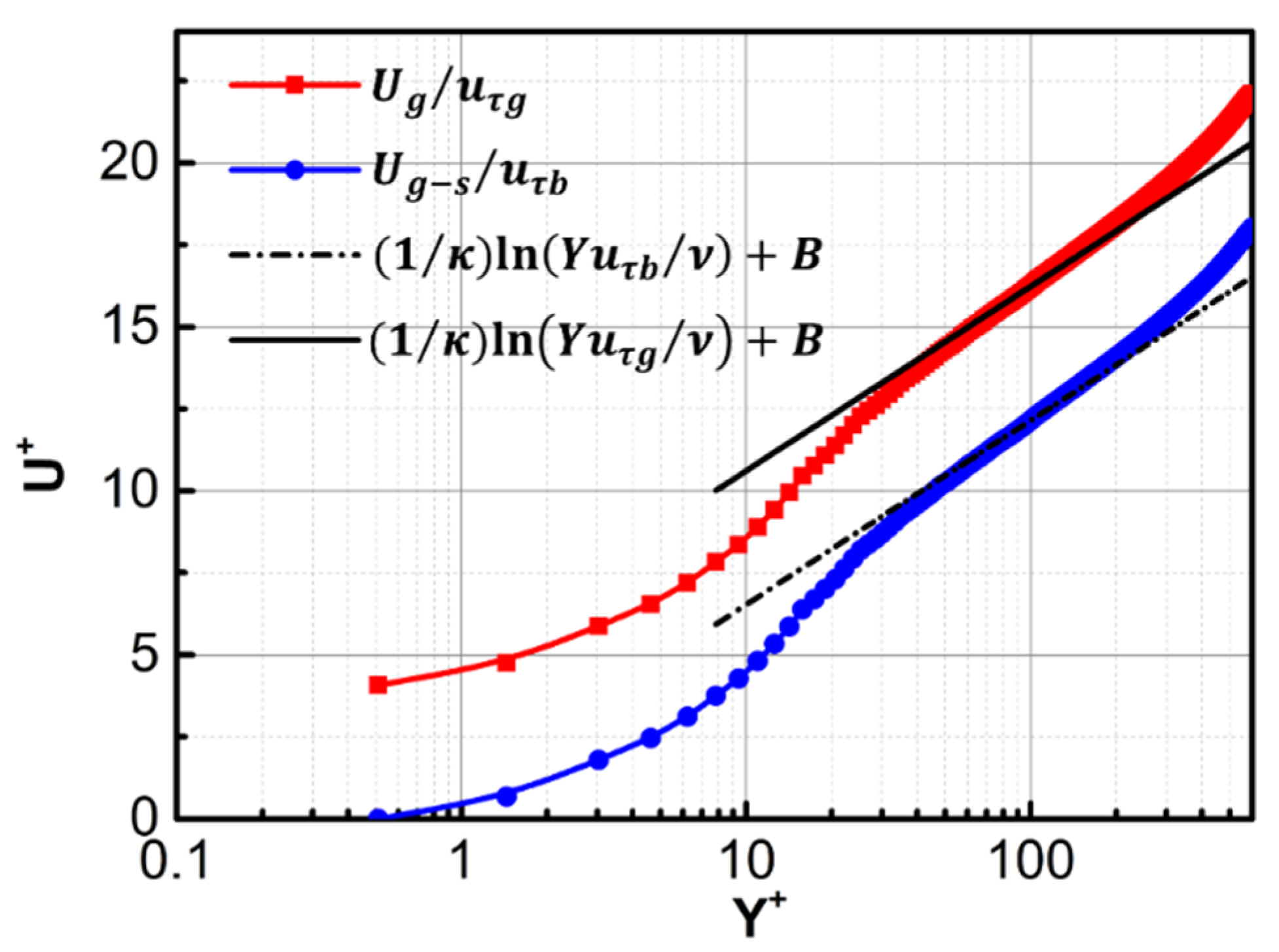
The streamline patterns and velocity that contour over the grooved plate are shown in
Figure 6. Some vortices formed in the grooves can be distinctly observed as perpendicular to the flow direction. These boundary vortices act as “air bearings”, which separate the boundary layer from the solid wall, resulting in fluid sliding over the grooved plate. In order to measure the sliding degree, the dimensionless velocity profiles (
, and
) at the centerline of the grooved plate and the baseline plate at the corresponding position are compared (
Figure 6, right). The results show that the velocity gradient over the grooved plate is less than that on the baseline plate, and an induced slip velocity (
) on the horizontal line can be selected as the quantitative parameter to describe the slip phenomenon. Moreover, the comparison results of the different numerical cases indicate that the slip velocity is affected by the groove depth (
h) and inflow velocity (
).
The wall shear distribution and pressure contour shown in
Figure 7 further illustrate that the magnitude of slip velocities drives the variation in the total viscous drag and pressure drag. On the one hand, these slip velocities reduce the velocity gradient over the groove plate, thus reducing the total viscous resistance. This point is further proved by the shear stress distribution diagram, which shows that the shear stress of the grooved wall is significantly less than that of the baseline plate. By comparing the numerical cases of grooved plates with the same depth at different inflow velocities, it can be seen that the larger the slip velocity, the smaller the velocity gradient. As well, the corresponding shear stress decreases the most, so the total viscous resistance decreases the most in turn. On the other hand, the “slip fluids” induced by the vortices separate on the leeward side of the groove and stagnation occurs on the windward side, resulting in additional pressure drag compared to the baseline plate—which increases the total resistance of the grooved plate. The larger the slip velocity, the greater the stagnation pressure on the windward side, resulting in greater additional pressure drag. In summary, the grooved plate reduces the viscous drag (benefits) and increases the pressure drag (costs), and the optimal drag reduction is the result of balancing the benefits and costs.
From the above analysis, the total drag of the grooved plate consists of the viscous drag (
) and pressure drag (
), which are expressed by Equations (3) and (4), respectively.
and
are determined by calculating the corresponding local stress—namely, shear (
) and pressure (
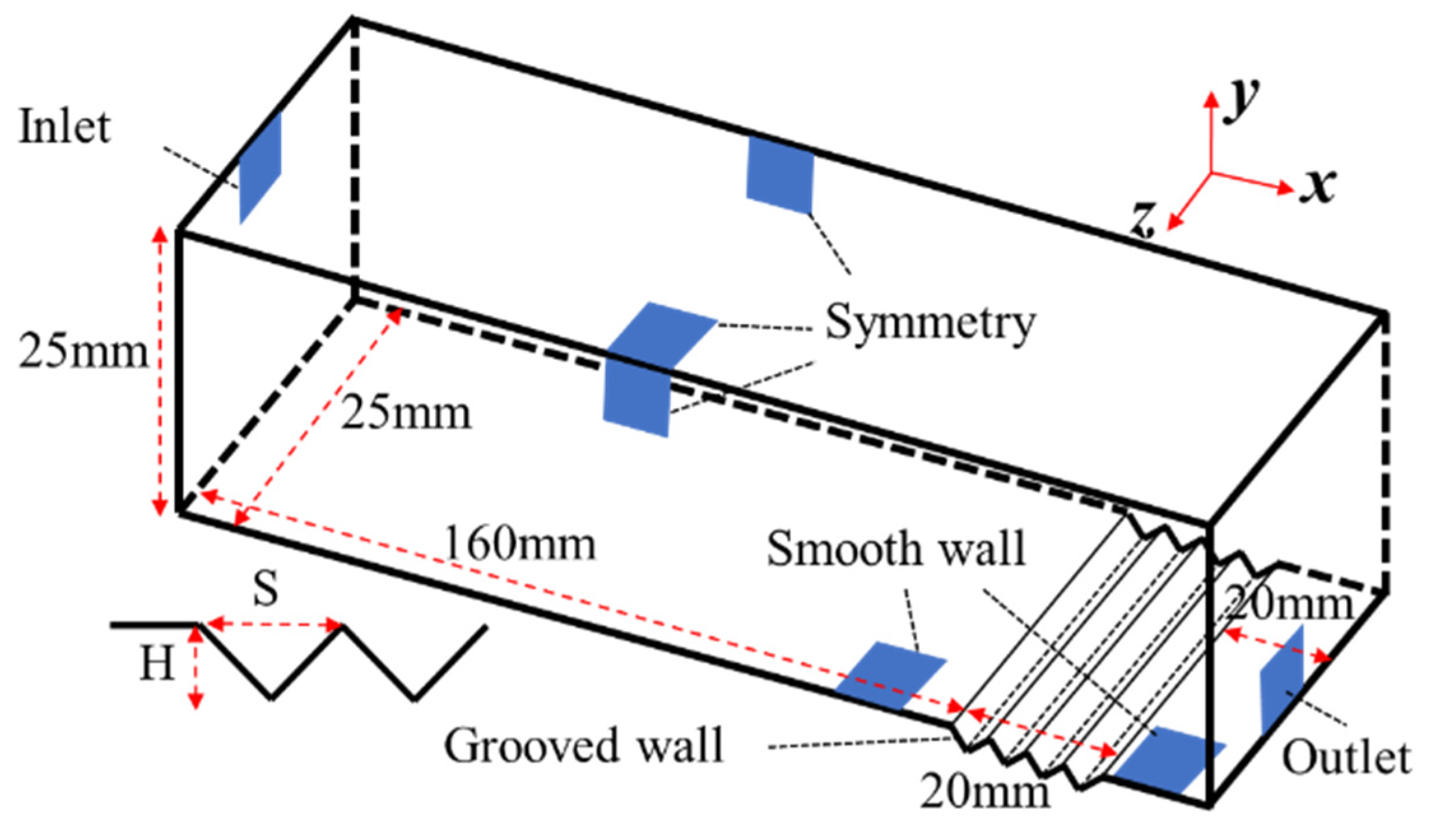
p) at the wall—and integrating the projected stress in the drag direction (
, that is the unit vectors in the x direction shown in
Figure 1 along the wetted wall (
).
here,
represents the ambient pressure,
l is the unit area along the groove wall, and
denotes the normal vector to the wall. Therefore, Equation (1) is transformed into Equation (5):
here,
denotes the reduction rate for viscous drag, and “
” denotes the increased rate of pressure drag.
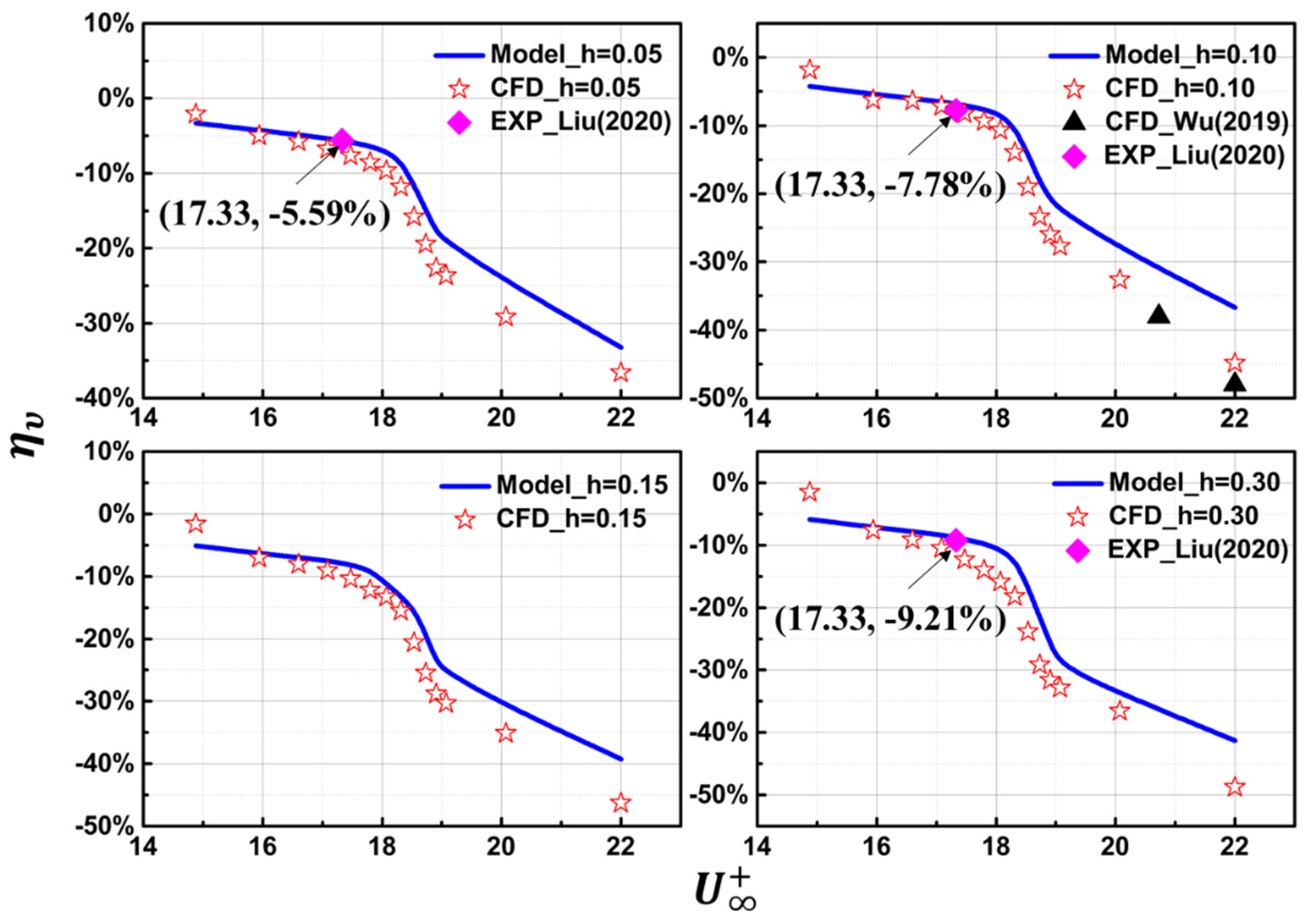
Figure 8 shows the variation of
and
with
,
, and
(in order to compare the model results with the experimental results in the following sections, four different grooves with
h of 0.05, 0.1, 0.15, and 0.3 mm are used for analysis). It can be seen that the absolute values of
and
increase with the increase of
(
, where
is only a unit commonly used for dimensionless values. Therefore, there is no physical relationship between
and the drag reduction rate), which further indicates that the slip velocity drives the variation in the total viscous drag and pressure drag. In conclusion, the essence of balancing the benefit (
) and cost (
) to obtain the optimal drag reduction is how to obtain the optimal slip velocity by matching the depth of the groove and the inflow velocity.
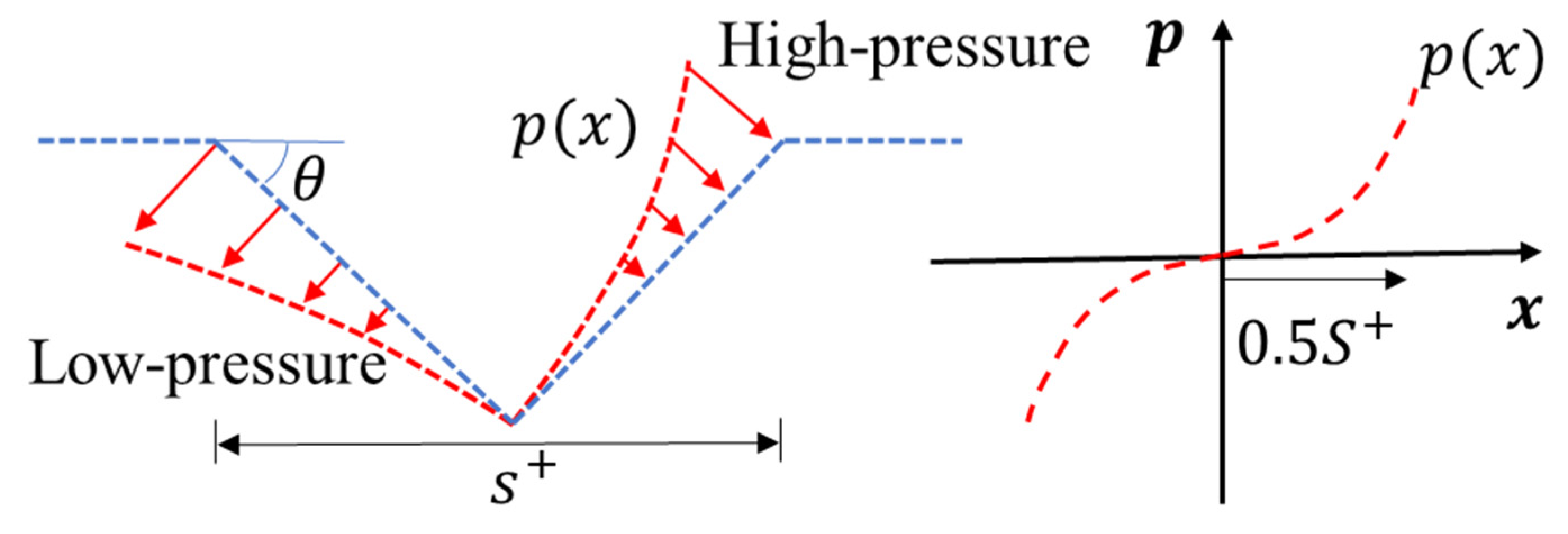
Based on the above analysis, we propose a model to match the relationship between inflow velocity (
) and groove depth (
h) by determining the optimal slip velocity (
). The establishment process of this model is shown in
Figure 9.
Step 1. Construct the relationship between inflow velocity (), depth (), and slip velocity ().
Step 2. Construct the physical relation between slip velocity () and viscous drag-reduction rate ().
Step 3. Construct the physical relation between slip velocity () and pressure drag-increase rate ().
Step 4. Balance and to design the groove depth () in different inflow velocities ().
6. Conclusions
In this paper, we used the LES with the dynamic subgrid model to investigate the drag reduction characteristics of transverse V-grooves with different depths (h = 0.05~0.9 mm) at different Reynolds numbers (). Based on the numerical results, the physical model describing the relationship between the dimensionless depth () of the transverse groove, the dimensionless inflow velocity (), and the drag reduction rate () was established to quasi-analytically solve the optimal and maximum transverse groove depth according to different Reynolds numbers. The main conclusions are summarized as follows:
(1) The dimensionless groove depth () and dimensionless inflow velocity () affect the magnitude of the slip velocity (), thus driving the variation in the total viscous drag and pressure drag and thereby affecting the total drag. Therefore, the essence of balancing the benefit (the viscous drag reduction rate, ) and cost (the pressure drag-increase rate, ) to obtain the optimal drag reduction is to obtain the optimal slip velocity by matching the depth of the groove and the inflow velocity.
(2) The relationship between and can be constructed by comparing the velocity profile of the grooved plate (slip) and baseline plate (no-slip), and the relationship between and can be established by analyzing the effect of the slip velocity on the pressure distribution of the groove wall. When the value of reaches the maximum, the relationship between optimal depth and is obtained, and when this value is equal to 0, the relationship between maximum depth and is obtained.
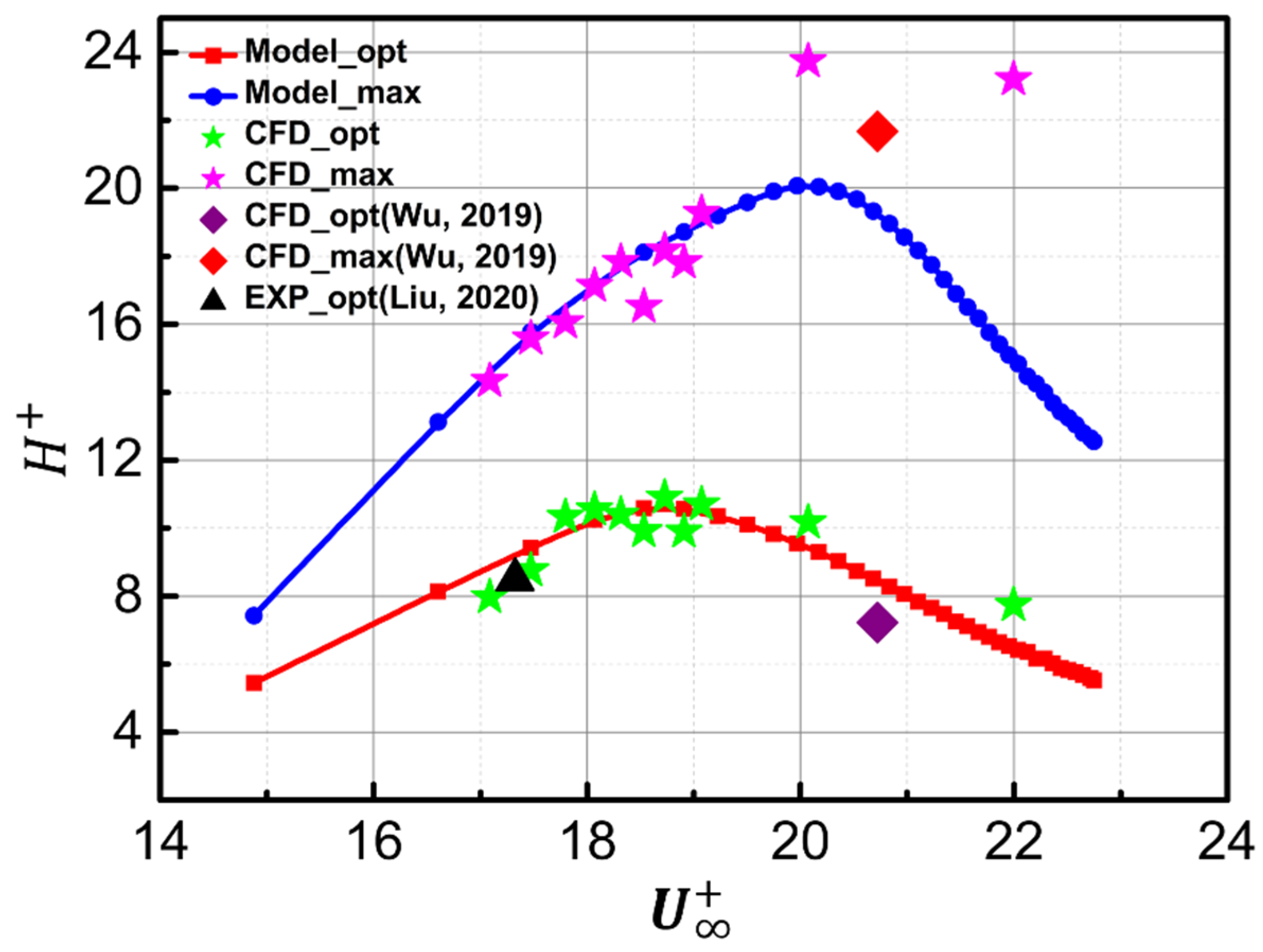
(3) The model results are consistent with the present numerical results and with previous data. For the solution of the optimal depth, the average error of the model is less than 4.35% when (Re < ). For the solution of the maximum depth, the average error of the model is less than 4.09% when (Re <).





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

