1. Introduction
Vanadium (V) is a widely distributed chemical element in the earth’s crust (average 138 ppm) which occurs in more than 50 different minerals [
1]. Vanadium compounds are recovered from production cycles of iron, titanium, uranium, aluminum, phosphate, and crude oil. However, the main source of vanadium are iron concentrates obtained from vanadiferous titanomagnetite deposits [
2]. Vanadium-bearing shales, bauxite residues, hard coal and lignite ash are also considered potential sources of vanadium [
3,
4,
5,
6].
Vanadium can also be recovered from primary sources such as lead vanadate deposits [
7]. Latest statistical information on the production of vanadium from lead vanadate ore in the world relates to 1980 [
8]. Lead vanadate deposits are located at regions, which are typical for a moderately arid climate and deep oxidation zones such as South Africa, North Africa, Spain, Southwestern United States, Mexico, and Argentina [
9].
According to the list of Critical Raw Materials for the EU (2017) and the final list of critical minerals for the USA (2018) vanadium belongs to the critical materials [
10,
11,
12]. Vanadium is expected to become more and more critical like other elements with future applications in green technologies such as lithium and cobalt. The invention and development of vanadium redox flow batteries (VRFBs) are likely to increase the major need for vanadium compounds. Considering production and demand data of vanadium exclusively for energy technology industry, the demand of vanadium will increase up to 73% until 2050 [
13]. Besides VRFBs, the main applications of vanadium are innovative materials for energy-efficient smart windows, water-splitting catalysts, synthesis of novel types of nanostructured material and initiation of catalysis reactions [
14,
15,
16,
17].
Lead vanadate minerals, also known as oxidized lead minerals, are vanadate salts based on the orthovanadate anion group (VO
4)
3− and different cations of base metals, wherein the presence of lead cations is obligatory. Economically valuable accompanying minerals can be sulfides and oxidized minerals of zinc and lead such as cerussite, anglesite, wulfenite, smithsonite [
7].
Table 1 presents general information about major lead vanadate minerals and their properties.
Vanadinite is a lead chlorovanadate and isomorphic with apatite (Ca5(PO4)3Cl) and pyromorphite (Pb5(PO4)3Cl). Descloizite and mottramite are hydrated vanadates of copper and zinc, which form an isomorphic series (descloizite group minerals—Pb(Zn,Cu)(VO4)OH)). The isomorphic substitution of vanadium by arsenic and phosphorus in the anion group forms different varieties with endmembers such as pyromorphite, mimetite (Pb5(AsO4)3Cl) and arsendescloizite (PbZn(AsO4)OH). Arsenic- and phosphorus-containing minerals are often contaminants and undesirable for further metallurgical treatment. However, due to similar physical properties, they are often recovered in lead vanadate concentrates. Main gangue minerals of this deposit type are calcite and dolomite with densities of 2.6–2.8 g/cm3, making density separation a suitable option for processing.
The traditional processing method for mechanical recovery of lead vanadate minerals from coarse- and middle-grained ore is gravity separation by shaking tables [
20]. The presence of gangue minerals with a high density, such as barite, manganese and iron oxides, usually result in low quality of lead vanadate concentrates [
21,
22]. The high density of lead vanadate minerals ranging from 6.18 to 6.95 g/cm
3 as well as the low hardness (2.5–3.5), combined with brittle and soft properties may cause intensive overgrinding, which is the main technical problem in the comminution of minerals, in spite of grinding circuits. The production of fines and their unavoidable mechanical losses in slime products can rise to 30–40% [
20,
21,
22]. According to Baughmann, the losses of lead vanadate minerals within slime fraction can decrease by using adequate grinding devices. For instance, instead of grinding below 0.4 mm with a ball mill, the recovery of lead vanadate minerals on the shaking table increased from 45% to 69% by using roll crushers, respectively 89% by using an impact mill [
22]. Froth flotation of lead vanadate minerals was used for fine-grained lead vanadate ores, slimes, and tailing products of previous gravity separation stages [
23,
24].
There have been two main producers of lead vanadate concentrates, located in Namibia (gravity separation and flotation plants in Abenab West Mine and Berg Aukas) and Zambia (gravity separation and hydrometallurgical plant in Kabwe) [
23,
25]. However, the production ceased in 1978 [
26]. Nowadays, the vanadium-, lead- and zinc-rich smelting slags and various metallurgical wastes (imperial smelting furnace slags, Waelz slags and slag dusts)—historically accumulated from the local smelters in Berg Aukas (Namibia) and Kabwe (Zambia) and disposed at the local polluted areas and dumps—are considered and investigated by Ettler et al. as potential sources of vanadium. [
27,
28] Small-scale and artisanal mining operations, based on gravity concentration methods for the recovery of lead vanadate minerals were used in Spain, Argentina, USA, Mexico, Angola, South Africa, Namibia [
29,
30]. The use of lead vanadate minerals as a source of vanadium lost importance around the mid 1980s.
Nowadays, the artisanal and small-scale mining (ASM) of raw materials in resource-rich developing and emerging countries is considered as future raw materials supply for developed economic sectors [
31]. Using small-scale processing implies low investment costs with a flexible working environment. The realization of small-scale projects take relatively short time. Depending on the mining progress, the semi-mobile plant is designed to respond to varying throughputs and ore grades. In comparison to conventional mining, processing from ASM is less automated resulting in a higher demand of personnel, which provides opportunities for more jobs in the operating region [
32,
33].
At present, there is no global market for lead vanadate concentrates as commodity. For the production of marketable commodities, the metallurgical treatment of lead vanadate concentrates is required. By smelting of high-grade lead vanadate concentrates with sodium carbonate and coke, the lead is reduced to metallic lead and the vanadium is converted to water-soluble sodium vanadate, which is then leached and precipitated to ammonium vanadate. This ammonium vanadate is then calcined to V
2O
5. Vanadium-containing slag and vanadium pentoxide are marketable commodities for vanadium consumers. The direct use of lead vanadate concentrates is technically possible as additive for pyrometallurgical treatment of lead sulfide concentrates, but with the negative side-effect of vanadium losses for further recovery, which is not reasonable in terms of vanadium processing. Another challenge for metallurgical treatment of lead vanadate concentrate is the possible presence of arsenic, which is by-recovered as mimetite or arsendescloizite and their isomorphic series with lead vanadate minerals. This leads to extra costs when selling arsenic-containing products and concentrates. The presence of arsenic in various minerals is typical for gold, silver, cobalt, copper ores and requires corresponding separation, precipitation and purification stages during the complex metallurgical processing [
34,
35,
36]. This extra effort for handling and removal of arsenic during metallurgical processing leads to additional costs, which affect the prices of arsenic-containing lead vanadium concentrates.
The main objectives of this work are the characterization of extracted lead vanadate ores and the investigation of the optimal process for the recovery of vanadium minerals from lead vanadate ores. The main metallurgical requirement for lead-vanadium concentrate is a content of over 10% vanadium oxide. A content of calcium over 10% is undesirable for the further metallurgical treatment due to the formation of water insoluble calcium vanadates during the smelting stage and corresponding complications in hydrometallurgical stages.
The preliminary characterization of samples and mechanical processing tests were performed in the processing facilities of Unit of Mineral Processing (AMR) of RWTH Aachen University. Based on summarized field works and preliminary sample characterization, the installation of a small-scale mechanized semi-industrial pilot plant at the site of the deposit was proposed.
The principal flowsheet of the pilot plant consists of crushing and grinding, followed by the pre-concentration of bulk heavy minerals by spiral concentrator with maximal possible recovery and recleaning of middlings by shaking table. The small-scale pilot plant was set up at the site of the lead vanadate deposit in Morocco. Various processing schemes were tested in the pilot plant. The most suitable set up is presented in this paper with arising problems and approaches to solutions.
2. Materials and Methods
The investigated small-scale deposit of lead vanadate ore was discovered in Atlas Mountains (Morocco) during the exploration works of supergene non-sulfide lead and zinc ores. The deposit belongs to an oxidation zone series of base-metal sulfide deposits and is located on the surface and in near-surface oxidation zones over a length of 2 km with actually known depths of 5–10 m. The deposit’s characteristics correlate to the typical formation of lead vanadate deposits. It consists of many erratically distributed small-sized filled lining cavities and “sand sacks”, filled fissures of irregular shapes and thicknesses, as well as the sometimes-porous weathering crusts, which are also enriched with secondary valuable lead minerals as cerrusite and partially oxidized galenite. The recent exploration field works identified more potential areas for the occurrence of lead vanadate minerals. The samples from localized zones were collected by trench (grab) sampling methods. The exploitation of the deposit is possible using low-cost surface mining methods as near-surface trenching and pitting by jackhammer. The raw ore with the contained lead vanadate minerals from manual exploring zones is mined and stockpiled for further treatment.
Numerous samples of the erratically distributed lead vanadate ore from the deposit with a total mass of over 80 kg were collected from two different locations. For the primary investigation, as well as the gravity concentration tests, the corresponding samples from each location were combined and assigned to sample A and sample B, respectively. The feed and products from the small-scale processing plant were periodically sampled for the analysis and estimation of metallurgical balance. In the case of the ore type enriched with manganese minerals, the pre-concentrate from spiral concentrate was sampled for investigation.
Numerous analytical methods were used for the characterization of the feed material and the obtained concentrate. All obtained samples and products were analyzed via XRF (Niton XL3t, ThermoFisher Scientific, Waltham, MA, USA) and ICP (iCAP 6300, ThermoFisher Scientific, Waltham, MA, USA). ICP data was additionally used to correct the XRF data. Furthermore, optical microscopy was performed to define the coarse interlocking characteristics and grain size of major minerals. The modal mineralogy, liberation analysis and back scatter electron (BSE) images were obtained by mineral liberation analysis (MLA 650F Quanta, FEI Company, Hillsboro, OR, USA). Electron probe microanalysis combined with BSE (Gemini SEM 500, Zeiss, Oberkochen, Germany) imaging was also used.
The flowsheet for the lab-scale processing test work of the split samples A and B (40 kg each) consists of coarse crushing by jaw crusher (Type MN 931/10. KHD Humboldt Wedag AG, Cologne, Germany), followed by medium comminution via roll crusher (Type LWBP 2/2, Karl Merz Maschinenfabrik GmbH, 1972 (year of manufacture), Heschingen, Germany) in a circuit with a 1 mm sieve. The underflow serves as feed material on the shaking table (Model 2000, single deck 2 m2, Holman Wilfley Ltd., Redruth, UK) for gravity separation of vanadium minerals from accompanying minerals. The tailings of the shaking table are dried, further liberated in a circuit consisting of a tumbler sieve (VTS 800, ALLGAIER, Uhlingen, Germany) and the same roll crusher and fed onto the shaking table as a recleaning gravity separation stage. The two obtained concentrates and the tailings are dried and analysed. Due to the limited amount of sample, it was not possible to conduct spiral tests in the laboratory. Instead, shaking table tests were used.
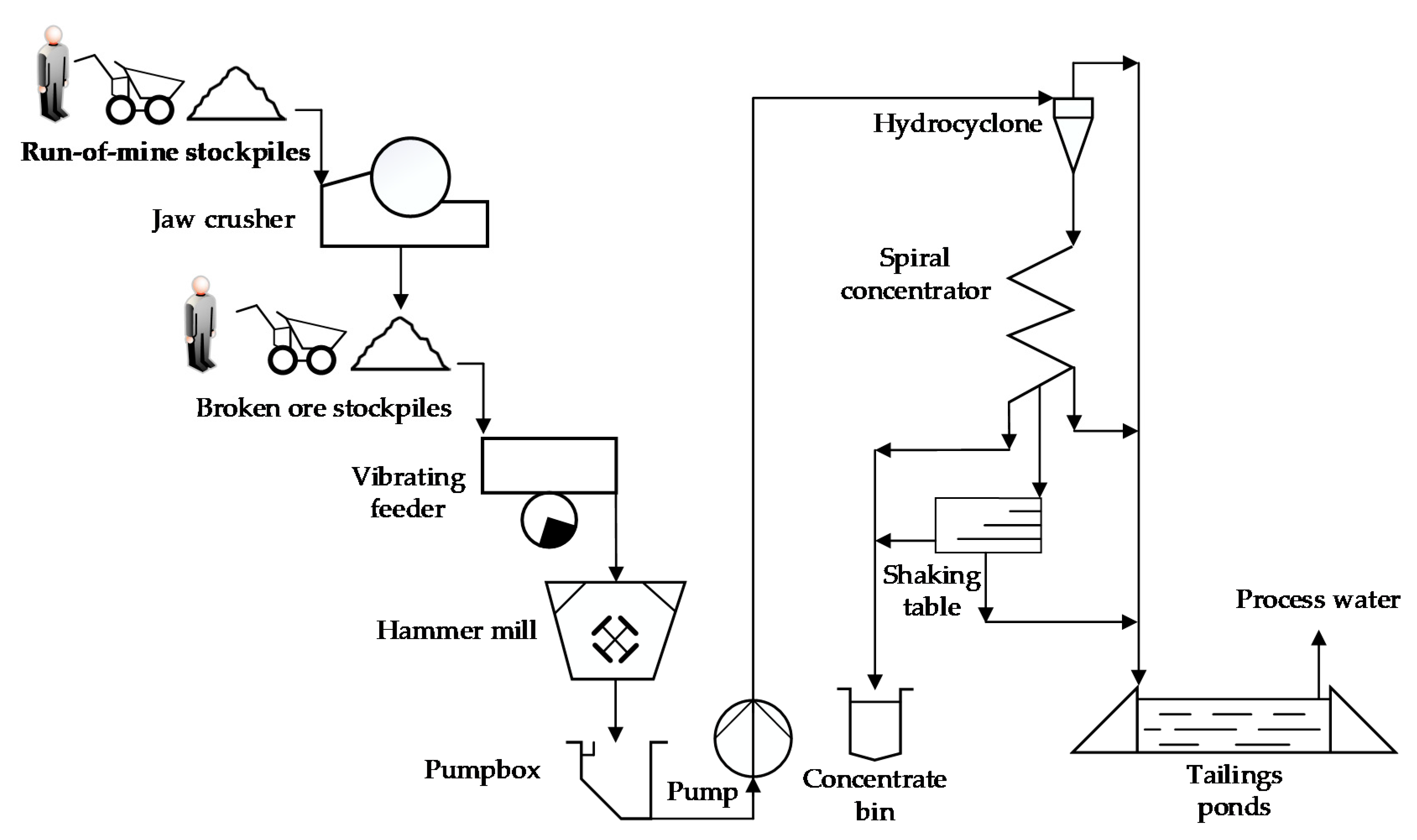
Based on the laboratory tests, the pilot plant was designed following a simplified flowsheet with minor changes for grinding and density separation. The small-scale processing plant started with a throughput of 4 t/h (64 t/d for 16-h daily work shift). The flowchart of this pilot small-scale processing plant for recovery of lead vanadate minerals is introduced in
Figure 1. The stockpiled run-of-mine ore with an average feed particle size of 350–400 mm is dumped to the first comminution stage by mini-dumper. The first comminution stage is operated periodically with a jaw crusher (500 × 320 BDG, KHD Humboldt Wedag AG, Cologne, Germany) to reduce particle size to 50 mm. The crushed ore is discharged on a static grizzly with 70 mm openings. The oversize (app. 5% of ROM feed) is periodically fed back into the jaw crusher, while the undersize fraction is discharged by vibrating feeder onto the belt and stockpiled for the secondary comminution stage. The bulk density of broken ore is 2.97–3.60 t/m
3, depending on ore properties.
As secondary comminution stage, a wet operating hammer mill (Dambroz D-2, modified by Alexander Stark Ingenieurberatung, Wegberg, Germany) provides the main liberation of lead vanadate minerals. The crushed ore from stockpile is periodically loaded by mini-dumper in feeder bin and fed into the hammer mill by a vibrating feeder. The two hammer mills, equipped with discharge grates with a gap width of 1 mm, are operated wet with low solids content and high rotor speed of 1450 rpm. Water consumption is high with 10–12 m3/t. A desliming step by hydrocyclone (diameter 125mm, AKW A+V, Hirschau, Germany) (designed at 30 µm for calcite, so even finer for vanadinite, due to higher density) is necessary prior to gravity separation by spiral concentrator (MG2, Multotec, Johannesburg, South Africa). The overflow of the dewatering hydrocyclone is discharged to the tailings pond and the underflow serves as feed material for the spiral concentrator. The spiral concentrator allows obtaining a heavy fraction (1st concentrate) by sliding splitters on different altitude levels depending on the properties of the currently processed ore. The middlings fraction is further processed on a shaking table (Model 2000, single deck 2 m2, Holman Wilfley Ltd., Redruth, UK) to obtain a second lead vanadate concentrate, which is combined with the concentrate from the spiral concentrator. The concentrates are dewatered and manually bagged for shipment.
At present, the light fractions of spiral concentrator and shaking table are considered as tailings materials. They are transported to the first tailings pond from which the solids are periodically dredged and dumped. The clear water is going as overflow to a secondary tailings pond for the process water circuit.
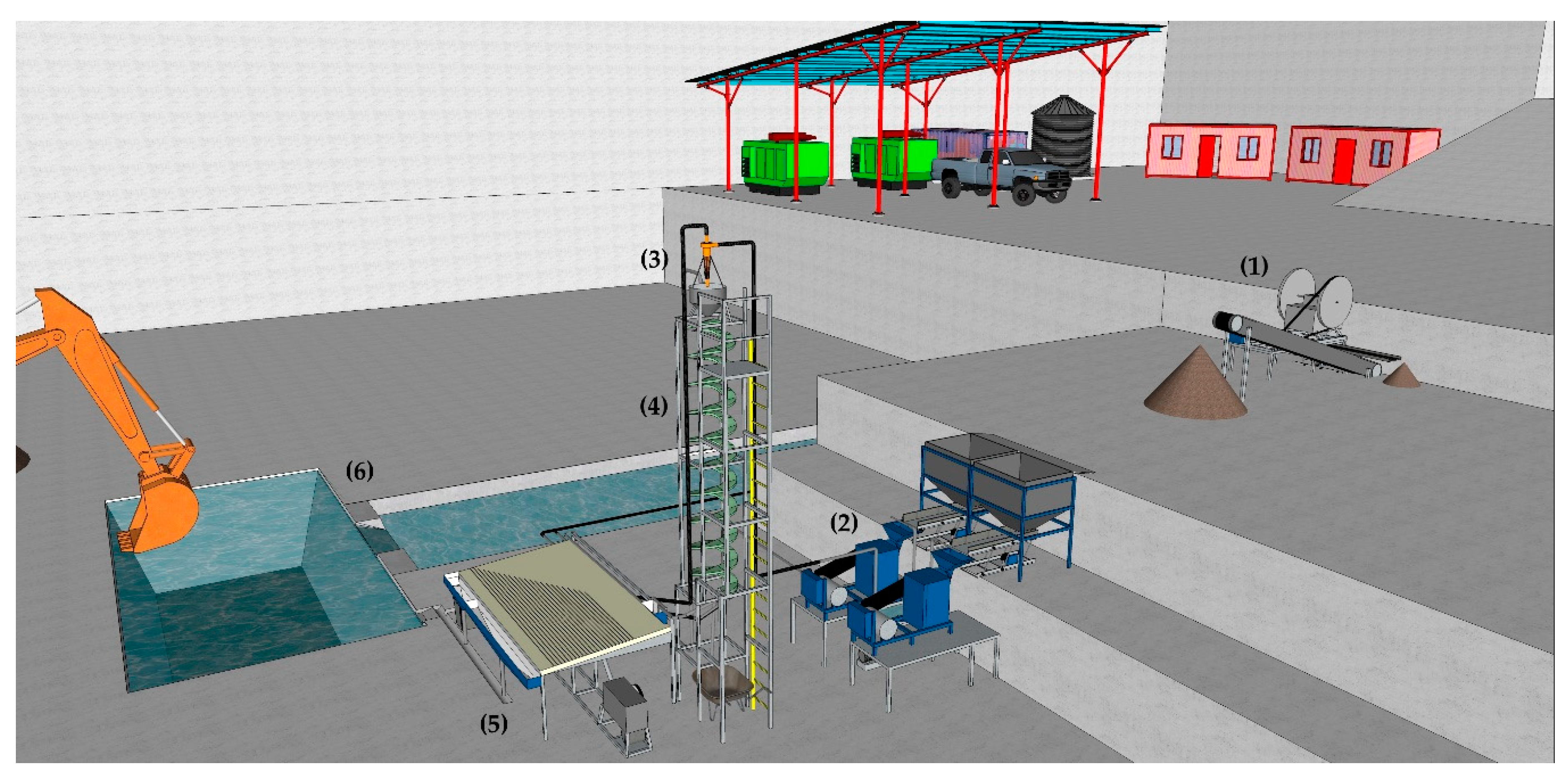
Figure 2 shows a sketch concept of the small-scale processing plant. The electrical power for the pilot plant was generated by a mobile diesel generator with a total power of 200 kVA. Periodical pumping provides the fresh water intake from a local well.
With the processing plant in operation, the idea of improving the process and thus the recovery of lead vanadate minerals was further investigated in the laboratory. In the context of small-scale processing plant operations, an increased content of manganese oxides such as coronadite occurs at some parts of the deposit. Coronadite (Pb(Mn
4+6Mn
3+2)O
16) was identified as heavy manganese oxide mineral (5.5 g/cm
3), containing simultaneously lead (24–27%) and manganese (43–46%) as metals [
18,
19]. In addition, coronadite has a weakly magnetic susceptibility (22.8 × 10
−6 cm
3/g) and can be recovered by magnetic separation [
37].
Therefore, the possibility of separation of magnetic minerals from the concentrate using five different magnetic field intensities was tested. Three particle size fractions (0–100 µm, 100–250 µm, 250–1000 µm; 400 g each) of pre-concentrate were prepared for the tests by dry sieving. The dry magnetic separation tests were carried out on a laboratory-scale high intensity induced roll magnetic separator (model MIH-(13)111-5), manufactured by Carpco (Tonbridge, UK). The roll velocity was set constant at 45 rpm. The test series consisted of five separation stages with increasing magnetic field intensities at 0.3 T, 0.6 T, 0.8 T, 1 T and 1.1 T. The feed was separated into two fractions: magnetic and non-magnetic. The magnetic fractions from each stage left the process, while the non-magnetic fraction was fed into the next stage. All fractions of magnetic separation tests were analyzed.
An overview of the conducted investigations for the different samples is summarized in
Table 2.
3. Results
3.1. Ore Characterisation
Chemical assays of the numerous ore samples from various parts of the deposit show contents of V2O5 in the range from 0.52 to 6.5%. The varying content of lead vanadate minerals is typical for unevenly distributed ore bodies. The ore samples contain between 5 and 25% of vanadinite and descloizite with contents of other economical-valuable minerals such as sulfides (galena), oxidized lead and zinc minerals (cerussite, anglesite, pyromorphite, willemite, smithsonite) ranging from trace amounts up to 5–15%. Cerrusite and partly oxidized galenite prevail as secondary economical-valuable minerals.
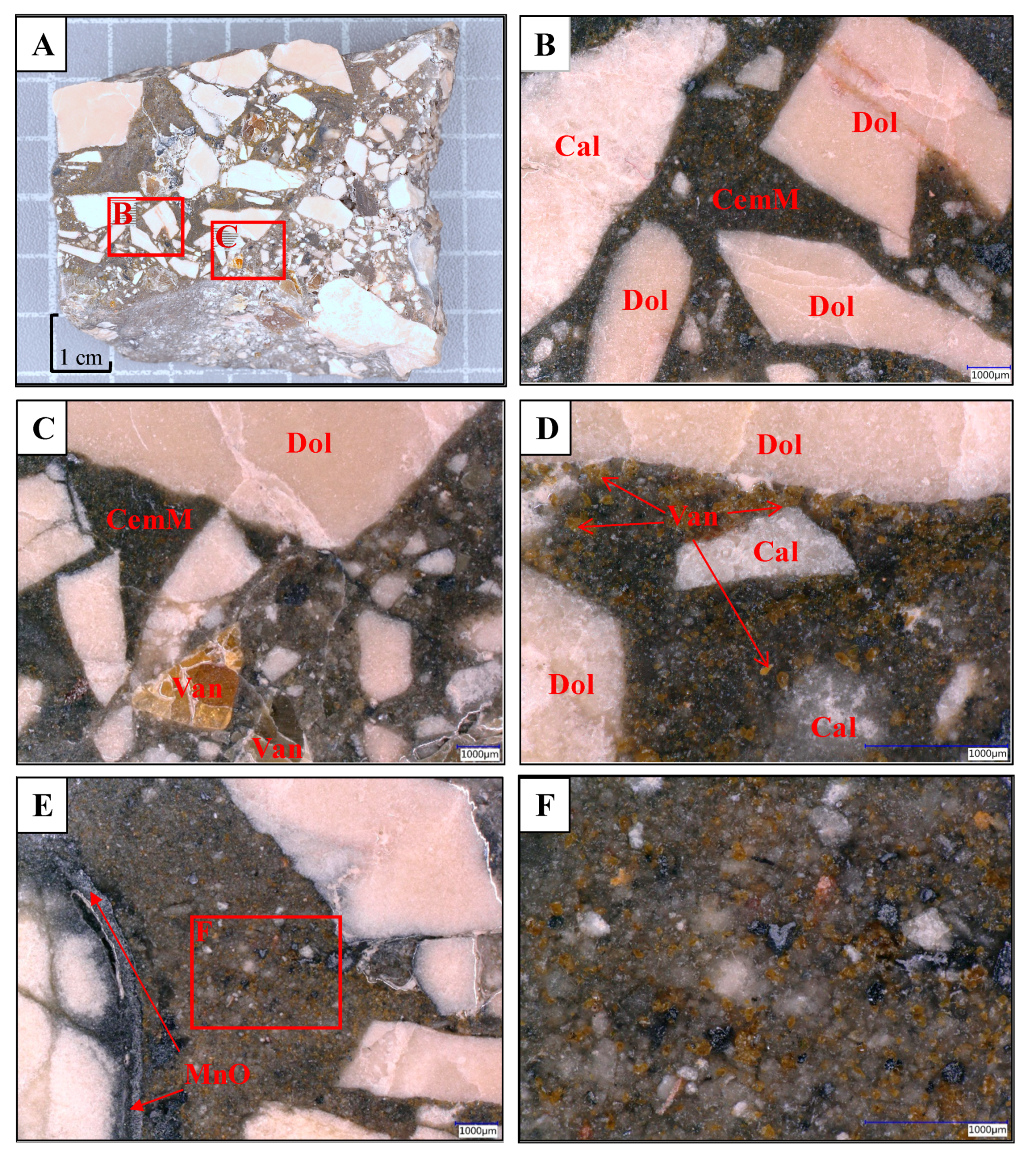
The major gangue minerals are dolomite and calcite. Manganese and iron oxides, oxidized iron minerals and barite represent the heavy gangue minerals with lower amounts. Silicates such as quartz, feldspars and clay minerals are present in a negligible amount. Optical microscopy images in
Figure 3 demonstrate the textural features of investigated sedimentary specimen, which represents typical clastic sedimentary rocks like limestone-dolomite breccia.
Dolomite and calcite are common rock-forming minerals in investigated brecciated samples, which are presented in sedimentary rocks as coarse broken clasts (
Figure 3A). The clasts of calcite and dolomite are randomly oriented in the texture of specimen. Furthermore, the specimen belongs to matrix supported chaotic breccia. Dolomite and calcite (grey to hell grey) are identifiable as coarse and medium-sized (over 2 mm) angular and sub-angular clasts (
Figure 3A–E).
The spaces between the coarse clasts are filled with a cemented material. It consists of lead-vanadate minerals, manganese oxide, silicate and medium to fine-sized clasts of calcite and dolomite. Left free spaces between these grains are cemented by fine calcite. The lead vanadate minerals (yellow) are distributed in a wide size range: from coarse (over 0.5 mm;
Figure 3C) and middle-grained (0.1–0.8 mm;
Figure 3D) to finely disseminated (10–25 µm,
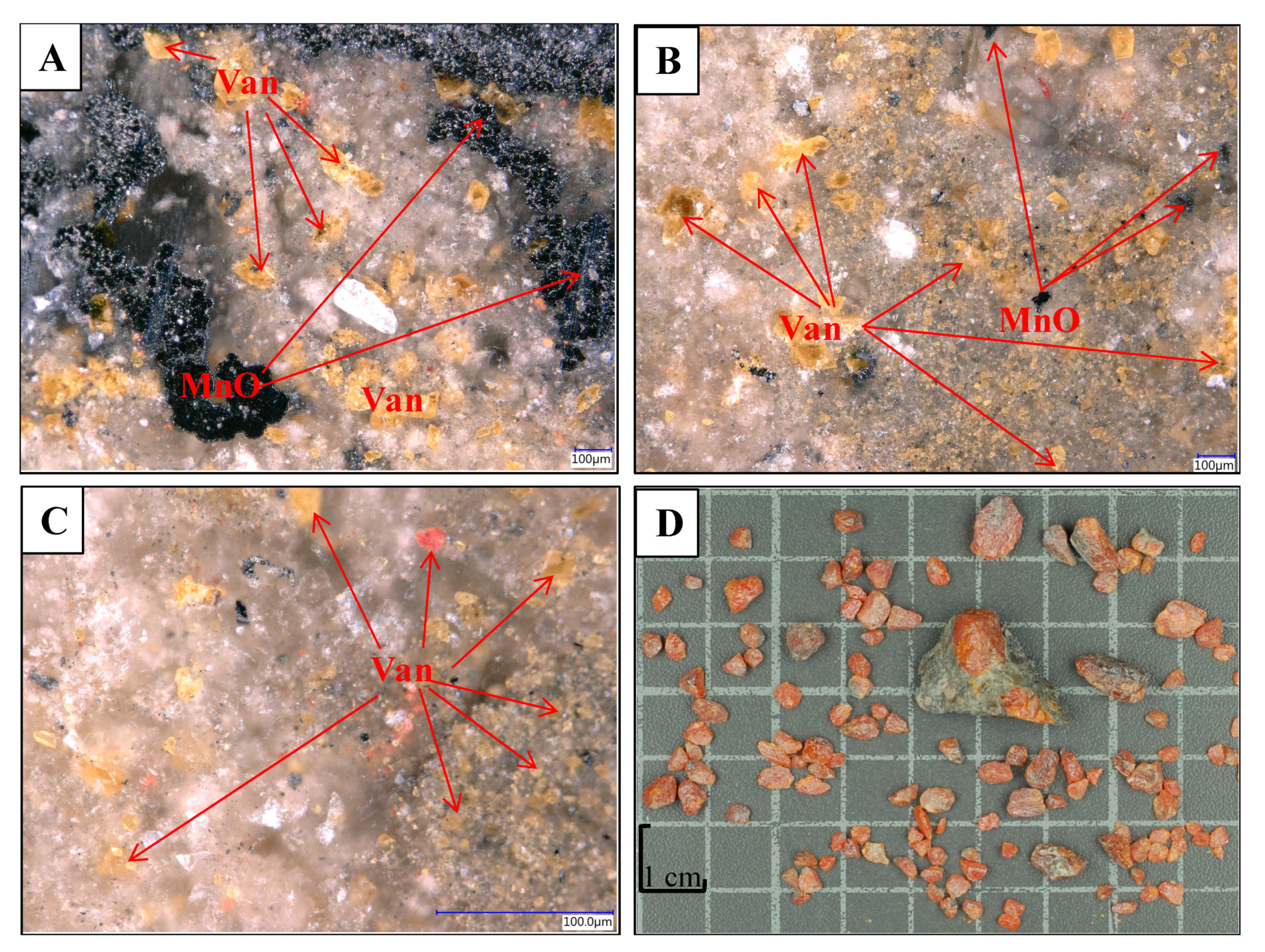
Figure 4). The amount of coarse particles is below 10%. Approximately 75% of vanadinite particles occur in middle-grained and fine ranges (0.05–0.8 mm) and could be recovered by gravity concentration methods. Manganese oxides (black) are coarse and middle-grained and occur as crusts (
Figure 3E), colomorph complexes (
Figure 4A and separate particles (
Figure 3F,
Figure 4C).
In
Figure 4A,B, middle-grained vanadinite particles of more than 100 µm are visible.
Figure 4B,C shows very fine vanadinite with a particle size of around 10–50 µm in the calcite matrix. The main losses of vanadium (up to 20%) relate to such finely disseminated particles. The liberation of such particles and following adequate separation methods is challenging for small-scale mining and was not a part of this works.
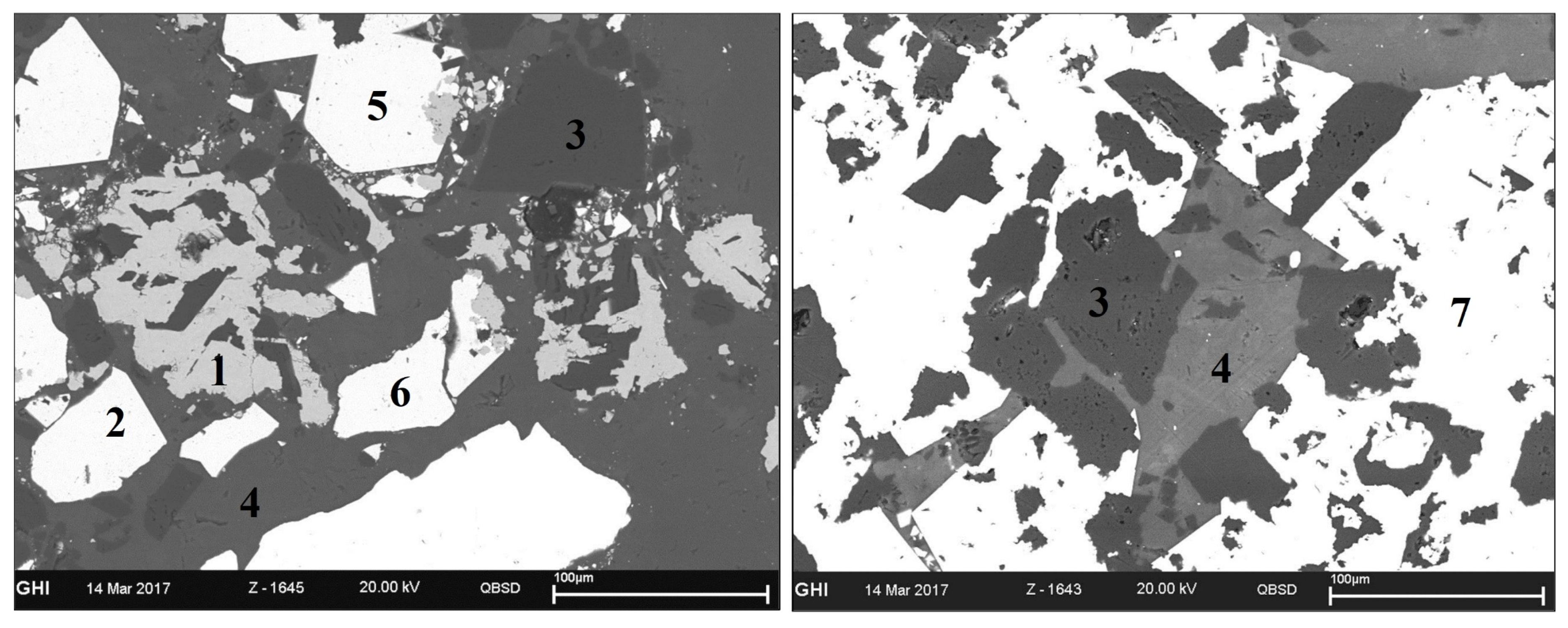
Electron probe microanalysis with BSE of lead vanadate minerals was conducted to obtain their elemental composition. The elemental composition of specific spots, which have previously been optically defined by microscopy (
Figure 3), is summarized in
Table 3, with corresponding BSE images in
Figure 5.
The electron probe microanalyses of lead vanadate minerals indicate, that the vanadinite consist of 72.95% lead and 10.38% vanadium. The descloizite-mottramite locations belong to averaged elemental composition of lead (51.05–52.40%), zinc (14.89–15.83%), and copper (1.23–2.7%) for descloizite-mottramite series. Besides lead vanadate minerals, a minor amount of vanadium of 2.59% was detected in some complex Pb-, Fe-, Mn-oxides.
In some of the measured samples a low amount of arsenic is found. Hence, vanadinite can be conditionally subdivided into two types, which are different in color (“red” and “yellow”), chemical composition and crystal size distribution, which is why the distinction in “red” and “yellow” samples is used in the following text. Both types of vanadinite, as well as other lead vanadate minerals, were formed during several paragenetic stages. The red vanadinite is mostly found as coarse particles over 0.5–10 mm (
Figure 4A), while the yellow vanadinite is concentrated in wide size range from 1 mm to finely disseminated particles. The chemical analysis of red and yellow vanadinite samples is shown in
Table 4. The yellow vanadinite is enriched with arsenic (1.37%) in comparison to red vanadinite (0.25%). The arsenic is an unavoidable constituent in lead vanadate concentrate, recovered by gravity concentration, leading to challenges in further metallurgical processing steps.
3.2. Results of Gravity Concentration Tests
The investigation of gravity separation testing with sample A and B in
Table 5 shows different results for the two samples for recovery and content of V
2O
5 and lead, especially in the two obtained concentrates. In the concentrates of both samples, a recovery of 80% and a grade of 12–14% V
2O
5 were achieved. The recovery of lead in concentrates was also over 80% with lead content of 45–53%. The recovery of V
2O
5 and lead slightly differs because small quantities of the detected lead are present in galena. The liberated lead vanadate minerals in tailing products are present as slime particles (<40 µm), while non-liberated lead vanadate minerals occur as finely intergrowths with dolomite and calcite. Moreover, parts of fine lead vanadate minerals are hydrophobic and recovered in tailings as a yellow-red film of floating particles, which could significantly be lost with water flows.
3.3. Small-Scale Processing Plant for the Recovery of Lead Vanadate Minerals
The main challenge for mineral processing of the lead vanadate ore is its varying composition, as the content of V2O5 in run-of-mine ore changes from very low-grade (0.52%) to high-grade ore (6.5%). Regarding the varying mineral composition of feed for the small-scale plant, the major processed ores can be geometallurgically subdivided into three types:
low-grade (0.5–2.5% of V2O5) lead vanadate ores,
high-grade (3–6% of V2O5) lead vanadate ores
ore type, enriched with heavy gangue minerals as manganese oxide minerals
Low-grade and high-grade lead vanadate ores can be considered relatively simple processible ore, whereas the third ore type, enriched with heavy gangue minerals is most problematic for gravity separation.
Characterization of an obtained pre-concentrate of the spiral concentrator, enriched with manganese minerals, is presented in
Section 3.4. In order to respond to varying composition of feed material, the plant is designed to react flexibly on changing ore properties by adjusting the settings of the concentration aggregates.
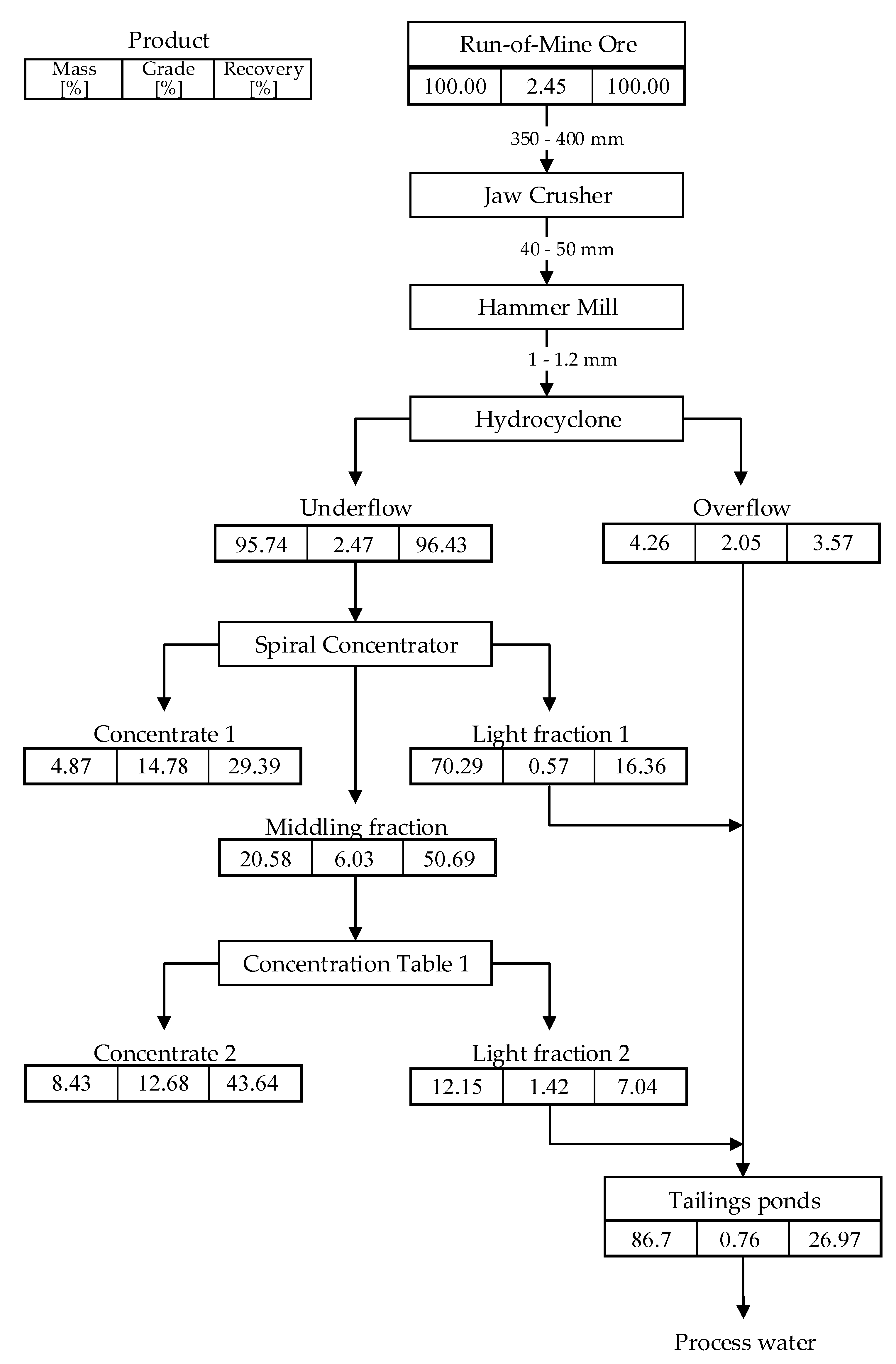
Figure 6 shows the flowsheet and metallurgical balance of the small-scale processing plant for the investigated low-grad lead vanadate ore with low amount of other heavy minerals.
Liberation of the lead vanadate ore as preparation step for gravity separation is performed with a jaw crusher for coarse crushing and a hammer mill with a gap width of 1 mm, which leads to a D90 of 1 mm and D50 of 0.25 mm.
The setup of the small-scale processing plant enables the production of a lead vanadate concentrate (12 to 16% V
2O
5 and 60 to 68% Pb) with a recovery of 68 to 75%.
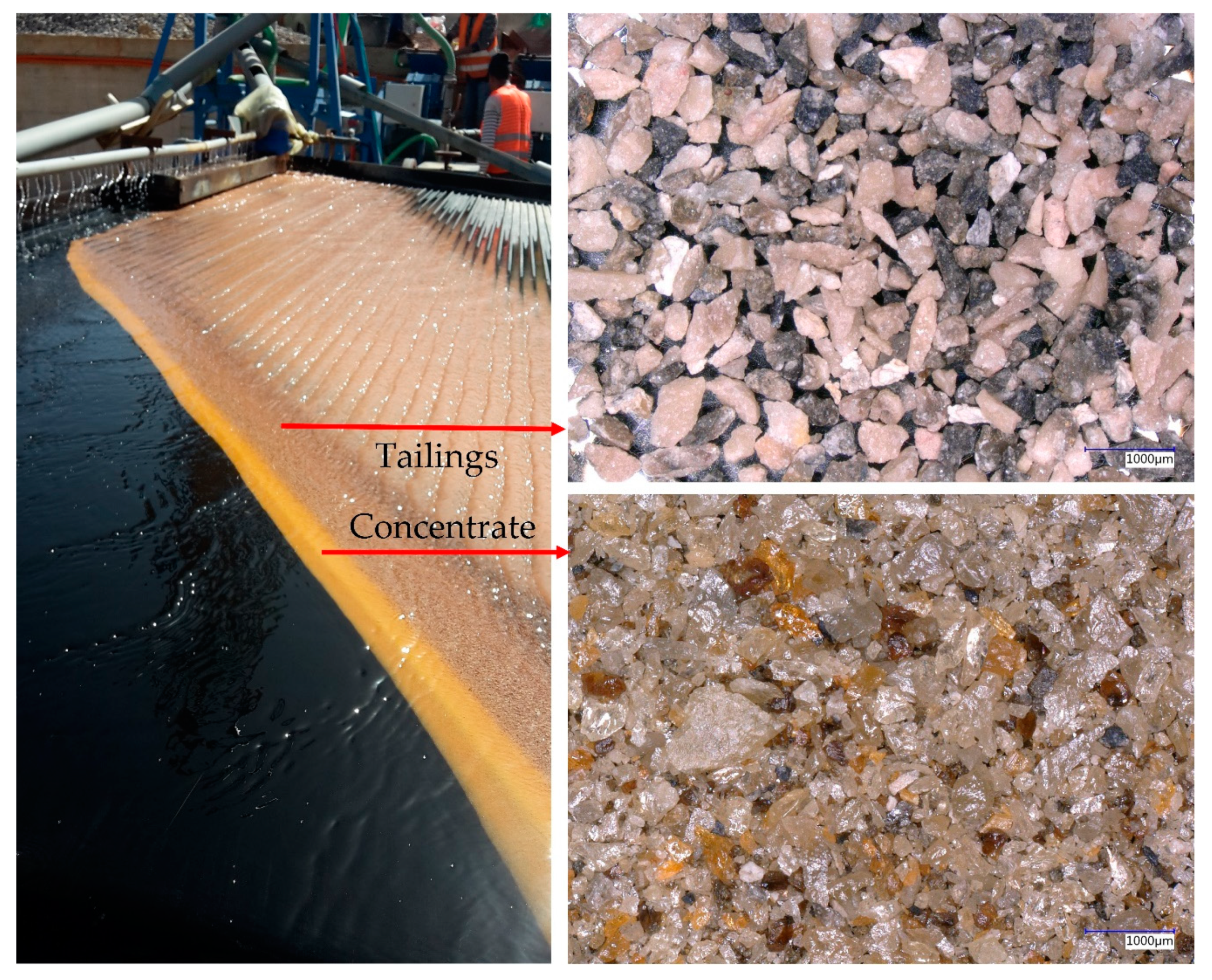
Figure 7 demonstrates the separation of lead vanadate concentrate from gangue minerals on the shaking table. When the composition of the feed materials leads to a minor quality of lead vanadate concentrate, an additional cleaning step on the shaking table is necessary.
Table 6 shows the chemical composition of concentrates, obtained from small-scale pilot plant on various days. Vanadinite and cerrusite were defined as valuable minerals in concentrate, while manganese and iron oxides, calcite and dolomite were the gangue minerals. The content of descloizite was negligible. Regarding the arsenic content, no mimetite was found in the concentrates, but arsenic isomorphously occurs in vanadinite.
The main losses of vanadium in tailings are slime particles due to overgrinding of brittle and soft lead vanadate minerals and not liberated intergrowths. The tailings are stored in separate tailings pond for further potential reprocessing by gravity (centrifugal concentration) and/or froth flotation methods.
3.4. Characterisation of a Pre-Concentrate from Spiral Concentrator: Case of Heavy Minerals
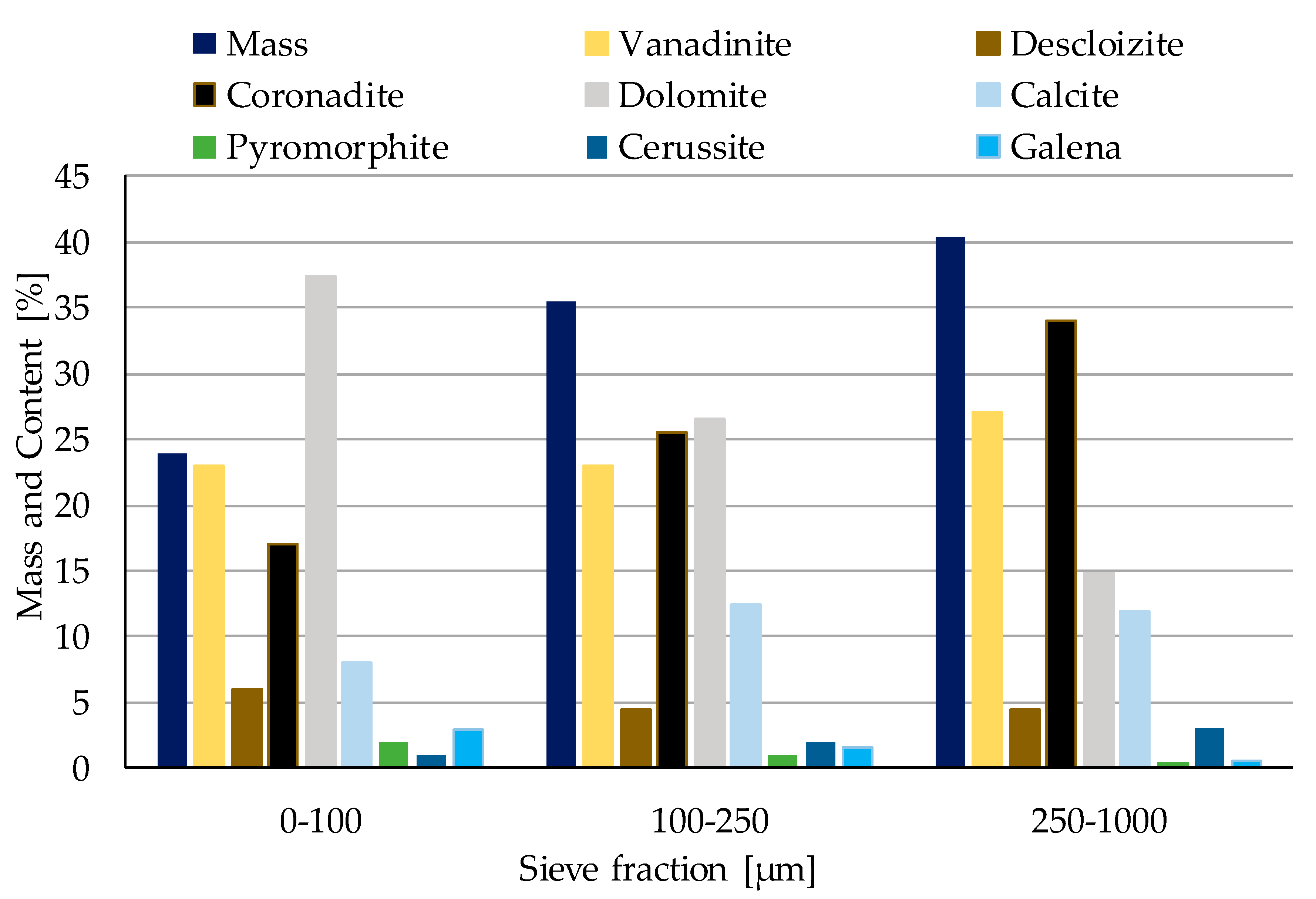
A first concentrate sample was obtained from the spiral concentrator of the small-scale processing plant and has been analyzed via MLA and XRD, resulting in the modal mineralogy in the different sieve fractions in
Figure 8.
Main gangue minerals are the carbonates dolomite and calcite, whereas coronadite is the undesired heavy mineral in the first concentrate. With densities of 2.6–2.8 g/cm3, dolomite and calcite will theoretically enrich in the low-density fractions, assuming full liberation. The other minerals have densities of 5.4 (coronadite) to 7.5 g/cm3 (galena) and are considered high density fraction. For MLA, a sample was classified into three fractions: <100 µm, 100–250 µm and 250–1000 µm with mass distribution of around 25%, 35% and 40%, respectively.
Due to Mohs hardness of 4.5–5 after grinding by hammer mill the coronadite is enriched in the coarse fraction between 250 and 1000 µm.
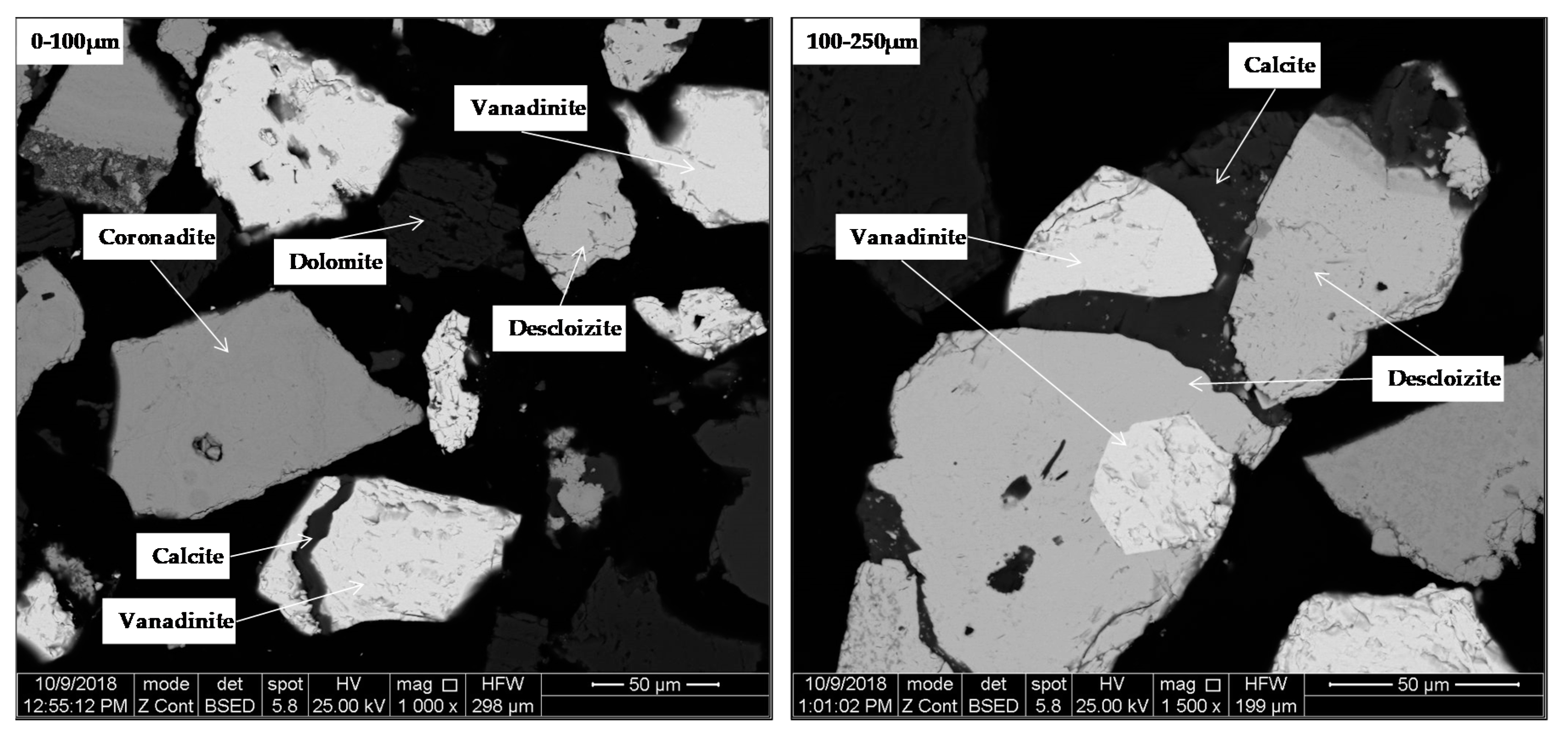
The MLA of the concentrate reveals that about 90% of the vanadinite is liberated more than 95% in all three particle size fractions and even 97% are liberated more than 50%, with dolomite and calcite as the main associated minerals. In contrast to that, liberation of descloizite varies in all fractions. While in the fine fraction <100 µm 57.5% of the descloizite is liberated more than 95%, it is only liberated to 27% in the fraction 100–250 µm and to 13% in the fraction >250 µm, respectively. This results in 28% of total descloizite that is liberated more than 95% and 58% with a liberation degree of 50%. Main mineral associations are calcite and dolomite (27% and 26%), but also coronadite is associated with 14% of the present descloizite. BSE images of the fractions <100 µm and 100–250 µm are shown in
Figure 9.
The presence of high amounts of heavy and coarse non-valuable minerals as coronadite complicates the production of high-quality lead vanadate concentrate. For this ore, enriched with heavy gangue minerals like manganese oxides, the preliminary gravity testing of first concentrate from the shaking table showed, that only 42% of V2O5 were recovered in concentrate with a grade of 11.5% V2O5. In the two gravity separation products coronadite and lead vanadate minerals were concentrated.
To achieve a high-grade lead vanadate concentrate, the separation of manganese oxide, namely coronadite and carbonates like dolomite and calcite is necessary. Gravity separation is applicable for the removal of carbonates, while coronadite can be separated by subsequent magnetic separation. The lead vanadate minerals—with the exception of čechite (Pb(Fe2+,Mn)(VO4)(OH)) and its isomorphous series—are non-magnetic minerals and should be recovered in non-magnetic fraction.
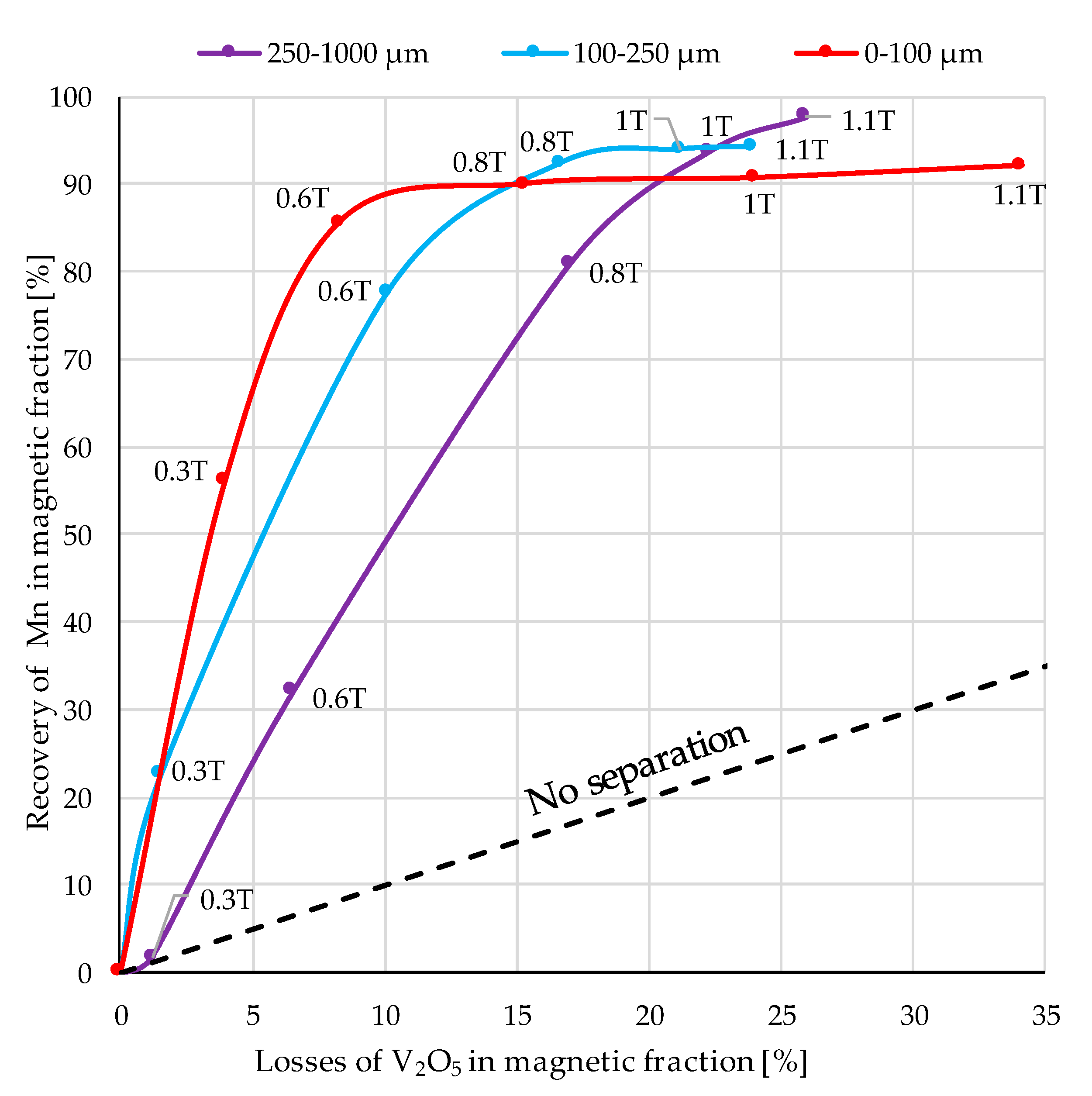
Figure 10 shows a separation of 80–90% of manganese by the magnetic field intensity in the range of 0.6–0.8 T into the magnetic fraction with corresponding losses of vanadium at 14–18%.
As seen in
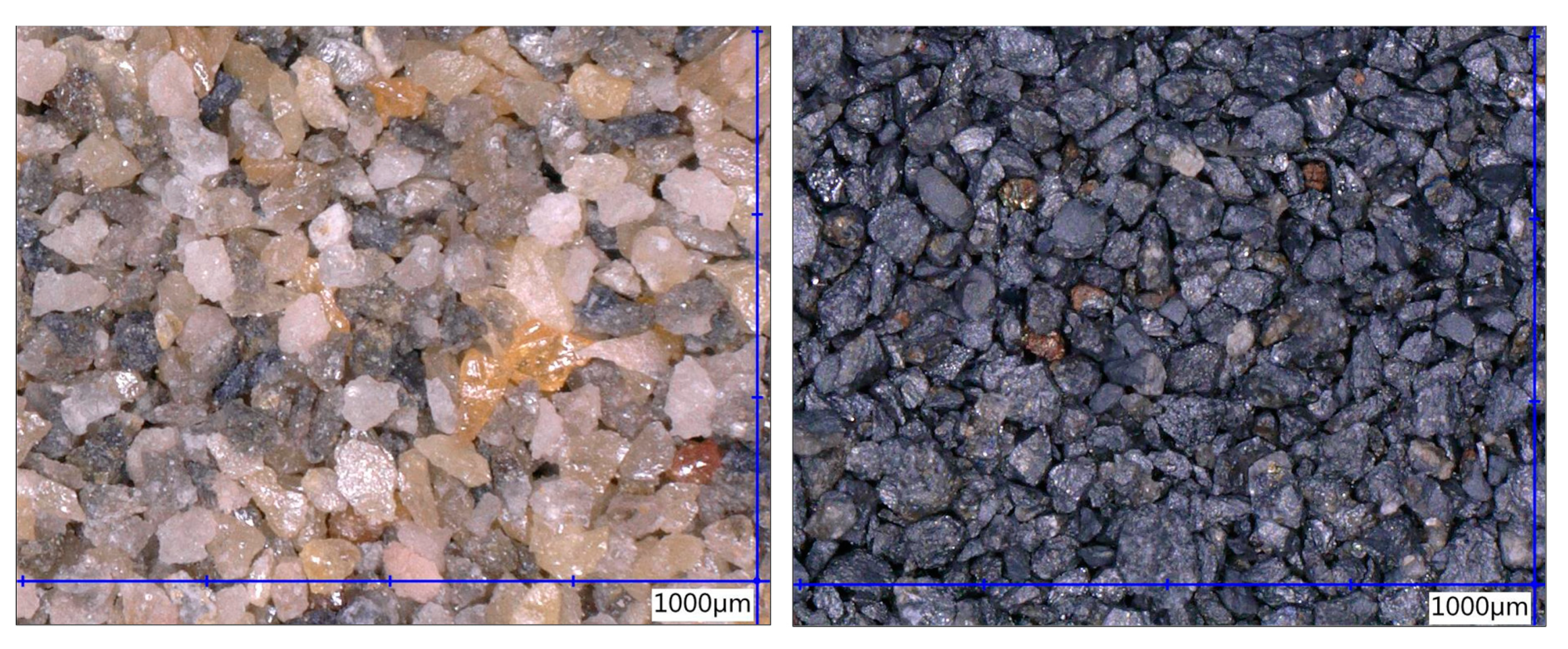
Figure 11, the coronadite concentrate still includes lead vanadate minerals as intergrown brown grains.
The chemical analysis of the coronadite product after magnetic separation is given in
Table 7. Besides lead (32.35%) and manganese (33.53%), the coronadite product contains some valuable metals such as Mo (0.322%), Co (0.132%), V (0.826%), Cu (0.57%) and Zn (0.63%). Thus, coronadite is a complex and attractive source of non-ferrous and critical metals und cannot be considered as waste products.
4. Discussion
The heavy minerals (over 4 g/cm3), which occur in zones of the oxidized supergene non-sulfide deposits, are usually recovered in the heavy fraction, when gravity concentration methods are used. After the gravity separation stages, the content in the lead vanadate concentrate with 12 to 16% V2O5 and 60 to 68% Pb and a recovery of 68 to 75% is already sufficient for an economic product.
The recovery of other heavy minerals in the concentrate such as secondary economical valuable minerals of lead and zinc (cerussite, anglesite, galena,), could be evaluated positively. The recovery of gangue heavy minerals such as barite, manganese and iron oxides in concentrate is undesirable but usually unavoidably. The middlings cleaning on the shaking table after the spiral concentrator enables obtaining only a part of lead vanadate concentrate because the high amount of heavy minerals in the middlings makes it difficult to achieve a high recovery and quality of a clean lead vanadate concentrate using gravity separation. Therefore, adding a magnetic separation stage could be a solution. This could remove a part of the disturbing coronadite with simultaneous losses of vanadinite.
The results of the gravity separation tests for samples A and B show sufficient results for recovery and content of V2O5, but they vary due to inhomogeneous mineral distribution within the deposit. Therefore, the pilot plant is designed to react flexibly on differing properties of the feed material.
The up-scaled dry magnetic separation tests with the first concentrate (non-classified materials) using a dry high gradient belt magnetic separator with magnetic field intensity of 0.9 T confirmed, that magnetic separation could be a suitable approach for the separation of coronadite and iron oxide minerals from lead vanadate minerals. Only 14% of vanadium was lost in magnetic fraction, while a recovery of 90% manganese was achieved. The major losses of lead vanadate minerals in magnetic fraction are expected as intergrowns of lead vanadate minerals and coronadite or iron and manganese oxide minerals as well as čechite. At the small-scale processing plant the magnetic separation could be realised using wet medium-intensity magnetic separators (MIMS) or Wet Panel Strong Magnetic Separator (Series SGB, Shandong Huate Magnet Technology Co., Ltd., Shandong, China) (WHIMS). [
38]
Furthermore, froth flotation is proposed for the removal of coronadite from manganese oxide concentrates [
39]. A possible utilization way of coronadite products could be the combined metallurgical treatment with manganese nodules, which are enriched with non-ferrous metals as Cu, Ni, Co, Mo. [
40,
41]
To date, the material is only crushed down to 1 mm, which results in high liberation grades for vanadinite, but the results for total liberation of descloizite are still improvable. Direct grinding to finer particles sizes, e.g., smaller than 200 µm, would increase the loss of valuable minerals in slimes. Therefore, the application of subsequent grinding devices should be considered. After regrinding the tailings, fine valuable minerals can be extracted by flotation or centrifugal density separation. All these possibilities should always be considered with regards to its economical feasibility, as an implementation of an additional separation stage in small-scale mining can lead to higher investment costs compared to its positive economical effect on the process. Advantages of the actual pilot plant are the possibilities to react to varying throughputs with varying vanadium contents. The simplicity of the actual flowsheet using just crushing and density separation stages leads to high flexibility. The plant can operate at relatively low costs and since the processing is small-scale based, investments and changes in the process like adding a single aggregate or separation stage can more easily be investigated compared to larger-scaled plants. Magnetic separation could optimize the process resulting in less vanadium losses. However, adding a magnetic separator could mean a great invest, especially in relation to more simple and cheaper working density separators, which are already in use. The point of costs become even more obvious regarding a potential use of flotation. Flotation would come along with higher costs and less flexibility for the process because of the flotation itself, but also because of following additional changes in the process like an additional grinding stage, a treatment of flotation reagents and wastewater. A flotation process reacts more sensitively to varying conditions. The reagent regime has to be adjusted relative precisely to the processed material and cannot easily be shut down and up like a shaking table or a spiral concentrator. Especially, if a continuous flotation instead of a batch mode would be considered.
An economic cost-benefit analysis must be carried out to assess the usefulness of further separation stages. However, with the results of this investigation a magnetic separation stage is considered a realistic option to optimize the processing plant.
5. Conclusions
This pilot study shows that it is possible to obtain a lead-vanadium concentrate from a lead vanadate ore deposit from Morocco with a small-scale processing plant using comminution and gravity separation. The concentrate matches former requirements for further metallurgical processing, e.g., with less than 10% Ca. The two concentrates of the gravity separation stages have an average grade of 13.53% V2O5 with a total recovery of 73.03%. Simultaneously, the grade of lead in concentrate reaches 60–68% at a recovery of 70–75%. Concentrate quality could be further improved by high-intensity magnetic separation, which is proposed for the recovery of coronadite in a magnetic product. At the moment there is no use for coronadite for the production of lead and manganese but maybe in the future a process will be developed, so it could be considered as a potential source of these raw materials. Besides the presence of coronadite in non-sulphide zinc deposits, coronadite occurs in manganese ores and is also known as an undesirable harmful impurity in manganese concentrates due to its high lead content. In addition, vanadium often is a co-depending by-product of iron ore processing. So, if the demand and price of iron falls, it directly has an impact on vanadium like a shortage of vanadium amount on the market. This leads to an advantage in operating a small-scale processing plant, which directly produces a vanadium concentrate and detaches vanadium from its co-dependency status. The costs can often be covered with the content of lead in the concentrate and the vanadium is a bonus for the profit. To achieve even higher vanadium recoveries in the whole pilot processing plant, different scenarios for further processing of the current tailings, i.e., slimes of the hydrocyclone, tailings of spiral concentrator and shaking table, are part of current research activities.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}