Jigging: A Review of Fundamentals and Future Directions


Abstract
:1. Introduction
Paper Structure
2. Jigging: Concepts and Development
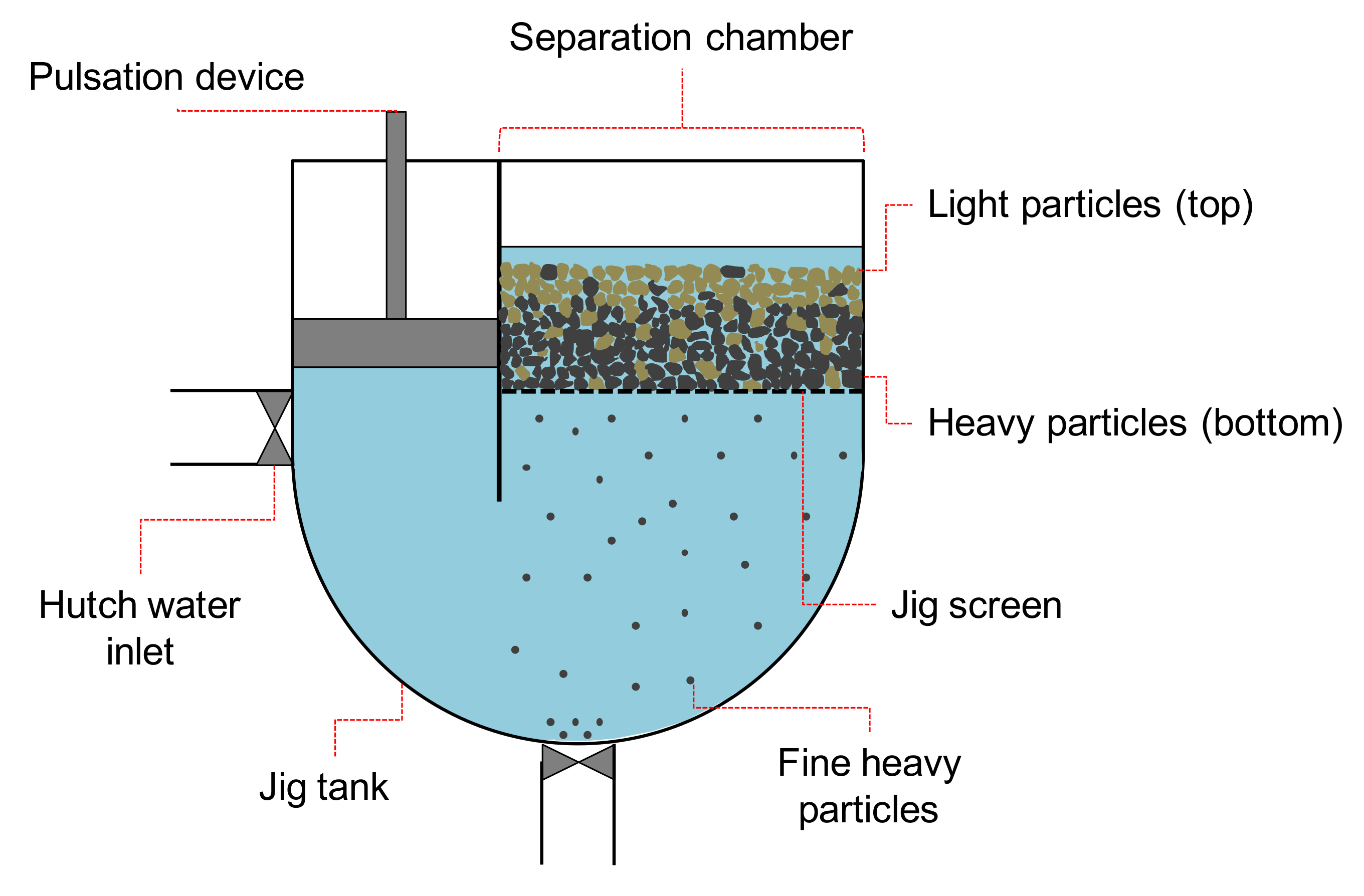
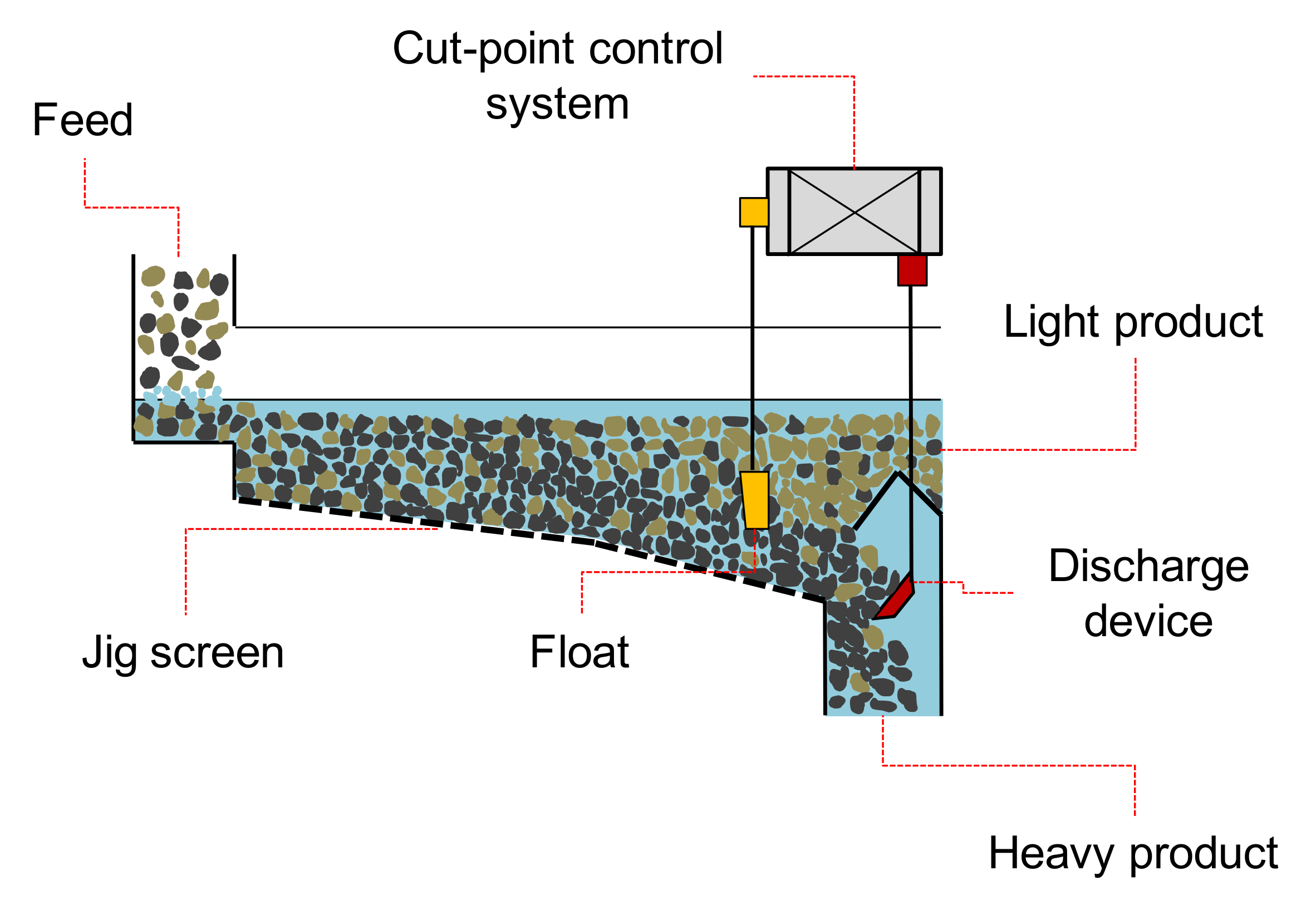
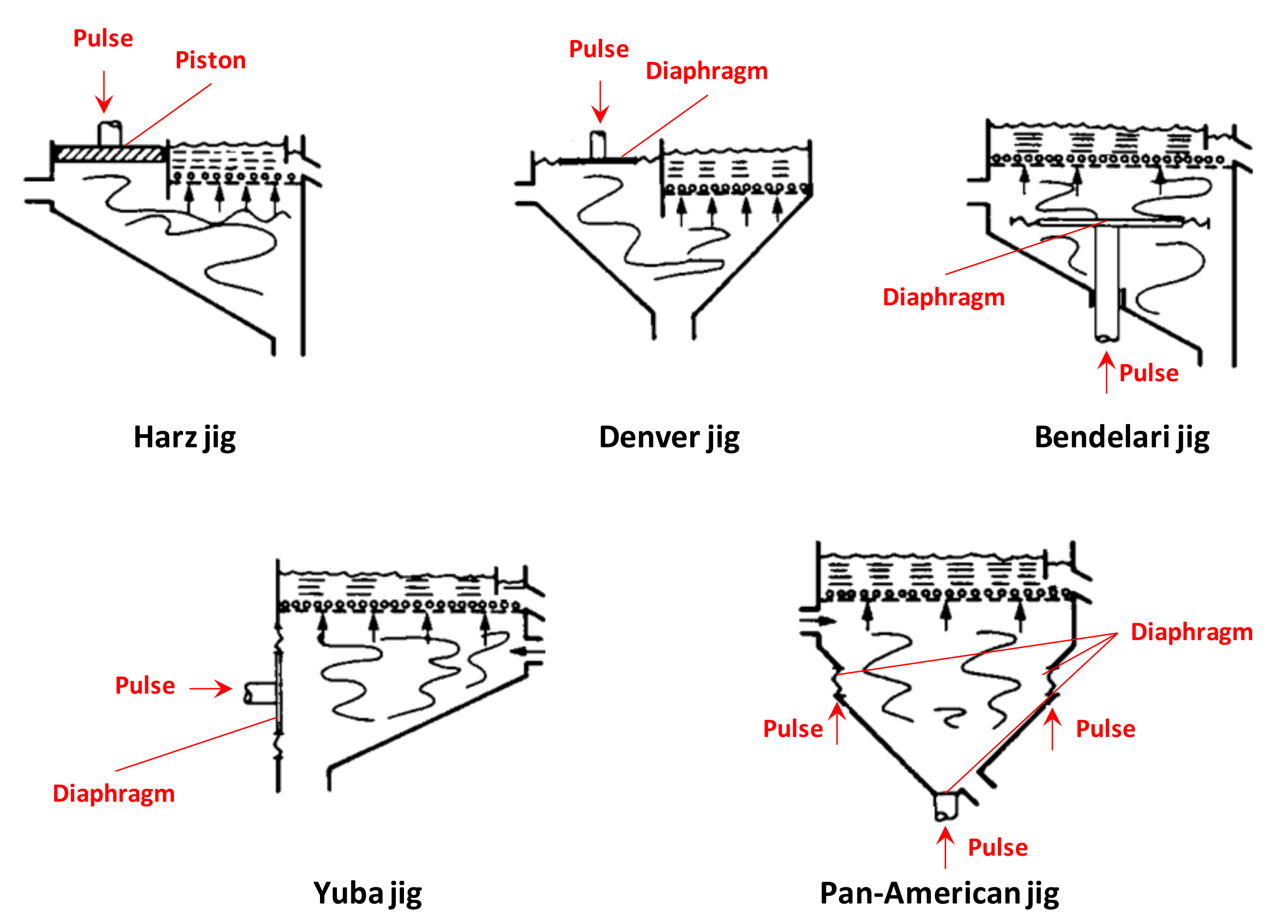
2.1. Hydraulic Jigs—Configuration and Types
2.2. Alternative Jigs
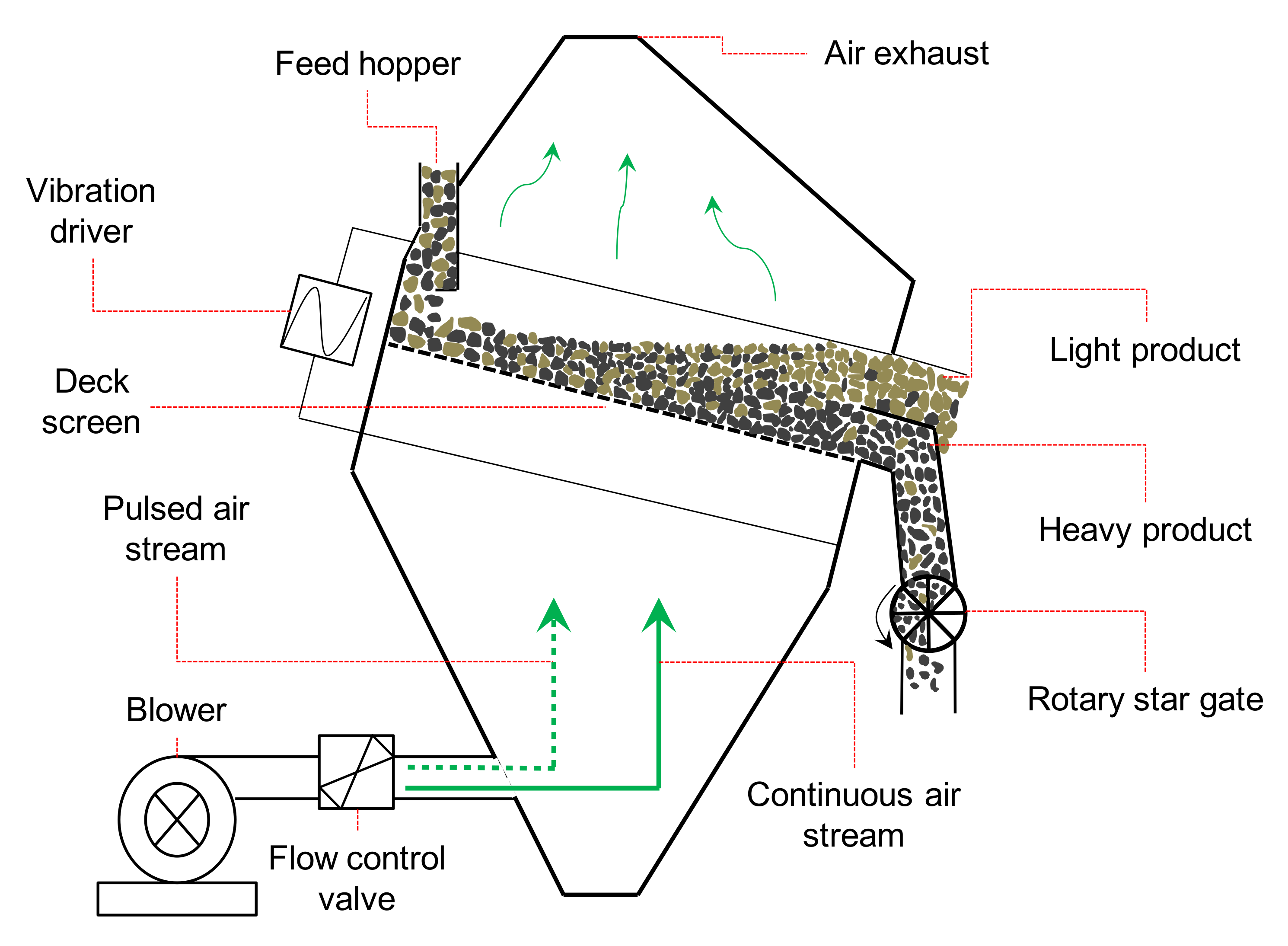
2.2.1. Dry Jigs
2.2.2. Centrifugal Jigs
2.2.3. Jigs for Plastic–Plastic Separation
2.3. Applications
3. Theoretical Concepts of Jigging
3.1. Bed Movement
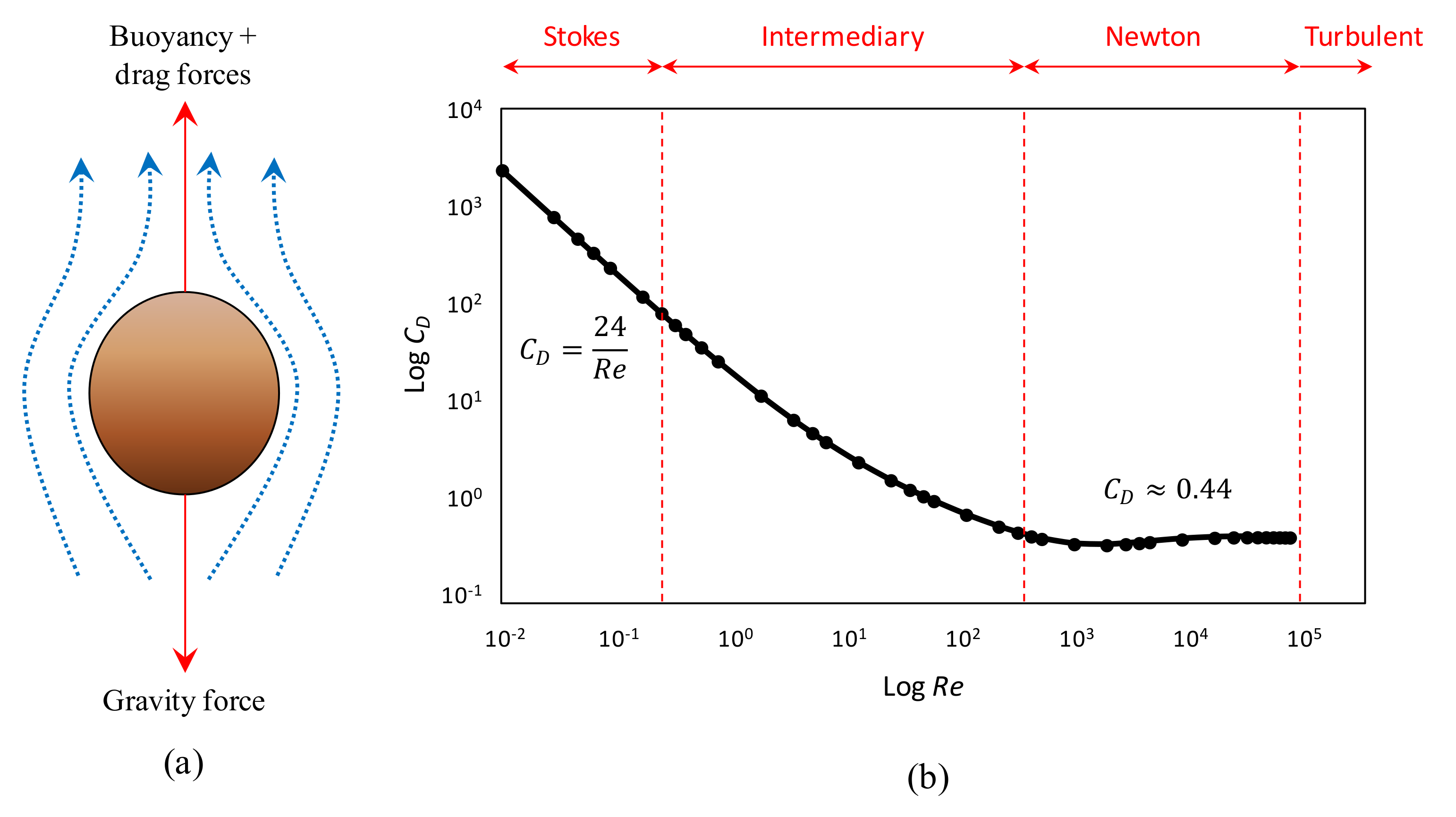
3.2. Stratification: Fluid-Dynamic Approach

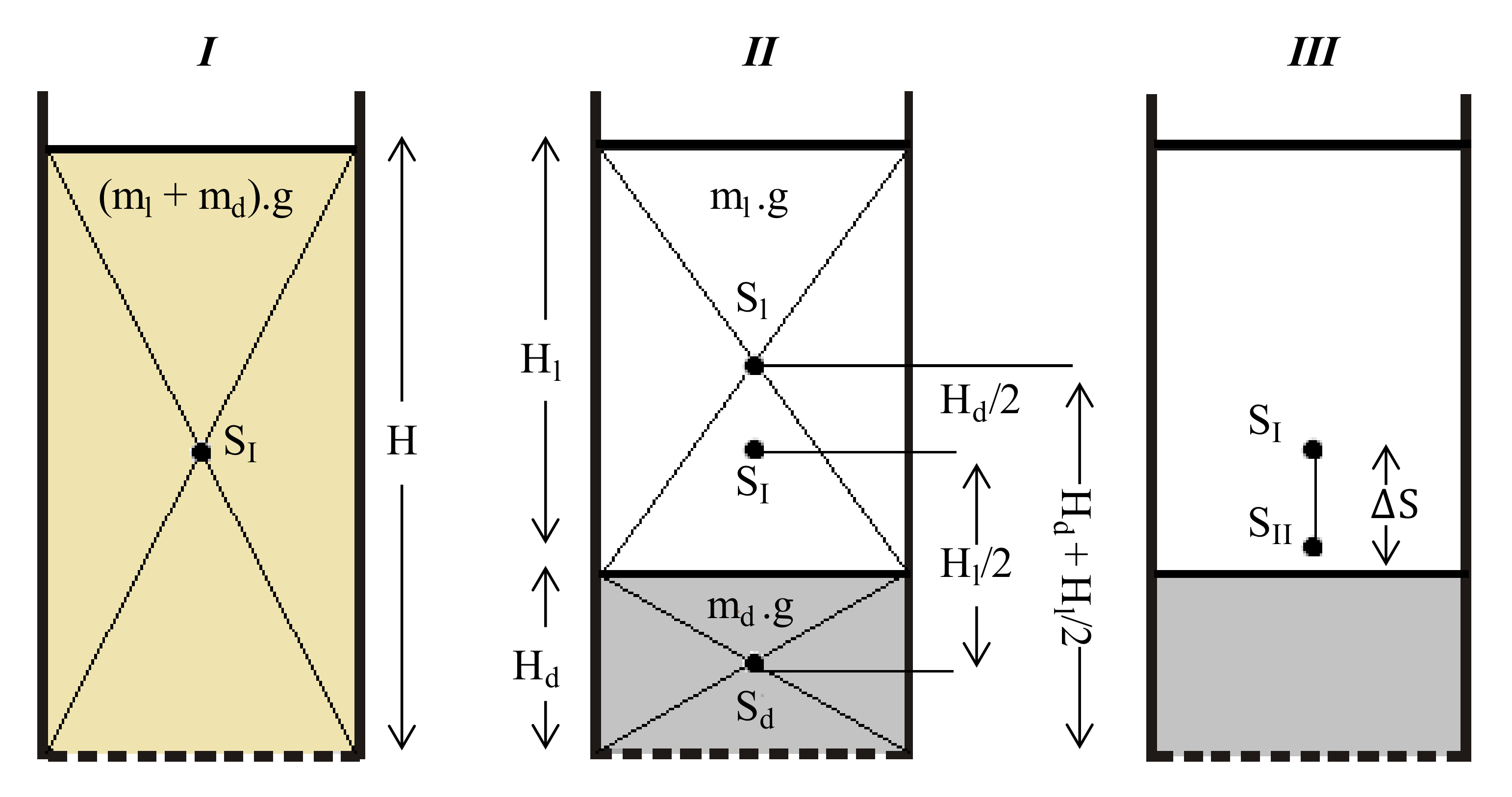
3.3. Stratification: Thermodynamic Approach
4. Operational Aspects Influencing Jigging
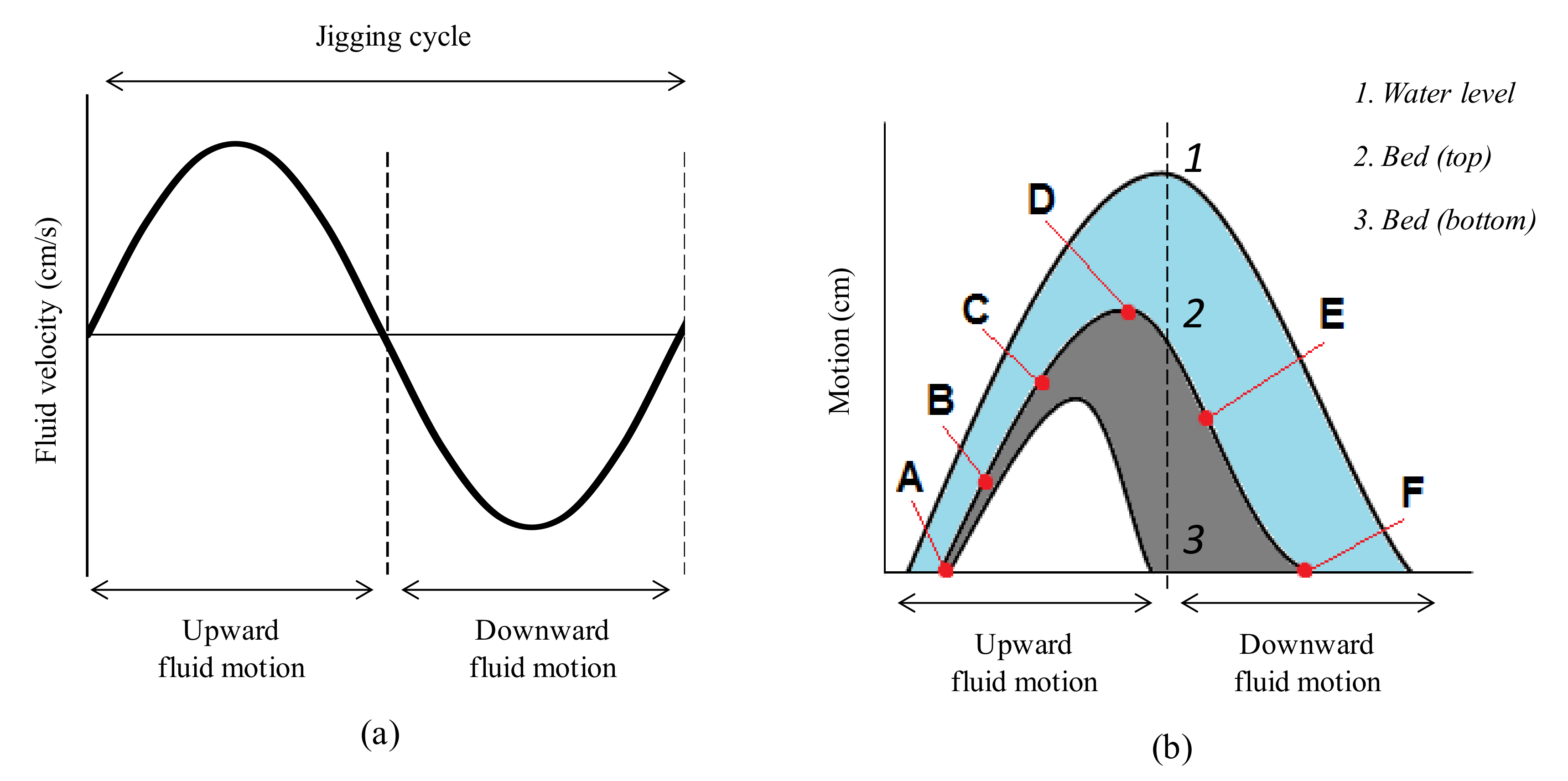
4.1. Jigging Cycle and Pulsation Parameters
4.2. Feed Characteristics
4.2.1. Particle Density
4.2.2. Particle Size
4.2.3. Particle Shape
4.2.4. Other Factors
5. Challenges and Future Directions
5.1. New Breakthroughs in the Understanding of Jigging
5.2. Upgraded Strategies of Online Data Acquisition
5.3. Exploring the Unique Features of Dry Jigging
6. Conclusions
Funding
Conflicts of Interest
References
- Veras, M.M.; Young, A.S.; Born, C.R.; Szewczuk, A.; Neto, A.C.B.; Petter, C.O.; Sampaio, C.H. Affinity of dual energy X-ray transmission sensors on minerals bearing heavy rare earth elements. Miner. Eng. 2020, 147, 106151. [Google Scholar] [CrossRef]
- Lyman, G.J. Review of Jigging Principles and Control. Coal Prep. 1992, 11, 145–165. [Google Scholar] [CrossRef]
- Burt, R.O. Gravity Concentration Technology; Elsevier: Amsterdam, The Netherlands, 1984. [Google Scholar]
- Wills, B.A.; Finch, J. Wills’ Mineral Processing Technology: An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery; Butterworth-Heinemann: Oxford, UK, 2015. [Google Scholar]
- Habashi, F. A Short History of Mineral Processing. In Proceedings of the XXIII International Mineral Processing Congress, Istanbul, Turkey, 3–8 September 2006; pp. 3–8. [Google Scholar]
- Hoover, H.C. Georgius Agricola De Re Metallica; Ripol Classic Publishing House: Moscow, Russia, 1950. [Google Scholar]
- Henderson, J. On the methods generally adopted in cornwall, in dressing tin and copper ores (including plate). In Minutes of the Proceedings of the Institution of Civil Engineers; Thomas Telford-ICE Virtual Library: Cornwall, UK, 1858; pp. 195–212. [Google Scholar]
- Sampaio, C.H.; Tavares, L.M.M. Beneficiamento Gravimétrico: Uma Introdução aos Processos de Concentração Mineral e Reciclagem de Materiais por Densidade; Editora da UFRGS: Porto Alegre, Brazil, 2005. [Google Scholar]
- Taggart, A.F. Handbook of Mineral Dressing; Wiley: Hoboken, NJ, USA, 1945; Volume 1. [Google Scholar]
- Sanders, G.; Ziaja, D.; Kottmann, J. Cost-efficient beneficiation of coal by ROMJIGs and BATAC jigs. Coal Prep. 2002, 22, 181–197. [Google Scholar] [CrossRef]
- Nesbitt, A.; Breytenbach, W.; Van der Plas, P. Characterisation of the pulse wave of an InLine Pressure Jig in a near density application. Miner. Eng. 2005, 18, 1–7. [Google Scholar] [CrossRef]
- Cierpisz, S. A dynamic model of coal products discharge in a jig. Miner. Eng. 2017, 105, 1–6. [Google Scholar] [CrossRef]
- Gaudin, A.M. Principles of Mineral Dressing; ACS Publications: Washington, DC, USA, 1939. [Google Scholar]
- Rao, D.S.; Gouricharan, T. Coal Processing and Utilization; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Poling, B.E.; Thomson, G.H.; Friend, D.G.; Rowley, R.L.; Wilding, W.V. Perry’s Chemical Engineers’ Handbook; Section 2; McGraw-Hill Publishing: New York, NY, USA, 2008. [Google Scholar]
- Chen, W.L. Batac jig cleaning in five US plants. Min. Eng. 1980, 32, 1346–1350. [Google Scholar]
- Weinstein, R.; Snoby, R. Advances in dry jigging improves coal quality. Min. Eng. 2007, 59, 29–34. [Google Scholar]
- Snoby, R.; Thompson, K.; Mishra, S.; Snoby, B. Dry jigging coal: Case history performance. In Proceedings of the SME Annual Meeting, Denver, CO, USA, 22–25 February 2009; pp. 09–052. [Google Scholar]
- Kumar, D.; Kumar, D. Dry Cleaning Process. Sustain. Manag. Coal Prep. 2018, 115–130. [Google Scholar] [CrossRef]
- Sampaio, C.H.; Cazacliu, B.G.; Miltzarek, G.L.; Huchet, F.; Le Guen, L.; Petter, C.O.; Paranhos, R.; Ambrós, W.M.; Oliveira, M.L.S. Stratification in air jigs of concrete/brick/gypsum particles. Constr. Build. Mater. 2016, 109, 63–72. [Google Scholar] [CrossRef]
- Beniuk, V.; Vadeikis, C.; Enraght-Moony, J. Centrifugal jigging of gravity concentrate and tailing at Renison Limited. Miner. Eng. 1994, 7, 577–589. [Google Scholar] [CrossRef]
- Mohanty, M.; Honaker, R.; Patwardhan, A. Altair jig: An in-plant evaluation for fine coal cleaning. Miner. Eng. 2002, 15, 157–166. [Google Scholar] [CrossRef]
- Hori, K.; Tsunekawa, M.; Hiroyoshi, N.; Ito, M. Optimum water pulsation of jig separation for crushed plastic particles. Int. J. Miner. Process. 2009, 92, 103–108. [Google Scholar] [CrossRef]
- Tsunekawa, M.; Naoi, B.; Ogawa, S.; Hori, K.; Hiroyoshi, N.; Ito, M.; Hirajima, T. Jig separation of plastics from scrapped copy machines. Int. J. Miner. Process. 2005, 76, 67–74. [Google Scholar] [CrossRef]
- Hori, K.; Tsunekawa, M.; Ueda, M.; Hiroyoshi, N.; Ito, M.; Okada, H. Development of a New Gravity Separator for Plastics—A Hybrid-Jig—. Mater. Trans. 2009. [Google Scholar] [CrossRef] [Green Version]
- Ito, M.; Tsunekawa, M.; Ishida, E.; Kawai, K.; Takahashi, T.; Abe, N.; Hiroyoshi, N. Reverse jig separation of shredded floating plastics—Separation of polypropylene and high density polyethylene. Int. J. Miner. Process. 2010, 97, 96–99. [Google Scholar] [CrossRef]
- Tsunekawa, M.; Kobayashi, R.; Hori, K.; Okada, H.; Abe, N.; Hiroyoshi, N.; Ito, M. Newly developed discharge device for jig separation of plastics to recover higher grade bottom layer product. Int. J. Miner. Process. 2012, 114, 27–29. [Google Scholar] [CrossRef] [Green Version]
- Ito, M.; Saito, A.; Murase, N.; Phengsaart, T.; Kimura, S.; Tabelin, C.B.; Hiroyoshi, N. Development of suitable product recovery systems of continuous hybrid jig for plastic-plastic separation. Miner. Eng. 2019, 141, 105839. [Google Scholar] [CrossRef]
- Phengsaart, T.; Ito, M.; Hamaya, N.; Tabelin, C.B.; Hiroyoshi, N. Improvement of jig efficiency by shape separation, and a novel method to estimate the separation efficiency of metal wires in crushed electronic wastes using bending behavior and “entanglement factor”. Miner. Eng. 2018, 129, 54–62. [Google Scholar] [CrossRef]
- Cierpisz, S.; Kryca, M.; Sobierajski, W. Control of coal separation in a jig using a radiometric meter. Miner. Eng. 2016, 95, 59–65. [Google Scholar] [CrossRef]
- Rong, R. Analysis of jig behaviour in coal preparation plants in China. Bull. Proc. Australas. Inst. Min. Metall. 1986, 291, 59–65. [Google Scholar]
- Tripathy, A.; Panda, L.; Sahoo, A.; Biswal, S.; Dwari, R.; Sahu, A. Statistical optimization study of jigging process on beneficiation of fine size high ash Indian non-coking coal. Adv. Powder Technol. 2016, 27, 1219–1224. [Google Scholar] [CrossRef]
- Miller, D. Design and operating experience with the Goldsworthy Mining Limited BATAC Jig and spiral separator iron ore beneficiation plant. Miner. Eng. 1991, 4, 411–435. [Google Scholar] [CrossRef]
- Mukherjee, A.; Bhattacharjee, D.; Mishra, B. Role of water velocity for efficient jigging of iron ore. Miner. Eng. 2006, 19, 952–959. [Google Scholar] [CrossRef]
- Naudé, N.; Lorenzen, L.; Kolesnikov, A.; Aldrich, C.; Auret, L. Observations on the separation of iron ore in a prototype batch jig. Int. J. Miner. Process. 2013, 120, 43–47. [Google Scholar] [CrossRef] [Green Version]
- Laplante, A.; Gray, S. Advances in gravity gold technology. Dev. Miner. Process. 2005, 15, 280–307. [Google Scholar]
- Surowiak, A.; Gawenda, T.; Stempkowska, A.; Niedoba, T.; Nad, A. The Influence of Selected Properties of Particles in the Jigging Process of Aggregates on an Example of Chalcedonite. Minerals 2020, 10, 600. [Google Scholar] [CrossRef]
- Srivastava, J.P.; Pathak, P. Pre-concentration: A necessary step for upgrading tungsten ore. Int. J. Miner. Process. 2000, 60, 1–8. [Google Scholar] [CrossRef]
- Carlson, J.; Eisele, T.; Kawatra, S.K. Investigation of jigging as a method for removing dolomite from high-MgO phosphate ores. Min. Metall. Explor. 2012, 29, 56–60. [Google Scholar] [CrossRef]
- Boylu, F.; Talı, E.; Çetinel, T.; Çelik, M. Effect of fluidizing characteristics on upgrading of lignitic coals in gravity based air jig. Int. J. Miner. Process. 2014, 129, 27–35. [Google Scholar] [CrossRef]
- Sampaio, C.; Aliaga, W.; Pacheco, E.; Petter, E.; Wotruba, H. Coal beneficiation of Candiota mine by dry jigging. Fuel Process. Technol. 2008, 89, 198–202. [Google Scholar] [CrossRef]
- Sampaio, C.H.; Ambrós, W.M.; Cazacliu, B.; Moncunill, J.O.; José, D.S.; Miltzarek, G.L.; Brum, I.A.S.D.; Petter, C.O.; Fernandes, E.Z.; Oliveira, L.F.S. Destoning the Moatize Coal Seam, Mozambique, by Dry Jigging. Minerals 2020, 10, 771. [Google Scholar] [CrossRef]
- Turner, J. Gravity concentration, past, present and future. Miner. Eng. 1991, 4, 213–223. [Google Scholar] [CrossRef]
- Kuwayama, Y.; Ito, M.; Hiroyoshi, N.; Tsunekawa, M. Jig separation of crushed automobile shredded residue and its evaluation by float and sink analysis. J. Mater. Cycles Waste Manag. 2011, 13, 240–246. [Google Scholar] [CrossRef]
- Mori, S.; Nonaka, M.; Matsufuji, R.; Fujita, T.; Futamata, M.; Hata, M. Recovery of Non-Ferrous Metals from Car Scrap using the Jig Separator (ECHO Metal Jig, Type-SP). In Ecomaterials; Elsevier: Amsterdam, The Netherlands, 1994; pp. 771–774. [Google Scholar]
- Sripriya, R.; Murty, C.V. Recovery of metal from slag/mixed metal generated in ferroalloy plants—A case study. Int. J. Miner. Process. 2005, 75, 123–134. [Google Scholar] [CrossRef]
- Pita, F.; Castilho, A. Separation of copper from electric cable waste based on mineral processing methods: A case study. Minerals 2018, 8, 517. [Google Scholar] [CrossRef] [Green Version]
- Cazacliu, B.; Sampaio, C.H.; Miltzarek, G.; Petter, C.; Le Guen, L.; Paranhos, R.; Huchet, F.; Kirchheim, A.P. The potential of using air jigging to sort recycled aggregates. J. Clean. Prod. 2014, 66, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Waskow, R.P.; dos Santos, V.L.; Ambrós, W.M.; Sampaio, C.H.; Passuello, A.; Tubino, R.M. Optimization and dust emissions analysis of the air jigging technology applied to the recycling of construction and demolition waste. J. Environ. Manag. 2020, 266, 110614. [Google Scholar] [CrossRef]
- Coelho, A.; De Brito, J. Economic viability analysis of a construction and demolition waste recycling plant in Portugal–part I: Location, materials, technology and economic analysis. J. Clean. Prod. 2013, 39, 338–352. [Google Scholar] [CrossRef]
- Kirchberg, H.; Hentzchel, W. A study of the behaviour of particles in jigging. Progress in Mineral Dressing. Trans. Int. Min. Dress. Cong. Stockh. 1957, 193–213. [Google Scholar]
- Mukherjee, A.; Mishra, B. An integral assessment of the role of critical process parameters on jigging. Int. J. Miner. Process. 2006, 81, 187–200. [Google Scholar] [CrossRef]
- Coulson, J.; Richardson, J. Chemical Engineering-Particle Technology and Separation Processes; RK Butterworth. Heinemann: Oxford, UK, 1998; Volume 2. [Google Scholar]
- Kawashima, S.; Jinnouchi, Y.; Hamada, L. On the dynamics of the air-pulsated jig washers. Trans. Jpn. Soc. Mech. Eng. 1994, 40, 1309–1317. [Google Scholar] [CrossRef] [Green Version]
- Jinnouchi, Y.; Kita, S.; Tanaka, M.; Sawada, Y. New trends in theory and technology of the air-pulsated jigs in Japan. Min. Metall. Explor. 1984, 1, 76–81. [Google Scholar] [CrossRef]
- Rong, R.X.; Lyman, G.J. The effect of jigging time and air cycle on bed stratification in a pilot scale Baum jig. Fuel 1992, 71, 115–123. [Google Scholar] [CrossRef]
- Witteveen, H.J. The Response of a Uniform Jig Bed in Terms of the Porosity Distribution; Universiteitsdrukkerij TU Delft: Delft, The Netherlands, 1997. [Google Scholar]
- Xia, Y.; Peng, F.F.; Wolfe, E. CFD simulation of fine coal segregation and stratification in jigs. Int. J. Miner. Process. 2007, 82, 164–176. [Google Scholar] [CrossRef]
- Viduka, S.; Feng, Y.; Hapgood, K.; Schwarz, P. CFD–DEM investigation of particle separations using a sinusoidal jigging profile. Adv. Powder Technol. 2013, 24, 473–481. [Google Scholar] [CrossRef]
- Rhodes, M.J. Introduction to Particle Technology; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Ritter von Rittinger, P. Lehrbuch der Aufbereitungskunde in Ihrer Neuesten Entwicklung und Ausbildung Systematisch Dargestellt; Ernst & Korn: Berlin, Germany, 1867. [Google Scholar]
- Richards, R.H. Ore Dressing; McGraw-Hill: New York, NY, USA, 1908; Volume 2. [Google Scholar]
- Beck, A.; Holtham, P. Computer simulation of particle stratification in a two-dimensional batch jig. Miner. Eng. 1993, 6, 523–532. [Google Scholar] [CrossRef]
- Mishra, B.; Mehrotra, S. Modelling of particle stratification in jigs by the discrete element method. Miner. Eng. 1998, 11, 511–522. [Google Scholar] [CrossRef]
- Crespo, E. Modeling segregation and dispersion in jigging beds in terms of the bed porosity distribution. Miner. Eng. 2016, 85, 38–48. [Google Scholar] [CrossRef]
- Mayer, F. A new theory concerning the mechanism of settling with its consequences for the rational shape of the diagram of the washing stroke and development of the corresponding regulator of a non-plunger jig. In Proceedings of the 1st First International Coal Preparation Conference, Paper A7. Paris, France; 1950; pp. 316–322. [Google Scholar]
- Mayer, F. Fundamentals of a potential theory of the jigging process. In Proceedings of the 7th International Mineral Processing Congress, New York, NY, USA; 1964; pp. 75–86. [Google Scholar]
- King, R. A quantitative model for gravity separation unit operations that rely on stratification. In APCOM 87: Proceedings of the Twentieth International Symposium on the Application of Computers and Mathematics in the Mineral Industries, Johannesburg, South Africa, 19–23 October 1987; South African Institute of Mining and Metallurgy: Johannesburg, South Africa, 1987; pp. 147–151. [Google Scholar]
- King, R.P. Modeling and Simulation of Mineral Processing Systems; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- Tavares, L.; King, R. A useful model for the calculation of the performance of batch and continuous jigs. Coal Prep. 1995, 15, 99–128. [Google Scholar] [CrossRef]
- Woollacott, L.; Bwalya, M.; Mabokela, L. A validation study of the King stratification model. J. S. Afr. Inst. Min. Metall. 2015, 115, 93–101. [Google Scholar] [CrossRef]
- Rao, B.V. Extension of particle stratification model to incorporate particle size effects. Int. J. Miner. Process. 2007, 85, 50–58. [Google Scholar] [CrossRef]
- Woollacott, L.C. On the size dependence of the King stratification index. Miner. Eng. 2018, 124, 86–97. [Google Scholar] [CrossRef]
- Woollacott, L. The impact of size segregation on packing density in jig beds: An X-ray tomographic study. Miner. Eng. 2019, 131, 98–110. [Google Scholar] [CrossRef]
- Burt, R. The role of gravity concentration in modern processing plants. Miner. Eng. 1999, 12, 1291–1300. [Google Scholar] [CrossRef]
- Bird, B. Interpretation of Float-and-sink Data. In Proceedings of the Third International Conference on Bituminous Coal, Pittsburgh, PA, USA, 16–21 November 1931; p. 722. [Google Scholar]
- Lill, G.; Smith, H. A study of the motion of particles in a jig bed. In Proceedings International Congress of Mineral Dressing; IMM London: London, UK, 1960; pp. 515–535. [Google Scholar]
- Kowol, D.; Matusiak, P. Badania skuteczności osadzarkowego oczyszczania kruszywa z ziaren węglanowych. Min. Sci. 2015, 22, 83–92. [Google Scholar]
- Olajide, O.; Cho, E. Study of the jigging process using a laboratory-scale Baum jig. Min. Metall. Explor. 1987, 4, 11–14. [Google Scholar] [CrossRef]
- Pita, F.; Castilho, A. Influence of shape and size of the particles on jigging separation of plastics mixture. Waste Manag. 2016, 48, 89–94. [Google Scholar] [CrossRef]
- Woollacott, L.; Silwamba, M. An experimental study of size segregation in a batch jig. Miner. Eng. 2016, 94, 41–50. [Google Scholar] [CrossRef]
- Ambrós, W.M.; Sampaio, C.H.; Cazacliu, B.G.; Conceição, P.N.; dos Reis, G.S. Some observations on the influence of particle size and size distribution on stratification in pneumatic jigs. Powder Technol. 2019, 342, 594–606. [Google Scholar] [CrossRef]
- Abreu, C.R.; Tavares, F.W.; Castier, M. Influence of particle shape on the packing and on the segregation of spherocylinders via Monte Carlo simulations. Powder Technol. 2003, 134, 167–180. [Google Scholar] [CrossRef]
- Escudie, R.; Epstein, N.; Grace, J.R.; Bi, H.T. Effect of particle shape on liquid-fluidized beds of binary (and ternary) solids mixtures: Segregation vs. mixing. Chem. Eng. Sci. 2006, 61, 1528–1539. [Google Scholar] [CrossRef]
- Osborne, D.G. Coal Preparation Technology; Springer: Dordrecht, The Netherlands, 1988. [Google Scholar]
- Kumar, S.; Venugopal, R. Performance analysis of jig for coal cleaning using 3D response surface methodology. Int. J. Min. Sci. Technol. 2017, 27, 333–337. [Google Scholar] [CrossRef]
- Feil, N.F.; Sampaio, C.H.; Wotruba, H. Influence of jig frequency on the separation of coal from the Bonito seam—Santa Catarina, Brazil. Fuel Process. Technol. 2012, 96, 22–26. [Google Scholar] [CrossRef]
- Ambrós, W.M.; Cazacliu, B.G.; Sampaio, C.H. Wall effects on particle separation in air jigs. Powder Technol. 2016, 301, 369–378. [Google Scholar] [CrossRef]
- Garcimartín, A.; Pastor, J.; Arevalo, R.; Maza, D. Convection in a vibrated granular layer. Eur. Phys. J. Spec. Top. 2007, 146, 331–340. [Google Scholar] [CrossRef] [Green Version]
- Majid, M.; Walzel, P. Convection and segregation in vertically vibrated granular beds. Powder Technol. 2009, 192, 311–317. [Google Scholar] [CrossRef]
- Rosato, A.D.; Blackmore, D.L.; Zhang, N.; Lan, Y. A perspective on vibration-induced size segregation of granular materials. Chem. Eng. Sci. 2002, 57, 265–275. [Google Scholar] [CrossRef] [Green Version]
- Xue, K.; Zheng, Y.; Fan, B.; Li, F.; Bai, C. The origin of granular convection in vertically vibrated particle beds: The differential shear flow field. Eur. Phys. J. E 2013, 36, 8. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, L.; Liu, C.; Wu, P.; Zhan, S. Patterns of convective flow in a vertically vibrated granular bed. Phys. Lett. A 2014, 378, 1303–1308. [Google Scholar] [CrossRef]
- Evesque, P.; Rajchenbach, J. Instability in a sand heap. Phys. Rev. Lett. 1989, 62, 44. [Google Scholar] [CrossRef] [PubMed]
- Yang, S. Density effect on mixing and segregation processes in a vibrated binary granular mixture. Powder Technol. 2006, 164, 65–74. [Google Scholar] [CrossRef]
- Goldhirsch, I. Introduction to granular temperature. Powder Technol. 2008, 182, 130–136. [Google Scholar] [CrossRef]
- Fan, Y.; Hill, K.M. Phase transitions in shear-induced segregation of granular materials. Phys. Rev. Lett. 2011, 106, 218301. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sbárbaro, D.; Del Villar, R. Advanced Control and Supervision of Mineral Processing Plants; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Duchesne, C. Multivariate image analysis in mineral processing. In Advanced Control and Supervision of Mineral Processing Plants; Springer: Berlin/Heidelberg, Germany, 2010; pp. 85–142. [Google Scholar]
- Zhang, Q.; Huang, C.; Jiang, D.; Wei, X.; Qian, Z.; Wei, F. Particle measurement sensor for in situ determination of phase structure of fluidized bed. Particuology 2009, 7, 175–182. [Google Scholar] [CrossRef]
- Cai, R.; Qiu, J. Position and posture determination of a large dense object in a fluidized bed. Flow Meas. Instrum. 2016, 51, 40–48. [Google Scholar] [CrossRef]
- Ambrós, W.M. Novos Aspectos da Estratifificação de Partículas em Jigues Descontínuos. Ph.D. Thesis, Universidade Federal do Rio Grande do Sul, Porto Alegre, Brasil, 2017. [Google Scholar]
- Ambros, W.M.; Sampaio, C.H.; Cazacliu, B.G.; Miltzarek, G.L.; Miranda, L.R. Usage of air jigging for multi-component separation of construction and demolition waste. Waste Manag. 2017, 60, 75–83. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Screen Type | Heavy Product Discharge | Pulsation Mechanism | Jig Equipment | Common Applications |
|---|---|---|---|---|
| Fixed screen | Over the screen | Piston | Harz | Coal |
| Diaphragm | Jeffrey | Coal | ||
| Bendelari | Ores | |||
| Air-pulsated | Baum | Coal and ores | ||
| Batac/Tacub | Coal and ores | |||
| Through the screen | Diaphragm | Denver | Ores | |
| Wemco/Remer | Ores | |||
| Yuba | Ores | |||
| Pan-American | Ores | |||
| IHC radial jig | Ores | |||
| Air-pulsated | Baum/Batac | Coal and ores | ||
| Mobile screen | Over the screen | Mechanic | ROMJIG | Coal |
| Through the screen | Mechanic | InLine Pressure Jig | Ores |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ambrós, W.M. Jigging: A Review of Fundamentals and Future Directions. Minerals 2020, 10, 998. https://doi.org/10.3390/min10110998
Ambrós WM. Jigging: A Review of Fundamentals and Future Directions. Minerals. 2020; 10(11):998. https://doi.org/10.3390/min10110998
Chicago/Turabian StyleAmbrós, Weslei M. 2020. "Jigging: A Review of Fundamentals and Future Directions" Minerals 10, no. 11: 998. https://doi.org/10.3390/min10110998
APA StyleAmbrós, W. M. (2020). Jigging: A Review of Fundamentals and Future Directions. Minerals, 10(11), 998. https://doi.org/10.3390/min10110998