Ores that have undergone partial or strong oxidation during formation of the orebody usually have the character of containing both sulfide ores and oxidized ores [
27]. Dealing with these types of oxidized ores requires a combination of collectors, excessive amounts of reagents, the use of sodium sulfide (Na
2S), and also a staged preferential flotation. In industry, the most stable oxidized lead flotation procedure is to sulfurize the ore in advance, and then collect by xanthate, which is called the sulfurization-xanthate method in China [
28]. As for the silver mineral, pulp pH and collector types are critical to its recovery. Although some silver ores exist in an elemental state or a combined state, most of them can be found in either lead or both lead and zinc concentrates, or even distributed in gangue.
In this study, the grades of different types of lead and silver minerals are tested by chemical phase analysis, and therefore the recovery rates of different types of minerals can subsequently be calculated.
3.1. Sulfidizing Flotation Behavior
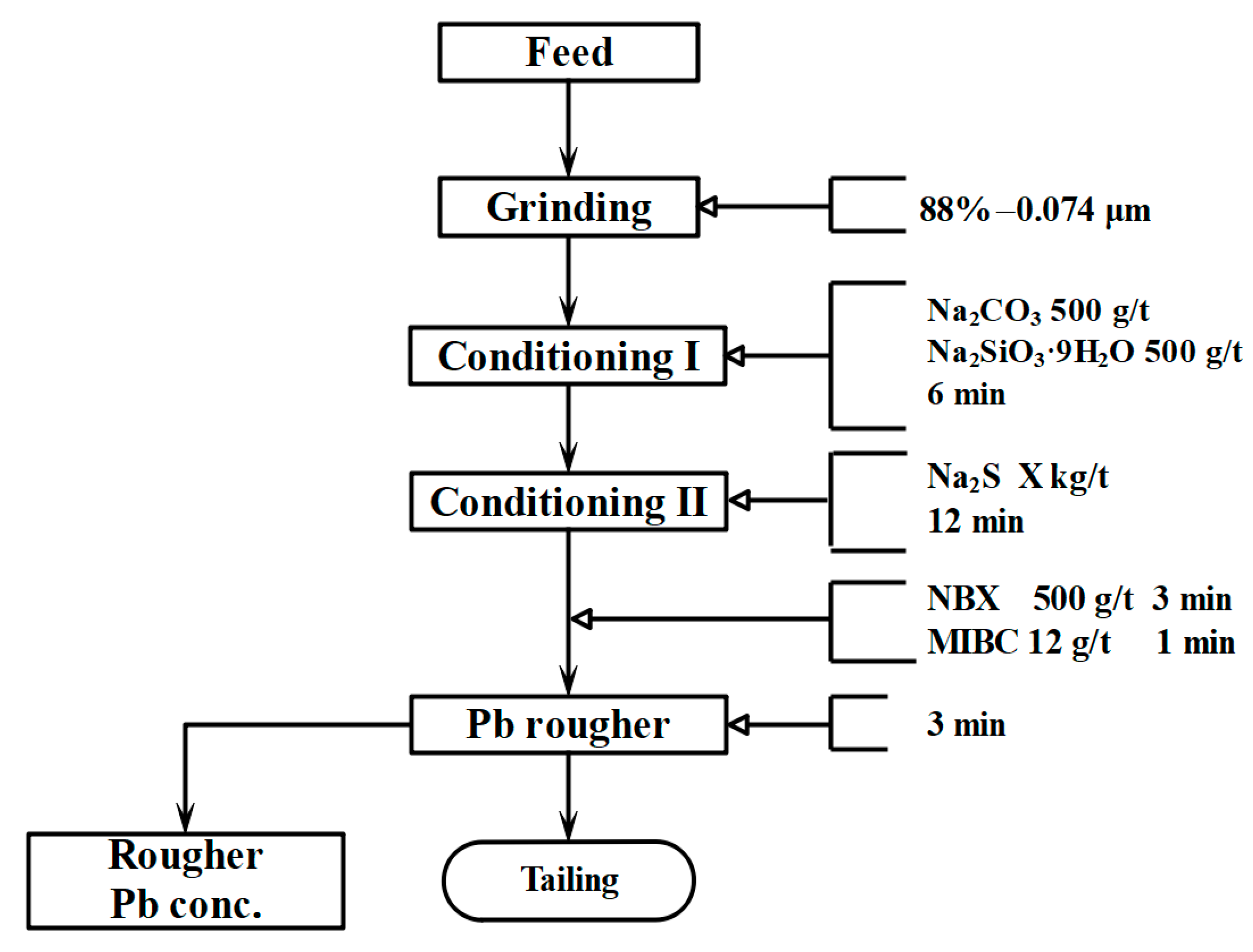
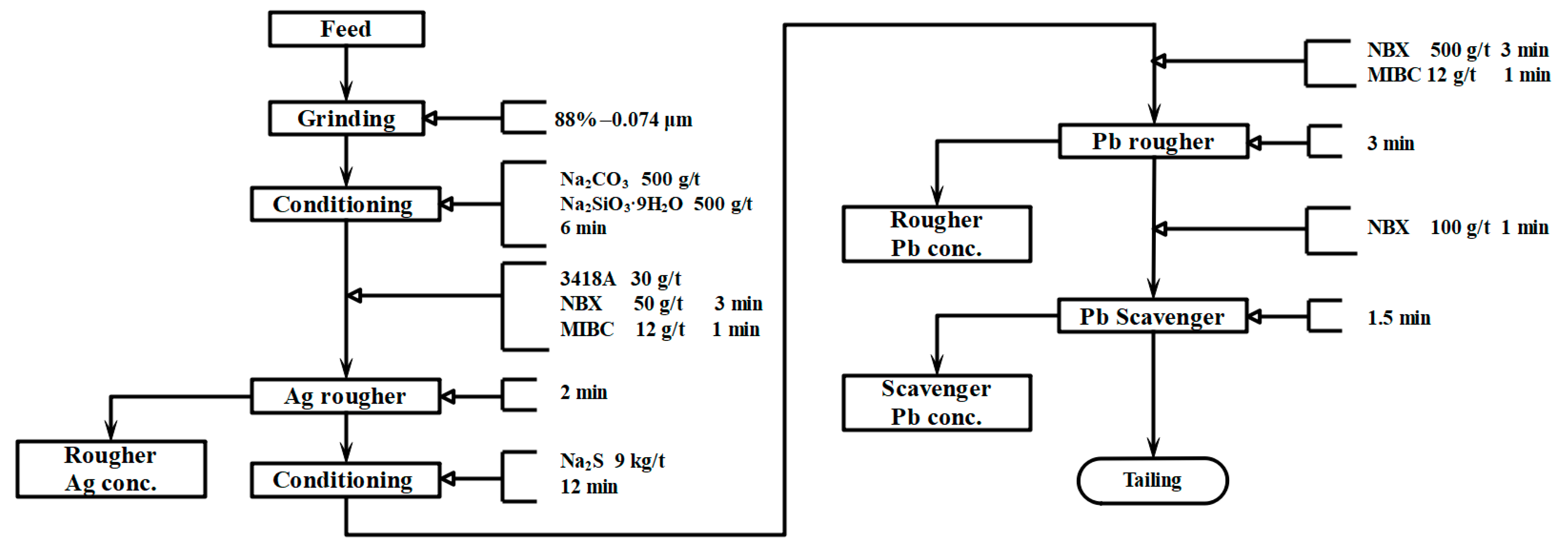
To test the sulfurization behaviors of different types of lead oxide minerals and various silver minerals at different pH values, in these experiments, the dosage of Na
2S was gradually increased from 1 to 10 kg/t, and the recovery rates of lead and silver minerals were used to measure the effectiveness of the sulfidizing flotation behavior. Each group of experiments used 300 g of wet-ground sample in a 1.0 dm
3 flotation cell, and the same amount of reagent was used in each group. Regular reagents used were 500 g/t Na
2SiO
3·9H
2O and 500 g/t Na
2CO
3, Na
2S was used as an activator, and 500 g/t NBX was used as the collector. The flowchart for the Na
2S dosage test is shown in
Figure 1. Pulp pH at different dosages of Na
2S is displayed in
Table A1,
Appendix A.
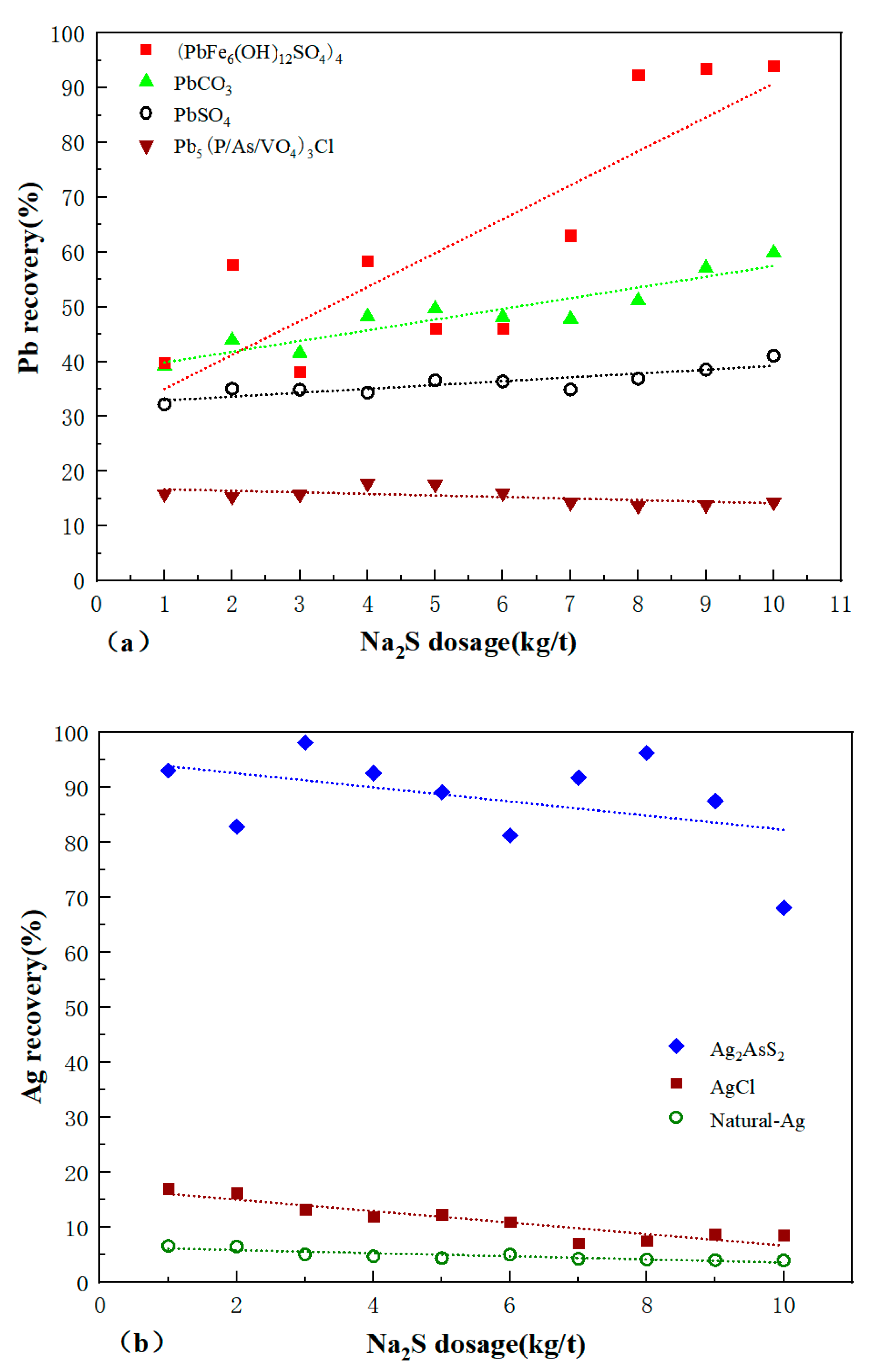
The flotation recovery of lead oxide minerals at different dosages of Na
2S are shown in
Figure 2a. From
Figure 2a, the following can be concluded: (I) The overall trend of the recovery of (PbFe
6(OH)
12SO
4)
4 is upward, which suggests that a high dosage of Na
2S is beneficial for recovering (PbFe
6(OH)
12SO
4)
4; (II) The recovery of PbSO
4, PbCO
3, and Pb
5(P/As/VO
4)
3Cl are relatively stable. The PbCO
3 is on the rise, reaching its peak at 10 kg/t at a recovery rate of 59.86%, while the PbSO
4 shows slow growth from 32.21% at 1 kg/t to 41.07% at 10 kg/t, which suggests that the recovery rates of PbSO
4 and PbCO
3 increase with an increasing Na
2S dosage, and PbCO
3 is affected more than PbSO
4; (III) The recovery rate of Pb
5(P/As/VO
4)
3Cl is the lowest, leveling off below 20%. As for the barely changed curve, the Pb
5(P/As/VO
4)
3Cl recovery has nothing to do with the variance in the Na
2S dosage. In summary, the order of difficulty for sulfidizing all types of lead oxide minerals was (PbFe
6(OH)
12SO
4)
4 < PbCO
3 < PbSO
4 < Pb
5(P/As/VO
4)
3Cl.
The flotation recovery of Ag minerals at different dosages of Na
2S is shown in
Figure 2b. The following is illustrated in
Figure 2b: (I) The mineral Ag
2AsS
2 is relatively easy to recover with a recovery rate that is around 90% below 5 kg/t of Na
2S. The overall trend of this curve is a decline, that is to say, a high level of Na
2S usage acts as one type of depressant in Ag
2AsS
2 flotation. (II) Considering AgCl, the recovery rate gradually decreases with an increase in Na
2S from a peak of 17% at 1 kg/t, down to 8.55% at 10 kg/t. During this process, it clearly becomes further depressed. (III) In terms of natural-Ag, in spite of an increase in Na
2S usage, the recovery rate is constant at about 6%, which suggests that the dosage of Na
2S used for the recovery of natural-Ag does not have any impact. Thus, the the order of difficulty for sulfidizing these types of silver minerals was Ag
2AsS
2 < AgCl < natural-Ag.
Figure 2 illustrates the recovery rate of different types of Pb minerals and Ag minerals, which change according to the dosage of Na
2S.
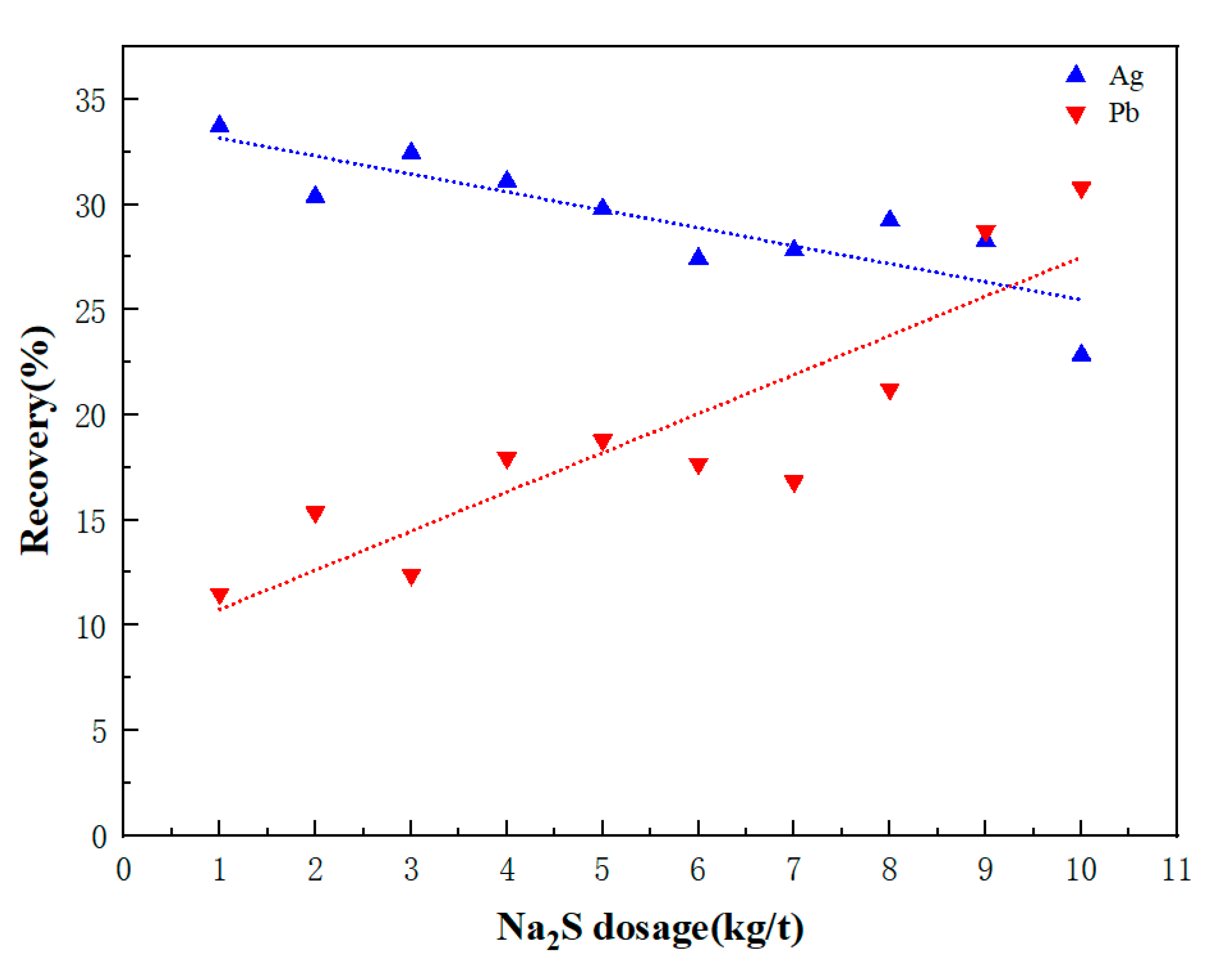
Figure 3 shows the recovery of total Ag and Pb at different dosages of Na
2S. The recovery rate of total Pb presents an upward trend overall, from the lowest value of 11.49% to the highest value of 30.79%. On the contrary, it is found that the recovery rate of total Ag overall exhibits a downward trend, from the highest value of 33.73% to a minimum of 22.85%.
The trends of the two curves show that an increase in the dosage of Na2S is beneficial to the recovery of Pb, and detrimental to the recovery of Ag. Whatever reagent dosage is used, these two metals cannot be optimally recovered at the same time. Therefore, the flotation process should be performed in two stages, one each for the recycling of Pb and Ag. The first stage should focus on the recovery of Ag, while the second stage focuses on the recovery of Pb with the sulfurization-xanthate method. In addition, because the two curves intersect at around 9 kg/t, the optimum Na2S dosage for the second stage is 9 kg/t.
3.2. Selection of Ag Flotation Collectors
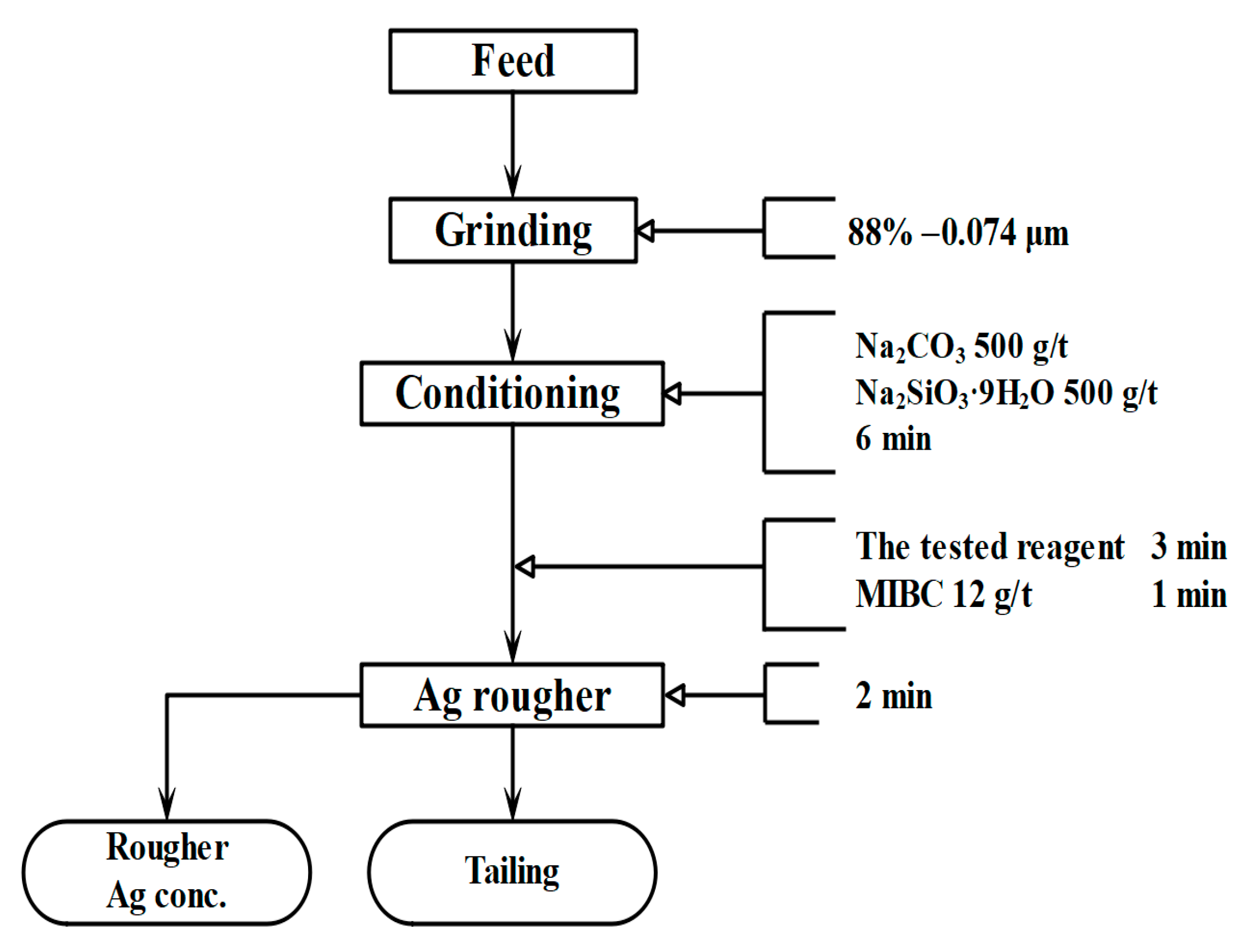
In
Section 3.1, it was concluded that the first stage of the flotation process should give priority to silver recovery, thus, nullifying the effect of Na
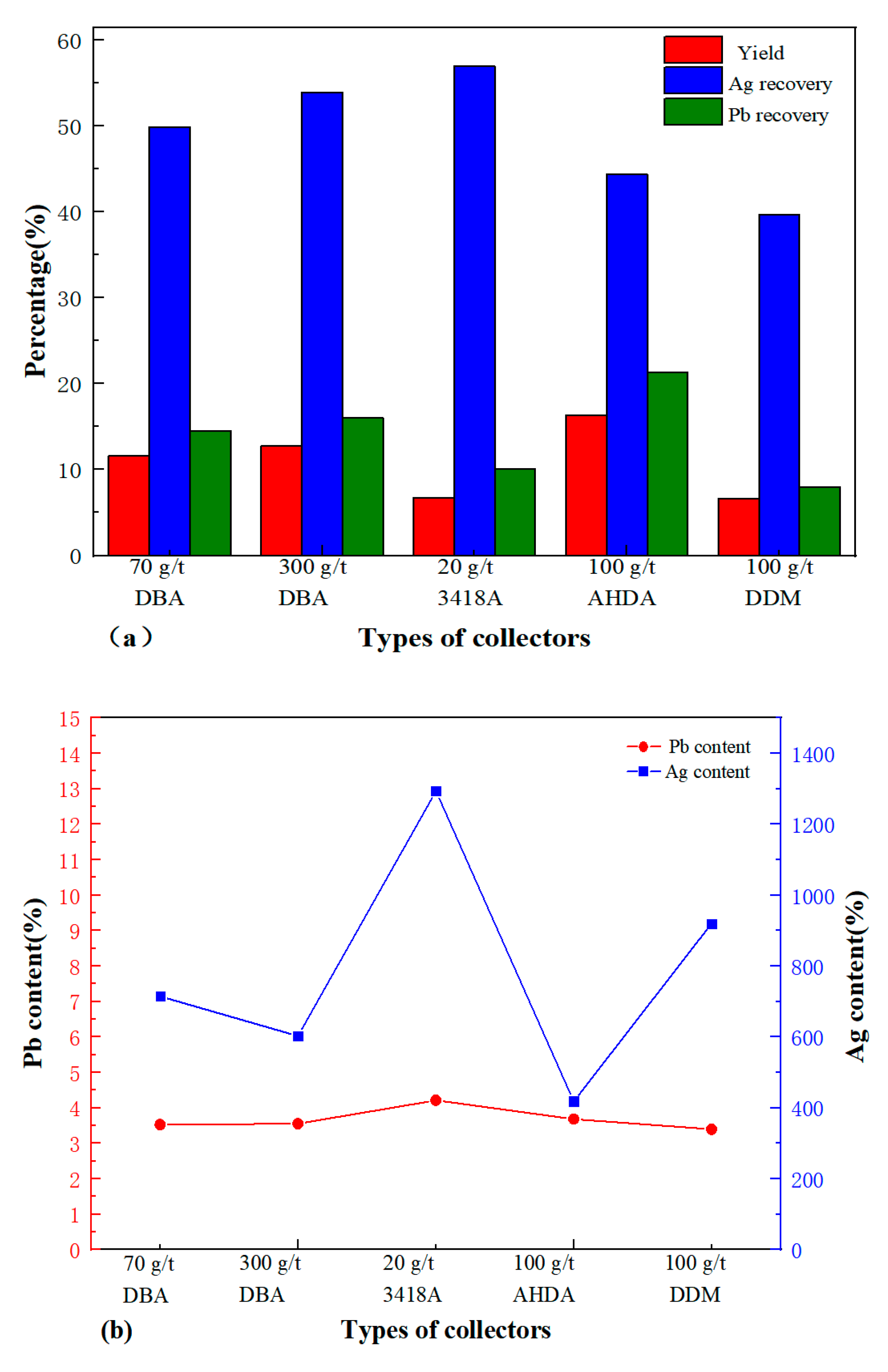
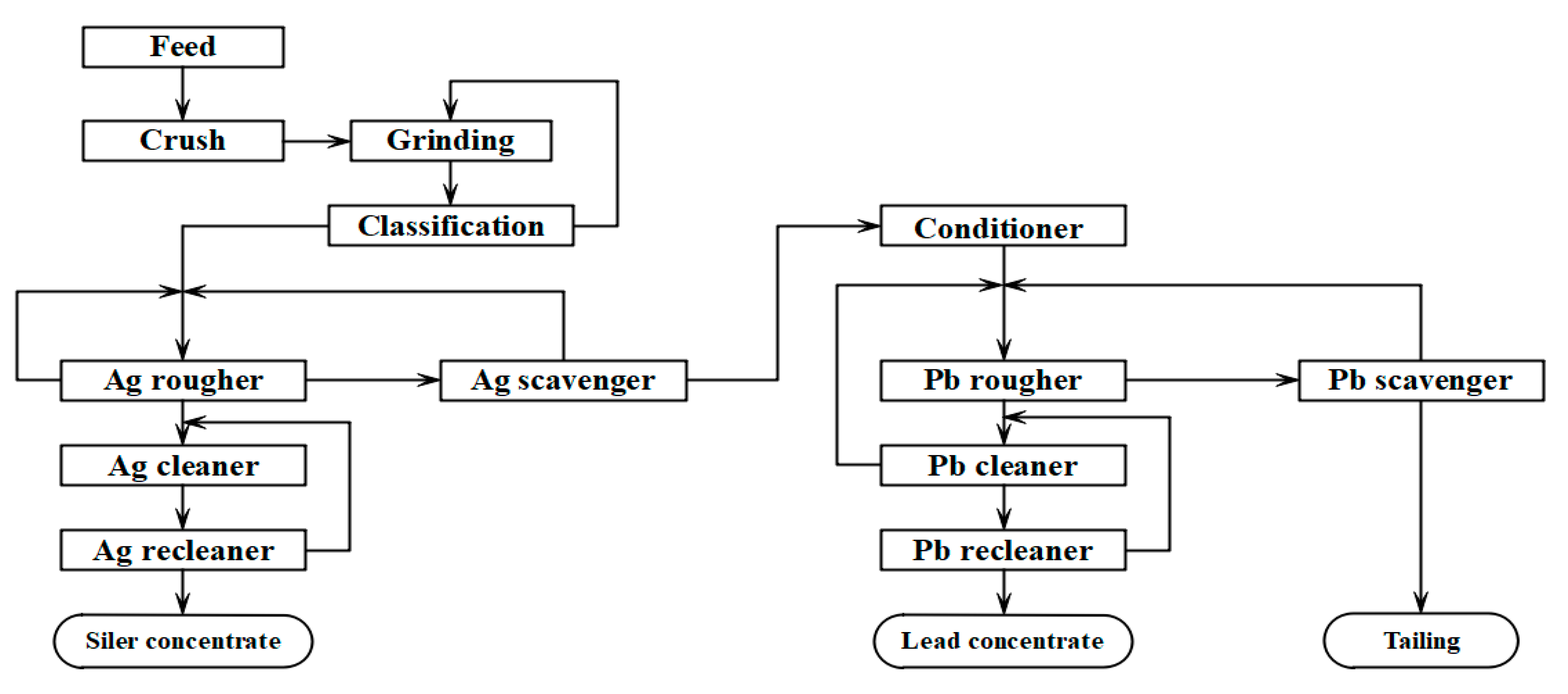
2S on silver recovery in the second stage. After a series of flotation reagents tests, 70 g/t dithiophosphate BA(DBA), 300 g/t dithiophosphate BA(DBA), 20 g/t 3418A, 100 g/t alkyl hydroximic acid (AHDA), and 100 g/t dodecyl mercaptan (DDM) were selected to estimate their collecting capacity and selectivity. The flowchart is shown in
Figure 4 and the comparison results are shown in
Figure 5. Under the conditions of using these five reagents separately, from
Figure 5a,b the following can be observed:
- I
Ag recovery increased in the order 100 g/t DDM < 100 g/t AHDA < 70 g/t
DBA < 300 g/t DBA < 20 g/t 3418A;
- II
Pb recovery increased in the order 100 g/t DDM < 20 g/t 3418A < 70 g/t
DBA < 300 g/t
DBA < 100 g/t
AHDA;
- III
The yield of the product increased in the order 100 g/t
DDM ≈ 20 g/t
3418A < 70 g/t
DBA < 300 g/t
DBA < 100 g/t
AHDA;
- IV
The Pb grade showed small difference in these five products, but the Ag grade is the highest when 20 g/t
3418A was used.
When 20 g/t 3418A is used, firstly, the product yield is only half of that using 70 g/t DBA, but the recovery rate of Ag is the highest among the five collectors, and the recovery rate Pb is relatively low; secondly, for these five products, the contents of Pb are similar, while the product of 3418A has an obvious higher grade of Ag than the others. These two points together suggest that 3418A has the best selectivity for Ag, and less selectivity for Pb. The purpose of the first stage of flotation is to strengthen the Ag recovery, as well as weaken the recovery of Pb, which enables the first stage to produce a higher grade of silver concentrate and ensures that the second stage gets a higher grade of lead concentrate at the same time. From the above observations, 3418A is determined to be the primary collector for Ag flotation in the first stage.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






